Винторезен струг и неговите основни компоненти. Винторезни стругове - принципи на работа
Стругът за нарязване на винтове (TVS), преди да стане това, което е днес, е изминал дълъг път на еволюция. С всеки етап на развитие този тип оборудване се променяше по размер, мощността на блоковете нараства, функционалността се разширява, параметрите на точност, ергономичност и множество други показатели се подобряват.
Интересното е, че принципът на действие на тази техника всъщност не се е променил след нейното изобретение. Устройството на винторезния струг е непроменено в глобалния смисъл на думата, както и основните му компоненти. Запазени са и основните принципи на работа по тази техника.
Нека разгледаме по-подробно какво представлява това оборудване, без което е невъзможно да си представим не само отделни индустриални структури, но и цели сектори на икономиката.
Същността на работата на TVS е доста проста и логична. Фиксираната част се върти по надлъжната ос. Този процес се нарича основно движение. На свой ред инструментът се довежда до детайла и прави напречен и транслационален ход. Такива манипулации ви позволяват да премахнете част от детайла правилните местаза да получите готовата част.
У дома отличителна чертаструг за нарязване на винт от конвенционален струг, се счита, че неговият дизайн предвижда наличието на специален водещ винт, който прави възможно много точно създаването на нова резба с навънзаготовки.
Основни компоненти на уреда
Струговете за нарязване на винтове се състоят от няколко големи единици. Леглото е основната част на машината, където всички други нейни компоненти са фиксирани. Леглото е изработено от много здрав чугун. Тежка основа с няколко водачи в горната част е дизайн, който се е доказал преди много години. Ето защо производителите на винторезни стругове не променят този изпитан във времето формат. Водачите движат задната баба и апарата.

Друг важен възел в дизайна е главата, където се намира шпиндела, оборудван с патронник за фиксиране на детайла. Също така на стойката има скоростна кутия, която предава въртене от електрически моторвретено.
Подкрепата е важен елементза захранване на режещия инструмент. Дизайнът включва специална количка, държач за инструменти и престилка. Държачът на инструмента е необходим за фиксиране на инструмента. Каретката придвижва инструмента по водачите.
Дизайнът на престилката включва механизми за управление на шублерите и специални плъзгачи, които се движат директно по престилката в надлъжна и напречна посока. Задвижването към престилката съобщава кутията за подаване. Вградената в кутията китара дава възможност за регулиране на височината на резбата. Задната баба служи като държач за нестандартни размери. Освен това върху него е разположен инструмент, независимо дали става дума за бормашини, райбери или зенкери.
Трябва да се отбележи, че този дизайн на винторезен струг се счита за стандартно оборудване за този тип оборудване. Това не изключва наличието на опционални възли. AT последните годинимного производители оборудват оборудването с копиращи механизми и специални дюзи за фрезоване, което значително разширява функционалността на традиционната единица.
Освен това сериозна конкуренция стандартни моделиса винторезни стругове с ЦПУ. Между другото, последните се характеризират с повишена производителност, точност и лекота на използване.
В зависимост от устройството на винторезния струг е възможно да се класифицира това оборудване според редица характеристики. Това може да бъде степента на автоматизация на процесите на обработка на детайла, характеристики на дизайнаединица и предназначение на конкретен модел.
Днес грубо разделение на тази техника може да бъде нейната класификация на автоматична и полуавтоматична. Също така винторезните стругове са от хоризонтален и вертикален тип. Зависи къде се намира шпиндела. Вертикалните единици се използват, когато има нужда от обработка на къси, тежки части.

Един от най-важните параметри, на които капитанът трябва да обърне внимание при избора на машина, е нивото на натоварване на движещите се конструктивни елементи. Колкото по-слаба е всяка отделна част от машината, толкова по-голяма е вероятността оборудването често да се повреди и да не работи. Това е особено вярно за тези, които използват не-нови технологии.
Дори след години активна употреба, твърдостта на рамката трябва да остане на първоначалното си ниво и всеки възел трябва да изпълнява безупречно своята функция. Само в този случай можем да говорим за висока производителност на уреда на границата на неговите възможности.
Днес винторезните стругове ще зарадват с висока точност, несравнима с единиците, произведени в средата на миналия век. Инструментите, с които е оборудвана тази техника, са изработени от висококачествени твърди сплави с отлична якост. Почти всички съвременни машини са еталон за точност и производителност. Всичко това още веднъж потвърждава, че въпреки че тази техника не се е променила толкова външно, нейните оперативни характеристики напредват всяка година.
констатации
Винторезните стругове са оборудване, което е в стабилно търсене в Русия. Днес майсторът е на разположение огромен изборнови и употребявани агрегати. местни производителина такава технология напълно задоволяват нуждите от нея. В същото време те имат и сериозни конкуренти, особено сред азиатските и европейските марки.
Както и да е, руските производствени компании имат всичко, за да създадат висококачествено конкурентно оборудване. Достъпни цени, високо качествокомпоненти и ефективни инженерни разработки правят тази техника много популярна в постсъветското пространство.
Лабораторна работа
Производство и индустриални технологии
Ориз. Винторезен струг Основни компоненти и движения на машината 16K20 В главната баба 1 фиг. Кратко технически спецификациимашина Най-големият диаметър на обработвания детайл над леглото mm 400 Най-големият диаметър на обработвания детайл над долната опорна шейна mm 220 Най-голям диаметър на обработвания прът mm 53 Най-голямата дължина на обработвания детайл mm 71010001400 Скорост на шпиндела min1 1251600 Брой скорости на шпиндела 22 резби:...
Устройството на винторезен струг, извършената работа по него, принадлежности и инструменти
Обективен: да проучи устройството на винторезния струг и предназначението на основните му компоненти и части; запознат с режещи инструменти, ^ се използва за извършване на различни операции по струговане; Запознайте се с видовете струговане и аксесоарите, използвани за това.
Оборудване. Винторезен струг мод. 16K20; инструменти за струговане, бормашини, зенкери, райбери, метчици, матрици; патрони, центрове, люнети;
Универсален винторезен струг mod.16K20 е предназначен за обработка на детайли под формата на тела на въртене, както и за рязане различни видовенишки
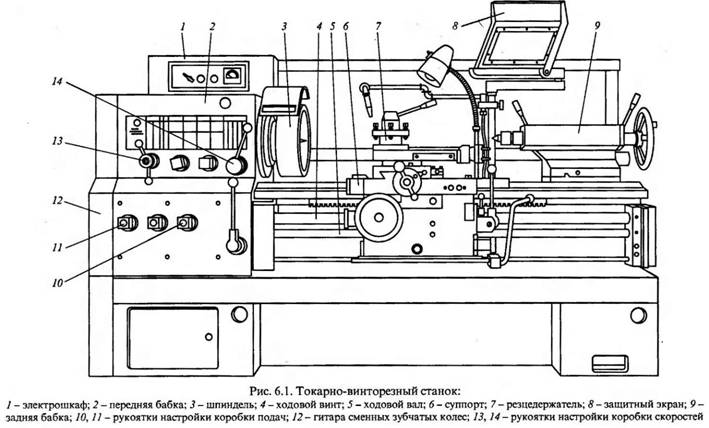
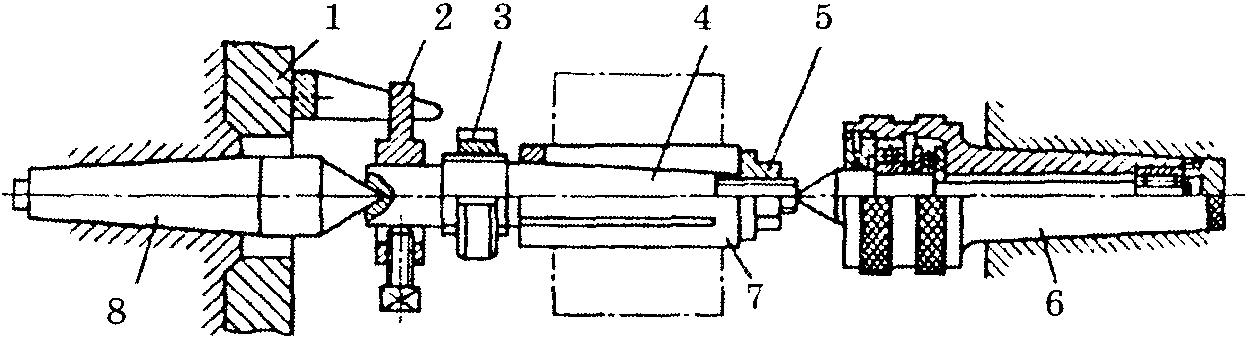
Фиг. 1. Винторезен струг
Основните компоненти и движения на машината 16K20
В главната баба 1 (фиг. 1), поставенашпиндел и скоростна кутия.,предназначени за промяна на честотата и посоката на въртене на шпиндела с детайла.задна баба 2 поддържа детайла при работацентрове и служи за осигуряванеинструмент, отвор за обработка(свредла, зенкери, райберии др.). При промяна на дължината на детайла задната баба се премества по водачите.Дебеломер 3 носи държач за инструмент с нож и го информира за надлъжно или напречно движение по оста на детайла.Престилка 4 е предназначен да предава движението към шублера отводещ винт 5 или водещ вал 6 в надлъжна и напречна посока.скоростна кутия 8 регулира подаването и включва водещия винт.
На леглото 7 монтира основните компоненти на машината. При обработка на струг основно движениее въртене на шпинделас подготовка. При завъртане на цилиндрична повърхност, шейната на шублера с фреза има надлъжно подаване, а когато плъзгачът на шублера се премества,кръстосано подаване.При изрязване на края повърхност, напречното подаване става непрекъснато движение, а надлъжното служи за периодично потапяне на фреза в детайла. Врезба основно движениеи надлъжно движение на подаване представляват сложно оформящо движение.
Китарата със сменяеми зъбни колела 9 се използва за настройка на машината при рязане на различни видове резби с резачка.
Кратки технически характеристики на машината
Най-големият диаметър на обработвания детайл
над леглото, мм 400
Най-големият диаметър на обработвания детайл
над шейната на долния шублер, мм 220
Най-големият диаметър на обработваните
бар, мм 53
Най-голямата дължина на обработваната
заготовки, мм 710,1000,1400
Скорост на шпиндела, мин-1 12,5-1600
Брой скорости на шпиндела 22
Подаване, мм/об:
надлъжно 0,05-2,8
напречно 0,025-1,4
Нарежете нишки:
метрични, стъпка в мм 0,5-112
инч, брой нишки на 1 инч 56-0,5
модулен, стъпка в модули 0,5-112
стъпка, на нива 56-0,5
Диаметър на отвора на шпиндела, мм 55
Мощност на главния двигател, kW 11
Основни видове стругарски работи
На стругове, струговане на цилиндрични повърхности, подрязване на краища, струговане на външни канали, рязане на метал, пробиване, райбероване, зенкерване, райбер, пробиване на отвори и вътрешни канали, центриране, обработка, "повърхности с фасонни фрези, нарязване на резби с матрици, метчици, фрези, глави за валцоване на резба, обработка на конични повърхности.
Основните инструменти при струговане са фрези. В зависимост от естеството на обработката, фрезите са груби и завършени. Геометричните параметри на режещата част на тези фрези са такива, че са пригодени да работят с голяма и малка площ на напречното сечение на отрязания слой.
Според формата и разположението на острието спрямо пръта, резците се делят на прави (фиг. 2,а), огънати (фиг. 2, б) и изтеглени (фиг. 2, в). При прибраните резци ширината на острието обикновено е по-малка от ширината на закрепващата част. Острието може да бъде разположено симетрично спрямо оста на държача на фреза или да бъде изместено надясно или наляво.
По посока на движение на подаването, фрезите са разделени на десни и леви. За десните резци основният режещ ръб е отстрани палец дясна ръка, ако го поставите на резеца отгоре (фиг. 2, а). При работното движение такива фрези се движат отдясно наляво (от задната баба към предната част). При левите резци при подобно налагане на лявата ръка основният режещ ръб също се намира отстрани на палеца (фиг. 2, б). Такива фрези в хода на захранването се движат отляво надясно.
 По предназначение инструментите за струговане се делят на проходни, пробиващи, режещи, режещи, фасонни, резбовани и нарязващи.
По предназначение инструментите за струговане се делят на проходни, пробиващи, режещи, режещи, фасонни, резбовани и нарязващи.
За да се осигури необходимата точност и качество на повърхността на детайла, като се поддържа висока производителност на труда,
Ляво Дясно Ляво Дясно
Фиг.2. Видове инструменти за струговане:а - права
b - огънат, c - извит, d - изтеглен
необходимо е да изберете правилната геометрия на фрезата. Тук ъглите на планиране играят важна роля. Ъглите в плана (фиг. 3) са ъглите между режещите ръбове на фреза и посоката на подаване: φ е главният ъгъл в плана, φ 1 - спомагателен ъгъл в план, ε - ъгъл в горната част (ε = 180° - φ - φедно). Ъгли φ и φ 1 зависят от заточването и монтажа на фреза, а ъгълът ε зависи само от заточването. При малък ъгъл φ голяма част от режещия ръб участва в работата, отвеждането на топлината се подобрява и животът на инструмента се увеличава. При голям ъгъл φ работи по-малка част от режещия ръб, така че животът на инструмента намалява. При обработка на дълъг и тънък детайл, когато има опасност от неговото отклонение, се използват фрези с голям ъгъл φ, тъй като в този случай силата на натискане ще бъде по-малка. За оформяне на детайли голям диаметъризберете φ \u003d 30 - 45 °, за тънък (нетвърд) - φ = 60 - 90 °.
