Horisontella fräsmaskiner för metall. Horisontella fräsmaskiner och bearbetningscentra
Det schweiziska tillverknings- och ingenjörsföretaget ENCE GmbH (ЭНЦЕ ГмбХ) grundades 1999, har 16 representationskontor och kontor i OSS-länderna, erbjuder utrustning och komponenter från produktionsanläggningar i Turkiet och Republiken Korea, är redo att utveckla och leverera enligt till din individ uppdragsbeskrivning fräsmaskiner.
Fräsningsprocess
Fräsning är teknisk drift i samband med ytbehandling med fräsar.
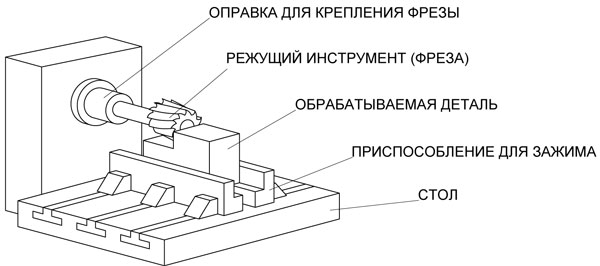
Under fräsprocessen roterar fräsen huvudsakligen, och matningen går i en rätlinjig och vinkelrät riktning med avseende på fräsen, d.v.s. till sin axel. På fräsmaskinens bord är arbetsstycket fixerat med ett skruvstäd.
Funktionen hos en fräs skiljer sig från den för flerbladiga verktyg som finns på borrpressar.
På grund av den vinkelräta matningen i förhållande till skärarens rotationsaxel, berör var och en av dess tänder arbetsstycket, men gör bara en liten del av dess varv. Flera skärtänder fungerar samtidigt, även om bara en tand kan fungera. Kuttern har många tänder, som var och en är i drift under en kort tidsperiod. Under huvuddelen av rotationen kyls fräsen, vilket i sin tur garanterar en lång livslängd på själva fräsen och effektiviteten i fräsprocessen.
Den geometriska strukturen för varje skärtand på fräsen liknar typen av fräs. Fräsningsprocessen har dock sin egen specifika egenskap: arten av kontakten mellan fräsens tänder och delens yta är intermittent, vilket positivt påverkar processen när det gäller att minska effekten av värmen som frigörs under fräsning på allra senaste verktyg och orsakar inte ett så lugnt och smidigt flöde av processen, som vid svarvning.
Beroende på formen på deras tand är skärare indelade i:
- fräsar utrustade med spetsiga tänder;
- fräsar med vässade tänder.
För fräsar av den första typen består tändernas skärprofil av raka linjer, tänderna är vässade längs bakkanten och fräsarnas baksida vässas tvärtom längs framkanten. Vid omslipning bibehålls kuggprofilen på en fräs med stöd, vilket är en stor fördel jämfört med spetsiga fräsar, som används för fräsning i höga hastigheter och därför är gjorda av hårdmetall.
Cylindriska fräsar används också för ytbehandling genom fräsning, då maskinbordet rör sig mot fräsen (uppströms fräsning) eller rör sig i samma riktning som fräsen (klättfräsning). Spån i form av ett komma tas bort med dessa metoder av varje tand på skäraren. Vid uppfräsning ökar spåntjockleken gradvis, medan den vid nedfräsning tvärtom minskar under skärning. Uppfräsning bidrar till en jämn ökning av belastningen på tanden, vilket är en fördel, och nackdelen med denna metod är skärarens försök att slita bort delen från bordsytan. Klätterfräsning gör allt tvärtom, så valet av metod bestäms av de specifika arbetsförhållandena.
Fräsning av skärdata
skärhastighetär den perifera rotationshastigheten för fräsen.
V = πD n/1000, m/min,
där D - fräs Ø, mm,
Innings- rörelse av arbetsstycket längs fräsens axel per tidsenhet.
S m = S z z n, mm/min,
där z är antalet skärtänder,
n - antal varv av skäraren / min
Skärdjup- ett lager av metall som tar bort fräsar i ett pass;
Fräsbredd- längden på den yta som är i kontakt med fräsen i riktningen vinkelrät mot matningsriktningen.
Spåntjocklek- värdet som tas bort av varje skärtand.
Skärkrafter och fräskraft
I skärningsprocessen verkar en viss kraft på varje tand på skäraren, vars riktningar och storlek skiljer sig åt, beroende på fräsningens karaktär och matningsriktningen. Vid fräsning av ändarna med en fräs, med en motmatning, kan skärkraften P som verkar på fräsens tand delas upp i två komponentstorheter: tangentiell P z och radiell P y . Enligt den radiella kraften P y beräknas dornen som skäraren sitter på för böjning. Det totala värdet av P z definieras som summan av krafterna som verkar på tänderna:
P z summa \u003d P z 1 + P z 2 + P z 3 kg
Fräsmoment:
M \u003d P z D / 2 kg mm,
där D - fräs Ø,
Fräskraft:
N = M n / 974000 kW,
där M är vridmoment,
n är antalet varv som skäraren gör på 1 min.
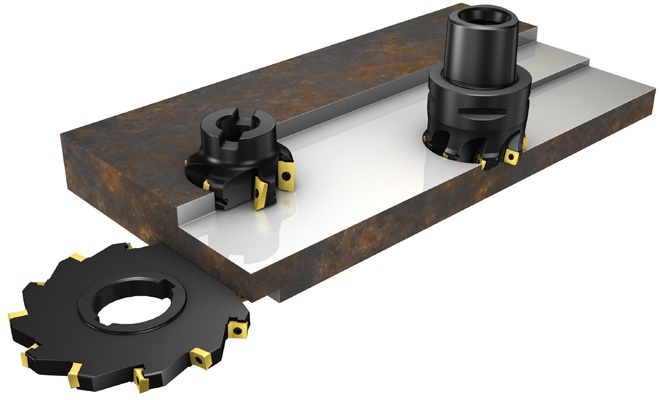
Huvudtyper av fräsar
En fräs är en fräsmaskin utformad för att skära och ha flera tänder. Tanden är inget annat än en spånskärare.
Skärning i en fräsoperation skiljer sig dock från skärprocesser i kvarn eller borrning. Vid skäraren, som vi nämnde ovan, är tänderna under skärningen inte alla involverade i arbetet, utan växelvis. Fräsens livslängd ökar därigenom och effektiviteten i fräsprocessen ökas.
Bilden nedan visar en mängd olika fräsar som skiljer sig åt olika funktioner och funktioner:
- för deras ansökan,
- beroende på formen på tänderna
- i riktning mot tänderna
- enligt deras utförande
- efter typ av infästning på en fräsmaskin etc.
Enligt designen kan skärarna vara:
- hela,
- lödda,
- typsättning,
- fräshuvuden baserade på utbytbara tänder.
1. Solida fräsar, dessa är positionerna 1, 2, 4 och 7 i figuren. De är ett enda stycke av högkvalitativt material avsett för tillverkning av fräsar och annan skärutrustning.
2. Vanligt billigt konstruktionsstål används för lödda fräsar. En bit eller platta av högkvalitativ metall löds fast på den övre delen av tanden eller fräsen.
3. Typinställningsfräs, detta är position 3 i vår figur. Det är en rund kropp gjord av legerat konstruktionsstål, där tänderna sätts in och fixeras med en kil eller en konisk tapp. För skärpning demonteras inte typinställningsfräsen, utan bearbetas i monterat tillstånd.
4. Fräshuvuden, i vår figur är detta position 15. Huvudet är utrustat med snabbväxlingständer, konventionella fräsar. För slipning kan fräshuvudet inte demonteras, utan bearbetas i monterat tillstånd, eller så kan du skärpa tänderna individuellt och sedan fästa dem på kroppen.
Beroende på typen av fästning särskiljs skärare:
- monterad
- svans
- slutet
Skalfräsar, positionerna 1, 3, 4 och 7 i vår figur, är fräsar med ett hål och ett kilspår, de är monterade direkt på spindelaxeln.
Svansskärarna, positionerna 6 och 9, är en fortsättning på svansen (konisk eller cylindrisk) och är tillsammans med stjärten en integrerad del.
Planfräsar, position 15, är monterade på änden av axeln med bultar.
Beroende på skärarens omfattning är de indelade i följande huvudtyper:
- för flygplansbearbetning,
- slitsad (pos.5),
- räfflade (position 4, 9 och 6),
- hörn (position 7 och 8),
- formad (position 10),
- för att skära tänder (positionerna 11, 12 och 16),
- för gängning (position 14 och 13) och
- särskild.
Grundläggande operationer utförda genom fräsning med olika fräsar
Bilden nedan visar ett antal operationer som utförs med olika typer av fräsar i fräsningsprocessen.
Cylindriska och planfräsar, positionerna 1 och 2 i figur 3, används för bearbetning av plan. Syftet med skiv-, änd-, spår- och hörnskärarna, position 3 i figuren, är att skapa spår och spår på arbetsstycket. Position 4 visar formade fräsar som används för bearbetning av formade ytor. Skiv- och fingerskärare i form av moduler, position 5 och 6, skär tänder på kugghjul.

Fräsmaskiner
De viktigaste typerna av fräsmaskiner:
1) verktygsmaskiner generell mening: horisontell fräsning, universalfräsning och vertikal fräsning.
2) maskiner för ett specifikt ändamål och specialiserade.
Horisontella fräsmaskiner är utrustade med en bädd längs vilken en konsol med styrningar rör sig i vertikal riktning, längs vilken i sin tur en tvärglid löper parallellt med spindelaxeln. Bordet med växellådan och matarlådan rör sig i riktning vinkelrätt mot spindelaxeln.
Fräsar är fästa på dornen. Pinnfräsar sätts in i spindeln och centreras med en konisk hylsa.
Bordet på en universell fräsmaskin kan, till skillnad från en horisontell fräsmaskin, vridas i ett horisontellt plan med 45 grader. Så matningsriktningen på bordet kan ändras i förhållande till spindelaxeln från 45 till 90 grader, vilket krävs vid fräsning av spiraler.
Vertikala fräsmaskiner har en vertikal spindel, annars är de samma som horisontella fräsmaskiner.
Tabeller för längsgående fräsmaskiner kan endast röra sig i ett horisontellt plan placerat vinkelrätt mot axlarna för vertikala eller horisontella spindlar, vars närvaro tillåter bearbetning av delar från flera sidor samtidigt. Delar bearbetas av fräsar i kontakt med spindlar. Bordet sträcker sig inte eller rör sig i tvärriktningen, och verktyg installeras genom att förlänga spindlarna längs deras axel och flytta huvudstammarna längs styrningarna.
Karusellfräsmaskiner som används för kontinuerlig bearbetning av plana ytor har runda bord med stora diametrar, delar tas bort när bordet fortsätter att rotera.
Syftet med trumfräsmaskiner är detsamma som roterande fräsmaskiner. Skillnaden är den på trumman fräsmaskiner parallella plan bearbetas samtidigt från två sidor. Inuti ramen på dessa maskiner roterar en trumma, på vilken de delar som ska bearbetas placeras och de färdiga tas bort. Fräsarna är i toppstockarna, varje skärpar utför först grovfräsning i följd och sedan finfräsning. Dessa maskiner har god styvhet och hög produktivitet.
Specialiserade fräsmaskiner bearbetar huvudsakligen stora delar i massproduktion.
Beskrivning och funktionsprincip för fräsmaskiner
En av typerna av universella verktyg är en fräsmaskin. Det är en verktygsmaskin med ett skärverktyg som kallas fräs med många blad. Skärarens huvudsakliga rörelse är dess rotation. Kuttern är monterad på en vertikal axel. Men axeln kan också installeras på ett annat sätt så att den ser på arbetsstycket i en vinkel. Maskinbordet kan flyttas manuellt eller med hjälp av en drivning, dock en mekanisk sådan. Samtidigt utförs styrningen ganska exakt på skalor som har ett optiskt zoomsystem.
Fräsmaskinens axel, eller, som det brukar kallas, spindeln som fräsen är monterad på, är horisontell. Den del som ska bearbetas är fixerad på bordet. Bordet är i sin tur det enklaste, med rörelse längs 3 axlar. Det finns också universalbord. Dessa har förmågan att vända sig i vinkel.
Modern maskinteknik gör det möjligt att bearbeta delar med en komplex profilyta: dessa kan vara ytorna på formar, formar, där formning är viktig, etc.
För att erhålla delar med sådana ytor används sådana typer av bearbetning som gjutning, stämpling, skärning. Men endast skärning gör det möjligt att erhålla ytparametrar som ligger nära de angivna värdena (börvärden) och minska tiden för efterföljande bearbetning. Ofta är fräsning det enda möjlig metod att utföra denna typ av bearbetning, eftersom så många maskinbyggande fabriker och anläggningar har gått över till mass- och småskalig produktion. Och i produktioner av detta slag anses det vara kostnadseffektivt att bearbeta delar genom fräsning.
Processen för teknisk behandling av ytor med en komplex profil är baserad på följande operationer:
1) skörd, 2) fräsning, 3) efterbehandling.
Efterbehandlingsproceduren utförs manuellt. Komplexiteten av denna operation och arbetskostnaderna för den bestäms av de slutliga ytparametrarna som äger rum efter fräsning. Om en hög ojämnhetsklass säkerställs i frässtadiet är det möjligt att minska tiden som läggs på efterbearbetning. För efterbehandling är det mest tidskrävande steget i processen för teknisk bearbetning.
Klassificering och syfte för fräsmaskiner
Ytor kan bearbetas på fräsmaskiner olika former. Dessa är både externa och interna plan. Du kan bearbeta:
- spår;
- flygplan;
- spår;
- linjärt formade ytor.
För bearbetning av det senare används speciella typer av fräsmaskiner, eftersom detta är arbete med komplexa rumsplan. Bakom svarvar fräsmaskinerär i en av de ledande positionerna i sin förekomst, eftersom de är mycket produktiva och ganska mångsidiga.
Typer av fräsmaskiner:
- trösta- fräsmaskiner;
- konsollös fräsning;
- längsgående fräsning;
- kopieringsfräsning.
De kan vara vertikala, horisontella, universella och mycket mångsidiga. Denna maskin är mycket populär. Att utrusta med en konsol skiljer den från andra typer av maskiner. Konsolen, styvt fixerad på själva maskinens kropp, rör sig längs styrningarna på ramen, och sliden på toppen flyttar konsolen i tvärriktningen. I motsats till spindeln, som praktiskt taget inte rör sig, vidare den här typen maskinbordet rör sig. Arbetsstycket är fixerat på det, tillsammans med vilket det rör sig i rymden, vilket gör både vinkelräta rörelser och rörelser i en vinkel i förhållande till spindelaxeln.
Bearbetning på fräsmaskiner. Typer av fräsning
Fräsning är förknippad med utförandet av operationer på delar av olika plan och ytor på fräsmaskiner. Dessa är operationer som är direkt relaterade till:
- plan bearbetning;
- formade ytor;
- skärande spår;
- gängskärning;
- skärande tänder på kugghjul;
- genom att helt enkelt skära en bit metall.
Universalfräsmaskin
På en universell fräsmaskin, plana och formade ytor (extern och invändig), spår, avsatser, rotationskroppar, hål, gängade anslutningar, kugghjul. Denna typ av maskin används ofta på reparationsavdelningar, låssmeder, snickerier och verkstäder, utrustad med en digital mätanordning i tre axlar: vertikal konsolmatning i snabbläge, bordmatning i båda riktningarna i snabbläge. Det finns ett fungerande belysnings- och kylsystem i maskinen.
Utförda operationer: procedurer för borrning, fräsning, gängning, etc.
CNC horisontell fräsning
Den horisontella CNC-fräsningsmaskinen tillhör den tunga serien av denna typ av design och är designad för följande typer av bearbetning: grovbearbetning, halvbearbetning och slutbearbetning. Arbeta under svåra funktionella förhållanden för bearbetning av stora kroppsdelar med komplex design tillverkat av gjutjärn, konstruktionsstål, rostfritt stål, värmebeständigt stål och legeringar, garanterar detta center hög styvhet och motståndskraft mot vibrationer. Maskinens hydrodynamiska styrningar garanterar säkerheten för precisionsparametrarna, såväl som förmågan att skära svårklippta material.
Bearbetningsbordsmått: 630x630 mm;
Rörelser i X/Y/Z-axlar: 900/800/710 mm;
Spindelhastighet: 4500 rpm. (910 Nm - 1080 Nm);
Antal verktyg: 60;
CNC-system;
Basutrustning för CNC horisontell fräsning
- CNC-system med färggrafisk skärm;
- Roterande bord;
- Verktygsbutik;
- Spindelkylsystem;
- Kylmedelsförsörjningssystem;
- Ett hölje som helt täcker maskinens arbetsområde;
- Fjärrkontroll;
- Underhållsverktygssats;
- Bandtransportör med vagn (för spånborttagning);
- Belysningslampa Arbetsplats;
- Automatisk avstängning näring;
- Sump;
- Kylsystem för elskåp;
- Instruktioner för användning och reparation av maskinen
Arbete utfört på fräsmaskiner
Omfattningen av arbete som kan utföras på fräsmaskiner är mycket varierande och stort. Dessa är procedurer för bearbetning av plan, fräsning av spår och spår, fräsning av formade ytor, fräsning av rotationsytor, skärande kugghjul, etc.
Typer av arbete på fräsmaskiner och verktyg som används:
- Ytbearbetning med cylindrisk fräs med spiraltand
- Bearbetning av ett plan med en pinnfräs med insatta tänder
- Sidaskärning med skivskärare
- Bearbetning av båda sidor av ett öppet spår med en dubbelsidig skivskärare
- Fräsning av ett spår med en tresidig skivskärare
- Fräsning av två sidor av ett öppet spår med en pinnfräs
- Fräsning av ett spår med pinnfräs
- Fräsning av sidorna av ett utsprång med en uppsättning av två dubbelsidiga skivor
- Fräsning av ett halvcirkelformat spår med en formad halvcirkelfräs
- Fräsning av en komplex profil med en prefabricerad uppsättning fräsar av olika typer.
Verktyg för fräsmaskiner
Bland de fixturer som finns tillgängliga för fräsmaskiner finns universella, normaliserade och speciella. De är i sin tur uppdelade i en och flera ställen, bland vilka det finns fasta, rörliga och roterande, för kontinuerlig fräsning.
Delningshuvuden kända för oss alla, maskinskruvstäd, roterande bord, hörnbord, roterande bord är universella fräsfixturer.
Maskinskruvstäderna är vanligtvis utrustade med en konventionell manuell skruvklämma (excentrisk eller pneumatisk) för montering av delar på dem.
Det mest använda pneumatiska skruvstäd med gummimembran. Arbetsstycket kläms fast mellan käftarna. När luft kommer in i skruvkammaren rör sig membranet tillsammans med skivan och stången, och stången vrider vevspaken, och arbetsstycket fixeras med en kraft på 900 kg vid ett lufttryck på 4 atm.
Delningshuvuden ändrar delens vinkel i förhållande till fräsen och är indelade i enkla, universella och optiska. Det finns tre metoder för att dela med delande huvuden: direkt, enkel och differentiell. Den direkta metoden innebär helt enkelt att vrida huvudet (delande) spindeln genom en förutbestämd vinkel. Enkla och universella huvuden är lämpliga för detta ändamål.
Användningsområdena för universella delningshuvuden är mycket olika:
- för periodisk rotation av arbetsstycket med vissa givna vinklar
- för kontinuerlig rotation av arbetsstycket vid fräsning av spiraler
- att ge arbetsstycket ett givet vinkelläge relativt bordets plan på maskinen
Om det är nödvändigt att observera den exakta rotationen av arbetsstycket till önskad vinkel (tillåtet fel max. 0,25 '), används optiska delningshuvuden utrustade med en ratt. Extremitetsskalan observeras genom okularet på det optiska systemet inuti delningshuvudet.
Om det är nödvändigt att rotera arbetsstycket i ett horisontellt plan, använd en roterande universalbord. Sådana bord sätts i rörelse manuellt eller mekaniskt.
För att placera delen i förhållande till själva fräsmaskinsbordets plan i en viss vinkel, prioritera hörnborden.
Roterande bord väljs för positionsbearbetning.
Konsolfräsmaskin
- bas i form av en låda, där växellådan och växellådans styrenhet är placerade;
- spindel montering;
- trunk;
- suspension;
- spindelfräsdornar;
- trösta;
- kälke;
- ett bord där delen placeras för bearbetning;
- basplatta.
Konsollösa fräsmaskiner uppdelat:
- för vertikala och
- horisontell.
Konsolllös fräsmaskiner vertikal typ används för att utföra operationer på delar av ganska stor storlek. Fräsning utförs med hög hastighet med en automatisk styrcykel. Den automatiska cykeln utför:
- arbetsflöde,
- backa i hög hastighet och
- sluta.
På moderna konsollösa fräsmaskiner dras fräsen automatiskt tillbaka från delens yta för att skydda den. Fräsningsprocessen utförs på dessa maskiner med hög hastighet, vilket är deras stora värde. Maskinen bearbetar kroppsdelar med ett stort bearbetningstillägg. Tabell vertikal rörelse har inte, endast tvärgående och längsgående rörelse. Spindelhuvudet rör sig vertikalt. Själva spindeln står upprätt och har stort antal varv, upp till 1250 rpm, så att fräsning sker med mycket hög hastighet.
CNC-fräsmaskin
CNC-fräsmaskiner är maskiner med ett automatiskt styrsystem. Automation flyttar bordet och styr spindelhastigheten. Ibland placeras spindeln på en vagn eller glid, vilket bidrar till dess rörelse i riktning längs axeln och vertikalt. På denna typ av CNC-maskin seriebearbetas delar med ytbehandling med hög precision i tredimensionellt utrymme. Till exempel delar till flyg eller energiindustrin som propellerblad för flygplan och helikopter, turbinblad och stora industrifläktar.
På tal om kopiefräsmaskiner, uppstår idén omedelbart att kopiera, skapa en kopia eller reproducera något, upprepa en karbonkopia. Därför skapar kopiefräsmaskiner en icke-plan yta på delen, medan de bearbetar de krökta ytorna på formar, stansar, som sedan används för att stansa delar från stålplåt. Samtidigt kopierade den resulterande formen, så att säga, det givna provet och blev likt det. Vid bearbetning flyttar skäraren kopiatorns profil till arbetsstycket.
Om en automatisk fräsväxlare är installerad på en CNC-fräsmaskin, kommer maskinen att utföra funktionerna i ett bearbetningscenter, samtidigt som den utför många bearbetningsåtgärder i automatiskt läge.
Numerisk programstyrning bidrar till implementeringen av de mest komplexa tekniska åtgärderna för bearbetning av delar i automatiskt läge. Operatörsåtgärder är inte nödvändiga under drift. Styrsystemet är laddat med program för olika bearbetningssteg. Bearbetningsprogrammet väljs innan processen startar. Valet av program görs av operatören från kontrollposten. Från samma post kan du styra maskinen i manuellt läge och stänga av maskinen vid en nödsituation. Det visuella systemet visar alla åtgärder som utförs av maskinen, operatören övervakar utförandet av operationer på skärmen.
På en CNC-fräsmaskin bearbetas delar av gjutjärn, stål samt lättmetallegeringar. På denna utrustning bearbetas kroppsdelar med ett komplett utbud av operationer i 3 koordinater (X, Y, Z) i grundversionen av maskinen och i fyra eller fem koordinater - i den valfria versionen av CNC-maskinen, utvecklad i ljuset av den senaste världens teknologier som är nödvändiga för småskaliga och enskilda produktioner.
De föreslagna maskinerna är utrustade med ett CNC-system, en grafisk skärm, som garanterar högprecisionsutförande av kommandon. Servodrev utrustade med digital styrning garanterar exakt och snabb rörelse längs tre axlar.
Optimal specifikationer maskinen låter dig utföra många operationer med en inställning: fräsning, borrning, borrning, gängning. Bords- och bromsok tillverkade av speciellt höghållfast gjutjärn, som har hög styvhet och vibrationsbeständighet, samt design en kraftfull spindel och ett automatiserat system för att tillföra kylvätska till skärzonen bidrar till att öka maskinens höga popularitet.
Grundutrustning för en CNC-fräsmaskin:
- Siemens CNC-system;
- Skyddande hölje;
- Automatiserat system kyl;
- Olje- och kylvätskeavskiljare;
- Automatiserat smörjsystem;
- Monteringsbultar för installation på fundamentet;
- Elskåp värmeväxlare;
- Signal;
- Dokumentation på ryska.
CNC-fräsmaskiner är utrustning som motsvarar en hög nivå av moderna konstgjorda lösningar, med vars hjälp precisionsdetaljer uppnås med hög fruktbar avkastning.
Vertikal fräsmaskin. Beskrivning.
Vertikal fräsmaskin kan utföra många fräsoperationer olika typer skärare
Syftet med vertikala fräsmaskiner är att borra, brotscha och borra hål, bearbeta horisontella och vertikala plan, skära spår, ramar, hörn, skärande kugghjul, etc.
Maskinen kan arbeta med stål, gjutjärnsytor, även bearbeta delar av legeringar, icke-järnmetaller, plaster m.m. Under bearbetningen börjar skäraren rotera med spindeln, vilket gör rotationsrörelser. Arbetsstycket som bearbetas är också i rörelse. Är det rakt eller kurvlinjär rörelse och kallas fräsning. Delen eller arbetsstycket är fäst vid maskinen med stift, ett maskinskruvstycke.
I en vertikal konsolfräs är spindeln monterad vertikalt.
Vertikala fräsmaskiner av den konsollösa typen bearbetar vertikala lutande ytor. Sängen monteras direkt på grunden. På sängens styrningar flyttas rutschkanan och bordet. Denna version av maskinen ger den hög styvhet, styvhet säkerställer bearbetningsnoggrannheten och förmågan att arbeta med övergripande arbetsstycken.
fräsmaskiner vertikal design lätt att använda, tack vare det snabba bytet av verktyg och fixturer.
Horisontell fräsmaskin. Beskrivning
Till skillnad från vertikala fräsmaskiner, maskiner horisontell typ spindeln är horisontell. Nästan alla typer av fräsar kan användas på horisontella fräsmaskiner.
För att installera skäraren används en dorn med en längd som är proportionell mot skrivbordets bredd.
Alla matningar för horisontella fräsmaskiner utförs med hjälp av bordsrörelse. Bordsrörelsestyrning kan vara antingen manuell eller mekaniserad. Den del som ska bearbetas är fixerad i bordets T-slitsar. Som regel rör sig bordet i tre riktningar. Men i vissa fall tillhandahålls den vertikala rörelsen inte av bordets rörelse, utan av fräshuvudets rörelse.
