Möt - jigg tråkiga maskiner. Koordinera borrmaskin: typer och modeller.
Bland utrustningen kallas jiggborrmaskiner märkliga "aristokrater", som är utformade för att skapa de mest kritiska delarna - hål med små avvikelser i deras relativa placering. På sådana maskiner finns det en speciell avläsningsanordning, med vilken arbetsstycket kan flyttas i förhållande till verktyget med ett fel på högst 0,001 mm, och en kontrollanordning för att kontrollera dimensionsavvikelser på bearbetade delar.
Syftet med jiggborrningsmaskinen
Jigborrmaskiner är konstruerade för att bearbeta hål från centrum till centrum, vars avstånd måste hållas exakt från basytor i ett rektangulärt koordinatsystem, utan användning av verktyg för att styra verktyget.
På sådana maskiner utförs borrning, finfräsning, borrning, brotschning och försänkning av hål, kontroll och mätning av delar, finfräsning av gavlar, samt märkningsarbeten. Maskinerna används för att göra hål i kroppsdelar och fixturer, samt ledare, som kräver betydande noggrannhet vid ömsesidig placering av hål, i småskalig, enstycks- och massproduktion.
På maskiner utförs, tillsammans med borrning, märkning och kontroll av dimensioner inklusive centrumavstånd. Med hjälp av de roterande borden som medföljer maskinen kan man bearbeta hål som är specificerade i det polära koordinatsystemet, inbördes vinkelräta och lutande hål samt bearbeta ändytor.

Maskinen är utrustad med optiska läsenheter som låter dig räkna heltals- och bråkdelar av koordinatstorleken. Eftersom anordningen för jiggborrmaskiner är en kombination av en mätmaskin och en metallskärningsmaskin, som arbetar på sådan utrustning, är det möjligt att kontrollera delar som bearbetas på andra maskiner.
Vid normal drift är en vertikal jiggborrmaskin kapabel att ge en noggrannhet av centrum-till-centrum-avstånd i koordinatsystemet av storleksordningen 0,004 millimeter. För att få ett mer exakt avstånd mellan hålens mittpunkter är jiggborrmaskinen utrustad med en digital displayenhet, som ger operatören möjlighet att ställa in koordinater med en upplösning på cirka 0,001 millimeter.
Klassificering av jiggborrmaskiner
Det finns jiggborrmaskiner med ett och två ställ. De har enkolonnmaskiner i sin design, ett tvärbord, som är utformat för att flytta arbetsstycket i två riktningar som är vinkelräta mot varandra. Huvudrörelsen här är spindelns roterande rörelse, och matningsrörelsen är spindelns vertikala rörelse.
Tvåkolonnmaskiner i sin design har ett bord som är placerat på styrningarna. Bordet kan flytta det installerade arbetsstycket i riktning mot X-koordinaten. När toppstocken rör sig, rör sig spindelaxeln i förhållande till produkten installerad på bordet i riktning mot Y-koordinaten.

Baserat på automationsnivån är jiggborrmaskiner indelade i maskiner med CNC, digital display och en uppsättning koordinater, samt med automatisk ändring av arbetsstycken och verktyg som låter dig utföra olika fräsarbete med hög noggrannhet.
Beroende på typen av transaktioner, design egenskaper och syfte, jiggborrmaskiner är universella och specialiserade. Universalmaskiner är i sin tur uppdelade i horisontella borrmaskiner och efterbehandlingsborrmaskiner. Den viktigaste parametern för alla typer av verktygsmaskiner är diametern på borrspindeln.
Modeller av koordinatberäkningsmaskiner
Populära modeller av jiggborrmaskiner i deras design har ett rektangulärt bord med tvärgående och längsgående rörelse. Spindelhuvudets justeringsrörelse tillhandahålls. Accelererad och arbetsrörelse av bordet i tvär- och längdriktningen utförs elektriska enheter med det bredaste utbudet av reglering, vilket gör att du kan öka styvheten och produktiviteten hos jiggborrmaskinen under fräsning. Låt oss överväga mer i detalj de tekniska egenskaperna hos populära modeller av jiggborrmaskiner.
Jigborrmaskin 2a450
Måtten på jiggborrmaskinen 2a450, inklusive slidens och bordets rörelse, är 2670 gånger 3305 gånger 2660 millimeter. Bordets arbetsyta har måtten 1100 gånger 630 millimeter. Maskinens vikt, exklusive tillbehörens massa och elskåpet, är 7300 kg. Med denna maskin är det möjligt att uppnå en maximal borrdiameter på 30 millimeter och ett maximalt borrhål på 250 millimeter vid användning av en produkt med en maximal vikt på 600 kilo. Spindelhastigheten når 50-2000 rpm, rörelsehastigheten för produkten under fräsning når 30-200 rpm. Vid användning av en jiggborrmaskin 2a450 når elmotorns effekt 4,5 VKt, rotationsfrekvensen är 1800 rpm.
Jigborrmaskin 2d450
2d450 jiggborrmaskinen har följande dimensioner (med glid- och bordsrörelse) - 3305 gånger 2705 gånger 2800 millimeter. Arbetsytan har dimensioner på 1100 gånger 630 millimeter. Maskinens vikt utan elskåp och nödvändiga tillbehör är 7800 kg. Hålens största håldiameter är 250 millimeter, medan det är möjligt att använda en produkt med en vikt på upp till 600 kilo. Spindelhastigheten är 50-2000 per minut. Effekten hos den elektriska motorn som är installerad på maskinen är 2 VKt, varvtalet är 700 rpm.
Koordinatborrmaskin 2v440a
Måtten på jiggborrmaskinen 2v440a, inklusive glid- och bordsrörelsen, är 2520 gånger 2195 gånger 2430 millimeter. Längden på bordets arbetsyta är 800, och bredden är 400 millimeter. Maskinens massa med externa tillbehör är 3630 kg. Vid användning av en 2v440a jiggborrmaskin är det möjligt att uppnå en maximal borrdiameter i fast material på 25 millimeter och en maximal borrdiameter på 250 millimeter vid användning av produkter med en maximal vikt på 320 kilo. Gränsen för spindelhastigheten når 50-2000 rpm per minut, elmotorns effekt är 2,2 WK, rotationshastigheten är 800 rpm.

Jigborrmaskin 2431
Modell 2431 har övergripande dimensioner - 1900 x 1445 x 2435 millimeter och vikt utan elektrisk utrustning - 2510 kilo. Massan av elektrisk utrustning för jiggborrmaskinen 2431 är 420 kg och en uppsättning tillbehör 380 kg. Mått på bordets arbetsyta - 560 x 320 millimeter. Vid användning av denna modell uppnås en maximal borrdiameter på 18 millimeter och en maximal borrdiameter på 125 millimeter vid användning av produkter med en maximal vikt på 250 kilogram. Gränsen för spindelhastigheten per minut är från 75 till 3000 rpm, elmotorernas totala effekt är 2,81 WK, kraften hos huvudmotorn är 2,2 KW.
Jigborrmaskin 2421
Måtten på jiggborrmaskinen 2421 är 900 gånger 1615 gånger 2207 millimeter. Skrivbordet har dimensioner på 450 gånger 250 millimeter. Maskinens massa med en uppsättning tillbehör är 1610 kg. Med denna modell är det möjligt att uppnå en maximal borrdiameter i fast material på 12 millimeter och ett maximalt borrhål på 80 millimeter vid användning av produkter med en maximal vikt på 150 kilo. Spindelhastigheten varierar från 135 till 3000 rpm. Elmotoreffekt - 10 VKt.
Således utför jiggborrmaskiner den viktigaste funktionen - att göra hål och kontrollera deras avvikelser. Maskinen är utrustad med en digital indikeringsanordning, som gör det möjligt för operatören att ställa in koordinater med en upplösning på 0,001 mm, samt avläsningsanordningar för avläsning av heltals- och bråkdelar av koordinatstorleken.
Introduktion
1. Anordningen och principen för drift av jiggborrmaskiner
2. Beräkning av kriterier
2.2 Beräkning av kriterier
3. Utsikter för utveckling av jiggborrmaskiner
Slutsats
Bibliografi
Introduktion
Borrmaskiner är designade för bearbetning av delar i enkel- och batchproduktion. Detta universella maskiner, på vilken det är möjligt att utföra grov och fin borrning av hål, svarvning av de yttre cylindriska ytorna och ändarna av hål, borrning, försänkning och brotschning av hål, fräsningsplan, gängning och andra operationer. Stor variation olika sorter bearbetning, som utförs på borrmaskiner, gör det i ett antal fall möjligt att slutföra bearbetningen av en del utan att flytta den till andra maskiner, vilket är särskilt viktigt för tung konstruktion.
karaktäristiskt drag borrmaskiner är närvaron av en horisontell (eller vertikal) spindel, som gör en axiell matningsrörelse. Fäst på spindeln skärverktyg– en borrstång med fräsar, en borr, en försänkning, en fräs, en kran etc. Borrmaskiner med programstyrning, vilket minskar deras omställningstid, ökar arbetsproduktiviteten och kvaliteten på bearbetningen, används i stor utsträckning.
Beroende på arten av de utförda operationerna, syftet och designegenskaperna är tråkmaskiner indelade i universella och specialiserade. I sin tur är universalmaskiner indelade i horisontell borrning, jiggborrning och diamantborrning (finishing boring). För alla typer av verktygsmaskiner är den viktigaste parametern som bestämmer maskinens alla huvuddimensioner diametern på borrspindeln.
1. Enheten och principen för drift av koordinatborrningsmaskiner
maskinverktyg
Koordinatborrmaskiner är designade för att bearbeta hål med exakta koordinater. Maskiner av denna typ har två versioner: enkelkolumn (fig. 1, a) och tvåkolumn (fig. 1, b). Huvuddelarna av enkelkoordinatborrmaskinen är ramen 1, stativet 2, borrhuvudet 3, bordet med släden 4. 2E470A dubbelkoordinatborrmaskinen har följande huvuddelar: ramen 1, ställningarna 2, borrhuvudena 3, traversen 4, arbetsbordet 5 .
Arbetsstycket är fixerat på bordets plan, skärverktyget är fixerat i borrhuvudens spindel. Beroende på arbetsstyckets höjd är traversen och borrhuvudet inställda på en viss höjd och fixerade. Inställning av spindeln till de angivna koordinaterna utförs genom att flytta bordet i två ömsesidigt vinkelräta riktningar (när man arbetar på en maskin med en kolumn) eller flytta bordet i längdriktningen längs sängens styrningar och borrhuvudet i tvärriktningen riktning längs traversen (vid arbete på en tvåkolumnig portalmaskin). Funktioner för design, installation och underhåll av jiggborrmaskiner är:
förekomsten av korrigeringsanordningar som kompenserar för ledskruvens stigningsfel (på äldre modeller av maskiner);
användning av optiska anordningar för att läsa koordinater; användningen av rullstyrningar som uppfattar massan av släden, bordet, produkten och skärkraften;
hög precision av bearbetning av delar och montering av enheter och hög kvalitet bearbetad yta; bra vibrationsmotstånd och massiv grund; konstant rumstemperatur inom (20
1,5) C;hög kvalifikation hos arbetare som servar maskinerna; lägsta och reglerade utsläppsrätter för bearbetning av hål.
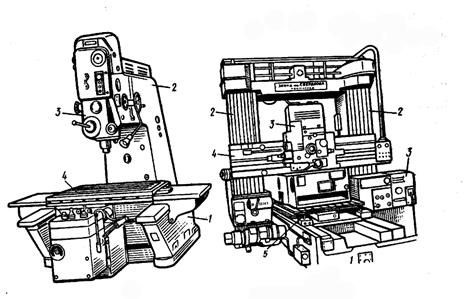
Figur 1. Koordinera borrmaskiner:
a - enkelkolonn: 1 - säng, 2 - stativ, 3 - tråkig huvud, 4 - bord med släde;
b - två kolumner: 1 - säng, 2 - ställ, 3 - borrhuvuden, 4 - travers, 5 - skrivbord
Enkolumns vertikala jiggborrmaskiner är konstruerade för bearbetning av hål med exakta axlar, vars dimensioner är angivna i ett rektangulärt koordinatsystem.
Dessutom är maskinen också möjlig:
gängskärning;
Finfräsning av ytor med plan- eller pinnfräsar;
trimning av ändar;
Märkning och kontroll av linjära dimensioner på delar.
De roterande borden som levereras med maskinerna tillåter bearbetning av hål specificerade i det polära koordinatsystemet, samt ömsesidigt vinkelräta och lutande hål och plan.
Under normala driftsförhållanden ger maskinerna en noggrannhet av centrum-till-centrum-avstånd vid bearbetning i ett rektangulärt koordinatsystem upp till 0,06 mm.
Maskinerna är utrustade med en mängd olika verktyg och tillbehör för borrning och borrning av hål, gängning, fräsning och märkning:
ammunition:
Spännhylsa med en uppsättning spännhylsor,
borrning,
gängad,
Tråkig.
adapterhylsor för verktyg med morsekona
bersåer för skärare
uppsättning tråkiga barer
universalverktygshållare och verktygshållare med exakt matning
mikroskop-centersökare, dorn-centersökare
fjäderkärna
installationscenter
· ett brett utbud av borrfräsar, borrar, brotschar, fräsar, kranar.
Koordinatborrmaskin mod.2E450
Maskin mod. 2E450A - enkelkolonn med bordsmått på 630x1120 mm, utrustad med ett optiskt mätsystem med skärmavläsning, en enhet för förinställning av koordinater, automatiskt stopp av bordet och släden i förutbestämda positioner med hjälp av en fotoelektrisk nollindikator. Längdstandarder är planglaslinjemått. Spindelns rotationsperiod utförs från en justerbar elmotor likström genom en treväxlad växellåda. Inom varje steg justeras spindelhastigheten steglöst inom området 50-2500 rpm. Spindelmatningen är också steglöst variabel via en friktionsvariator. Det finns en mekanism automatisk avstängning spindelmatning på ett givet djup. Mekaniska bordsklämmor och manuell fastspänning av huvudstocken tillhandahålls. Koordinatinställningsnoggrannheten är 0,004 mm, noggrannheten för borrhålsdiametern tillåts inte mer än 0,005 mm.
Koordinatborrmaskin mod.2D450
Enkelkoordinat borrmaskin mod. 2D450 med bordets arbetsyta 630x1120 mm. utrustad med optiska enheter som gör det möjligt att räkna heltals- och bråkdelar av koordinatstorleken. Maskinen kan användas både i verktygs- och produktionsverkstäder för exakt bearbetning av detaljer utan specialutrustning. Under normala driftsförhållanden ger maskinen en noggrannhet för att ställa in centrum-till-centrum-avstånden i ett rektangulärt koordinatsystem på 0,004 mm. och i det polära systemet - 5 bågsekunder. Noggrannheten för avstånden mellan hålens axlar, bearbetad under normala förhållanden för koordinatborrning, 0,006 mm.
Inställning av hålets axel på produkten i förhållande till spindelaxeln till den erforderliga koordinaten utförs genom rörelsen av bordet eller släden, vars rörelse styrs av en speciell optisk anordning. Den senare är baserad på exakta linjaler, fixerade i ett fall på bordet (rörlig linjal), i det andra - på ramen (fast linjal). Bordets linjal har 1000 högprecisionsdelningar genom 1 mm., linjalen för sängen - 630 divisioner. Slag projiceras på en matt skärm med 75x förstoring. För att utvärdera hundradelar av ett linjalintervall i skärmplanet finns en skala med 100 divisioner. För att få en högprecisionsavläsning finns det en extra skala på skärmen som tillåter avläsning upp till 0,001 mm.

Ris. 2. Kinematiskt schema för maskinmod. 2D450
Figur 2 visar kinematiskt diagram av maskinmoden. 2D450. Kedjan av huvudrörelsen bestämmer spindelns rotation med skärverktyget, som utförs från en justerbar DC-motor 1 genom en remdrift 2-3, axel I, kugghjul 6-7, axel II, hjul eller 7- 10 till spindel III. Spindelhastigheten ändras steglöst genom att justera elmotorn 1 i området 700-2800 rpm. Växlingshastighetssteg för en tvåstegsväxellåda utförs med handratt 11 genom kedjetransmission 4-5. Hastigheten styrs av en tachogenerator monterad på axel I.
Den vertikala tillförseln av hylsan, spindeln utförs från en separat elektrisk motor 17 DC med ett brett reglerområde. Rotation genom snäckväxel 18-19, splinesaxel IV, kugghjul 20-21, axel V och snäckpar 22-23, friktionskoppling med skena 25 på spindelhylsan. Handtag 40 med kopplingen avstängd, du kan manuellt höja eller sänka spindelhylsan. För mer exakta rörelser av hylsan finns ett handratt 41 kopplat till axeln V med koniska hjul 42-43. Automatisk avstängning matning av spindelhylsan när angivet borrdjup uppnåtts utförs genom att stänga av 17 med mikrobrytaren.
Spindelhuvudets justeringsrörelse är gjord av asynkron motor 12 genom snäckväxel 13-14 och kuggstång 15-16. Arbetsstycket förflyttas i ett rektangulärt koordinatsystem genom att flytta bordet i längdriktningen och sliden i tvärriktningen från två oberoende DC-motorer 44 och 26 genom liknande snäckväxlar 27-28 och 31-32, koniska växlar 35-36 och 37-38, kuggstångsväxlar 29-30 och 33-34.
För infästning av bord, släde och spindelhuvud nödvändiga bestämmelser enhetliga klämmor används.
Bord 1.
Modellutbud av jiggborrmaskiner
| Modell | Egenskaper |
| 2A450 | Maskin med ett optiskt koordinatreferenssystem längs X- och Y-axlarna |
| 2A450AF10, 2D450AF10 | Verktygsmaskiner med elektroniskt avläsnings- och mätsystem, inklusive en digital displayenhet, längs X- och Y-axeln Elektroniskt svänghjulsläge. |
| 2L450AF11-01 | En maskin med en digital indikeringsanordning längs X-, Y- och Z-axlarna och en preliminär uppsättning koordinater längs X- och Y-axlarna. Det finns ett spårningsläge och ett elektroniskt svänghjulsläge med en upplösning för bordsrörelser på 0,001 och 0,01 mm |
| 2E450AFZ0 | En verktygsmaskin med en CNC-enhet, med möjlighet att ställa in ett bearbetningsprogram i ett interaktivt läge längs X- och Y-axeln och digital indikering av koordinater längs Z-axeln. |
| 2L450AF4 | Maskin med CNC, med konturer längs axlarna X, Y och Z. Den grafiska monitorn låter dig felsöka program utan att flytta längs axlarna. Delprogram kan förberedas online med vanliga textfiler eller automatiserade system. |
2. Beräkning av kriterier
2.1 Kriterier för utveckling av tekniska objekt
Bland parametrarna och indikatorerna som kännetecknar varje tekniskt objekt, finns det alltid de som tenderar att förändras monotont under lång tid eller tenderar att hålla sig på en viss nivå när deras gräns nås. Dessa indikatorer erkänns av alla som ett mått på perfektion och progressivitet, och de har ett starkt inflytande på utvecklingen av individuella klasser av tekniska objekt och teknik som helhet.
Sådana parametrar och indikatorer kallas kriterier för utveckling av tekniska objekt. Deras betydelse kan bedömas utifrån det faktum att tekniska framsteg inom området för tekniska objekt vanligtvis består i att förbättra vissa kriterier utan att försämra (åtminstone utan att väsentligt försämra) andra. När ett system med utvecklingskriterier utformas måste ett antal villkor vara uppfyllda:
Mätbarhet: som ett utvecklingskriterium kan endast en sådan parameter för ett tekniskt objekt tas, vilket möjliggör en kvantitativ bedömning enligt en av mätskalorna;
Jämförbarhet: utvecklingskriteriet bör ha en sådan dimension att du kan jämföra tekniska objekt från olika tider och länder;
Undantag: endast sådana parametrar för ett tekniskt objekt kan tas som utvecklingskriterier, som i första hand kännetecknar dess effektivitet och har ett avgörande inflytande;
Minimalitet och oberoende: hela uppsättningen utvecklingskriterier bör endast innehålla de kriterier som inte logiskt kan härledas från andra kriterier och inte kan vara deras direkta konsekvens.
Bedömningen av produktens tekniska nivå och kvalitet utförs genom jämförande (jämförande) analys i följande ordning:
Basprodukten väljs (ideal variant, analog eller prototyp);
De numeriska värdena för de viktigaste tekniska och ekonomiska indikatorerna för de utvärderade och basprodukterna avslöjas:
Nivåerna av relativa indikatorer för teknisk nivå och kvalitet beräknas;
Värdet av de generaliserade indikatorerna för den tekniska nivån och kvaliteten på produkterna beräknas.
Det bör noteras att huvudvillkoret för att jämföra de uppskattade och basprodukt- jämförbarhet av produktelement, identitet för funktionellt syfte.
Som basprodukt för jämförelse väljs det bästa, verkliga provet av denna typ och standardstorlek av produkter, tillgängliga i världspraktiken. Det kan vara både inhemskt och utländskt och kallas en analog. Ibland, när man löser problem för modernisering av produkter av denna typ, tas en prototypprodukt som en basprodukt, som förbättras genom att eliminera befintliga brister.
I vissa fall kan framtidens utrustning tas som basprodukt - ett idealiskt alternativ. Indikatorer som kännetecknar den ideala varianten när det gäller teknisk nivå och kvalitet beräknas baserat på lagarna för utveckling av teknik av denna typ enligt utvecklingskriterier.
Vid utvärdering av den tekniska nivån och kvaliteten på produkterna bör värdena för den huvudsakliga dimensionella parametern (kapacitet, arbetsyta, användbar volym, etc.) inte skilja sig från dem för basprodukten med mer än 20%.
2.2 Beräkning
Tabell 2.
Tekniska data för jiggborrmaskiner med bordsarbetsyta 630x1120 mm
| Utgivningsår | Maskinmodell | Den största diametern på borrning/borrning, mm | Spindelräckvidd, mm | Största avståndet från änden till bordets arbetsyta, mm | Spindelhastighetsgränser, rpm | effekt, kWt | Vikt (kg | Mått | ||
| Längd, mm | Bredd, mm | Höjd, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Genom att analysera de presenterade uppgifterna är det möjligt att sammanställa en nomenklatur av kriterier för utveckling av jiggborrmaskiner. Låt oss beräkna kriterierna som studeras, vars beräkningsresultat presenteras i tabell 2.
1. Specifik materialförbrukning.
där: K m - specifik materialåtgång. (kg/mm.)
M - massa (kg)
N är värdet på huvudparametern (mm).
2. Specifik energiintensitet.
där: E y - specifik energiintensitet (kW / m);
P - effekt (kW);
N är värdet på huvudparametern (m).
3. Specifik yta som upptas av maskinen.
där: S y – specifikt område upptaget på detta sätt. (m 2 / m)
S - område som upptas av maskinen (m 2)
N - enhet för huvudparametern (m)
4. Enhet för elmotoreffekt per maskinmassa.
Tabell 3. Kriterier för utveckling.
Baserat på data som erhållits från utvecklingskriterierna kommer vi att konstruera grafer, tack vare vilka det är möjligt att spåra trenden i förändringen av kriterierna och göra en prognos för 2007.
2.3 Fastställande av ändring av kriterier
Specifik energiintensitet

Med tanke på förändringen i värdena för maskinens specifika energiförbrukning är det möjligt att spåra trenden att öka denna parameter. Med hjälp av approximationsmetoden är det möjligt att göra en prognos för 2007, värdet på parametern blir 45 kW/m.
Specifik materialförbrukning

Med hjälp av trendapproximationsmetoden hittar vi kriterienivån 2007. Med en viss grad av sannolikhet kan vi hävda att värdet på kriteriet blir 32 kg/mm.
Effektenhet per massaenhet

Den resulterande kurvan indikerar en uppenbar ökning av kraftenheten per massenhet för jiggborrmaskinen. Med hjälp av approximationsmetoden kan vi anta möjlig mening denna parameter 2007, som kommer att vara 1,42 W/kg.
Specifikt ockuperat område

Med hjälp av trendapproximationsmetoden hittar vi kriterienivån 2007. Med en viss sannolikhet kan vi säga att värdet på kriteriet kommer att minska och uppgå till 30 m 2 /m.
3. Utsikter för vidareutveckling av jiggborrning
maskinverktyg
Workover modernisering
För närvarande inne rysk industri det finns en stor flotta av moraliskt och fysiskt föråldrade jiggborrningsmaskiner av modellerna 2A450, 2D450, 2E450 och deras modifieringar. Åldern på dessa maskiner når 30-40 år, så deras designlösningar uppfyller inte moderna krav på maskiner. Dessutom orsakar det höga slitaget på enheterna och förlusten av noggrannhetsparametrar problem med deras funktion. Allt detta kräver förnyelse av maskinutrustning, men de flesta företag i den nuvarande ekonomiska miljön har inte tillräckliga medel för detta. Under dessa förhållanden är det därför ekonomiskt möjligt att modernisera befintlig utrustning, som ett resultat av vilket konsumenten skulle få en modern maskin, vars design skulle innehålla många års erfarenhet av tillverkning av verktygsmaskiner som uppfyller alla krav för pekar (för denna maskin), utrustad med moderna komponenter och styrsystem. Samtidigt kan kunden, efter att ha lämnat över maskinen för modernisering, inte vänta på att hela produktionscykeln för maskinen ska moderniseras, utan att få en moderniserad maskin av denna modell (eller en maskin av en annan modell) från lager av maskiner tillgängliga vid fabriken. I detta fall kommer den beräknade kostnaden för den överlämnade maskinen att dras av från priset på den köpta maskinen.
Huvudkomponenterna i moderniseringen av jiggborrmaskiner med manuell kontroll i det allmänna fallet är:
· installation av ett elektroniskt avläsnings- och mätsystem, som inkluderar fotoelektriska omvandlare av linjära förskjutningar av LIR-typ och en digital indikeringsanordning istället för optiska avläsningsanordningar;
· användningen av en programmerbar styrenhet för att bygga en elektrisk maskinkrets istället för en relästyrkrets;
· kulskruvar och justerbara likströmsmotorer med högt vridmoment i drivningarna av bords- och släderörelser istället för kuggstångsväxlar, enkla justerbara likströmsmotorer och snäckväxlar;
installation av pneumo-klämmor på bordet och släden istället för elektromekaniska klämmor;
· mekanisering av rörelse av en spindellåda;
· applicering av hylsförskjutningsmotorns design med en justerbar DC-motor.
Slutsats
I hans terminspapper Jag utvecklade en nomenklatur av utvecklingskriterier för jiggborrmaskiner med en bordsyta på 630x1120 mm, med huvudparametern största diameter tråkig. Jag analyserade dynamiken i dessa kriterier efter år av tillverkning av verktygsmaskiner. Jag fick reda på vilka faktorer förändringen i kriteriernas värden inträffade. Han gav ett diagram över maskinen, beskrev dess enhet, funktionsprincipen. Han analyserade beroendet av specifika indikatorer (specifik energiförbrukning, materialförbrukning) på maskinens storlek.
Han gav en prognos över kriteriernas värden för 2007. De numeriska värdena för indikatorerna ges i tabellform och grafisk form. Jag avslutade arbetet med en beskrivning av utsikterna för utvecklingen av jiggborrmaskiner.
Bibliografi:
1. Polovinkin A.I. Grunderna för ingenjörsskapande kreativitet. - M: Mashinostroenie, 1988, -368s.
2. Belik V.G. Den tekniska nivån på maskiner och enheter: sätt att förbättra den. - Kiev, Teknik, 1991-200-talet.
3. Mogunov V.I. Metallskärmaskiner. Snabbreferens. - M.: Gosinti, 1964. -505s.
4. Nomenklaturuppslagsbok. Universella metallskärmaskiner tillverkade av företagen i Minstankoprom 1978-1979 - M .: NIIMASH, 1968. - 219p.
5. Metallskärmaskiner. Katalogkatalog. Del 3 - Verktygsmaskiner i borr- och borrgruppen - M .: NIIMASH, 1973.
6. Metallskärmaskiner. Katalogkatalog. Del 2 - Verktygsmaskiner i borr- och borrgruppen. - M.: NIIMASH, 1965.
7. Metallskärmaskiner. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. USSR Minstankoprom. Universella metallbearbetningsmaskiner tillverkade av företagen i Minstankoprom 1973-1974. Nomenklaturuppslagsbok. - M.: NIIMASH, 1973. -173s.
9. USSR Minstankoprom. Universella metallbearbetningsmaskiner tillverkade av företagen i Minstankoprom 1970. Nomenklaturuppslagsbok. - M.: NIIMASH, 1970.- 123s.
10. Metallskärmaskiner. Nomenklaturkatalog. Del 1. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
11. Metallskärmaskiner. Nomenklaturkatalog. Del 1. 1990-1991 - M.: VNIITEMR, 1990.
12. Metallskärmaskiner. Ed. N.S. Koleva.-M.: Ingenjör, 1980.-500-tal.
13. Smirnov A.I. Perspektiv på ingenjörsteknik. -M.: 1992
14. Smirnov V.K. Turner-borer: Proc. För SPTU. – 5:e uppl., reviderad. och ytterligare - M .: Högre. skola, 1987. - 255 sid.
TILL jiggborrmaskin 2455AF10
Förutom att bearbeta hål på maskinen är det möjligt att producera halvfinish och finfräsning av plan och lockiga konturer.
Maskinen är inte bara en maskin för exakt bearbetning av olika produkter, utan även en mätmaskin som möjliggör noggranna mätningar i ett rektangulärt koordinatsystem. I närvaro av ett platt eller universellt roterande bord är exakta mätningar av vinkelkoordinaterna också möjliga.
Maskinens hög precision och styvhet, små temperaturdeformationer och bekväm kontroll möjliggör högprecisionsbearbetning av produkter och användning i olika branscher industri.
På den uppgraderade maskinen ersattes det optiska referenssystemet med ett referenssystem "digital indikering" av rörelserna av bordet, topplocket och spindelhylsan med en upplösning på 0,001 mm, vilket gör att maskinen kan användas som en noggrann mätmaskin för märkningsarbete, kontroll av linjära mått och centrumavstånd.
Med hjälp av det roterande bordet som medföljer maskinen är det möjligt att bearbeta hål och plan placerade i olika vinklar mot varandra.
2455A F10
TILL jiggborrmaskin 2A450AF10

En vertikal jiggborrmaskin med en kolumn är utformad för bearbetning av hål med exakt arrangemang av axlar, vars dimensioner är angivna i ett rektangulärt koordinatsystem.
Tillsammans med borrning, borrning, finfräsning, märkning och kontroll av linjära dimensioner, i synnerhet centrum-till-centrum-avstånd, kan utföras på maskinen.
Med hjälp av roterande bord är det möjligt att bearbeta hål specificerade i det polära koordinatsystemet, lutande och ömsesidigt vinkelräta hål och vridande ändplan. strukturellt annorlunda genom att:
bordsklämma, släde ( X, Y ) och huvudstocken drivs av pneumatik;
spindelhuvudets rörelse utförs från el. motor.
Med hjälp av det roterande bordet som medföljer maskinen är det möjligt att bearbeta hål och plan placerade i olika vinklar mot varandra.
De viktigaste tekniska egenskaperna hos verktygsmaskinmodellen 2D450A F10
TILL jiggborrmaskin 2A459AF4
CNC horisontell jiggborrmaskin med roterande bord.
Maskinen är konstruerad för att utföra borr- och fräsoperationer med hög noggrannhet och produktivitet, samt brotschning, försänkning, brotschning, trimning av ändar, gänggängor, utförda enligt ett givet program. Maskinen har möjlighet att arbeta i manuellt läge "Digital indikering".
Maskinens omfattning är en enkel, småskalig massproduktion av högprecisionsdelar i verktygs- och mekaniska verkstäder i maskinbyggnadsanläggningar.
Maskinens karakteristiska egenskap är håltagning placerade på samma axel, på parallella, vinkelräta eller placerade i godtyckliga vinklar, parallellt med spegeln av bordsaxlarna med hög noggrannhet både i geometri och i deras relativa position.
De viktigaste tekniska egenskaperna hos verktygsmaskinmodellen 2A459A F4
TILL jiggborrmaskin 2E440AF10

Vertikal enkelkoordinat borrmaskin. Designad för bearbetning av hål i ledare, fixturer och delar, när det är nödvändigt att uppnå hög noggrannhet i den relativa positionen för hålen som bearbetas.
På maskinen kan du även utföra märkning och verifiering av linjära mått och centrum-till-centrum-avstånd. Närvaron av en mekanisk rörelse av bordet och släden gör att du kan utföra lätt fräsarbete på maskinen.
Maskinen är utrustad med ett elektroniskt avläsnings- och mätsystem av typen "Digital indikering", frekvensomriktare av matningar och huvudrörelse, komplett med asynkronmotorer.
De viktigaste tekniska egenskaperna hos verktygsmaskinmodellen 2E440A F10
TILL jiggborrmaskin 2V440AF4
De viktigaste skillnaderna från koordinatborrningsmaskinen mod. 2E440AF10är: större storlek bord, ökad rörelse av bordet och släden, invändig spindelkona - (spec. 5°) .
Inom olika områden produktionsverksamhet utrustning som en jiggborrmaskin används ofta. Denna utrustning används oftast inom metallurgisk industri, maskinbyggande. Huvudsyftet med denna grupp av maskiner är ytbehandling av metall, att utföra sådana operationer med arbetsstycken som borrning, stansning av hål, försänkning och många andra operationer.
Enhet jigg borrmaskin
Faktum är att en jiggborrmaskin utför absolut alla funktioner som konventionella maskiner gör, men dess fördel är att sådan utrustning utför alla åtgärder med en hög grad av noggrannhet. Sådan noggrannhet av bearbetning av delar av maskinen uppnås genom att denna utrustning är utrustad med alla typer av element av optisk, mekanisk och automatisk natur.
Detaljer om en jiggborrmaskin kan bearbetas både seriellt och singel, det beror på vilken typ av företag där denna utrustning fungerar.
Huvudarbetselementet för denna utrustning, som i andra svarvar, är spindeln, som kan placeras i maskinen, både i horisontellt och vertikalt läge. På själva spindeln är alla typer av verktyg redan fästa, med vilka arbetet kommer att utföras. Sådana arbetselement kan till exempel vara en skärborrstång, försänkningar, borrar och fräsutrustning.
Hittills är de vanligaste sådana jiggborrmaskiner som utför arbete med hjälp av numeriska programstyrning, låter denna utrustning dig utföra allt arbete med hög noggrannhet och minimerar kostnaden för personal som servar maskinen.
Typer av jiggborrningsmaskiner
Koordinatborrmaskiner klassificeras i en- och dubbelkolumnmaskiner. Funktionsprincipen för dessa maskiner är liknande och är som följer. Arbetsstycket för dess efterföljande bearbetning är fixerat på bordet, vilket utförs i ett koordinatplan för att uppnå största noggrannhet vid bearbetning av delen. Själva verktyget, nödvändigt för specifika typer av arbete, är fixerat på spindelelementet. Själva spindeln ställs in med hjälp av tabellens koordinater, för exakt kontakt med arbetsstycket under bearbetning. För att göra detta flyttas bordet tills det är installerat exakt som jobbet kräver.
De främsta fördelarna med att använda jiggborrmaskiner är att de är utrustade med speciella korrigeringsanordningar som möjliggör minimering av fel vid bearbetning av arbetsstycken. Själva räkningen av koordinaterna sker automatiskt, med hjälp av en optisk anordning, som mäter de nödvändiga värdena för inställning av arbetsstycket.
Egenskaper för jiggborrningsmaskin
Denna utrustning har utmärkta vibrationsmotståndsegenskaper, vilket gör det säkert att arbeta på sådan utrustning. Förutom denna egenskap direkt påverkar noggrannheten med vilken utrustningen kommer att fungera.
Huvudarbetsenheten för denna utrustning inkluderar sådana element som ställningar, en travers, själva borrhuvudet, en spindelanordning och ett arbetsbord. All utrustning är monterad på en solid stålram, som är en stabil plattform med stor massa, vilket säkerställer dess orörlighet under arbetet.
Jiggborrmaskinen är en utrustning hög nivå dessutom är den mångsidig i drift. Maskinen kan även utföra sådant arbete som ytfräsning, liksom maskinen kan användas för att kapa ändar och markera arbetsstycket. Således, med denna utrustning, kan du undvika extra kostnader för inköp av extra arbetsverktyg, eftersom den här maskinen utför en mängd olika funktioner.
Information om tillverkaren av jiggborrmaskinen 2V440A
Tillverkare av jiggborrmaskin 2B440A Kuibyshev Plant of Coordinate Boring Machines, Stan-Samara CJSC grundades 1963.
Historien om Kuibyshev-fabriken med koordinerade borrmaskiner går tillbaka till 1963, när den första etappen av detta företag togs i drift. Anläggningens unga team behärskade på kort tid produktionen av högprecisionsmaskiner och producerade redan 1966 flera hundra av dem.
Anläggningen upphörde att existera 1991, och dess produktionsområden flera verktygsmaskiner har öppnats, som fortsätter att tillverka jiggborrmaskiner, är engagerade i deras reparation och modernisering. Anläggning av jiggborrmaskiner "Stan-Samara" CJSC, Samara Research and Production Enterprise av jiggborrmaskiner, CJSC, "Stankoservis" LLC, etc.
Koordinera tråkmaskiner. Allmän information
Synonymer: jiggborrmaskin, jiggborrmaskin.
Jigborrmaskiner är designade för att bearbeta hål i ledare, fixturer och delar som kräver hög precision. relativ position hål (inom 0,005 - 0,001 mm), utan användning av verktyg för att styra verktyget.
Dessa maskiner kan användas för borrning, borrning, försänkning och brotschning av hål, finfräsning av gavlar, mätning och kontroll av delar samt märkningsarbeten.
Maskiner kan användas för att bearbeta hål i ledare, fixturer och delar som kräver hög noggrannhet i hålens relativa läge. Tillsammans med borrning kan märkning och kontroll av linjära dimensioner, i synnerhet centrum-till-centrum-avstånd, utföras på maskiner. Med hjälp av de roterande borden och andra tillbehör som medföljer maskinen är det också möjligt att bearbeta hål specificerade i det polära koordinatsystemet, lutande och inbördes vinkelräta hål och bearbetning av ändytor.
Koordinatborrmaskiner är designade för att bearbeta hål med exakt placering av sina axlar utan användning av markeringar. Noggrannheten för placeringen av hålen uppnås på dessa maskiner i intervallet 0,005-0,001 mm. Dessa maskiner kan användas för borrning, brotschning, försänkning, borrhål och ytfräsning (fräsning utförs sällan). Koordinatborrmaskiner används också för att mäta och kontrollera delar, för exakt märkningsarbete.
Koordinatborrmaskiner används oftare i verktygs- och experimentaffärer.
Koordinatborrmaskiner är enkel- och dubbelkolumn.
Maskiner med en kolumn har ett korsbord utformat för att flytta arbetsstycket i två inbördes vinkelräta riktningar.
Maskiner med två kolumner har ett bord placerat på sängens guider. Bordet flyttar arbetsstycket som placeras på det endast i riktning mot x-koordinaten. Rack är placerade på båda sidor av sängen, en tvärbalk är placerad på dem, på styrningarna som det finns ett spindelhuvud. När huvudstocken rör sig längs tvärstångens styrningar, rör sig spindelaxeln i förhållande till produkten installerad på bordet i riktning mot den andra koordinaten y. För att höja eller sänka huvudstången flyttas tvärstången uppåt eller nedåt längs rackguiderna. I alla typer av jiggborrmaskiner bearbetas hål med vertikal spindelmatning med fast spindelhuvud och bord.
För att få ett mer exakt avstånd mellan hålens mittpunkter bör jiggborrmaskiner installeras i separata rum, där det alltid är nödvändigt att hålla en konstant temperatur på +20 ° C med en avvikelse på högst ± 1 °.
Mätningen av avståndet mellan hålens axlar kan utföras med:
- stela och justerbara gränsmått som används i kombination med indikatoranordningar
- precisionsblyskruvar med lemmar och nocken
- exakta skalor i kombination med optiska instrument
- induktiva genomgående skruvsensorer
Enligt den första metoden mätt med en uppsättning mätblock och en mätare. De är placerade mellan ett rörligt stopp monterat på ett bord och ett indikatorstift monterat på ett fast stativ.
Enligt den andra metoden mätt med precisionsgjorda blyskruvar, som är utformade för att flytta bordet och andra delar. Mängden rörelse räknas av en lem med en vernier. För att eliminera ledskruvsfel används ofta korrigeringslinjaler, som genom ett spaksystem ger ytterligare rörelse av bordet.
Mätningen räknas enligt den tredje metoden i en mycket exakt skala observerad genom ett mikroskop. Skalan är ett spegelstålskaft med en tunn spiralrisk applicerad på sin yta med ett steg t = 2 mm eller i form av en platt spegelskala. Fördelen med denna mätmetod är att det inte finns något slitage på spegelskaftet eller spegelskalan, som inte används för att flytta bordet.
Fjärde mätmetoden med induktiva skruvsonder ger möjlighet till fjärrkontroll och mindre tröttsam observation av pilen och skalan på den elektriska indikatorn.
2V440A Koordinatborrmaskin. Syfte och omfattning
Maskinen är konstruerad för att bearbeta hål i ledare, fixturer och delar med exakt placering av axlarna, vars mått är angivna i ett rektangulärt koordinatsystem.
Tillsammans med borrning, borrning, lätt (fin) fräsning, märkning och kontroll av linjära dimensioner, i synnerhet centrum-till-centrum-avstånd, kan utföras på maskinen. Maskinen är försedd med roterande bord, vilket gör det möjligt att bearbeta hål specificerade i det polära koordinatsystemet, lutande och inbördes vinkelräta hål och vridande ändplan.
Maskinen kan borra hål upp till 40 mm i diameter, markera exakta mallar, kontrollera linjära dimensioner och centrum-till-centrum-avstånd, samt utföra lätt fräsarbete, för vilket mekanisk matning av bordet och släden tillhandahålls.
Enligt dess layout hör denna maskin till enkoordinatborrningsmaskiner med ett korsbord, med ett spindelhuvud som rör sig längs de vertikala styrningarna på det L-formade stället.
Maskin 2V440A har ett rektangulärt bord med längsgående och tvärgående rörelse. Spindelhuvudets justeringsrörelse tillhandahålls.
Bordets arbets- och accelererade rörelse utförs oberoende i längsgående och tvärgående riktningar av asynkrona elektriska drivningar med ett brett regleringsområde.
Spindelmatningarna är steglöst variabla med en friktionsvariator. Det finns en mekanism för automatisk avstängning av spindelmatningen på ett givet djup.
Maskinen används för arbete i verktygsbutiker (bearbetning av ledare och fixturer) och i produktionsverkstäder för exakt bearbetning av delar utan specialutrustning.
Exakt inställning av bordet till en given koordinat görs manuellt, med en handratt.
Med hjälp av de roterande borden och andra tillbehör som medföljer maskinen är det möjligt att bearbeta hål specificerade i det polära koordinatsystemet, lutande och ömsesidigt vinkelräta hål och vridande ändplan.
Maskinen har ett antal tillbehör som underlättar arbetet (centrumsökare, verktygshållare etc.) och ett horisontellt roterande bord.
Maskinen är utrustad med ett universellt roterande bord, som gör det möjligt att bearbeta hål, vars axlar är inställda i det polära koordinatsystemet, med avläsning av vinklarna längs lemmarna, för att dela med hjälp av delande skivor; maskinlutande hål.
Maskinen är utrustad med en optik mätinstrument med planglaslinjemått och skärmoptik med spiralmikrometer.
Drivningen av huvudrörelsen - från den reglerade elektriska motorn av en likström. Hastigheterna regleras enligt g - e-systemet (generator - motor, Leonard-system) i intervallet 4:1.
För att ändra hastighetsområdet som ges av motorn med variabel hastighet, använd enkel låda hastigheter.
Maskinens topplager har endast en justeringsrörelse. För att flytta hylsan används en ansluten drivenhet med steglös växling av matningar. För att driva bordets och slädens rörelser används DC-elmotorer med steglös hastighetsreglering från EMU, till vilka de är seriekopplade.
I denna maskin är inte bords- och släddrevet utformat för att automatisera exakta koordinatinställningar, eftersom det inte ger de nödvändiga låga bords- och slädens rörelsehastigheter för detta.
Maskinen används i verktygs-, maskinbyggnads- och instrumentverkstäder för bearbetning av arbetsstycken för delar av enkel- och serieproduktion.
Bordets arbets- och accelererade rörelse utförs oberoende i längsgående och tvärgående riktningar av asynkrona elektriska drivningar med ett brett regleringsområde, vilket gör det möjligt att öka maskinens styvhet och produktivitet under fräsning.
Exakt inställning av bordet till en given koordinat görs manuellt, med en handratt. Maskinen är utrustad med en digital indikeringsanordning, som gör det möjligt för operatören att ställa in koordinater med en upplösning på 0,001 mm i två inbördes vinkelräta riktningar.
Spindeln roteras från kontrollerad elektrisk drivning växelström genom en treväxlad växellåda. Spindelmatningarna är steglöst variabla med en friktionsvariator. Det finns en mekanism för automatisk avstängning av spindelmatningen på ett givet djup.
Maskinen är försedd med klämmor för bord, släde och spindelhuvud.
Maskinnoggrannhetsklass A enligt GOST 8-71.
Beskrivning av maskinen
Maskinens bas är en lådformad säng med invändiga förstyvningar. Sliden rör sig längs ramens rullstyrningar i tvärriktningen, längs vars rullstyrningar bordet rör sig i längdriktningen.
Fastsättningen av bordet och sliden i arbetsläge utförs av handtag, som blockerar arbetsmatningarna med hjälp av gränslägesbrytare. Den automatiska matningsavstängningen sker också i extrema positioner bord och slädar.
En gjuten ställning är installerad på ramen, på vilken växellådan är monterad.
En spindellåda balanserad av en motvikt rör sig längs rackens vertikala styrningar. Motvikten sitter i stativet och är kopplad till spindelboxen med kablar.
Spindellådan innehåller en borrspindel, en axiell matningsmekanism, en anordning för att skära av matningen på ett givet djup och en exakt manuell inmatning.
Maskinen har en anordning för att arbeta med kylning.
Huvudtillbehör till maskinen
Maskintillbehören inkluderar: punktsökare, finmatningsverktygstolpe, universalverktygsstolpe, adapterhylsor, spännhylsahållare, borrchuck, fjäderkärna, inställningscentrum, indikatorhållare, hållare för slipning av små borrar och fräsar, borrstänger, skärverktyg, roterande tabeller.
Mittsökare med indikator består av en styrplatta 1 med ett avsmalnande skaft för infästning i spindeln och ett hus 2, på vilket indikatorn 3 och kontaktspaken 4 är fästa. Fjädern 5 skapar en kraft med vilken kontaktspaken trycks mot ytan för att kontrolleras. Kroppen rör sig längs stången och är fixerad på valfri plats beroende på radien vid vilken testet äger rum.
Mittsökaren används:
- för att rikta in hålets axel eller axeln för det cylindriska utsprånget på produkten med spindelns axel
- kontrollera parallelliteten mellan produktens plan och bordets plan (vinkelrätt mot planet för produkten av spindelaxeln)
- kontrollera parallelliteten mellan produktens vertikala plan och bordets rörelse i längsgående eller tvärgående riktningar
Center Finder Mikroskop installerad i spindelkonan.
För att ställa in produktens kant längs spindelns axel, används sikttorget fäst vid mikroskopet, som appliceras på produktens baskant. På kvadratens polerade horisontella plan appliceras en linje som exakt sammanfaller med det vertikala referensplanet, d.v.s. produktens baskant. Vid avstämning av produkten måste risken ligga mellan dubbelkorsets horisontella eller vertikala linjer.
Dorn-centersökare används för att ställa in produktens kant eller konvexa cylindriska yta på ett visst avstånd från spindelaxeln. En bricka 1 med en diameter av 20 mm pressas mot dornens nedre ände av en fjäder. Med stift 2 har brickan ett radiellt spel, vilket gör att den kan förskjutas i förhållande till dornens exakta hals 3. Den cylindriska halsen på dornen har ingen radiell utlopp och dess diameter är lika med brickans diameter. Om produktens kant vidrör brickan på ett avstånd av exakt 10 mm, då när spindeln roteras, kommer brickan att rotera utan att slå i förhållande till dornens hals. Vid minsta förskjutning av kanten uppträder ett märkbart slag av brickan. Installationsnoggrannheten når 0,005 mm.
Fjäderkärna designad för märkning på maskinen. Kärnhuvudet dras in inuti när den räfflade hylsan vrids. Vid slutet av rotationen av samma hylsa släpps anslaget och slår till under inverkan av en fjäder. Toppen av kärnan ska placeras ovanför den markerade ytan på ett avstånd av 5,5 mm.
Skivspelare– horisontell och universal levereras med maskinen som specialutrustning. Anordningarna för tabellernas uppdelningsmekanismer är desamma och ur kinematik synvinkel liknar universella delningshuvuden. Bord skiljer sig från varandra i storlek och tillgänglighet. universalbord lutningsanordningar för skivspelare
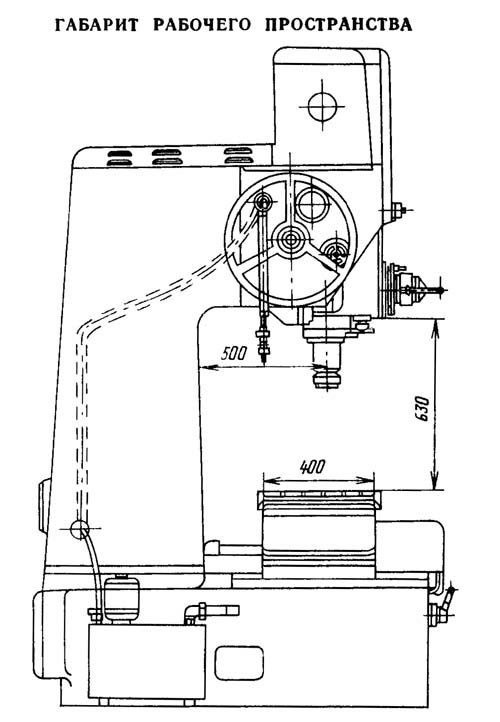
2V440A Mått på arbetsutrymmet för jiggborrmaskinen
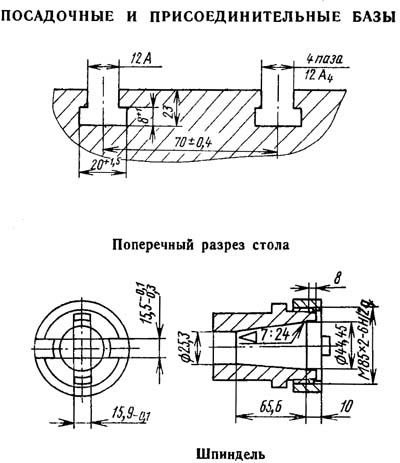
2V440A Landnings- och anslutningsbaser för en koordinatborrmaskin
2V440A Översikt över jiggborrmaskinen

2V440A Placering av maskinkontroller
Lista över maskinkontroller 2V440A
- handratt för nollställning av den tvärgående skalan
- slirhastighetsregulator
- ratt manuell rörelse glid
- svamp spiral mikrometer tvärgående skala
- skärmar och kontrollknappar
- slända
- hastighetsindikator
- amperemeter
- spindelhastighetsvarvmätare
- spindelmatningshastighetsindikator
- handtag för att stänga av och vända spindelmatningen
- handtag för fixering av spindellådan
- ratt för justering av spindelmatning
- spindel manuell matningsratt
- bordsfästehandtag
- längsgående skala spiral mikrometer svamp
- handratt för manuell förflyttning av bordet
- bordshastighetsregulator
- kälke
- slädefixeringshandtag
- handratt för nollställning av den längsgående skalan
- säng
- kuggstång
- växellåda
- spindellåda rörelsehandratt
- styrblock
- handratt för att växla hastighetssteg
- spindellåda
- handtag för att höja och sänka spindelhylsan
2V440A Kinematiskt diagram av maskinen
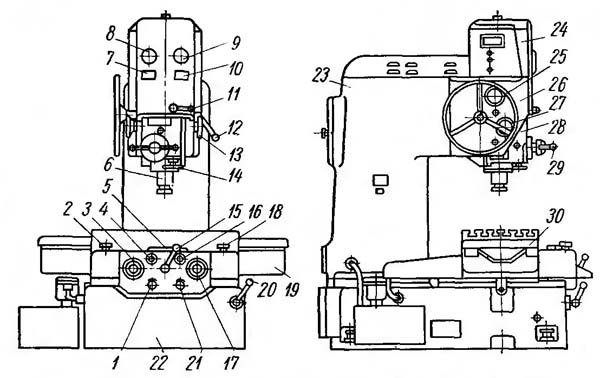
Maskinens bas är ramen 22 (fig. IX.1) lådformad med invändiga förstyvningar. Sliderna 19 rör sig längs ramens styrningar i tvärriktningen, vilka har samma styrningar i den övre delen, vinkelrätt mot ramens styrningar. Tabell 30 rör sig längs glidskenorna.
Bordet och släden rör sig längs rullande styrningar med rullar inneslutna i metallburar. Formen på styrningarna på både bordet och släden är densamma - en av styrningarna är V-formad, den andra är platt.
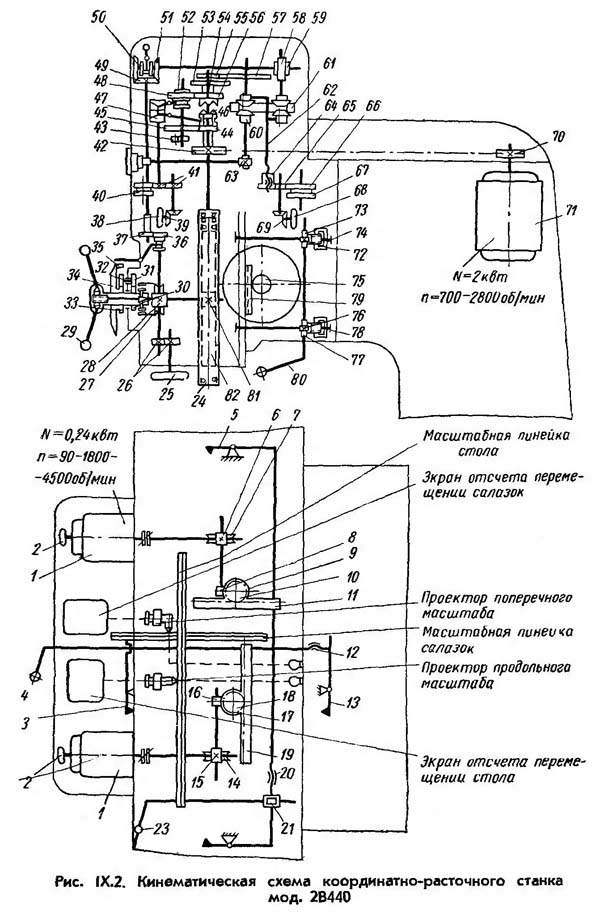
Bordet förflyttas av en likströmsmotor 1 (fig. IX.2, N - 0,24 kW, n = 3600 rpm med justerbar hastighet, genom en dubbel snäckväxel 14, 15, 16, 17, en kuggstångsväxel 18 och en skena 19 fast på maskinbordet.
Drivningen för att flytta släden 6, 7, 8, 9, 10 och 11 liknar drivningen för att flytta bordet, med den enda skillnaden att drivväxellådan monterad på släden rör sig med dem i förhållande till skenan 11 som är fäst på släden. ram
Genom att vrida handrattarna 2, som finns på axlarna till de elektriska motorerna 1 och visas på frontväggen av kontrollpanelen 3, 17 (Fig. IX, 1), kan du manuellt ställa in koordinaterna. Antalet varv för var och en av de elektriska motorerna 1 (Fig. IX.2) är justerbart i intervallet 50:1, vilket gör det möjligt att snabbt flytta bordet med en hastighet av 800 mm/min, fräsa plan och göra installationsrörelser med en hastighet av 16-320 mm / min.
Bordet fixeras genom att vrida på handtaget 4; i detta fall skruvar axelns ände, som slutar med en gänga, loss från muttern 12 och skapar en distanskraft mellan klämmorna 3 och 13.
Sliden är fixerad på samma sätt, men handtagets 23 rotation överförs till skruven genom de spiralformade kugghjulen 21. Skruven, som skruvas loss från muttern 20, skapar en distanskraft mellan klämmorna 5 och 22.
Noggrannheten i centrumavstånden för de bearbetade hålen, riktigheten av deras geometriska form och renheten i bearbetningen beror till stor del på utformningen av spindelenheten. I denna maskin är spindelns 5 radiella lager (fig. IX.3) enradiga rullager 3 och 4; lagret 4 är monterat med en lätt förspänning (3 - 6 mikron), och det övre lagret 3 är monterat med ett litet gap eller förspänning (±2 mikron). Axiella belastningar uppfattas av axialkullager 2. Spindeln 5 är låst med en mutter 1 och är ansluten till huvuddrivningen med en förbindande tandad (splined) axel 1 (fig. IX.4), vars övre ände går in i det tandade hålet på den ihåliga axeln 54 (Fig. IX.2 och IX.4), och det nedre - i det övre skårade (slitsade) hålet. En sådan anslutning avlastar spindeln från radiella krafter som kan uppstå på grund av felinriktning av spindeln och axeln 54 (fig. IX.4) på växellådan, eftersom axeln 1 passar ihop med dem med vissa luckor på ytor med liten längd. Spindelns totala längd är mindre, och dess övre ände går inte utöver växellådans dimensioner.
Borrspindeln 5 (fig. IX.3) drivs av en kontinuerligt variabel likströmsmotor 71 (fig. IX.2) (N = 2 kW, n = 700 ... 2800 rpm) genom en kilremstransmission 70 och 42 och treväxlad växellåda (fig. IX.2 och IX.4).
Det första - det lägsta - hastighetssteget av spindeln erhålls med följande växel: driven remskiva 42 av drivningen, växlarna 44, 45, 52 och 53. För att erhålla de andra - mellanstegshastigheterna är växlarna 52 och 53 urkopplad och hjulen 48 och 56 är i ingrepp. För att erhålla den tredje - högsta - hastighetsnivån är remskivan 42 ansluten till spindeln med hjälp av en kamkoppling 46 och en splinesaxel 54 (Fig. IX.2 och 4); kugghjul 48. 52, 53 och 56 är inte inblandade i arbetet. Inom vart och ett av dessa tre steg ändras spindelhastigheten steglöst på grund av den mjuka regleringen av hastigheten för elmotorn 71 i området 4:1.
Växlarna växlas med spakar, som i ena änden går in i spåren på styrtrumman 47 (fig. IX.2), som vrids av handratten 38 genom de koniska växlarna 39 och de cylindriska 41 växlarna. Samtidigt med rotationen av trumman 47 roterar skivan 40, på vilka siffror anbringas som indikerar varvintervallen som motsvarar varje steg i växellådan.
Matningsrörelsen utförs enligt följande kedja: kugghjulet 55 (fig. IX.2 och IX.4) roterar tillsammans med den ihåliga axeln 54 och driver hjulet 57, på vars axel sitter drivande konerna hos den glidande remskivan 60 hos den kontinuerligt variabla transmissionen. De drivna konerna som motsvarar dem roterar genom stålringen 61.
Med hjälp av handratten 68 (fig. IX.2) genom de koniska kugghjulen 69 och det cylindriska hjulet 65 vrider man kugghjulsmuttern 64 (fig. IX.2 och IX.4) och förflyttar därigenom i axiell riktning dragkraften 62 förknippad med övre drivning och nedre drivna koner steglöst variabel transmission. Därför är det möjligt att antingen sammanföra de drivande konerna och samtidigt skjuta isär de drivna konerna, och på så sätt öka rotationshastigheten för snäckan 59, eller, omvänt, skjuta isär de drivande konerna och föra samman de drivna konerna, och därigenom minska antal varv av masken. Detta gör det möjligt att steglöst ändra matningsmängden per varv på spindeln.
Matningshastigheten ställs in av trumman 67 (fig. IX.2), som roterar samtidigt med handrattens 68 rotation genom kugghjulen 65 och 66.
På axeln av snäckhjulet 58 (fig. IX.2 och IX.4), som drivs av snäckan 59, är två koniska hjul 51 (fig. IX.2) fritt installerade, ständigt i ingrepp med det koniska hjulet 49 Omkoppling av kopplingen 50 ger höger eller vänster vridning av snäckan 28. Således kan spindeln matas både nedåt och uppåt.
Snäckhjulet 27 är löst placerat på kuggstångens 81 axel, som är i konstant ingrepp med kuggstången 82 på hylsan 24 (fig. IX.2 och IX.3) på spindeln. Snäckhjulet 27 är anslutet till kugghjulets 81 axel med hjälp av en koppling monterad inuti snäckhjulet 27, vilken aktiveras med hjälp av ett dubbelt handtag 29 monterat på kugghjulets 81 axel. När kopplingen är avstängd, kuggstången och kugghjulets kugghjul 81 kan roteras direkt, vilket snabbt höjer eller sänker hylsan 24 på spindeln.
Manuell finmatning utförs av handratten 25 genom kugghjulen 26.
För att automatiskt stänga av arbetsmatningen vid uppnående av ett förutbestämt bearbetningsdjup som är inställt på skänkeln 34, frigör kammen 35 kugghjulet 36 från kugghjulet 37.
Frånkoppling inträffar när nollpunkten på lemmen sammanfaller med nollpunkten på nocken; för detta är lemmen fixerad i ett läge där divisionen som indikerar längden av det givna slaget på ärmen sammanfaller med nollpunkten på nocken. Noggrannheten för den resulterande storleken längs längden är 0,2-0,3 mm.
För att skänkeln 34 endast ska göra ett varv under spindelhylsans hela slag, finns en reduktionsväxel mellan kuggstångs- och kuggdrevsaxeln 81 och skänkeln, som består av kugghjulen 30, 31, 32 och 33.
Den inställda spindelhastigheten indikeras av en varvräknare, som drivs genom kugghjulen 55 och 57 (fig. IX.2 och IX.4) och spiralformade kugghjul 63 (fig. IX.2).
Från den mellanliggande axeln genom de cylindriska kugghjulen 43 mottar växelsmörjningspumpen rotation.
Spindellådan förflyttas manuellt längs de vertikala styrningarna med hjälp av handratten 25 (fig. IX.1) genom snäckväxeln, koniska hjul, kuggstångs- och kuggdrev 75 (fig. IX.2) och skenan 79, som är fixerad på spindellådans kropp.
Spindellådan 28 (fig. IX.1) är fixerad på prismatiska styrningar med hjälp av klämmor, som med hjälp av stänger och skruvar 74, 78 (fig. IX.2) tar emot rörelse från handtaget 80 genom kugghjulen 72 och 76 och kugghjul - muttrar 73 och 77.
2V440A Optiskt referenssystem för maskinkoordinater

Maskinens optiska anordning. Storleken på koordinatförskjutningarna mäts med hjälp av exakta glasskalor och en optisk anordning som möjliggör projicering med en stor ökning av bilden av repor och siffror på skalan, samt spiralmikrometerns rutnät på skärmen.
Maskinens optiska anordning består av två rörelseräknescheman: ett bord - i längdriktningen och en glid - i tvärriktningen.
I schemat för att räkna förskjutningar i längdriktningen är bordets skallinjal (se fig. IX.2) rörlig, som är associerad med den och rör sig med den i förhållande till det optiska systemet. I schemat för att räkna förskjutningar i tvärriktningen rör sig det optiska systemet i förhållande till den fasta skalstången på släden, som är fixerad på ramen.
Båda optiska scheman är desamma, och endast för bekvämligheten av layouten ingår prismor och speglar som ändrar strålarnas förlopp i det optiska schemat för den tvärgående skalan. Därför beaktas endast det optiska schemat för att räkna bordsrörelser nedan (Fig. IX.5, a).
Från glödlampan 1, genom kollektorn 2 och kondensorn 3, kondenserar strålarna i planet för skalstångens 5 slag. Linjalen 4 har inga repor och tjänar till att skydda planet för skalstångens slag från damm.
Strålarna passerar genom en glasskala 5 med delande risker och siffror tryckta på den; passerar genom linsen 6 och den planparallella plattan 7, ger de i planet för rutnätet hos den spiralformade okulära mikrometern 8 en bild av märken och siffror med en femfaldig ökning.
Passerar genom projektionsokularet 9 och säkerhetsglas 10 och reflekteras från de platta speglarna 11 och 13, projiceras bilden av skalstreckmärkena på skärmen 12 med en förstoring av 60x. Bråkdelen av storleken uppskattas på skärmen med hjälp av ett rutnät som projiceras på den • en spiralmikrometer (Fig. IX.5, b). Läspris 1 mk.
För att göra korrigeringar av avläsningen på skärmen, för att kompensera för felaktigheten i divisionerna av skalstängerna och för att eliminera det ackumulerade felet, har maskinens optiska avläsningssystem en korrigeringsanordning.
Korrigering utförs genom att vrida den planparallella plattan 7 (fig. IX.5, a) runt den horisontella axeln; i det här fallet förskjuts bilderna av slagen i skalstången i skärmens synfält med den mängd som krävs.
Plattan, installerad i loppet av den optiska enhetens strålar, roterar genom spaksystemet från korrigeringslinjalen, fixerad på bordet (eller ramen). Korrigeringslinjalen låter dig korrigera både ackumulerade och lokala fel i skalindelningar 5. För att korrigera ackumulerade fel ställs korrigeringslinjalen i en vinkel. Korrigering av lokala fel tillhandahålls av lämplig linjalprofilkurva.
En förskjutning av slagbilden på skärmen med 0,001 mm motsvarar att sänka eller höja spaken på korrigeringslinjalen med 0,2 mm.
Spiralmikrometer 8 har två galler - rörliga och fasta (Fig. IX.5, b). En dubbel arkimedisk spiral appliceras på det rörliga gallret, vars stigning är 0,5 mm; detta motsvarar 0,1 mm skala 5 (Fig. IX.5, a), vars bild är byggd i rutnätets plan med en femfaldig ökning.
I mitten av det rörliga rutnätet (fig. IX.5, b) finns en cirkulär skala med 100 avdelningar, som digitaliseras var femte avdelning. Det rörliga gallret roterar i förhållande till det fasta, på vilket indexet med en pil appliceras. Indexet är uppdelat i 10 divisioner (Fig. IX.5, c), som var och en är lika med stigningen för spiralen som appliceras på det rörliga gallret.
Indexets indelningar digitaliseras och, när den cirkulära skalan är inställd på noll mot pilen, är de i mitten av motsvarande varv av spiralen. Med ett helt varv av det rörliga gallret förskjuts spiralen i förhållande till det fasta indexet med ett steg, dvs med 0,1 mm. Den linjära rörelsen av spiralen ett steg motsvarar ett helt varv på ratten. Därför är priset på dess division \u003d 0,1 mm * 1/100 \u003d 0,001 mm \u003d 1 mikron. Således är den cirkulära skalan "mikron" och tjänar till att läsa hundradelar och tusendelar av en millimeter.
När man ställer in slaget på hundradelar och tusendelar mot pilen förskjuts spiralen med samma belopp i förhållande till indexdelningarna. När bordet (släden) flyttas flyttas de digitaliserade millimeterslagen på skalstången längs indexet.
Det rörliga nätet (fig. IX.5, b) är inbäddat i en ram, vars rotation kommuniceras genom ett system av kugghjul från svampen 16 (fig. IX.1).
För bekvämligheten med att räkna koordinaterna, tas den som den initiala positionen där mitten av bashålet för produkten fixerad på bordet är i linje med spindelaxeln. Vart i:
- rotera svampen 16, ställ in den cirkulära skalans noll mot målpilen
- genom att vrida handratten 21, ställ in bilden av närmaste millimeterslag i mitten av spiralen, indikerad med noll; skärmen kommer att se ut som den som visas i fig. IX.5, in
- Samma inställning görs på skärmen av tvärgående koordinater, för vilken svampen 4 roteras (fig. IX.1), och sedan handratten 1
- lägga till de initiala avläsningarna eller subtrahera från dem (beroende på rörelseriktningen) de givna dimensionerna, bestäm installationskoordinaterna för de längsgående och tvärgående rörelserna
- rotera svampen 16 (respektive svampen 4), ställ in hundradelar och tusendelar av bråkdelen av storleken på en cirkulär skala
- flytta bordet (släden) till ett läge där det digitaliserade millimeterslaget på skalan 5 (fig. IX.5, c) kommer att vara i linje med mitten av spiralen, indikerat med antalet tiondelar av bråkdelen av storlek som ställs in.
Vyn av skärmarna med de inställda måtten visas i fig. IX.5, in
På det här sättet, full storlek består av hela millimeter - digitalisering av skalstångens slag, tiondels millimeter - digitalisering av spiralen, hundradelar och tusendelar av en millimeter - avläsningar av den cirkulära skalan.
2V440A Elektriskt kretsschema för maskinen

- Elektriska motorer:
- D - spindeldrift
- SL - sladd
- ST - bord
- D1 - generator
- D2 - kylning
- D3 - rörelse av regulatorns reglage
- D4 - EMU elmotor
- 1 - generator
- Kontaktorer:
- 1K - elmotorer D1, D2, D4
- ЗК, 4К - steg-för-steg-start av elmotorns elmotor D
- 5K - bromsmotor D
- 1KB - slag "till höger" om elmotorn CT
- 1KH - slag "till vänster" om elmotorn CT
- 2KB - "Framåt" slag för elmotorn SL
- 2KN - slag "Baksida" av elmotorn SL
- Knappar:
- 1KU, 2KU - stoppa och starta elmotorn D
- ZKU, 4KU, 5KU, 6KU - stopp och bromsning, start, acceleration, inbromsning av elmotorn D
- 7KU - belysningsoptik fräshastighetsinställning
- 8KU - långsam spindelrotation
- Slaggränsbrytare:
- BK1 - spindel
- VK3, VK4, - tabeller till höger, till vänster; VK6, VK7 - framåt, bakåt
- VK8, VK9 Gränslägesbrytare för blockering: glid - regulatorns rotationsvinkel
- BK2, BK5 - klämbordssläde
- Omkopplare:
- BB - inledande
- VO - lokal belysning
- Lampor:
- 1LS, 2LS - signal
- 1LO, 2LO - belysning
- 1L, 2L - belysningsoptik
- LSh - skalslid för belysning
- Mellanreläer för att öka hastigheten på elmotorer: 1RP - ST; 2RP - SL
- 3RP - mellanrelä för att slå på belysningen av optiken;
- 4PT1 - spindel långsam rotationsrelä
- Tidsrelä: 1РВ - stegstart av elmotorn D; 2РВ - belysningsoptik
- 1RT, 2RT - termiska motorskyddsreläer
- 1PP, 2PP, ZPP, 4PP - säkringar
- 1С10-5С10 - justering av motstånd
- 1ST - start-bromsmotstånd för elmotorn D
- OVG, OVD, OVST, OVSL - shuntlindningar för generatorn och elmotorerna L, ST, SL
- SOG, SOD, OVS - serielindningar av generatorn och elmotorerna D och D3
- ShR - motormagnetiseringsregulator D
- C - stabiliserande kondensator
- 1TP, 2TP - nedtrappningstransformatorer
- 1PO, 2PO - varvtalsregulatorer för ST- och SL-motorer
- 1B, 2B - voltmetrar (de har en gradering av rörelsehastigheten för bordet och släden)
- OU-1 och OU-11 - EMU-styrlindningar
- SV - selenlikriktare
- AT - magnetiseringsregulator autotransformator ShR
- KO - kompensationslindning EMU
- ShKO - EMU-kompensationslindningsshunt
- 1SD, 2SD, ZSD, SDV - ytterligare motstånd
2V440A Schematiskt diagram
Maskinens elektriska krets inkluderar elektriska drivenheter: spindel, bord och släde av kylsystemet, och ger dessutom belysning av maskinens optik, blockering och skydd i olika driftslägen för enskilda enheter.
Borrspindelns rotation, bordets och slidens rörelse är gjorda av DC-motorer, och kylpumpen drivs av en asynkronmotor.
För att driva spindeldrivmotorn finns en generatormotor och för bords- och slädemotorer en elektrisk maskinförstärkare.
Maskinspänning levereras av en paketomkopplare BB; samtidigt är ratten på växellådan upplyst med lampor 1LS och 2LS.
Spänningen till magnetiseringslindningarna för elmotorn D och generatorn G tillförs från selenlikriktaren CB, till magnetiseringslindningarna för motorerna ST och SL från generatorn G.
Slår på generatorn och EMU. När 2KU-knappen ("Generator") trycks in, slås 1K-kontaktorn på, vilket startar elmotorerna: D1 - generatordrift; D4 - elektrisk maskinförstärkare; D2 - kylsystem (när 1РШ-uttaget är på).
Spindeldrift. Den elektriska kretsen ger inkludering av rotation, dess deaktivering med och utan bromsning, steglös förändring av antalet varv, såväl som långsam rotation med en "krypande" hastighet.
Första stegets spindelstart. När 4KU-knappen ("Spindelstart") trycks in ansluter ZK-kontaktorn spindelrotationsmotorn D till generatorn genom 1:A start-bromsmotståndet.
Andra stegets spindelstart. Samtidigt med att man trycker på 4KU-knappen får den ström från 1РВ-tidsreläet och slår på 4K-kontaktorn med en tidsfördröjning, som stänger av tidsreläet och shuntar 1ST-motståndet.
Långsam spindelrotation. 8KU-knappen ("Spindel långsamt") sätter på motorns långsamma rotation (40-60 rpm) för att erhålla en "krypande" spindelhastighet, vid vilken produkten riktas in med hjälp av en centrumsökare. Samtidigt slås 4RP-reläet på, ATS-motorns excitationslindning är ansluten till full spänning och OVG-generatorns excitationslindning är ansluten genom motståndet 1SD. För att eliminera hastighetsfluktuationer shuntas serielindningen av SOG-generatorn.
Ändring av spindelhastigheten. Antalet varv för elmotorn D inom pp \u003d 700; nmax = 2800 rpm regleras av en shuntregulator; genom att trycka på knappen 5KU (“Snabb”) eller 6KU (“Långsam”) slås kollektorns växelströmsmotor Dz på i en eller annan riktning, vilket, genom att flytta skjutreglaget på ShR-regulatorn, inför mer eller mindre motstånd i excitationslindningen för spindelmotorns ATS.
Gränslägesbrytare VK8 och VK9 begränsar regulatorns rotationsvinkel i ytterlägena och stänger av motorn D3.
Spindelbromsning. När ZKU-knappen är helt nedtryckt slås 5K-kontaktorn på och samtidigt stängs ZK- och 4K-kontaktorerna av.
Med ZK-kontakterna kopplas motorns D ankare från strömförsörjningen, och med 5K-kontakten slås ankaret på med ett motstånd på 1ST, vilket i detta fall är en broms. ATS:ns magnetiseringslindning slås på vid full spänning. Intensiv dynamisk bromsning av elmotorn sker, som fortsätter tills ZKU-knappen trycks in eller tills ankaret stannar. Att stoppa elmotorn D utan bromsning utförs genom att ofullständigt trycka på ZKU-knappen, där kontaktorerna ZK och 4K stängs av, men 5K stängs inte av.
Elektrisk drivning av bord och släde. Kopplingsschema maskinen tillhandahåller följande arbete: inställning av koordinater; arbetsmatning av bordet och släden under fräsning och deras snabba rörelse. Bordsrörelse och vagnrörelse kan endast ske separat.
Långsam rörelse av bordet och släden. Starten av de elektriska motorerna i ST-bordet och SL-sliden utförs genom att rotera motsvarande regulatorer 1RO och 2RO i en eller annan riktning. I detta fall är magnetstartare 1KB, 1KN eller 2KB, 2KN påslagna. Styrlindningen på EMU OU-11 är kopplad till skillnaden i drivspänningen från hastighetsregulatorn 1RO eller 2RO och EMU-spänningen (negativ spänningsåterkoppling).
2A430 jiggborrmaskin. Video.
Tekniska egenskaper hos koordinatborrmaskinen 2V440A
| Parameternamn | 2E440A | 2V440A |
|---|---|---|
| Maskinens huvudparametrar | ||
| Noggrannhetsklass (N, P, V, A, C) | MEN | MEN |
| Bordets arbetsyta, mm | 710 x 400 | 800 x 400 |
| Största borrdiameter i stål 45, mm | 25 | 25 |
| Största borrdiameter i stål 45, mm | 250 | 250 |
| Det minsta och största avståndet från spindelns ände till bordet, mm | 158..630 | 125..585 |
| Avstånd från spindelaxeln till kuggstången (spindelöverhäng), mm | 500 | 500 |
| Headstock | ||
| Spindelhastighet (b/s-reglering), rpm | 50...2000 | 50...2000 |
| Gränser för arbetsmatningar för spindelhylsan per ett varv av spindeln, mm / varv | 0,03...0,16 9 steg |
0,03...0,16 9 steg |
| Spindelns största vertikala rörelse (slag) (manuell, mekanisk), mm | 210 | |
| Största vertikala rörelsen hos huvudet (justeras för hand), mm | 250 | |
| Spindel inner kona (inner kona) special | № 40 7:24 | 5 |
| Största avsmalningen av verktyget som ska spännas fast | Morse 4 | Morse 4 |
| Fästa spindellådan på skenorna | manuell | manuell |
| Skrivbord | ||
| Bordets största rörelse (längsgående / tvärgående), mm | 630 x 400 | 710 x 400 |
| Antal T-platser på bordet | 5 | 5 |
| Värdet på den accelererade rörelsen av bordet och släden, mm / min | 1600 | 800 |
| Gränser för arbetsmatningar av bord och släde under fräsning, mm/min | 20..315 | 16..800 |
| Den största massan av den bearbetade produkten, kg | 320 | 320 |
| Maskinnoggrannhet | ||
| Priset för att dela upp rasternätet för inställning av koordinaterna, mm | 0,001 | 0,001 |
| Koordinatinställningsnoggrannhet, mm | 0,005 | 0,005 |
| Noggrannheten för avstånden mellan axlarna för de hål som borras på maskinen, mm | 0,008 | 0,008 |
| Borrad diameter noggrannhet (diameterkonstans), mm | 0,004 | 0,004 |
| Matningsmekanism överbelastningsskydd | äta | äta |
| Drivenhet | ||
| Antal elmotorer på maskinen | 5 | 5 |
| Huvuddriven elmotor, kW | 4,5 | 2 |
| Elmotor för bordsrörelsedrivningen, kW | 0,245 | 0,245 |
| Den elektriska motorn för drivningen av rörelse av en släde, kW | 0,245 |
Vi rekommenderar också
 Byte av strömförsörjning: reparation och förfining
Byte av strömförsörjning: reparation och förfining
 Fjärrkontroll av ljus
Fjärrkontroll av ljus
 Simlektioner för förskolebarn
Simlektioner för förskolebarn
 Anteckningar för befälhavaren - hemhushållslarm
Anteckningar för befälhavaren - hemhushållslarm
 Klockpropeller på Atmega8
Klockpropeller på Atmega8
 Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar
Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar