Utveckling av program för cnc. Utveckling av ett styrprogram för en verktygsmaskin med numerisk styrning
Information om ordningen för bearbetning av produkten på maskinen anges ruta för ruta. RAM är en del kontrollprogram, inmatad och bearbetad som en enda enhet och som innehåller minst ett kommando.
I varje bildruta spelas bara in den del av programmet som ändras i förhållande till föregående bildruta.
En ram består av ord som definierar syftet med den data som följer dem.
Till exempel:
N3 - sekvensnummer för ramen
G02 - förberedande funktion
(G01 - rör sig i en rak linje till en punkt
G02,G03 - cirkulär interpolation medurs eller moturs)
X - Koordinater för rörelsens slutpunkt längs axlarna, Y - (till exempel X + 037540 (375,4 mm)
Bågcentrumkoordinater i cirkulär interpolation
F4 - matningskod (t.ex. F0060 (60mm/min)) S2 - spindelhastighetskod T2 - verktygsnummer
M2 - hjälpfunktion (verktygsbyte, bordsbyte, kylströmbrytare på, arbetsstyckets fastspänning...).
L3 - ange och avbryt korrigering av geometrisk information.
LF - ramslut.
För att skapa ett program för att flytta maskinens arbetskroppar är det nödvändigt att associera ett visst koordinatsystem med det. Z-axeln väljs parallellt med axeln för maskinens huvudspindel, X-axeln är alltid horisontell. Vid sammanställning av ett program används begreppen noll, initial och fixpunkter.
Förberedelse av kontrollprogrammet inkluderar:
1. Analys av ritningen av delen och valet av arbetsstycket.
Val av en maskin enligt dess tekniska kapacitet (dimensioner, interpolationsförmåga, antal verktyg etc.).
Utveckling teknisk process deltillverkning, urval skärverktyg och skärförhållanden.
4. Val av detaljens koordinatsystem och utgångspunkt för verktyget.
5. Val av metod för att fixera arbetsstycket på maskinen.
Ställa in referenspunkter, bygga och beräkna verktygets rörelse.
Informationskodning
Att skriva ett program till en programbärare, redigera och felsöka det.
Användningen av CNC-maskiner har avsevärt förvärrat problemet med att använda en person i en produktionsmiljö. Gör allt
 åtgärder för tillverkning av en del av en verktygsmaskin i automatiskt läge lämnade personen med det svåraste och mest okreativa arbetet med att installera och ta bort arbetsstycken. Därför, samtidigt med utvecklingen av CNC-verktygsmaskiner, pågick arbetet med att skapa system som kan ersätta en person när man utför specifika åtgärder som kräver användning av "MANUELL" arbetskraft.
åtgärder för tillverkning av en del av en verktygsmaskin i automatiskt läge lämnade personen med det svåraste och mest okreativa arbetet med att installera och ta bort arbetsstycken. Därför, samtidigt med utvecklingen av CNC-verktygsmaskiner, pågick arbetet med att skapa system som kan ersätta en person när man utför specifika åtgärder som kräver användning av "MANUELL" arbetskraft.
Fräsmaskin och fleroperationsmaskin (bearbetningscenter) med numerisk programledning
3.3 Industrirobotar
Industrirobot (IR) är en mekanisk manipulator med programstyrning.
En manipulator är en mekanisk anordning som imiterar eller ersätter mänskliga händers handlingar med ett produktionsobjekt.
Industrirobotar är indelade i tekniska (förändring
objektets egenskaper) och transport.
Den tekniska roboten utför svetsning, transportroboten flyttar arbetsstyckena till bearbetningszonen.
Efter bärförmåga delas in i:
 Objektvikt ultralätt upp till 1 kg lätt 1-10 kg medium 10-100 kg tung 100-1000 kg extra tung över 1000 kg
Objektvikt ultralätt upp till 1 kg lätt 1-10 kg medium 10-100 kg tung 100-1000 kg extra tung över 1000 kg
Ultralätta robotar sätter ihop enheten, en tung robot flyttar stora arbetsstycken.
PR är också uppdelade enligt antalet frihetsgrader för arbetskroppen, enligt CNC-systemet (stängt och öppet, kontur och position, CNC, DNC, HNC).
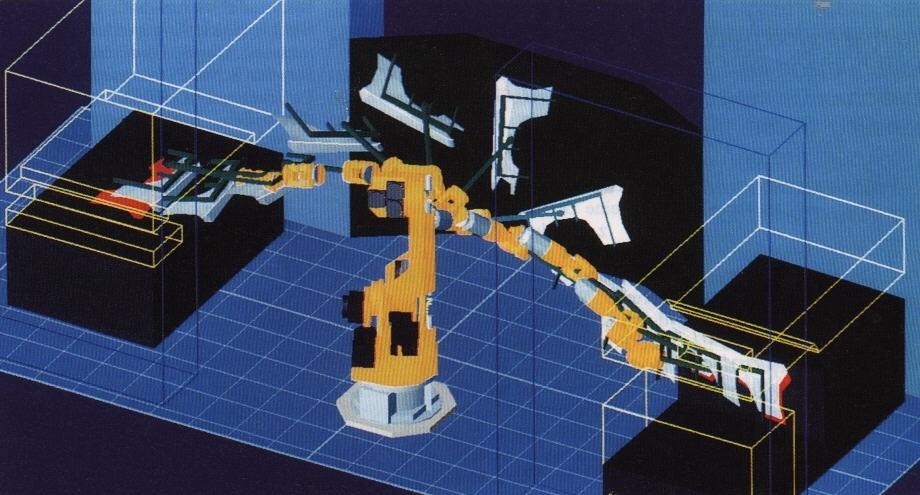
Transportrobotens serviceområde och arbetsstyckets rörelsebana
För närvarande bred användning tagit emot transportrobotar som lastar processutrustning, levererar ämnen från lagret och transporterar delar till lagret. Vid tillverkning av stämplingsoperationer levererar transportrobotar ämnen till stämpeln och tar bort dem.
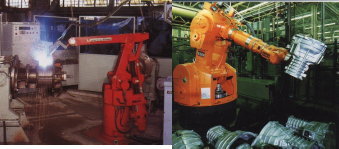
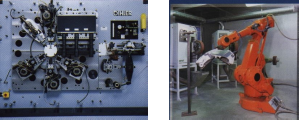
Robotar som svetsar bilkarosser och målar dem har utbredd användning. Robotar används vid montering av elektronisk utrustning, klockor och andra enheter.
Tillsammans med teknisk utrustning med CNC-system utgör industrirobotar grunden för komplex produktionsautomation.
Robotar svetsar bilkarosser och installerar träpaneler till bearbetningsmaskinen (exempel på robotapplikationer)
![]()
Testfrågor:
1. Vilka CNC-system låter dig bearbeta sfäriska ytor på svarvar?
2. Vilka CNC-system ska användas på borrmaskiner?
3. Med hur många koordinater är interpolation möjlig vid bearbetning av arbetsstycken på svarvar? - på fräsmaskiner?
4. Vad är skillnaden mellan cykliska programstyrsystem och CNC-system?
5. Vilka funktioner utför industrirobotar?
Exempel på frågor om testkontrollkortet.
I vilka operationer är det lämpligt att använda CNC-system med konturkontroll?
MEN). Vid vändning av stegade rullar.
B) . Vid fräsning av ytor med dubbel krökning.
PÅ). Vid bearbetning av hål i kretskort.
Vilka typer av robotar används för att måla komplexa delar? MEN). Teknologisk med konturkontroll.
B). Stor storlek med positionskontroll.
PÅ). Transport med konturkontroll.
Generellt anser jag att det inte är UE som ska utvärderas i monetära termer, utan tekniken som introduceras i produktionen. Det tar några sekunder att få NC, att sätta bearbetningsstrategier i CAM är inte heller lång tid, men lejonparten av tiden läggs på uppgiftsanalys: studie av designdokumentation, maskinpark, verktygsbas, utveckling/tillverkning av fixturer (eller USP-montering), val av skärlägen, utkast vägkarta(och dess samordning med andra produktionsanläggningar) eller analys av en befintlig färdvägskarta, upprättande av en uppställningskarta, koordinering av resultaten med kunden, med hänsyn tagen till dennes önskemål om maskintid/verktygskostnad/verktygslivslängd/slutresultat "från under maskinen". Här, i enlighet med dessa (och många andra faktorer), väljs lämpliga strategier i CAM och motsvarande UE erhålls. Glöm inte heller sannolikheten för förändringar som dyker upp i produktionsprocessen. Och glöm inte ansvaret för timing och integritet för utrustning och dyra verktyg, arbetsstycken etc.Frågan uppstod: vad är det adekvata priset för ett skriftligt program för att bearbeta en specifik del? Jag sökte på Internet - det finns många erbjudanden, men priserna meddelas inte. Kan någon berätta för mig priserna, det skulle vara trevligt att ha priser beroende på delens komplexitet eller efter vilka kriterier man ska utvärdera ditt arbete. Det är också möjligt att du kommer att behöva ta itu med maskinerna, och sedan utbilda operatören, vilket pris att kräva för detta? Säg mig, jag vet inte ens mig själv. =\
P.S. Rätta rubriken på ämnet, annars hittar jag det inte själv =\
Personligen kan jag säga om mig själv att vid distansarbete kommunicerar jag med kunden ungefär enligt följande princip. Baserat på beräknad tid för att slutföra arbetet. Jag multiplicerar det med 2 (med hänsyn till oförutsedda omständigheter från kundens sida). Jag multiplicerar den mottagna tiden med 100 USD/dag. Jag multiplicerar med komplexitetsfaktorn (jag tar hänsyn till arbetets komplexitet, priset på arbetsstycket, verktyg etc. samt nyttan som kunden får av mitt arbete). Jag tar hänsyn till arten av relationen med kunden (om kunden är pålitlig och bevisad ger jag rabatt). Jag brukar multiplicera termen för utförandet av arbetet med 2 till (detta går inte in i betalning, eftersom detta är en term för oförutsedda omständigheter från min sida). Jag meddelar för kunden beloppet och villkoren, och förklarar även noggrant vilka tjänster som ingår i detta belopp (för att undvika missförstånd).
Om frågan om kursavgifter: kontor som tillhandahåller sådana tjänster, veckovis grundkurs ta runt 30k.r. från en person. Från detta belopp och bli vägledd.
Företag som producerar CNC-system följer ISO-standarden, men tillåter ofta avvikelser. Detta beror på mikrodatorns "svaghet" i implementeringen av multiparametriska tekniska kommandon (till exempel att byta verktyg). Därför, när man kompilerar program för ett specifikt CNC-system, är det nödvändigt att fokusera på "Användarmanualen", som ingår i dokumentationsuppsättningen för programmeringsmaskinen.
ISO-7bitarskoden definierar ett tecken som ett sjubitars binärt tal. Om antalet hål på det stansade bandet som definierar bitarna i detta tecken är udda, så kompletterar DPD (databeredningsanordning) automatiskt kodningen av detta tecken med ett hål på det åttonde spåret - en paritetsbit. För EIA-koden (Amerika, Japan) är det åttonde spåret kontrollen för det udda antalet hål.
I UE är rörelsen programmerad, definierad av koordinataxlarna X, Y, Z, eller rotation runt dem, respektive A, B, C (till exempel rotationen av maskinbordet). Brev U, V, W definierar de sekundära rörelsefunktionerna parallellt med X-, Y- respektive Z-axlarna.
UE är en sekvens av numrerade meningar som kallas ramar. Ramnumret är en etikett med vilken du kan hitta den önskade ramen för att redigera den eller starta NC från denna ram. Vid konstruktion av UE:n registreras endast informationen som ändras med avseende på föregående del av programmet i ramarna.
Ramen är uppbyggd av ord. Varje ord har en adress (en av de latinska bokstäverna) och ett decimaltal. Decimal nummer skrivs i ett ord enligt ordformatet. PÅ moderna system siffror skrivs vanligtvis med en decimalkomma, dock är det nödvändigt att förtydliga sifferformatet enligt användarens instruktioner för en viss maskin (det finns CNC-system där ordformatet bestäms av en parameter lagrad i CNC RAM).
I slutet av blocket skrivs LF-tecknet (vagnretur). Till exempel: N10 G90 X10,2 Z-100 (LF) I block nr 10 definieras en rörelse i absolut referenssystem (G90), till en punkt med koordinater (10.2, -100). LF-karaktären kan bara ses på hålband, den är osynlig på displayen. Det är inte heller anbringat på förteckningen över UE.
Ord i NC-block kan matas in i vilken sekvens som helst, CNC:n kommer först att bearbeta kommandona för de tekniska funktionerna S, F, T, M och sedan det förberedande G, med utförandet av dimensionella rörelser.
Modulo UE-kontroll.
Som nämnts tidigare antar ISO-7bit-koden vid kodning av tecken, jämnt nummer hål i stansad tejp. Om vi betraktar teckenkoden som ett binärt tal, måste den enligt ISO-standarden innehålla ett jämnt antal enheter. Den här egenskapen garanterar kontroll mot ett enda fel (förlust av en bit eller en extra bit). Därför använder vissa system mer pålitligt utseende modulokontroll.
Databeredningsanordningen (PDD) vid inspelning av UE-ramar beräknar automatiskt kontrollsummorna för varje ram och dividerar dem med 10, vilket bestämmer återstoden av additionen (mod) till en multipel av 10. Denna addition kommer att vara kontrollsumman (0... .9) för ramen och UPD kommer att skrivas automatiskt efter "end of frame"-tecknet (LF). CNC:n, vid läsning av NC-block, beräknar också utfyllnaden för varje block och jämför dem med utfyllnaderna på programmediet. Om dessa värden inte stämmer överens, orsakar det ett felmeddelande på programmediet. Kontrollsumman är lika med summan av de numeriska koderna för alla tecken, inklusive tecknet "slut på ram" (LF). Teckenkoden är ett binärt tal, till exempel kod N 1001110| 2=78| tio
Fragment av NC för en CNC-maskin
Förberedande funktioner G
Observera: NC:s kommandofunktioner ges inte för en specifik CNC-modell, utan är deras generaliserade former för att utveckla program i kursen och examensdesign. Funktioner med adress G, kallade förberedande funktioner, bestämmer CNC-maskinens läge och driftsförhållanden. De är kodade G00 till G99. 4
G00 Positionering. Flytta till den programmerade punkten med snabbtransport.
G01 Linjär interpolation. Rör sig i en rak linje vid snabbmatning.
G02 Medurs cirkulär interpolation Rörelse längs en cirkelbåge i medurs riktning sett från den positiva riktningen av en axel vinkelrät mot rörelseplanet.
G03 Cirkulär interpolation moturs Rörelse längs en cirkelbåge moturs sett från den positiva riktningen av en axel vinkelrät mot rörelseplanet.
G04 Paus. Initierar fördröjningen av NC:ns utförandetid.
G17 G18 G19 Val av cirkulärt interpolationsplan. Ange planet XY - G17, XZ - G18, YZ - G19 vid programmering av rörelsen längs cirkelbågen och kompensation för skärdiametern.
G25 Programupprepning Flera upprepningar av en grupp NC-block.
G41 G42 Fräsdiameterkompensering vänster och höger. Används för att flytta verktygsbanan för fräscentrum i förhållande till konturen som bearbetas.
G60 Finpositionering Förflytta dig i snabbtransport och närma dig en position från en riktning.
G81 … G89 Konserverade cykler. Rörelserna för typiska ytor på delar är programmerade.
G80 Canned cycle cancel. Avbryter konserverade cykler
G81 G89 G90 Absolut mått. Programmering av koordinater i absoluta referenssystem.
G91 Inkrementell storlek. Programmering av koordinater i relativa referenssystem.
G92 Koordinatsysteminställning. Bestämmer ursprunget för koordinatsystemet i förhållande till den specificerade positionen för maskinens arbetskroppar.
G94 G95 Bestäm enheten för matningsvärdet
G94 - mm/min
G95 - mm/varv G96 Konstant skärhastighet. Programmering av bearbetning med konstant skärhastighet.
G98 G99 Definiera egenskaper i färdiga cykler. Ställ in returpunkten efter att ha kört G81 89
Hjälpfunktioner M
M00 Servicestopp. Efter att ha utfört kommandot stoppas programmet. Fortsättning av arbetet - tryck på "Start" -tangenten.
M01 Stopp med bekräftelse. M01-kommandot utförs, förutsatt att motsvarande knapp på kontrollpanelen trycks ned.
M02 M30 Programslut. Slut på programblock. Kommandot för att slutföra bearbetningen av denna UE. Det kan finnas flera program på en programbärare (magnetband, hålband). Detta kommando betyder faktiskt "slut på bandet".
M03 M04 Spindelrotation. Spindelns rotationsriktning är medurs. Spindelns rotationsriktning är moturs.
M05 Spindelstopp Orsakar spindelstopp, stänger av kylning. M06 Verktygsbyte. Sätter verktyget i arbetsläge, vars antal bestäms av adressen T.
M08 M09 Kylmedelstillförsel. Sätter på kylning. Stänger av kylningen.
M19 Orienterat spindelstopp. Får spindeln att stanna vid angivet vinkelläge.
M17 Slut på subrutinen. M20 Kommunikation med en extern enhet. Den kan ställa in överföringen av kontroll till en industrirobot, initiera driften av en transport- och lagringsenhet, etc.
M41 M42 M43 Spindelhastighetsområde. Ställer in spindelns varvtalsområde.
Det bör noteras att ett antal funktioner, såsom "absolut referenssystem - G90", dimensionen på matningsvärdet (G94, G95), diameterkompensering (G40) och andra, ställs in automatiskt när maskinen förbereds för drift ( slå på strömförsörjningen). De kallas "standardfunktioner" och deras initiala tillstånd anges i "Användarinstruktioner".
Under adress F programmeras matningsvärdet och S är värdet för spindelvarvtalet. Adressbokstaven H bestämmer korrigeringsnumret för längden och D för diametern.
Vi rekommenderar också
 Smartphone xperia z5 premium svart
Smartphone xperia z5 premium svart
 Ladda ner affärsplan för toalettpapper
Ladda ner affärsplan för toalettpapper
 Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
Beskrivning Nokia X2 dual sim på Android-plattformen, kraftfull processor och stöd för två sim-kort
 Är det möjligt att öppna ett vandrarhem i en lägenhet?
Är det möjligt att öppna ett vandrarhem i en lägenhet?
 Tjänster till allmänheten: de mest lovande affärsidéerna
Tjänster till allmänheten: de mest lovande affärsidéerna
 Hur börjar man jordbruk?
Hur börjar man jordbruk?