Stroji za rezanje kovin, prodaja kovinske opreme v katalogu, opisi, cene, karakteristike. Vrste opreme za rezanje kovin
"stroji za rezanje kovin"
Razvrstitev obdelovalnih strojev po tehnološkem namenu, stopnji avtomatizacije, vrste obdelave, mere, masa in natančnost.
po tehnološkem namenu: obračanje; vrtanje in vrtanje; brušenje, poliranje, končna obdelava, ostrenje; kombinirana in fizikalno-kemijska obdelava; obdelava zobnikov in navojev; mletje; skobljanje, utoranje, zadrževanje; rezati. Vsaka skupina je razdeljena na 9 vrst: po namenu, oblikovnih značilnostih, vsestranskosti itd. Po stopnji avtomatizacije: polavtomatska, avtomatska, CNC, GPM. Po teži: lahka (do 1t), srednja (1-10t), težka (10-100t), unikatna (nad 100t). Po natančnosti: N - normalna natančnost, P - povečana natančnost, V - visoka natančnost, A - izjemno visoka natančnost, C - posebej natančni stroji (master stroja).
Dimenzije strojev. Model stroja in njegova oznaka.
Razpon velikosti- imenujejo skupino istovrstnih strojev, podobnih po kinematični shemi, zasnovi, videz, vendar imajo različne osnovne parametre - velikosti. Imenuje se zasnova stroja določene velikosti, ki je zasnovana za dano vrsto obdelave model. Prva številka - označuje skupino, druga - vrsto, tretja in četrta - označuje delovni prostor (osnovna velikost). Črka za prvo ali drugo številko označuje, da je bil stroj posodobljen, črka za številkami pa označuje modifikacijo, modifikacijo osnovnega modela stroja. 16K20F3 - stružnica za rezanje vijakov(prvi 2 števki) z višino središča 200 mm normalne natančnosti, Ф3 - numerični nadzor, 3 koordinatni premiki v x, y, z.
Namen, vzorci rezanja in tehnološke zmogljivosti vijačno rezanih stružnic.
Namen stroja je zunanje in notranje struženje, rezanje desnih in levih metričnih, palčnih, modularnih in koraknih navojev, eno- in večzagonskih navojev z normalnim in povečanim korakom, čelnih navojev itd. Stroj se uporablja v posamični in manjši proizvodnji. S pravilnim delovanjem na strojih srednje velikosti z normalno natančnostjo je mogoče pridobiti površine glede na 8 ... 7 stopinj natančnosti z hrapavostjo R a največ 3,2 ... 1,6 mikronov. Na posebnih visoko preciznih strojih je pri uporabi orodja iz monokristalov diamantov mogoče pridobiti površine z obliko napako, ki jo določajo desetinke mikrona, in hrapavostjo R z do tisočinke mikrona.
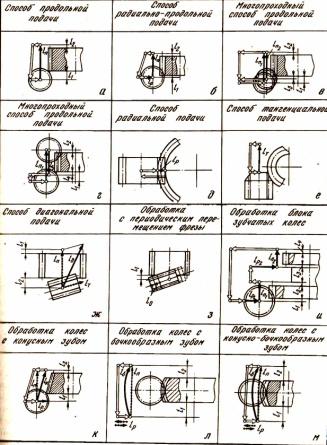
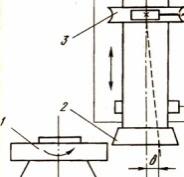
Namen, sheme rezanja in tehnološke zmogljivosti strojev za brušenje zobnikov.
Stroji za brušenje zobnikov delujejo po metodi kopiranja in upogibanja. Za rezanje cilindričnih zobnikov se uporabljajo stroji, ki delujejo po metodi kopiranja. V primeru vgradnje posebnega orodja tudi za izdelavo stožčastih koles. Upogibni stroji so zasnovani za obdelavo cilindričnih zobnikov z ravnimi in vijačnimi zobmi ter polžastih zobnikov. Obdelovalni stroji razredov H, P lahko zagotovijo obdelavo koles po 7. - 5. stopnji natančnosti (GOST 1643-81) pri obdelavi s polžastimi rezalniki in 9. - 8. - pri delu z diskovnimi in prstnimi rezalniki. Obdelovalni stroji razredov B.A in C pri obdelavi modulnih koles do 12 mm s polžastimi rezalniki omogočajo doseganje 4 - 2 stopinj natančnosti. Master stroji, ki so modifikacije strojev razreda C, lahko zagotovijo 1. stopnjo natančnosti pri obdelavi polžastih koles.
Namen, klasifikacija, osnovni premiki in tehnološke zmogljivosti rezkalnih strojev.
Namenjeni so za obdelavo zunanjih in notranjih, ravnih, oblikovanih površin, robov, utorov, ravnih in vijačnih utorov, utorov na gredi, rezalnih zobnikov itd. Izdelujejo univerzalne, specializirane in posebne rezkalne stroje po svoji zasnovi. Oblikovalni gibi so vrtenje rezila (glavno gibanje) in gibanje podajanja, ki obveščata obdelovanec ali rezalnik. Glavni gibalni pogoni in pogoni za pomikanje so izdelani ločeno. Za CNC stroj so glede na razred točnosti P določene naslednje tolerance (µm): natančnost linearnega enostranskega pozicioniranja s potovalno dolžino več kot 400 do 1000 mm - 25; na okroglosti luknje, ki jo obdela rezalnik s konturo PU - 12; za naravnost zaobljenih robov - 20.
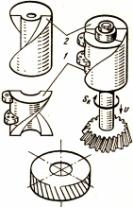
Namen, shema rezanja in tehnološke zmogljivosti zobooblikovalnih strojev.
Na teh strojih se režejo čelni zobniki zunanjega in notranjega zobnika, ob prisotnosti kopirnega stroja in vijačnega rezalnika pa vijačne zobnike. Poleg tega je na teh strojih mogoče rezati bloke več koles. Prednost teh strojev je neprekinjenost dela brez izgube časa za približevanje obdelovancu in izstop iz njega. Nastavitev stroja za rezanje spiralnih zobnikov se ne razlikuje od običajne. V tem primeru so nameščeni kopirni stroji z vijačnimi vodili, ki kopirnemu stroju dajejo dodatno rotacijo. Zaradi rotacijskega in povratnega gibanja se bodo zobje rezalnika premikali vzdolž vijačnice, katere nagibni kot mora biti enak kotu nagiba vijačnice zob rezanega kolesa na delilnem cilindru.
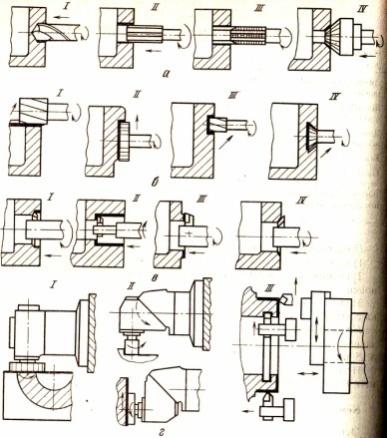
Namen, klasifikacija, osnovni premiki in tehnološke zmogljivosti vrtalnih strojev.
Vrtalni stroji so zasnovani za obdelavo delov telesa. Uporabljajo se lahko za vrtanje, vrtanje, rezkanje, pogrezenje, vrezovanje navojev itd. Vrtalni stroji so razdeljeni na naslednje vrste: horizontalni vrtalni stroji; stroji za koordinatno vrtanje; diamantno vrtalni (končni in vrtalni) stroji. Pri uporabi dodatnih zamenljivih enot (rezkalne glave, čelna plošča) je mogoče rezkati medsebojno pravokotne ravnine, obdelovati zunanje cilindrične površine itd. Možnost obdelave surovcev s štirih strani brez ponovne namestitve. Koordinatno vrtalni stroji se lahko uporabljajo tudi kot merilni stroji za kontrolo linearnih dimenzij vzdolž treh osi, kotnih dimenzij razdalj med središčem. V ideji štancanja je mogoče izvesti natančno označevanje, pa tudi razdelitev in označevanje na kovinskih površinah. Na strojih za končno obdelavo je dosežena visoka natančnost obdelave lukenj - odstopanje od okroglosti 3 ... 5 mikronov in površinska hrapavost R a = 0,16 ... 0,63 mikrona.