På vissa fräsmaskiner av horisontell typ finns det ett bord med en roterande anordning, som ger en rotation på ±45 ° horisontellt. Detta har fördelen att arbetsstycket kan matas i vinkel mot axeln på axeln (spindeln).
Vertikal-horisontell fräsmaskin. Beskrivning
fräsmaskiner av ovanstående typ är utformade för bearbetning av vertikala, horisontella, lutande ytor, spår i delar stora storlekar. Som regel är deras kropp gjord av gjutjärn och är en gjuten struktur. Fördelarna med en sådan styv design:
- dämpar vibrationer bra
- ger utmärkta råhetsparametrar under bearbetning.
Liksom de konsollösa fräsmaskinerna har dessa maskiner inte heller någon konsol. Sängen monteras direkt på grunden. På sängens styrningar flyttas rutschkanan och bordet. Denna version av maskinen ger den också hög styvhet, styvhet säkerställer bearbetningsnoggrannheten och förmågan att arbeta med övergripande arbetsstycken och delar.
Det vertikala huvudet på denna vertikal-horisontella fräsmaskin har en rotation på ±45 grader.
Kontrollkomponenterna finns på den lokala kontrollpanelen. Detta ger ytterligare bekvämlighet när du använder maskinen, att kunna vara nära maskinen vid tidpunkten för kontroll.
fräsmaskiner vertikal-horisontell typ tillhör det breda sortimentet av fräsmaskiner.
Föreslagna fräsmaskiner
Fräsmaskiner serie UNF 1

UNF1-serien - stabil design och hög bearbetningsnoggrannhet
Utmärkande egenskaper:
- mycket stort skrivbord
- universalfräshuvud, kan installeras i alla rumsvinklar
Standardtillbehör:

| Specifikationer UNF 1 | ||
|---|---|---|
| Arbetszon | ||
| Monteringsyta på bordet | 1120x260 | |
| T-form spår (antal-bredd-avstånd) | 5-14-50 | 350 kg |
| Matare | X resa | 600 mm |
| Y-axelns rörelse | 300 mm | |
| Z resa | 440 mm | |
| X-axelns körhastighet | 24 - 720 mm/min | |
| X-axelns snabbgång | 1040 mm/min | |
| Vertikal. fräshuvud | ||
| Spindel avsmalnande | ISO 40 | |
| Spindelhastighet | 40–1600 rpm | |
| Trösta | 60–500 mm | |
| Avstånd från spindelnos till bord | 0–440 mm | |
| Huvudsvängområde | 360° | |
| Horisontellt fräshuvud | ||
| Spindel avsmalnande | ISO 40 | |
| Spindelhastighet | 40–1600 rpm | |
| Drivkraft | ||
| Huvudmotor | 2,2 kW | |
| Mått L x B x H | 1655 x 1325 x 1730 mm | |
| Vikten | 1360 kg | |
Fräsmaskiner serie UNF 10, UNF 12B, UNF 15B
Utmärkande egenskaper:
- Utrustad med x, y, z servo
- Stort arbetsområde
- Steglöst variabel matning via servomotor och axialstyrning (engelsk produktion) i alla axlar
- Snabb åtkomst i alla riktningar
- Alla kugghjul är härdade, slipade, nitrerade och körs genom ett oljebad när de roterar
- Samtidig tillkoppling av matning och fastspänning av bordet är utesluten
- Styrskenor har Turcite-B-beläggning
- Axlar kan drivas samtidigt
- Det finns ett dubbelt antal av alla kontroller: för att styra maskinen från framsidan och från vänster sida
- Stabila, snedbeständiga guider på överarmen (y-koordinat), fyrkantiga guider i x- och z-koordinater
- Universalfräshuvudet kan ställas in i valfri rymdvinkel
- Automatisk smörjning
- Brett utbud av tillbehör
- Vippbar kontrollpanel med alla funktionella element
- Spindelbroms
Standardtillbehör:
- universal vridbart huvud
- hjälpverktyg
- centraliserat automatiskt smörjsystem
- kylvätskebehållare
- protokoll färdiga produkter enligt DIN 8615
| Specifikationer | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Bordsskiva (L x B) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| Antal T-platser | 5 | 5 | 5 |
| T-spår storlek | 18 mm | 18 mm | 18 mm |
| T-spårets bredd | 80 mm | 80 mm | 80 mm |
| Avstånd mellan T-spår | 900 mm | 1300 mm | 1500 mm |
| Längsgående rörelse av bordet längs X-axeln | 450 mm | 450 mm | 500 mm |
| Lateral Y-axelrörelse | 650 mm | 650 mm | 650 mm |
| Huvudvinkelområde | 360° | 360° | 360° |
| Spindelklämma | ISO 40 | ISO 50 | ISO 50 |
| Spindelhastighet | (27) 30–2050 mm/min | (27) 30–2050 mm/min | (27) 30–2050 mm/min |
| Längsgående matning (steglös) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Tvärmatning (steglös) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Mata vertikalt (steglöst) | 6–640 mm/min | 5–500 mm/min | 5–500 mm/min |
| Hög hastighet längsgående | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Snabbtraversering | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Snabbt flytta vertikalt. | 1700 mm/min | 1300 mm/min | 1100 mm/min |
| Avstånd spindel nos - bord | 50 - 500 mm | 80 - 530 mm | 50 - 530 mm |
| Avresa | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Huvudkraft. motor | 5,5 kW | 7,5 kW | 7,5 kW |
| Axiella drivenheter | DC servo | DC servo | DC servo | 800 kg | 1800 kg | 1800 kg |
| Mått (LxBxH), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Vikten | 3000 kg | 3400 kg | 5500 kg |

| Egenskaper | Föreslagen maskin |
| Kör längs X-axeln, mm | 1400 |
| Y-axelrörelse, mm | 600 |
| Rörelse längs ogh 2, mm | 600 |
| Bordsmått, mm | 1700 x410 |
| T-spår, mm | 4x18x70 | 1200 |
| Axelrörelse, mm/min Snabbtransport mm/min |
X Y Z 10-3000 X Y Z 4800 |
| Spindeltyp | NT50 |
| Diameter, mm | 127,53 |
| Spindelhastighet, rpm | 60-3000 |
| Avstånd från spindelhuvud till bordsyta, mm | 690 |
| Huvuddrifteffekt, kW | 10 |
| Maskinens vikt, kg | 4300 |
Den föreslagna maskinen har en lägre energiförbrukning, vilket inte påverkar produktiviteten, på grund av högre bearbetningshastigheter. Tabellens dimensioner låter dig förena de två typerna av maskiner som ingår i projektet till en.
Leveransens innehåll
Teleskopisk X-axel
Teleskopiska Y-axlar Broaching Machines
Horisontella fräsmaskiner skiljer sig i design, de kan vara en- och dubbelkolumn, konsol och utan konsol. CNC-maskiner har som regel ett roterande bord, vars viss rörelsebana ställs in av det inbäddade programmet.
Horisontella fräsmaskiner - maskiner med en horisontell spindel, samt har förmågan att flytta bordet i tre ömsesidigt vinkelräta riktningar.
Grunden för den horisontella fräsmaskinen är sängen, på vilken maskinens alla noder och mekanismer är placerade:
- växellåda;
- konsolen rörde sig längs sängens vertikala guider;
- ett bord för att installera ett ämne som sätts in i en speciell enhet eller fixeras i ett skruvstycke installerat på det. egenskaperna hos fräsmaskinsbordet är att dess rörelse kan ske i tre riktningar
- längsgående rörelse sker längs styrskenan;
- lateral rörelse erhålls genom att flytta släden själv längs konsolstyrningarna;
- Bordet får vertikal rörelse när konsolen rör sig längs ramstyrningarna.
- spindel - den huvudsakliga roterande delen i maskinmekanismen;
- en matningslåda placerad i konsolen;
- en bål som tjänar till att säkra upphängningen;
- frässtolpen stöds av upphängningsänden.
Universalmaskiner kallas horisontella fräsmaskiner med en roterande platta, tack vare vilken skrivbordet kan förvandlas från en horisontell yta till en lutande. Dessa maskiner kan även utrustas med CNC, men detta kommer inte att snabba upp, utan snarare sakta ner produktionen på grund av att omprogrammering av maskinen kommer att ta mycket tid.
Layout av horisontella fräsmaskiner Kinematiskt diagram 6Р81 Enhet för en horisontell fräsmaskin
Cylindriska fräsar används för att bearbeta delars horisontella plan. Vertikalt vänds metallämnen med ansikts- eller skivskärare. Vid behov, kombinerad bearbetning av arbetsstycket, används flera olika fräsar. Uppgiftens noggrannhet är direkt beroende av stabiliteten hos skärarna i fästet längs försändelsens längd. Upphängningar hjälper till att öka fästets styvhet. Men inte ett enda extra stöd kommer att ge tillräcklig stabilitet till fräsen när dess diameter ökar utöver de standarder som anges av maskintillverkaren. Det mest exakta utförandet av arbetet blir om maskinen är utrustad med en CNC.
Styvheten hos horisontella fräsmaskiner för metall ökar med förbättringen av ramdesignen, installationen av en extra konsol och förstärkningen av bordet. Arbete utfört på svarv för metall, kan även tillverkas på horisontell fräsutrustning med speciella fräshuvuden. Installation av CNC på maskinen åtföljs alltid av en förstärkning av strukturen.
I klassificeringen hänförs horisontella fräsmaskiner till den sjätte gruppen, men några av dem kan också tillhöra den femte som kugg- och gängskärningsutrustning. CNC installeras oftare på maskiner i den sjätte gruppen. Grupp 5-utrustning är inte utformad för att utföra särskilt exakta uppgifter. CNC här kan bara installeras för att påskynda produktionen, om nödvändigt, bearbeta identiska arbetsstycken i i stort antal.
Enligt klassificeringstabellen för svarvutrustning för metall är maskiner uppdelade efter vikt:
- Grupp 1 - lätt, väger upp till 1 ton;
- Grupp 2 - medium, vars vikt inte överstiger 10 ton,
- Grupp 3 - tung. Denna grupp är splittrad.
- Stor - från 10 till 30 ton;
- Tung - från 30 till 100 ton;
- unik, över 100 ton i vikt.
All utrustning för metall kan utrustas med CNC.
Det andra kriteriet för uppdelning av utrustning är automatisk, halvautomatisk eller manuell styrning av maskinen. Med manuell kontroll utförs påslagning, stopp, närmande till ett verktyg, justering av matningar och hastigheter, installation av delar och avlägsnande av dem från arbetsytan av en vändare.

Halvautomatisk är konfigurerad för en specifik bearbetningscykel. Arbetaren måste installera arbetsstycket, fixa det och trycka på startknappen. Efter avslutad cykel stannar den roterande spindeln automatiskt. Svarvaren måste ta bort den färdiga delen, sätta in nästa arbetsstycke och starta maskinen igen.
När man jobbar på automatisk utrustning, får vändaren rollen som observatör och felsökare av utrustning. CNC för verktygsmaskiner kan vara annorlunda, men alla processer för tillverkning av delar sker utan direkt deltagande av operatören.
Det påverkar kolumnen där utrustningen är fördelad i klassificeringstabellen, platsen för spindeln, dess position återspeglas i namnet och markeringen - lutande, vertikal, horisontell.
Indelningen i undergrupper sker enligt bearbetningsparametrarna i 2-plans- eller 4-koordinatläge. Avspeglas även i positionen i tabellen och dess förmåga att bearbeta en eller flera delar samtidigt. Närvaron i designen av CNC-maskinen spelar ingen roll per undergrupp i klassificeringstabellen.
Flerverktygs horisontella fräsmaskiner har flera fräsar som samtidigt bearbetar ytan på en del från olika sidor, och flerpositionsmaskiner bearbetar flera arbetsstycken samtidigt. Båda typerna av utrustning fungerar mer produktivt med CNC.
Ansökan
På horisontell fräsutrustning för metall görs nyckelspår i ämnen. De kan göras på flera sätt, beroende på vilket verktyg som används på olika utrustningar - vertikala fräsmaskiner eller allmän utrustning som används för att utföra olika metallarbeten.
Bearbetning av räfflade ytor Fräsning av en räfflade axel Kapning av en räfflade axel
Splines på axlar upp till 100 mm i diameter görs i en fräscykel. På bredare axlar kan denna operation utföras i två omgångar. Delningsmekanismer är nödvändiga för grov fräsning. De är tillgängliga på horisontella fräsmaskiner, vilket gör denna utrustning mer bekväm för bearbetning av axlar med stor diameter.
Val av fräs för arbete
Längsgående fräsning kan utföras av flerspindliga horisontella fräsmaskiner för metall med olika fräsar installerade i tornet. Vid bearbetning av metalldelar med flera olika fräsar kan installationen av verktyget även utföras i frakt, och sedan vidare till spindeln.
Tresidiga skivskärare används för att vrida kilspår genom spår. För att uppnå större noggrannhet är det bättre att göra detta arbete på en gång. Om det är nödvändigt att skapa ett brett spår i ett steg är det svårt att utföra denna operation. Det andra, avslutande passet kommer att göras med en skärare med stor diameter. Kuttern kommer att fästas säkert när den är installerad i en spindel med två stöd.
Det finns maskiner som är konstruerade för att arbeta med endast en eller flera typer av fräsar. Horisontella fräsmaskiner, utformade för arbete med skiv- och cylindriska fräsar, har ytterligare möjlighet att använda pinnfräsar, vilket något ökar omfattningen i vilken denna utrustning används.
Maskinmärkning
Fräsmaskiner har ofta en snäv specialisering, vilket återspeglas i märkningen. Den första siffran är den grupp som maskinen tillhör enligt klassificeringstabellen. Den andra siffran anger typen av utrustning:
- 1 - vertikal fräskonsol;
- 2 - kontinuerlig åtgärd - arbetar på strömmen. De producerar samma delar.
- 3 - kopiatorer arbetar på en stencil fixerad på ramen ovanför arbetsdelen;
- 4 - gravyr;
- 5 - vertikala konsollösa har ett korsbord;
- 6 - längsgående fräsmaskiner skiljer sig inte i ett brett utbud av möjligheter, de används i massproduktion;
- 7 - wide-universal har många möjligheter, vilket gör dem till utmärkt utrustning för verkstäder och småskalig styckproduktion;
- 8 - fribärande horisontell;
- 9 - olika.
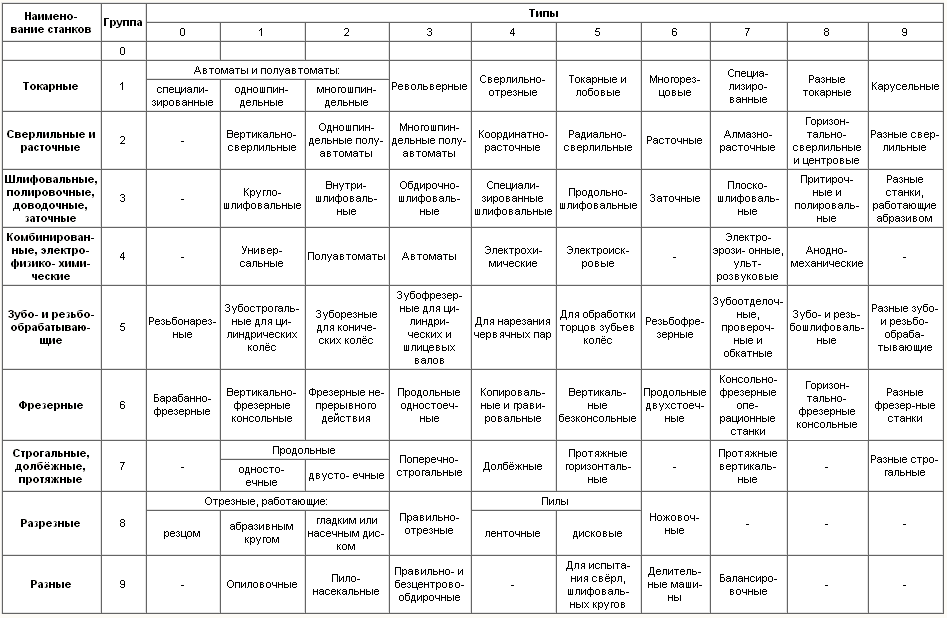
Den tredje och ibland den fjärde siffran anger måtten. Bokstaven mellan 1 och 2 siffror indikerar att detta är en uppgraderad modell. Om bokstaven är i slutet av markeringen, indikerar den egenskapen för uppgraderingen av basmodellen. Bokstäverna P, B, A, C - anger noggrannhetsklassen. Ш indikerar modellens breda mångsidighet, som förutom den horisontellt placerade spindeln har en bål med ett vertikalt huvud. G indikerar att denna maskin är en horisontell fräsmaskin.
Om du hittar ett fel, markera en text och klicka Ctrl+Enter.
Modern fräsmaskiner, både horisontellt och vertikalt, inklusive CNC-fräsmaskiner - kombinera båda klassiska lösningar utarbetats under åren, så den modernaste utvecklingen av världens verktygsmaskinindustri. CNC-fräsmaskiner är en av de vanligaste och mest efterfrågade på metallbearbetningsmarknaden. De viktigaste kriterierna för metallbearbetning fräsmaskiner- Tillgänglighet av CNC och layout: horisontella och vertikala fräsmaskiner. För vertikala fräsmaskiner är spindelaxeln placerad vertikalt, för horisontella fräsmaskiner - horisontellt. Vår katalog innehåller både universalfräsmaskiner och CNC-fräsmaskiner endast av europeisk produktion.
Vertikala fräsmaskiner, universella - det här är maskiner traditionell design utan CNC, med vertikal spindel och horisontellt skjutbord. De kan utrustas med DRO - digitala indikeringsanordningar som förenklar kontrollen av rörelser längs axlarna. Kännetecknas av enkla och robust design, är avsedda för enkel- och småskalig produktion.
Analoger av modellerna 6P11, 6T11, 6P12, 6T12, 6P13, 6T13, VM127.
Horisontella fräsmaskiner, universella - maskiner utan CNC, med en horisontell rotationsaxel för verktyget och ett horisontellt rörligt bord. De kan utrustas med en digital avläsning (DRO) för att styra rörelse längs axlarna. Söks in för enstaka verk och småskalig produktion.
Bordsstorlekar: 315x1250, 375x1600 mm.
Horisontella konsolfräsmaskiner, universella - maskiner utan CNC, med en horisontell rotationsaxel för verktyget och ett horisontellt rörligt bord. De kan utrustas med en digital avläsning (DRO) för att styra rörelse längs axlarna. Söks in för enstaka verk och småskalig produktion.
Analoger av modellerna 6P81, 6T81, 6P82, 6T82, 6P83, 6T83.
Bordsstorlekar: 400x1600, 450x1800 mm.
Bred universella konsolfräsmaskiner - utan CNC, kombinerar möjligheterna med både horisontell och vertikal layout. De har två spindlar: vertikala och horisontella. Detta gör att du kan använda en istället för två maskiner, vilket sparar avsevärt produktionsområde. Verktygsmaskiner kan utrustas med en digital indikeringsanordning (DRO) för att styra rörelser längs axlarna. De används för enstaka verk och småskalig produktion.
Analoger av maskiner 6R82Sh, 6T82Sh, 6R83Sh, 6R83Sh.
Bordsstorlekar: 315x1250, 375x1600, 400x1600, 450x1800 mm.
Vertikal fräsning CNC-bearbetningscentra - maskiner med klassisk layout: spindeln är placerad vertikalt ovanför det horisontella rörliga bordet. Bordet rör sig i två vinkelräta horisontella axlar, huvudet rör sig vertikalt. Det ger bearbetning av detaljer i 3 koordinater - en standard grundläggande komplett uppsättning. Maskinerna finns i både 4- och 5-axliga versioner, utrustade med en automatisk verktygsväxlare med verktygsmagasin, och representerar en enkel och billig lösning i kombination med stor mångsidighet.
CNC horisontella bearbetningscentra - maskiner med horisontell spindel. Bordet för en sådan maskin är som regel också placerat horisontellt. Fördelarna med en sådan maskin ligger i den större styvheten hos bordspindelsystemet, såväl som i god spånavskiljning från skärzonen. Samtidigt har de som regel större dimensioner än vertikala layoutmaskiner. Ofta är sådana maskiner utrustade med ett bytessystem för pall (bord), vilket minskar tiden för att ta bort och installera arbetsstycket.
Analoger av inhemska modeller IR 500, IS 500, IR 800, IS 800.
CNC vertikala fräs-svarvcentra är de modernaste maskinerna som kombinerar kapaciteten hos en fräsmaskin och en CNC vertikal svarv. Maskinen kan utrustas med 1-2-3-axlar frässpindel, bytessystem för spindelhuvud, svarv- och slipspindel. Det automatiska huvud- och verktygsväxlingssystemet låter dig utföra det maximala antalet operationer i en installation av arbetsstycket, vilket minskar tiden för ominstallation av delen, omkonfigurerar maskinen och eliminerar felaktigheter som uppstår när arbetsstycket återinstalleras. Dessutom, genom att kombinera svarven och fräsmaskinen i en design, halverade konstruktörerna nästan den erforderliga produktionsytan.
Tunga fräsmaskiner med rörligt bord och horisontell spindel finns med både rörlig och fast pelare. De är utrustade med utbytbara fräshuvuden för kundens uppgifter. Dessa kan vara både vanliga fräs- eller borrhuvuden, och kantiga, samt 2-3-axliga. Maskinerna är utrustade med automatiska magasin för utbytbara huvuden och verktyg. Maskinens konfiguration, rörelser längs axlarna, designen och dimensionerna på borden väljs enligt kundens krav.
Tunga fräsmaskiner med ett rörligt roterande bord - maskiner med en fast pelare, på vilken en spindel med en horisontell rotationsaxel och möjlighet till vertikal rörelse är placerad. De återstående rörelserna tillhandahålls av bordets rörlighet. Ett brett utbud av bordsstorlekar och skärhuvudkonfigurationer möjliggör bearbetning av komplexa arbetsstycken med höga skärkrafter.
Tunga fräsmaskiner med en rörlig pelare är maskiner med en horisontell spindelaxel. Den rörliga kolumnen av maskiner kan röra sig längs bordet med avsevärd längd - upp till 25 meter. Maskiner av denna typ är en basmodul, för vilken ett bord med önskad storlek väljs, eller flera bord (till exempel det fasta huvudbordet och ett litet roterande bord). Maskiner kan utrustas automatiska system byte av verktyg och fräshuvuden för erforderligt antal positioner.
Tunga portalfräsmaskiner med glidbord är U-formade maskiner med vertikal spindelaxel. Spindeln ger vertikal och tvärgående rörelse, och den längsgående rörelsen tillhandahålls av ett rörligt bord. Denna design är den enklaste och vanligaste, har hög styvhet och utmärkta dynamiska parametrar. Erbjuds brett urval fräshuvuden i olika konfigurationer för bearbetning av delar av vilken komplexitet som helst.
Tunga portalfräsmaskiner med en rörlig portal - maskiner, vars portal rör sig helt ovanför ett fast bord längs guider placerade längs bordet på båda sidor. Maskinerna har en styv stabil struktur och hög dynamik, och stort val konfigurationer och storlekar på tabeller, såväl som fräshuvuden, låter dig bearbeta delar av komplexa konfigurationer.
Gantryfräsmaskiner med rörlig travers är tunga maskiner med högsta dynamik och precision. Maskinens horisontella travers, tillsammans med den vertikala spindeln, rör sig ovanför bordet längs styrningarna som är placerade ovanpå sidostödstolparna på sidorna av det fasta bordet. På grund av travers/spindelsystemets minimala vikt och den helt symmetriska designen tillåter maskinen hög rörelsedynamik med maximal styvhet och strukturstabilitet.
Fräsmaskiner från Europa - det bästa valet
I vår katalog kan du välja på egen hand eller med hjälp av våra specialister, fräsmaskiner Europeiska tillverkare, för att lösa alla problem och för vilken budget som helst. Vi uppmärksammar dig på det faktum att vårt företag inte är begränsat till dessa tillverkare - vi är specialiserade på leverans av all europeisk utrustning. Katalogen innehåller tillverkare av verktygsmaskiner med vilka goda relationer har utvecklats under åren, och maskinerna har bekräftat sin kvalitet under åren av drift i ryska förhållanden.
Hjälp med att välja
Våra specialister, som har lång erfarenhet av att leverera europeiska maskiner till Ryssland, hjälper dig gärna att bestämma leverantör och modell av fräsmaskiner, med hänsyn till kundens alla uppgifter och behov.
Hur köper man?
Kontakta våra specialister per telefon, e-post eller genom beställningsformulären på sajten! Du kommer att kunna få uttömmande svar på alla dina frågor på kortast möjliga tid. Vi värdesätter våra kunder! Låt oss visa upp det!
OOO Mir Stanochnika erbjuder sig att köpa importerad utrustning för metallbearbetning i Moskva. Varje produkt är annorlunda hög kvalitet produktion och montering. Vi är redo att erbjuda lönsamma villkor inköp och självständigt leverera varorna till anläggningen.
Visar alla 7 resultat
CNC horisontell metallfräsmaskin har hittat bred tillämpning inom olika produktionsområden. Den används för bearbetning av stora arbetsstycken. Dessutom körs maskinen ofta som en borrmaskin för att skapa hål med olika djup och diametrar.
I denna typ av utrustning skärverktyg placerad horisontellt, det vill säga parallellt med golvet. Arbetsstycket är fixerat på ett speciellt bord som roterar runt sin axel, vilket utökar maskinens kapacitet.
Fördelar med horisontella fräsmaskiner:
- Horisontell spindel. Tack vare detta ackumuleras inte chips runt arbetsytan.
- Hög hastighet. Automatisk matning verktyg och arbetsstycken låter dig utesluta en person från processen att bearbeta material med en CNC horisontell fräsmaskin.
- Hög precision. Felet i slutprodukten är hundradelar av en millimeter.
- Enkel användning. Maskinen behöver bara ställa in driftsparametrarna och mata arbetsstyckena.
Fördelar med att köpa CNC horisontella fräsmaskiner från oss
The World of the Machine Tool-företaget ger kunderna de mest bekväma villkoren för köp av CNC-maskiner:
- Hjälp med att välja. Vi kommer att erbjuda CNC horisontell fräsmaskin och dess tillbehör enligt förmånligt pris utifrån ett visst företags behov. För att göra detta kommer vår specialist att studera ritningarna av tillverkade delar.
- Leverans av utrustning.
- Ett brett utbud av produkter, närvaron av de flesta maskiner i lager.
- Bildning kommersiellt erbjudande inom en arbetsdag efter kontakt med företaget.





