Spoznajte - stroji za vbodno vrtanje. Koordinatni vrtalni stroj: vrste in modeli.
Med opremo se stroji za vbodno vrtanje imenujejo svojevrstni "aristokrati", ki so zasnovani za ustvarjanje najbolj kritičnih delov - lukenj z rahlimi odstopanji v njihovi relativni postavitvi. Na takšnih strojih je posebna naprava za odčitavanje, s katero je mogoče premikati obdelovanec glede na orodje z napako največ 0,001 mm, in krmilna naprava za preverjanje dimenzijskih odstopanj na obdelanih delih.
Namen vrtalnega stroja
Stroji za vrtalno vrtanje so zasnovani za obdelavo lukenj od središča do središča, med katerimi je treba natančno vzdrževati razdaljo od osnovne površine v pravokotnem koordinatnem sistemu, brez uporabe orodij za vodenje orodja.
Takšni stroji izvajajo vrtanje, fino rezkanje, vrtanje, povrtanje in pogrezenje lukenj, nadzor in merjenje delov, fino rezkanje koncev, pa tudi označevalna dela. Stroji se uporabljajo za izdelavo lukenj v delih karoserije in pritrdilnih elementih ter vodnikih, ki zahtevajo veliko natančnost pri medsebojni postavitvi lukenj, v majhni, enodelni in množični proizvodnji.
Na strojih se poleg vrtanja izvaja označevanje in preverjanje dimenzij, vključno s središčnimi razdaljami. Z vrtljivimi mizami, ki so priložene stroju, lahko obdelujete luknje, ki so določene v polarnem koordinatnem sistemu, medsebojno pravokotne in nagnjene luknje ter končne površine stroja.

Stroj je opremljen z napravami za optično branje, ki vam omogočajo štetje celih in ulomnih delov velikosti koordinat. Ker je naprava vbodno vrtalnih strojev kombinacija merilnega stroja in stroja za rezanje kovin, ki dela na takšni opremi, je možno krmiliti dele, obdelane na drugih strojih.
Pri normalnem delovanju je navpični vrtalni stroj sposoben zagotoviti natančnost razdalj od središča do središča v koordinatnem sistemu reda 0,004 milimetra. Za natančnejšo razdaljo med središči lukenj je stroj za vbodno vrtanje opremljen z digitalno prikazovalno napravo, ki operaterju omogoča nastavitev koordinat z ločljivostjo približno 0,001 milimetra.
Klasifikacija vrtalnih strojev
Obstajajo vrtalni stroji z enim in dvema stojaloma. V svoji zasnovi imajo enostebrne stroje, križno mizo, ki je zasnovana za premikanje obdelovanca v dveh medsebojno pravokotnih smereh. Glavno gibanje tukaj je rotacijsko gibanje vretena, gibanje podajanja pa je navpično gibanje vretena.
Dvostebrični stroji v svoji zasnovi imajo mizo, ki se nahaja na vodilih. Miza lahko premika nameščen obdelovanec v smeri koordinate X. Ko se vzglavje premika, se os vretena premakne glede na izdelek, nameščen na mizi, v smeri koordinate Y.

Glede na stopnjo avtomatizacije so vrtalni stroji razdeljeni na stroje s CNC, digitalnim prikazom in naborom koordinat ter s samodejno menjavo obdelovancev in orodij, ki vam omogočajo izvedbo različnih rezkalna dela z visoko stopnjo natančnosti.
Glede na naravo transakcij, oblikovne značilnosti in namen, so vrtalni stroji univerzalni in specializirani. Univerzalni stroji pa so razdeljeni na vodoravne vrtalne stroje in stroje za končno vrtanje. Najpomembnejši parameter za vse vrste obdelovalnih strojev je premer vrtalnega vretena.
Modeli strojev za izračun koordinat
Priljubljeni modeli vrtalnih strojev v svoji zasnovi imajo pravokotno mizo s prečnim in vzdolžnim gibanjem. Zagotovljeno je nastavljivo gibanje glave vretena. Izvaja se pospešeno in delovno premikanje mize v prečni in vzdolžni smeri električni pogoni z najširšim razponom regulacije, ki vam omogoča, da med rezkanjem povečate togost in produktivnost stroja za vbodno vrtanje. Podrobneje razmislimo o tehničnih značilnostih priljubljenih modelov vrtalnih strojev.
Stroj za vbodno vrtanje 2a450
Mere vrtalnega stroja 2a450, vključno s pomikom drsnika in mize, so 2670 x 3305 x 2660 milimetrov. Delovna površina mize ima dimenzije 1100 x 630 milimetrov. Teža stroja, brez mase dodatne opreme in električne omare, je 7300 kilogramov. S tem strojem je mogoče doseči največji premer vrtanja 30 milimetrov in največjo izvrtino 250 milimetrov pri uporabi izdelka z največjo težo 600 kilogramov. Hitrost vretena doseže 50-2000 vrt / min, hitrost gibanja izdelka med rezkanjem doseže 30-200 vrt / min. Pri uporabi vrtalnega stroja 2a450 moč elektromotorja doseže 4,5 VKt, frekvenca vrtenja je 1800 vrt / min.
Stroj za vbodno vrtanje 2d450
Stroj za vbodno vrtanje 2d450 ima naslednje dimenzije (s pomikom drsnika in mize) - 3305 x 2705 x 2800 milimetrov. Delovna površina ima dimenzije 1100 x 630 milimetrov. Teža stroja brez električne omare in potrebnih dodatkov je 7800 kilogramov. Največji premer izvrtine je 250 milimetrov, medtem ko je mogoče uporabiti izdelek s težo do 600 kilogramov. Hitrost vretena je 50-2000 na minuto. Moč elektromotorja, nameščenega na stroju, je 2 VKt, hitrost vrtenja je 700 vrt / min.
Koordinatno vrtalni stroj 2v440a
Mere stroja za vbodno vrtanje 2v440a, vključno s premikom drsnika in mize, so 2520 x 2195 x 2430 milimetrov. Dolžina delovne površine mize je 800, širina pa 400 milimetrov. Masa stroja z zunanjimi dodatki je 3630 kilogramov. Pri uporabi stroja za vbodno vrtanje 2v440a je mogoče doseči največji premer vrtanja v trdni material 25 milimetrov in največji premer vrtanja 250 milimetrov pri uporabi izdelkov z največjo težo 320 kilogramov. Meja hitrosti vretena doseže 50-2000 vrt / min, moč elektromotorja je 2,2 WK, hitrost vrtenja je 800 vrt / min.

Stroj za vbodno vrtanje 2431
Model 2431 ima skupne dimenzije - 1900 x 1445 x 2435 milimetrov in težo brez električne opreme - 2510 kilogramov. Masa električne opreme za vrtalni stroj 2431 je 420 kg in kompleta dodatkov 380 kg. Dimenzije delovne površine mize - 560 x 320 milimetrov. Pri uporabi tega modela se doseže največji premer vrtanja 18 milimetrov in največji premer vrtanja 125 milimetrov pri uporabi izdelkov z največjo težo 250 kilogramov. Omejitev števila vrtljajev vretena na minuto je od 75 do 3000 vrt/min, skupna moč elektromotorjev je 2,81 WK, moč glavnega motorja je 2,2 KW.
Stroj za vbodno vrtanje 2421
Mere vrtalnega stroja 2421 so 900 x 1615 x 2207 milimetrov. Namizje ima dimenzije 450 x 250 milimetrov. Masa stroja s kompletom dodatkov je 1610 kilogramov. S tem modelom je mogoče doseči največji premer vrtanja v trden material 12 milimetrov in največjo izvrtino 80 milimetrov pri uporabi izdelkov z največjo težo 150 kilogramov. Hitrost vretena se giblje od 135 do 3000 vrt / min. Moč elektromotorja - 10 VKt.
Tako vrtalni stroji opravljajo najpomembnejšo funkcijo - izdelovanje lukenj in nadzor njihovih odstopanj. Stroj je opremljen z digitalno indikacijsko napravo, ki operaterju omogoča nastavitev koordinat z ločljivostjo 0,001 mm, ter odčitnimi napravami za odčitavanje celih in ulomnih delov velikosti koordinat.
Uvod
1. Naprava in načelo delovanja strojev za vbodno vrtanje
2. Izračun meril
2.2 Izračun meril
3. Možnosti za razvoj strojev za vbodno vrtanje
Zaključek
Bibliografija
Uvod
Vrtalni stroji so zasnovani za obdelavo delov v posamični in serijski proizvodnji. to je univerzalni stroji, na katerem je možno izvajati grobo in fino vrtanje lukenj, obračanje zunanjih cilindričnih površin in koncev lukenj, vrtanje, pogrezenje in povrtavanje lukenj, rezkanje ravnin, vrezovanje navojev in druge operacije. Velika raznolikost različne vrste obdelava, ki se izvaja na vrtalnih strojih, v številnih primerih omogoča dokončanje obdelave dela brez premikanja na druge stroje, kar je še posebej pomembno za težko inženirstvo.
značilna lastnost vrtalni stroji so prisotnost vodoravnega (ali navpičnega) vretena, ki izvaja aksialno gibanje. Pritrjen na vreteno rezalno orodje– vrtalna palica z rezalniki, svedrom, grezilom, rezkalnikom, pipo itd. Široko se uporabljajo vrtalni stroji s programskim krmiljenjem, ki skrajša njihov prehodni čas, poveča produktivnost dela in kakovost obdelave.
Glede na naravo izvedenih operacij, namen in oblikovne značilnosti so vrtalni stroji razdeljeni na univerzalne in specializirane. Po drugi strani so univerzalni stroji razdeljeni na vodoravno vrtanje, vbodno vrtanje in diamantno vrtanje (končno vrtanje). Za vse vrste obdelovalnih strojev je najpomembnejši parameter, ki določa vse glavne dimenzije stroja, premer vrtalnega vretena.
1. Naprava in načelo delovanja koordinatnih vrtalnih strojev
strojna orodja
Koordinatno vrtalni stroji so zasnovani za obdelavo lukenj z natančnimi koordinatami. Stroji te vrste imajo dve različici: enostebrični (slika 1, a) in dvostebrični (slika 1, b). Glavni deli enokoordinatnega vrtalnega stroja so okvir 1, stojalo 2, vrtalna glava 3, miza z sani 4. Dvokoordinatni vrtalni stroj 2E470A ima naslednje glavne dele: okvir 1, nosilce 2, vrtalne glave 3, pomik 4, delovna miza 5 .