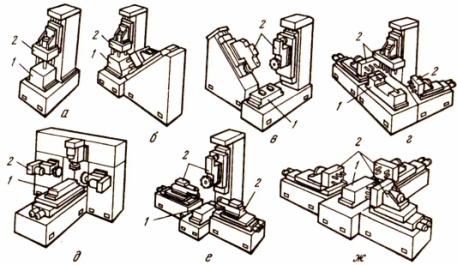
Stroji za agregate za obdelavo delov karoserije, njihove tehnološke zmogljivosti in razvrstitev.
Agregatni stroji se imenujejo posebni stroji, ki so sestavljeni iz funkcionalno neodvisnih normaliziranih in delno posebnih enot in delov. Na modularnih strojih se izvajajo vrtanje, vrtanje, vrezovanje navojev, vrtanje lukenj ter njihovo pogrezenje in pogrezenje, utoritev, obrezovanje koncev, rezkanje. Pri takšnih strojih je obdelovanec običajno nepremičen, kar omogoča, da ga hkrati obdeluje veliko število orodij z več strani. Razvrstitev: 1) glede na dimenzije obdelanih obdelovancev so zvočniki razdeljeni v tri skupine, ki se razlikujejo po velikosti, teži in enotnih uporabljenih enotah: Srednje veliki zvočniki, opremljeni z napajalnimi glavami quill s ploščatim pogonom za podajanje z močjo 1,1 ... 3 kW; Zvočniki velikih velikosti, opremljeni s hidravličnimi ali elektromehanskimi mizami, na katerih so nameščene vretenske enote. 2) glede na odsotnost ali prisotnost transportne naprave za periodično premikanje obdelanega obdelovanca je AU razdeljen na eno- in večpozicijske.
Avtomatske linije, njihov namen, klasifikacija in tehnološke zmogljivosti. rotacijske linije.
Avtomatske linije se imenujejo proizvodne linije strojev in enot, povezanih v en sam sistem, v katerem celoten kompleks tehnoloških procesov poteka brez neposredne udeležbe delavca. Razvrščamo jih: 1) glede na stopnjo kombinacije časa obdelave in transporta obdelovancev avtomatske linije: - stacionarne, - rotacijske, - transportne; 2) po številu navojev: - enojni (vsaka operacija se izvede na enem obdelovancu), -večnavoj (ena in ista operacija se izvaja na več obdelovancih); 3) glede na število vrst hkratne obdelave praznih delov: - enopredmetni, - večpredmetni. Prilagodljiva avtomatska linija je nastavljena na dano in konfigurirana na novo nomenklaturo delov. Rotacijske linije - niz rotacijskih avtomatskih strojev, na katerih se obdelujejo obdelovanci, izdelani v procesu neprekinjenega transporta skupaj z rezalnim orodjem. Glavna značilnost rotacijske linije je časovna kombinacija transportnih surovcev in njihove obdelave.
Strojni moduli in fleksibilni strojni sistemi, njihova sestava in tehnološke zmogljivosti.
Namen, tehnološke zmogljivosti in klasifikacija brusilnih strojev.
Za razliko od rezilnih orodij, brusilne plošče delujejo na dotik. Z rotacijskim gibanjem kroga v območju njegovega stika z obdelovancem je del zrn odrezal material v obliki zelo velikega števila tankih odrezkov (10 8 ppm). Postopek rezanja z vsakim zrnom je skoraj takojšen. Razvrstitev brusilnih strojev glede na obliko površine, ki jo je treba obdelati: ravno - površinsko brušenje, čelno brušenje, vzdolžno brušenje; cilindrično - krožno brušenje (središče), brušenje brez središča; vijak - brušenje navojev; tekoče (evolutivno) - brušenje zobnikov; oblikovano - profilno brušenje. Za brusilne stroje je značilna visoka natančnost, ki omogoča zagotavljanje visoke kakovosti obdelave, ki jo določa natančnost, kar omogoča zagotavljanje visoke kakovosti obdelave, ki jo določa natančnost dimenzij (2 - 4 mikrone in struženje), oblike (npr. neokrožnost 0,3 - 0,5 mikrona, cilindričnost 1 - 2 µm, ravnost 2 µm) in lokacijo obdelane površine ter njeno hrapavost (R a - 0,63 - 0,16 µm). Natančnost dimenzij med brušenjem je določena z majhnimi globinami reza (0,05 - 0,005 mm ali manj), kar zahteva mikro gibanje sklopa
Namen, klasifikacija, osnovni premiki in tehnološke zmogljivosti vrtalnih strojev.
Zasnovan za obdelavo skoznih in slepih lukenj s končnimi orodji (svedri, grezila, povrtarja, pipe). Vrste operacij, ki se izvajajo na vrtalnih strojih: vrtanje, vrtanje, pogrezenje, povrtanje, narezovanje. S pomočjo posebnih orodij in naprav na vrtalnih strojih lahko izvrtate luknjo velikega premera - trepaniranje, lepljenje luknje, obrezovanje koncev (zikovka). Najpogostejši so naslednji tipi vrtalnih strojev: vertikalni enovretenski vrtalni stroji, radialni vrtalni stroji, namizni enovretenski vertikalni vrtalni stroji, stroji za globoko vrtanje (horizontalna postavitev), agregatni vrtalni stroji, ki so sestavljeni iz normaliziranih enot. Lahko ima do 100 ali več vreten.
Večnamenski stroji in njihove tehnološke zmogljivosti.
Več kot 70 % delov vrste vrtilnih teles poleg struženja zahteva tudi dodatne operacije: obdelavo lukenj (vrtanje, vrtanje itd. od katerih se nahajajo // prependikularno ali pod kotom na os dela , rezkanje pod različnih kotovžlebovi, volumetrično rezkanje. Izdelava večnamenskih strojev omogoča popolno kompleksno obdelavo dela na enem stroju v eni postavitvi. Bistveno izboljša natančnost obdelave in zmogljivost obdelave. Polarni koordinatni pogon mora glede na pogoje obdelave zagotavljati bodisi nadzor položaja (mehansko delitev) bodisi neprekinjeno krmiljenje z ločljivostjo 0,001 in vklopom s frekvenco 0,2-0,25 vrt / min.
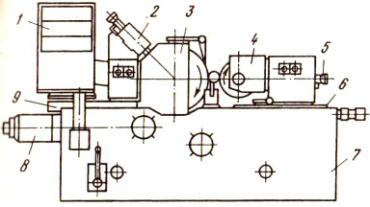
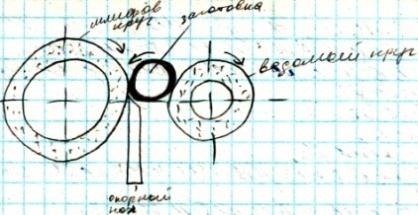
Namen, glavne enote in shema rezanja na brezcentričnih brusilnih strojih.
Uporabljajo se v obsežni proizvodnji za visoko zmogljivo brušenje površin, kot so vrtilna telesa majhnega premera in velike dolžine, pa tudi obdelovancev brez sredinskih lukenj. 1 - krmilni blok, 2 in 5 - naprave za obrezovanje brusilnega kolesa in pogonskega kroga, 3 - brusilna glava, 4 - vzglavje vodilnega kroga, 6 - drsnik glave vodilnega kroga, 7 - postelja stroja, 8 - podajalnik za potapljanje, 9 - sani brusilni fižol.
Proizvedeni stroji za rezanje kovin domači proizvajalci, so razdeljeni v več kategorij, ki označujejo ustrezno klasifikacijo. V katero kategorijo spada ta ali ona oprema, lahko ugotovite po njeni oznaki, ki veliko pove tistim, ki jo razumejo. Ne glede na to, v katero kategorijo spada naprava za rezanje kovin, je bistvo obdelave na njej v dejstvu, da rezalno orodje in del izvajata gibe oblikovanja in sta tista, ki določata konfiguracijo in dimenzije končnega izdelka. .
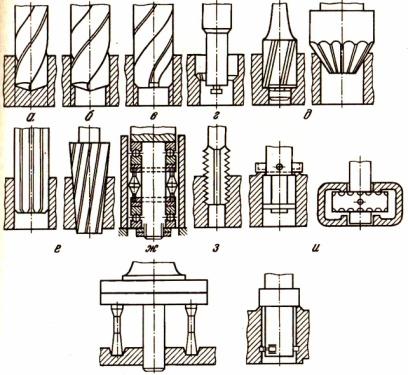
Najpogostejši tipi strojev za rezanje kovin: 1-6 - struženje, 7-10 - vrtanje, 11-14 - rezkanje, 15-17 - skobljanje, 18-19 - raztezanje, 20-24 - brušenje.
Vrste opreme za rezanje kovin
Stroji za rezanje kovin so glede na namen razdeljeni v devet glavnih skupin. Ti vključujejo naslednje naprave:
- obračanje- vse sorte (označene s številko "1");
- vrtanje in vrtanje– stroji za vrtanje in vrtanje (skupina “2”);
- brušenje, poliranje, dodelava– stroji za rezanje kovin za dodelavo, brušenje, ostrenje in poliranje tehnološke operacije(skupina "3");
- kombinirano– naprave za rezanje kovin posebnega namena(skupina "4");
- rezbarjenje in rezanje zobnikov- stroji za obdelavo elementov navojnih in zobniških povezav (skupina "5");
- mletje– stroji za izvajanje rezkalna dela(skupina "6");
- vrezovanje, skobljanje in raztezanje- stroji za rezanje kovin različnih modifikacij za skobljanje, žlebljenje in raztezanje (skupina "7");
- razdeliti- oprema za rezanje, vključno z žagami (skupina "8");
- različno- primeri takšnih enot za rezanje kovin - brezcentrično luščenje, žaganje in druge (skupina "9").
Skupine in vrste strojev za rezanje kovin (kliknite za povečavo)
Poleg tega so strojna orodja lahko ena od naslednjih vrst:
- več- in enovretenski, specializirani (polavtomatski in avtomatski), kopirni večrezni, vrtljivi, vrtalni in rezalni, vrtiljačni, čelni in posebni;
- oprema za izvajanje tehnoloških operacij vrtanja in vrtanja: večvretenska in enovretenska, polavtomatska, vertikalna, horizontalna in radialna, koordinatne, diamantne in vodoravni tip, različni modeli vrtanja;
- Različne vrste brusilni stroji (plosko, notranje in krožno brušenje), oprema za grobo in poliranje, brusilne in specializirane enote;
- vrste strojev za obdelavo kovin, namenjenih za obdelavo elementov zobnikov in navojne povezave: rezanje zobnikov (vključno s tistimi, ki so namenjeni za obdelavo stožčastih koles), rezanje zobnikov - za cilindrične zobnike, vrtanje zobnikov, narezovanje navojev, navojev in brušenje zobnikov, dodelava zobnikov, testiranje, rezkanje navojev, naprave za obdelavo koncev zob in elementov polžastih parov ;
- stroji za rezanje kovin, ki spadajo v rezkalno skupino: konzolni (navpični, vodoravni in univerzalni modeli) in brezkonzolni (navpične naprave, vzdolžni modeli, modeli za kopiranje in graviranje);
- oprema za skobljanje in modeli za podobne namene: vzdolžni stroji, na katerih sta nameščena ena ali dva regala; vodoravne in navpične naprave za napenjanje;
- oprema za rezanje: opremljena z gladkim kovinskim diskom, rezalnikom ali žagami različni dizajni(trak, disk, nožna žaga); pravilno rezalne vrste strojev za obdelavo kovin;
- druge vrste strojev za obdelavo kovinskih surovcev: deljenje, za krmiljenje svedrov in brusilnih plošč, piljenje, uravnoteženje, ravnanje in brezcentrično grobo obdelavo, žaganje.

navpično- rezkalni stroj— eden od predstavnikov obsežne mlinske skupine
Razvrstitev strojev za rezanje kovin se izvaja tudi po naslednjih parametrih:
- po teži in skupnih dimenzijah opreme: velika, težka in edinstvena;
- po stopnji specializacije: stroji, namenjeni obdelavi obdelovancev enake velikosti - posebni; za dele z različnimi, a enakimi velikostmi - specializirani; univerzalne naprave, na katerem lahko obdelujete dele poljubne velikosti in oblike;
- glede na stopnjo natančnosti obdelave: povečana - P, normalna - N, visoka - B, zlasti visoka natančnost - A; razlikujejo tudi med stroji, na katerih lahko izvajate posebno natančno obdelavo - C, imenujemo jih tudi precizni.
Označevanje stroja
Razvrstitev opreme, zasnovane za obdelavo kovinskih surovcev, kaže, da bo vsak strokovnjak, ko je videl njeno označevanje, takoj lahko ugotovil, kateri stroj za rezanje kovin je pred njim. Ta oznaka vsebuje abecedne in številske znake, ki označujejo individualne značilnosti naprave.
Prva številka je skupina, v katero spada stroj za rezanje kovin, druga je vrsta naprave, njen tip, tretja (in v nekaterih primerih četrta) je velikost glavne enote.

Za številkami, navedenimi v oznaki modela, so lahko črke, ki določajo, ali ima model stroja za rezanje kovin posebne značilnosti. Takšne značilnosti naprave lahko vključujejo njeno stopnjo natančnosti ali navedbo spremembe. Pogosto je v oznaki stroja črko mogoče najti že po prvi števki: to pomeni, da imate pred seboj posodobljen model, v tipični zasnovi katerega so bile narejene kakršne koli spremembe.
Kot primer lahko dešifrirate oznako stroja 6M13P. Številke v tej oznaki kažejo, da imamo rezkalni stroj (»6«) prve vrste (»1«), ki spada v 3. standardno velikost (»3«) in omogoča obdelavo s povečano natančnostjo (črka »P« ). Črka "M", prisotna v oznaki to napravo, kaže, da je bil posodobljen.
Stopnje avtomatizacije
Vrste stružnic, pa tudi naprave za kakršne koli druge namene, ki se uporabljajo v množični in obsežni proizvodnji, se imenujejo agregati. To ime so dobili zaradi dejstva, da so sestavljeni iz iste vrste enot (sklopov): postelj, delovnih glav, miz, vretenskih enot in drugih mehanizmov. Povsem drugačna načela se uporabljajo pri ustvarjanju strojev, ki so potrebni za manjšo in posamično proizvodnjo. Zasnova takšnih naprav, ki so zelo vsestranske, je lahko povsem edinstvena.

Razvrstitev stružnic (kot tudi opreme vseh drugih kategorij) glede na stopnjo avtomatizacije pomeni njihovo razdelitev na naslednje vrste:
- ročni modeli, pri čemer se vse operacije izvajajo v ročnem načinu;
- polavtomatsko, pri katerem se del tehnoloških operacij (nastavitev obdelovanca, zagon naprave, odstranjevanje končnega dela) izvaja ročno (vse druge operacije, povezane s pomožnimi, se izvajajo samodejno);
- avtomatski, za delovanje katerih je potrebno le nastaviti parametre obdelave, vse ostale operacije izvajajo samostojno, v skladu z danim programom;
- CNC enote za rezanje kovin (vse procese na takšnih strojih nadzira poseben program, ki vsebuje kodiran sistem številskih vrednosti);
- oprema za rezanje kovin, ki spada v kategorijo fleksibilnih avtomatiziranih modulov.
Najvidnejši predstavniki kovinoreznih strojev so CNC naprave, katerih delovanje nadzoruje poseben računalniški program. Tak program, ki ga operater vnese v pomnilnik stroja, določa skoraj vse parametre enote: hitrost vretena, hitrost obdelave itd.
Vse vrste strojev za obdelavo kovin, opremljene s CNC sistemom, v svoji zasnovi vsebujejo naslednje tipične elemente.
- Upravljalska konzola (ali konzola), preko katere se računalniški program shrani v pomnilnik stroja, ki nadzoruje njegovo delovanje. Poleg tega lahko s pomočjo takšnega daljinskega upravljalnika izvajate tudi ročni nadzor vseh parametrov enote.
- Krmilnik - pomemben element CNC sistem, s pomočjo katerega se ne generirajo samo krmilni ukazi, ki se prenašajo na delovne elemente opreme, in se nadzoruje pravilnost njihove izvedbe, temveč tudi vsi potrebni izračuni. Glede na stopnjo kompleksnosti modela enote se lahko kot krmilnik za njeno opremo uporablja tako zmogljiv kompresor kot običajen mikroprocesor.
- Zaslon ali zaslon, ki deluje kot ukazna in nadzorna plošča za operaterja. Tak element vam omogoča spremljanje delovanja stroja za rezanje kovin v realnem času, nadzor procesa obdelave in po potrebi hitro spreminjanje parametrov in nastavitev.
Načelo delovanja strojev za obdelavo kovin, opremljenih s CNC sistemom, je preprosto. Predhodno je napisan program, ki upošteva vse zahteve za obdelavo določenega obdelovanca, nato ga operater s posebnim programatorjem vnese v krmilnik stroja. Ukazi, ki so vgrajeni v tak program, se dajo delovnim elementom opreme, po njihovi izvedbi pa se stroj samodejno izklopi.
Uporaba strojev za rezanje kovin, opremljenih z numerično upravljanje programa, omogoča obdelavo z visoko natančnostjo in produktivnostjo, kar je razlog za njihovo aktivno uporabo opremiti industrijska podjetja izdelava izdelkov v velikih serijah. Takšne enote so posledica visoka stopnja njihove avtomatizacije so popolnoma integrirane v velike avtomatizirane linije.
Oblikovanje stroja
Vsi stroji, ki spadajo v kategorijo obdelave kovin, imajo veliko skupne značilnosti v svoji zasnovi. Pravzaprav morajo naprava in tehnične značilnosti takšnih enot zagotavljati pravilno izvedbo tehnoloških premikov dveh vrst:
- gibanje podajanja, ki ga naredi rezalna naprava ali sam obdelovanec;
- gibanje, s katerim se izvaja rezanje.
Za izvajanje teh premikov, pa tudi za zagotovitev stabilnosti delovanja vseh drugih elementov opreme za obdelavo kovin, njegova zasnova vključuje naslednja delovna telesa:
- nadzorni sistem, odgovoren za zagon in ustavitev stroja, spremljanje vseh parametrov njegovega delovanja;
10.09.2011 18:36
Najpogostejša vrsta opreme v sodobni strojodelski in instrumentalni proizvodnji so bile stroji za obdelavo gradbeni materiali z odstranjevanjem čipov. Razvrstitev obdelovalnih strojev, sprejeta že v ZSSR, je temeljila na tehnološki metodi obdelave obdelovancev, za katero je značilna vrsta obdelanih površin, vrsta strojnega orodja in vrsta rezalno orodje. Raznolikost obdelanih delov in uporabljenih metod obdelave je vnaprej določila obstoj številnih vrst in modelov obdelovalnih strojev splošnega inženiringa(stroji za precizne instrumente še nimajo jasnega sistema klasifikacije, ki bi ga sprejel standard).
Najpogostejši tipi strojev za rezanje kovin
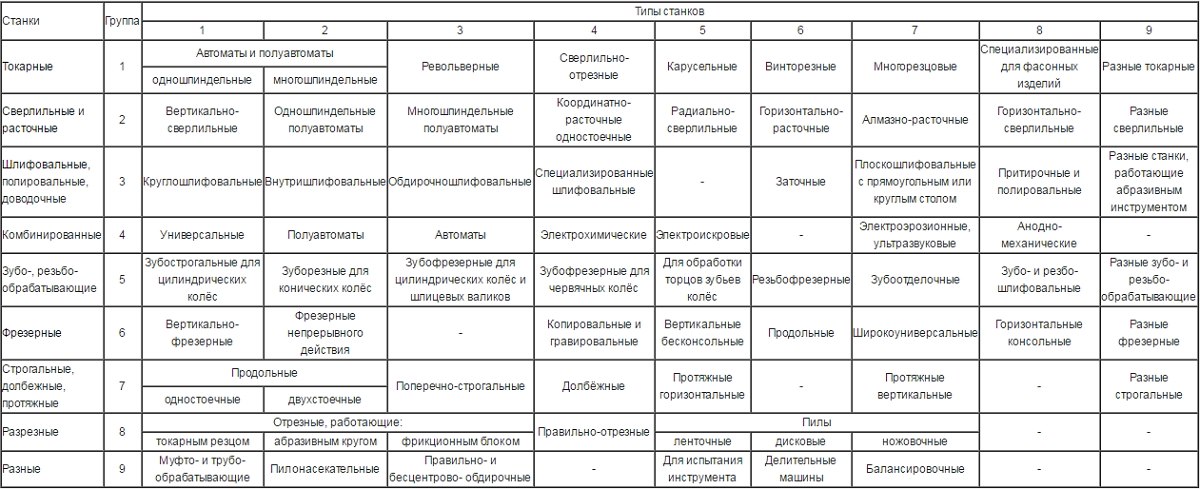
Glede na naravo opravljenega dela in uporabljeno rezalno orodje so stroji razdeljeni (razvrščeni) v skupine. V skladu s klasifikacijo, ki jo je predlagal Moskovski inštitut za eksperimentalne raziskave orodij za rezanje kovin (ENIMS) v ZSSR, so bila vsa množična strojna orodja razdeljena v 11 skupin. Vsaka od teh skupin strojev je po drugi strani razdeljena na deset sort (tipov) 0-10 glede na naslednje glavne značilnosti:
- tehnološke značilnosti stroja (luščenje, dodelava);
- stopnja avtomatizacije;
- število najpomembnejših delovnih teles (ali orodij) in njihova lokacija itd. Vsaka vrsta ima 10 standardnih velikosti.
Ničelna skupina in ničelna vrsta strojev sta rezervirana.
Skupine obdelovalnih strojev
- Ničelna skupina in ničelna vrsta strojev je v pripravljenosti.
- Prva skupina - stružnice(pozicije 1 - 6 na sliki) v to skupino spadajo stroji, ki so zasnovani za obdelavo vrtljivih površin. Pri obdelavi na strojih te skupine je gibanje rezanja posledica vrtenja obdelovanca.
- Druga skupina - vrtalni in vrtalni stroji(na mestih slike 7 - 10). Glavni namen strojev te skupine je obdelava okroglih lukenj v delu. Gibanje rezanja izvira iz vrtenja obdelovalnega stroja. Pri nekaterih vrstah strojev te skupine se gibanje daje s premikanjem mize s fiksnim delom.
- Tretja skupina - brusilni stroji(na mestih slike 20-24). V tej skupini strojev se obdelava izvaja z abrazivnimi brusilnimi ploščami.
- Četrta skupina - rezkalni stroji(na mestih slike 11-14). V tej skupini strojev se obdelava (razrez) izvaja s pomočjo rezalnikov.
- Peta skupina - skobeljni stroji(na mestih slike 15-17). V to skupino strojev spadajo stroji, katerih skupna značilnost je uporaba ravnega povratnega gibanja rezila ali obdelovanca kot rezalnega gibanja.
- Šesta skupina - stroji za napenjanje (na mestih slike 18 in 19). V to skupino spadajo strojna orodja, ki kot rezalno orodje uporabljajo napenjanje.
- Sedma skupina - stroji za poliranje in končna obdelava. Združevalni dejavnik te skupine je abrazivna rezalna orodja: abrazivni trakovi, praški, paste, abrazivne palice.
- Osma skupina - zobniški stroji. Ta skupina strojev je namenjena obdelavi zob koles, tu so vključeni tudi stroji za brušenje zobnikov.
- Deveta skupina - stroji za vrezovanje navojev. Ta skupina strojev je namenjena izdelavi navojev (razen stružnic).
- Deseta skupina - različni in pomožni stroji. Strojna orodja, ki niso vključena v druge skupine.
Ta razvrstitev omogoča vsakemu stroju za serijsko proizvodnjo dodeli kodno številko(indeks) - simbol tipa in modela. Indeks je sestavljen iz treh do štirih številk: prva številka označuje skupino, druga - tip (različico) stroja znotraj te skupine, tretja in četrta - označujeta eno najpomembnejših dimenzij stroja ali obdelovanca. Velika tiskana črka po prvi številki označuje nadgradnjo stroja. Črka za vsemi številkami označuje modifikacijo (modifikacijo) osnovnega modela stroja oz tehnološke značilnosti to (na primer povečana natančnost). Na primer, dešifrirajmo oznako strojnega moda. 3740. Številka 3 pomeni, da stroj spada v skupino brusilnih strojev; številka 7 označuje njegovo vrsto - površinsko brušenje s okrogla miza; zadnji dve števki označujeta največji premer mize - 400 mm. Strojni mod. 2135: številka 2 pomeni, da je stroj druge skupine (vrtanje), številka 1 - navpično, 35 - največja dovoljena nazivni premer vrtanje v srednje trdno jeklo 650 MPa. Model 2H135 je posodobljen stroj.
Za označevanje modelov specializiranih in posebnih obdelovalnih strojev v ZSSR je bil vsakemu strojnemu obratu dodeljen indeks ene ali dveh črk. Te črke so dopolnjene s številkami, ki označujejo serijsko številko posebnega stroja, ki se proizvaja (na primer AM - Minska tovarna avtomatskih linij; MP - Minska strojna tovarna po Kirovu; MK - Moskovska tovarna strojnih orodij "Rdeči proletar" , itd.).
Glede na stopnjo univerzalnosti in specializacije se razlikujejo stroji
- univerzalni oz glavni namen, na katerem se izvajajo različne operacije za obdelavo delov različnih nomenklatur (stružnica za vijačenje, vrtenje itd.);
- specializirano - za obdelavo delov enega ali več imen, podobnih po konfiguraciji, vendar imajo različne velikosti, ki se uporablja predvsem v množični proizvodnji;
- posebno - za obdelavo enega dela ali delov enake standardne velikosti, ki se uporabljajo v množični proizvodnji, včasih v obsežni proizvodnji.
Glede na maso so stroji za rezanje kovin splošnega inženiringa razdeljeni v kategorije
- lahka - do 1 tone
- srednje - do 10 ton
- težka - več kot 10 ton
Slednje pa v velike - 10-30 ton, dejansko težke - 30-100 ton in še posebej težke (edinstvene) - več kot 100 ton.
Glede na stopnjo natančnosti ločimo razrede obdelovalnih strojev
- normalna natančnost - H;
- povečana natančnost - P;
- visoka natančnost - B (natančnost);
- posebej visoka natančnost - A
- posebej natančno - C ("master"-stroji izdelani individualno).
Natančnost obdelave je odvisna predvsem od načina obdelave in stopnje natančnosti stroja. Torej so stroji normalne natančnosti namenjeni predvsem obdelavi srednje velikih delov v okviru kvalifikacij 7-9.
Orodni stroji s programskim krmiljenjem (PU)
Stroji s programskim krmiljenjem (PU) so lahko s sistemi ciklično programsko krmiljenje(CPE) oz z numeričnimi krmilnimi sistemi(CNC). Stroji z digitalno indikacijo in prednastavitvijo koordinat so razporejeni v ločeno skupino. Pri strojih s CPU (imajo indeks C v oznaki modela) se v programski nosilec vnesejo samo tehnološke informacije, na stroju s postanki je zagotovljena dimenzijska prilagoditev. V CNC strojih (indeksi F2, FZ, F4) se krmiljenje izvaja s programskega nosilca, v katerem so kodirane tako tehnološke kot dimenzijske informacije. Obdelovalni stroji z digitalno indikacijo in prednastavitvijo koordinat (indeks F1) imajo elektronsko napravo, ki nastavlja koordinate točk obdelovalne površine, križna miza pa se pripelje v želeni položaj. Križna miza ima senzor povratne informacije, vsak trenutni položaj mize je prikazan na daljinskem upravljalniku (digitalna indikacija). Pri teh strojih (najpogosteje vrtalni stroji) se običajno uporablja bodisi vnaprej nastavljena koordinata bodisi digitalna indikacija. Za splošno oceno Kakovost stroja uporablja sistem tehničnih in ekonomskih kazalnikov. Med najpomembnejšimi kazalniki, ki določajo popolnost zasnove stroja v primerjavi z drugimi stroji podobnega namena, so: produktivnost, natančnost obdelave, stopnja avtomatizacije, izdelavnost, poraba kovine, odtis, stroški.
Stroji za rezanje kovin so glede na namen razdeljeni v devet glavnih skupin. Ti vključujejo naslednje naprave:
1. obračanje- vse vrste stružnic skupine za struženje (v oznaki so označene s številko "1");
2. vrtanje in vrtanje- stroji za vrtanje in vrtanje (skupina "2");
3. brušenje, poliranje, dodelava- stroji za rezanje kovin za dodelavo, brušenje, ostrenje in poliranje tehnološke operacije (skupina "3");
4. kombinirano- naprave za rezanje kovin za posebne namene (skupina "4");
5. rezbarjenje in rezanje zobnikov- stroji za obdelavo elementov navojnih in zobniških povezav (skupina "5");
6. mletje- stroji za rezkanje (skupina "6");
7. vrezovanje, skobljanje in raztezanje- stroji za rezanje kovin različnih modifikacij za skobljanje, žlebljenje in raztezanje (skupina "7");
8. razdeliti- oprema za rezanje, vključno z žagami (skupina "8");
9. različno- primeri takšnih enot za rezanje kovin - brezcentrično luščenje, žaganje in druge (skupina "9").
Skupine in vrste strojev za rezanje kovin (kliknite za povečavo)
Poleg tega so strojna orodja lahko ena od naslednjih vrst:
· več- in enovretenske, specializirane (polavtomatske in avtomatske), kopirne večrezne, vrtljive, vrtalne in rezalne, vrtiljačne, čelne in posebne vrste stružnic;
oprema za izvajanje tehnoloških operacij vrtanja in vrtanja: več- in enovretenski, polavtomatski, vertikalni, horizontalni in radialni vrtalni stroji, koordinatni, diamantni in horizontalni vrtalni stroji, različni modeli vrtanja;
· različne vrste brusilnih strojev (plosko, notranje in krožno brušenje), oprema za grobo in poliranje, orodja za brušenje in specializirane enote;
Vrste strojev za obdelavo kovin, zasnovanih za obdelavo elementov zobniških in navojnih spojev: rezanje zobnikov (vključno s tistimi, ki so zasnovane za obdelavo stožčastih koles), rezanje zobnikov - za cilindrične zobnike, brušenje zobnikov, rezanje navojev, navojev in brušenje zobnikov, končna obdelava zobnikov, testiranje, navoj rezkanje, naprave za obdelavo koncev zob in elementov črvnih parov;
· stroji za rezanje kovin, ki spadajo v rezkalno skupino: konzolni (vertikalni, horizontalni in univerzalni modeli) in nekonzolni (vertikalne naprave, vzdolžni, kopirni in gravirni modeli);
oprema za skobljanje in modeli za podobne namene: vzdolžni stroji, na katerih sta nameščena ena ali dva regala; vodoravne in navpične naprave za napenjanje;
oprema za rezanje: opremljena z abrazivnim kolesom ali gladkim kovinskim diskom, rezalnikom ali žagami različnih izvedb (trak, krožna, nožna žaga); pravilno rezalne vrste strojev za obdelavo kovin;
Druge vrste strojev za obdelavo kovinskih surovcev: delilni, ki se uporabljajo za krmiljenje svedrov in brusilnih plošč, piljenje, uravnoteženje, ravnanje in brezcentrično grobo obdelavo, žaganje.
Vertikalni rezkalni stroj - eden od predstavnikov obsežne rezkalne skupine
Razvrstitev strojev za rezanje kovin se izvaja tudi po naslednjih parametrih:
· po teži in skupnih dimenzijah opreme: velika, težka in edinstvena;
Po stopnji specializacije: stroji, zasnovani za obdelavo obdelovancev enake velikosti - posebni; za dele z različnimi, a enakimi velikostmi - specializirani; univerzalne naprave, na katerih lahko obdelujete dele katere koli velikosti in oblike;
· glede na stopnjo natančnosti obdelave: povečana - P, normalna - N, visoka - B, predvsem visoka natančnost - A; razlikujejo tudi med stroji, na katerih lahko izvajate posebno natančno obdelavo - C, imenujemo jih tudi precizni.
Označevanje stroja
Razvrstitev opreme, zasnovane za obdelavo kovinskih surovcev, kaže, da bo vsak strokovnjak, ko je videl njeno označevanje, takoj lahko ugotovil, kateri stroj za rezanje kovin je pred njim. Ta oznaka vsebuje abecedne in številske znake, ki označujejo posamezne značilnosti naprave.
Prva številka je skupina, v katero spada stroj za rezanje kovin, druga je vrsta naprave, njen tip, tretja (in v nekaterih primerih četrta) je velikost glavne enote.
Dešifriranje označevanja kovinskih rezalnih strojev
Za številkami, navedenimi v oznaki modela, so lahko črke, ki določajo, ali ima model stroja za rezanje kovin posebne značilnosti. Takšne značilnosti naprave lahko vključujejo njeno stopnjo natančnosti ali navedbo spremembe. Pogosto je v oznaki stroja črko mogoče najti že po prvi števki: to pomeni, da imate pred seboj posodobljen model, v tipični zasnovi katerega so bile narejene kakršne koli spremembe.
Kot primer lahko dešifrirate oznako stroja 6M13P. Številke v tej oznaki kažejo, da imamo rezkalni stroj (»6«) prve vrste (»1«), ki spada v 3. standardno velikost (»3«) in omogoča obdelavo s povečano natančnostjo (črka »P« ). Črka "M", ki je prisotna v oznaki te naprave, pomeni, da je bila nadgrajena.
Stopnje avtomatizacije
Vrste stružnic, pa tudi naprave za kakršne koli druge namene, ki se uporabljajo v množični in obsežni proizvodnji, se imenujejo agregati. To ime so dobili zaradi dejstva, da so sestavljeni iz iste vrste enot (sklopov): postelj, delovnih glav, miz, vretenskih enot in drugih mehanizmov. Povsem drugačna načela se uporabljajo pri ustvarjanju strojev, ki so potrebni za manjšo in posamično proizvodnjo. Zasnova takšnih naprav, ki so zelo vsestranske, je lahko povsem edinstvena.
CNC stružnica
Razvrstitev stružnic (kot tudi opreme vseh drugih kategorij) glede na stopnjo avtomatizacije pomeni njihovo razdelitev na naslednje vrste:
1. ročni modeli, pri katerih se vse operacije izvajajo v ročnem načinu;
2. polavtomatsko, pri katerem se del tehnoloških operacij (nastavitev obdelovanca, zagon naprave, odstranjevanje končnega dela) izvaja v ročnem načinu (vse ostale operacije, povezane s pomožnimi, potekajo v avtomatskem načinu);
3. avtomatski, za delovanje katerih je potrebno le nastaviti parametre obdelave, vse ostale operacije izvajajo samostojno, v skladu z navedenim programom;
4. CNC kovinske rezalne enote (vse procese na takih strojih krmili poseben program, ki vsebuje kodiran sistem številskih vrednosti);
5. oprema za rezanje kovin, ki spada v kategorijo fleksibilnih avtomatiziranih modulov.
Najvidnejši predstavniki kovinoreznih strojev so CNC naprave, katerih delovanje nadzoruje poseben računalniški program. Tak program, ki ga operater vnese v pomnilnik stroja, določa skoraj vse parametre enote: hitrost vretena, hitrost obdelave itd.
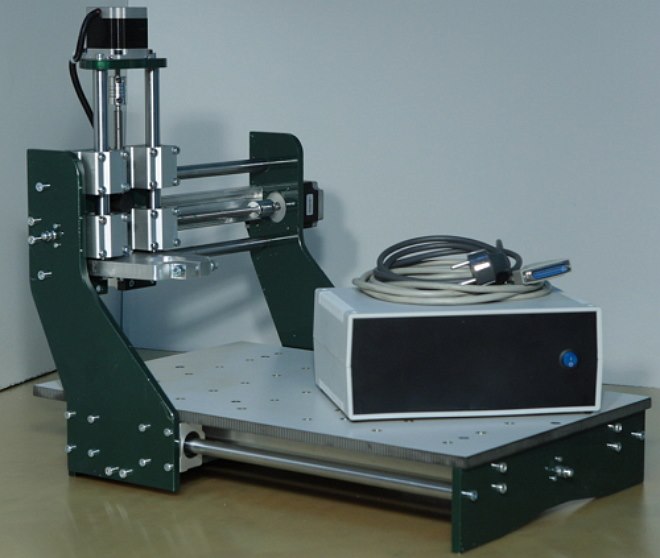
CNC je lahko opremljen tudi z najbolj kompaktnimi namizni stroji
Vse vrste strojev za obdelavo kovin, opremljene s CNC sistemom, v svoji zasnovi vsebujejo naslednje tipične elemente.
· Upravljalska konzola (ali konzola), preko katere se računalniški program shrani v pomnilnik stroja, ki nadzoruje njegovo delovanje. Poleg tega lahko s pomočjo takšnega daljinskega upravljalnika izvajate tudi ročni nadzor vseh parametrov enote.
· Krmilnik je pomemben element CNC sistema, s pomočjo katerega se ne oblikujejo samo krmilni ukazi, prenašajo na delovne elemente opreme in se nadzoruje pravilnost njihove izvedbe, temveč se izvajajo tudi vsi potrebni izračuni. narejeno. Glede na stopnjo kompleksnosti modela enote se lahko kot krmilnik za njeno opremo uporablja tako zmogljiv kompresor kot običajen mikroprocesor.
· Zaslon ali zaslon, ki deluje kot ukazna in nadzorna plošča za operaterja. Tak element vam omogoča spremljanje delovanja stroja za rezanje kovin v realnem času, nadzor procesa obdelave in po potrebi hitro spreminjanje parametrov in nastavitev.
Načelo delovanja strojev za obdelavo kovin, opremljenih s CNC sistemom, je preprosto. Predhodno je napisan program, ki upošteva vse zahteve za obdelavo določenega obdelovanca, nato ga operater s posebnim programatorjem vnese v krmilnik stroja. Ukazi, ki so vgrajeni v tak program, se dajo delovnim elementom opreme, po njihovi izvedbi pa se stroj samodejno izklopi.
Uporaba obdelovalnih strojev, opremljenih z numeričnim krmiljenjem, omogoča obdelavo z visoko natančnostjo in produktivnostjo, kar je razlog za njihovo aktivno uporabo za opremljanje industrijskih podjetij, ki proizvajajo izdelke v velikih serijah. Takšne enote so zaradi visoke stopnje avtomatizacije odlično integrirane v velike avtomatizirane linije.
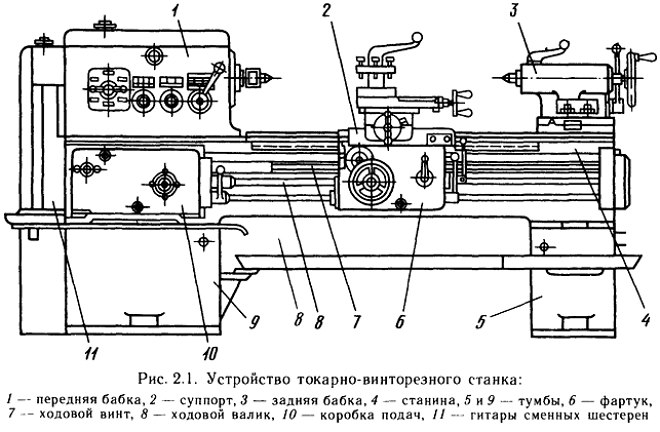
Naprava za stružnico za rezanje vijakov
Oblikovanje stroja
Vsi stroji, ki spadajo v kategorijo obdelave kovin, imajo v svoji zasnovi veliko skupnih značilnosti. Pravzaprav morajo naprava in tehnične značilnosti takšnih enot zagotavljati pravilno izvedbo tehnoloških premikov dveh vrst:
gibanje podajanja, ki ga naredi rezalna naprava ali sam obdelovanec;
Gibanje, s katerim se izvaja rezanje.
Za izvajanje teh premikov, pa tudi za zagotovitev stabilnosti delovanja vseh drugih elementov opreme za obdelavo kovin, njegova zasnova vključuje naslednja delovna telesa:
nadzorni sistem, odgovoren za zagon in ustavitev stroja, spremljanje vseh parametrov njegovega delovanja;
vozlišče, s pomočjo katerega se gibanje iz elektromotorja pretvori in prenese na aktuator;
Sam pogon, ki je lahko električni, mehanski, pnevmatski ali hidravlični.
Stroj za rezanje kovin je stroj, zasnovan za obdelavo obdelovancev z namenom oblikovanja določenih površin z odstranjevanjem odrezkov ali s plastično deformacijo. Obdelava se izvaja predvsem z rezanjem z rezilom ali abrazivnim orodjem. Strojna orodja se uporabljajo tudi za glajenje površine dela, za valjanje površine z valji. Stroji za obdelavo kovin izvajajo rezanje nekovinskih materialov, kot so les, tekstolit, najlon in druge plastike. Posebni stroji obdelujejo tudi keramiko, steklo in druge materiale.
Stroji za obdelavo kovin so razvrščeni po različnih kriterijih, odvisno od vrste obdelave, uporabljenega rezalnega orodja in postavitve.
Najpogostejši tipi strojev za rezanje kovin
Razvrstitev
Stroji za rezanje kovin so glede na naravo opravljenega dela in vrsto uporabljenega rezalnega orodja razdeljeni v 11 skupin (glej sliko).
- Skupina stružnic(poz. 1 - 6) sestavljajo stroji za obdelavo vrtljivih površin. Poenotena značilnost strojev te skupine je uporaba rotacijskega gibanja obdelovanca kot gibanja rezanja.
- Skupina vrtalnih strojev(poz. 7 - 10) vključuje tudi vrtalne stroje. Poenotenje te skupine strojev je njihov namen - obdelava okroglih lukenj. Gibanje rezanja je rotacijsko gibanje orodja, ki ga običajno spremlja tudi pomik. Pri vodoravnih vrtalnih strojih se podajanje lahko izvede tudi s premikanjem mize z obdelovancem.
- Skupina brusilnih strojev(poz. 20 - 24) je kombiniran na podlagi uporabe abrazivnih brusnih plošč kot rezalnega orodja.
- Skupina strojev za poliranje in končno obdelavo kombinirani na osnovi uporabe abrazivnih palic, abrazivnih trakov, praškov in past kot rezalnega orodja.
- Skupina zobniških strojev vključuje vse stroje, ki se uporabljajo za obdelavo zob koles, vključno z brušenjem.
- Skupina rezkalnih strojev(poz. 11 - 14) sestavljajo stroji, ki kot rezalno orodje uporabljajo orodja z več rezili - rezkarji.
- Skupina planer(Poz. 15 - 17) sestavljajo stroji, pri katerih je skupna značilnost uporaba premočrtnega povratnega gibanja rezila ali obdelovanca kot rezalnega gibanja.
- Skupina rezalnih strojev vključuje vse vrste strojev, namenjenih za rezanje in žaganje valjanih materialov (palice, kotniki, kanali itd.).
- Skupina strojev za napenjanje(trte 18 in 19) ima enega skupna lastnost: uporaba kot rezalno orodje posebnih orodij z več rezili - broš.
- Skupina strojev za vrezovanje navojev vključuje vse stroje (razen strojev stružne skupine), zasnovane posebej za izdelavo navojev.
- Skupina raznih in pomožnih strojev združuje vse stroje, ki ne spadajo v nobeno od zgornjih skupin.
Tabela s slikami obdelovalnih strojev
| Ime strojev | Šifra skupine |
Vnesite kodo | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Rezervirajte | 0 | - | |||||||||
| Obračanje | 1 | Samodejni in polavtomatski: | obračanje- vrtljivi |
vrtanje- rezanje |
vrtiljak | Obračanje in čelni |
Večkratno rezanje in kopiranje |
Specializirano kovani |
Različno obračanje |
||
| specializirano kovani |
eno vrtenje- Občutljiv |
več vrtljajev- Občutljiv |
|||||||||
| Vrtanje in vrtanje | 2 | - | navpično- vrtanje |
polavtomatsko | Koordinatno dolgočasno | radialno- vrtanje |
vodoravno - dolgočasen |
Diamant dolgočasen |
vodoravno - vrtanje |
Različno vrtanje |
|
| eno vrtenje- Občutljiv |
več vrtljajev- Občutljiv |
||||||||||
| Brušenje in končna obdelava | 3 | Krugloshli- foval |
Intra- foval |
luščenje- mletje |
Specializirano izpiljeno mletje |
- | Ostrenje | Površinsko brušenje | Lapiranje, poliranje, brušenje, dodelava | Različne figurativne | |
| elektro- fizični in električni kemični |
4 | - | Svetlobni žarek | - | elektro- kemični |
elektro- iskra |
- | elektro- erozija, ultrazvočni piercing |
anoda- mehansko rezanje |
- | |
| Obdelava zob in navojev- ing |
5 | nit- narezan |
Oblikovanje zobnikov za obdelavo cilindričnih calic kolesa |
Rezanje zobnikov za obdelavo stožčastih koles | Hobbing zobnikov za obdelavo cilindričnih koles in navojnih gredi |
Za rezanje polžastih koles | Za obdelavo koncev zob koles | brez niti žita |
Dodelava zob ne, preveri- nye in teče |
Zob in nit boslifoval- nye |
Različna orodja in niti obdelujem - shie |
| Rezkanje | 6 | - | navpično- rezkalna konzola |
Rezkanje ne- prekinjeno delovanje |
Vzdolžna enostebrna nye |
Kopirati- nye in gramoz roving |
navpično- brez konzole |
Vzdolžni dvostebrni nye |
konzola- operacije mletja racionalno |
Horizon- tal- rezkalna konzola |
Različno mletje |
| Skobljanje, utoranje, raztezanje | 7 | Vzdolžno | navzkrižno skobljanje |
Režanje | Dolgo narisana vodoravna nye |
Navpični razteg za vlečenje | - | Različne skobeljke | |||
| ena- stojalo |
dve- stojalo |
notranji | na prostem | ||||||||
| Split | 8 | Odsek, opremljen | Pravilno- rezanje |
Žage | - | - | |||||
| orodje za struženje | mletje krog |
gladek ali narezan disk | trak | disk | Žaga za kovino | ||||||
| Različno | 9 | Spojka in cev boj |
Žagasti zarezi | Pravilno- in brez središča luščenje |
Uravnoteženje | Za test- orodja |
delilnik- stroji |
Balancer- vojaški |
- | - | |
Strojno oštevilčenje
ZSSR je sprejela enoten sistem simboli strojev, ki temeljijo na dodelitvi kode (številke) vsakemu modelu stroja. Številčenje kovinoreznih obdelovalnih strojev, ki ga je razvil Eksperimentalni raziskovalni inštitut za kovinorezne stroje (ENIMS), temelji na decimalnem sistemu. Vsi stroji so razdeljeni v 10 skupin, vsaka skupina je razdeljena na 10 tipov in vsak tip je razdeljen na 10 velikosti. Kot je razvidno iz tabele, razvrščanje strojev v skupine med številčenjem temelji na nekoliko drugačnem principu kot pri razvrščanju. Številka, dodeljena posameznemu modelu stroja, je lahko sestavljena iz treh ali štirih številk in črk, črke pa so lahko za prvo števko ali na koncu številke, na primer: 612, 1616, 6H82, 2620, 6H12PB.
Prva številka številke označuje skupino, ki ji pripada. ta stroj. Druga številka označuje vrsto stroja v tej skupini. Tretja ali tretja in četrta številka skupaj označujeta pogojno velikost stroja. Tako na primer za stružnice tretja in četrta številka prikazujeta višino središč v centimetrih ali decimetrih (1620, 1616, 1670); za stružnice in avtomatske stroje - največji premer obdelanih palic v milimetrih (1336, 1125, 1265); za vrtalne stroje - največji premer vrtanja luknje v mehko jeklo v milimetrih (2A125, 2A135, 2150). Za rezkalne stroje s konzolo tretja številka pogojno označuje velikost tabele. Da bi razlikovali oblikovanje stroji enake velikosti, vendar z različnimi tehnična specifikacija, se med prvo in drugo številko vnese črka. Tako so na primer vsi stroji modelov 162, 1A62, 1B62, 1K62 stružnice z višino središča 200 mm. Vendar pa ima model 162 največ vrtljajev 600, model 1A62-1200, 1B62-1500 in sodoben model 1K62 ima 2000 vrt./min. Črke na koncu številke označujejo različne modifikacije strojev istega osnovnega modela. Tako je na primer horizontalni rezkalni stroj model 6N82G poenostavljen tip osnovnega univerzalnega rezkalnega stroja model 6N82, kopirni rezkalni stroj model 6N12K je modifikacija osnovnega vertikalnega rezkalnega stroja modela 6N12 itd. V nekaterih primerih je četrti številka pomeni tudi sprostitveni stroj enake standardne velikosti, vendar z izboljšano zasnovo. Na primer, model 262 je vodoravni vrtalni stroj druga velikost. Podoben po velikosti sodoben vrtalni stroj nov dizajn koda se začne kot model 2620.
Razvrstitev strojev po vrstah.
Stroji istega tipa se lahko razlikujejo po postavitvi (na primer univerzalno rezkanje, vodoravno, navpično), kinematiki, t.j. niz povezav, ki prenašajo gibanje, načrtovanje, nadzorni sistem, dimenzije, natančnost obdelave itd.
Standardi določajo glavne dimenzije, ki so značilne za stroje vsake vrste. Pri stružnicah in cilindričnih brusilnih strojih je to največji premer obdelovanca, ki ga je treba obdelati, pri rezkalnih strojih dolžina in širina mize, na kateri so nameščeni obdelovanci ali pritrdilni elementi, pri strojih za prečno skobljanje največji hod drsnik z rezalnikom.
Skupina strojev istega tipa, ki imajo podobno razporeditev, kinematiko in zasnovo, vendar različne osnovne dimenzije, sestavljajo velikostni razpon. Torej, v skladu s standardom je za splošne stroje za brušenje zobnikov na voljo 12 standardnih velikosti s premerom vgrajenega izdelka od 80 mm do 12,5 m.
Zasnova obdelovalnega stroja vsake velikosti, zasnovana za dane pogoje obdelave, se imenuje model. Vsakemu modelu je dodeljena lastna koda - številka, sestavljena iz več številk in črk. Prva številka označuje skupino stroja, druga - njeno vrsto, tretja številka ali tretja in četrta številka označujeta glavno velikost stroja. Na primer, model 16K20 pomeni: stružnica za vijačenje z največji premer obdelovanec 400 mm. Črka med drugo in tretjo številko pomeni določeno nadgradnjo glavnega osnovnega modela stroja.
Razvrstitev obdelovalnih strojev glede na stopnjo vsestranskosti. Obstajajo naslednji stroji - univerzalni, ki se uporabljajo za izdelavo delov široke palete z veliko razliko v velikosti. Takšni stroji so prilagojeni za različne tehnološke operacije:
- specializirani, ki so zasnovani za izdelavo delov iste vrste, na primer delov karoserije, stopničastih gredi podobne oblike, vendar različnih velikosti;
- posebne, ki so zasnovane za izdelavo enega določenega dela ali ene oblike z majhno razliko v velikosti.
Razvrstitev obdelovalnih strojev glede na stopnjo natančnosti. Stroji so razdeljeni v 5 razredov:
- H - stroji normalne natančnosti;
- П - stroji povečane natančnosti;
- B - visoko precizni stroji;
- A - visoko precizni stroji;
- C - posebej natančni ali glavni stroji;
Oznaka modela lahko vključuje črko, ki označuje natančnost stroja: 16K20P - stružnica za vijačenje s povečano natančnostjo.
Razvrstitev obdelovalnih strojev glede na stopnjo avtomatizacije. Dodelite strojna orodja in polavtomatske stroje. Avtomatski stroj je stroj, v katerem se po nastavitvi samodejno izvedejo vsi premiki, potrebni za dokončanje cikla obdelave, vključno z nalaganjem surovcev in razkladanjem končnih delov, t.j. izvajajo mehanizmi stroja brez sodelovanja upravljavca.
Polavtomatski obratovalni cikel se izvaja tudi avtomatsko, z izjemo nakladanja in razkladanja, ki ga izvaja operater, polavtomatski stroj tudi zažene po nalaganju vsakega obdelovanca.
Za namen kompleksne avtomatizacije za veliko in množično proizvodnjo se ustvarjajo avtomatske linije in kompleksi, ki združujejo različne stroje, za manjšo proizvodnjo pa fleksibilne proizvodne module (FPM).
Avtomatizacija male proizvodnje delov je dosežena z izdelavo obdelovalnih strojev s programskim krmiljenjem (ciklično), pri označevanju modelov je uvedena črka C (ali številčna črka F). Številka za črko F označuje značilnosti krmilnega sistema:
- F1 - stroj z digitalno indikacijo (s prikazom številk, ki odražajo na primer položaj gibljivega telesa stroja) in predhodnim nizom koordinat;
- F2 - stroj s pozicijskim ali pravokotnim sistemom;
- F3 - stroj s konturnim sistemom;
- F4 - stroj z univerzalnim sistemom za pozicijsko in konturno obdelavo, na primer model 1B732F3 - stružnica s CNC konturnim sistemom.
Razvrstitev strojev po teži. Stroji so razdeljeni na:
- pljuča - do 1 tone;
- srednje - do 10 ton;
- težki - nad 10 ton Težki stroji so razdeljeni na velike - od 16 do 30 ton, težke - od 30 do 100 ton;
- posebej težka - več kot 100 ton;





