Vad påverkar kraften på spindeln på en fräsmaskin. Vilken är den optimala spindeln för CNC? Designfunktioner och specifikationer
Pris: från 0r.
En spindel kallas en motor med en patron påsatt, som kallas en "hylsa". Maskinspindeln håller och roterar ett verktyg, såsom en borr, gravör, fräs. Denna enhet kan villkorligt delas in i två kategorier: industriell och amatör. Låt oss se vad deras skillnad är.
- Produktionsspindel (industriell). fräsmaskin beräknad och designad för hög sidobelastning. Den har ett komplicerat kylsystem och smörjsystem.
- Amatörspindlar inkluderar konventionell borr eller en lågeffektsfräs, som oftast används i vardagen. Observera att borrens arbete innebär en vertikal belastning som produceras längs verktyget, den har ganska svaga lager för axeln.
produktionsspindel
Maskinens produktionsspindel är inbyggd i enheten vinkelrätt mot den mottagna belastningen, därför, utan högkvalitativa lager, kommer trycket att vara outhärdligt för det. En anordning av detta slag behöver inte smörjas, den behöver inte rengöras, i allmänhet kräver den ett minimum av underhåll under hela användningsperioden. Att köpa en maskinspindel av produktionstyp innebär att du sparar besväret med att ta hand om den och risken att enheten inte tål belastningen.
Bransch- och applikationsstöd
Våra ingenjörer har arbetat med nästan alla metallfrässpindelmotorer och kan garantera att du blir väl omhändertagen varje gång. Du vill ha en pålitlig design som inte sviker dig, och vi vill ge dig den till ett högt pris och med en snabb handläggningstid.
Patenterade koloniala verktygsteknologier för dig
Oavsett din motoriserade spindel kan vi hjälpa dig att hitta rätta beslut maskinspindel. De är ett bevis på vår förmåga som tillverkare av spindelmaskiner för motoriserade spindlar speciella tillämpningar. Vi kan tillämpa denna teknik på frässpindelmotorer, slipspindelmotorer och flera maskiner såsom elektriska spindelmotorer. Var och en är designad för att ge betydande kraft-, hastighets- och anslutningsfördelar.
Tack vare spännhylsklämman, som finns i spindelkonfigurationen, är arbetsverktyget stadigt och säkert fixerat. Enheten är designad för en standardverktygsklämma med ett typiskt skaft. De mest populära spännhylsorna är ER11 och ER16. De kombineras med ett verktyg med ett skaft på 2,5-3 respektive 3,2-8 mm. Spännhylsa storlek 25 på 16 mm skaft används endast för specifika operationer för att ta bort tjocka lager av metall. Dessutom kommer styrningarna inte att kunna samverka fullt ut med ett verktyg med denna skaftdiameter. Därför fungerar inte principen: "mer är bättre" här. Genom att sätta ett sådant verktyg kommer du att sluta med deformerade styrningar och en trasig enhet. Den mest lämpliga ER11 spännhylsmärkningen.
Från motorer och drivenheter till kylning, vår dedikerade teknologi fortsätter att leverera till globala kunder vid varje jobb. Dessa dubbelspindliga maskingevär borrar oljepassager i vevaxlar med hjälp av borrbussningar.
Enligt denna jämförelse kan duplexbearbetning minska kostnaderna per styck med minst 25 procent. Jämförelsen tyder också på att den mest ekonomiska användningen av en tvåspindlig maskin sker när fyra delar bearbetas per cykel.
Denna dubbelspindelmaskin använder en tapp för att tillåta spindlarna att ha fler alternativ i en uppsättning. Kronan kompletteras ofta med dubbel roterande bord att tillhandahålla femsidig bearbetning av två delar. Detta fyrspindliga bearbetningscenter är lämpligt för högvolymproduktion av relativt små delar såsom ventilhus och generatorhus.
hobbyfrässpindel
Föreställ dig en hushållsborr inbyggd i en fräsenhet. Vad kommer ut av det? Lager misslyckas snabbt, eftersom de inte kan motstå en sådan belastning, patronen kommer att vibrera och slå, noggrannheten i arbetet kommer att minska. Dessutom överhettas borren snabbt och enheten körs i mer än en timme. Borrens autostopp fungerar helt enkelt av säkerhetsskäl och din router stannar efter en timme eller två. Men CNC-fräsmaskinens programvara vet inte vad en hushållsborr är och vad dess driftsparametrar är. Själva routern kommer inte att stanna och kommer att fortsätta att fungera. Resultatet blir utrustningsfel.
Hur mycket effekt ska spindeln ha
På en tvåspindlig maskin med spindlar som kan röra sig oberoende, ibland mer effektiv användningär att ha en spindelfräs medan det andra spindelverktyget byts. Bearbetningsanläggningar har blivit snabbare, mer exakta och billigare med åren. Evolutionen har lett till denna vanliga företeelse inom storskalig tillverkning: fabriker som använder banker av bearbetningscentra för att tillverka delar som annars skulle kunna tillverkas med komplext systemöverföra.
Hur mycket effekt ska spindeln ha
I det här fallet är regeln "mer är bättre" sann. Om det är tänkt att utföra borrning, gravering, är en spindel med en effekt på 400 - 600 watt optimal. Att skära metall, hårt trä på en CNC-fräsmaskin kräver en spindel vars effekt är 1000 - 1500 watt. För allvarligare påverkan på materialet behövs en spindel med en effekt på 2000 W eller mer. Detta hänvisar till materialets hårdhet eller bearbetningsdjupet.
Ett bearbetningscenter kan enkelt byta från att köra ett artikelnummer till att köra en relaterad del i samma familj. Bearbetningscentret är också lätt att konfigurera om för annat arbete i allmänhet. Men all denna flexibilitet kommer med olika kostnader, inte minst de omkostnader som återspeglas i hur mycket utrymme varje maskin tar upp.
Faktum är att när det handlar om stora volymer av arbete är designen av ett konventionellt bearbetningscenter helt enkelt för flexibelt. Detta är en maskin anpassad för att hantera det dagliga bytet av delar som är typiskt för en arbetsbutik. Tjänster som kräver mer produktivitet och färre övergångar än vad en butik kräver för att driva skulle kunna dra nytta av ett bearbetningscenter som utformats för att vara lite mer dedikerat än så.
Funktioner hos spindeln när det gäller kraft
Det bör noteras att fräsning kan vara kraft och hög hastighet. Det finns två alternativ här: i ett fall matas fräsen långsamt med snabb rotation, i det andra matas den snabbt, men roterar långsamt.
Hur man väljer en fräsmaskinsspindel med kraft
Så, baserat på det föregående, visar det sig att frässpindeln måste väljas med hastighet eller kraft. Målet är maximalt, men säkert för utrustningen, spin-up av verktyget. Produktionsspindlar behöver inte väljas. Allt ingår här: hastighetsparametrar - mer än 20 000 varv, matningskraft på fräsen - över 2000 W. Det vill säga fräsning kommer att utföras med en hastighet av 8000 - 15000 varv.
Gå in i bearbetningscentret med två spindlar. I senaste åren olika maskinföretag med stora volymer har utökat sina erbjudanden till att inkludera bearbetningscentra som har två parallella spindlar som samtidigt kan bearbeta två identiska delar.
Översikt och jämförelse av kylda spindlar
Designen är särskilt relevant för leverantörer inom fordonsindustrin. Med ökande outsourcing av bearbetningsarbete ser några av dessa företag nu fler bearbetningsvolymer än de är vana vid. Men samtidigt förblir dessa företag entreprenörer - vilket innebär att de måste betjäna flera kunder samtidigt, och de måste vara beredda att vinna nya jobb och förlora befintliga med liten förvarning. Deras val av verktygsmaskiner måste balansera flexibilitet, produktivitet och ekonomi.
Bekväm överensstämmelse, tagen av tillverkaren som standard. Men inte alltid en sådan rotation ger önskat resultat. Till exempel, vid bearbetning av trä i små bitar bildas trädamm. Det täpper till elementen i skäraren och ökar friktionen, respektive värmer delarna. Som ett resultat överhettas de arbetande delarna av maskinen. Detta kan skada utrustningen.