Obdelovanec je pritrjen na ravnino mize, rezalno orodje je pritrjeno v vreteno vrtalnih glav. Glede na višino obdelovanca sta pomik in vrtalna glava nastavljena na določeno višino in fiksirana. Nastavitev vretena na določene koordinate se izvede s premikanjem mize v dveh medsebojno pravokotnih smereh (pri delu na enostebrnem stroju) ali premikanjem mize v vzdolžni smeri vzdolž vodil postelje in vrtalne glave v prečni smer vzdolž traverze (v primeru dela na dvostebrnem portalnem stroju). Značilnosti načrtovanja, montaže in vzdrževanja strojev za vbodno vrtanje so:
prisotnost korektivnih naprav, ki kompenzirajo napako naklona vodilnega vijaka (na starejših modelih strojev);
uporaba optičnih naprav za branje koordinat; uporaba valjčnih vodil, ki zaznavajo maso sani, mize, izdelka in rezalne sile;
visoka natančnost obdelave delov in montaže enot in visoka kvaliteta obdelana površina; dobra odpornost na vibracije in masivna podlaga; konstantna sobna temperatura znotraj (20
1,5) C;visoka usposobljenost delavcev, ki servisirajo stroje; minimalni in urejeni dodatki za obdelavo lukenj.
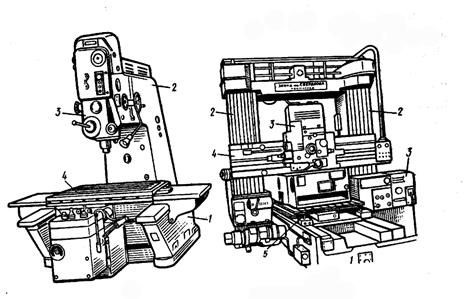
sl.1. Koordinatni vrtalni stroji:
a - enosteber: 1 - postelja, 2 - stojalo, 3 - vrtalna glava, 4 - miza s sani;
b - dvostebrni: 1 - postelja, 2 - stojala, 3 - vrtalne glave, 4 - prečnica, 5 - namizje
Enostebrni vertikalni vrtalni stroji so zasnovani za obdelavo lukenj z natančnimi osemi, med katerimi so dimenzije podane v pravokotnem koordinatnem sistemu.
Poleg tega je stroj možen tudi:
rezanje niti;
Fino rezkanje površin s čelnimi ali končnimi rezkarji;
obrezovanje koncev;
Označevanje in kontrola linearnih dimenzij na delih.
Vrtljive mize, ki so priložene stroju, omogočajo obdelavo lukenj, določenih v polarnem koordinatnem sistemu, kot tudi medsebojno pravokotne in nagnjene luknje in ravnine.
V normalnih pogojih delovanja stroji zagotavljajo natančnost razdalj med središčem pri obdelavi v pravokotnem koordinatnem sistemu do 0,06 mm.
Stroji so opremljeni z različnimi orodji in pripomočki za vrtanje in vrtanje lukenj, vrezovanje navojev, rezkanje in označevanje:
strelivo:
Vpenjalica s kompletom klešč,
vrtanje,
z navojem,
Dolgočasen.
adapterske puše za orodja z Morsejevim stožcem
arbors za rezila
niz dolgočasnih palic
univerzalno držalo orodja in držalo orodja z natančnim pomikom
Iskalo središča mikroskopa, Iskalo središča trna
vzmetno jedro
namestitveni center
· širok nabor vrtalnih rezalnikov, svedrov, povrtal, rezalnikov, pip.
Koordinatno vrtalni stroj mod.2E450
Strojni mod. 2E450A - enosteber z dimenzijami mize 630x1120 mm, opremljen z optičnim merilnim sistemom z zaslonskim odčitavanjem, napravo za prednastavitev koordinat, avtomatsko zaustavitev mize in sani v vnaprej določenih položajih s pomočjo fotoelektričnega ničelnega indikatorja. Standardi dolžine so merila ravnih steklenih linij. Obdobje vrtenja vretena se izvaja iz nastavljivega elektromotorja enosmerni tok preko tristopenjskega menjalnika. V vsaki stopnji se hitrost vretena brezstopenjsko prilagaja v območju 50-2500 vrt/min. Pomik vretena je tudi neskončno spremenljiv preko variatorja trenja. Obstaja mehanizem samodejni izklop podajanje vretena na določeni globini. Na voljo so mehanske sponke za mizo in ročno vpenjanje glave. Natančnost nastavitve koordinat je 0,004 mm, natančnost premera izvrtine je dovoljena največ 0,005 mm.
Koordinatno vrtalni stroj mod.2D450
Enokoordinatni vrtalni stroj mod. 2D450 z delovno površino mize 630x1120 mm. opremljen z optičnimi napravami, ki omogočajo štetje celih in ulomnih delov velikosti koordinat. Stroj se lahko uporablja tako v orodjarnih kot v proizvodnih delavnicah za natančno obdelavo delov brez posebne opreme. V normalnih pogojih delovanja stroj zagotavlja natančnost nastavitve razdalj med središčem v pravokotnem koordinatnem sistemu 0,004 mm. in v polarnem sistemu - 5 ločnih sekund. Natančnost razdalj med osemi lukenj, obdelanih v normalnih pogojih za koordinatno vrtanje, 0,006 mm.
Nastavitev osi luknje na izdelku glede na os vretena na zahtevano koordinato se izvede s premikanjem mize ali sani, katerih gibanje nadzoruje posebna optična naprava. Slednje temelji na natančnih ravnilih, pritrjenih v enem primeru na mizo (premično ravnilo), v drugem - na okvirju (fiksno ravnilo). Ravnilo mize ima 1000 visoko natančnih delitev skozi 1 mm., ravnilo postelje - 630 delitev. Poteze se projicirajo na mat zaslon pri 75-kratni povečavi. Za oceno stotink enega ravnilnega intervala v ravnini zaslona obstaja lestvica s 100 delitvami. Za visoko natančno odčitavanje je na zaslonu dodatna lestvica, ki omogoča odčitavanje do 0,001 mm.

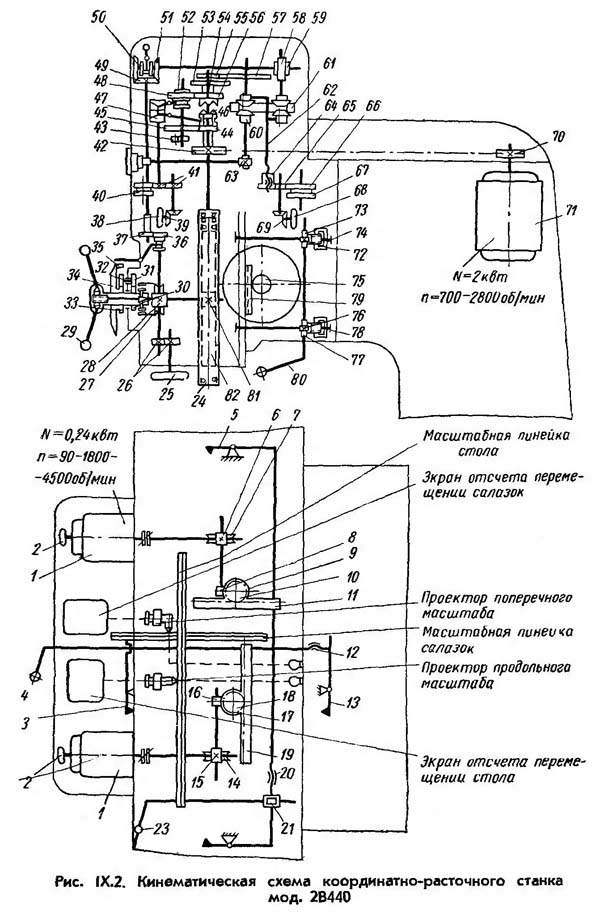
riž. 2. Kinematična shema stroja mod. 2D450
Slika 2 prikazuje kinematični diagram stroja mod. 2D450. Veriga glavnega gibanja določa vrtenje vretena z rezalnim orodjem, ki se izvaja od nastavljivega enosmernega motorja 1 preko jermenskega pogona 2-3, gredi I, zobnikov 6-7, gredi II, koles ali 7- 10 do vretena III. Hitrost vretena se brezstopenjsko spreminja s prilagajanjem elektromotorja 1 v območju 700-2800 vrt/min. Preklapljanje stopenj hitrosti dvostopenjskega menjalnika se izvaja z ročnim kolesom 11 preko verižnega prenosa 4-5. Hitrost krmili tahogenerator, ki je nameščen na gredi I.
Navpični dovod tulca, vretena se izvaja iz ločenega elektromotorja 17 DC s širokim razponom regulacije. Vrtenje skozi polžasto prestavo 18-19, navojna gred IV, zobniki 20-21, gred V in polžasti par 22-23, torna sklopka z tirnico 25 vretena. Ročaji 40 z izklopljeno sklopko, lahko ročno dvignete ali spustite tulec vretena. Za natančnejše premike tulca je na voljo ročno kolo 41, ki je s stožčastimi kolesi 42-43 povezano z gredjo V. Samodejni izklop dovajanje puše vretena, ko je dosežena določena globina vrtanja, se izvede z izklopom 17 z mikrostikalom.
Nastavitveno gibanje glave vretena je narejeno iz asinhroni motor 12 skozi polžasto prestavo 13-14 in zobnik 15-16. Obdelovanec se premika v pravokotnem koordinatnem sistemu s premikanjem mize v vzdolžni smeri in drsom v prečni smeri od dveh neodvisnih enosmernih motorjev 44 in 26 preko podobnih polžastih zobnikov 27-28 in 31-32, stožčastih zobnikov 35-36 in 37-38, zobniki 29-30 in 33-34.
Za pritrditev mize, sani in glave vretena potrebne določbe uporabljajo se enotne sponke.
Tabela 1.
Paleta modelov strojev za vbodno vrtanje
| Model | Značilnosti |
| 2A450 | Stroj z optičnim koordinatnim referenčnim sistemom vzdolž osi X in Y |
| 2A450AF10, 2D450AF10 | Obdelovalni stroji z elektronskim sistemom za branje in merjenje, vključno z digitalno prikazovalno napravo, vzdolž osi X in Y. Način elektronskega vztrajnika. |
| 2L450AF11-01 | Stroj z digitalno indikacijsko napravo vzdolž osi X, Y in Z ter predhodnim naborom koordinat vzdolž osi X in Y. Obstaja način sledenja položaja in način elektronskega vztrajnika z ločljivostjo premikanja mize 0,001 in 0,01 mm |
| 2E450AFZ0 | Obdelovalni stroj s CNC napravo, z možnostjo nastavitve obdelovalnega programa v interaktivnem načinu vzdolž osi X in Y ter digitalno indikacijo koordinat po osi Z. |
| 2L450AF4 | Stroj s CNC, s konturiranjem vzdolž osi X, Y in Z. Grafični monitor omogoča odpravljanje napak v programih brez premikanja vzdolž osi. Delne programe je mogoče pripraviti na spletu s standardnimi besedilnimi datotekami ali avtomatiziranimi sistemi. |
2. Izračun meril
2.1 Merila za razvoj tehničnih objektov
Med parametri in kazalniki, ki označujejo kateri koli tehnični objekt, so vedno tisti, ki se dolgo časa monotono spreminjajo ali se nagibajo k ohranjanju na določeni ravni, ko je dosežena njihova meja. Ti kazalniki so vsi prepoznani kot merilo popolnosti in naprednosti ter močno vplivajo na razvoj posameznih razredov tehničnih predmetov in tehnologije kot celote.
Takšni parametri in kazalniki se imenujejo merila za razvoj tehničnih objektov. Njihov pomen je mogoče soditi iz dejstva, da je tehnični napredek na področju kakršnih koli tehničnih objektov običajno sestavljen iz izboljšanja nekaterih meril brez poslabšanja (vsaj brez bistvenega poslabšanja) drugih. Pri oblikovanju sistema razvojnih meril morajo biti izpolnjeni številni pogoji:
Merljivost: kot razvojni kriterij se lahko vzame le tak parameter tehničnega objekta, ki omogoča možnost kvantitativne ocene po eni od merskih lestvic;
Primerljivost: razvojno merilo mora imeti takšno dimenzijo, ki omogoča primerjavo tehničnih objektov različnih časov in držav;
Izjeme: za razvojna merila je mogoče vzeti le takšne parametre tehničnega objekta, ki v prvi vrsti označujejo njegovo učinkovitost in imajo odločilen vpliv;
Minimalnost in neodvisnost: celoten sklop razvojnih meril naj vsebuje le tiste kriterije, ki jih ni mogoče logično izpeljati iz drugih meril in ne morejo biti njihova neposredna posledica.
Ocena tehnične ravni in kakovosti izdelka se izvaja s primerjalno (primerjalno) analizo po naslednjem vrstnem redu:
Izbere se osnovni izdelek (idealna varianta, analog ali prototip);
Razkrite so številčne vrednosti glavnih tehničnih in ekonomskih kazalnikov ocenjenih in osnovnih izdelkov:
Izračunane so ravni relativnih kazalnikov tehnične ravni in kakovosti;
Izračuna se vrednost posplošenih kazalnikov tehnične ravni in kakovosti izdelkov.
Treba je opozoriti, da je glavni pogoj za primerjavo ocenjenih in osnovni izdelek- primerljivost elementov izdelka, identiteta funkcionalnega namena.
Kot osnovni izdelek za primerjavo je izbran najboljši, pravi vzorec tovrstnih in standardnih velikosti izdelkov, ki so na voljo v svetovni praksi. Lahko je domači in tuji in se imenuje analog. Včasih se pri reševanju problemov za posodobitev tovrstnih izdelkov kot osnovni izdelek vzame prototipni izdelek, ki se izboljša z odpravo obstoječih pomanjkljivosti.
V nekaterih primerih lahko opremo prihodnosti vzamemo kot osnovni izdelek - idealna možnost. Kazalniki, ki označujejo idealno varianto v smislu tehnične ravni in kakovosti, so izračunani na podlagi zakonitosti razvoja tovrstne tehnologije po razvojnih kriterijih.
Pri ocenjevanju tehnične ravni in kakovosti izdelkov se vrednosti glavnega dimenzijskega parametra (zmogljivost, delovna površina, uporabna prostornina itd.) ne smejo razlikovati od vrednosti osnovnega izdelka za več kot 20%.
2.2 Izračun
Tabela 2.
Tehnični podatki strojev za vbodno vrtanje z delovno površino mize 630x1120 mm
| Leto izdaje | Model stroja | Največji premer vrtanja/vrtanja, mm | Doseg vretena, mm | Največja razdalja od konca do delovne površine mize, mm | Omejitve hitrosti vretena, vrt./min | moč, kWt | Teža, kg | Dimenzije | ||
| Dolžina, mm | Širina, mm | Višina, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Z analizo predstavljenih podatkov je mogoče sestaviti nomenklaturo meril za razvoj vrtalnih strojev. Izračunajmo preučevana merila, katerih rezultati izračuna so predstavljeni v tabeli 2.
1. Specifična poraba materiala.
kjer je: K m - specifična poraba materiala. (kg/mm.)
M - masa (kg)
N je vrednost glavnega parametra (mm).
2. Specifična energetska intenzivnost.
kjer je: E y - specifična energetska intenzivnost (kW / m);
P - moč (kW);
N je vrednost glavnega parametra (m).
3. Določeno območje, ki ga zaseda stroj.
kjer je: S y – tako zasedeno specifično območje. (m 2 / m)
S - površina, ki jo zaseda stroj (m 2)
N - enota glavnega parametra (m)
4. Enota moči elektromotorja na enoto mase stroja.
Tabela 3. Merila za razvoj.
Na podlagi podatkov, pridobljenih iz razvojnih kriterijev, bomo izdelali grafe, s katerimi bomo lahko zasledili trend v kriterijih in naredili napoved za leto 2007.
2.3 Določanje spremembe kriterijev
Specifična energetska intenzivnost

Glede na spremembo vrednosti specifične porabe energije stroja je mogoče zaslediti trend povečevanja tega parametra. Z uporabo aproksimacijske metode je mogoče narediti napoved za leto 2007, vrednost parametra bo 45 kW/m.
Specifična poraba materiala

Z metodo aproksimacije trendov najdemo raven kriterija v letu 2007. Z določeno mero verjetnosti lahko trdimo, da bo vrednost kriterija 32 kg/mm.
Enota moči na enoto mase

Nastala krivulja kaže očitno povečanje enote moči na enoto mase stroja za vbodno vrtanje. Z uporabo aproksimacijske metode lahko domnevamo možni pomen ta parameter v letu 2007, ki bo 1,42 W/kg.
Posebno zasedeno območje

Z metodo aproksimacije trendov najdemo raven kriterija v letu 2007. Z določeno mero verjetnosti lahko rečemo, da se bo vrednost kriterija zmanjšala in znašala 30 m 2 /m.
3. Možnosti za nadaljnji razvoj jig-vrtanja
strojna orodja
Posodobitev remonta
Trenutno v ruska industrija obstaja velika flota moralno in fizično zastarelih vrtalnih strojev modelov 2A450, 2D450, 2E450 in njihovih modifikacij. Starost teh strojev doseže 30-40 let, zato njihove oblikovalske rešitve ne ustrezajo sodobnim zahtevam za stroje. Poleg tega velika obraba enot in izguba parametrov natančnosti povzročata težave pri njihovem delovanju. Vse to zahteva obnovo strojne opreme, vendar večina podjetij v trenutnem gospodarskem okolju za to nima dovolj sredstev. Zato je v teh pogojih ekonomsko izvedljiva posodobitev obstoječe opreme, s čimer bi potrošnik dobil sodoben stroj, katerega zasnova bi utelešala dolgoletne izkušnje v proizvodnji obdelovalnih strojev, ki izpolnjujejo vse zahteve za kazalnik (za ta stroj), opremljen s sodobnimi komponentami in krmilnimi sistemi. Hkrati kupec, ki je stroj predal v posodobitev, morda ne bo čakal na posodobitev celotnega proizvodnega cikla stroja, temveč bo prejel posodobljen stroj tega modela (ali stroj drugega modela) od zaloge strojev, ki so na voljo v tovarni. V tem primeru se predvideni strošek predanega stroja odšteje od cene kupljenega stroja.
Glavne komponente posodobitve vrtalnih strojev z ročnim krmiljenjem v splošnem primeru so:
· namestitev elektronskega odčitno-merilnega sistema, ki namesto optičnih odčitnih naprav vključuje fotoelektrične pretvornike linearnih premikov tipa LIR in digitalno indikacijsko napravo;
· uporaba programabilnega krmilnika za izgradnjo strojnega električnega tokokroga namesto krmilnega vezja releja;
· kroglični vijaki in nastavljivi enosmerni elektromotorji z visokim navorom v pogonih miz in sani namesto zobatih zobnikov, enostavni nastavljivi enosmerni elektromotorji in polžasti zobniki;
namestitev pnevmo-objemk mize in sani namesto elektromehanskih sponk;
· mehanizacija premikanja vretena;
· uporaba zasnove potisnega pogona z nastavljivim enosmernim motorjem.
Zaključek
V njegovem seminarska naloga Razvil sem nomenklaturo razvojnih kriterijev za vrtalne stroje s površino mize 630x1120 mm, pri čemer sem vzel kot glavni parameter največji premer dolgočasen. Analiziral sem dinamiko teh kriterijev po letih proizvodnje obdelovalnih strojev. Ugotovil sem, zaradi katerih dejavnikov je prišlo do spremembe vrednosti meril. Podal je diagram stroja, opisal njegovo napravo, načelo delovanja. Analiziral je odvisnost specifičnih kazalnikov (specifična poraba energije, poraba materiala) od velikosti stroja.
Podal je napoved vrednosti meril za leto 2007. Številčne vrednosti kazalnikov so podane v tabeli in grafični obliki. Delo sem zaključil z opisom možnosti razvoja vrtalnih strojev.
Bibliografija:
1. Polovinkin A.I. Osnove inženirske ustvarjalnosti. - M: Mashinostroenie, 1988, -368s.
2. Belik V.G. Tehnična raven strojev in naprav: načini za izboljšanje. - Kijev, Tehnika, 1991.-200.
3. Mogunov V.I. Stroji za rezanje kovin. Hitra referenca. - M.: Gosinti, 1964. -505s.
4. Nomenklaturni priročnik. Univerzalni stroji za rezanje kovin, ki so jih proizvajala podjetja Minstankoproma v letih 1978-1979 - M .: NIIMASH, 1968. - 219 str.
5. Stroji za rezanje kovin. Imenik imenika. 3. del - Obdelovalni stroji skupine za vrtanje in vrtanje - M .: NIIMASH, 1973.
6. Stroji za rezanje kovin. Imenik imenika. 2. del - Obdelovalni stroji skupine za vrtanje in vrtanje. - M.: NIIMASH, 1965.
7. Stroji za rezanje kovin. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
8. Minstankoprom ZSSR. Univerzalni stroji za obdelavo kovin, ki so jih izdelovala podjetja Minstankoproma v letih 1973-1974. Referenčna knjiga nomenklature. - M.: NIIMASH, 1973. -173 str.
9. Minstankoprom ZSSR. Univerzalni stroji za obdelavo kovin, ki so jih leta 1970 izdelala podjetja Minstankoproma. Nomenklaturna knjiga. - M.: NIIMASH, 1970.- 123 str.
10. Stroji za rezanje kovin. Nomenklaturni katalog. 1. del. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
11. Stroji za rezanje kovin. Nomenklaturni katalog. 1. del. 1990-1991 - M.: VNIITEMR, 1990.
12. Stroji za rezanje kovin. Ed. N.S. Koleva.-M.: Inženiring, 1980.-500.
13. Smirnov A.I. Perspektive inženirske tehnologije. -M.: 1992
14. Smirnov V.K. Strugar: Proc. Za SPTU. – 5. izd., popravljeno. in dodatno - M .: Višje. šola, 1987. - 255 str.
Za jig vrtalni stroj 2455AF10
Poleg obdelave lukenj na stroju je možno izdelati polfinalno in končno rezkanje ravnin in kodrastih kontur.
Stroj ni le stroj za natančno obdelavo različnih izdelkov, temveč tudi merilni stroj, ki omogoča natančne meritve v pravokotnem koordinatnem sistemu. Ob prisotnosti ravne ali univerzalne vrtljive mize so možne tudi natančne meritve kotnih koordinat.
Visoka natančnost in togost stroja, majhne temperaturne deformacije in priročen nadzor omogočajo visoko natančno obdelavo izdelkov in njihovo uporabo v različne industrije industrijo.
Na nadgrajenem stroju je bil optični referenčni sistem zamenjan z referenčnim sistemom »digitalna indikacija« premikov mize, vzglavja in vretenskega tulca z ločljivostjo 0,001 mm, kar omogoča, da se stroj uporablja kot natančen merilni stroj za označevanje dela, preverjanje linearnih dimenzij in središčnih razdalj.
S pomočjo vrtljive mize, ki je priložena stroju, je mogoče obdelati luknje in ravnine, ki se nahajajo pod različnimi koti med seboj.
2455A F10
Za jig vrtalni stroj 2A450AF10

Enostebrni vertikalni vrtalni stroj je zasnovan za obdelavo lukenj z natančno razporeditvijo osi, med katerimi so dimenzije podane v pravokotnem koordinatnem sistemu.
Poleg vrtanja, vrtanja, finega rezkanja se na stroju lahko izvaja označevanje in nadzor linearnih dimenzij, zlasti razdalj med središčem.
Z vrtljivimi mizami je mogoče obdelati luknje, določene v polarnem koordinatnem sistemu, nagnjene in medsebojno pravokotne luknje ter vrtljive končne ravnine. strukturno drugačen v tem:
objemka za mizo, sani ( X, Y ) in vzglavnik poganja pnevmatika;
premikanje glave vretena se izvaja od el. motor.
S pomočjo vrtljive mize, ki je priložena stroju, je mogoče obdelati luknje in ravnine, ki se nahajajo pod različnimi koti med seboj.
Glavne tehnične značilnosti modela strojnega orodja 2D450A F10
Za jig vrtalni stroj 2A459AF4
CNC vodoravni vrtalni stroj z vrtljivo mizo.
Stroj je zasnovan za izvajanje vrtalnih in rezkalnih operacij z visoko natančnostjo in produktivnostjo ter vrtanja, pogrezanja, povrtanja, obrezovanja koncev, vrezovanja navojev, ki se izvajajo po določenem programu. Stroj ima možnost dela v ročnem načinu "Digitalna indikacija".
Obseg stroja je posamezna, manjša, množična proizvodnja visoko preciznih delov v orodjarnih in strojnih delavnicah strojegradnih obratov.
Značilnost stroja je izdelava lukenj ki se nahajajo na isti osi, vzporedno, pravokotno ali pod poljubnimi koti, vzporedno z ogledalom osi mize z visoko natančnostjo tako v geometriji kot v njuni relativni legi.
Glavne tehnične značilnosti modela strojnega orodja 2A459A F4
Za jig vrtalni stroj 2E440AF10

Vertikalni enokoordinatni vrtalni stroj. Zasnovan za obdelavo lukenj v vodnikih, napeljavah in delih, kadar je treba doseči visoko natančnost relativnega položaja lukenj, ki se obdelujejo.
Na stroju lahko izvajate tudi označevanje in preverjanje linearnih dimenzij in razdalj med središči. Prisotnost mehanskega gibanja mize in sani vam omogoča izvajanje lahkih rezkalnih del na stroju.
Stroj je opremljen z elektronskim odčitnim in merilnim sistemom tipa "Digitalna indikacija", frekvenčnimi pogoni pomikov in glavnega gibanja, skupaj z asinhronimi motorji.
Glavne tehnične značilnosti modela strojnega orodja 2E440A F10
Za jig vrtalni stroj 2V440AF4
Glavne razlike od koordinatnega vrtalnega stroja mod. 2E440AF10 so: večja velikost miza, povečano premikanje mize in sani, notranji konus vretena - (spec. 5°) .
Na različnih področjih proizvodne dejavnosti pogosto se uporablja oprema, kot je stroj za vbodno vrtanje. Ta oprema se najpogosteje uporablja v metalurški, strojegradniški industriji. Glavni namen te skupine strojev je obdelava kovinskih površin, izvajanje takšnih operacij z obdelovanci, kot so vrtanje, luknjanje, pogrezenje in številne druge operacije.
Naprava za vrtalni stroj
Pravzaprav stroj za vbodno vrtanje opravlja absolutno vse funkcije, ki jih opravljajo običajni stroji, vendar je njegova prednost, da taka oprema izvaja vsa dejanja z visoko stopnjo natančnosti. Takšna natančnost obdelave delov s strojem je dosežena z dejstvom, da je ta oprema opremljena z vsemi vrstami elementov optične, mehanske in avtomatske narave.
Podrobnosti o stroju za vbodno vrtanje se lahko obdelujejo tako serijsko kot posamezno, odvisno je od vrste podjetja, kjer ta oprema deluje.
Glavni delovni element te opreme, tako kot pri drugih stružnicah, je vreteno, ki se lahko nahaja v stroju, tako v vodoravnem kot navpičnem položaju. Na samem vretenu so že dodatno pritrjena vse vrste orodij, s katerimi se bodo dela izvajala. Takšni delovni elementi so lahko na primer rezalna vrtalna palica, gredila, svedri in oprema za rezkanje.
Do danes so najpogostejši takšni vrtalni stroji, ki opravljajo delo s pomočjo numeričnih nadzor programa, ta oprema vam omogoča opravljanje vseh del z visoko natančnostjo in zmanjšuje stroške osebja, ki servisira stroj.
Vrste vrtalnih strojev
Koordinatno vrtalni stroji so razdeljeni na enostebrne in dvostebrne. Načelo delovanja teh strojev je podobno in je naslednje. Obdelovanec za kasnejšo obdelavo je pritrjen na mizo, ki se izvaja na koordinatno ravninski način, da se doseže največja natančnost pri obdelavi dela. Samo orodje, potrebno za določene vrste dela, je pritrjeno na element vretena. Samo vreteno je nastavljeno s pomočjo koordinat tabele, za natančen stik z obdelovancem med obdelavo. V ta namen se miza premakne, dokler ni nameščena točno tako, kot zahteva delo.
Glavne prednosti uporabe vrtalnih strojev so, da so opremljeni s posebnimi korektivnimi napravami, ki omogočajo zmanjšanje napak pri obdelavi obdelovancev. Same koordinate se odčitajo samodejno, s pomočjo optične naprave, ki izmeri potrebne vrednosti za nastavitev obdelovanca.
Značilnosti vrtalnega stroja
Ta oprema ima odlične lastnosti odpornosti na vibracije, zaradi česar je varno delo na takšni opremi. Poleg tega to značilnost neposredno vpliva na natančnost, s katero bo oprema delovala.
Glavna delovna enota te opreme vključuje elemente, kot so stojala, pomik, sama vrtalna glava, vretenasta naprava in delovna miza. Vsa oprema je nameščena na trden jekleni okvir, ki je stabilna platforma z veliko maso, kar zagotavlja njeno nepremičnost med delom.
Stroj za vbodno vrtanje je oprema visoka stopnja poleg tega je vsestransko uporaben. Stroj je sposoben opravljati tudi dela, kot je površinsko rezkanje, prav tako pa se lahko uporablja za rezanje koncev in označevanje obdelovanca. Tako se lahko s to opremo izognete dodatnim stroškom za nakup pomožnega delovnega orodja, saj ta stroj opravlja različne funkcije.
Informacije o proizvajalcu vrtalnega stroja 2V440A
Proizvajalec vrtalnega stroja 2B440A Kuibyshev Tovarna koordinatnih vrtalnih strojev, Stan-Samara CJSC ustanovljeno leta 1963.
Zgodovina tovarne koordinatnih vrtalnih strojev Kuibyshev sega v leto 1963, ko je bila zagnana prva faza tega podjetja. Mlada ekipa tovarne je v kratkem času obvladala proizvodnjo visoko preciznih obdelovalnih strojev in jih že leta 1966 izdelala več sto.
Tovarna je prenehala obstajati leta 1991 in njen proizvodna območja Odprlo se je več strojno-orodnih podjetij, ki še naprej proizvajajo vrtalne stroje, se ukvarjajo z njihovim popravilom in posodabljanjem. Tovarna vbodno vrtalnih strojev "Stan-Samara" CJSC, Samara Raziskovalno-proizvodno podjetje strojev za vbodno vrtanje, CJSC, "Stankoservis" LLC itd.
Koordinatni vrtalni stroji. Splošne informacije
Sinonimi: stroj za vbodno vrtanje, stroj za vbodno vrtanje.
Stroji za vrtalno vrtanje so zasnovani za obdelavo lukenj v vodnikih, napeljavah in delih, ki zahtevajo visoko natančnost. relativni položaj luknje (znotraj 0,005 - 0,001 mm), brez uporabe orodja za vodenje orodja.
Ti stroji se lahko uporabljajo za vrtanje, vrtanje, pogrezenje in vrtanje lukenj, fino rezkanje koncev, merjenje in nadzor delov ter označevanje.
Stroji se lahko uporabljajo za obdelavo lukenj v vodnikih, napeljavah in delih, ki zahtevajo visoko natančnost relativnega položaja lukenj. Poleg vrtanja se na strojih lahko izvaja označevanje in preverjanje linearnih dimenzij, zlasti razdalj med središči. Z vrtljivimi mizami in drugimi dodatki, ki so priloženi stroju, je možno obdelati tudi luknje, določene v polarnem koordinatnem sistemu, nagnjene in medsebojno pravokotne luknje ter končne površine stroja.
Koordinatni vrtalni stroji so zasnovani za obdelavo lukenj z natančno lokacijo njihovih osi brez uporabe oznak. Natančnost lokacije lukenj je na teh strojih dosežena v območju 0,005-0,001 mm. Ti stroji se lahko uporabljajo za vrtanje, vrtanje, pogrezenje, vrtanje lukenj in površinsko rezkanje (rezkanje se izvaja redko). Koordinatno vrtalni stroji se uporabljajo tudi za merjenje in kontrolo delov, za natančno označevanje.
Koordinatno vrtalni stroji se pogosteje uporabljajo v orodjarnih in poskusnih delavnicah.
Koordinatno vrtalni stroji so eno- in dvostebrni.
Enostebrni stroji imajo križno mizo, ki je zasnovana za premikanje obdelovanca v dveh medsebojno pravokotnih smereh.
Dvostebrni stroji imajo mizo, ki se nahaja na vodilih postelje. Miza premakne obdelovanec, ki je na njej postavljen le v smeri x-koordinate. Stojala so nameščena na obeh straneh ležišča, na njih je nameščen prečni nosilec, na vodilih katerega je glava vretena. Ko se vzglavnik premika vzdolž vodil prečke, se os vretena premakne glede na izdelek, nameščen na mizi, v smeri druge koordinate y. Za dvig ali spuščanje vzglavja se prečka premika navzgor ali navzdol po vodilih regala. Pri vseh vrstah strojev za vbodno vrtanje so luknje obdelane z navpičnim pomikom vretena s fiksno vretensko glavo in mizo.
Da bi dosegli natančnejšo razdaljo med središči lukenj, je treba vrtalne stroje namestiti v ločenih prostorih, v katerih je treba vedno vzdrževati konstantno temperaturo +20 ° C z odstopanjem največ ± 1 °.
Merjenje razdalje med osemi lukenj se lahko izvede z:
- toge in nastavljive mejne mere, ki se uporabljajo v kombinaciji s indikatorskimi napravami
- precizni svinčni vijaki s kraki in nonijami
- natančne tehtnice v kombinaciji z optičnimi instrumenti
- induktivni vijačni senzorji
Po prvi metodi merjeno z nizom merilnih blokov in merilnikom. Nahajajo se med premičnim omejevalnikom, nameščenim na mizi, in indikatorskim zatičem, nameščenim na fiksno stojalo.
Po drugi metodi merjeno z natančno izdelanimi svinčnimi vijaki, ki so namenjeni premikanju mize in drugih delov. Količina gibanja se šteje z udom z noniusom. Za odpravo napak vodilnih vijakov se pogosto uporabljajo korekcijska ravnila, ki preko vzvodnega sistema povzročijo dodatno premikanje mize.
Meritev se šteje po tretji metodi v zelo natančnem merilu, opazovanem skozi mikroskop. Lestvica je zrcalna jeklena gred s tanko vijačno nevarnostjo, naneseno na njeno površino s korakom t = 2 mm ali v obliki ravne zrcalne lestvice. Prednost te metode merjenja je, da se ne obrabi zrcalna gred ali zrcalna lestvica, ki se ne uporabljata za premikanje mize.
Četrta merilna metoda z uporabo induktivnih vijačnih sond zagotavlja možnost oddaljenega manj utrujajočega opazovanja puščice in lestvice električnega indikatorja.
2V440A Koordinatno vrtalni stroj. Namen in obseg
Stroj je zasnovan za obdelavo lukenj v vodnikih, napeljavah in delih z natančno lokacijo osi, med katerimi so dimenzije podane v pravokotnem koordinatnem sistemu.
Poleg vrtanja, vrtanja, lahkega (finega) rezkanja se na stroju lahko izvaja označevanje in preverjanje linearnih dimenzij, zlasti razdalj med središčem. Stroj je opremljen z vrtljivimi mizami, ki omogočajo obdelavo lukenj, določenih v polarnem koordinatnem sistemu, nagnjenih in medsebojno pravokotnih lukenj ter vrtljivih končnih ravnin.
Stroj lahko izvrta luknje premera do 40 mm, označi natančne šablone, preveri linearne dimenzije in razdalje od središča do središča ter opravljajo lahka dela rezkanja, za katera je zagotovljen mehanski dovod mize in sani.
Po svoji postavitvi ta stroj spada med enokoordinatne vrtalne stroje s križno mizo, z glavo vretena, ki se premika vzdolž navpičnih vodil regala v obliki črke L.
Stroj 2V440A ima pravokotno mizo z vzdolžnim in prečnim premikanjem. Zagotovljeno je nastavljivo gibanje glave vretena.
Delovno in pospešeno premikanje mize poteka neodvisno v vzdolžni in prečni smeri z asinhronimi električnimi pogoni s širokim razponom regulacije.
Pomiki vretena so neskončno spremenljivi z variatorjem trenja. Obstaja mehanizem za samodejno zaustavitev podajanja vretena na določeni globini.
Stroj se uporablja za delo v orodjarnah (obdelava vodnikov in napeljave) in v proizvodnih delavnicah za natančno obdelavo delov brez posebne opreme.
Natančna nastavitev mize na dano koordinato poteka ročno, z ročnim kolesom.
S pomočjo vrtljivih miz in drugih pripomočkov, ki so priloženi stroju, je mogoče obdelati luknje, določene v polarnem koordinatnem sistemu, nagnjene in medsebojno pravokotne luknje ter vrtljive končne ravnine.
Stroj ima številne pripomočke, ki olajšajo delo (iskalniki središč, držala orodja itd.) in vodoravno vrtljivo mizo.
Stroj je opremljen z univerzalno vrtljivo mizo, ki omogoča obdelavo lukenj, katerih osi so nastavljene v polarnem koordinatnem sistemu, z odčitavanjem kotov vzdolž okončin, za delitev s pomočjo delilnih diskov; strojno nagnjene luknje.
Stroj je opremljen z optiko merilna naprava z ravnimi steklenimi merilniki in zaslonsko optiko s spiralnim mikrometrom.
Pogon glavnega gibanja - od reguliranega elektromotorja enosmernega toka. Hitrosti se regulirajo po sistemu g - e (generator - motor, sistem Leonard) v območju 4:1.
Za prestavljanje območja hitrosti, ki ga daje motor s spremenljivo hitrostjo, uporabite preprosta škatla hitrosti.
Glava stroja ima samo nastavljivo gibanje. Za premikanje puše se uporablja povezan pogon z brezstopenjskim spreminjanjem pomikov. Za pogon premikov mize in sani se uporabljajo enosmerni elektromotorji z brezstopenjskim nadzorom hitrosti iz EMU, na katerega so povezani zaporedno.
V tem stroju pogon mize in sani ni zasnovan za avtomatizacijo natančnih koordinatnih nastavitev, saj za to ne zagotavlja potrebnih nizkih hitrosti premikanja mize in sani.
Stroj se uporablja v orodjarnih, strojegradnih in instrumentalnih delavnicah za obdelavo obdelovancev za dele enkratne in serijske proizvodnje.
Delovno in pospešeno premikanje mize poteka neodvisno v vzdolžni in prečni smeri z asinhronimi električnimi pogoni s širokim razponom regulacije, ki omogočajo povečanje togosti in produktivnosti stroja med rezkanjem.
Natančna nastavitev mize na dano koordinato poteka ročno, z ročnim kolesom. Stroj je opremljen z digitalno indikacijsko napravo, ki operaterju omogoča nastavitev koordinat z ločljivostjo 0,001 mm v dveh medsebojno pravokotnih smereh.
Vreteno se vrti od krmiljen električni pogon izmenični tok preko tristopenjskega menjalnika. Pomiki vretena so neskončno spremenljivi z variatorjem trenja. Obstaja mehanizem za samodejno zaustavitev podajanja vretena na določeni globini.
Stroj je opremljen s sponkami za mizo, sani in vzglavje vretena.
Razred natančnosti stroja A po GOST 8-71.
Opis stroja
Osnova stroja je postelja v obliki škatle z notranjimi ojačili. Drs se premika vzdolž kotalnih vodil postelje v prečni smeri, po kotalnih vodilih katerih se miza premika v vzdolžni smeri.
Pritrditev mize in drsnika v delovni položaj se izvaja z ročaji, ki s pomočjo končnih stikal blokirajo delovne pomike. Samodejni izklop podajanja se pojavi tudi v ekstremni položaji mize in sani.
Na okvirju je nameščena lita letvica, na katero je nameščen menjalnik.
Škatla vretena, uravnotežena s protiutežjo, se premika vzdolž navpičnih vodil stojala. Protiutež je nameščena v regalu in je s kabli povezana z omarico vretena.
Škatla za vreteno vsebuje vrtalno vreteno, aksialni podajalni mehanizem, napravo za rezanje pomika na določeni globini in mehanizem za fino nastavitev. ročno dovajanje.
Stroj ima napravo za delo s hlajenjem.
Glavni dodatki stroja
Strojni dodatki vključujejo: iskalnike točk, držalo orodja za fino podajanje, univerzalni drog za orodje, adapterske puše, držalo za vpenjanje, vpenjalno glavo, vzmetno jedro, nastavitveno središče, držalo indikatorja, držalo za ostrenje majhnih svedrov in rezal, vrtalne palice, rezalno orodje, rotacijski mize.
Sredinsko iskalo z indikatorjem sestoji iz vodilne plošče 1 s stožčastim steblom za pritrditev v vreteno in ohišja 2, na katerega sta pritrjena indikator 3 in kontaktni vzvod 4. Vzmet 5 ustvarja silo, s katero se kontaktni vzvod pritisne na površino, da se biti preverjen. Telo se premika vzdolž dolžine palice in je pritrjeno na katerem koli mestu, odvisno od polmera, pri katerem poteka preskus.
Iskalnik središča se uporablja:
- poravnati os luknje ali os valjaste štrline na izdelku z osjo vretena
- preverjanje vzporednosti katere koli ravnine izdelka z ravnino mize (pravokotno na ravnino produkta osi vretena)
- preverjanje vzporednosti katere koli navpične ravnine izdelka s premikom mize v vzdolžni ali prečni smeri
Mikroskop sredinskega iskalnika nameščen v konus vretena.
Za nastavitev roba izdelka vzdolž osi vretena se uporablja vizirni kvadrat, pritrjen na mikroskop, ki se nanese na osnovni rob izdelka. Na polirani vodoravni ravnini kvadrata se nanese črta, ki natančno sovpada z navpično referenčno ravnino, t.j. osnovni rob izdelka. Pri usklajevanju izdelka mora biti tveganje med vodoravnimi ali navpičnimi črtami dvojnega križa.
Iskalnik središča trna uporablja se za nastavitev roba ali konveksne valjaste površine izdelka na določeni razdalji od osi vretena. Podložka 1 s premerom 20 mm je z vzmetjo pritisnjena na spodnji konec trna. Pri zatiču 2 ima podložka radialni razmik, zaradi česar se lahko premakne glede na natančen vrat 3 trna. Cilindrični vrat trna nima radialnega izteka, njegov premer pa je enak premeru podložke. Če se rob izdelka dotika podložke na razdalji natanko 10 mm, se bo ob vrtenju vretena podložka vrtela brez udarca glede na vrat trna. Ob najmanjšem premikanju roba se pojavi opazen udarec podložke. Natančnost namestitve doseže 0,005 mm.
Vzmetno jedro zasnovan za označevanje na stroju. Glava jedra se umakne v notranjost, ko se obrne narebričast tulec. Na koncu vrtenja istega rokava se udarec sprosti in pod delovanjem vzmeti udari. Zgornji del jedra naj bo nameščen nad označeno površino na razdalji 5,5 mm.
Gramofoni– horizontalni in univerzalni so priloženi stroju kot posebna oprema. Naprave delilnih mehanizmov miz so enake in so z vidika kinematike podobne univerzalnim delilnim glavam. Mize se med seboj razlikujejo po velikosti in razpoložljivosti. univerzalna miza naprave za nagibanje vrtljive plošče
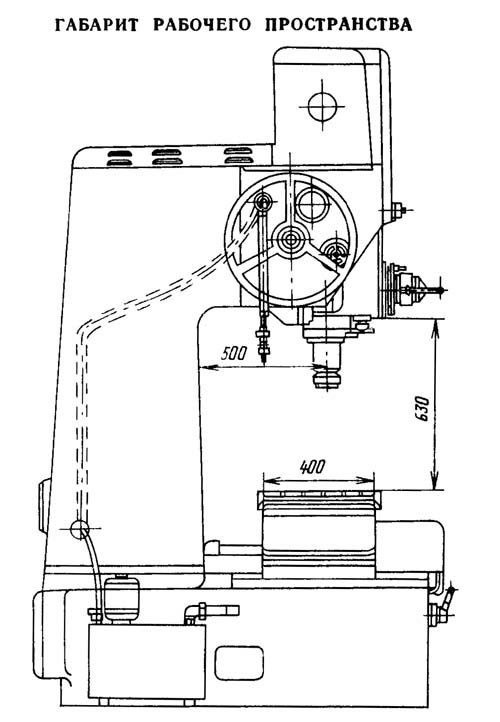
2V440A Dimenzije delovnega prostora stroja za vbodno vrtanje
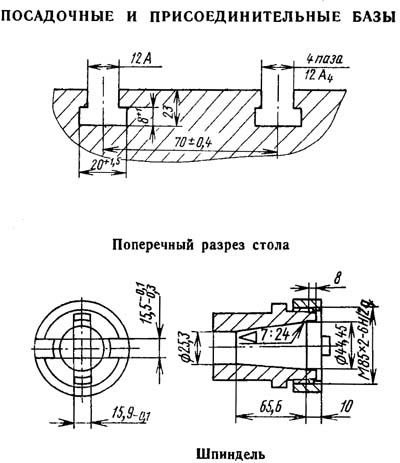
2V440A Pristajalne in povezovalne osnove koordinatnega vrtalnega stroja
2V440A Splošni pogled na stroj za vbodno vrtanje

2V440A Lokacija krmilnih elementov stroja
Seznam krmilnikov stroja 2V440A
- ročno kolo za ničelno prečno skalo
- regulator hitrosti zdrsa
- ročno kolo ročno gibanje zdrs
- gliva spiralni mikrometer prečna lestvica
- zasloni in upravljalni gumbi
- vreteno
- indikator hitrosti
- ampermeter
- tahometer hitrosti vretena
- indikator pomika vretena
- ročaj za izklop in obračanje pomika vretena
- ročaj za pritrditev škatle vretena
- ročno kolo za nastavitev podajanja vretena
- vreteno ročno krmilno kolo
- ročaj za pritrditev mize
- vzdolžna skala spiralni mikrometer gliva
- ročno kolo za ročno premikanje mize
- regulator hitrosti mize
- sani
- ročaj za pritrditev sani
- ročno kolo za ničelno vzdolžno skalo
- postelja
- stojalo
- menjalnik
- ročno kolo za premikanje vretena
- vodilni blok
- ročno kolo za preklapljanje stopenj hitrosti
- škatla za vreteno
- ročaji za dvigovanje in spuščanje tulca vretena
2V440A Kinematični diagram stroja
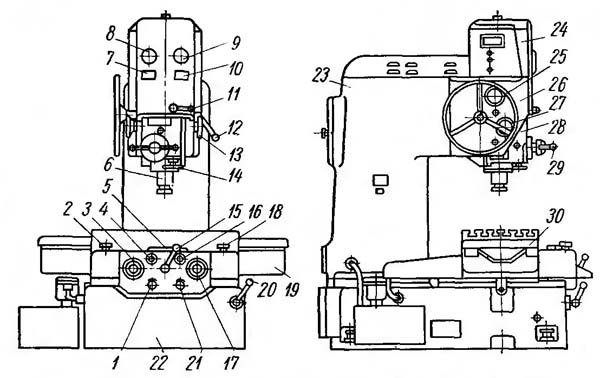
Osnova stroja je okvir 22 (slika IX.1) v obliki škatle z notranjimi ojačili. Drsniki 19 se premikajo po vodilih okvirja v prečni smeri, ki imajo enaka vodila v zgornjem delu, pravokotno na vodila okvirja. Tabela 30 se premika vzdolž drsnih vodil.
Miza in sani se premikata po kotalnih vodilih z valji, zaprtimi v kovinske kletke. Oblika vodil tako mize kot sani je enaka - eno vodilo je v obliki črke V, drugo je ravno.
Mizo pomika enosmerni motor 1 (slika IX.2, N - 0,24 kW, n = 3600 vrt/min z nastavljivo hitrostjo, preko dvojnega polža 14, 15, 16, 17, zobnika 18 in tirnice 19 pritrjen na mizo stroja.
Pogon za premikanje sani 6, 7, 8, 9, 10 in 11 je podoben pogonu za premikanje mize, z edino razliko, da se pogonski menjalnik, nameščen na sani, premika z njimi glede na tirnico 11, pritrjeno na sani. okvir
Z vrtenjem ročnih koles 2, ki se nahajajo na gredi elektromotorjev 1 in so prikazani na sprednji steni nadzorne plošče 3, 17 (slika IX, 1), lahko ročno natančno nastavite koordinate. Število vrtljajev vsakega od elektromotorjev 1 (slika IX.2) je nastavljivo v območju 50: 1, kar omogoča hitro premikanje mize s hitrostjo 800 mm / min, mletje ravnin in izdelavo montažni premiki s hitrostjo 16-320 mm / min.
Miza je pritrjena z obračanjem ročaja 4; v tem primeru se konec gredi, ki se konča z navojem, odvije od matice 12 in ustvari distančno silo med sponkama 3 in 13.
Drsnik je pritrjen na enak način, vendar se vrtenje ročaja 23 prenaša na vijak preko vijačnih zobnikov 21. Vijak, ki se odvije od matice 20, ustvarja distančno silo med sponkama 5 in 22.
Natančnost središčnih razdalj obdelanih lukenj, pravilnost njihove geometrijske oblike in čistost obdelave so v veliki meri odvisni od zasnove sklopa vretena. Pri tem stroju sta radialna ležaja vretena 5 (slika IX.3) enovrstna kotalna ležaja 3 in 4; Ležaj 4 je sestavljen z rahlo prednapetostjo (3 - 6 mikronov), zgornji ležaj 3 pa je sestavljen z majhno režo ali prednapetostjo (±2 mikrona). Aksialne obremenitve zaznavajo potisni kroglični ležaji 2. Vreteno 5 je blokirano z matico 1 in je povezano z glavnim pogonskim pogonom s povezovalno zobato (zbočeno) gredjo 1 (slika IX.4), katere zgornji konec vstopa zobato luknjo votle gredi 54 (sl. IX.2 in IX.4), spodnjo pa v zgornjo zarezano (zarezano) luknjo. Takšna povezava razbremeni vreteno pred radialnimi silami, ki lahko nastanejo zaradi neusklajenosti vretena in gredi 54 (slika IX.4) menjalnika, saj se gred 1 ujema z njima z nekaj režami na površinah majhne dolžine. Celotna dolžina vretena je manjša, njegov zgornji konec pa ne presega dimenzij menjalnika.
Vrteno vreteno 5 (slika IX.3) poganja brezstopenjski enosmerni motor 71 (slika IX.2) (N = 2 kW, n = 700 ... 2800 vrt./min) preko klinastega prenosa 70 in 42 in tristopenjski menjalnik (sl. IX.2 in IX.4).
Prvo - najnižjo - hitrostno stopnjo vretena dobimo z naslednjo prestavo: gnana jermenica 42 pogona, zobniki 44, 45, 52 in 53. Za pridobitev hitrosti druge - srednje stopnje sta zobnika 52 in 53 izklopljena, kolesa 48 in 56 pa sta vklopljena. Zobnika 53 in 56 prenašata vrtenje na vreteno skozi zobato (zbočeno) gred. Za dosego tretjega - najvišjega - stopnje hitrosti je jermenica 42 povezana z vretenom s pomočjo odmične sklopke 46 in navojne gredi 54 (sl. IX.2 in 4); zobniki 48. 52, 53 in 56 niso vključeni v delo. V vsaki od teh treh stopenj se število vrtljajev vretena brezstopenjsko spreminja zaradi gladke regulacije hitrosti elektromotorja 71 v območju 4:1.
Prestave prestavljajo vzvodi, ki na enem koncu vstopajo v utore krmilnega bobna 47 (slika IX.2), ki ga vrti ročno kolo 38 skozi stožčasto 39 in cilindrično 41 zobnike. Hkrati z vrtenjem bobna 47 se vrti disk 40, na katerem so nanesene številke, ki označujejo obsege vrtljajev, ki ustrezajo vsaki stopnji menjalnika.
Gibanje podajanja poteka po naslednji verigi: zobnik 55 (sl. IX.2 in IX.4) se vrti skupaj z votlo gredjo 54 in poganja kolo 57, na gredi katerega sedi pogon stožci drsne jermenice 60 brezstopenjskega menjalnika. Poganjani stožci, ki jim ustrezajo, se vrtijo skozi jekleni obroč 61.
S pomočjo ročnega kolesa 68 (slika IX.2) skozi stožčasta zobnika 69 in cilindrično kolo 65 zavrtite zobniško matico 64 (sl. IX.2 in IX.4) in s tem premaknete v aksialni smeri potisk 62, povezan z zgornji pogon in spodnji gnani stožci brezstopenjski menjalnik. Zato je možno bodisi združiti pogonske stožce in hkrati potisniti gnane stožce narazen, s čimer se poveča hitrost vrtenja polža 59, ali, nasprotno, potisniti pogonske stožce narazen in približati gnane stožce, s čimer se zmanjša število vrtljajev črva. To omogoča brezstopenjsko spreminjanje količine pomika na vrtljaje vretena.
Pomik nastavi boben 67 (slika IX.2), ki se vrti sočasno z vrtenjem ročnega kolesa 68 skozi zobnike 65 in 66.
Na gredi polžastega kolesa 58 (sl. IX.2 in IX.4), ki ga poganja polž 59, sta prosto nameščeni dve stožčasti kolesi 51 (sl. IX.2), ki sta stalno v stiku s stožčastim kolesom 49. Preklop sklopke 50 omogoča vrtenje polža 28 v desno ali levo. Tako se lahko vreteno pomika tako navzdol kot navzgor.
Polžasto kolo 27 je ohlapno nameščeno na gredi zobnika 81, ki je v nenehnem stiku z letvico 82 puše 24 (sl. IX.2 in IX.3) vretena. Polžasto kolo 27 je povezano z gredjo zobnika 81 s pomočjo sklopke, nameščene v notranjosti polžastega kolesa 27, ki se aktivira z dvojnim ročajem 29, nameščenim na gredi zobnika 81. Ko je sklopka izklopljena, se zobnik 81 se lahko neposredno vrti, hitro dvigne ali spusti tulec 24 vretena.
Ročno fino podajanje se izvaja z ročnim kolesom 25 skozi zobnike 26.
Za samodejno izklop delovnega podajanja, ko je dosežena vnaprej določena globina obdelave, nastavljena na kraku 34, odmik 35 odklopi zobnik 36 od zobnika 37.
Prekinitev se pojavi, ko ničla uda sovpada z ničlo noniusa; za to je okončina pritrjena v položaju, v katerem delitev, ki označuje dolžino dane poteze rokava, sovpada z ničlo noniusa. Natančnost dobljene velikosti po dolžini je 0,2-0,3 mm.
Da bi krak 34 med celotnim hodom puše vretena naredil samo en obrat, je med gredjo zobnika 81 in krakom reduktor, sestavljen iz zobnikov 30, 31, 32 in 33.
Nastavljeno število vrtljajev vretena prikazuje merilnik vrtljajev, ki se poganja preko zobnikov 55 in 57 (sl. IX.2 in IX.4) in vijačnih zobnikov 63 (slika IX.2).
Od vmesne gredi skozi cilindrične zobnike 43 se črpalka za mazanje zobnikov vrti.
Škatla vretena se ročno premika po navpičnih vodilih s pomočjo ročnega kolesa 25 (slika IX.1) skozi polžasto, stožčasto kolo, zobnik 75 (slika IX.2) in tirnico 79, ki je pritrjen na telo škatle vretena.
Škatla vretena 28 (slika IX.1) je pritrjena na prizmatična vodila s pomočjo sponk, ki s pomočjo palic in vijakov 74, 78 (slika IX.2) sprejemajo gibanje od ročaja 80 preko zobnikov 72 in 76 ter zobniki - matice 73 in 77.
2V440A Optični referenčni sistem strojnih koordinat

Optična naprava stroja. Velikost koordinatnih premikov se meri z natančnimi steklenimi skalami in optično napravo, ki omogoča projiciranje z velikim povečanjem slike prask in številk na lestvici, pa tudi mreže spiralnega mikrometra na zaslon.
Optična naprava stroja je sestavljena iz dveh shem štetja gibanja: mize - v vzdolžni smeri in drsnika - v prečni smeri.
V shemi štetja premikov v vzdolžni smeri je merilno ravnilo mize (glej sliko IX.2) premično, ki je povezano z njim in se z njim premika glede na optični sistem. V shemi štetja premikov v prečni smeri se optični sistem premika glede na fiksno merilno palico sani, ki je pritrjena na okvir.
Obe optični shemi sta enaki in le zaradi udobja postavitve so v optično shemo prečnega merila vključene prizme in zrcala, ki spreminjajo potek žarkov. Zato je spodaj obravnavana le optična shema za štetje premikov mize (slika IX.5, a).
Od žarnice 1 se skozi kolektor 2 in kondenzator 3 žarki zgostijo v ravnini potez skale 5. Ravnilo 4 je brez prask in služi za zaščito ravnine potez skale skale pred prahu.
Žarki prehajajo skozi stekleno merilno palico 5, na kateri so natisnjene ločnice in številke; skozi lečo 6 in ravno vzporedno ploščo 7 dajejo v ravnini mreže spiralnega očesnega mikrometra 8 sliko oznak in številk s petkratnim povečanjem.
Prehod skozi projekcijski okular 9 in zaščitno steklo 10 in se odbije od ravnih ogledal 11 in 13, se slika oznak lestvice projicira na zaslon 12 s povečavo 60x. Delni del velikosti se na zaslonu oceni z uporabo mreže, ki je nanj projicirana • spiralni mikrometer (slika IX.5, b). Cena branja 1 mk.
Za popravke odčitkov na zaslonu, za kompenzacijo netočnosti delitev merilnih palic in za odpravo nakopičene napake ima optični odčitni sistem stroja korekcijsko napravo.
Popravek se izvede z obračanjem ravno vzporedne plošče 7 (slika IX.5, a) okoli vodoravne osi; v tem primeru se slike potez skale v vidnem polju zaslona premaknejo za zahtevano količino.
Plošča, nameščena med žarki optične naprave, se vrti skozi vzvodni sistem od korekcijskega ravnila, pritrjenega na mizo (ali okvir). Popravljalno ravnilo omogoča popravljanje tako nakopičenih kot tudi lokalnih napak v razdelkih lestvice 5. Za popravljanje nakopičenih napak je popravno ravnilo nastavljeno pod kotom. Popravek lokalnih napak zagotavlja ustrezna krivulja profila ravnila.
Premik slike poteze na zaslonu za 0,001 mm ustreza spuščanju ali dvigu vzvoda na korekcijskem ravnilu za 0,2 mm.
Spiralni mikrometer 8 ima dve mreži - premično in fiksno (slika IX.5, b). Na premično mrežo je nanesena dvojna arhimedova spirala, katere korak je 0,5 mm; to ustreza skali 0,1 mm skale 5 (slika IX.5, a), katere slika je vgrajena v ravnino mreže s petkratnim povečanjem.
V središču gibljive mreže (slika IX.5, b) je krožna lestvica s 100 delitvami, ki se digitalizirajo vsakih pet razdelkov. Premična mreža se vrti glede na fiksno, na katero je nanešen indeks s puščico. Indeks je razdeljen na 10 razdelkov (slika IX.5, c), od katerih je vsaka enaka nagibu spirale, ki se nanaša na gibljivo mrežo.
Delitve indeksa so digitalizirane in, ko je krožna lestvica nastavljena na nič proti puščici, so na sredini ustreznega obrata spirale. S polnim obratom premične mreže se spirala premakne glede na fiksni indeks za korak, to je za 0,1 mm. Linearno premikanje spirale za en korak ustreza polnemu obratu številčnice. Zato je cena njegove delitve \u003d 0,1 mm * 1/100 \u003d 0,001 mm \u003d 1 mikron. Tako je krožna lestvica "mikronska" in služi za odčitavanje stotink in tisočink milimetra.
Pri nastavitvi giba stotink in tisočink proti puščici se spirala premakne za enako količino glede na indeksne delitve. Ko se miza (sani) premakne, se po indeksu premikajo digitalizirani milimetrski potezi lestvice.
Premična mreža (slika IX.5, b) je vgrajena v okvir, katerega vrtenje se sporoča preko sistema zobnikov iz glive 16 (slika IX.1).
Zaradi lažjega štetja koordinat se vzame kot začetni položaj, pri katerem je središče osnovne luknje izdelka, pritrjenega na mizo, poravnano z osjo vretena. pri čemer:
- vrtenjem glive 16, nastavite ničlo krožne lestvice proti ciljni puščici
- z vrtenjem ročnega kolesa 21 nastavite sliko najbližje milimetrske poteze na sredini spirale, označeno z ničlo; zaslon bo videti kot prikazan na sl. IX.5, v
- enaka nastavitev se izvede na zaslonu prečnih koordinat, za katere se zavrti gliva 4 (slika IX.1), nato pa ročno kolo 1
- dodajanjem začetnim odčitkom ali odštevanjem (odvisno od smeri gibanja) danih dimenzij določimo koordinate namestitve za vzdolžne in prečne premike
- vrtenje glive 16 (oziroma glive 4), nastavite stotinke in tisočinke delnega dela velikosti na krožni lestvici
- premaknite mizo (sani) v položaj, kjer bo digitalizirana milimetrska poteza lestvice 5 (slika IX.5, c) poravnana s sredino spirale, označeno s številom desetin delnega dela skale. velikost je nastavljena.
Pogled na zaslone z nastavljenimi dimenzijami je prikazan na sl. IX.5, v
tako, polna velikost sestoji iz celih milimetrov - digitalizacija poteza skale, desetinke milimetra - digitalizacija spirale, stotinke in tisočinke milimetra - odčitki krožne skale.
2V440A Shema električnega tokokroga stroja

- elektromotorji:
- D - pogon vretena
- SL - drsenje
- ST - miza
- D1 - generator
- D2 - hlajenje
- D3 - premikanje drsnika regulatorja
- D4 - EMU elektromotor
- 1 - generator
- kontaktorji:
- 1K - elektromotorji D1, D2, D4
- ЗК, 4К - korak za korakom zagon elektromotorja elektromotorja D
- 5K - zavorni motor D
- 1KB - hod "v desno" elektromotorja CT
- 1KH - hod "na levo" elektromotorja CT
- 2KB - "Naprej" hod elektromotorja SL
- 2KN - hod "Nazaj" elektromotorja SL
- Gumbi:
- 1KU, 2KU - zaustavite in zaženite elektromotor D
- ZKU, 4KU, 5KU, 6KU - ustavljanje in zaviranje, zagon, pospeševanje, upočasnitev elektromotorja D
- 7KU - nastavitev hitrosti rezkanja svetlobne optike
- 8KU - počasno vrtenje vretena
- Končna stikala hoda:
- BK1 - vreteno
- VK3, VK4, - mize na desno, na levo; VK6, VK7 - naprej, nazaj
- VK8, VK9 Končna stikala za blokiranje: drsnik - kot vrtenja regulatorja
- BK2, BK5 - vpenjalne namizne sani
- stikala:
- BB - uvodno
- VO - lokalna razsvetljava
- Svetilke:
- 1LS, 2LS - signal
- 1LO, 2LO - osvetlitev
- 1L, 2L - svetlobna optika
- LSh - diapozitiv na lestvici osvetlitve
- Vmesni releji za dvig hitrosti elektromotorjev: 1RP - ST; 2RP - SL
- 3RP - vmesni rele za vklop osvetlitve optike;
- 4PT1 - rele za počasno vrtenje vretena
- Časovni rele: 1РВ - korak zagon elektromotorja D; 2РВ - svetlobna optika
- 1RT, 2RT - termični zaščitni releji motorja
- 1PP, 2PP, ZPP, 4PP - varovalke
- 1С10-5С10 - nastavitev uporov
- 1ST - zagonsko-zavorni upor elektromotorja D
- OVG, OVD, OVST, OVSL - odklopna navitja generatorja in elektromotorjev L, ST, SL
- SOG, SOD, OVS - serijska navitja generatorja in elektromotorjev D in D3
- ShR - regulator vzbujanja motorja D
- C - stabilizacijski kondenzator
- 1TP, 2TP - padajoči transformatorji
- 1PO, 2PO - regulatorji hitrosti za motorje ST in SL
- 1B, 2B - voltmetri (imajo stopnjevanje hitrosti gibanja mize in sani)
- OU-1 in OU-11 - krmilna navitja EMU
- SV - selenski usmernik
- AT - vzbujevalni regulator avtotransformatorja ShR
- KO - kompenzacijsko navitje EMU
- ShKO - EMU kompenzacijski šunt navitja
- 1SD, 2SD, ZSD, SDV - dodatni upori
2V440A Shematski diagram
Električni tokokrog stroja vključuje električne pogone: vreteno, mizo in sani hladilnega sistema, poleg tega pa zagotavlja osvetlitev optike stroja, blokiranje in zaščito pri različnih načinih delovanja posameznih enot.
Vrtenje vrtalnega vretena, premikanje mize in drsnika so izvedeni iz enosmernih motorjev, hladilno črpalko pa poganja asinhroni motor.
Za napajanje motorja vretena je na voljo generator-motor, za namizne motorje in motorje sani pa električni strojni ojačevalnik.
Napetost stroja napaja ga paketno stikalo BB; hkrati je številčnica menjalnika osvetljena s svetilkama 1LS in 2LS.
Napetost na vzbujevalna navitja elektromotorja D in generator G se napaja iz selenskega usmernika CB, do vzbujevalnih navitij motorjev ST in SL pa iz generatorja G.
Vklop generatorja in EMU. Ko pritisnete gumb 2KU ("Generator"), se vklopi kontaktor 1K, ki zažene elektromotorje: D1 - pogon generatorja; D4 - električni strojni ojačevalnik; D2 - hladilni sistemi (ko je vtičnica 1РШ vklopljena).
Pogon vretena. Električni tokokrog zagotavlja vključitev vrtenja, njegovo deaktivacijo z in brez zaviranja, brezstopenjsko spreminjanje števila vrtljajev, pa tudi počasno vrtenje s "plazečo" hitrostjo.
Zagon vretena prve stopnje. Ko pritisnete gumb 4KU (»Zagon vretena«), kontaktor ZK poveže motor vrtenja vretena D z generatorjem preko 1. zagonskega zavornega upora.
Zagon vretena druge stopnje. Hkrati s pritiskom na gumb 4KU prejme napajanje od časovnega releja 1РВ in s časovno zakasnitvijo vklopi kontaktor 4K, ki izklopi časovni rele in ustavi 1. upor.
Počasno vrtenje vretena. Gumb 8KU (»Počasi vreteno«) vklopi počasno vrtenje motorja (40-60 vrt/min), da se doseže »plazeča« hitrost vretena, pri kateri se izdelek poravna s pomočjo sredinskega iskalnika. Hkrati se vklopi rele 4RP, vzbujevalno navitje motorja ATS je priključeno na polno napetost, vzbujevalno navitje generatorja OVG pa je povezano prek upora 1SD. Za odpravo nihanja hitrosti je serijsko navijanje generatorja SOG ranžirano.
Spreminjanje hitrosti vretena. Število vrtljajev elektromotorja D znotraj pp \u003d 700; nmax = 2800 vrt./min je reguliran s shunt regulatorjem; s pritiskom na gumb 5KU ("Hitro") ali 6KU ("Počasen") se v eno ali drugo smer vklopi kolektorski motor Dz na izmenični tok, ki s premikanjem drsnika regulatorja ShR vnaša večji ali manjši upor v vzbujevalno navitje ATS vretenskega motorja.
Končna stikala VK8 in VK9 omejujeta kot vrtenja regulatorja v skrajnih položajih in izklopita motor D3.
Zaviranje vretena. Ko je gumb ZKU do konca pritisnjen, se vklopi kontaktor 5K in hkrati izklopita kontaktorja ZK in 4K.
Pri kontaktih ZK se armatura motorja D odklopi od napajanja, pri kontaktu 5K pa se armatura vklopi z uporom 1ST, ki je v tem primeru zavora. Vzbujevalno navitje ATS je vklopljeno pri polni napetosti. Pojavi se intenzivno dinamično zaviranje elektromotorja, ki se nadaljuje, dokler se ne pritisne gumb ZKU oziroma dokler se sidro ne ustavi. Ustavitev elektromotorja D brez zaviranja se izvede z nepopolnim pritiskom na gumb ZKU, pri čemer se kontaktorja ZK in 4K izklopita, 5K pa ne.
Električni pogon mize in sani. Žični diagram stroj zagotavlja naslednje delo: nastavitev koordinat; delovni pomik mize in sani med rezkanjem in njihovo hitro premikanje. Premikanje mize in premikanje vozička se lahko zgodi le ločeno.
Počasno premikanje mize in sani. Zagon elektromotorjev mize ST in SL drsnika se izvede z vrtenjem ustreznih regulatorjev 1RO in 2RO v eno ali drugo smer. V tem primeru se vklopijo magnetni zaganjalniki 1KB, 1KN ali 2KB, 2KN. Krmilno navitje EMU OU-11 je povezano z razliko v pogonski napetosti, vzeti iz regulatorja hitrosti 1RO ali 2RO, in napetosti EMU (negativna napetostna povratna informacija).
2A430 stroj za vbodno vrtanje. Video.
Tehnične značilnosti koordinatnega vrtalnega stroja 2V440A
| Ime parametra | 2E440A | 2V440A |
|---|---|---|
| Glavni parametri stroja | ||
| Razred točnosti (N, P, V, A, C) | AMPAK | AMPAK |
| Delovna površina mize, mm | 710 x 400 | 800 x 400 |
| Največji premer vrtanja v jeklo 45, mm | 25 | 25 |
| Največji premer vrtanja v jeklu 45, mm | 250 | 250 |
| Najmanjša in največja razdalja od konca vretena do mize, mm | 158..630 | 125..585 |
| Razdalja od osi vretena do nosilca (previs vretena), mm | 500 | 500 |
| Nosilec glave | ||
| Hitrost vretena (regulacija b/s), vrt./min | 50...2000 | 50...2000 |
| Meje delovnih pomikov puše vretena na en obrat vretena, mm / vrt. | 0,03...0,16 9 korakov |
0,03...0,16 9 korakov |
| Največji navpični premik vretena (hod) (ročni, mehanski), mm | 210 | |
| Največji navpični premik vzglavja (nastavitev ročno), mm | 250 | |
| Notranji konus vretena (notranji konus) special | № 40 7:24 | 5 |
| Največji konus orodja, ki ga je treba vpeti | Morse 4 | Morse 4 |
| Pritrditev škatle vretena na tirnice | priročnik | priročnik |
| namizje | ||
| Največji premik mize (vzdolžno / prečno), mm | 630 x 400 | 710 x 400 |
| Število T-rež na mizi | 5 | 5 |
| Vrednost pospešenega gibanja mize in sani, mm / min | 1600 | 800 |
| Meje delovnih pomikov mize in sani med rezkanjem, mm/min | 20..315 | 16..800 |
| Največja masa predelanega izdelka, kg | 320 | 320 |
| Strojna natančnost | ||
| Cena delitve rastrske mreže za nastavitev koordinat, mm | 0,001 | 0,001 |
| Natančnost nastavitve koordinat, mm | 0,005 | 0,005 |
| Natančnost razdalj med osemi lukenj, izvrtanih na stroju, mm | 0,008 | 0,008 |
| Natančnost premera vrtine (konstantnost premera), mm | 0,004 | 0,004 |
| Zaščita dovodnega mehanizma pred preobremenitvijo | tukaj je | tukaj je |
| Pogonska enota | ||
| Število elektromotorjev na stroju | 5 | 5 |
| Glavni pogonski elektromotor, kW | 4,5 | 2 |
| Elektromotor pogona mize, kW | 0,245 | 0,245 |
| Električni motor pogona sani, kW | 0,245 |
Priporočamo tudi
 Stikalno napajanje: popravilo in izboljšanje
Stikalno napajanje: popravilo in izboljšanje
 Daljinski nadzor svetlobe
Daljinski nadzor svetlobe
 Učne ure plavanja za predšolske otroke
Učne ure plavanja za predšolske otroke
 Opombe za mojstra - domači gospodinjski alarmi
Opombe za mojstra - domači gospodinjski alarmi
 Propeler ure na Atmega8
Propeler ure na Atmega8
 Primeri uporabe naprav in relejev, kako izbrati in pravilno povezati rele Mikrokrmilnik in rele preprosta preklopna vezja
Primeri uporabe naprav in relejev, kako izbrati in pravilno povezati rele Mikrokrmilnik in rele preprosta preklopna vezja