Спомагателен ъгъл φ 1 е ъгълът между вторичния ръб и посоката на подаване. Ако φ 1 малък, след което поради известно натискане на фреза, спомагателният ръб се врязва в обработеното
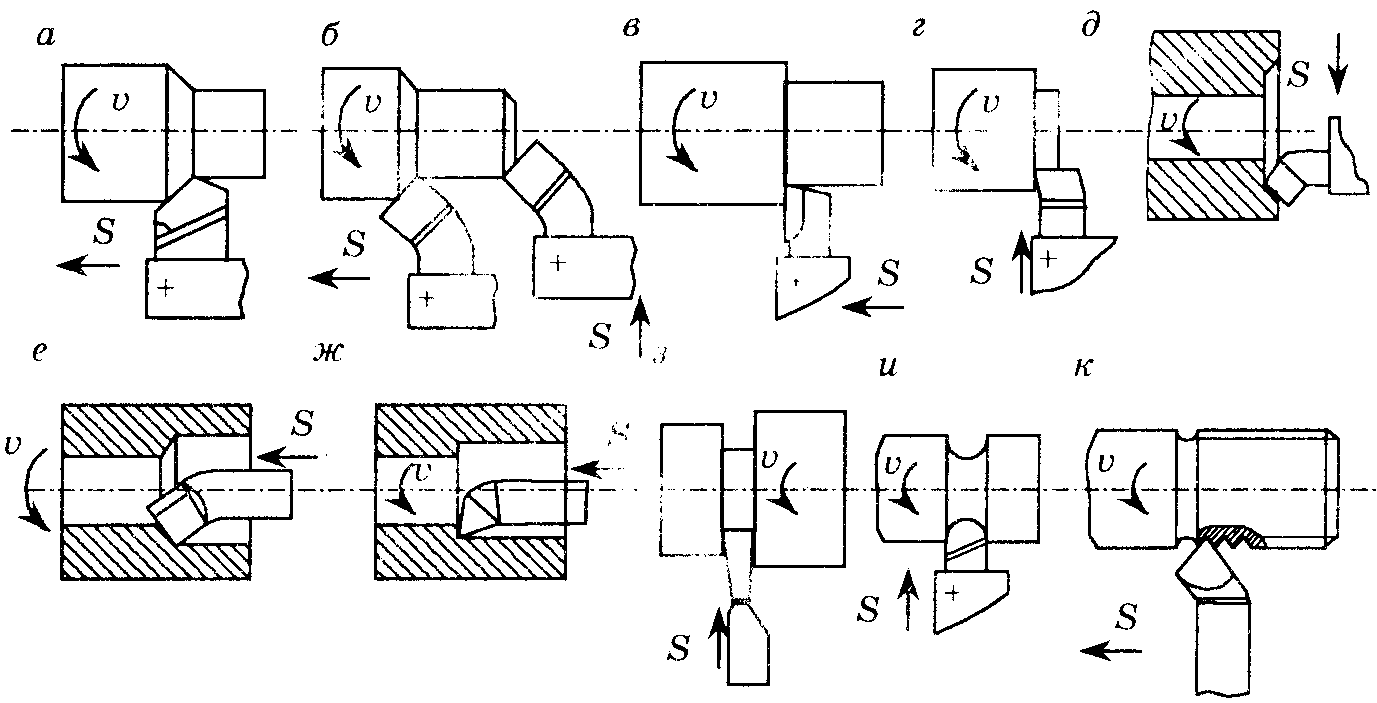
Фиг.4. Видове инструменти за струговане: a - прави линии и b - направо огънат, в - проходна тяга, d, d - подрязване, e - пробиване на прохода, w - пробивна тяга, h - рязане, и - оформен, k - резба
повърхност и го развалят. Голям ъгъл φ 1 неприемливо поради отслабване на върха на резеца. Обикновено φ 1 = 10 - 30°.
Чрез прави линии (фиг. 5.5,а) и огънати (фиг. 4,б) фрезите се използват за обработка на външни повърхности. За прави фрези обикновено основният ъгъл в плана φ = 45 - 60 ° и спомагателният φ 1 = 10-15°. За през огънати резци ъглите в плана φ = φ 1 = 45°. Тези фрези работят като прорези по време на надлъжното движение на подаване и като режещи фрези по време на напречното движение.
За едновременна обработка на цилиндрична повърхност и крайна равнина се използват проходи. упорити фрези(фиг.4,в), работа с надлъжно движение на подаване. Основният ъгъл в плана φ = 90°.
Режещите ножове се използват за рязане на краищата на детайлите. Те работят с напречно движение на подаване към центъра (фиг. 4,ж) или от центъра (фиг. 4,д) празни места.
Скучни фрезиизползвани за пробиване на отвори, предварително пробити или получени чрез щамповане или леене. Използват се два вида пробивни фрези: проходни - за проходно пробиване (фиг. 4, д), упорни - за глухи (фиг. 4,ж). Те се различават по формата на острието. За сквозни пробивни фрези ъгълът в плана φ \u003d 45-60 °, а за пробивни фрези ъгълът φ е малко по-голям от 90 °.
Режещи фрези се използват за рязане на детайли на парчета, отрязване на обработвания детайл и нарязване на канали. Те работят с напречно движение на подаване (фиг. 2,з). Режещият инструмент има основен режещ ръб, разположен под ъгъл φ = 90° и два спомагателни с ъгли φ 1 = 1-2°.
Оформените фрези се използват за обработка на къси оформени повърхности с дължина на генератора до 30-40 mm. Формата на режещия ръб на фасонния нож съответства на профила на детайла. По конструкция такива фрези са разделени на прътови, кръгли, призматични, а по посока на движението на подаването - на радиални и тангенциални. На нарязване на винтовеНа машините формованите повърхности се обработват, като правило, с фрези, които са фиксирани в държача на машината (фиг. 4,и).
Резби с резба (фиг. 5.5, j) се използват за оформяне на външни вътрешни резби от всякакъв профил: правоъгълни, триъгълни, трапецовидни. Формата на режещите им остриета съответства на профила и размерите на напречното сечение на резбите, които се нарязват.
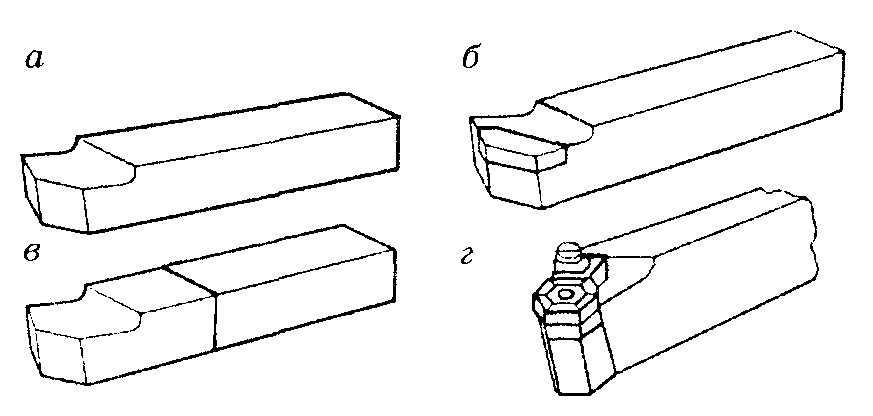 По дизайн се различават еднокомпонентни фрези, направени от един детайл; композитен (с интегрална връзка на неговите части); със споени пластини; с механично закрепване на плочите (фиг. 5).
По дизайн се различават еднокомпонентни фрези, направени от един детайл; композитен (с интегрална връзка на неговите части); със споени пластини; с механично закрепване на плочите (фиг. 5).
Фиг.5. Видове инструменти за струговане, но дизайн: плътни(а, б) композит с запоени (в) или с механично закрепванег) плочи
Държачите за инструменти обикновено се изработват от конструкционни стомани 40, 45, 50 и 40X с различни сечения: квадратни, правоъгълни, кръгли и др.
Фрезите с механично закрепени твърдосплавни вложки имат значителни предимства пред споените фрези, тъй като този дизайн предотвратява възможността за пукнатини в вложките по време на запояване и удължава експлоатационния живот на монтажната част на фреза.
Многостранните режещи вложки се правят с три,четири, пет и шест лица (фиг. 6). За да се създаде положителен ъгъл на предната повърхност на вложката, по режещи ръбоведупките и фаските се правят чрез пресоване, последвано от синтероване.
Универсалност машина за рязане на металс възможност за разширяване с аксесоари и приспособления. На струг основните са: патрони, центрове (фиг. 7), люнети. Използват се и спомагателни устройства: патронник, адаптерни втулки, скоби.
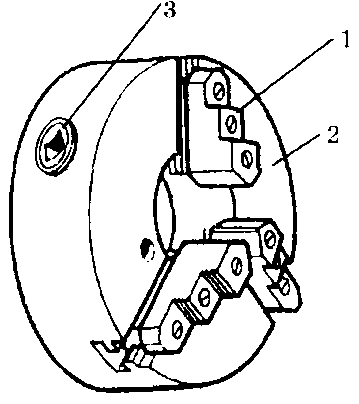
От патроните най-широко се използва самоцентриращият се тричелюст патронник (фиг. 8). Конструкцията му осигурява едновременно движение на три гърбици в радиална посока, поради което детайлът се позиционира по оста на шпиндела.
 Фиг.6. Многостранни вложки
Фиг.6. Многостранни вложки
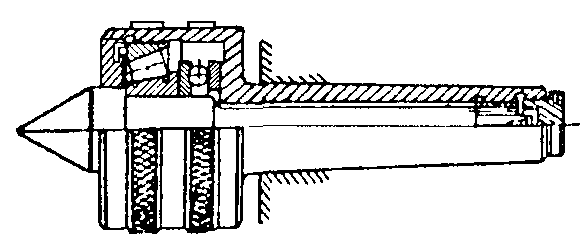
Фиг.7. въртящ се център
Фиг.8. Самоцентриращ се тричелюст патронник
 При асиметрично сечение на детайла, когато не е възможно правилно да се фиксира в тричелюстен патронник, се използва четиричелюстен патронник с отделно челюстно захващане или лицева плоча (фиг. 9).
При асиметрично сечение на детайла, когато не е възможно правилно да се фиксира в тричелюстен патронник, се използва четиричелюстен патронник с отделно челюстно захващане или лицева плоча (фиг. 9).
Когато обработвате в центровете, за да придадете въртене на детайла, използвайте патрони за каишка (фиг. 10). При външна обработка на дълги детайли с малък диаметър, за да се предотврати отклонение, те използват
Фиг.9. Лицева плоча
фиксирани (фиг. 11, а) или подвижни (фиг. 11, а) люнети.
 Конусовидни повърхности на струг се обработват по следните начини: с широк инструмент за струговане, чрез завъртане на горния плъзгач,чрез изместване на тялото на задната баба в напречна посока и използване на копираща или конусна линийка.
Конусовидни повърхности на струг се обработват по следните начини: с широк инструмент за струговане, чрез завъртане на горния плъзгач,чрез изместване на тялото на задната баба в напречна посока и използване на копираща или конусна линийка.
Широк нож (фиг. 12,а) обикновено се обръщат къси конични повърхности с дължина 25-30 мм.
При обработка на конични повърхности чрез струговане горен шублер(фиг. 12, б) той е монтиран под ъгъл,равен на половината от ъгъла в горната част на обработения конус. Обработката се извършва при ръчно подаване. Ъгълът на въртене се определя от формулата
Фиг.10. Обработка в центрове: 1 - задвижващ патронник, 2 - преден централен, 3 - яка, 4 - заден патронник, 5 - перо на задната баба
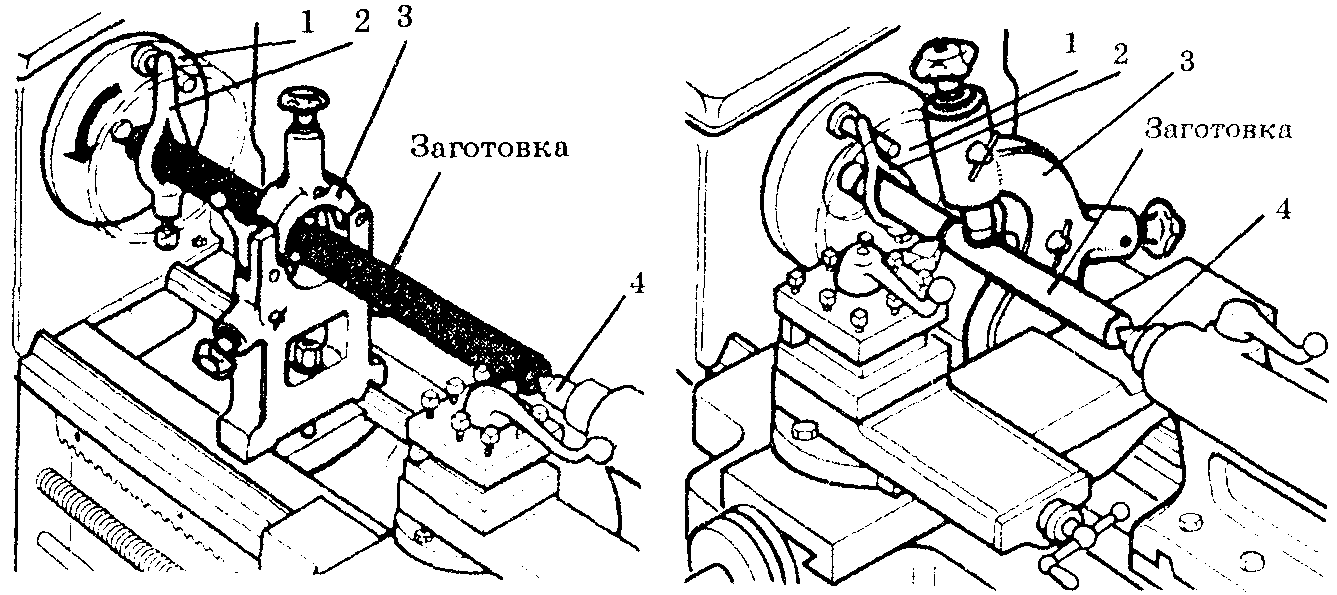
Фиг.11. Обработка на дълги детайли с помощта на стационарен(а) и подвижни (б) люнети
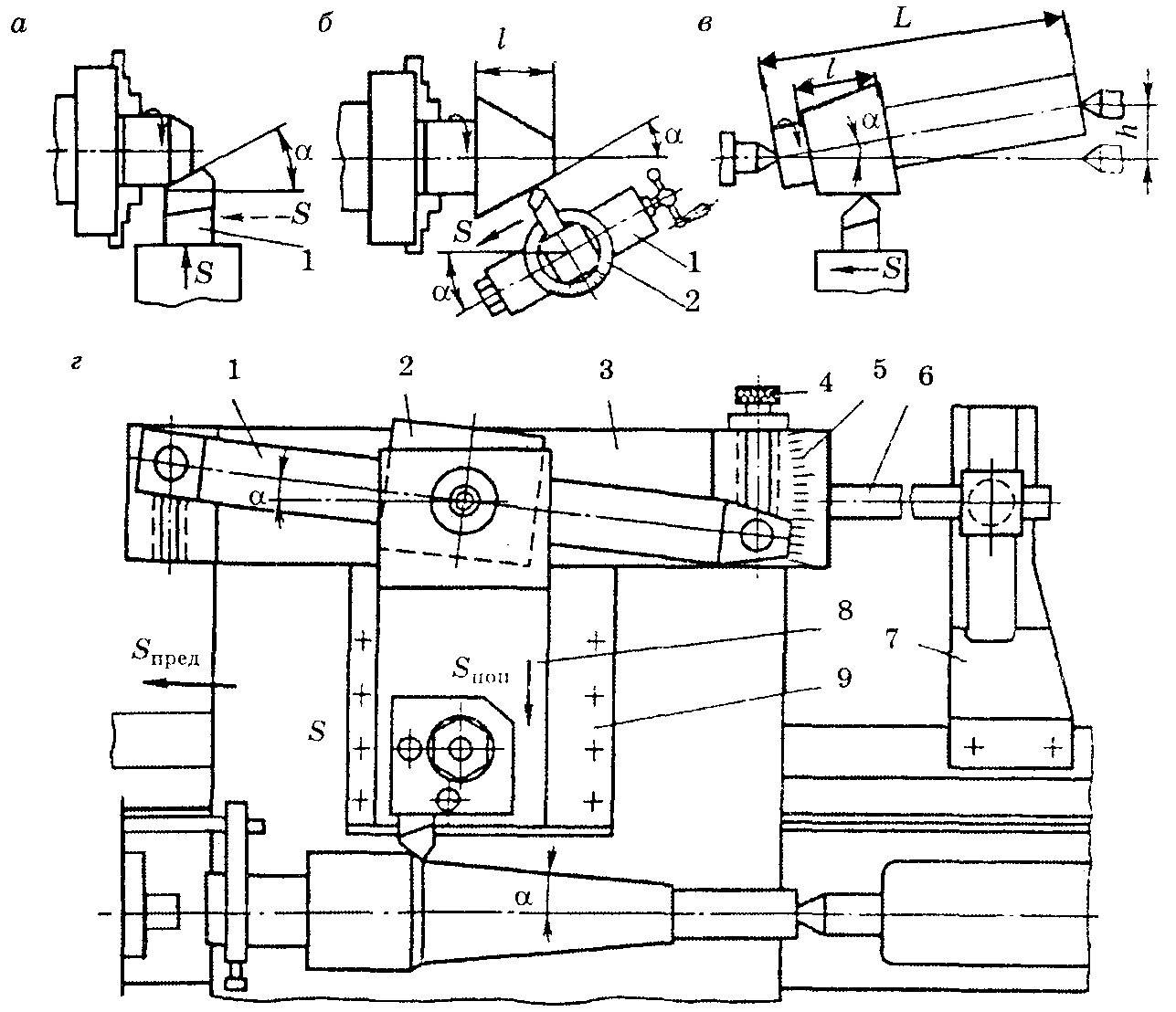
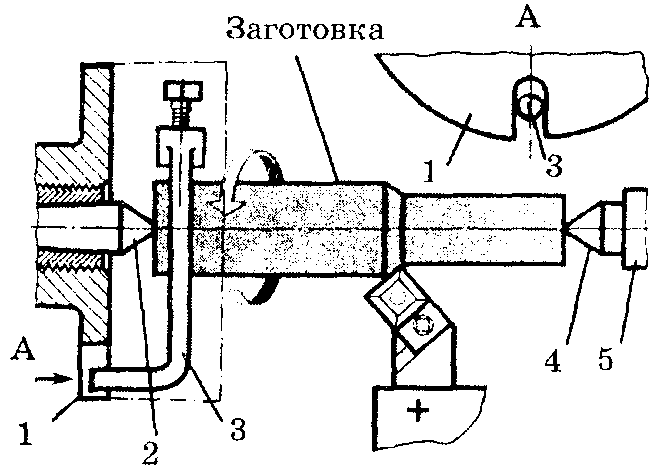
Фиг.12. Начини за завъртане на конуси: а - с широк нож,б - завъртане на горния шублер,в - изместване на тялото на задната баба;г - с помощта на конус линийка, 1 - въртяща се линийка, 2 - подвижна линийка, 3 - фиксирана линийка, 4 - винт, 5 - скала, 6 - прът, 7 - скоба, 8 - шейна, 9 - корпус
където D и d — диаметри на обработените конични повърхности, mm;л — височина на конуса, мм.
Чрез изместване на тялото на задната баба в напречна посока (фиг. 12, б), той смила дълги конични повърхности с малък ъгъл на конуса в горната част (до 12 °). В този случай изместването на задния център в напречна посока се определя от израза
където Л — общата дължина на обработвания детайл, mm.
Методът за обработка на конични повърхности с помощта на конична линийка (фиг. 12, G), прикрепен към леглото на машината, ви позволява да получите конична повърхност с ъгъл в горната част до 40 °. Обработката се извършва с включване на механично захранване.
В зависимост от формата и размера на детайлите, различни начинитехните закопчалки. Когато съотношението на дължината на детайла към диаметъра L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 използвайте стабилни почивки.
Често срещан метод е обработката в центрове (фиг. 13), тъй като ви позволява да пренареждате детайла от машина на машина без последващо подравняване. В същото време в краищата на детайла се пробиват предварително централни отвори. Формата и размерите на централните отвори (фиг. 14) са стандартизирани. Когато се монтират на машината, точките на центровете на предната и задната част на машината влизат в тези отвори.
Фиг.13. Обработка в центрове: 1 - задвижващ патронник, 2 - нашийник, 3 - гайка, 4 - прът, 5 - гайка, 6 - жив център, 7 - втулка, 8 - преден център
За прехвърляне на въртене от шпиндела на шпиндела към детайла се използва задвижващ патронник 1 (фиг. 13), настроен
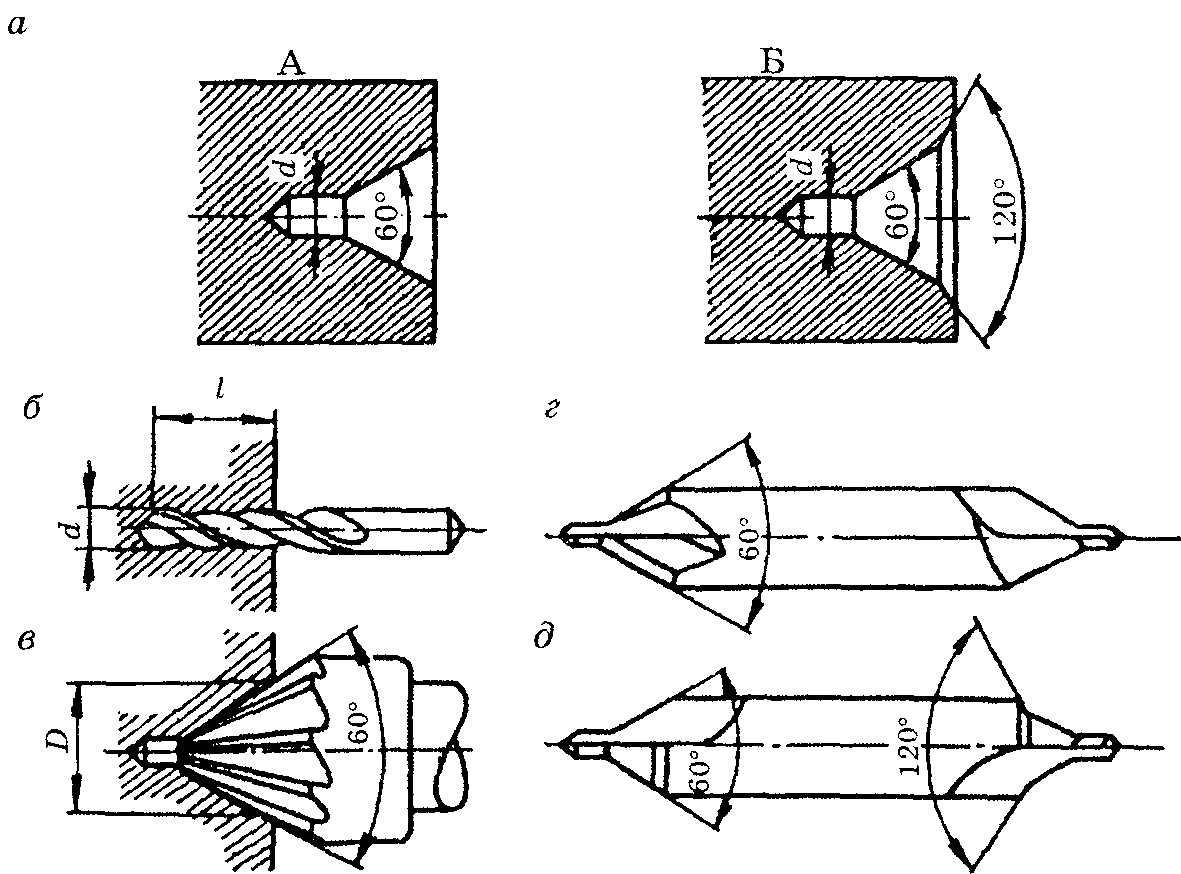
Фиг.14. Централни отвори (a) и инструмент (b - цилиндрична бормашина, c - зенкер, d, d - комбинация от бормашини)
излят върху шпиндела и скоба 2, фиксирана върху детайла.
Центровете са монтирани в шпиндела на машината и задната баба. Центърът, монтиран в шпиндела, се върти заедно с детайла. Прост център (фиг. 15, а), монтиран в перото на задната баба, не се върти, следователно се износва и износва централния отвор на детайла. За предотвратяване на износване се използва въртящ се център (виж фиг. 7). Понякога се използва: център на рязане при подрязване на края; обратен център (фиг. 15, б) при завъртане на детайли с малък диаметър (до 5 мм).
![]()
Фиг.15. Центрове за завъртане: а - прост център (1 - конус, 2 - шийка, 3 - конус, 4 - дръжка); b - обратен център
Както и други произведения, които може да ви заинтересуват |
|||
| 58029. | Завършване на формирането на световните колониални империи. Международните отношения през последната трета на 19 век | 122 КБ | |
| Цели: Формиране на представа за Индия през втората половина на 19 век; да се запознаят с принципите на британската колониална политика в Индия; разкриват причините за хода и резултатите от въстанието на сипаите; формират свои собствени преценки за идеологията на бремето на белия човек... | |||
| 58030. | Индия. Културно-исторически особености. Икономико-географски характеристики | 118 КБ | |
| Цел: формиране на общите представи на учениците за културата и икономическите особености на Индия; да се усъвършенстват уменията на учениците да подбират и анализират самостоятелно материала; продължи формирането на умения за обобщаване и извеждане на изводи; култивирайте отговорност... | |||
| 58031. | Стара Индия | 78,5 КБ | |
| Думата на читателя: Shanovnі uchnі shogodnі mi with you pomandruєmo on Skhid to tsіkavoї i enigmatic Іndії. Въвеждане на нов материал Географско положение на Индия Робот с карта. | |||
| 58032. | Zastosuvannya dієprikmetnik като специална форма на dієslіv при защитата на проекти "Особености на наблюдението зад екрана на pidlіtkіv" | 1.94MB | |
| МЕТА: превърнете в изучаване на любов, преди да се превърнете в украински език; Създавам инициатива и визия за създаване за подобряване и защита на вашето здраве; да развие учебната компетентност на обучаемите и учащите да общуват комуникативно чрез езика в различни житейски ситуации... | |||
| 58033. | Прости и сгъваеми задачи за включване на размери върху единици площ | 58,5 КБ | |
| Tsіlі: osvіtnі: формиране на броя на умни и начинаещи, по-умни решаване на проблеми, анализиране на математически проблеми; развитие: да развива логически и алгоритмични идеи, знания и интелектуални способности, да стимулира развитието на ученето да аргументираш мнението си... | |||
| 58034. | Внедряване на интеграла за моделиране на процеси | 2,54 MB | |
| Първоначално: да се изучават и систематизират знанията на учениците по темите „Интегрално и йога обучение”; придобиват консолидирани знания за геометричната, физическа и икономическа промяна на интеграла; самостоятелно да формира съзнанието на новодошлите ученици за систематизиране и задълбочаване на знанията ... | |||
| 58035. | Приложение на интеграла | 107 КБ | |
| Цел: Да се обобщят и систематизират знанията по темата Приложение на интеграла. Актуализация на основни знания Дефиниция на антидериват; Дефиниция на неопределения интеграл; Определение на интеграла... | |||
| 58036. | ОПИСАНИЕ НА ОПРЕДЕЛЕНИЯ ИНТЕГРАЛ | 558,5 КБ | |
| Да придобият консолидирани знания за геометричната и физическа промяна на интеграла. Учителят произнася края на речта, така че формулирането на твърдостта да е вярно: Криволинейният трапец се нарича Дия се обвива до диференциация Първо за едната, а другите функции се преразглеждат само ... | |||
| 58037. | арабско завоевание. Създаване на Арабския халифат | 248,5 КБ | |
| Прегледайте историята на създаването Арабски халифати появата на исляма, да се запознаят с най-ярките постижения на ислямската култура; подобряване на уменията за работа с историческа карта | |||
На Токарно машина за рязане на винтове прост принцип на работа: детайлът, който е захванат в хоризонтално положение, започва да се върти и фрезата, която е подвижна, не се отстранява желания материал. Но за да се приложи този принцип, е необходим механизъм, който се състои от Голям бройпрецизно съчетани елементи. Струговете обединяват девет типа металорежещи машини, които се различават по различни начини: по дизайн, по предназначение, по степен на автоматизация.
Използването на специални допълнителни устройства на машини (за фрезоване, за шлайфане, за пробиване на радиални отвори) значително разширява технологичната функционалност на оборудването.
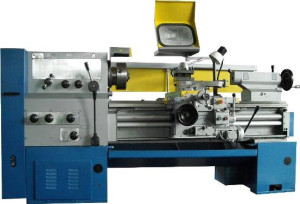
Струговете, автоматични и полуавтоматични, се разделят на вертикални и хоризонтални, в зависимост от местоположението на шпиндела, който носи приспособление за настройка на детайла на обработваната част. Вертикалните машини се използват главно за обработка на части с големи размери и тегло, но с малка дължина. Най-известните стругове на времето съветски съюз- 16K20 и 1K62. Стругът е предназначен за обработка на материали чрез рязане с цел получаване на части под формата на тела на въртене. Днес има няколко основни типа стругове. Най-универсалната групова техника на завъртане е винторезни струговеизползвани в дребномащабно производство. И винторезните стругове от своя страна също са разделени на видове:
Устройство за струг за рязане на винтове
Винторезен стругима своя собствена индивидуално устройство. Основното тяло на оборудването е фиксирано, а инструментът започва своята работа чрез натискане на специални глави. Частта, която се получава по време на обработката, може да се използва при подобни операции. Сега много хора смятат, че използването на струг за нарязване на винтове не е оптимално. Обработката на материалите може да се увеличи и да се извърши с по-голяма ефективност. Но елементът, получен от производителите след работа, обикновено е доволен.Винторезен струг - оси
Осов винторезен стругТова е сравнително ново оборудване. Но въпреки това той вече успя да спечели популярност сред специалистите в индустриалния сектор. Осовият струг, известен още като RAM, съчетава характеристиките на конвенционалните инструменти за струг с перо в стил ос.На струг от този типпринципът на работа е доста прост и разбираем дори за онези хора, които никога не са се сблъсквали с индустрията. В момента, когато оборудването е скачено с обработвания детайл, той започва да се плъзга по повърхността му. Така обработката става бърза, лесна и висококачествена.
CNC винторезен струг
Тази машина е в състояние да замени стар изгледоборудване. Многошпинделните и други CNC инструменти имат редица предимства: лесни са за инсталиране и лесни за работа. Такава техника в изцялоотговаря на тенденциите на днешното развитие на работните места.
Производителността на винторезните стругове с ЦПУ е много по-висока от другите съществуващи типовеоборудване този клас. Може да се отбележи, че организациите, които купуват такива машини, решават проблемите си с производителността на сто процента. Струг за нарязване на винтове лесно може да се счита за най-много универсална машинаот всички съществуващи машини от групата за струговане. Използва се в условията на дребно и единично производство на различни части. Сега, поради своята гъвкавост, се радва в голямо търсенев много организации, които работят в металообработващата индустрия.
Струговете ви позволяват да обработвате вътрешни и външни повърхности. Техниката дава възможност за шлайфане на части с различни форми (оформени, конични, цилиндрични), извършване на пробиване, пробиване, пробиване на отвори, подрязване на краища, накапване, нарязване на резба и други операции. Също така, възможността за използване на специално оборудване ще ви даде възможност да извършвате друга работа. Например, можете да извършвате фрезоване, шлайфане, рязане на зъби и други.
Технология на нарязване на винтове, на първо място, той е предназначен за единично и дребно производство. Но, ако е необходимо, той може да бъде оборудван с допълнителни устройства и устройства, които ще направят възможно разширяването до масово производство. В масовото производство се използват стругови и въртящи се полуавтоматични машини и автомати. Поддръжката на машината включва периодично регулиране, подаване на материал към машината и контрол на детайлите.
В полуавтоматичната машина движенията, свързани с отстраняването и зареждането на заготовки, не са автоматизирани. Автоматично управление на работния поток на такива винторезни струговесе осъществява благодарение на разпределителния вал, където са монтирани гърбиците.
Цел на работата: да се проучи общото устройство на винторезния струг, инструментите, приспособленията и видовете работи, извършвани на машината; научете се да определяте времето на машината при завъртане.
Оборудване на работното място
1. Винторезен струг.
2. Комплект инструменти за струговане.
3. Приставки за струг за нарязване на винтове.
4. Насоки.
I. Устройството на винторезен струг
Винторезните стругове са високопроизводителни и най-разпространени машини. Машината е предназначена за обработка на различни метали и неметални материали. На машината се извършват всички видове стругови операции: струговане на външни и пробиване на вътрешни цилиндрични и конични повърхности, рязане, пробиване, зенкеране и райбероване на отвори, нарязване на различни резби и др. С помощта на хидрокопирна машина на машината можете да извършвате стругова и копираща работа. Винторезните стругове, според класификацията на металорежещите машини, принадлежат към група I, тип 6 (например модел машина 16K20).
На фиг. 2.1 показва диаграма на струг за нарязване на винтове.
За монтажа на всички компоненти на машината се използва рамка 2 с надлъжни призматични водачи. Леглото е фиксирано върху пиедесталите. В левия пиедестал I е монтиран електрическият двигател на главното задвижване на машината, в десния пиедестал 12 - резервоар за охлаждаща течност и помпена станция. Главата 6 е монтирана на рамката над предния пиедестал.Скоростната кутия на машината и кухият шпиндел са монтирани в стойката. Механизмите и предаванията на скоростната кутия ви позволяват да получите различни скорости на шпиндела, като по този начин гарантирате скоростта на основното движение (V). Върху шпиндела са закрепени затягащи устройства (патронник, задвижващ патронник, планова шайба) за предаване на въртящ момент към обработвания детайл. От предната страна на главната баба има контролен панел за 5 механизма на скоростната кутия.
5 6 7 8 9 10 11
Ориз. 2.1. Схема на винторезен струг
От предната страна на леглото, под главната баба, е монтирана захранваща кутия 3. В кутията са монтирани механизми и зъбни колела, позволяващи да получите различни скорости на движение на шублерите. Захранващата кутия получава въртеливо движение от скоростната кутия с помощта на сменяеми зъбни колела, наречени китара, разположени от лявата крайна страна на рамката в кутия 4.
Надлъжна опора 7 се движи по водачите на рамката, осигурявайки надлъжно подаване на фреза (S pr). По водачите на надлъжната опора перпендикулярно на оста на въртене на детайла се движи напречна шейна, върху която е монтирана горната опора 9. Напречната шейна осигурява напречно подаване на фреза (S p). Горната въртяща се опора може да се настрои под произволен ъгъл спрямо оста на въртене на детайла, което е необходимо при обработка на конични повърхности.
Върху горната опора е монтиран четирипозиционен въртящ се инструментодържач 8, в който могат да се монтират едновременно четири ножа. Към надлъжната опора е прикрепена престилка 10. В престилката са монтирани механизми и зъбни колела, които превръщат въртеливото движение на водещия валяк или водещия винт в транслационното движение на шублерите. Течащият валяк (с надлъжен шлицов канал) и въртящият винт (с външна резба) са разположени по протежение на рамката и получават въртеливо движение от подаващата кутия. Механизмът на престилката е проектиран по такъв начин, че движението на шублера може да се извършва или от водещата ролка за плавно завъртане, или от водещия винт за резба.
Задната баба 11 е монтирана от дясната страна на рамката и се движи по нейните водачи. Перото на задната баба може да бъде оборудвано със заден център или инструмент за обработка на отвори (свредла, зенкери, райбери). Тялото на задната баба се измества спрямо основата в напречна посока, което е необходимо при завъртане на външните дълги конични повърхности.
За осигуряване на нормални условия на работа машината е оборудвана с индивидуално осветление и специален защитен екран, който предпазва работника от нараняване от падащи стърготини.
Винторезните стругове имат следните приспособления и аксесоари: патронници, центрове, задвижващи патронници, стабилни опори и копиращи линийки.
Всеки винторезен струг (настолен, универсален, CNC) е оборудване, с което се извършва струговане на метални изделия и други материали.
1 Устройството на винторезен струг - основните компоненти и механизми
Универсалните винторезни стругове позволяват извършването на такива видове металообработващи операции като:
- пробиване на отвори;
- струговане и пробиване на профилни, конични, цилиндрични повърхности;
- райбер;
- обработка и подрязване на краища;
- рязане на конци;
- пробиване.
Всички машини от тази група имат идентично устройство. Техните основни монтажни единици са следните възли:
- шублер;
- отпред и;
- скоростна кутия;
- легло;
- вретено;
- електрическо пусково оборудване;
- шкафове;
- китарни предавки от сменяем тип;
- течащ валяк;
- престилка;
- скоростна кутия;
- водещ винт ( именно неговото присъствие отличава винторезния завъртащ блок от конвенционалното струговане).
Прави впечатление, че всички съставни елементи на разглежданите машини не само имат едно и също предназначение и име, но и се намират на едни и същи места.
Това означава, че агрегатът 16K20, произведен от завода „Красни пролетарски“ през 70-те години на миналия век, и от ОАО Челябинск Станкомаш са подобни един на друг, като двама братя. Дори схемата на винторезен струг с цифров управление на програмата(например) се различава от по-старите модели само по наличието на същото CNC.

В допълнение към основните възли, агрегатите на винторезната група имат редица контролни ръкохватки, с които операторът извършва работата си върху машината. Предлагат се следните дръжки:
- промени в скоростта на шпиндела;
- настройка на стъпката и подаването на резбата, която се нарязва;
- монтаж с повишена или нормална стъпка на резбата;
- движение (надлъжно и напречно) на шейната;
- движение на горния слайд;
- стартирайте и деактивирайте водещия винт (неговите гайки);
- избор на посоката на изпълнение на резбата (дясна или лява);
- стартиране и спиране на главния електродвигател;
- фиксиране с перо;
- стартиране на автоматично надлъжно подаване;
- движение на перото (тази дръжка обикновено се нарича волан);
- започнете и спрете храненето;
- превключване на шублер в режим на бързо движение;
- фиксиране на задната баба;
- спиране на шпиндела и промяна на посоката даден елементмашина.
2 Принципи на класификация на агрегатите от винторезната група
Описаното оборудване е разделено на няколко вида според три технически характеристики:
- тегло на машината;
- максималната дължина на продукта, който може да бъде обработен на определена единица;
- максималният диаметър на частта, с която машината може да се справи.
Най-дългата дължина на детайла, която може да се обработва, зависи от разстоянието между центровете на струга. Ред максимални секцииобработката за оборудването, което разглеждаме, започва с диаметър 100 милиметра и завършва с диаметър 4000 милиметра. Важно е да се знае, че различните машини с еднакво допустимо сечение на детайла често се характеризират с различна дължина на детайла.
По тегло цялото оборудване за рязане на винтове е разделено на четири класа:
- до 400 тона - тежки машини ( най-голям диаметърчасти за обработка в тях е 1600–4000 mm);
- до 15 тона - голям (диаметър варира от 600 до 1250 мм);
- до 4 тона - среден (от 250 до 500 мм);
- до 0,5 тона - леки (от 100 до 200 мм).

Под леки машини обикновено се разбира техните настолни модификации, използвани от домашни занаятчии за частни цели и малки предприятия:
- опитни и опитни участъци от растения;
- фирми за часовници;
- компании за инструменти.
Тежките и големи агрегати обикновено се използват в енергетиката и тежкото инженерство. Използват се и за специална обработка на различни механизми:
- турбинни ротори;
- Колесни двойки на железопътни вагони;
- елементи в металургичните заводи.
Повечето от операциите по струговане се извършват на инсталации, свързани с средна група. Те представляват около 80 процента от всички металообработващи работи. Те ви позволяват да извършвате полудовършителни и довършителни операции, да изрязвате нишки от различно естество.
Конструкцията на такива машини се характеризира с голям диапазон на подаване на работния инструмент и скорости на шпиндела, достатъчна твърдост. Те са оборудвани с електродвигатели с приемлива мощност, което прави възможно обработването на метал и други продукти в много икономични режими с инструменти, изработени от свръхтвърди сплави и твърди материали.
Освен това агрегатите със средно тегло са оборудвани с много специални устройства, за да разширят техния технологичен потенциал. Такива "звънци и свирки" повишават качеството на обработката на детайла на стругови агрегати и улесняват работата на стругарите. Благодарение на тези устройства машините стават многократно по-автоматизирани и удобни за използване.
Стругове с програмно управление (CNC) в СССР се произвеждаха доста активно. Производството на такива машини се извършва от Ленинградския завод (модел LA155), Куйбишев (16B16) и др. Често се използват машини с ЦПУ големи предприятияпри многооперативна обработка на голям набор от продукти, които се произвеждат на малки партиди(не повече от няколкостотин парчета). Високата повторяемост на металообработването и краткото време за смяна правят машините с ЦПУ незаменими в тази ситуация.
3 Общи методи за работа на машини от групата за нарязване на винтове
Най-често на стругарско оборудванепроизвеждат обработка (с помощта на резци) на цилиндрични външни повърхности. В този случай частта се вкарва в патрона с надбавка от 7 до 12 милиметра (разбира се, че необходимата дължина на продукта ще бъде по-малка с точно посочената стойност). Необходимостта от такъв "резерв" се дължи на факта, че стругарът ще трябва да отреже готовия детайл, както и да обработи краищата му.
![]()
За подрязване на края използвайте упорити или прави, както и резци за подрязване. Металният слой от крайната повърхност се отстранява чрез преместване през резачкав напречна посока. Ако се използва инструмент за нарязване, детайлът се обработва от центъра му в надлъжна посока. За извършване на операцията по подрязване и завъртане на малки первази върху продукта обикновено се използва упорен резец.
Когато струг за нарязване на винтове извършва процедура за нарязване на канали от външната страна на детайла, операторът използва специални инструменти за нарязване. Те работят с тях при ниски скорости (в сравнение с процедурата за подрязване на краищата скоростта на шпиндела е настроена 4-5 пъти по-ниска). В същото време жлебовете се изрязват без никакво усилие, възможно най-гладко и меко.

Същият принцип важи и за рязането. крайния продукт. Тази операция завършва в момента, когато сечението на моста върху детайла е около 2,5 милиметра. След това уредът спира, ножът се изважда от слота и след това продуктът просто се счупва.