För många av dessa applikationer är dubbla spindelbearbetningscentra det närmaste man kommer att få rätt balans. I samtal med leverantörer av duplexmaskiner om varför deras kunder köper dem, dyker en fras upp om och om igen: område. En duplexmaskin har potential att leverera nästan dubbelt så hög produktivitet, inom bara liten storlekän en enspindelmaskin. Åtminstone en stor bearbetningsentreprenör som nu föredrar dubbelspindliga maskiner bytte till denna design först när en av företagets anläggningar träffade en vägg - bokstavligen - i sin förmåga att rymma ytterligare en enkelspindlig maskin.
En viktig varning: om 3-fasspindlar övervägs, har de 3 strömledningar plus en jord. De är anslutna till lämpligt antal ledningar.
CNC-spindeln är den mest kritiska delen och den mest belastade enheten. För rätt val ta alltid hänsyn till att motoreffekten och kinematikens mekaniska styrka måste överstiga 2 gånger de beräknade värdena. Detta krävs för att bevara dyra delar vid kiling.
Företaget lade till dubbelspindliga bearbetningscentra till denna serie av lösningar för drygt två år sedan. Medan duplexmaskinen har hittat applikationer för att bearbeta styrleder och upphängningskomponenter, till exempel, är den fyrspindliga maskinen potentiellt väl lämpad för delar som är mindre och lättare, såsom ventilhus och generatorhus. växelström. Dessa maskiner kombinerar inte bara området utan också antalet operatörer som krävs för att uppnå en given produktivitet.
De minskar också arbetsbelastningen för butiksunderhåll eftersom två spindlar som hanterar två delar delar vätskesystem och andra maskinresurser som annars skulle kräva separat underhåll på separata maskiner.
grundläggande information
Program för CNC-maskiner skrivs enligt strukturens styvhet och spindelns maximala hastighet. På fräsning Man bör ta hänsyn till sannolikheten för att ett roterande verktyg går sönder på grund av värme eller metallutmattning. Därför installeras ofta säkerhetskopplingar, designade för specifika dimensioner på motoraxeln och patronens diameter.
Resultatet av all denna konsolidering är en lägre kostnad för ämnet jämfört med konventionella maskiner. De visar att en tvåspindlig maskin som skär två arbetsstycken samtidigt inte exakt halverar den del av bearbetningstiden som representeras av varje del, men den halverar den med en betydande mängd. Sett till kostnad per styck uppstår det optimala fallet när fyra klämmor spänns fast samtidigt, så att varje spindel bearbetar två arbetsstycken under en cykel. Här sjunker kostnaden per enhet under 70 procent för att göra samma fyrdelade installation på enspindliga maskiner.
Alla program för CNC-maskiner är tidigare utarbetade steg för steg utan att axlarna flyttas. När användaren är 100% säker på att spindelkammarna inte kommer att påverkas, börjar de arbeta med rörelser i stegläge eller enstaka cykler. När kontrollen utan arbetsstycke är över fortsätter de till direkt skärning av delen.
Många föredrar att två spindlar förblir delade mellan två olika maskiner som en sorts försäkring, så det kommer fortfarande att finnas 50 procent tillgänglig kraft om en spindel går ner. Andra, säger han, oroar sig för risken för fel på grund av att en spindels position glider i förhållande till en annan, kanske på grund av termiska effekter.
Striy säger att oron inte ska sträcka sig till dagens bilar. För ännu mer exakt noggrannhet noterar han att det är möjligt att lämna ett verktyg från en spindel medan den andra spindeln är på. en kort tid skär ensam. Till exempel kan en del med ett mycket exakt hål bearbetas i dubbelspindelläge för varje funktion utom det hålet. Hålet kunde först borras med verktyget i den vänstra spindeln och sedan med verktyget till höger.
CNC-spindeln är en dyr enhet och den mest kraftfulla, men den kan enkelt inaktiveras genom slarvig hantering av utrustning. Vissa system har komplexa beräkningar korrektorer, vars felaktiga definition leder till långa reparationer. Att arbeta på varje ny maskin kräver omskolning av operatören i förväg, även om han redan har erfarenhet av ett liknande ställ.
Hothal säger att verktyget är den mest troliga felkällan mellan de två spindlarna. Användare med dubbla spindlar kräver exakt verktygsinställning och hög kvalitet skärande verktyg att matcha dimensioner från verktyg till verktyg. Anläggningar som är vana vid precisionsbearbetning med stora volymer tillämpar sannolikt redan dessa discipliner på sina enspindliga maskiner.
Det finns också en helt annan användning av två parallella spindlar på ett bearbetningscenter som innebär alternerande skärningar snarare än samtidig bearbetning. Istället för att producera två identiska delar på en gång kan en duplexmaskin använda båda spindlarna för att attackera samma del i samma cykel. Maskiner som använder denna strategi kan fortfarande betraktas som tvillingspindlar, men eftersom spindlarna gör olika arbete är tvillingarna syskon, inte identiska.
Parametrar
CNC-spindeln bör väljas enligt följande kriterier:
- Enhetskylningstyp: luft, vätska.
- Spindelmotoreffekt och utväxling.
- Motortyp.
- Typ av lager och metod för deras smörjning.
- Driftsätt, typ av bromssystem.
- Positioneringsnoggrannhet och typ av spårningssensor.
- Spindelfäste

Medan en spindel skärs genomgår den andra ett verktygsbyte och förbereder sig för nästa skärning. Således minskar strategin med två spindlar i ett stycke effekten av verktygsbyte. Företaget levererar duplexmaskiner av båda typerna. Dess "Synchro"-modell skär två arbetsstycken samtidigt, medan dess "2-spindliga" modell skär en spindel i taget. Denna axel flyttar arbetsstycket fram och tillbaka mellan två spindlar. Denna funktion kan användas för att kompensera för skillnader i verktygsmått mellan två verktyg.
Förutom ovanstående parametrar är designen av själva motorn också viktig: antalet lindningar, typen av rotor, metoden för att ta bort och applicera belastningen på lindningarna. Vridmomentet och möjligheten till justeringar för nodens mittpunkter i förhållande till matningsaxlarna beaktas. Chuckar bör också ändras: självåtdragande, hydrauliska, manuella, pneumatiska.
CNC-spindeln väljs med hänsyn till möjligheten att byta förbrukningsdelar. Du bör titta på alternativen för tillgängliga lager som finns i lager, ta reda på om leveranstider. Det kan visa sig att på grund av en liten förbrukningsvara kommer produktionen att stanna under en lång period, eller så måste du betala tio gånger priset för att tillverka en del. En liten spindel för en CNC-fräs bör ha en lätt design och små dimensioner.
Den kan också användas för att kompensera efter ett större fel om det felet resulterar i en skillnad i spindelposition. Del c relativt långa tider skärning mellan oregelbundna verktygsbyten lämpar sig bättre för samtidig bearbetning av två arbetsstycken samtidigt. Men en del av stor mängd Verktygsbyten och längre verktygsbytestid jämfört med skärtid kan bearbetas mer produktivt med en hastighet av ett arbetsstycke per cykel - förutsatt att arbetstiden för verktygsbyten kan minskas.
Vad kan du göra en knut själv av?
Spindel för fräsning av trä, plast och annat mjuka material kan vara en konventionell elektrisk borrmaskin. Det är viktigt att ställa in den efter nivån och mäta skärens slag. Detta billigt alternativ att förbättra en befintlig design. 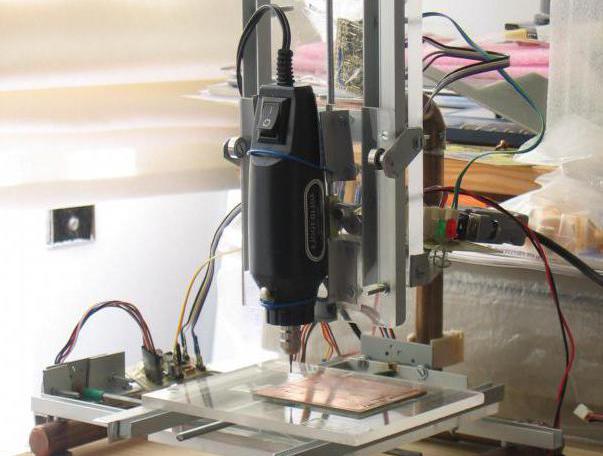
I det här fallet utförs tvåspindlig skärning av en maskin med alternerande spindlar. Ibland används båda strategierna på samma maskin, så olika strategier kan gälla för olika artikelnummer. Och ibland används båda strategierna i samma cykel, så olika tillvägagångssätt kan tillämpas på olika delfunktioner. Maskinen har funnits i ca 5 år och har idag över 300 installerade.
När två spindlar bearbetar samma delar unisont, kan spindlarna använda separata verktygsoffsetvärden. En funktion hos maskinen som gör det enkelt att växla mellan samtidig och alternerande användning av spindlarna efter behov är det gemensamma verktygsmagasinet.
Som en roterande axel fungerar vilken motor som helst med ett exakt inställt verktyg. Ett pålitligt och styvt spindelfäste är valt. Axialt spel bör inte vara mer än 0,01 mikron för de flesta hål. Lämplig borr, fyndig borr, du kan till och med anpassa motorn från tvättmaskin eller sömnad. Vilken spindel som är lämplig i ett särskilt fall beror på målet. Typen av material, den nödvändiga dimensionsnoggrannheten för delen, arbetsbelastningen i den automatiska cykeln beaktas. Kan redan beställas nyckelfärdiga lösningar i webbutiken.
Anpassade motorer
Det används för att förbättra noggrannheten hos tillverkade delar och minska produktionstiden. För en enskild produkt överstiger kostnaden för utrustning det belopp som investerats i dess produktion. Det blir billigare att beställa en del från vilket metallbearbetningsföretag som helst. 
För en hemmagjord spindel beställs färdiga motorer. Populära motorer likström, synkron och asynkron. Omsättningar på 12 tusen för sådana motorer är inte gränsen. Alternativt kan en manuell eller automatisk växellåda användas. Kraftfulla spindelmotorer kräver en stabil strömförsörjning. Detta är deras brist. Men om man sätter enklaste driv och motor med respons, då på en sådan maskin är det redan möjligt att bearbeta mer komplexa produkter. En extra axel introduceras i CNC:n, som kan hålla inte bara skäraren utan också cylindriska delar.
Vilka är de bästa motorerna att beställa?
Fabriksmotorerna har redan balanserats med axeln och valt lager med minimalt spel. Det återstår bara att sätta den färdiga motorn på ett standardfäste och ställa in justeringen på indikatorstativet. Fräsprecision krävs i produktionen tryckta kretskort, detaljer om kinematik. 
Synkronmotorer har visat sig väl vid tillverkning av smyckesdelar genom gravering. Permanenta motorer har en låg ljudnivå under drift, vilket kan vara användbart för chefer som försöker förbättra sin produktion. De har dock en egenskap att värma upp under drift vid höga hastigheter. Därför kommer det att vara nödvändigt att tillföra separat och kyla, åtminstone luft.
Valet av proffs
Dyrare spindelmotorer är nödvändigtvis utrustade med vätskekylning. De har en högre positioneringsnoggrannhet, ett tillräckligt kraftfullt vridmoment och tillförlitlighet flera gånger högre än vad som anges. Vanligtvis är de monterade på 3-4 lager, och inte på 2, som klassiska motorer. På grund av detta uppnås ett minimalt utlopp av verktyget eller arbetsstycket i chucken.
Vi rekommenderar också
 Byte av strömförsörjning: reparation och förfining
Byte av strömförsörjning: reparation och förfining
 Fjärrkontroll av ljus
Fjärrkontroll av ljus
 Simlektioner för förskolebarn
Simlektioner för förskolebarn
 Anteckningar för befälhavaren - hemhushållslarm
Anteckningar för befälhavaren - hemhushållslarm
 Klockpropeller på Atmega8
Klockpropeller på Atmega8
 Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar
Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar