Metallskärmaskiner, försäljning av skärutrustning i katalogen, beskrivningar, priser, egenskaper. Typer av skärutrustning för metall
"Metallskärmaskiner"
Klassificering av verktygsmaskiner efter tekniskt syfte, grad av automatisering, typer av bearbetning, dimensioner, massa och noggrannhet.
av tekniskt syfte: vändning; borrning och borrning; slipning, polering, efterbehandling, slipning; kombinerad och fysikalisk-kemisk bearbetning; bearbetning av redskap och trådar; fräsning; hyvling, slitsning, dröjande; skära. Varje grupp är indelad i 9 typer: efter syfte, designegenskaper, mångsidighet, etc. Efter grad av automatisering: halvautomatisk, automatisk, CNC, GPM. Efter vikt: lätt (upp till 1 ton), medium (1-10 ton), tung (10-100 ton), unik (över 100 ton). Efter noggrannhet: N - normal noggrannhet, P - ökad noggrannhet, V - hög noggrannhet, A - extra hög noggrannhet, C - speciellt precisa maskiner (maskinmästare).
Mått på maskiner. Maskinmodell och dess beteckning.
Storleksområde- de kallar en grupp av samma typ av maskiner liknande i kinematiskt schema, design, utseende, men med olika grundparametrar - storlekar. Konstruktionen av en maskin av en given storlek utformad för en given typ av bearbetning kallas modell. Den första siffran - indikerar gruppen, den andra - typen, den tredje och den fjärde - kännetecknar arbetsutrymmet (grundstorlek). Bokstaven efter den första eller andra siffran indikerar att maskinen har uppgraderats, och bokstaven efter siffrorna indikerar en modifiering, en modifiering av maskinens grundmodell. 16K20F3 - skruvsvarv(första 2 siffrorna) med en centrumhöjd på 200 mm med normal noggrannhet, F3 - numerisk kontroll, 3 koordinatrörelser i x, y, z.
Syfte, skärmönster och tekniska möjligheter för skruvsvarvar.
Syftet med maskinen är utvändig och invändig svarvning, skärning av höger och vänster metrisk, tum-, modul- och stigningsgänga, enkel- och flerstartsgängor med normal och ökad stigning, plangängor, etc. Maskinen används i enkel- och småskalig produktion. Med korrekt drift på maskiner av medelstorlek med normal noggrannhet kan ytor erhållas enligt 8 ... 7 graders noggrannhet med en grovhet Ra på högst 3,2 ... 1,6 mikron. På speciella högprecisionsmaskiner, när man använder ett verktyg från enkristaller av diamanter, är det möjligt att erhålla ytor med ett formfel som bestäms av tiondels mikron och en grovhet R z upp till tusendelar av en mikron.
Syfte, skärscheman och tekniska möjligheter hos redskapsmaskiner för redskap.
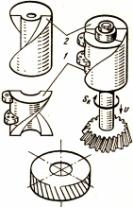
Kugghjulsmaskiner fungerar enligt kopieringsmetoden och bockningsmetoden. Maskiner som arbetar enligt kopieringsmetoden används för att skära cylindriska kugghjul. Vid installation av ett specialverktyg, även för tillverkning av koniska hjul. Bockningsmaskinerna är konstruerade för bearbetning av cylindriska kugghjul med raka och spiralformade tänder, samt snäckväxlar. Verktygsmaskiner i klasserna H, P kan tillhandahålla bearbetning av hjul enligt 7:e - 5:e graden av noggrannhet (GOST 1643-81) vid bearbetning med snäckskärare och 9 - 8:e - vid arbete med skiv- och fingerskärare. Verktygsmaskiner av klasserna B.A och C, vid bearbetning av modulhjul upp till 12 mm med snäckskärare, tillåter erhållande av 4 - 2 grader av noggrannhet. Mastermaskiner, som är modifieringar av klass C-maskiner, kan ge den första graden av noggrannhet vid bearbetning av snäckhjul.
Syfte, klassificering, grundläggande rörelser och tekniska möjligheter hos fräsmaskiner.
De är designade för bearbetning av yttre och inre, plana, formade ytor, avsatser, spår, raka och spiralformade spår, splines på axlar, skärande kugghjul, etc. De producerar universella, specialiserade och speciella fräsmaskiner enligt deras design. Formningsrörelserna är rotationen av fräsen (huvudrörelsen) och matningsrörelsen som informerar arbetsstycket eller fräsen. Main motion drives och feed drives tillverkas separat. För en CNC-maskin, enligt noggrannhetsklass P, fastställs följande toleranser (µm): noggrannhet för linjär ensidig positionering med en rörelselängd på mer än 400 till 1000 mm - 25; på rundheten av hålet som bearbetas av skäraren med kontur PU - 12; för rakheten av rundade kanter - 20.
Syfte, skärschema och tekniska möjligheter hos kuggformningsmaskiner.
På dessa maskiner skärs cylindriska kugghjul av extern och inre växel, och i närvaro av en kopiator och en spiralformad skärare skärs spiralformade kugghjul. Dessutom kan block med flera hjul kapas på dessa maskiner. Fördelen med dessa maskiner är kontinuiteten i arbetet utan tidsförlust för att närma sig arbetsstycket och lämna det. Att ställa in maskinen för att skära spiralformade kugghjul skiljer sig inte från den vanliga. I detta fall installeras kopiatorer med skruvstyrningar, vilket ger kopiatorn ytterligare rotation. Som ett resultat av roterande och fram- och återgående rörelse kommer skärarens tänder att röra sig längs en spiral, vars lutningsvinkel måste vara lika med lutningsvinkeln för spiralen på tänderna på skärhjulet på delningscylindern.
Syfte, klassificering, grundläggande rörelser och tekniska möjligheter hos tråkmaskiner.
Borrmaskiner är designade för bearbetning av kroppsdelar. De kan användas för borrning, borrning, fräsning, försänkning, gängning etc. Borrmaskiner är indelade i följande typer: horisontella borrmaskiner; koordinera borrmaskiner; diamantborrningsmaskiner (finbearbetning och borrning). Vid användning av ytterligare utbytbara enheter (fräshuvuden, frontplatta) är det möjligt att fräsa inbördes vinkelräta plan, bearbeta yttre cylindriska ytor etc. Möjlighet att bearbeta ämnen från fyra sidor utan ominstallation. Koordinatborrmaskiner kan också användas som mätmaskiner för styrning av linjära dimensioner längs tre axlar, vinkeldimensioner av centrum-till-centrum-avstånd. Det är möjligt att utföra exakt märkning i idén om stansning, samt att göra uppdelning och märkning på metallytor. På efterbehandlingsmaskiner uppnås en hög noggrannhet av hålbearbetning - en avvikelse från rundhet på 3 ... 5 mikron och en ytråhet Ra = 0,16 ... 0,63 mikron.
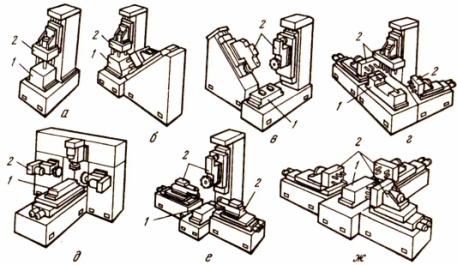
Aggregatmaskiner för bearbetning av kroppsdelar, deras tekniska kapacitet och klassificering.
Aggregatmaskiner kallas specialmaskiner, som är sammansatta av funktionellt oberoende normaliserade och delvis speciella enheter och delar. På modulära maskiner utförs borrning, borrning, gängning, brotschning av hål och deras försänkning och försänkning, spårning, trimning av ändar, fräsning. I sådana maskiner är arbetsstycket vanligtvis stationärt, vilket gör att det kan bearbetas samtidigt av ett stort antal verktyg från flera sidor. Klassificering: 1) beroende på dimensionerna på de bearbetade arbetsstyckena är högtalarna indelade i tre grupper, som skiljer sig åt i storlek, vikt och enhetliga enheter som används: Medelstora högtalare utrustade med quill power heads med en flat-cam feed drive med en effekt på 1,1 ... 3 kW; Högtalare av stora storlekar, utrustade med hydrauliska eller elektromekaniska bord, på vilka spindelenheter är installerade. 2) beroende på frånvaron eller närvaron av en transportanordning för den periodiska rörelsen av det bearbetade arbetsstycket, är AU uppdelad i en- och flerpositions.
Automatiska linjer, deras syfte, klassificering och tekniska möjligheter. roterande linjer.
Automatiska linjer kallas produktionslinjer av maskiner och enheter kopplade till ett enda system där hela komplexet av tekniska processer äger rum utan direkt deltagande av arbetaren. De klassificeras: 1) enligt graden av kombination av bearbetningstid och transport av arbetsstycken i en automatisk linje: - stationär, - roterande, - transportör; 2) med antalet trådar: - enkeltråd (varje operation utförs på ett arbetsstycke), -flergängad (en och samma operation utförs på flera arbetsstycken); 3) enligt antalet typer av samtidigt bearbetning av ämnen: - enstaka ämne, - flera ämne. Den flexibla automatiska linjen justeras om till den givna och omkonfigureras till den nya artikelnomenklaturen. Roterande linjer - en uppsättning roterande automatiska maskiner på vilka arbetsstycken bearbetas, gjorda i processen för kontinuerlig transport tillsammans med skärverktyget. Huvud funktion roterande linjer är kombinationen i tid av transportämnen och deras bearbetning.
Maskinmoduler och flexibla maskinsystem, deras sammansättning och tekniska kapacitet.
Syfte, tekniska möjligheter och klassificering av slipmaskiner.
Till skillnad från knivverktyg fungerar slipskivor genom beröring. Med cirkelns rotationsrörelse i området för dess kontakt med arbetsstycket, skär en del av kornen av materialet i form av ett mycket stort antal tunna spån (10 8 ppm). Skärningsprocessen med varje korn är nästan omedelbar. Klassificering av slipmaskiner enligt formen på den yta som ska behandlas: plan - ytslipning, ytslipning, longitudinell slipning; cylindrisk - cirkulär slipning (mitten), centerlös slipning; skruv - gängslipning; löpande (involut) - kuggslipning; formad - profilslipning. Slipmaskiner kännetecknas av hög noggrannhet, vilket gör det möjligt att säkerställa hög kvalitet på bearbetningen, bestäms av noggrannhet, vilket gör det möjligt att säkerställa hög kvalitet på bearbetningen, bestäms av noggrannheten i dimensioner (2 - 4 mikron och svarvning), form (till exempel, icke-cirkularitet 0,3 - 0,5 mikron, cylindricitet 1 - 2 µm, planhet 2 µm) och platsen för den behandlade ytan, såväl som dess grovhet (Ra - 0,63 - 0,16 µm). Dimensionsnoggrannheten under slipning bestäms av små skärdjup (0,05 - 0,005 mm eller mindre), vilket kräver mikrorörelse av enheten
Syfte, klassificering, grundläggande rörelser och tekniska möjligheter hos borrmaskiner.
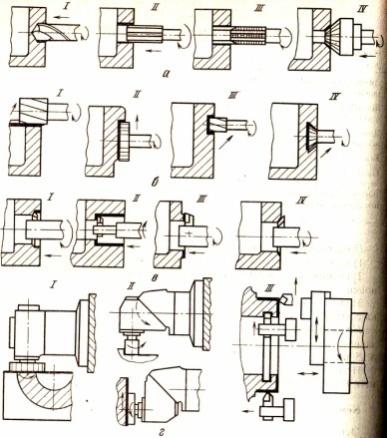
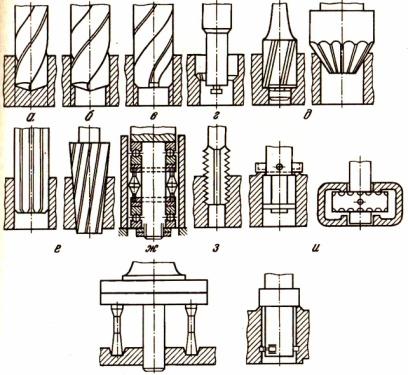
Designad för bearbetning av genomgående och blinda hål med ändverktyg (borrar, försänkningar, brotschar, kranar). Typer av operationer som utförs på borrmaskiner: borrning, brotschning, försänkning, brotschning, tappning. Med hjälp av specialverktyg och fixturer på borrmaskiner kan du borra ett hål med stor diameter - trepanning, lappning av ett hål, trimning av ändar (zikovka). Följande typer av borrmaskiner är vanligast: vertikalborrande enkelspindliga maskiner, radiella borrmaskiner, stationära enkelspindliga vertikala borrmaskiner, maskiner för djupborrning (horisontell layout), aggregatborrmaskiner som består av normaliserade enheter. Kan ha upp till 100 eller fler spindlar.
Multifunktionsmaskiner och deras tekniska kapacitet.
Mer än 70 % av delarna av typen av rotationskroppar kräver, förutom svarvning, ytterligare operationer: bearbetning av hål (borrning, borrning, etc. från vilka de är placerade // vinkelrätt eller i vinkel mot delens axel , fräsning under olika vinklar spår, volymetrisk fräsning. Skapandet av multifunktionsmaskiner ger en komplett komplex bearbetning av en del på en maskin i en uppsättning. Förbättrar bearbetningsnoggrannheten och bearbetningsprestandan avsevärt. Den polära koordinatdrivningen måste, beroende på bearbetningsförhållandena, tillhandahålla antingen lägesstyrning (mekanisk uppdelning) eller kontinuerlig styrning med en upplösning på 0,001 och inkoppling med en frekvens på 0,2-0,25 rpm.
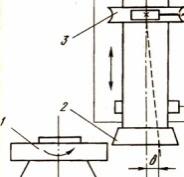
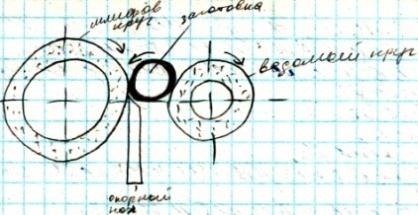
Syfte, huvudenheter och skärschema på mittlösa slipmaskiner.
De används i storskalig produktion för högpresterande slipning av ytor som rotationskroppar med liten diameter och stor längd, samt arbetsstycken utan mitthål. 1 - kontrollblock, 2 och 5 - förbandsanordningar för slipskivan och drivcirkeln, 3 - sliphuvuden, 4 - huvudstocken för den främre cirkeln, 6 - glidningen av huvudstocken på den främre cirkeln, 7 - maskinbädd, 8 - matare för att kasta, 9 - slädslipböna.
Tillverkade metallskärmaskiner inhemska producenter, är indelade i flera kategorier, som kännetecknar motsvarande klassificering. Du kan avgöra vilken kategori den eller den utrustningen tillhör genom dess märkning, vilket säger mycket till dem som förstår den. Men oavsett vilken kategori metallskärningsanordningen tillhör, kommer kärnan i bearbetningen på den ner på det faktum att skärverktyget och delen gör formrörelser, och det är de som bestämmer konfigurationen och dimensionerna för den färdiga produkten .
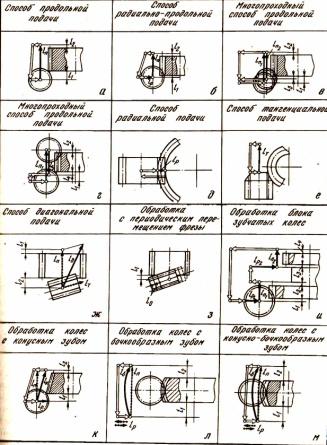
De vanligaste typerna av skärmaskiner: 1-6 - svarvning, 7-10 - borrning, 11-14 - fräsning, 15-17 - hyvling, 18-19 - broschning, 20-24 - slipning.
Typer av skärutrustning för metall
Metallskärmaskiner, beroende på syfte, delas in i nio huvudgrupper. Dessa inkluderar följande enheter:
- vändning- alla sorter (markerade med siffran "1");
- borrning och tråkig– maskiner för borrning och borrning (grupp "2");
- slipning, polering, efterbehandling– metallskärmaskiner för finbearbetning, slipning, slipning och polering tekniska operationer(grupp "3");
- kombinerad– skäranordningar för metall speciell anledning(grupp "4");
- carving och skärning av kugghjul- maskiner för bearbetning av element av gängade och kugghjulsanslutningar (grupp "5");
- fräsning– maskiner för att utföra fräsarbete(grupp "6");
- slitsning, hyvling och broschning- metallskärningsmaskiner av olika modifikationer för hyvling, räfflor och broschning (grupp "7");
- dela- utrustning för skärarbete, inklusive sågar (grupp "8");
- olika- exempel på sådana metallbearbetningsenheter - centrumlös skalning, sågskärning och andra (grupp "9").
Grupper och typer av metallskärmaskiner (klicka för att förstora)
Dessutom kan verktygsmaskiner vara en av följande typer:
- multi- och enkelspindel, specialiserad (halvautomatisk och automatisk), kopia multiskärning, roterande, borrning och skärning, karusell, frontal och special;
- utrustning för att utföra tekniska operationer för borrning och borrning: fler- och enkelspindel, halvautomatisk, vertikal, horisontell och radiell typ, borranordningar av koordinat, diamant och horisontell typ, olika borrmodeller;
- Olika typer slipmaskiner (platt, inre och cirkulär slipning), grov- och poleringsutrustning, slipning och specialiserade enheter;
- typer av metallbearbetningsmaskiner utformade för bearbetning av delar av redskap och gängade anslutningar: kugghjulsskärning (inklusive de som är avsedda för bearbetning av koniska hjul), kugghjulsskärning - för cylindriska kugghjul, kugghjulsskärning, gängning, gängning och kuggslipning, kuggbearbetning, provning, gängfräsning, anordningar för bearbetning av ändarna på tänderna och delar av snäckpar ;
- metallskärningsmaskiner som tillhör fräsgruppen: konsol (vertikala, horisontella och universella modeller) och konsollösa (vertikala enheter, längsgående, kopierings- och graveringsmodeller);
- hyvlingsutrustning och modeller för liknande ändamål: längsgående maskiner på vilka ett eller två ställ är installerade; horisontella och vertikala brytningsanordningar;
- skärutrustning: utrustad med antingen en slät metallskiva, fräs eller sågar olika mönster(band, disk, bågfil); korrekt skärande typer av metallbearbetningsmaskiner;
- andra typer av maskiner för bearbetning av metallämnen: delning, används för att styra borrar och slipskivor, filning, balansering, uträtning och centrumlös grovbearbetning, sågning.

Vertikal- fräsmaskin— en av företrädarna för en omfattande kvarngrupp
Klassificeringen av metallskärmaskiner utförs också enligt följande parametrar:
- efter vikt och övergripande dimensioner av utrustningen: stor, tung och unik;
- efter specialiseringsnivå: maskiner konstruerade för bearbetning av arbetsstycken av samma storlek - special; för delar med olika, men samma storlek - specialiserad; universella enheter, där du kan bearbeta delar av vilken storlek och form som helst;
- beroende på graden av bearbetningsnoggrannhet: ökad - P, normal - N, hög - B, särskilt hög noggrannhet - A; också skilja mellan maskiner som du kan utföra särskilt exakt bearbetning - C, de kallas också precision.
Maskinmärkning
Klassificeringen av utrustning avsedd för bearbetning av metallämnen tyder på att, efter att ha sett dess märkning, kommer varje specialist omedelbart att kunna berätta vilken metallskärningsmaskin som är framför honom. Denna markering innehåller alfabetiska och numeriska tecken som indikerar individuella egenskaper enheter.
Den första siffran är den grupp som metallskärmaskinen tillhör, den andra är typen av enhet, dess typ, den tredje (och i vissa fall den fjärde) är huvudenhetens storlek.

Efter siffrorna som anges i modellmärkningen kan det finnas bokstäver som avgör om modellen av metallskärmaskinen har speciella egenskaper. Sådana egenskaper hos anordningen kan innefatta dess noggrannhetsnivå eller en indikation på en modifiering. Ofta i maskinens beteckning kan bokstaven hittas redan efter den första siffran: detta indikerar att du har en moderniserad modell framför dig, i den typiska designen som eventuella ändringar har gjorts.
Som ett exempel kan du dechiffrera märkningen av maskinen 6M13P. Siffrorna i denna beteckning indikerar att vi har en fräsmaskin (“6”) av den första typen (“1”), som tillhör den 3:e standardstorleken (“3”) och tillåter bearbetning med ökad noggrannhet (bokstaven “P” ). Bokstaven "M", som finns i märkningen denna apparat, indikerar att den har genomgått en modernisering.
Automationsnivåer
Typer av svarvar, såväl som anordningar för något annat ändamål, som används i mass- och storskalig produktion, kallas aggregat. De fick detta namn på grund av det faktum att de är färdiga från samma typ av enheter (sammansättningar): sängar, arbetshuvuden, bord, spindelenheter och andra mekanismer. Helt andra principer används vid skapandet av maskiner som är nödvändiga för småskalig och enstycksproduktion. Utformningen av sådana enheter, som är mycket mångsidiga, kan vara helt unika.

Klassificeringen av svarvar (liksom utrustning av andra kategorier) enligt automationsnivån innebär att de är uppdelade i följande typer:
- manuella modeller, alla operationer som utförs i manuellt läge;
- halvautomatisk, i vilken del av de tekniska operationerna (inställning av arbetsstycket, start av enheten, avlägsnande av den färdiga delen) utförs manuellt (alla andra operationer relaterade till hjälpoperationer utförs automatiskt);
- automatiskt, för vars funktion det bara är nödvändigt att ställa in bearbetningsparametrarna, de utför alla andra operationer oberoende, i enlighet med ett givet program;
- CNC-metallskärenheter (alla processer på sådana maskiner styrs av ett speciellt program som innehåller ett kodat system med numeriska värden);
- metallskärningsutrustning som tillhör kategorin flexibla automatiserade moduler.
De mest framstående representanterna för verktygsmaskiner för metallskärning är CNC-enheter, vars funktion styrs av ett speciellt datorprogram. Ett sådant program, som matas in i maskinens minne av dess operatör, bestämmer nästan alla parametrar för enhetens drift: spindelhastighet, bearbetningshastighet, etc.
Alla typer av metallbearbetningsmaskiner utrustade med ett CNC-system innehåller följande typiska element i sin design.
- Förarens konsol (eller konsol), genom vilken ett datorprogram lagras i minnet på maskinen som styr dess drift. Dessutom, med hjälp av en sådan fjärrkontroll, kan du också utföra manuell kontroll av alla parametrar på enheten.
- Styrenhet - viktigt element CNC-system, med hjälp av vilket inte bara kontrollkommandon genereras som överförs till utrustningens arbetselement, och korrektheten i deras utförande kontrolleras, utan också alla nödvändiga beräkningar. Beroende på graden av komplexitet hos enhetsmodellen kan både en kraftfull kompressor och en konventionell mikroprocessor användas som styrenhet för att utrusta den.
- En skärm eller display som fungerar som en kommando- och kontrollpanel för operatören. Ett sådant element låter dig övervaka driften av metallskärmaskinen i realtid, kontrollera bearbetningsprocessen och, om nödvändigt, snabbt ändra parametrarna och inställningarna.
Funktionsprincipen för metallbearbetningsmaskiner utrustade med ett CNC-system är enkel. Ett program är preliminärt skrivet som tar hänsyn till alla krav för bearbetning av ett visst arbetsstycke, sedan matar operatören in det i maskinstyrenheten med hjälp av en speciell programmerare. Kommandon som är inbäddade i ett sådant program skickas till utrustningens arbetselement, och efter att de har utförts stängs maskinen av automatiskt.
Användningen av metallskärmaskiner utrustade med en numerisk programledning, låter dig utföra bearbetning med hög noggrannhet och produktivitet, vilket är anledningen till deras aktiv användning att utrusta industriföretag producera produkter i stora serier. Sådana enheter beror på hög nivå av deras automatisering är perfekt integrerade i stora automatiserade linjer.
Maskindesign
Alla maskiner som hör till kategorin metallbearbetning har många gemensamma drag i sin design. I själva verket bör enheten och tekniska egenskaper hos sådana enheter säkerställa korrekt utförande av tekniska rörelser av två typer:
- matningsrörelsen som skäranordningen eller själva arbetsstycket gör;
- rörelsen med vilken skärning utförs.
För att utföra dessa rörelser, såväl som för att säkerställa stabiliteten i funktionen av alla andra delar av metallbearbetningsutrustning, inkluderar dess design följande arbetskroppar:
- kontrollsystem som ansvarar för att starta och stoppa maskinen, övervaka alla parametrar för dess funktion;
10.09.2011 18:36
Den vanligaste typen av utrustning inom modern maskinbyggnad och instrumenttillverkning var bearbetningsmaskiner byggmaterial genom spånborttagning. Klassificeringen av verktygsmaskiner, antagen tillbaka i Sovjetunionen, baserades på den tekniska metoden för bearbetning av arbetsstycken, kännetecknad av typen av ytor som bearbetas, typen av verktygsmaskin och typen skärverktyg. En mängd olika arbetsstycken och tillämpade bearbetningsmetoder förutbestämde förekomsten av många typer och modeller av verktygsmaskiner allmän ingenjörskonst(maskiner med precisionsinstrumentering har ännu inte ett tydligt klassificeringssystem som accepteras av standarden).
De vanligaste typerna av metallskärmaskiner
Beroende på arten av det arbete som utförs på dem och de skärverktyg som används, delas (klassificeras) maskinerna i grupper. Enligt klassificeringen som föreslagits av Moscow Experimental Research Institute of Metal-cutting Machine Tools (ENIMS) i Sovjetunionen, var alla massproducerade verktygsmaskiner indelade i 11 grupper. Var och en av dessa grupper av maskiner är i sin tur uppdelad i tio sorter (typer) 0-10 enligt följande huvuddrag:
- maskinens tekniska egenskaper (skalning, efterbehandling);
- grad av automatisering;
- antalet av de viktigaste arbetskropparna (eller verktygen) och deras placering etc. Varje typ har 10 standardstorlekar.
Nollgrupp och noll typ av maskiner är reserverade.
Verktygsmaskiner grupper
- Noll grupp och noll typ av maskiner är standby.
- Den första gruppen - svarvar(positionerna 1 - 6 i figuren) denna grupp inkluderar maskiner som är konstruerade för bearbetning av rotationsytor. Vid bearbetning på maskiner i denna grupp beror skärrörelsen på rotationen av arbetsstycket.
- Den andra gruppen - borr- och borrmaskiner(i figurpositionerna 7 - 10). Huvudsyftet med maskinerna i denna grupp är bearbetningen av runda hål i delen. Skärrörelsen kommer från verktygsmaskinens rotation. I vissa typer av maskiner av denna grupp, förmedlas rörelse genom att flytta bordet med den fasta delen.
- Den tredje gruppen - slipmaskiner(i figurpositionerna 20-24). I denna grupp av maskiner utförs bearbetning med slipskivor.
- Fjärde gruppen - fräsmaskiner(i figurpositionerna 11-14). I denna grupp av maskiner utförs bearbetning (skärning) med hjälp av fräsar.
- Femte gruppen - hyvelmaskiner(i figurpositionerna 15-17). Denna grupp av maskiner inkluderar maskiner vars gemensamma särdrag är användningen av en rak fram- och återgående rörelse av fräsen eller arbetsstycket som en skärande rörelse.
- Sjätte gruppen - brytningsmaskiner (i figurpositionerna 18 och 19). Denna grupp inkluderar verktygsmaskiner som använder brytning som skärverktyg.
- Den sjunde gruppen - poler- och efterbehandlingsmaskiner. Den förenande faktorn för denna grupp är slipande skärverktyg: slipband, pulver, pastor, slipstänger.
- Åttonde gruppen - kugghjulsmaskiner. Denna grupp av maskiner är avsedd för bearbetning av hjultänder, kuggslipmaskiner ingår också här.
- Den nionde gruppen - gängmaskiner. Denna grupp av maskiner är avsedd för tillverkning av trådar (förutom svarvar).
- Den tionde gruppen - olika och hjälpmaskiner. Verktygsmaskiner ingår inte i andra grupper.
Denna klassificering tillåter tilldela ett kodnummer till varje serietillverkningsmaskin(index) - typ och modellsymbol. Indexet består av tre till fyra siffror: den första siffran anger gruppen, den andra - typen (varianten) av maskinen inom denna grupp, den tredje och fjärde - kännetecknar en av de viktigaste dimensionerna på maskinen eller arbetsstycket. Stor bokstav efter den första siffran indikerar en maskinuppgradering. Bokstaven efter alla siffror indikerar en modifiering (modifiering) av maskinens grundmodell eller tekniska egenskaper det (till exempel ökad noggrannhet). Låt oss till exempel dechiffrera beteckningen på maskinmoden. 3740. Siffran 3 betyder att maskinen tillhör gruppen slipmaskiner; nummer 7 anger dess typ - ytslipning med runt bord; de två sista siffrorna indikerar den största bordsdiametern - 400 mm. Maskin mod. 2135: nummer 2 betyder att maskinen i den andra gruppen (borrning), nummer 1 - vertikal, 35 - det högsta tillåtna nominell diameter borrning i medelhållfast stål 650 MPa. Modell 2H135 är en moderniserad maskin.
För att utse modeller av specialiserade och speciella verktygsmaskiner i Sovjetunionen tilldelades varje verktygsmaskin ett index på en eller två bokstäver. Dessa bokstäver kompletteras med siffror som indikerar serienumret på den specialmaskin som tillverkas (till exempel AM - Minsk Plant of Automatic Lines; MP - Minsk Machine-Tool Plant uppkallad efter Kirov; MK - Moskva Machine-Tool Plant "Red Proletarian" , etc.).
Enligt graden av universalitet och specialisering särskiljs maskiner
- universell, eller generell mening, på vilken olika operationer utförs för att bearbeta delar av olika nomenklatur (skruvskärsvarv, roterande, etc.);
- specialiserad - för bearbetning av delar av ett eller några få namn, liknande i konfiguration, men med olika storlekar, används huvudsakligen i massproduktion;
- special - för bearbetning av en del eller delar av samma standardstorlek, som används i massproduktion, ibland i storskalig produktion.
Beroende på massan är metallskärningsmaskiner för allmän ingenjörskonst indelade i kategorier
- ljus - upp till 1 ton
- medium - upp till 10 ton
- tung - över 10 ton
Och de senare i sin tur till stora - 10-30 ton, faktiskt tunga - 30-100 ton och särskilt tunga (unika) - mer än 100 ton.
Beroende på graden av noggrannhet särskiljs klasser av verktygsmaskiner
- normal noggrannhet - H;
- ökad noggrannhet - P;
- hög noggrannhet - B (precision);
- särskilt hög noggrannhet - A
- särskilt exakta - C ("master"-maskiner tillverkade individuellt).
Bearbetningsnoggrannheten bestäms huvudsakligen av bearbetningsmetoden och maskinens noggrannhetsgrad. Så maskiner med normal noggrannhet är främst avsedda för bearbetning av medelstora delar inom kvalifikationerna 7-9.
Verktygsmaskiner med programstyrning (PU)
Verktygsmaskiner med programstyrning (PU) kan vara med system cyklisk programkontroll(CPU) eller med numeriska styrsystem(CNC). Maskiner med digital indikering och förinställning av koordinater tilldelas i en separat grupp. I maskiner med CPU (de har index C i modellbeteckningen) matas endast teknisk information in i programbäraren och dimensionsjustering tillhandahålls på maskinen med stopp. I CNC-maskiner (index F2, FZ, F4) utförs styrningen från en programbärare, i vilken både teknisk och dimensionell information är kodad. Verktygsmaskiner med digital indikering och förinställning av koordinater (index F1) har en elektronisk anordning som ställer in koordinaterna för punkterna på ytan som ska bearbetas, och korsbordet förs till önskat läge. Korsbordet har en återkopplingssensor, varje momentan position av bordet visas på fjärrkontrollen (digital indikering). I dessa maskiner (oftast tråkiga maskiner) används vanligtvis antingen en förinställd koordinater eller en digital indikering. För helhetsbedömning kvaliteten på maskinen använder ett system av tekniska och ekonomiska indikatorer. Bland de viktigaste indikatorerna som bestämmer perfektionen av maskinens design i jämförelse med andra maskiner med liknande syfte är: produktivitet, bearbetningsnoggrannhet, grad av automatisering, tillverkningsbarhet, metallförbrukning, fotavtryck, kostnad.
Metallskärmaskiner, beroende på syfte, delas in i nio huvudgrupper. Dessa inkluderar följande enheter:
1. vändning- alla typer av svarvar i svarvgruppen (i märkningen indikeras de med siffran "1");
2. borrning och tråkig- maskiner för borrning och borrning (grupp "2");
3. slipning, polering, efterbehandling- metallskärningsmaskiner för ytbehandling, slipning, slipning och polering av tekniska operationer (grupp "3");
4. kombinerad- metallskärningsanordningar för speciella ändamål (grupp "4");
5. carving och skärning av kugghjul- maskiner för bearbetning av element av gängade och kugghjulsanslutningar (grupp "5");
6. fräsning- maskiner för fräsning (grupp "6");
7. slitsning, hyvling och broschning- metallskärningsmaskiner av olika modifikationer för hyvling, räfflor och broschning (grupp "7");
8. dela- utrustning för skärarbete, inklusive sågar (grupp "8");
9. olika- exempel på sådana metallbearbetningsenheter - centrumlös skalning, sågskärning och andra (grupp "9").
Grupper och typer av metallskärmaskiner (klicka för att förstora)
Dessutom kan verktygsmaskiner vara en av följande typer:
· multi- och enkelspindel, specialiserad (halvautomatisk och automatisk), kopiering av multiskärning, roterande, borrning och skärande, karusell-, frontal- och specialtyper av svarvar;
utrustning för att utföra tekniska operationer för borrning och borrning: fler- och enkelspindel, halvautomatisk, vertikal, horisontell och radiell borrmaskiner, koordinat-, diamant- och horisontella borrmaskiner, olika borrmodeller;
· olika typer av slipmaskiner (platt, inre och cirkulär slipning), grov- och poleringsutrustning, verktygsslipning och specialiserade enheter;
Typer av metallbearbetningsmaskiner konstruerade för att bearbeta delar av kugghjul och gängförband: kugghjulsskärning (inklusive de som är konstruerade för bearbetning av koniska hjul), kugghjulsskärning - för cylindriska kugghjul, kugghjulsskärning, gängskärning, gängning och kuggslipning, kuggbearbetning, testning, gänga fräsning, anordningar för bearbetning av tändernas ändar och element av maskpar;
· metallskärningsmaskiner som tillhör fräsgruppen: fribärande (vertikala, horisontella och universella modeller) och icke-utbärande (vertikala anordningar, längsgående, kopierings- och graveringsmodeller);
hyvlingsutrustning och modeller för liknande ändamål: längsgående maskiner på vilka ett eller två ställ är installerade; horisontella och vertikala brytningsanordningar;
skärutrustning: utrustad med ett sliphjul eller en slät metallskiva, en skärare eller sågar av olika design (tejp, cirkulär, bågfil); korrekt skärande typer av metallbearbetningsmaskiner;
Andra typer av maskiner för bearbetning av metallämnen: delning, används för att styra borrar och slipskivor, filning, balansering, uträtning och centrumlös grovbearbetning, sågning.
Vertikal fräsmaskin - en av representanterna för en omfattande fräsgrupp
Klassificeringen av metallskärmaskiner utförs också enligt följande parametrar:
· efter vikt och övergripande dimensioner av utrustningen: stor, tung och unik;
Efter specialiseringsnivå: maskiner konstruerade för bearbetning av arbetsstycken av samma storlek - special; för delar med olika, men samma storlek - specialiserad; universella enheter på vilka du kan bearbeta delar av alla storlekar och former;
· beroende på graden av bearbetningsnoggrannhet: ökad - P, normal - N, hög - B, särskilt hög noggrannhet - A; också skilja mellan maskiner som du kan utföra särskilt exakt bearbetning - C, de kallas också precision.
Maskinmärkning
Klassificeringen av utrustning avsedd för bearbetning av metallämnen tyder på att, efter att ha sett dess märkning, kommer varje specialist omedelbart att kunna berätta vilken metallskärningsmaskin som är framför honom. Denna märkning innehåller alfabetiska och numeriska tecken som indikerar enhetens individuella egenskaper.
Den första siffran är den grupp som metallskärmaskinen tillhör, den andra är typen av enhet, dess typ, den tredje (och i vissa fall den fjärde) är huvudenhetens storlek.
Dechiffrera märkning av metallskärmaskiner
Efter siffrorna som anges i modellmärkningen kan det finnas bokstäver som avgör om modellen av metallskärmaskinen har speciella egenskaper. Sådana egenskaper hos anordningen kan innefatta dess noggrannhetsnivå eller en indikation på en modifiering. Ofta i maskinens beteckning kan bokstaven hittas redan efter den första siffran: detta indikerar att du har en moderniserad modell framför dig, i den typiska designen som eventuella ändringar har gjorts.
Som ett exempel kan du dechiffrera märkningen av maskinen 6M13P. Siffrorna i denna beteckning indikerar att vi har en fräsmaskin (“6”) av den första typen (“1”), som tillhör den 3:e standardstorleken (“3”) och tillåter bearbetning med ökad noggrannhet (bokstaven “P” ). Bokstaven "M", som finns i märkningen av denna enhet, indikerar att den har uppgraderats.
Automationsnivåer
Typer av svarvar, såväl som anordningar för något annat ändamål, som används i mass- och storskalig produktion, kallas aggregat. De fick detta namn på grund av det faktum att de är färdiga från samma typ av enheter (sammansättningar): sängar, arbetshuvuden, bord, spindelenheter och andra mekanismer. Helt andra principer används vid skapandet av maskiner som är nödvändiga för småskalig och enstycksproduktion. Utformningen av sådana enheter, som är mycket mångsidiga, kan vara helt unika.
CNC-svarv
Klassificeringen av svarvar (liksom utrustning av andra kategorier) enligt automationsnivån innebär att de är uppdelade i följande typer:
1. Manuella modeller, där alla operationer utförs i manuellt läge.
2. halvautomatisk, i vilken del av de tekniska operationerna (inställning av arbetsstycket, start av enheten, ta bort den färdiga delen) utförs i manuellt läge (alla andra operationer relaterade till hjälpoperationer sker i automatiskt läge);
3. automatiska, för vars funktion det bara är nödvändigt att ställa in bearbetningsparametrarna, de utför alla andra operationer oberoende, i enlighet med det specificerade programmet;
4. CNC-metallskärenheter (alla processer på sådana maskiner styrs av ett speciellt program som innehåller ett kodat system med numeriska värden);
5. Metallbearbetningsutrustning som tillhör kategorin flexibla automatiserade moduler.
De mest framstående representanterna för verktygsmaskiner för metallskärning är CNC-enheter, vars funktion styrs av ett speciellt datorprogram. Ett sådant program, som matas in i maskinens minne av dess operatör, bestämmer nästan alla parametrar för enhetens drift: spindelhastighet, bearbetningshastighet, etc.
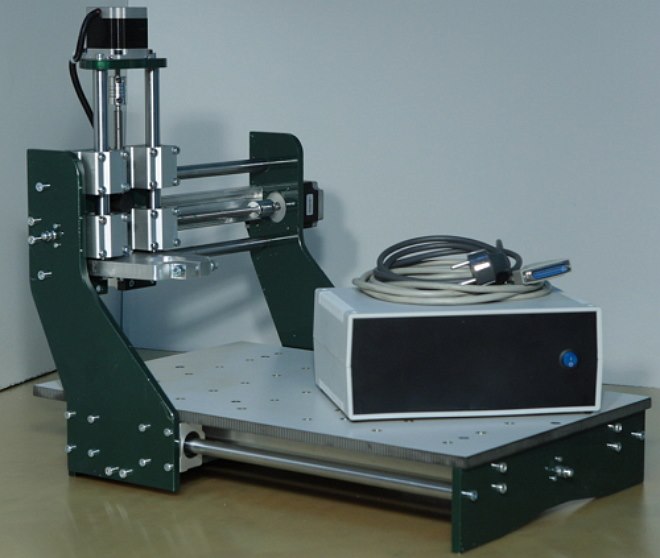
CNC kan utrustas med även den mest kompakta stationära maskiner
Alla typer av metallbearbetningsmaskiner utrustade med ett CNC-system innehåller följande typiska element i sin design.
· Förarens konsol (eller konsol), genom vilken ett datorprogram lagras i minnet på maskinen som styr dess funktion. Dessutom, med hjälp av en sådan fjärrkontroll, kan du också utföra manuell kontroll av alla parametrar på enheten.
· Regulatorn är en viktig del av CNC-systemet, med hjälp av vilket inte bara styrkommandon bildas, överförs till utrustningens arbetselement och korrektheten av deras utförande kontrolleras, utan också alla nödvändiga beräkningar är gjord. Beroende på graden av komplexitet hos enhetsmodellen kan både en kraftfull kompressor och en konventionell mikroprocessor användas som styrenhet för att utrusta den.
· En skärm eller display som fungerar som en kommando- och kontrollpanel för operatören. Ett sådant element låter dig övervaka driften av metallskärmaskinen i realtid, kontrollera bearbetningsprocessen och, om nödvändigt, snabbt ändra parametrarna och inställningarna.
Funktionsprincipen för metallbearbetningsmaskiner utrustade med ett CNC-system är enkel. Ett program är preliminärt skrivet som tar hänsyn till alla krav för bearbetning av ett visst arbetsstycke, sedan matar operatören in det i maskinstyrenheten med hjälp av en speciell programmerare. Kommandon som är inbäddade i ett sådant program skickas till utrustningens arbetselement, och efter att de har utförts stängs maskinen av automatiskt.
Användningen av verktygsmaskiner utrustade med numerisk kontroll möjliggör bearbetning med hög noggrannhet och produktivitet, vilket är anledningen till deras aktiva användning för att utrusta industriföretag som producerar produkter i stora partier. Sådana enheter är, på grund av sin höga automatiseringsnivå, perfekt integrerade i stora automatiserade linjer.
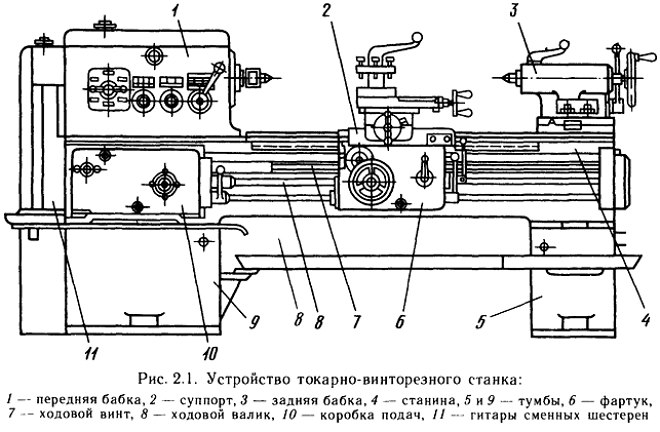
Skruvskärande svarvanordning
Maskindesign
Alla maskiner som tillhör kategorin metallbearbetning har många gemensamma drag i sin design. I själva verket bör enheten och tekniska egenskaper hos sådana enheter säkerställa korrekt utförande av tekniska rörelser av två typer:
matningsrörelsen som skäranordningen eller själva arbetsstycket gör;
Rörelsen genom vilken skärning utförs.
För att utföra dessa rörelser, såväl som för att säkerställa stabiliteten i funktionen av alla andra delar av metallbearbetningsutrustning, inkluderar dess design följande arbetskroppar:
ett kontrollsystem som ansvarar för att starta och stoppa maskinen, övervaka alla parametrar för dess funktion;
en nod med hjälp av vilken rörelsen från elmotorn omvandlas och överförs till ställdonet;
Själva drivningen, som kan vara elektrisk, mekanisk, pneumatisk eller hydraulisk.
En metallskärmaskin är en maskin utformad för att bearbeta arbetsstycken för att bilda specificerade ytor genom att ta bort spån eller genom plastisk deformation. Bearbetning utförs huvudsakligen genom skärning med ett blad eller slipverktyg. Verktygsmaskiner används också för att jämna ut delens yta, för att rulla ytan med rullar. Metallbearbetningsmaskiner utför skärning av icke-metalliska material, till exempel trä, textolit, nylon och andra plaster. Specialmaskiner bearbetar även keramik, glas och andra material.
Metallbearbetningsmaskiner klassificeras enligt olika kriterier, beroende på typ av bearbetning, vilket skärverktyg som används och layout.
De vanligaste typerna av metallskärmaskiner
Klassificering
Metallskärmaskiner, beroende på det utförda arbetets art och vilken typ av skärverktyg som används, är indelade i 11 grupper (se figur).
- Grupp svarvar(pos. 1 - 6) består av maskiner konstruerade för bearbetning av rotationsytor. Den förenande egenskapen hos maskinerna i denna grupp är användningen av arbetsstyckets rotationsrörelse som en skärrörelse.
- Grupp av borrmaskiner(pos. 7 - 10) omfattar även borrmaskiner. Den förenande egenskapen hos denna grupp av maskiner är deras syfte - bearbetningen av runda hål. Skärrörelsen är verktygets rotationsrörelse, som vanligtvis också åtföljs av en matningsrörelse. I horisontella borrmaskiner kan matningen även utföras genom att flytta bordet med arbetsstycket.
- Grupp av slipmaskiner(pos. 20 - 24) kombineras på basis av användningen av slipskivor som skärverktyg.
- Grupp av poler- och efterbehandlingsmaskiner kombineras på basis av användningen av slipstänger, slipband, pulver och pastor som skärverktyg.
- Grupp av kugghjulsmaskiner omfattar alla maskiner som används för att bearbeta tänderna på hjul, inklusive slipning.
- Grupp fräsmaskiner(pos. 11 - 14) består av maskiner som använder flerbladiga verktyg - fräsar som skärverktyg.
- Hyvelgrupp(Pos. 15 - 17) består av maskiner där ett gemensamt drag är användningen av fräsen eller arbetsstyckets rätlinjiga fram- och återgående rörelse som skärrörelse.
- Grupp av skärmaskiner omfattar alla typer av maskiner konstruerade för att skära och såga valsade material (stänger, vinklar, kanaler etc.).
- Grupp av brytningsmaskiner(vinstockar 18 och 19) har en gemensamt drag: använd som skärverktyg för specialverktyg med flera blad - broscher.
- Grupp av gängmaskiner omfattar alla maskiner (förutom maskiner i svarvgruppen) som är särskilt konstruerade för tillverkning av gängor.
- Grupp av diverse och hjälpmaskiner förenar alla maskiner som inte tillhör någon av ovanstående grupper.
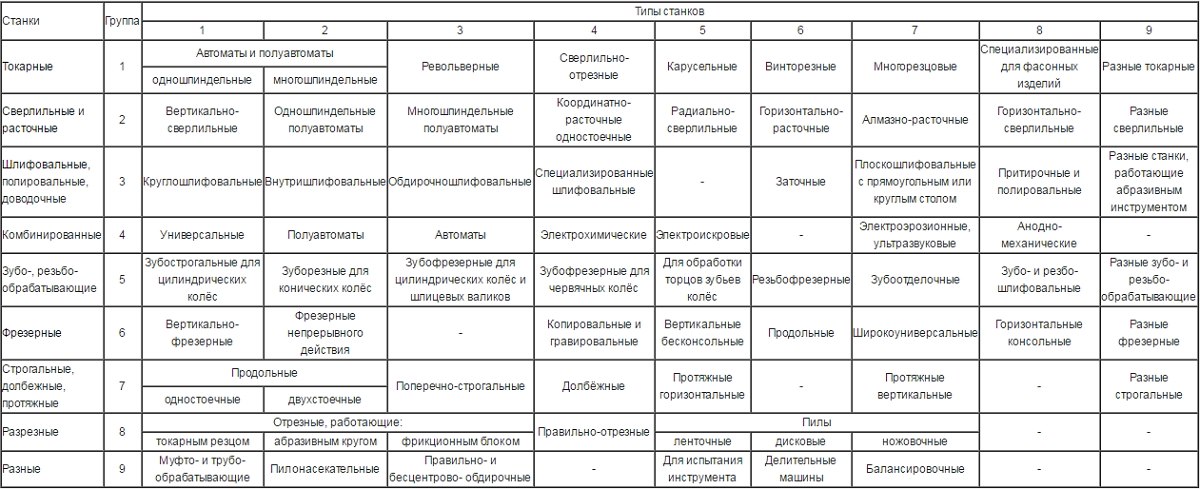
Tabell över verktygsmaskiner
| Namn på maskiner | Chiffer grupper |
Skriv kod | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Boka | 0 | - | |||||||||
| Vändning | 1 | Automatisk och halvautomatisk: | Vändning- roterande |
Borrning- skärande |
karusell | Vändning och frontal |
Multiskärning och kopiering |
Specialiserad dekorerad |
Olika vändning |
||
| specialiserade dekorerad |
ett snurr- förnuftiga |
multisnurr- förnuftiga |
|||||||||
| Borrande och tråkigt | 2 | - | Vertikal- borrning |
halvautomatisk | Koordinera tråkigt | Radiellt- borrning |
Vågrätt- tråkig |
Diamant tråkig |
Vågrätt- borrning |
Olika borrning |
|
| ett snurr- förnuftiga |
multisnurr- förnuftiga |
||||||||||
| Slipning och efterbehandling | 3 | Krugloshli- foval |
Intra- foval |
Peeling- slipning |
Specialiserad finslipad slipning |
- | Skärpning | Ytslipning | Lappning, polering, slipning, efterbehandling | Olika figurativa | |
| Elektro- fysiska och elektriska kemisk |
4 | - | Ljusstråle | - | Elektro- kemisk |
Elektro- gnista |
- | Elektro- erosion, ultraljudspiercing |
Anod- mekanisk skärning |
- | |
| Tand- och gängbearbetning- ing |
5 | Tråd- räfflad |
Kugghjulsformning för bearbetning cylindrisk kaliska hjul |
Kugghjulsskärning för bearbetning av koniska hjul | Kugghjuling för bearbetning av cylindriska hjul och splinesaxlar |
För kapning av snäckhjul | För bearbetning av ändarna på hjulens tänder | trådfri spannmål |
Tandbehandling nya, kolla- ny och igång |
Tand och tråd boslifoval- nya |
Diverse redskap och tråd jag bearbetar- shie |
| Fräsning | 6 | - | Vertikal- fräskonsol |
fräsning icke- diskontinuerlig åtgärd |
Längsgående enkelkolumn nya |
Kopiera- nya och grus strövande |
Vertikal- konsollös |
Längsgående tvåkolumn nya |
Trösta- fräsoperationer rationell |
Horisont- tal- fräskonsol |
Diverse fräsning |
| Hyvling, slitsning, broschning | 7 | Längsgående | Korsa- hyvling |
Slotting | Långdragen horisontell nya |
Broching vertikal för dragning | - | Diverse hyvlar | |||
| ett- kuggstång |
två- kuggstång |
inre | utomhus- | ||||||||
| Dela | 8 | Avskärning, utrustad | Korrekt- skärande |
Sågar | - | - | |||||
| svarvverktyg | slipning cirkel |
slät eller skårad skiva | tejp | disk | Bågfil | ||||||
| Olika | 9 | Koppling och rör slåss |
Sågad | Korrekt- och mittlös peeling |
Balansering | För test- verktyg |
Delare- maskiner |
Balanser- militär- |
- | - | |
Maskinnumrering
Sovjetunionen antog ett enhetligt system symboler maskiner, baserat på tilldelningen av en kod (nummer) till varje maskinmodell. Numreringen av metallskärande verktygsmaskiner, utvecklad av Experimental Research Institute of Metal-cutting Machine Tools (ENIMS), är baserad på decimalsystemet. Alla maskiner är indelade i 10 grupper, varje grupp är indelad i 10 typer, och varje typ är indelad i 10 storlekar. Som framgår av tabellen är grupperingen av maskiner i grupper vid numrering baserad på en något annan princip än vid klassificering. Numret som tilldelas varje maskinmodell kan bestå av tre eller fyra siffror och bokstäver, och bokstäverna kan vara efter den första siffran eller i slutet av numret, till exempel: 612, 1616, 6H82, 2620, 6H12PB.
Den första siffran i numret anger vilken grupp det tillhör. den här maskinen. Den andra siffran anger typen av maskin i denna grupp. Den tredje eller tredje och fjärde siffran tillsammans indikerar maskinens villkorliga storlek. Så, till exempel, för svarvar, visar den tredje och fjärde siffran höjden på mitten i centimeter eller decimeter (1620, 1616, 1670); för revolversvarvar och automatiska maskiner - den maximala diametern på de bearbetade stängerna i millimeter (1336, 1125, 1265); för borrmaskiner - den maximala diametern för att borra ett hål i mjukt stål i millimeter (2A125, 2A135, 2150). För konsolfräsmaskiner indikerar den tredje siffran villkorligt bordets storlek. För att särskilja design maskiner av samma storlek, men med olika teknisk specifikation, skrivs en bokstav in mellan den första och andra siffran. Så till exempel är alla maskiner av modellerna 162, 1A62, 1B62, 1K62 svarvar med en centrumhöjd på 200 mm. Modell 162 har dock ett maximalt varvtal på 600, modell 1A62-1200, 1B62-1500 och modern modell 1K62 har 2000 rpm. Bokstäverna i slutet av numret indikerar olika modifieringar av maskinerna av samma grundmodell. Så till exempel är den horisontella fräsmaskinen modell 6N82G en förenklad typ av den grundläggande universella fräsen modell 6N82, kopifräsen modell 6N12K är en modifiering av den grundläggande vertikala fräsen modell 6N12, etc. I vissa fall, den fjärde siffra betyder också släppmaskinen av samma standardstorlek, men med en förbättrad design. Till exempel är modell 262 en horisontell tråkig maskin andra storleken. Liknande i storlek modern borrmaskin ny design koden börjar som modell 2620.
Maskinklassificering efter typer.
Maskiner av samma typ kan skilja sig åt i layout (till exempel universell fräsning, horisontell, vertikal), kinematik, d.v.s. en uppsättning länkar som överför rörelse, design, kontrollsystem, dimensioner, bearbetningsnoggrannhet, etc.
Standarderna fastställer de huvudsakliga dimensionerna som kännetecknar maskinerna av varje typ. För svarvar och cylindriska slipmaskiner är detta den största diametern på arbetsstycket som ska bearbetas, för fräsmaskiner, längden och bredden på bordet på vilket arbetsstyckena eller fixturerna är installerade, för tvärhyvlar, det största slaget av skjutreglage med en fräs.
En grupp maskiner av samma typ, med liknande layout, kinematik och design, men olika grunddimensioner, utgör ett storleksintervall. Så, enligt standarden, för redskapsmaskiner för allmänt bruk, finns det 12 standardstorlekar med en diameter på den installerade produkten från 80 mm till 12,5 m.
Utformningen av verktygsmaskinen av varje storlek, utformad för givna bearbetningsförhållanden, kallas en modell. Varje modell tilldelas sin egen kod - ett nummer som består av flera siffror och bokstäver. Den första siffran anger maskinens grupp, den andra - dess typ, den tredje siffran eller den tredje och fjärde siffran anger maskinens huvudstorlek. Exempelvis betyder modell 16K20: skruvsvarv med största diameter arbetsstycke 400 mm. Bokstaven mellan den andra och tredje siffran betyder en viss uppgradering av maskinens huvudmodell.
Klassificering av verktygsmaskiner efter graden av mångsidighet. Det finns följande maskiner - universella, som används för tillverkning av delar av ett brett sortiment med stor skillnad i storlek. Sådana maskiner är anpassade för olika tekniska operationer:
- specialiserade, som är designade för tillverkning av delar av samma typ, till exempel kroppsdelar, trappstegsaxlar liknande form, men olika i storlek;
- special, som är designade för att producera en specifik del eller en form med en liten skillnad i storlek.
Klassificering av verktygsmaskiner efter graden av noggrannhet. Maskinerna är indelade i 5 klasser:
- H - maskiner med normal noggrannhet;
- П - maskiner med ökad noggrannhet;
- B - högprecisionsmaskiner;
- A - högprecisionsmaskiner;
- C - speciellt precisa eller mastermaskiner;
Modellbeteckningen kan innehålla en bokstav som kännetecknar maskinens noggrannhet: 16K20P - en skruvsvarv med ökad noggrannhet.
Klassificering av verktygsmaskiner efter graden av automatisering. Tilldela verktygsmaskiner och halvautomatiska maskiner. En automatisk maskin är en maskin i vilken, efter justering, alla rörelser som är nödvändiga för att slutföra bearbetningscykeln, inklusive lastning av ämnen och lossning av färdiga delar, utförs automatiskt, d.v.s. utförs av maskinens mekanismer utan medverkan av operatören.
Den halvautomatiska driftcykeln utförs också automatiskt, med undantag för lastning och lossning, som operatören utför, han startar också den halvautomatiska maskinen efter lastning av varje arbetsstycke.
För komplex automation för storskalig och massproduktion skapas automatiska linjer och komplex som kombinerar olika maskiner, och för småskalig produktion - flexibla produktionsmoduler (FPM).
Automatisering av småskalig produktion av delar uppnås genom att skapa verktygsmaskiner med programstyrning (cyklisk), bokstaven C (eller den numeriska bokstaven F) introduceras i beteckningen av modeller. Siffran efter bokstaven F indikerar kontrollsystemets funktion:
- F1 - maskin med digital indikering (med visning av siffror som till exempel reflekterar positionen för maskinens rörliga kropp) och en preliminär uppsättning koordinater;
- F2 - maskin med ett positionellt eller rektangulärt system;
- F3 - maskin med kontursystem;
- F4 - en maskin med ett universellt system för positions- och konturbearbetning, till exempel modell 1B732F3 - svarv med CNC-kontursystem.
Klassificering av maskiner efter vikt. Maskiner är indelade i:
- lungor - upp till 1 ton;
- medium - upp till 10 ton;
- tunga - över 10 ton.Tunga maskiner är uppdelade i stora - från 16 till 30 ton, tunga - från 30 till 100 ton;
- särskilt tung - över 100 ton;





