Wielka encyklopedia ropy i gazu. Przeciągarka domowej roboty. Przeciągarki poziome
Zadaniem przeciągarek jest dokładna obróbka wewnętrznej (zewnętrznej) powierzchni części zgodnie z zadaną konfiguracją.
Kontury uzyskane po obróbce powierzchni, może być różne kształty, który jest ustawiony przez profil przeciągacza tnącego.
1 Kluczowe cechy
Modele przeciągarek różnią się na kilka sposobów:
W przypadku nieregularnych kawałków bardzo trudno byłoby wykonać otwory w odwróconej matrycy. „Przypomnienie lub tłoczenie”. Dzięki tego typu zabiegom możesz zdobyć kawałki wysoki pułap i objętości, z jaką tworzą garnki, zlewozmywaki, lampiony, trofea itp.
Narzędzia można wykonywać również bez pras arkuszowych. W tym celu matryca musi być kondycjonowana odpowiednimi fazami, aby ułatwić ruch materiału w momencie rozciągania, jak pokazano na wykresie. Odpowiadają za łatwość lub brak ruchu materiału podczas rozciągania, odpowiadają również za powstawanie fałd, które materiał rozerwie, uzyskają większą twardość materiału w wyniku wędliny.
- cel - przeciąganie wewnętrzne lub zewnętrzne;
- uniwersalność - przeznaczenie ogólne i wysokospecjalistyczne;
- kierunek ruchu roboczego - poziomy lub pionowy;
- charakter ruchu roboczego - ruch okrężny, ruch przeciągania, ruch przedmiotu obrabianego;
- liczba wagonów - jeden lub więcej;
- pozycja - maszyny konwencjonalne(pojedyncza pozycja), z stoły obrotowe(wielopozycyjny);
- dostępność CNC.

W wyniku działania siły rozciągającej, materiał inkrustowany ma tendencję do przyklejania się do stempla, a jeśli nie przewidziano systemu ułatwiającego wyjmowanie stempla, może to wskazywać na kolejne problemy, odpowiedni kształt pokazano w poniższej tabeli. przymocowane poprzez wykonanie występu lub pięty na spodzie matrycy.
Zwykle stosuje się pierścienie dzielone, połączone sprężyną, które pełnią funkcję ściągacza, wewnętrzna średnica pierścień musi mieć odpowiednie zaokrąglenie, które umożliwia przejście stempla i materiału, rozciągając sprężynę podczas opadania tego samego, podczas podnoszenia stempla sprężyna jest ściskana i pierścień działa jak ściągacz.
Główne typy to:
- przeciągarka pozioma (do wewnętrznej obróbki otworów);
- przeciągarka pionowa (do przeciągania wewnętrznego i zewnętrznego);
- Centra CNC posiadające urządzenia do automatycznego montażu/demontażu detali oraz wymiany narzędzi.
Charakterystyki eksploatacyjne obejmują takie wskaźniki, jak siła uciągu - od 50 do 1000 kN i długość skoku przeciągania - od 1000 do 2000 mm.
W skrócie, rysunek polega na uformowaniu kawałka arkusza przez poddanie go naprężeniom ściskającym i rozciągającym w celu uformowania pustego kawałka. Za pomocą rysunku możesz wykonać duże serie, fale, okładki, osłony, reflektory do świateł, trofea. Formy można otrzymać również do odlewania, wtrysku metali i tworzyw sztucznych itp. korzystając z tej procedury, możesz zdobyć kawałki wysoki pułap i objętości, które są bardzo przydatne w życiu codziennym.
Laminowanie Laminacja stalowa to plastyczne odkształcenie metali powstałe w wyniku mechanicznego odkształcenia między cylindrami. Jest to proces, który modyfikuje materiał, przepuszczając go pomiędzy nałożonymi na siebie rolkami, które obracają się w przeciwnym kierunku. Laminowanie zwykle wykonuje się na gorąco, jednak odbywa się walcowanie na zimno, ale metale walcowane na zimno stają się drażliwe i muszą być poddane końcowemu wyżarzaniu. Materiałem wyjściowym do walcowania są wlewki odlewane o przekroju czworokątnym okrągłym lub owalnym, a także płyty z przekrój prostokątny.
1.1 Przeciągarki poziome
Są używane do obróbki wewnętrznych i zewnętrznych powierzchni detali w kierunku liniowym za pomocą przeciągaczy o różnych profilach.
Używany tylko podczas pracy ruch prostoliniowy narzędzie (przeciąganie) lub obrabiany przedmiot (część) w kierunku poziomym. Pobieranie próbek (cięcie) materiału następuje dzięki równomiernemu podniesieniu zębów na przeciągaczu na całej jego długości. Przepływ pracy można zautomatyzować, instalując systemy CNC.
Surowe wlewki są walcowane w celu wytworzenia półproduktów i produkt końcowy. Surowe płyty są walcowane na arkusze i paski przechodzące przez regały. Przeszłość nazywa się przepuszczaniem laminowanego materiału przez parę walców tocznych. Przebieg płaski różni się, gdy po jednym przejściu następuje kolejne przechodzenie w tej samej pozycji i przechodzenie krawędziowe, które toczy się w kierunku rozszerzania wynikającego z przechodzenia płaskiego. W tym celu laminowany materiał należy obrócić o 90°.
1.2 Przepływ pracy d przeciągarka pozioma SGP12 (wideo)
1.3 Przeciągarki pionowe
Zasada działania przeciągarki pionowej jest taka sama jak w przypadku wersja pozioma, ale jest kilka zalet:
- oś przeciągania nie zwisa ani nie wygina się;
- podczas aktualizacji w celu zwiększenia wydajności łatwiej jest zainstalować dodatkowe przeciągacze;
- mały zajęty obszar produkcji, ponieważ ruch roboczy odbywa się pionowo.
2 modele przeciągarek
W większości wszystkie maszyny, zarówno zorientowane poziomo, jak i pionowo, działają w trybie półautomatycznym. Niektóre modele są wyposażone w CNC, co znacznie upraszcza i przyspiesza proces produkcji. Napęd może być hydrauliczny lub elektromechaniczny.
Istnieją dwa poziomo ułożone ciężkie cylindry, które są oddzielone od siebie w pewnej odległości, a pręt wysuwa się grubszy niż określona odległość, tworząc w ten sposób ruch. Ten ruch nastąpi, jeśli istnieje pewna zależność między średnicą cylindrów a wysokością pręta. Wtedy cylindry mają potrójne działanie: zmniejszają przekrój pręta. Odkształcenie wzdłużne lub przedłużenie pręta. Laminatory są umieszczane w grupach jeden po drugim. Możesz więc dostać się do ciągłego pociągu.
2.1 Model 7B55
Przeciągarka pozioma 7B55 służy do przetwarzania powierzchnie wewnętrzne, o różnych kształtach i rozmiarach, ciągnąc. Urządzenie maszyny 7B55 jest następujące:
W wewnętrznej części spawanego łoża drążonego znajduje się napęd hydrauliczny, składający się z siłownika i drążka, który może poruszać się po prowadnicach po ślizgu.
Taki układ zapewnia wiele korzyści, zwłaszcza pod względem skróconego czasu walcowania, równomiernego chłodzenia, większej długości laminatu. Laminatory są określane na różne sposoby w zależności od laminowanego materiału lub gotowych produktów do laminowania. W tym przypadku rozróżnia się ciężkie, średnie i lekkie pociągi szlifierskie, pociągi półproduktów, belki, szyny, zapory gumowe, pręty stalowe itp. w zależności od rozmieszczenia walców walcujących istnieją dwa rodzaje walcarek: duo, odwracalne, podwójne itp. ta klasyfikacja jest najczęściej stosowana.

Na pręcie (w jego wolnej części) zamontowana jest tuleja, która ma wkład do mocowania przeciągacza. Drugi koniec narzędzia tnącego jest zamocowany w uchwycie pomocniczym.
Urządzenie do mocowania przedmiotu obrabianego, wraz z samym przedmiotem, opiera się o korpus łóżka. Podczas suwu roboczego wkład pomocniczy na suwaku przesuwa się wraz z przeciągaczem do twardego zatrzymania, po czym połączenie między nimi zostaje zerwane przez sprężynową krzywkę. Gdy narzędzie zostanie zwrócone po operacji cięcia, przeciągacz ponownie łączy się z uchwytem pomocniczym.
Części składające się na walcarkę. Walce lub Cylindry: Mogą to być gładkie cylindryczne powierzchnie lub w pierścieniowych rowkach. W ich najprostsza forma służą do laminowania wlewków, które są redukowane do płyt. Rozróżnij stół, koła zębate i końcówki sprzęgła. Stół - część robocza, cylindryczna, gładka lub falista. Długość ma coś wspólnego ze średnicą. Tuleje umożliwiają umieszczenie cylindrów w łożyskach podporowych z brązu fosforowego, a to z kolei w ramie.
Końcówki łączące są potrzebne do połączenia kilku skrzynek lub separatorów, których rolki napędzane są wspólnym silnikiem. Skrzynie, pudła lub klatki: są to podpory, na których umieszczone są łożyska podtrzymujące rolki. Są to uformowane części stalowe z pionowymi prowadnicami, w których osadzone są łożyska. Na każdym wsporniku śruba utrzymuje górny cylinder na określonej wysokości. Występ w duecie, trio i duetach podwójnych. Pręt wkłada się z jednej strony, a po przejściu na przeciwną, przesuwa się na poprzednią stronę.
Urządzenie maszyny 7B55 jest przeznaczone do pracy półautomatycznej, ale możliwość montażu elementów CNC w celu pełnej automatyzacji przepływ pracy.
Ruch przeciągacza zapewnia urządzenie hydrauliczne wyposażone w dwie pompy. wysokie ciśnienie. Jeden dostarcza olej do głównego cylindra z szybkością 200 litrów na minutę, drugi dostarcza pomocniczy cylinder hydrauliczny z dopływem oleju z szybkością 25 litrów na minutę.
Czynność tę można wykonać na dwa sposoby: umieszczając go na wierzchu cylindrów lub przekładając pod nim, zginając go szczypcami tak, aby ponownie wsunął się między cylindry. Trio: używane do skrócenia pasywnego czasu powrotu sztabki. Trzeci cylinder został umieszczony pod lub nad duetem. Pręt przechodzi między cylindrem dolnym a cylindrem pośrednim, a następnie między cylindrem pośrednim a górnym, wykonując operacje walcowania, skracając czas biegu jałowego. Wykonywane są również automatycznie za pomocą stołów uchylnych i rolek nadawczych, które obracają się naprzemiennie w przeciwnym kierunku.
Siła uciągu 98 kN, skok roboczy 1600 mm, prędkość uciągu od 1,5 do 11,5 metra na minutę, skok wsteczny od 20 do 25 m/min. Moc silnika elektrycznego pompy głównej wynosi 17 kW. Waga całkowita - 6900 kg.
2.2 Model 7523
Model 7523 to półautomatyczna przeciągarka pozioma. Używany do obróbki części z otworami przelotowymi różne rozmiary i kształtuje, ciągnąc.
Duet podwójny: ułożone są w pudłach lub klatkach, jeden po drugim, ale dalej różne wysokości. Jedynym minusem jest zastosowanie piątego biegu. False Trio: Przewagę Trio można również uzyskać, umieszczając obok siebie dwie pary butli. Ta pozycja nazywana jest fałszywym trio. Znajduje zastosowanie w laminatach o rzadkich profilach.
Zaletą jest ciągłość i niskie chłodzenie spowodowane kontaktem pręta z podłożem. Są one podgrzewane, aby zapewnić ciągliwość i ciągliwość, aby ułatwić redukcję w obszarze, któremu muszą być poddane. W procesie nagrzewania detali należy mieć na uwadze, że wysoka temperatura nagrzewania stali może prowadzić do nadmiernego rozrostu ziaren oraz uszkodzenia spowodowanego spaleniem stali, co powoduje pęknięcia, których nie można usunąć. Niska temperatura nagrzewanie powoduje spadek ciągliwości stali, zwiększa odporność na odkształcenia i może powodować pękanie podczas walcowania.

Na półautomatyce 7523 rysowane są okrągłe i podłużne otwory, rowki wpustowe itp. Maszyna 7523 została wprowadzona do produkcji w 1987 roku i zastąpiła nieco przestarzałą 7B57.
Charakterystyka przeciągarki poziomej 7523:
- klasa dokładności - H;
- robocza siła pociągowa - 100 kN;
- skok suwaka roboczego - 1250 mm;
- moc napędu elektrycznego - 11 kW;
- wymiary gabarytowe w długości, szerokości, wysokości - 6000 × 2000x1715 mm;
- waga - 4100kg.
2.3 Model 7534
Przeciągarka pozioma 7534 używany do przetwarzania ciągnącego okrągłe, szczelinowe otwory, rowki wpustowe o różnych rozmiarach i kształtach. Wykorzystywany jest do produkcji na dużą i małą skalę, a także do użytku indywidualnego.
Odległość między rolkami zmniejsza się wraz ze zmniejszaniem się grubości stali. Pierwsza para rolek, przez które przechodzi wlewek, nazywana jest obróbką zgrubną lub szorstką. Po obróbce zgrubnej stal przechodzi do walcowni zgrubnych i pociągów wykańczających, które redukują ją do arkuszy o poprawnych Przekrój. Walcarki ciągłe są wyposażone w szereg akcesoriów, takich jak rolki krawędziowe, urządzenia do trawienia lub recyklingu oraz urządzenia do automatycznego gięcia blachy po dotarciu do końca pociągu.
Rolki krawędziowe to grupy pionowych rolek umieszczonych po obu stronach arkusza, aby zachować ich szerokość. Urządzenie do trawienia usuwa korę, która tworzy się na powierzchni arkusza, poprzez mechaniczne jej oderwanie, usunięcie za pomocą strumienia powietrza lub ostre zgięcie arkusza w pewnym miejscu po drodze. Gotowe szpule arkuszy są umieszczane na przenośniku taśmowym i przenoszone w inne miejsce w celu wyżarzania i cięcia na pojedyncze arkusze.
Półautomat 7534 może być wyposażony w dodatkowe wyposażenie, za pomocą którego możliwa jest obróbka ciągnięcia powierzchni zewnętrznych o różnych kształtach.

Na maszynie 7534 dozwolona jest instalacja automatycznego urządzenia do załadunku i rozładunku, a pod kontrolą CNC praca maszyny 7534 staje się w pełni automatyczna.
Oprócz blach stalowych można również wytwarzać profile o kształtach wykonanych za pomocą rolek, które są rowkowane, aby zapewnić poprawna forma. walcowanie na zimno stosowany tylko do małych rozmiarów specjalnych oraz do laminowania stali stopowych i stali specjalnych. Płyty są walcowane na zimno w duecie, a strefa wyjściowa powraca do pierwotnego położenia górnego cylindra; nieodwracalny duet. Często górny cylinder nie.
Laut Trio zapewnia lepszy efekt rysowania dzięki cylindrowi pośredniemu o mniejszej średnicy. W czwartym młynie dwa cienkie cylindry robocze są podtrzymywane przez dwa cylindry o dużej średnicy, aby uniknąć zginania materiału. Te rolki mogą pracować z odwracalnymi prądami obrotowymi. Szeroki i twardy blachy stalowe czasami laminowane w piątym młynie. Posiadają trzy cienkie cylindry robocze wsparte na dwóch cylindrach o większej średnicy. Sposób pracy odpowiada typowi tria. Czwarty i piąty młyn są powiększane w jednym przejściu.
Cechy przeciągarki poziomej 7534:
- hydrauliczny napęd ruchu roboczego jest wyposażony w osiową pompę tłokową;
- nowoczesny system smarowania, który posiada dozowany dopływ oleju oraz alarm sygnalizujący zakończenie smarowania;
- podwójna filtracja płynu roboczego za pomocą filtra dokładnego i elektrowizualnej kontroli stopnia oczyszczenia;
- montaż osprzętu hydraulicznego bez rurek, w którym stosuje się zunifikowane płyty;
- To ma urządzenie do wymiany ciepła, który schładza powietrzem olej w napędzie hydraulicznym.
Dane techniczne:
Do laminowania taśm na zimno instalowane są różne pudełka do laminowania. Generalnie są one laminowane w czwartych pudłach i odwracalnych duetach, gdzie duo box często służy do surowego, jednak takie pudła są również często instalowane do ponownego walcowania wyżarzanych taśm. Istnieją również pociągi ćwiartkowe składające się z kilku pudeł, w których wstęga jest zwijana do grubości 2 mm. W tych wielu skrzynkach cylindry robocze są bardzo cienkie, mają mniej niż 4 mm średnicy. Do czego muszą być odpowiednio podparte w dużych cylindrach.
Mała średnica cylindrów roboczych jest korzystna w porównaniu z dużymi średnicami, ponieważ zmniejsza siłę walcowania, zapewnia lepsze wydłużenie i odwrotnie, zmniejsza rozszerzanie. Ponadto dokładność w szerokości pasma jest większa. W przypadku laminowania taśmowego taśma wychodzi ze szpuli i po przejściu jest nawijana na drugą rolkę. Przy takim układzie możliwe jest wzmocnienie procesu walcowania przez silną siłę rozciągającą wstęgę, cewka odwijająca jest wyhamowywana tak, że wstęga otrzymuje siłę ciągnącą od strony wejściowej, a nawijanie informacja zwrotna komunikuje się z płótnem również naprężenia rozciągające na części wyjściowej.
- siła ciągnąca - 250 kN;
- skok sań roboczych - 1600 mm;
- powierzchnia płyta robocza- 450 × 450 mm;
- średnica płyty czołowej - 360 mm;
- prędkość podczas skoku roboczego - od 1 do 13 metrów na minutę;
- maksymalna średnica zewnętrzna przedmiotu obrabianego - 600 mm;
- wymiary całkowite - 7205 × 2200x1810 mm;
- waga - 6250 kg.
2.4 Przeciągarka domowej roboty
Aby zrobić przeciągarkę własnymi rękami, do pracy do celów indywidualnych, nie ma specjalnej potrzeby dla rzemieślników domowych. Ale wciąż są specjaliści, którzy indywidualnie zajmują się tego rodzaju obróbką części w dość dużych ilościach. Dlatego wykonanie urządzenia „zrób to sam”, które wykorzystuje przeciągacz do cięcia, jest dla nich bardzo istotne.

Sama maszyna, która zostanie wykonana ręcznie, może być prostym urządzeniem, które zapewnia prostoliniowy ruch narzędzia skrawającego (przeciąganie) za pomocą hydrauliki lub elektromechaniki. Więcej prosta opcja to wydajność napędu hydraulicznego.
Główny problem, który pojawia się podczas pracy własnymi rękami maszyna domowej roboty jest zapewnienie produkcji za pomocą przeciągaczy ( narzędzie tnące).Trudno zrobić to samemu dlatego w swoich obliczeniach, zgodnie z zespołem domowa maszyna własnymi rękami powinieneś budować na gotowych komponentach produkcyjnych.
Wyposażenie maszyny:
- łoże (puste spawane z metalowa blacha skrzynka);
- napęd hydrauliczny (elektromechaniczny);
- sanki poruszające się po prowadnicach wewnątrz pudełka;
- pręt zamocowany na suwaku i mający na jednym końcu wkład do mocowania przeciągacza;
- urządzenie do mocowania przedmiotu obrabianego na końcu pudełka;
- sterowanie ruchem narzędzia tnącego.
W przypadku pracy z małymi częściami, na przykład przy dokonywaniu wyboru w otworze kołka zębatego, mocowanie wolnego końca przeciągacza nie jest konieczne. Smarowanie i chłodzenie powierzchni tnącej przeciągacza można przeprowadzić ręcznie bez tworzenia do tego specjalnego projektu.
Przeciąganie to narzędzie służące do obróbki metalu metodą przeciągania (jedna z najczęstszych operacji technologicznych w obróbce skrawaniem metali). Ta technologia jest wykorzystywana do części używanych w wielu gałęziach przemysłu.
Powierzchnia robocza przeciągaczy może mieć inny profil w zależności od przeznaczenia i rodzaju narzędzia.
Po co się rozciągać?
Taka operacja technologiczna jak przeciąganie jest uważana za jedną z najbardziej skuteczne sposoby cięcie metalu. Do jego wykonania potrzebna jest przeciągarka oraz specjalne narzędzie, którego zastosowanie daje powierzchnię o chropowatości rzędu 0,32 mikrona i dokładności parametrów geometrycznych odpowiadających klasie 6.
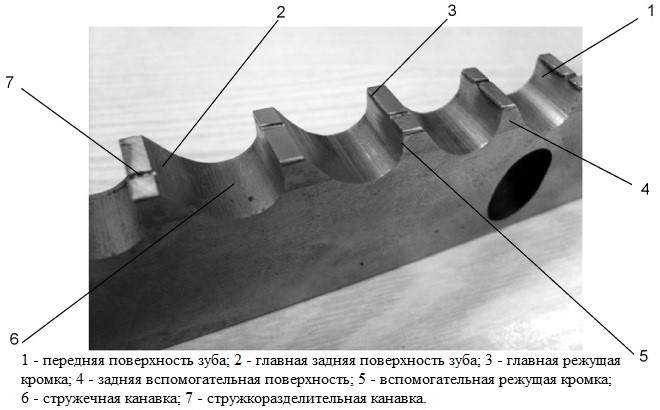
Narzędzie, za pomocą którego wykonuje się przeciąganie metalu, składa się z wielu zębów. Każdy z nich jest wyższy od drugiego mierzony na ich wysokości w płaszczyźnie prostopadłej do kierunku, w którym występuje główny ruch tnący. Wyposażenie przeciągacza w wiele ostrzy tnących i ustawienie ich w określonej pozycji umożliwia użycie tylko jednego takiego narzędzia w celu usunięcia całej potrzebnej ilości wiórów zarówno w procesie obróbki zgrubnej powierzchni, jak i podczas jej kalibracji.

Za pomocą przeciągarek, a także specjalistycznych narzędzi można obrabiać zarówno zewnętrzne, jak i wewnętrzne powierzchnie produktów o różnych konfiguracjach. Przeciąganie nie wykorzystuje ruchu posuwowego: całe przetwarzanie odbywa się poprzez wykonanie ruchu głównego przez przeciąganie, który może być ruchem obrotowym lub translacyjnym. Na podobnej zasadzie działa narzędzie do dziurkowania. Pomimo całego podobieństwa tych operacji technologicznych, zasadnicza różnica między nimi polega na tym, że narzędzie oprogramowania układowego działa w kompresji, a przeciągacz działa w napięciu.
Poniższy film przedstawia proces obróbki wewnętrznej powierzchni rury poprzez ciągnięcie.
Przeciąganie w porównaniu z innymi metodami cięcia metalu ma całą listę zalet, do których należą:
- możliwość obniżenia kosztów eksploatacji używanego sprzętu;
- wysoka odporność na ścieranie przeciągania;
- wysoka ocena posuw minutowy ze względu na fakt, że obróbka jest wykonywana przez kilka zębów tnących jednocześnie;
- możliwość pracy na przeciągarkach nawet dla specjalistów o niskim poziomie przygotowania zawodowego;
- usuwanie materiału z powierzchni z dużą prędkością względną (oznacza to wysoką wydajność obróbki);
- możliwość wyeliminowania wszelkiego rodzaju małżeństwa obrabianej powierzchni;
- wysoka precyzja obróbki wyrobów metalowych.
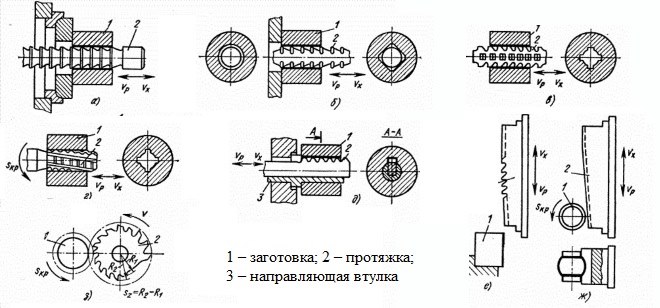
Schematy różnych typów otworów wiertniczych i powierzchni
Narzędzie, w które wyposażone są przeciągarki, wykonane jest głównie z materiałów średniostopowych, które są dość drogie. Z tego powodu jego stosowanie jest zalecane dla branż produkujących swoje produkty w dużych i masowych partiach.
Tymczasem przeciągarki i przeciągarki mogą być również stosowane w małoseryjnej i jednostkowej produkcji wyrobów metalowych, o ile ich parametry geometryczne są znormalizowane. Nie można obejść się bez takiej operacji technologicznej i w tych przypadkach, kiedy jest to jedyny możliwy lub najbardziej opłacalny sposób obróbki.
Odmiany i projekt przeciągaczy
Przeciągacze są klasyfikowane według szeregu parametrów. Istnieją następujące rodzaje przeciągaczy:
- z częścią tnącą wykonaną ze stali szybkotnącej, narzędziowej lub twardego stopu;
- solidne lub prefabrykowane - w zależności od projekt;
- jedno lub wieloprzebiegowe - w zależności od tego ile przeciągaczy znajduje się w jednym zestawie roboczym;
- praca według metody schodkowej, profilowej lub progresywnej - w zależności od sposobu usunięcia naddatku z powierzchni części;
- z prostym i pochyłym lub śrubowo-pierścieniowym układem ostrzy tnących na części roboczej.

Rozróżnia się również różne rodzaje przeciągaczy zgodnie z ich głównym przeznaczeniem, a tę klasyfikację można nazwać jedną z najważniejszych. Tak więc, w zależności od tego parametru, rozróżnia się przeciągacze na powierzchnie zewnętrzne i wewnętrzne. Przy pomocy narzędzia przeznaczonego do pracy na zewnątrz można obrabiać powierzchnie o różnych konfiguracjach (koła zębate, profile typu jodełka, rowki, w tym teowe, wały cylindryczne, rowki o różnych kształtach, w tym jaskółczy ogon, wały wielowypustowe, itp.).

Przeciągarka może obrabiać powierzchnie o różnych profilach
Przeciąganie otworów jest bardziej powszechne operacja technologiczna niż przeciąganie powierzchni zewnętrznych. Za pomocą przeciągarki i przeciągarki można obrabiać następujące rodzaje powierzchni wewnętrznych:
- rowki wpustowe;
- rowki śrubowe;
- okrągłe otwory (przeciągacze do okrągłych otworów);
- otwory o różnej liczbie twarzy (fasetowane przeciągnięcia);
- otwory szczelinowe (przeciągacze szczelinowe).

Przeciągacz szczelinowy do wykonywania otworów
Pomimo faktu, że do obróbki powierzchni wewnętrznych są używane Różne rodzaje przeciągaczy, konstrukcja tych narzędzi jest prawie identyczna i obejmuje kilka elementów.przód
To jest element przewodni. Przed obróbką część jest precyzyjnie mocowana z przodu narzędzia, co następnie płynnie przenosi powierzchnię roboczą do krawędzie tnące przeciągacze. Nominalny przekrój przedniej części narzędzia i rozmiar obrabianego otworu muszą być zgodne, a wybór stopnia dopasowania odbywa się z uwzględnieniem wymaganej szczeliny między przeciągaczem a ściankami otworu.
CholewkaZa pomocą tego elementu przeciągacz jest mocowany we wkładzie używanego sprzętu. W przypadku przeciągaczy zarówno okrągłych, jak i płaskich wymiary trzonków są ściśle określone przepisami odpowiednich dokumenty normatywne(GOST 4043-70 i 4044-70).

część tnąca
Ten przeciągacz składa się z wielu zębów i odpowiada za usuwanie wymaganego naddatku z obrabianej powierzchni. Parametry geometryczne zębów tnących przeciągacza, począwszy od jego przedniej części, a skończywszy na tylnej, ulegają stopniowej zmianie. Tak więc przedni ząb ma kształt i wymiary obrabianego otworu, a tylny element tnący ma parametry geometryczne odpowiadające charakterystyce gotowego otworu. Ze względu na to, że wysokość ząbków przeciągacza stopniowo wzrasta ku jego tylnej części, podczas obróbki nie ma ruchu posuwowego, a naddatek jest skutecznie usuwany z obrabianej powierzchni.
Długie i ciężkie przeciągacze są wyposażone w ten element, aby zapewnić im stabilne podparcie.
Prowadnica tylnaTa część przeciągacza jest konieczna, aby obrabiany przedmiot nie wypaczał się, gdy ostatni ząb tnący opuści otwór.
Kalibracja częściElement ten charakteryzuje się mniejszą liczbą zębów niż część tnąca przeciągacza. Kształt i wymiary zębów znajdujących się na części kalibrującej są całkowicie identyczne z gotowym otworem.
Rodzaje przeciągaczy szczelinowych i ich zakres
Przeciągacz szczelinowy, jak wspomniano powyżej, służy do obróbki powierzchni wewnętrznych, na których znajdują się elementy wielowypustowe. Takimi narzędziami, w zależności od ilości i rodzaju noży, w jakie są wyposażone, mogą być:
- spiralny;
- ostro-szczelinowy;
- 6 wielowypustów;
- 8 wielowypustów;
- 10 wielowypustów.

Przeciągacz szczelinowy, w zależności od rodzaju, może być wyprodukowany zgodnie z jednym z następujących dokumentów regulacyjnych:
- o profilu ewolwentowym: 50038-92 - dwuprzebiegowy kombinowany; 50035-92, 28050-89 - zwykły łączony typ; 25158-82, 25159-82 - do obróbki otworu o przekroju 15–90 mm; 25157-82 - do obróbki otworów o przekroju 12-14 mm; 25160-82 - do obróbki otworów o przekroju 45-90 mm;
- z profilem prostym: 25971-83, 25972-83 - do obróbki otworów ośmiowypustowych; 25969-83, 25970-83 - do obróbki otworów sześciowypustowych; 24822-81, 24823-81 - dla otworów dziesięciowypustowych;
- z chwytem śrubowym: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89 itd.
W niektórych przypadkach, gdy nie ma możliwości doboru standardowego narzędzia, produkcję przeciągaczy można przeprowadzić według specjalnie opracowanej dokumentacji projektowej.
Za pomocą przeciągaczy szczelinowych możesz skutecznie wykonywać następujące operacje technologiczne:
- wycinanie rowków i szczelin;
- przetwarzanie luf broni gwintowanej;
- kalibracja otworów wewnętrznych różnych typów;
- produkcja elementów turbin do silników lotniczych;
- przeciąganie powierzchni zewnętrznych o złożonej konfiguracji.
Sprzęt do ciągnięcia
Przeciągarki dzielą się na różne typy w zależności od szeregu parametrów. Te opcje to w szczególności:
- cel - wykonanie obróbki powierzchni zewnętrznych lub wewnętrznych;
- stopień uniwersalności - maszyny do celów ogólnych i wysokospecjalistycznych;
- kierunek ruchu ciągnionego elementu (ruch roboczy) - przeciągarki poziome lub przeciągarki pionowe;
- rodzaj wykonywanego ruchu roboczego - z rondo, z ruchem przeciągacza lub przedmiotu obrabianego;
- ilość wózków zainstalowanych na maszynie - jedno lub wielowagonowe;
- ilość pozycji zajmowanych przez mechanizm roboczy maszyny - jedno- i wielostanowiskowe (z obrotowym pulpitem);
- poziom automatyzacji - z i bez CNC.
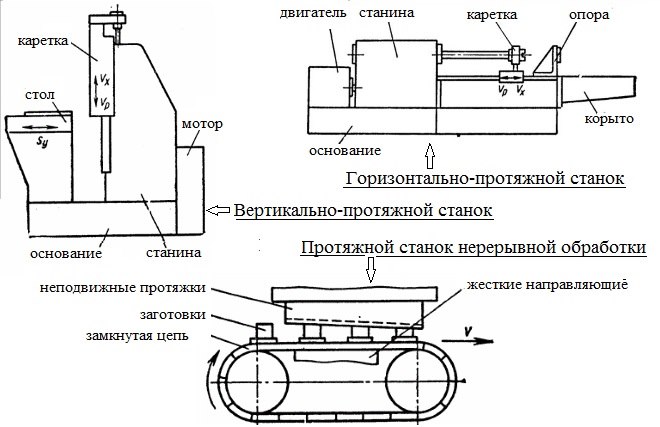
Najczęstsze rodzaje takiego sprzętu to:
- poziomo utrzymujące się uniwersalna maszyna używany do obróbki powierzchni wewnętrznych;
- maszyny typu pionowego, które można stosować zarówno do powierzchni zewnętrznych, jak i wewnętrznych;
Polecamy również
 Jak zrobić zdrowy koktajl bananowy
Jak zrobić zdrowy koktajl bananowy
 Zbiór szparagów na zimowe przepisy na gotowanie w domu
Zbiór szparagów na zimowe przepisy na gotowanie w domu
 Zapiekanka z kurczaka z cukinią i twarogiem Przepisy Dukana Zapiekanka z cukinii z twarogiem
Zapiekanka z kurczaka z cukinią i twarogiem Przepisy Dukana Zapiekanka z cukinii z twarogiem
 Piernik z polewą
Piernik z polewą
 Jak ugotować sałatkę z paluszkami krabowymi i marchewką
Jak ugotować sałatkę z paluszkami krabowymi i marchewką
 Surówka z kapusty z papryką - najlepsze przepisy
Surówka z kapusty z papryką - najlepsze przepisy