De viktigaste typerna av svarvar. Svarvar och deras egenskaper
En svarv är en anordning som är nödvändig för att bearbeta arbetsstycken av metall eller andra material. På sådana maskiner sker svarvning, borrning av ytor av sådana former som cylindriska, koniska och formade. Dessutom kan enheten skära gängor, trimma och bearbeta ändsidan av arbetsstycket. En modern metallsvarv kan borra ett hål, utföra försänknings- och brotschningsprocedurer och mycket mer. Den del som ska bearbetas börjar rotera med hjälp av spindeln. I detta fall bearbetar skäraren, genom att flytta, den nödvändiga delen.
Vad är en vändgrupp
Som en del av svarvgruppen kan man peka ut maskiner som utför en mängd olika svarvoperationer. Till exempel peeling, tråkig, fasning och mycket mer.
I maskinparken finns främst maskiner som ingår i svarvgruppen. Denna grupp omfattar klassificeringen av det experimentella forskningsinstitutet för verktygsmaskiner för bearbetning av metallämnen, nio olika verktygsmaskiner, som skiljer sig från varandra i en mängd olika applikationsmetoder, layout och grad av automatisering. Verktygsmaskiner behövs för att bearbeta yttre, inre, cylindriska, kanoniska och formade ytor, samt skära gängor och bearbeta ändytorna på olika delar med en mängd olika fräsar, borrar, brotschar och andra verktyg. Till exempel används giljotinsaxar för metall ganska ofta när man arbetar.
Om du använder ytterligare utrustning på sådana maskiner kan du utöka deras funktionalitet avsevärt. Svarvar, halvautomatiska och automatiska maskiner, beroende på spindelns placering, är indelade i två kategorier - horisontell och vertikal. De senare är avsedda för bearbetning av stora arbetsstycken.
Typer av maskiner
Maskiner kan vara följande:
1.Skruvsvarvar. Dessa maskiner utför skruvskärningsarbeten på olika metaller. Är universella enheter från vändgruppen. Huvudparametrarna för sådana maskiner är delens diameter, som inte bör vara för stor. Denna maskin är nödvändig för de flesta olika verk för metall.
2.Vertikala svarvar. Denna typ av anordning är nödvändig för att bearbeta delar stora storlekar. På sådana maskiner kan du utföra borrning, trimning av ändar, svarvning och andra typer av arbete. Om inställt valfri utrustning, kan du utföra fräsning, gängning och slipning.
3.ansiktssvarv. Det är nödvändigt för bearbetning av frontala, koniska, cylindriska och formade ytor. Till exempel skivor, rör, axlar, flänsar m.m.
4.Tornsvarv. Den används för arbete med förberedelser från den kalibrerade stången. Via denna apparat du kan utföra svarvning, borrning, trimning, svarvning, borrning av hål, formsvarvning och mycket mer.
5.Automatisk längsgående vridning. Det är nödvändigt för tillverkning av delar som produceras i små partier. Fungerar med kalldragen, kalibrerad stång, samt med formad tråd. Enheten utför arbete med att svarva en mängd olika material, från koppar till legerat stål.
Det finns många fler sådana maskiner, men det är inte värt att beskriva dem alla. Tillräckligt och fem grundläggande enheter som används mycket inom industrin.
Större delen av maskinparken består av metallsvarvar. Inbördes skiljer de sig åt i syfte, layout, grad av automatisering. Svarvar är avsedda för bearbetning av externa och inre ytor detaljer olika former, borrning av hål och deras bearbetning.
CNC-svarvar kan kompletteras med anordningar för fräsning, slipning. Enligt spindelns anordning är maskinerna uppdelade i utrustning med vertikal och horisontell layout. Huvudparametrarna för svarvar är arbetsstyckets maximala diameter och avståndet mellan mittpunkterna.
Hela utbudet av skärverktyg som erbjuds till försäljning på StankoMashComplex finns på länken.
Den vanligaste svarvgruppen av maskiner är konstruerad för enkel- och serieproduktion. Alla typer av svarvarbeten utförs på maskinerna. Skärning av alla typer av trådar utförs med specialverktyg (tappare, stansar, fräsar).
Huvudelementen i en skruvskärsvarv är: en bädd, en huvudstock med en växellåda och en roterande chuck, en ändstock för att fixera ett bearbetningsverktyg eller stödja långa arbetsstycken, ett stöd för att klämma skärare och kinematik som ger rörelse.
Installation av ämnen är möjlig i chucken, chucken och hållarcentrum på ändstocken, på dornen, i två centra. När den är fastspänd i en chuck är det maximala rekommenderade överhänget två till tre diametrar. Med en längre utskjutande del används den bakre mitten. Bearbetningen av långa axlar, för att säkerställa inriktningen av flera passande ytor, utförs mellan två centra. Dorn används för bearbetning av arbetsstycken med förgjorda mitthål.
Nackdelar: den största nackdelen är beroendet av vändarens kvalifikationer, det är svårt att säkerställa serialisering av delar
Tornsvarvar
Serveras för serietillverkning av delar från styckeämnen eller stångmaterial. En bromsok är installerad på styrningarna på ramen, på vilken ett revolver är installerat, utformat för att installera ett skärverktyg Beroende på teknisk karta bearbetar en specifik del, är verktygen ordnade i en viss sekvens.

Torn kan ha en vertikal eller horisontell rotationsaxel. Torn med en vertikal rotationsaxel har som regel en högre styvhet. Torn med horisontell axel kan ha fler hög hastighet verktygsbyte och ett stort antal positioner.
CNC-revolversvarvar kan ha två revolver och kan bearbetas i fyra koordinater. I tornen som finns på de övre och nedre bromsoken kan den installeras stor kvantitet verktyg för tillverkning av delar av komplex form.
Bearbetningen av ämnen, som utförs i en sluten cykel, är helt automatiserad. CNC-systemet, som bearbetar sensordata, gör justeringar till teknisk process, vilket förbättrar noggrannheten hos tillverkningsdelar.
I detta ögonblick nästan helt utbytt svarvar eller
CNC-svarvar
Moderna högpresterande maskiner ersätter gradvis universalsvarvar. Förenklad kinematik, högprecisionsrörelser, möjlighet till multiverktygsbehandling. Stängt skärområde förhindrar spånspridning och kylvätskestänk. Möjligheten att installera en hydraulisk chuck ökar produktiviteten. Centimeter ,
Motspindel, spänningsförande verktyg, Y-axel och andra tillval förvandlar maskiner till svarvcentra. Oftast är de gjorda i form av maskiner med en lutande säng.
Sådana maskiner bearbetar delar som väger flera ton och har en stor diameter på låg höjd. Horisontellt placerat arbetsbord (frontplatta) underlättar avsevärt lastning och centrering av tunga arbetsstycken.
På roterande maskiner utförs bearbetningen av cylindriska och koniska ytor (extern och intern) med en skärare. Det installerade tornet med verktyg låter dig borra och bearbeta hål, skära gängor.
Maskinens huvudsakliga rörelse är frontplattans rotation. Två bromsok: vertikala och laterala - utför verktygsmatningsrörelser. De huvudsakliga egenskaperna hos dessa maskiner är dimensionerna på de arbetsstycken som bearbetas: diameter och höjd.
Vertikala svarvar tillverkas av industrin med ett eller två ställ. På enkolonnmaskiner bearbetas delar upp till 2500 mm: ytbehandling, borrning, brotschning och försänkning av hål utförs; skär spår, processslut.
Installation av CNC-systemet låter dig bearbeta delar som har en komplex, krökt profil. De grundläggande mekanismerna för CNC-maskiner liknar maskiner som har manuell kontroll. Vanligtvis döps maskinen om till en vertikal svarv med användning av CNC-systemet, digitala matningsenheter och verktygshållare med flera lägen och skydd av skåptyp.
Ansiktssvarvar
För bearbetning av arbetsstycken vars diameter är mycket större än deras höjd (remskivor, järnvägshjul, svänghjul) används frontsvarvar. Bearbetningsytan kan vara antingen cylindrisk eller konisk. Det är möjligt att slipa spår, bearbeta ändar.

Frontplattan, upp till 4 meter i diameter, är placerad vertikalt, det finns ingen bakdel. Verktygsmaskiner för bearbetning av särskilt stora delar består av två delar placerade på olika grunder: bromsoket är placerat separat. Deras frontplatta har en speciell urtagning för att fixera arbetsstycken med dimensioner som överstiger dess diameter.
Ytbearbetning är en speciell metod för att slipa de bakre ytorna på bearbetningsverktyg: olika typer av fräsar, borr- och gängverktyg. En sådan operation utförs för att bevara formen på verktyget under långvarig drift.
Verktygsmaskin för skärning (svarvning) av arbetsstycken av metall och andra material i form av rotationskroppar. På svarvar utför de svarvning och borrning av cylindriska, koniska och formade ytor, gängning, trimning och ändbearbetning, borrning, försänkning och brotschning av hål etc. eller en ledskruv som tar emot rotation från matningsmekanismen.
Svarvgruppen av maskiner inkluderar maskiner som utför olika svarvoperationer: skalning, fasning, borrning och så vidare.
En betydande del av maskinparken utgörs av maskiner från svarvgruppen. Den inkluderar, enligt ENIMS-klassificeringen, nio typer av verktygsmaskiner som skiljer sig åt i syfte, designlayout, grad av automatisering och andra funktioner. Maskinerna är huvudsakligen konstruerade för att bearbeta yttre och inre cylindriska, koniska och formade ytor, gänga och bearbeta ändytorna på delar som rotationskroppar med hjälp av en mängd olika fräsar, borrar, försänkningar, brotschar, kranar och stansar.
Användningen av ytterligare specialanordningar på maskiner (för slipning, fräsning, borrning av radiella hål och andra typer av bearbetning) utökar utrustningens tekniska kapacitet avsevärt.
Svarvar, halvautomatiska maskiner och automatiska maskiner, beroende på platsen för spindeln som bär anordningen för att installera arbetsstycket, är indelade i horisontella och vertikala. Vertikala maskiner är främst konstruerade för att bearbeta delar med betydande massa, stor diameter och relativt liten längd. Den mest kända svarven in sovjetisk tid 16K20
Mätning av det bearbetade svarv detaljer
Nätkorrugering på en cylindrisk del
Skruvsvarven är utformad för att utföra en mängd olika svarv och skruvskärningsarbeten för järn- och icke-järnmetaller, inklusive svarvkoner, skärande metriska, modulära, tum- och stigningsgängor.
Skruvsvarv
Skruvsvarvar är de mest mångsidiga maskinerna i svarvgruppen och används huvudsakligen i enstycks- och småskalig produktion. Maskinernas strukturella layout är nästan densamma. Huvudnoderna för maskinen 16K20 som exempel är:
en säng på vilken maskinens alla mekanismer är monterade;
den främre (spindeln) huvudstocken, som inrymmer växellådan, spindeln och andra element;
en matarlåda som överför rörelsen från spindeln till bromsoket med det nödvändiga förhållandet (med hjälp av en blyskruv vid gängning eller en blyrulle vid bearbetning av andra ytor);
ett förkläde i vilket skruvens eller rullens rotation omvandlas till den translationella rörelsen av bromsoket med verktyget;
ett centrum kan installeras i ändstocken för att stödja arbetsstycket eller ett kärnverktyg (borr, brotsch, etc.) för att bearbeta det centrala hålet i den del som är fixerad i chucken;
bromsoket tjänar till att säkra skärverktyget och kommunicera matningsrörelser till det.
Bromsoket består av en nedre slid (vagn) som rör sig längs ramstyrningarna. Längs den nedre slädens styrningar rör sig tvärsläden i riktning vinkelrätt mot mittlinjen, på vilken skärvagnen med verktygshållarna är placerad. Skärvagnen är monterad på ett vridbord som kan ställas i vinkel mot maskinens mittlinje. Maskinernas huvudparametrar är största diameter arbetsstycket ovanför bädden och det största avståndet mellan centra. En viktig dimension på maskinen är också den största diametern på arbetsstycket som bearbetas över tjocklekens tvärglid. Skruvsvarven är utformad för att utföra en mängd olika svarv- och skruvskärningsoperationer på järn- och icke-järnmetaller, inklusive svarvkoner, skärande metriska, modulära, tum- och stigningsgängor.
Vertikala svarvar
Maskinerna är konstruerade för svarvning av stora delar. På dessa maskiner kan du utföra: svarvning och borrning av cylindriska och koniska ytor, du kan trimma ändarna, skära spår. När du utrustar maskinen med ytterligare enheter kan de skärpa formade ytor på en kopiator. Du kan utföra fräsning, slipning och gängning med en fräs.
Huvudknutar:
Tabell. Den har en frontplatta på vilken arbetsstycket är fäst. Två ställ. Rack är förbundna med en portal. En travers rör sig längs två ställningar. Det finns två bromsok på traversen. Höger bromsok är en roterande bromsok. Den består av en längsgående vagn och en glidare (som rör sig vertikalt). Tornet är placerat på reglaget. Hållare med verktyg är installerade i tornets hål. Tornet används vid kapning av ändar vid borrning av hål, ibland för bearbetning av yttre ytor. Den andra bromsok kallas en tråkig bromsok. Den består av en längsgående vagn, på vilken en roterande del är monterad, på vilken det finns en glidare, på vilken verktygshållaren är monterad. Borrstången används för borrning av hål, invändig spårfräsning och konisk bearbetning. På höger sida finns ett sidomått. Den består av en längsgående vagn, en skjutreglage och en verktygshållare. Den är avsedd för behandling av yttre ytor.
Den karakteristiska storleken på svarvar är frontplattans diameter. Beroende på denna storlek finns det 1- och 2-kolumnmaskiner Enkolonnmaskiner tillverkas med frontplattans diameter d ≤2000mm Dubbelkolumnmaskiner tillverkas med en diameter på mer än 2000 mm
Maskinrörelser:
Huvudrörelsen är rotationen av frontplattan med arbetsstycket.
Matningsrörelse - rörelse av bromsok
Hjälprörelse - rörelse av traversen. Denna rörelse behövs för att föra verktyget närmare arbetsstycket.
Ansiktssvarv Ansiktssvarven är utformad för bearbetning av frontala, cylindriska, koniska, formade ytor som axlar, rör eller skivor av gjutjärn och stål i delar som skivor och flänsar. I frontalsvarvar är delens rotationsaxel horisontell
Tornsvarv
Revolversvarven används för att bearbeta arbetsstycken eller delar från en kalibrerad stång.
Följande typer av svarvning utförs på maskinen: svarvning, borrning, underskärning, svarvning och borrning av spår, borrning, försänkning, brotschning, formsvarvning, gängning med kranar, stansar och fräsar.
Namnet revolver kommer från sättet att fästa skärande verktyg i trumman. Många maskiner av detta slag kan arbeta i halvautomatiskt läge. Ett "program" är en uppsättning kammar och ändstopp som stannar, väljer en riktning, byter verktyg och andra åtgärder vid rätt tidpunkt.
Tornsvarvar används i massproduktion för tillverkning av delar av komplex konfiguration från stänger eller styckeämnen. Beroende på detta är maskinerna uppdelade i bar och patron
Automatisk längsgående vridning
Automatiska längsgående svarvar används vid tillverkning av små seriedelar från kalldragen, kalibrerad stång, formad profil och lindad tråd.
Maskinen kan utföra svarvning olika material- från koppar till legerat stål.
Huvudsakligen automatiska längsgående svarvar används i storskalig och massproduktion, men kan också användas i serieproduktion vid konstruktion och tillverkning av nödvändig utrustning för tillverkning av speciella grupper av delar med maximal användning av samma uppsättning av delar. kammar, spänn- och matarhylsor, hållare och verktyg.
Enheten för en automatisk svarv med en fast huvudstock: Headstocken är fixerad på sängens övre plan. På dess främre plan finns en platta för installation av speciella enheter. På det bakre planet av headstocken finns ett svängande stopp, och på toppen - ett vertikalt stöd. På bäddens övre plan finns även drivningar för enheter, en spindeldrivning eller en revolverdrift, drivningar korsok. En automatisk svarv med en rörlig huvudstock kallas en automatisk svarv av "schweizertyp".
Maskinen styrs genom ett system av kammar och kamaxlar monterade i maskinens ram. Det är också möjligt att installera CNC-system med matardrivningar och drivna verktyg.
Det finns enspindliga och roterande maskiner för längsgående svarvning. Till skillnad från enspindliga maskiner kan revolvermaskiner samtidigt utföra flera olika svarvoperationer för olika delar fixerade i maskinens revolverspindel.
Flerspindlig automatisk svarv
Automatiska maskiner är designade för att svarva komplexa och exakta detaljer från kalibrerade kalldragna runda, sexkantiga och kvadratisk sektion eller från rör i massproduktion.
De kan användas för: grov och formad svarvning, trimning, borrning, borrning, försänkning, brotschning, gängning, kapning, trådrullning.
Tillräcklig drivkraft och strukturell styvhet säkerställer hög produktivitet. Vissa modeller kan utföra mer än en operation samtidigt, vilket avsevärt ökar produktiviteten hos sådana maskiner.

Svarvar är nödvändiga för bearbetning av olika metall- eller träämnen. De används för att borra och svarva cylindriska, formade ytor, borra hål och bearbeta ändar. Svarvgruppen av verktygsmaskiner är indelad i 9 typer, var och en har sin egen design, syfte, grad av automatisering. På maskinerna kan du installera ytterligare enheter som utökar deras funktionalitet.
Typer av maskiner
Skruvsvarv
Denna typ av maskin används för bearbetning av icke-järn- och järnmetaller, skärning av modulära, metriska, tumgängor. De är de mest mångsidiga maskinerna, de används både i serieproduktion och i en enda. Layouten på dessa maskiner är nästan densamma. Med hjälp av exemplet på en 16K20-maskin kan följande huvudelement urskiljas:
Sängen, som är grunden för alla mekanismer;
Spindel (främre) spindel, bestående av en spindel, växellåda och annat;
En matarlåda som överför rörelse från spindeln till bromsoket med hjälp av en ledskruv eller rulle;
Ett förkläde som omvandlar rotationen av en rulle eller skruv till translationsrörelser av bromsoket;
Ändstocken kan ha en borr eller brotsch för att stödja arbetsstycket;
Bromsok som används för att fixera skärverktyget.
Skruvsvarvar, beroende på noggrannhet, är av följande typer:
1. normal noggrannhet;
2. ökat;
3. hög;
4. särskilt hög;
Denna typ är designad för bearbetning av stora delar. Sådana maskiner används för att borra koniska och cylindriska ytor, såväl som för att skära spår, trimma ändar. Du kan också slipa, fräsa, skära trådar på den.
Huvudnoden här är bordet som frontplattan är placerad på. Det finns också två ställ förbundna med en portal. En travers med två bromsok rör sig längs dessa ställningar. Den ena är roterande och den andra är tråkig. Den första används för att borra hål, trimma ändarna. Och den andra tjockleken är nödvändig för bearbetning av koniska ytor, borrhål.
Beroende på frontplattans diameter finns det en- eller dubbelkolumnmaskiner. De förstnämnda har en diameter på upp till 2000 mm, medan andra är mer än 2000 mm.
ansiktssvarv
Denna typ används för bearbetning av koniska, frontala, cylindriska ytor. Strukturen hos sådana maskiner har en horisontell rotationsaxel för delen.
Svarv - torn
Sådana maskiner behövs för svarvning, trimning, borrning, brotschning, formsvarvning av delar och ämnen från en kalibrerad stång. Den fick detta namn på grund av metoden för att fästa skärverktyg, som är fixerade i en speciell hållare, som kan vara statisk eller driven. Drivhållare utökar funktionaliteten hos denna typ av maskin, med den kan du borra hål, skära gängor, fräsa.
Det finns CNC-tornsvarvar ( programledning), som nästan inte kräver någon operatör om de är utrustade med en stångmatare.
Svarvnings- och fräsningscenter
Detta center kombinerar funktionerna hos fräs- och svarvmaskiner. Sådan utrustning överstiger kapaciteten hos revolvermaskiner med ett koniskt fräshuvud (Capto, HSK). På grund av detta svarvverktyg kan installeras i fräshuvudet, vilket gör det möjligt att utföra svarvning. Fräsar med fyrkantigt eller speciellt skaft kan placeras. Sådana centra används som regel för svarvning, fräsning av vevaxlar och andra delar.
Automatisk längsgående vridning
Sådan utrustning är nödvändig för tillverkning av små delar från en formad profil, en kalibrerad, kalldragen stång. I detta fall kan maskinen arbeta med olika material(legerat stål, koppar, etc.). Fördelen med automatiska maskiner är att de är bra för massproduktion. Det finns maskiner med en rörlig och fast topp. Det finns även roterande och enkelspindel. Den förra kan utföra flera operationer samtidigt med olika delar.
Svarvar används för att bearbeta metall, trä eller plast. Deras funktionsprincip består i att skära och svarva ämnen / ämnen speciellt förberedda för detta. De måste ha en viss form som gör att du kan rotera arbetsstycket medan du vrider det med en fräs, även om du i vissa fall och när du använder ytterligare enheter på svarvar kan vända fyrkantiga och olika andra former, inklusive delar kapslade i varandra, från ämnen inte bara rund, utan nästan vilken form som helst.
Bänksvarvar
(Fig. 1) Sådana maskiner fixeras och placeras på bordet. Vanligtvis är dessa enheter av liten storlek och vikt. Med deras hjälp bearbetas arbetsstycken från en mängd olika material (metall, trä, plast). Sådana anordningar kan utföra nästan alla svarvoperationer. De kan även användas för borrning, borrning och fräsning. Vissa modeller av stationära datorer kan vara underbemannade, vilket utökar deras kapacitet.
Det är mycket bekvämt att arbeta med sådana enheter på små delar, så de används inte bara hemma, utan också i industriell (främst småskalig) produktion, i bilverkstäder, skolor etc. Fördelarna med skrivbordssvarvar är låga ljudnivå, låg kostnad, låg strömförbrukning och enkel användning. Maskiner kan ofta konfigureras om, och själva omverktygsprocessen är inte heller särskilt komplicerad.
CNC-svarvar
(Fig. 2) Programmerad numerisk styrning (CNC) kan avsevärt förbättra maskinens funktion, vilket gör den mer exakt, samtidigt som produktiviteten ökar. CNC är en uppsättning olika mjukvaruverktyg som interagerar med varandra.
Det finns tre huvudtyper av system som används i CNC:
Öppet. En informationsström är inblandad. Enheten dekrypterar först informationen och sänder först sedan kommandon till bearbetningsmekanismen.
Stängd. De arbetar utifrån två informationsströmmar från läs- och mätanordningarna.
Självjusterande. Utifrån hur bearbetningen av delar förändras kan de korrigera den mottagna informationen.
Den senare typen av CNC-system ökar avsevärt noggrannheten hos bearbetningsdelar, eftersom alla ändringar lagras i enhetens minne. Baserat på den lagrade datan genereras en styrsignal.
Beroende på hur rörelsen styrs är CNC-maskiner indelade i: positionella (exakt ställ in mekanismen för bearbetning i önskad position, varefter arbetsprocessen börjar),
Rektangulär (används vid bearbetning av stegade arbetsstycken, de kan själva växla tvärgående och längsgående växlar),
Contour (låter dig styra maskinens arbetselement kontinuerligt).
Skolsvarvar
(Fig. 3) För klasser i skolor används lätta svarvar, med normal noggrannhet (klass H). Ibland, i klassrummet, används halvautomatiska enheter (till exempel TV-4-maskinen, som användes flitigt under sovjettiden). Med små dimensioner brukar skolmaskiner ha ganska bra funktionalitet. Deras priser är ofta låga. Med hjälp av dessa maskiner kan du utföra skärpning och borrning, kapning eller trimning, kapning av enkla metriska gängor, borrning m.m. Produktens diameter överstiger vanligtvis inte 200 mm, med en vriddiameter på högst 125 mm. Maskinerna kan även bearbeta stänger, gärna med en diameter på upp till 15 mm. De är lämpliga för att arbeta med metall, trä, plast. Ibland är skolmaskiner utrustade med anordningar som gör att man bland annat kan fräsa metall.
Skruvsvarv
(Fig. 4) En skruvsvarv används oftast vid bearbetning av metaller (både icke-järn och järn). Detta är den mest mångsidiga typen av maskin, som används för både tillverkning av delar i ett stycke och för tillverkning av små grupper.
De används för att producera olika typer gängor (stigning, tum, metrisk, modulär); konvridning osv.
Utformningen av olika maskiner i denna grupp är praktiskt taget densamma, bland dess huvudelement:
Säng (bas för monteringsmekanismer),
Två huvudstag (fram och bak) med växellådor, spindel, borrar etc. placerade på dem,
Förkläde (enhet som omvandlar rotation till translationsrörelser),
Bromsok (ett skärverktyg är fixerat på det).
Dessa är universalmaskiner som används för alla typer av industriarbete. De huvudsakliga typerna av skruvsvarvar är:
Lättvikt, används vid tillverkning av verktyg, delar, apparater, klockor.
Medium är det vanligaste. Det finns delade och odelade enheter. Ha pålitligt system förvaltning. De utför 70 - 80% av allt svarvarbete.
Tunga har en odelad drivning, de bearbetar delar med en diameter på 1250 mm och mer.
Det finns tre nivåer av noggrannhet: normal, avancerad, hög. Dessutom utmärker sig verktygsmaskiner med särskilt hög precision och mastermaskiner.
Svarvar med/med drivning
(Fig. 5) Steglös drivning (b/s) gör att du smidigt och kontinuerligt kan ändra spindelns hastighet. Användningen av maskiner med a / s, gör att du kan bearbeta arbetsstycket från utsidan och insidan med den optimala matningen vid de mest fördelaktiga hastigheterna för detta. Sådana enheter är pålitliga och hållbara på grund av bristen på en växellåda. Samtidigt är maskiner med b/s väldigt lätta att underhålla. Deras hastighet kan justeras på tre olika sätt:
mekaniskt,
hydrauliskt,
Elektriskt.
Med hjälp av en maskin med en / med drivning bearbetas inte bara metallprodukter utan även trä eller plast. De flesta enheter är föremål för omjustering, vilket gör att de kan utföra en mängd olika tekniska uppgifter. Konverteringsprocessen är ganska enkel. Dessa maskiner används i industriell produktion såväl som hemma. De utför en mängd olika funktioner: fräsning, skärpning, borrning och andra.
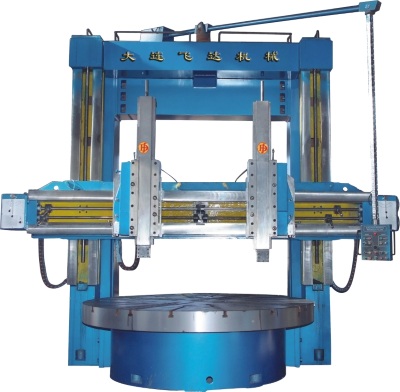
Vertikala svarvar
(Fig. 6) Karuseller designad för att arbeta med tunga delar med stor diameter med liten längd (kugghjul, svänghjul, etc.). Arbetsstycket som ska bearbetas är fixerat på frontplattan. Den placeras horisontellt. Denna egenskap underlättar fixeringsprocessen. Nu används dessa maskiner ganska sällan på grund av deras låga produktivitet och svårigheterna i samband med installation och underhåll.
Utöver bordet och fronten är karusellen utrustad med:
två ställ,
skjutmått,
Korsa.
Det finns tre typer av bromsok involverade i designen:
Roterande (vid arbete med yttre ytor);
Borrok (för tråkiga ytor, skärande spår);
Sidostöd (används även för arbete med yttre ytor).
Enheten fungerar på basis av tre rörelser: frontplattans rotation och rörelsen av bromsok och travers.
Beroende på diametern på frontplattan är karusellmaskiner indelade i en kolumn (D< 200см), двустоечные (D >200 cm). Beroende på noggrannheten - till hög precision, standard, tung.
CNC-svarvar
(Fig. 7) CNC-utrustade vertikala svarvar kan producera delar med minimal ansträngning från operatörens sida. De används vid både finbearbetning och grovbearbetning. Utför en mängd olika funktioner (från svarvning till fräsning). Användande den här maskinen låter dig arbeta med järnhaltiga och icke-järnhaltiga metaller. Dessutom kan icke-metalliska produkter (tillsammans med legeringar, keramik) också bearbetas på den.
Typiskt ger konstruktionen av en sådan maskin en jordad växellåda, flera drivningar (dettare kan den huvudsakliga styras av en motor med växelström). Bordet som maskinen monteras på har ofta termiska egenskaper. Ibland finns det en funktion för att automatiskt justera avståndet mellan spindelrullarna.
System numerisk kontroll i vissa modeller kan installeras beroende på kundens preferenser. Dessutom kan enheterna utrustas ytterligare (med en spåntransportör, ytterligare verktyg etc.).
Rörskärningsmaskiner
(Fig. 8) Baserat på namnet på maskinerna är den huvudsakliga riktningen för deras applikation bearbetning stålrör. Med deras hjälp bearbetas ändarna på rören, gängas etc. Den här typen maskiner används i alla grenar av metallbearbetningsindustrin som arbetar med ämnen i form av rör, samt i industrier som är engagerade i deras reparation och tillverkning. Funktioner i maskinernas struktur gör att du enkelt kan bearbeta långa arbetsstycken. Och de delar som produceras med deras hjälp används i oljan och gasindustrin och även i utforskning.
CNC-rörskärmaskiner
(Fig. 9) När man arbetar med en rörskärningsmaskin utrustad med CNC, fixeras arbetsstycket med två ändar i chucken (tidigare passerat genom spindeln) och resten (den är installerad på den). Därefter läggs ett program som automatiskt kan skära bort defekta delar (vanligtvis ändar) av produkten. Anordningens styrelement är vanligtvis härdade och slipade. Detta ökar avsevärt både enhetens tillförlitlighet och dess livslängd, samtidigt som dess noggrannhet bibehålls. CNC-rörkapningsmaskiner är, förutom allt, ofta utrustade med revolver (med horisontell axel), hydrauliska, pneumatiska, mekaniska chuckar och en CNC-styrd fräs. Närvaron av CNC tillåter också användningen olika sorter svarvningsoperationer.
Tornsvarvar
(Fig. 10) Om det är nödvändigt att arbeta med en kalibrerad stång eller chuck, används oftast revolversvarvar. Med dess hjälp utförs svarvning, trimning, försänkning, svarvning och andra operationer. Maskiner av denna typ gör det möjligt att tillverka delar av mycket komplexa konstruktioner.
Namnet är förknippat med metoden för att fästa skärverktyg. Efter att tidigare ha fixerat dem i hållaren installeras de i en speciell trumma. Sådana hållare eller block är statiska och drivna. De är fästa med kex eller bultar.
Statiska används för icke-roterande verktyg, drivna - vid borrning av hål som avviker från delens axel, fräsning, svarvning etc. Endast vissa revolvermaskiner är utrustade med sådana block.
Om maskinen dessutom är utrustad med en motspindel kommer detta att göra det möjligt att ändra delens position utan att avbryta driften av hela mekanismen och bearbeta arbetsstycket från alla sidor.
Administrering Helhetsbetyg artiklar: Publicerad: 2015.04.24
Vi rekommenderar också
 Byte av strömförsörjning: reparation och förfining
Byte av strömförsörjning: reparation och förfining
 Fjärrkontroll av ljus
Fjärrkontroll av ljus
 Simlektioner för förskolebarn
Simlektioner för förskolebarn
 Anteckningar för befälhavaren - hemhushållslarm
Anteckningar för befälhavaren - hemhushållslarm
 Klockpropeller på Atmega8
Klockpropeller på Atmega8
 Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar
Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar