Wiertarka. Wiertarka - o niezbędnym sprzęcie pod każdym kątem
Produkcja i technologie przemysłowe
Maszyna 2H135 rys. W tabeli 2 znajdują się rowki teowe do mocowania uchwytów lub części imadła. Ryż. Krótki Specyfikacja techniczna obrabiarka 2Н135 Wymiary powierzchni roboczej stołu mm szer. x dł. 450x500 Największa średnica wiercenia w stali mm 35 Stożek Morse'a wrzeciona nr 4 Największy ruch pionowy stołu mm 300 Ilość stopni prędkości wrzeciona 12 Prędkość obrotowa wrzeciona min1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Liczba kroków posuwu wrzeciona 9 Posuwy wrzeciona mm rev 01; 014; 02;...
Urządzenie wiertarki pionowej i jej ustawienie do obróbki otworów
Cel: zapoznać się z przeznaczeniem, urządzeniem i schematem kinematycznym wiertarki pionowej, stosowanymi narzędziami do obróbki otworów i skrawania, ustawieniem i regulacją maszyny.
Sprzęt i materiały.Wiertarka pionowa, imadło maszynowe, półfabrykat stalowy StZ 100 x 150 x 50 mm; wiertła 015; 28 mm; pogłębiacz 029, 75; rozwiertaki 029, 95 i 30 H7; pogłębiacz 030 mm; tuleje adaptacyjne ze stożkiem Morse'a KM4-3; 4-2; suwmiarka; standardy chropowatości.
Wiertarki pionowe przeznaczone są do wykonywania otworów w elementach z litego metalu za pomocą wierteł i ich późniejszej obróbki za pomocąpogłębiacze, rozwiertaki, pogłębiacze, pogłębiacze, gwintowniki, frezy,narzędzia kombinowane w warunkach produkcji jednostkowej i małoseryjnej.
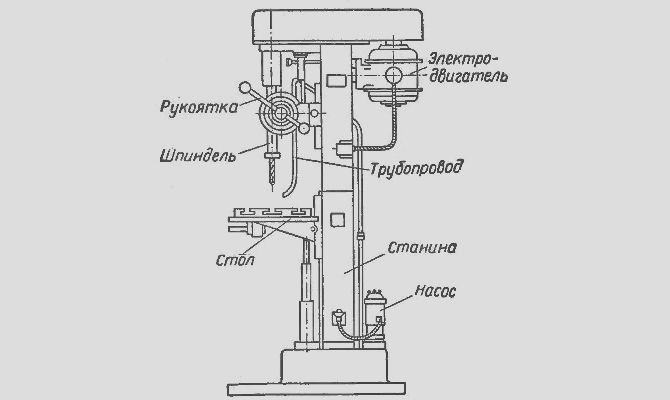
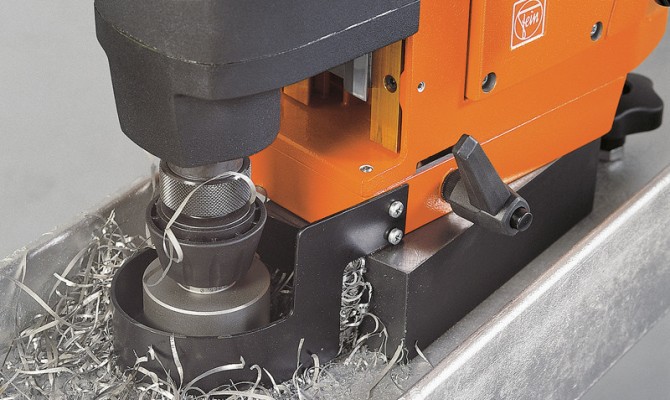
Maszyna 2H135 (rys. 1) składa się z następujących głównych elementów: płyta 1, kolumna 3, stół 2, wrzeciennik 6. Narzędzie skrawające jest zamocowane w stożku wewnętrznym (Morse nr 4) wrzeciona 4. Płyta 1 jest podstawą urządzenie, a jego wewnętrzna wnęka to zbiornik chłodziwa. Pionowe kolumny prowadzące 3 umożliwiają przesunięcie wrzeciennika 6 i stołu 2 do pozycji dogodnej do pracy. Aby zrównoważyć wrzeciennik wewnątrz kolumny, zawieszony jest obciążnik. Stół 2 ma rowki teowe do mocowania imadła, uchwytu lub przedmiotu obrabianego. Na wrzecienniku b znajduje się silnik elektryczny i mechanizmy do napędzania głównego ruchu i posuwów, mechanizmy do włączania obrotu wrzeciona, wrzeciono i sterowanie maszyny.
Rys.1. Wiertarka pionowa 2H135
Aby wywiercić otwór, obracając pokrętło 5 „do siebie”, opuść wrzeciono. Posuw wrzeciona włącza się automatycznie, gdy wiertło opiera się o obrabiany przedmiot. Głębokość wiercenia reguluje się krzywką 12, gwintowanie krzywką 14. Krzywki są ustawione wzdłuż ramienia 13. Wrzeciono podnosi się obracając pokrętło 5 "do siebie". Powoduje to wyłączenie posuwu wrzeciona.
Uchwyt 7 zawiera wymaganą prędkość wrzeciona. Uchwyt 11 zawiera żądaną paszę. Maszyna jest podłączona do sieci za pomocą przełącznika 9, a chłodziwo jest dostarczane przez przełącznik 10. Przyciski sterujące 8 umożliwiają włączanie lub wyłączanie wrzeciona.
Krótka charakterystyka techniczna maszyny
2Н135
- Wymiary powierzchni roboczej stołu,
mm (szerokość x długość) 450 x500
- Maksymalna średnica wiercenia
ze stali, mm 35
- Stożek Morse'a wrzeciona№4
- Maksymalny ruch w pionie
stół, mm 300
- Liczba kroków prędkości wrzeciona 12
- Prędkość wrzeciona, min-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Liczba kroków posuwu wrzeciona 9
- Posuw wrzeciona, mm/obr 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- Moc silnika elektrycznego napędu ruchu głównego, kW 4 Schemat kinematyczny maszyny przedstawiono na rys.2. Łańcuch
główny ruch łączy silnik elektryczny ml z wrzecionem U1 przez przekładnię z blokami 25-30-35, 35-42, 50-15. Równanie równowagi łańcucha kinematycznego napędu ruchu głównego:

Maszynę można ustawić na 12 różnych prędkości wrzeciona w zakresie pw = 31,5-1400 obr/min,
Posuwy pionowe są wykonywane dla każdego obrotu wrzeciona i tulei z koła z \u003d 34. Ten łańcuch składa się ze stałych kół zębatych 34/60 i 10/54, kół zębatych skrzyni biegów z blokami 16-31-45 i 26-31-36, sprzęgła M2, sprzęgła bezpieczeństwa M3, przekładni ślimakowej 1/60 oraz zębatki i zębnika koło zębate 2 = 13, które przesuwa szynę t = 3 mm i tuleję 4 wrzeciona.
Równanie równowagi dla tego łańcucha kinematycznego to:

Maszynę można ustawić na dziewięć różnych posuwów w zakresie s p \u003d 0,1-1,6 mm / obr.
Wrzeciono porusza się ręcznie, obracając koło zamachowe z posuwem
S w = 122,46 mm/obr.
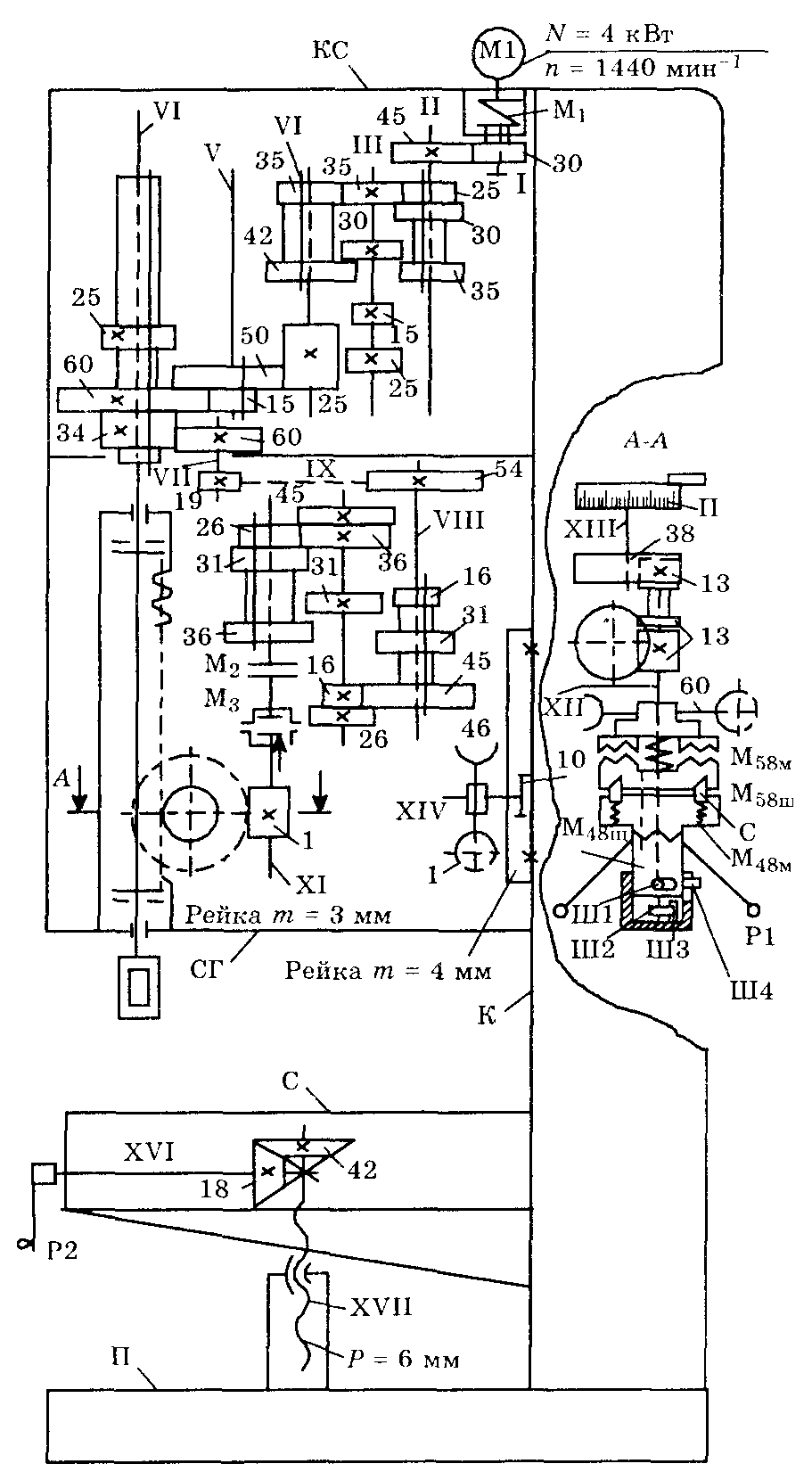
Rys.2. Schemat kinematyczny wiertarki pionowej 2N135
Tworzenie otworów przy wierceniu pionowym
narzędzia maszynowe
Na wiertarkach pionowych do formowania otworów stosuje się następujące metody.
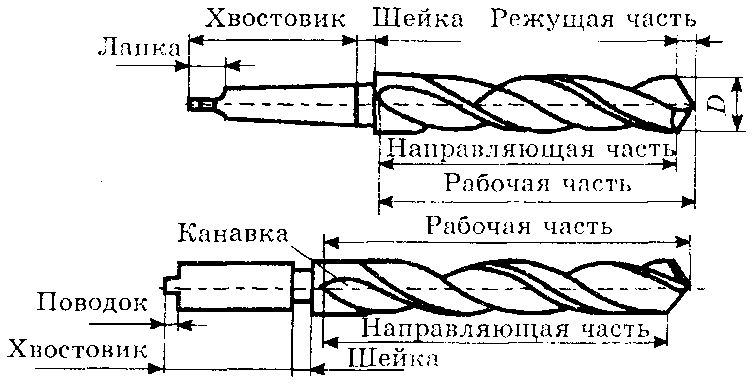
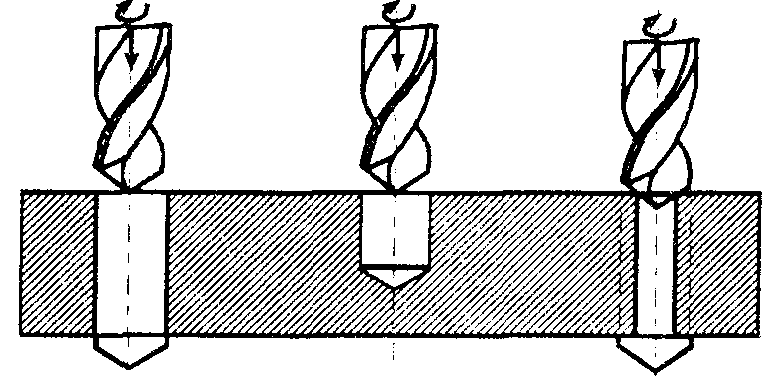
1. Wiercenie w litym metalu i rozwiercanie wiertłami krętymi, łopatkowymi i ślimakowymi (rys. 3, a b c) Wiertła kręte służą do wykonywania otworów o średnicy D = 0,3-85 mm i głębokość do 10 D, pióro - średnica D = 6...40, śruba - o średnicy d= 5...20 dla otworów o głębokości do 30 D. Wiercenie zapewnia jakość 14-12 dokładności i chropowatość powierzchni 12-25 mikronów.Wiertło kręte (ryc. 4) jest narzędziem dwuzębnym i składa się z części roboczej, szyjki, cylindrycznego lub stożkowego chwytu i stopki. Część robocza składa się z części tnącej z dwoma głównymi krawędziami tnącymi, poprzecznego cięcia (mostka) oraz części prowadzącej z dwoma
krawędzie pomocnicze (taśmy) na powierzchni śrubowej zębów i rowki do odprowadzania wiórów. Wiertło łopatkowe jest ostrzem jedno lub dwustopniowym i jest stosowane w trudnych warunkach pracy. Wiertło ślimakowe ma trójkątny, szlifowany profil i płaską powierzchnię przednią i tylną.
2. Pogłębianie otworów uzyskanych w odlewach, odkuwkach lub odkuwkach lub uprzednio wywierconych za pomocą pogłębiaczy pełnych i łupinowych. Pogłębiacz stożkowy to narzędzie z 3 lub 4 zębami, które zapewnia lepsze centrowanie otworu i większą sztywność. Naddatek na rozwiercanie wynosi 0,5-3 mm. Podczas pogłębiania zapewnia 11 stopni dokładności i chropowatości powierzchni Ra = 3,2-6,3 µm.
3. Rozmieszczanie (rys. 5) precyzyjnych otworów za pomocą rozwiertaków: ręcznych lub maszynowych, cylindrycznych, stożkowych i stopniowanych; z rowkami prostymi i spiralnymi, cięcie prawe i lewe. Rozwiertak ma 6-12 zębów,
wysoka sztywność. Naddatek na rozwiercanie wynosi: przy zanurzeniu 0,15-0,5 mm; wykończenie - 0,05-0,15 mm. Zapewniona 9-7 jakość dokładności i chropowatości powierzchni, Ra = 0,8-1,6 µm lub mniej.
4. Pogłębianie i pogłębianie - obróbka stożkowa (rys. 6, a, b) i końcowe (ryc. 6, c) powierzchnie otworów i „góralskich zgrubień” (ryc. 6, G).
5. Wytaczanie za pomocą wytaczarek osadzonych w trzpieniach końcowych.
6. Gwintowanie gwintownikami maszynowymi, rodzaje gwintowników pokazano na ryc. 8.
 7. Metoda odkształcenia plastycznego za pomocą rolek tocznych i urządzeń kalibrujących
7. Metoda odkształcenia plastycznego za pomocą rolek tocznych i urządzeń kalibrujących
Rys.3. Wiercenie i rozwiercanie otworów Ryż. 4. wiertło kręte

Rys.5. Wiercenie otworów rozwiertakami

Rys.6. Wzory otworów


Rys.7. Schemat wytaczania otworów z frezem (a) i klockiem pływającym (b)
Rys.8. Rodzaje kranów: a - ręczne (nr 1 - zanurzeniowe, nr 2 - średnie, nr 3 - wykończeniowe), b - maszynowo-ręczne, c - maszynowy, d - stożkowy
8. Obróbka za pomocą narzędzi kombinowanych: wiertło, wiertło pogłębiające, gwintownik, rozwiertak itp.
Ustawienie maszyny do obróbki otworów 03OH7
Kształtowanie otworów, 03OH7 (7 stopni dokładności) z chropowatością powierzchni Ra = 1,6 µm w litym metalu, zaleca się wykonanie w kolejności:
- wiercenie otworu wiertłem krętym 015 mm;
- wiercenie otworu wiertłem 028mm;
- otwór z pogłębiaczem z pogłębiaczem 029,75 mm;
- szorstkie zamiatanie 029,95 mm;
- dokładne rozwiercanie za pomocą rozwiertaka 03OH7.
Warunki obróbki otworu 03OH7 podano w tabeli 1.
Tabela 1
Warunki przetwarzania

Jak również inne prace, które mogą Cię zainteresować |
|||
| 79178. | Technika i technonauka w kontekście współczesnych studiów globalnych. Technika jako komunikacyjna strategia nowoczesności | 28 KB | |
| Technika i technonauka w kontekście współczesnych studiów globalnych. Technika jako komunikacyjna strategia nowoczesności. szerokim znaczeniu koncepcje technologii: sztuczna lub zorganizowana technika, która wzmacnia, ulepsza lub ułatwia działanie, technika pisania, technika pływania, technika pytań itp. Twórczy charakter technologii, cała ich różnorodność; pod względem... | |||
| 79180. | Etyczny aspekt rozwoju technologii i technowiedzy. Moralny wymiar działalności naukowej i projektowania technicznego, problem wolności i odpowiedzialności” | 15,99 KB | |
| Etyczny aspekt rozwoju technologii i technowiedzy. Jednocześnie postęp nauki i techniki daje ludziom nie tylko korzyści, ale wiele odkryć zagraża istnieniu ludzkości i całemu życiu na Ziemi. 2 poziomy postrzegania technologii: Pozytywny. | |||
| 79181. | Teologiczne koncepcje techniki. Technika jako element doświadczenia religijnego, korelacja technonauki ze zjawiskowym i noumenalnym | 12.83 KB | |
| Teologiczne koncepcje techniki. Pojęcie techniki jako spotkania z Bogiem Friedrich Dessauer 1881-1963. Prace Kultura techniczna 1908 Filozofia techniki. Problem realizacji 1927 Dusza w sferze techniki 1945 i Spory wokół techniki 1956. | |||
| 79182. | Filozoficzne aspekty innowacji technicznych. Wynalazek techniczny i odkrycie naukowe w ich związku | 33 KB | |
| Bardzo często, mówiąc o innowacjach, mają na myśli odkrywanie nowych zjawisk, zarówno rewelacyjnych, jak i całkiem zwyczajnych. Wśród innowacji należy również rozważyć wprowadzenie nowych pojęć i nowych terminów. Możemy mówić np. o zmianie programów badawczych, w tym o tworzeniu nowych metod i środków badawczych oraz o zmianie programów metod gromadzenia, o stawianiu nowych pytań o odkrywanie lub uwypuklanie nowych zjawisk, o pojawianie się nowych sposobów systematyzacji wiedza. | |||
| 79183. | Ekologiczny dyskurs technonauki | 29,5 KB | |
| Problematyka negatywnych społecznych i innych konsekwencji technologii problemy samostanowienia etycznego inżyniera pojawiły się już od momentu pojawienia się zawodu inżyniera. Dziś ludzkość znajduje się w zupełnie nowej sytuacji, gdy nieuwaga na problemy konsekwencji wprowadzenia nowego sprzętu i technologii może prowadzić do nieodwracalnych negatywnych skutków dla całej cywilizacji i ziemskiej biosfery. Ponadto jesteśmy na tym etapie rozwoju naukowego i technologicznego, kiedy takie konsekwencje są możliwe i konieczne, aby przynajmniej częściowo przewidzieć i ... | |||
| 79184. | Technika i technonauka w ramach paradygmatu synergicznego. Technologia jako system samoorganizujący się | 22,5 KB | |
| Sherrington nazwał skoordynowanym działaniem synergistycznym lub integracyjnym system nerwowy rdzeń kręgowy w kontrolowaniu ruchów mięśni. Zabusky w 1967 doszedł do wniosku, że potrzebne jest ujednolicone podejście synergiczne, co oznacza wspólne użycie konwencjonalnej analizy i matematycznej matematyki numerycznej w celu uzyskania rozwiązań rozsądnie postawionych pytań dotyczących matematycznej i fizycznej zawartości układu równań. Podejście synergiczne w naukach przyrodniczych Podstawowe zasady Natura ma strukturę hierarchiczną w ... | |||
| 79185. | Technika i technonauka w teoriach futurologicznych. Cechy rozwoju technologii w społeczeństwie postindustrialnym | 15,58 KB | |
| Pojęcie społeczeństwa informacyjnego jest rodzajem teorii społeczeństwa postindustrialnego. Kapitał i praca jako podstawa społeczeństwa przemysłowego ustępują miejsca informacji i wiedzy w społeczeństwo informacyjne. Teoria społeczeństwa technotronicznego według Z. Brzezińskiego jest koncepcją socjologiczną opartą na fakcie, że nowe technologie i elektronika decydują o przemianach społeczno-gospodarczych i postępie społecznym konwergencji różne systemy i z góry determinują wejście społeczeństwa w erę technotroniczną. | |||
| 79186. | Filozoficzny dyskurs technologii i technowiedzy, jego istota, przedmiot i specyfika w ogólnym systemie wiedzy filozoficznej. Filozofia nauki i filozofia technologii w ich związku | 38 KB | |
| Tutaj przeplata się kilka krytycznych ścieżek rozwoju nauk przyrodniczych i technonauki: rozwój teorii podobieństwa rozwój nowych form podobieństwa procesy fizyczne m.in. w oparciu o zasady symetrii procesów rozwojowych w przyrodzie kalibrowanych spiralnie szeregami fibbonasowskimi, rozwój technologii modelowania hybrydowego, w tym w oparciu o teorię hybrydowych systemów inteligentnych V. Wendy; rozwój termodynamicznego i wywodzącego się z niego modelowania synergicznego; opracowanie teorii planowania eksperymentów w oparciu o... | |||
Wiertarka– idealny sprzęt do precyzyjnego wiercenia otworów. Taki był jego pierwotny cel. Na nowoczesnym sprzęcie wiertniczym wykonuje się nie tylko otwory o idealnie okrągłym przekroju o średnicy do 100 mm, ale także przy użyciu odpowiednich osprzętów i narzędzi wykonuje się wiele innych operacji.
1 Cel, urządzenie i zasada działania wiertarek
Głównym przeznaczeniem wiertarki jest wykonywanie otworów (przelotowych i zaślepiających) w przedmiotach i wyrobach wykonanych z różne materiały poprzez usuwanie wiórów za pomocą wierteł jako narzędzi skrawających. Lwia część całej floty tego typu sprzętu składa się z różnych maszyn przemysłowych, a tylko nieliczne typy to urządzenia domowe, używane wyłącznie zgodnie z ich przeznaczeniem, do celów osobistych lub edukacyjnych. Urządzenia przemysłowe mogą wykonywać inne operacje oprócz wiercenia, które zostaną opisane poniżej.
Ogólne urządzenie wiertarki i zasadę jej działania najłatwiej zdemontować na przykładzie domowych typów tego sprzętu. Wszystkie są dość kompaktowe i idealnie nadają się do użytku w domowym warsztacie. przeznaczona jest do montażu na stole lub innej elewacji, która zapewnia łatwość użytkowania i należy do wiercenia pionowego. Jest to najczęstszy rodzaj sprzętu pod względem wzornictwa.
Konstrukcja wiertarki domowej obejmuje następujące główne elementy:
- głowica wrzeciona z zamocowanym w niej uchwytem wiertarskim;
- głowica wiertnicza, w której zamontowana jest głowica wrzeciona i napędzany pasowo silnik elektryczny;
- pionowa kolumna, na której zamocowana jest głowica wiertnicza;
- masywna rama - płaska podpora wykonana z odlewanego metalu (stal lub żeliwo) i zapewniająca stabilność maszyny, do której stelaż jest sztywno przymocowany.
Wiertarka może być po prostu zamontowana z łóżkiem na stole lub dodatkowo przykręcona przez otwory w podporze do stołu warsztatowego.
Wiercenie na maszynie oraz podczas korzystania z urządzeń przemysłowych i innych operacji odbywa się z powodu głównych i pomocniczych ruchów wrzeciona - odpowiednio ruchu obrotowego i translacyjnego posuwu.
Posuw pionowy - wrzeciono porusza się od góry do dołu. Dlatego odnosi się do pionowego sprzętu wiertniczego. Wrzeciono przesuwane jest ręcznie za pomocą specjalnego uchwytu posuwu.
2 Działanie i współdziałanie elementów maszyny do domowego warsztatu
Wrzeciono napędzane jest silnikiem elektrycznym. Na maszynach domowych może wynosić 250-1000 watów. Obrót wału silnika jest przenoszony na trzpień poprzez napęd tego ostatniego za pomocą mechanizmu pasowego, w tym kół pasowych na pasek w kształcie litery V. Na wielu maszynach można regulować prędkość obrotową wiertła. W ich napędzie pasowym znajdują się koła pasowe z kilkoma rowkami (bieżniami) o różnych średnicach pasa. Aby zmienić prędkość wrzeciona, musisz najpierw wyłączyć wiertarkę. Następnie przerzucamy pasek z jednej pozycji na kole pasowym do drugiej i włączamy silnik elektryczny. Możesz więc zmieniać prędkość w zakresie 450-3000 obr/min. Każda niższa prędkość jest ustawiana, gdy trzeba wiercić duże otwory w twardym drewnie i metalach.
Uchwyt wiertarski do sprzętu AGD jest identyczny z uchwytem montowanym na wiertarkach elektrycznych i jest zwykle przeznaczony do wiertarek o średnicy do 12 mm. Posiada 3 samocentrujące szczęki, które owijają się i zaciskają chwyt narzędzia. Za pomocą specjalnego klucza uchwyt jest blokowany lub luzowany w celu odpowiednio zamocowania lub wyjęcia wiertła.

Maksymalna wysokość obrabianych przedmiotów, w których można wywiercić otwór na maszynie domowej, wynosi 20–90 cm, różni się w zależności od rodzaju sprzętu. Zależy od wysokości najwyższej pozycji głowicy wiercącej, którą można podnosić i opuszczać wzdłuż kolumny. Na najmniejszych, lekkich maszynach odbywa się to zazwyczaj poprzez ręczne przesuwanie samego modułu wiertniczego, a na większych i cięższych modelach za pomocą specjalnego napędu wyposażonego w uchwyt lub pokrętło. W upragniona pozycja głowa jest mocowana za pomocą zaprojektowanego do tego uchwytu. W ten sam sposób regulowana jest głębokość wierconych otworów i minimalna wysokość obrabianych przedmiotów, ponieważ maksymalny zasięg w dół uchwytu zamontowanego na wrzecionie podczas jego podawania jest niewielki - w zależności od typu maszyny 5-40 cm.
Inną ważną cechą wiertarki jest wysięg wiertła. Jest to odległość między środkową osią pionową wiertła lub innego narzędzia zamocowanego w uchwycie a stojakiem. Im jest większy, tym lepiej - zależy to od tego, jak daleko od krawędzi przedmiotu obrabianego można wywiercić otwór. Zwis maszyny domowej wynosi 10–20 cm.
Rama sprzętu musi być odpowiednio ciężka i duża – współmierna do jego wagi i wymiarów. W przeciwnym razie nie będzie w stanie zapewnić akceptowalnej stabilności maszyny i stabilności jej pracy. Górna część ramy, zwrócona w stronę uchwytu, służy jako pulpit. Częściowo lub całkowicie ma idealnie płaską powierzchnię z kilkoma szczelinami: środkowa umożliwia wiercenie otworów przelotowych bez wzajemnego uszkadzania stołu i wiertła, a boczne można wykorzystać do zamontowania imadła, szablonów i ograniczników.

Wiertło zamocowane w uchwycie opuszcza się na obrabiany przedmiot poprzez naciśnięcie dźwigni posuwu zamontowanego na głowicy wiertarskiej po prawej stronie. Jest obciążony sprężyną i gdy uderzenie w niego ustanie, samoczynnie powraca do swojej pierwotnej pozycji. Mechanizm powrotny w niektórych maszynach można zablokować za pomocą dźwigni dociskowej, dzięki czemu uchwyt, a tym samym wiertło, pozostają w określonej pozycji.
Pracą silnika elektrycznego sterują przyciski start i stop. Może być również przełącznik obrotów wstecznych. Napięcie zasilania silnika elektrycznego wynosi zwykle 220 V.
3 Wyposażenie dodatkowe do sprzętu AGD
Wiertarka może być wyposażona w specjalny stół roboczy, mocowany na statywie. W niektórych modelach sprzętu można go ręcznie opuszczać i podnosić, a następnie zamocować w żądanej pozycji za pomocą śruby zaciskowej. W innych zainstalowano w tym celu mechanizm posuwu zębatkowego, napędzany rączką dźwigni. Dzięki temu za pomocą wiszącego stołu można regulować wysokość obrabianego przedmiotu oraz głębokość wierconych otworów. Posiada również wycięcia. Są przeznaczone do tych samych celów, co stół roboczy łóżka.

Wiertarka z takim wyposażeniem ma 2 typy. Pierwsze łóżko jest konstrukcyjnie zaprojektowane tylko do pełnienia swojej głównej funkcji - jako podpora, a drugie - jako dodatkowy pulpit, jak opisano powyżej. Sprzęt może być wyposażony w pochylony stół wiszący - można go obracać wokół osi pionowej. Powinieneś wybrać wiertarkę, której stół można pochylić pod kątem 45°.
Wiertarka może być wyposażona w mechanizm regulacji głębokości wiercenia. Aby z niego skorzystać, musisz zaznaczyć wymaganą głębokość otworu z boku przedmiotu obrabianego. Następnie opuść uchwyt do poziomu, w którym końcówka wiertła zrówna się z oznaczeniem i dokręć dźwignię zaciskową nastawnika głębokości, ograniczając w ten sposób skok narzędzia.

Wiele modeli sprzętu jest wyposażonych w osłonę - ekran ochronny. Jej zadaniem jest zapobieganie wpadaniu i wciąganiu elementów luźnej odzieży i długich włosów na obracający się wkład. Zwykle osłona jest wykonana z przezroczystego tworzywa sztucznego i można ją podnosić, opuszczać i obracać przed wierceniem, aby bezpiecznie zamknąć uchwyt maszyny.
4 Rodzaje maszyn przemysłowych – cały zakres prac wiertniczych
Z wyjątkiem niektórych specjalistycznych, prawie wszystkie maszyny przemysłowe są uniwersalne – potrafią nie tylko wiercić, ale także wykonywać szereg innych operacji. Obrabiarki stosowane w obróbce metali dzielimy na:
- Pulpit - służy do wiercenia i obróbki otworów o małych średnicach. Produkowane są dla maksymalnej średnicy narzędzia 3, 6, 12 i 16 mm.
- Wiercenie pionowe lub są one również klasyfikowane jako słupowe. Służą do wykonywania prac z otworami, których średnica może sięgać 18, 25, 35, 50 i 75 mm. Maszyny kolumnowe są używane podczas względnej obróbki części i przedmiotów nie duże rozmiary w warsztatach naprawczych, w warunkach produkcji małoseryjnej i indywidualnej.
- Wiercenie promieniowe - obrabiają duże i ciężkie przedmioty, a także części, w których otwory znajdują się wzdłuż łuku koła. Zapewnia to duży wysięg wrzeciona - 1300-2000 mm. Co więcej, na tym sprzęcie wyrównanie osi narzędzia i otworów odbywa się poprzez przesuwanie wrzeciona, a część pozostaje nieruchoma.
- Wiercenie współrzędnościowe - stosowane podczas pracy z częściami, którym będą stawiane szczególnie wysokie wymagania co do dokładności wzajemnego rozmieszczenia otworów.
- Wiercenie poziome (głębokie wiercenie) - zwykle obrabiają głębokie otwory np. w wałach, osiach, prętach, lufach systemów artyleryjskich i karabinowych.
- Centrowanie - służy do wykonywania otworów środkowych wierconych na końcach przedmiotów obrabianych.
- Wielowrzecionowe - na tym sprzęcie obrabia się jednocześnie do kilkudziesięciu otworów (głównie wierconych), a to można wykonać z różnych stron i w różnych płaszczyznach: zarówno poziomej, jak i pionowej oraz pod kątem.
- Różne kombinowane - oprócz wszystkich prac z otworami wykonują wszelkie operacje, które zapewnia dodatkowy sprzęt. Na wiercenie i frezowanie - całe frezowanie, na wiercenie i toczenie - toczenie i tak dalej: wiercenie i dłutowanie, gwintowanie, wytaczanie.

Na wszystkich tych maszynach możliwa jest obróbka nie tylko różnych metali, ale także innych materiałów. Bardzo szerokie zastosowanie otrzymał sprzęt do wiercenia pionowego i poziomego. Maszyny wyposażone w CNC zapewniają częściową lub całkowitą automatyzację procesu wiercenia i znacznie zwiększają jego dokładność. Urządzenia wielowrzecionowe w innych wersjach nie są produkowane - tylko z wbudowanym komputerem.
Należy wymienić kilka rodzajów specjalistycznego sprzętu wiertniczego. Maszyny magnetyczne - znajdują zastosowanie, gdy niemożliwe lub utrudnione jest wykonywanie pracy na sprzęcie stacjonarnym. Ze względu na niską wagę są ręcznie przenoszone do właściwe miejsce konstrukcje metalowe, w których są instalowane na tych ostatnich w dowolnej pozycji przestrzennej. Mocna podstawa magnetyczna podtrzymuje wiertarkę. Sprzęt ten wykonuje prace na statkach, mostach, nadbudówkach, belkach, rurociągach.
Do obróbki drewna produkowane są specjalistyczne maszyny: jedno- i wielowrzecionowe poziome i pionowe oraz z obrotowym wrzecionem. Na tym sprzęcie oprócz wiercenia otworów usuwa się sęki, wykonuje się gniazda, rowki i tak dalej.
Na fabryki mebli stosowanie różne rodzaje sprzęt do wiercenia i wypełniania. Te maszyny zapewniają wysoka jakość a dokładność powstałych otworów, elastyczność procesu produkcyjnego.
5 Rozmieszczenie urządzeń przemysłowych i rodzaje wykonywanych prac
Konstrukcja wiertarki przemysłowej jest znacznie bardziej złożona niż ta stosowana w warsztacie domowym, nawet jeśli ma tylko jedno wrzeciono. Karmienie odbywa się automatycznie za pomocą silnika elektrycznego, ale można je również przełączyć na sterowanie ręczne. Posuw i prędkość wrzeciona są regulowane. W tym celu zainstalowana jest skrzynka i mechanizm do przełączania prędkości posuwu oraz te same jednostki sterujące obrotem.
Wszystkie napędy i mechanizmy mają bardziej złożoną i niezawodną konstrukcję. Po osiągnięciu wymaganej głębokości obróbki otworu następuje automatyczne odwrócenie posuwu i obrotu narzędzia. Wiertarka jest wyposażona system automatyczny doprowadzenie chłodziwa do obszaru zabiegowego. Można zainstalować mechanizm doprowadzenia wrzeciona do miejsca wiercenia stałego przedmiotu obrabianego i wiele więcej.

Wszystkie operacje mogą być zautomatyzowane i sterowane przez CNC. W takim przypadku podczas pracy na wiertarce wystarczy ustawić rodzaj operacji do wykonania i zamontować ją w uchwycie właściwe narzędzie, a sam sprzęt wybierze niezbędne tryby jego realizacji.
W zależności od rodzaju i przeznaczenia wiertarki do metalu, oprócz wiercenia i rozwiercania otworów, można na niej wykonywać kilka rodzajów prac. Najczęstsze operacje, które może obsługiwać prawie każdy nowoczesny sprzęt przemysłowy, to:
- pogłębianie - pozwala na uzyskanie gotowego otworu o mniejszej chropowatości i wyższej dokładności (jakości) powierzchni niż po wierceniu;
- rozwiercanie otworów - wykańczanie, zasadniczo podobne do pogłębiania, ale zapewniające mniejszą chropowatość i wyższą jakość powierzchni;
- pogłębianie - uzyskanie fazek, wgłębień stożkowych i cylindrycznych w górnej części otworów.

Podczas pracy na wiertarkach przede wszystkim niezbędne wymaganiaśrodki ostrożności, ponieważ w procesie użytkowania tego urządzenia operator może być narażony na działanie czynników szkodliwych i niebezpiecznych:
- ruchome mechanizmy i elementy maszyny;
- możliwość porażenia prądem;
- spadające materiały, przedmioty, przedmioty obrabiane lub wyrzucane z Obszar roboczy luźne części.
Podczas pracy na wiertarkach należy używać wyłącznie sprawnych uchwytów, narzędzi i tylko zgodnie z ich przeznaczeniem.
Wiercenie na maszynach i używanie wierteł odbywa się zgodnie z poniższymi zasadami Główne zasady. W procesie znakowania przedmiotu obrabianego w przyszłych otworach za pomocą stempla konieczne jest oznaczenie centrów. Zapewni to, że na początku wiercenia narzędzie zostanie zainstalowane w wykonanym wgłębieniu, co przyczyni się do większej dokładności.

Należy używać wyłącznie dobrze naostrzonych narzędzi. Tępy nie tylko tworzy dziury o niskiej jakości, ale również szybko staje się bezużyteczny., pogłębiacze i inne narzędzia skrawające powinny być produkowane terminowo na specjalnej maszynie oraz z zachowaniem przepisanych kątów i zasad.
Podczas wiercenia w metalach i ich stopach, na skutek tarcia, używane narzędzie jest bardzo gorące, co powoduje jego szybkie zużycie. Aby obniżyć temperaturę wiertła i zwiększyć jego trwałość, podczas pracy na wiertarkach stosuje się różne chłodziwa, w tym wodę.
Podczas głębokiego wiercenia grubych elementów, jeśli głębokość otworu przekracza 5 średnic narzędzia, należy go okresowo usuwać z otworu i usuwać z niego wióry, które można po prostu wydmuchać. W przeciwnym razie wiertło może się zaciąć.

Otwory schodkowe uzyskuje się na 2 sposoby:
- Najpierw wywierć najmniejszą średnicę, następnie (na żądaną głębokość) - największy i ostatni - największy otwór.
- Przeciwieństwo pierwszego: pierwsze wiertło z największa średnica, a ostatnia to dziura z najmniejszym.
Aby materiały kompozytowe nie pękały podczas wiercenia, przed rozpoczęciem pracy należy je napełnić wodą i zamrozić. Materiały o dużej wytrzymałości - żeliwo, stal i jej stopy - konwencjonalne wiertła są złe lub w ogóle nie są brane. Aby je wywiercić, lepiej użyć narzędzia diamentowego lub zwycięskich końcówek.
Cel wiertarek
Wiertarki przeznaczone są do wiercenia otworów nieprzelotowych i przelotowych w materiale pełnym, rozwiercania, pogłębiania, rozwiercania, nacinania gwintów wewnętrznych, wycinania tarcz z materiał arkuszowy. Do wykonywania takich operacji stosuje się wiertła, pogłębiacze, rozwiertaki, gwintowniki i inne narzędzia. Ruchy kształtujące w obróbce otworów na wiertarkach są głównym ruchem obrotowym narzędzia i ruchem postępowym narzędzia wzdłuż jego osi.
Główny parametr maszyny jest największy średnica nominalna wiercenie otworów (do stali). Dodatkowo maszynę charakteryzuje wysięg oraz największy skok wrzeciona, prędkość i inne wskaźniki.
Klasyfikacja wiertarek
Wiertarki dzielą się na następujące typy:
- Wiertarki pionowe;
- Półautomat jednowrzecionowy;
- Wielowrzecionowe urządzenia półautomatyczne;
- Wytaczarki koordynacyjne;
- Wiertarki promieniowe;
- Wytaczanie poziome;
- Wytaczanie diamentowe;
- Wiertarki poziome;
- Różne wiercenie.
Modele maszyn są oznaczone literami i cyframi. Pierwsza cyfra wskazuje do jakiej grupy należy maszyna, druga - do jakiego typu, trzecia i czwarta cyfra określają wielkość obrabianej maszyny lub przedmiotu obrabianego. Litera po pierwszej cyfrze oznacza, że ten model maszyny został zmodernizowany (ulepszony). Jeśli litera jest na końcu, oznacza to, że na podstawie głównego modelu została wykonana inna maszyna.
Np. model maszyny 2H118 to wiertarka pionowa, maksymalna średnica obrabianego otworu to 18mm, ulepszona w porównaniu z modelami wiertarek 2118 i 2A118. Maszyna model 2H118A również wykonuje wiercenie pionowe, średnica obrabianego otworu wynosi 18 mm, ale jest zautomatyzowana i przeznaczona do pracy w produkcji małoseryjnej i masowej.
W zależności od obszaru zastosowania rozróżnia się wiertarki uniwersalne i specjalne. Szeroko stosowane są również specjalistyczne wiertarki do produkcji wielkoseryjnej i masowej, które powstają w oparciu o uniwersalne maszyny poprzez wyposażenie ich w wielowrzecionowe głowice wiertarsko-gwintujące oraz automatyzację cyklu pracy.
Spośród wszystkich wiertarek można wyróżnić następujące główne typy maszyn uniwersalnych: wiercenie pionowe jedno- i wielowrzecionowe; wiercenie promieniowe; wiercenie poziome do głębokiego wiercenia.
Wiertarki ręczne
Wiertarka pionowa.
Ryż. 1. Wiertarka pionowa:
1 - kolumna (łóżko); 2 - silnik elektryczny; 3 - głowica wiertarska; 4 - uchwyty do przełączania skrzyń biegów i posuwów; 5 - ręczne koło podające; 6 — kończyna do kontrolowania głębokości obróbki; 7 - wrzeciono; 8 - wąż do doprowadzania chłodziwa; 9 - stół; 10 - uchwyt do podnoszenia stołu; 11 - płyta fundamentowa; 12 - szafka elektryczna.
Na ramie 1 maszyny znajdują się główne elementy. Łóżko posiada pionowe prowadnice, po których porusza się stół 9 i głowica wiercąca 3, niosąc wrzeciono 7 i silnik elektryczny 2. Obrabiany przedmiot lub osprzęt montowany jest na stole 9 maszyny, a wyrównanie otworu w obrabianym przedmiocie a wrzeciono uzyskuje się poprzez przesuwanie przedmiotu obrabianego.
Skrzynie biegów i posuwy sterowane są uchwytami 4, ręczne karmienie- kierownica 5. Głębokość obróbki kontrolowana jest przez kończynę 6. Przeciwwaga umieszczona jest we wnęce, osprzęt elektryczny w osobnej szafce 12. Płyta fundamentowa 11 służy jako podpora dla maszyny. W maszynach średnich i ciężkich jego górna płaszczyzna służy do ustawiania detali. Chłodziwo dostarczane jest przez pompę elektryczną wężem 8. Zespoły głowic wiertniczych smarowane są pompą, pozostałe zespoły są smarowane ręcznie.
Głowica wiercąca 3 jest żeliwna, w której zamontowana jest przekładnia, mechanizmy posuwu i wrzeciono. Skrzynia biegów zawiera dwu- i trzykoronowe bloki zębate, poprzez przełączenie, które za pomocą jednego z uchwytów 4 wrzeciono otrzymuje różne prędkości kątowe. Prędkość wrzeciona z reguły zmienia się krokowo, co zapewnia skrzynia biegów i dwubiegowy silnik elektryczny 2.
W przeciwieństwie do wiercenia pionowego, w wiertarce promieniowej osie otworu w obrabianym przedmiocie i wrzeciona są łączone poprzez przesuwanie wrzeciona względem nieruchomego przedmiotu obrabianego w kierunku promieniowym i kołowym (we współrzędnych biegunowych). Z założenia wiertarki promieniowe są podzielone na maszyny ogólny cel, przenośna do obróbki otworów w dużych detalach (przenośne maszyny) dźwig do obrabianego przedmiotu i obróbki otworów pionowych, poziomych i nachylonych) oraz samojezdnych, montowanych na wózkach i zabezpieczanych podczas obróbki butami.
Wiertarki CNC
Wiertarka pionowa CNC.
 Ryż. 2. Wiertarka pionowa CNC:
Ryż. 2. Wiertarka pionowa CNC:
1 - samodzielny stojak CNC; 2 - szafka urządzeń elektroenergetycznych; 3 - wieża; 4 - stół; 5 - silnik krokowy; b, 7, 8, 11 - jednostki sterujące; 9 - konwerter kodów; 10 - czytelnik.
Maszyna przeznaczona jest do wiercenia, pogłębiania, rozwiercania, gwintowania oraz lekkiego frezowania prostoliniowego detali ze stali, żeliwa i metali kolorowych w produkcji małoseryjnej i masowej. Głowica rewolwerowa 3 z automatyczną wymianą narzędzi i stołem krzyżowym 4 pozwala na koordynacyjną obróbkę części takich jak osłony kołnierzy, panele bez wstępnego oznakowania oraz zastosowanie przewodów.
Na podstawie materiałów witryny
Cel: zapoznać się z przeznaczeniem i urządzeniem wiertarki, jej cechy konstrukcyjne, zasady przygotowania do pracy, zasady bezpiecznej pracy na wiertarce; nauczyć się czytać i śledzić jego schemat kinematyczny; pielęgnować uważność podczas wykonywania operacji technologicznych.
Podstawowe koncepcje:
wiertarka stołowa, łóżko, stół, bagażnik, wrzeciono, uchwyt tricam, koło zamachowe, kierownica, kolumna, stacja przyciskowa.
Oczekiwane rezultaty: umiejętność wyjaśnienia celu urządzenie wiertarskie, proces przenoszenia ruchu obrotowego z silnika elektrycznego na wrzeciono oraz działanie mechanizmu konwersji ruchu; rozpoznać mechanizmy ruchu cięcia i ruchu posuwu, napędu i napędzanych części; umiejętność przygotowania wiertarki do pracy; odczytać i wykonać jego schemat kinematyczny; zamocować wiertło o wymaganej średnicy w uchwycie trójszczękowym i zamocować obrabiany przedmiot w imadle; przeprowadzić przygotowawcze operacje technologiczne przed wierceniem.
Sprzęt:
klamra, wiertarka ręczna, komplet wierteł, wiertarka, suwmiarki, linijka.
Struktura lekcji
i Organizowanie czasu
II Aktualizacja wiedzy i motywacja działania edukacyjne studenci
III Nauka nowego materiału
1. Struktura i przeznaczenie wiertarki stołowej.
2. Powołanie głównych części maszyny.
3. Techniki sterowania wiertarką.
IV. Praca praktyczna „Sterowanie wiertarką”
V. Podsumowanie lekcji
VI. Praca domowa
Podczas zajęć
I moment organizacyjny
II Aktualizacja wiedzy i motywacja działań edukacyjnych uczniów
Rozmowa.
1) Czy są dziury w szczegółach Twojego przyszłego produktu?
2) Jakimi urządzeniami można wykonać otwory w częściach?
3) Jakie narzędzie jest do tego wykorzystywane?
4) Jaki jest proces stojący za zasadą wiertła?
Podsumowując odpowiedzi uczniów, nauczyciel informuje o cechach wytwarzania otworów cylindrycznych za pomocą obrazu mechanicznego.
Nauka nowego materiału
Studiując ten temat, należy wziąć pod uwagę, że dla uczniów klas szóstych wiertarka jest złożoną maszyną techniczną.
Dlatego podczas badania struktury, celu i praktyczne zastosowanie maszyna nie musi obciążać uczniów niepotrzebnymi informacjami, które nie przyczyniają się do rozwoju ich zainteresowania poznawcze, logiczne myślenie i umiejętności projektowania. Należy zwrócić uwagę tylko na główne elementy i typowe mechanizmy wiertarki.
1. Urządzenie wiertarki, jej cel i zasada działania.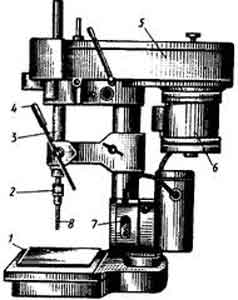 Historia nauczyciela.
Historia nauczyciela.
- Za pomocą jakich mechanizmów wiertarki obraca się wiertło, za pomocą których - porusza się do przodu?
Biorąc pod uwagę skokowy napęd pasowy wiertarki, wskazane jest zaktywizowanie wiedzy studentów na temat przełożenia tego mechanizmu. Nauczyciel pokazuje przekładnię na maszynie lub na modelu i wyjaśnia zasadę przenoszenia w niej ruchu obrotowego z kół napędowych na napędzane. Wyjaśniając działanie mechanizmu zębatkowego, nauczyciel porównuje je z przekładnią zębatą. Jednocześnie wskazuje na te same części (koła zębate), które znajdują się w obu mechanizmach, oraz na inną część (przekładnię), która tylko mechanizm szynowy.
W wyniku dyskusji studenci powinni dojść do wniosku, że przekładnia jest mechanizmem ruchu obrotowego, ponieważ jej przekładnie (napędowe, napędzane) wykonują tylko ruch obrotowy, a przekładnia szynowa jest mechanizmem przekształcania ruchu obrotowego koło zębate w progresywny ruch koła zębatego - listwy.
Aby ułatwić uczniom zrozumienie interakcji wszystkich elementów danego mechanizmu, nauczyciel za pomocą schematu kinematycznego wiertarki wyjaśnia jej przeznaczenie i cechy graficznych obrazów mechanizmów. Studenci powinni skoncentrować się na tym, że znacznie łatwiej jest zrozumieć zasadę działania dowolnego mechanizmu lub maszyny za pomocą schematu kinematycznego niż rysunków. Ten ostatni z reguły jest przeciążony wtórnymi szczegółami i trudno jest prześledzić na nim łańcuch przenoszenia ruchu z jednej części (szczegółu) na drugą.
2. Powołanie głównych części maszyny.
Historia nauczyciela.
Na stożkowy chwyt wrzeciona nakładany jest uchwyt wiertarski z wiertłem. Wysokość i opuszczanie wrzeciona sterowane jest za pomocą uchwytu. Maszynę włącza się poprzez naciśnięcie przycisku znajdującego się na osłonie szafki.
Nauczyciel pokazuje, że część maszyny przeznaczona do mocowania narzędzia skrawającego i jego ruchu, demonstruje, jak wiertło jest przymocowane do uchwytu wiertarskiego, a uchwyt wiertarski jest przymocowany do wrzeciona maszyny. Jeśli jest czas na naukę, nauczyciel wyjaśnia uczniom, jak uzyskać maksymalną i minimalną prędkość wiertła oraz techniki przełączania przejazdu na bloczkach stopniowanych.
3. Techniki sterowania wiertarką.
Historia nauczyciela.
O wydajności wiercenia decydują dwa parametry: prędkość skrawania i posuw wiertła. Wiertło obracające się przesuwa się w kierunku części, w której wykonywany jest otwór. Ten ruch nazywa się posuwem wiertła. Podczas wiercenia należy kontrolować, czy posuw nie jest zbyt duży, może to prowadzić do złamania wiertła, zwłaszcza gdy jego średnica jest mała.
Przed wierceniem konieczne jest bezpieczne zamocowanie wiertła w uchwycie.
(Nauczyciel demonstruje uczniom wiertła z chwytem stożkowym i cylindrycznym oraz wyjaśnia, jak prawidłowo i bezpiecznie zamocować każdy z nich w uchwycie.)  Dla pomyślnego zakończenia prac wiertniczych ważna jest również umiejętność prawidłowego zamocowania obrabianych przedmiotów na wiertarce. Duże części są często mocowane na stole za pomocą pryzmatów i zacisków.
Dla pomyślnego zakończenia prac wiertniczych ważna jest również umiejętność prawidłowego zamocowania obrabianych przedmiotów na wiertarce. Duże części są często mocowane na stole za pomocą pryzmatów i zacisków.
(Nauczyciel pokazuje uczniom jak mocować duże i małe części na wiertarce. W miarę możliwości pokazuje uczniom uniwersalne kątowniki i imadła maszynowe oraz opowiada o ich przewadze nad innymi urządzeniami do mocowania detali na wiertarce.)
Podczas wiercenia konieczne jest zapewnienie równomiernego posuwu wiertła. Pod koniec wiercenia otworu przelotowego wiertło jest łatwiej posuwem, a w celu uzyskania równomiernego posuwu zmniejsza się nacisk na pokrętło posuwu. Podczas wiercenia, gdy wiertło wychodzi z obrabianego przedmiotu, na jego krawędzi tworzą się zadziory, o które może się zaczepić pionierski nowatorski wiertarka. To prowadzi do jego złamania. Aby zapobiec złamaniu, należy pod koniec wiercenia umieścić pod obrabianym przedmiotem drewniany klocek i zmniejszyć posuw wiertła.
(Nauczyciel demonstruje uruchamianie maszyny, doprowadzenie wiertła do zakotwiczonej części części oraz procedurę wiercenia. Należy ostrzec uczniów o niebezpieczeństwie zwiększenia prędkości posuwu, gdy wiertło wychodzi z otworu przelotowego.)
IV. PRACA PRAKTYCZNA „Sterowanie wiertarką”
Instrukcja wykonania praktyczna praca.
Studenci na zmianę czytają w podręczniku zasady bezpiecznej obsługi wiertarki. Nauczyciel komentuje je, zwracając uwagę uczniów na to, co może się stać, gdy nie nauczą się tych zasad i nie będą ich ściśle przestrzegać.
Nauczyciel podpowiada, jak to powinno być zorganizowane Miejsce pracy jak umieścić mechanizmy, części, narzędzia niezbędne do wykonania pracy na stole warsztatowym; jakie wymagania musi spełniać to narzędzie oraz zasady opieki nad nim.
Wykonywanie praktycznej pracy
Rozpoczynając ćwiczenia praktyczne, studenci najpierw przygotowują wykroje do wiercenia. Następnie wykonują otwór w miejscu przyszłego otworu punktakiem, trenują mocowanie wierteł w uchwycie wrzeciona wiertarki, uruchamianie i wyłączanie, a także sterowanie nim w procesie.
Nauczyciel dba o przestrzeganie przez uczniów zasad bezpiecznej pracy na maszynie, wyjaśnia, że przed rozpoczęciem pracy należy przyjąć prawidłową postawę podczas pracy. Wyjaśnieniu towarzyszy pokaz stołu lub rysunek z podręcznika, skupiający się na ułożeniu tułowia i stóp.
Nauczyciel powinien tak zaplanować pracę, aby uczniowie kolejno pracowali na wiertarkach. Doświadczenie pokazuje, że studenci chętnie pracują na wiertarce, ale niektórzy z nich boją się włączyć maszynę, a tym bardziej pracować na niej.
Nauczyciel powinien dokładnie przestudiować reakcję każdego ucznia podczas nauki pracy na wiertarce, aby na czas pomóc tym, którzy tego potrzebują. Podczas pierwszego podejścia ucznia do maszyny należy zwrócić uwagę na jego reakcję. Jeśli ma zwężone lub szerokie oczy, drżące ręce, pomarszczone czoło lub wystający język, to należy pracować nad tym uczniem indywidualnie, aby pokonać jego psychologiczną barierę. Dopiero po upewnieniu się, że uczniowie mogą pracować samodzielnie, możesz pozwolić im na rozpoczęcie pracy.
V. PODSUMOWANIE LEKCJI
Nauczyciel analizuje realizację prac praktycznych, wskazuje błędy i sposoby ich eliminacji.
Wiertarka jest wszechstronnym urządzeniem, które można wykorzystać do formowania otworów o różnych konfiguracjach. Aby zapoznać się z urządzeniem, zaleca się przestudiowanie układu najpopularniejszego modelu z pionowo umieszczonym wrzecionem.
Ogólne informacje o projekcie
Niezależnie od sposobu wykonania urządzenia wiertarki zasada jego działania pozostaje taka sama dla wszystkich typów. Za pomocą obrotowego wiertła przetwarzane są produkty drewniane, metalowe lub polimerowe.
Aby wykonać tę operację, konstrukcja maszyny musi składać się z płyty podstawy, na której montowane są inne elementy wyposażenia. W modelach zorientowanych pionowo jednostka wiertnicza jest montowana na stojaku podporowym. Może pełnić dwie funkcje - mocowanie obrabianej części i jej przemieszczenie w płaszczyźnie pionowej.
Ponadto do cech konstrukcyjnych można przypisać następujące czynniki:
- typ pulpitu. W niektórych modelach jest stacjonarny, a jego funkcję pełni płyta podstawowa. Ten projekt jest odpowiedni do przetwarzania masywnych produktów. Sprzęt wiertniczy z ruchomym stołem roboczym na stojaku podporowym służy do wykonywania precyzyjnych operacji;
- parowanie jednostki wiertniczej z silnikiem elektrycznym. Odbywa się to za pomocą napędu pasowego. Na wałach podzespołów zamontowane są koła pasowe o różnych średnicach. Zmieniając położenie paska napędowego, reguluje się liczbę obrotów głowicy wrzeciona;
- możliwość wiercenia części pod kątem. Można to zrobić za pomocą gramofonu. Alternatywna opcja jest obecność mechanizmu przemieszczania w bloku wiertniczym.
To podstawowe informacje o konstrukcji klasycznej wiertarki. Mogą się różnić w zależności od konkretnego projektu, przeznaczenia i wymagań technologicznych.
Aby zmniejszyć wymiary konstrukcji, napęd pasowy można zastąpić napędem zębatym. Odbywa się to jednak niezwykle rzadko i tylko w przypadku modeli specjalistycznych.
Zasada działania sprzętu wiertniczego

Aby poznać specyfikę urządzenia wiertarki pionowej, należy szczegółowo rozważyć procesy zachodzące w sprzęcie podczas wykonywania pracy. Te informacje pomogą ci zrozumieć działanie walory techniczne każdy model maszyny.
Główny ruch obrotowy przenoszony jest z silnika elektrycznego na wrzeciono głowicy wiercącej za pomocą mechanizmu prędkości. W klasycznych modelach wyposażenia znajduje się w górnej części instalacji. Aby wykonać operację wiercenia, konieczne jest obniżenie narzędzie tnące do powierzchni części. W przypadku podstawowego pozycjonowania można zmienić położenie pulpitu lub zespołu wiertniczego, zmieniając ich położenie na pionowym wsporniku. Bardziej precyzyjna obróbka odbywa się za pomocą mechanizmów do odejścia głowicy wrzeciona.
- wymiary pulpitu, możliwość obracania go pod pewnym kątem, a także obecność elementów do mocowania gotowania;
- maksymalny minimalny rozmiar zainstalowane wiertło;
- ograniczenia prędkości głowicy wrzeciona;
- liczba prędkości;
- rodzaje i konstrukcja uchwytu wiertarskiego;
- moc znamionowa silnika elektrycznego.
Większość modeli domowych i półprofesjonalnych nie ma układu doprowadzania chłodziwa. Jednak w przypadku przetwarzania produktów ze stali o wysokiej wytrzymałości ta procedura jest obowiązkowa. Alternatywnie możesz użyć specjalnego bloku na zawiasach. Zbiornik chłodziwa jest zainstalowany w dowolnym dogodnym miejscu w pobliżu maszyny. Za pomocą pompy małej mocy ciecz przepływa przez rurę wlotową, której koniec jest zamontowany na umieszczonej pionowo głowicy wiertniczej.
Możliwa modernizacja maszyn fabrycznych

Często standardowe wyposażenie fabrycznej wiertarki pionowej lub jej konstrukcja nie odpowiada użytkownikowi. W tym przypadku podejmowane są próby modernizacji sprzętu. Polegają na instalowaniu nowych komponentów i komponentów lub ulepszaniu już istniejących.
Głównym problemem modeli budżetowych jest pojawienie się luzu podczas operacji wiercenia. Wynika to z niskiej stabilności konstrukcji. Ten problem można rozwiązać, zwiększając masę płyty podstawy lub instalując dodatkową pionową kolumnę nośną. W ten sposób można z dużą precyzją formować otwory o małych średnicach.
Oprócz tego przykładu modernizacji, standardowe modele fabryczne podlegają następującym zmianom i uzupełnieniom:
- zastosowanie ograniczników głębokości wiercenia. Jeśli taka funkcja nie jest przewidziana w konstrukcji urządzenia, na wiertarce można zainstalować specjalny ogranicznik;
- podłączenie urządzenia do płynnego rozruchu silnika elektrycznego. Dzięki niemu szarpnięcia nie pojawią się podczas pierwszego uruchomienia sprzętu;
- aktualizacja pulpitu. Aby naprawić obrabiany przedmiot, możesz użyć modeli z poduszką elektromagnetyczną. Jeśli ma przetwarzać produkty o złożonych konfiguracjach, montowany jest mechanizm obrotowy;
- instalacja autonomicznego punktu oświetleniowego. Pozytywnie wpłynie to na jakość wykonywanej pracy.
Ze względu na bezpieczeństwo pracy urządzenia podczas podłączania zaleca się stosowanie RCD. W przypadku modeli stacjonarnych ważne jest, aby wybrać odpowiednią ramę. Powinien być jak najbardziej stabilny i mieć funkcję kontroli poziomu.
OD szczegółowe urządzenie Wiertarka zorientowana pionowo można znaleźć na filmie:





