Պտուտակահատ խառատահաստոց և դրա հիմնական բաղադրիչները. Պտուտակային խառատահաստոցներ - շահագործման սկզբունքներ
Պտուտակով կտրող խառատահաստոցը (TVS), նախքան դառնալն այն, ինչ կա այսօր, անցել է էվոլյուցիայի երկար ճանապարհ: Զարգացման յուրաքանչյուր փուլի հետ այս տեսակի սարքավորումները փոխվեցին չափերով, մեծացավ ագրեգատների հզորությունը, ընդլայնվեց ֆունկցիոնալությունը, բարելավվեցին ճշգրտության, էրգոնոմիկայի և մի շարք այլ ցուցանիշների պարամետրերը:
Հետաքրքիր է, որ այս տեխնիկայի գործարկման սկզբունքը իրականում չի փոխվել իր գյուտից հետո: Պտուտակահատ խառատահաստոցի սարքն անփոփոխ է բառի գլոբալ իմաստով, ինչպես նաև դրա հիմնարար բաղադրիչները։ Պահպանվել են նաև այս տեխնիկայի վրա աշխատելու հիմնական սկզբունքները։
Եկեք ավելի մանրամասն քննարկենք, թե ինչ է իրենից ներկայացնում այս սարքավորումը, առանց որի հնարավոր չէ պատկերացնել ոչ միայն առանձին արդյունաբերական կառույցներ, այլև տնտեսության ամբողջ հատվածներ։
TVS-ի աշխատանքի էությունը բավականին պարզ է և տրամաբանական։ Ֆիքսված մասը պտտվում է երկայնական առանցքի երկայնքով: Այս գործընթացը կոչվում է հիմնական շարժում: Իր հերթին գործիքը բերվում է հատվածին և կատարում լայնակի և թարգմանական հարված։ Նման մանիպուլյացիաները թույլ են տալիս հեռացնել աշխատանքային մասի մի մասը ճիշտ տեղերպատրաստի մասը ստանալու համար։
տուն տարբերակիչ հատկանիշՊտուտակ կտրող խառատահաստոց սովորական շրջադարձային միավորից, համարվում է, որ դրա դիզայնը նախատեսում է հատուկ կապարի պտուտակի առկայություն, ինչը հնարավորություն է տալիս շատ ճշգրիտ կերպով ստեղծել նոր թել: դրսումբլանկներ.
Միավորի հիմնական բաղադրիչները
Պտուտակով կտրող խառատահաստոցները բաղկացած են մի քանի խոշոր միավորներից: Մահճակալը մեքենայի հիմնարար մասն է, որտեղ ամրացված են նրա բոլոր մյուս բաղադրիչները։ Մահճակալը պատրաստված է շատ ամուր թուջից։ Վերևում մի քանի ուղեցույց ունեցող ծանր հիմքը դիզայն է, որն իրեն ապացուցել է շատ տարիներ առաջ: Այդ իսկ պատճառով պտուտակավոր խառատահաստոցների արտադրողները չեն փոխում ժամանակի փորձարկված այս ձևաչափը։ Ուղեցույցները տեղափոխում են պոչամբարը և տրամաչափը:

Դիզայնի մեկ այլ կարևոր հանգույց է գլխարկը, որտեղ գտնվում է spindle-ը, որը հագեցած է աշխատանքային մասի ամրագրման համար նախատեսված ճարմանդով: Նաև գլխի վրա տեղադրված է փոխանցման տուփ, որը փոխանցում է պտույտը էլեկտրական շարժիչ spindle.
Աջակցությունն է կարևոր տարրկտրող գործիքը կերակրելու համար: Դիզայնը ներառում է հատուկ կառք, գործիքակալ և գոգնոց։ Գործիքը ամրացնելու համար անհրաժեշտ է գործիքակալը: Կառքը գործիքը շարժում է ուղեցույցների երկայնքով:
Գոգնոցի դիզայնը ներառում է տրամաչափի կառավարման մեխանիզմներ և հատուկ սլայդներ, որոնք ուղիղ շարժվում են գոգնոցի երկայնքով երկայնական և լայնակի ուղղություններով: Գոգնոց տանող մեքենան հաղորդում է կերակրման տուփը: Տուփի մեջ ներկառուցված կիթառը հնարավորություն է տալիս կարգավորել թելի բարձրությունը: Պոչամբարը ծառայում է որպես ոչ ստանդարտ չափսերի պահող։ Բացի այդ, դրա վրա տեղադրված է գործիք, լինի դա գայլիկոններ, փորվածքներ կամ հակասուզիչներ:
Հարկ է նշել, որ պտուտակավոր խառատահաստոցի այս դիզայնը համարվում է ստանդարտ սարքավորում այս տեսակի սարքավորումների համար: Սա չի բացառում կամընտիր հանգույցների առկայությունը: AT վերջին տարիներըշատ արտադրողներ սարքավորումները սարքավորում են պատճենահանման մեխանիզմներով և հատուկ ֆրեզերային վարդակներով, ինչը զգալիորեն ընդլայնում է ավանդական միավորի ֆունկցիոնալությունը:
Ավելին՝ լուրջ մրցակցություն ստանդարտ մոդելներ CNC պտուտակով կտրող խառատահաստոցներ են: Ի դեպ, վերջիններս առանձնանում են արտադրողականության բարձրացմամբ, ճշգրտությամբ և օգտագործման հեշտությամբ։
Կախված պտուտակահան խառատահաստոցի սարքից՝ հնարավոր է դասակարգել այս սարքավորումը՝ ըստ մի շարք հատկանիշների։ Սա կարող է լինել աշխատանքային մասի մշակման գործընթացների ավտոմատացման աստիճանը, դիզայնի առանձնահատկություններըորոշակի մոդելի միավորը և նպատակային նպատակը:
Այսօր այս տեխնիկայի մոտավոր բաժանումը կարող է լինել դրա դասակարգումը ավտոմատ և կիսաավտոմատ: Նաև պտուտակահան խառատահաստոցները լինում են հորիզոնական և ուղղահայաց տիպի։ Դա կախված է նրանից, թե որտեղ է գտնվում spindle-ը: Ուղղահայաց տիպի ագրեգատները օգտագործվում են այն դեպքում, երբ անհրաժեշտություն կա մշակել կարճ, ծանր մասեր:

Ամենակարևոր պարամետրերից մեկը, որին վարպետը պետք է ուշադրություն դարձնի մեքենայի ընտրության ժամանակ, շարժվող կառուցվածքային տարրերի ծանրաբեռնվածության մակարդակն է: Որքան թույլ է մեքենայի յուրաքանչյուր առանձին հատված, այնքան մեծ է հավանականությունը, որ սարքավորումը հաճախ խափանվի և պարապ մնա: Սա հատկապես ճիշտ է նրանց համար, ովքեր օգտագործում են ոչ նոր տեխնոլոգիաներ:
Նույնիսկ տարիներ շարունակ ակտիվ օգտագործումից հետո շրջանակի կոշտությունը պետք է մնա իր սկզբնական մակարդակում, և յուրաքանչյուր հանգույց պետք է կատարի իր գործառույթը անթերի: Միայն այս դեպքում կարելի է խոսել ագրեգատի բարձր կատարողականության մասին՝ իր հնարավորությունների սահմաններում։
Այսօր պտուտակավոր խառատահաստոցները կուրախացնեն բարձր ճշգրտությամբ՝ անհամեմատելի անցյալ դարի կեսերին արտադրված ագրեգատների հետ։ Գործիքները, որոնցով հագեցած է այս տեխնիկան, պատրաստված են գերազանց ամրության բարձրորակ կոշտ համաձուլվածքներից: Գրեթե բոլոր ժամանակակից հաստոցները ճշգրտության և արտադրողականության չափանիշն են: Այս ամենը ևս մեկ անգամ հաստատում է, որ թեև այս տեխնիկան արտաքուստ այնքան էլ չի փոխվել, սակայն դրա գործառնական բնութագրերը տարեցտարի զարգանում են։
գտածոներ
Պտուտակով կտրող խառատահաստոցները Ռուսաստանում կայուն պահանջարկ ունեցող սարքավորումներ են: Այսօր վարպետը հասանելի է հսկայական ընտրություննոր և օգտագործված միավորներ. հայրենական արտադրողներՆման տեխնոլոգիան լիովին բավարարում է դրա կարիքները: Միաժամանակ նրանք ունեն նաև լուրջ մրցակիցներ հատկապես ասիական և եվրոպական բրենդների շարքում։
Ինչ էլ որ լինի, ռուսական արտադրող ընկերություններն ամեն ինչ ունեն բարձրակարգ մրցունակ սարքավորումներ ստեղծելու համար։ Մատչելի գներ, բարձրորակբաղադրիչները և արդյունավետ ինժեներական զարգացումները այս տեխնիկան շատ տարածված են դարձնում հետխորհրդային տարածքում:
Լաբորատոր աշխատանք
Արտադրություն և արդյունաբերական տեխնոլոգիաներ
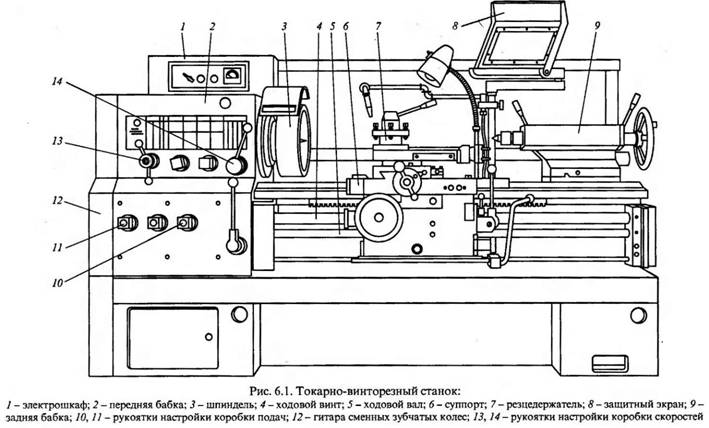
Բրինձ. Պտուտակ կտրող խառատահաստոց Մեքենայի հիմնական բաղադրիչներն ու շարժումները 16K20 Գլխակալում 1 նկ. Կարճ տեխնիկական բնութագրերըմեքենա Անկողնու վերևում մշակվող մշակվող մասի ամենամեծ տրամագիծը մմ 400 Մշակվող կտորի ամենամեծ տրամագիծը ստորին հենարանային կառքի վերևում մմ 220 Մշակված ձողի ամենամեծ տրամագիծը մմ 53 Մշակվող կտորի ամենամեծ երկարությունը մմ |
Պտուտակահատ խառատահաստոցի սարքը, դրա վրա կատարված աշխատանքները, պարագաներ և գործիքներ
Նպատակը: ուսումնասիրել պտուտակահան խառատահաստոցի սարքը և դրա հիմնական բաղադրիչների և մասերի նպատակը. ծանոթ կտրող գործիքներ, ^ օգտագործվում է տարբեր շրջադարձային գործողություններ կատարելու համար; Ծանոթացեք պտտման տեսակներին և դրա համար օգտագործվող պարագաներին:
Սարքավորումներ. Պտուտակով կտրող խառատահաստոց ռեժիմ: 16K20; շրջադարձային գործիքներ, գայլիկոններ, լոգարաններ, թրթուրներ, ծորակներ, ձողիկներ; փամփուշտներ, կենտրոններ, լունետներ;
Պտուտակով կտրող ունիվերսալ խառատահաստոց mod.16K20 նախատեսված է հեղափոխության մարմինների տեսքով մշակման, ինչպես նաև կտրելու համար: տարբեր տեսակներթելեր
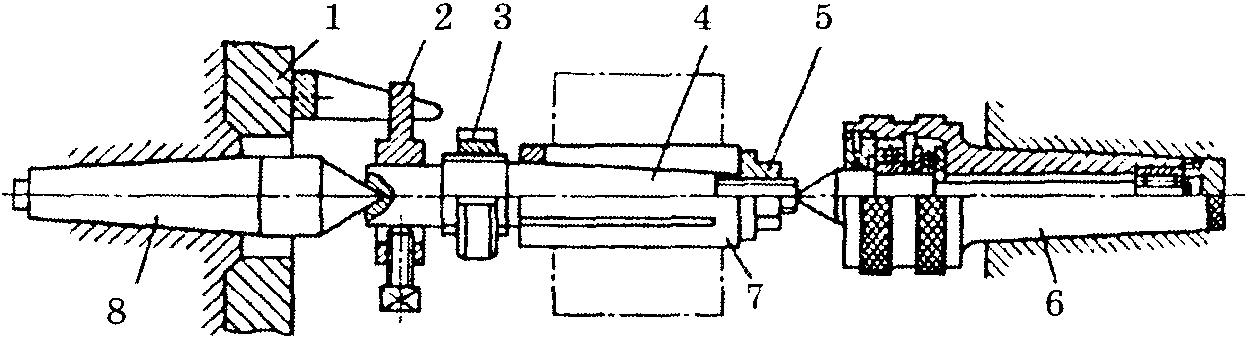
Նկ.1. Պտուտակ կտրող խառատահաստոց
16K20 մեքենայի հիմնական բաղադրիչներն ու շարժումները
Գլխակալում 1 (նկ. 1), տեղադրված spindle եւ փոխանցումատուփ,նախագծված է աշխատանքային մասի հետ լիսեռի պտտման հաճախականությունն ու ուղղությունը փոխելու համար:պոչամբար 2-ն աջակցում է աշխատանքային մասին, երբ աշխատում էկենտրոններ և ծառայում է ապահովելու համարգործիք, մշակման անցք(գայլիկոններ, հակասուզիչներ, ռեամերներև այլն): Աշխատանքային մասի երկարությունը փոխելիս պոչամբարը տեղափոխվում է ուղեցույցների երկայնքով: Caliper 3-ը կրում է գործիքակալը կտրիչով և տեղեկացնում է երկայնական կամ լայնակի շարժում աշխատանքային մասի առանցքի երկայնքով.Գոգնոց 4-ը նախատեսված է տրամաչափի շարժումը փոխանցելու համարկապարի պտուտակ 5 կամ կապարի լիսեռ 6 երկայնական և լայնակի ուղղություններով:Փոխանցման տուփ 8-ը կարգավորում է սնուցումը և միացնում է կապարի պտուտակը:
Մահճակալի վրա 7-ը տեղադրեց մեքենայի հիմնական բաղադրիչները: Երբ մշակվում է խառատահաստոց հիմնական շարժումըէ spindle ռոտացիանախապատրաստմամբ։ Գլանաձև մակերեսը պտտելիս կտրիչով տրամաչափի կառքն ունի երկայնական սնուցում, և երբ տրամաչափի սլայդը շարժվում է.խաչաձեւ սնուցում.Վերջը կտրելիս մակերեսը, լայնակի սնուցումը դառնում է շարունակական շարժում, իսկ երկայնականը ծառայում է կտրիչը պարբերաբար խրելու աշխատանքային մասի մեջ: ժամըթելերի հիմնական շարժումըև կերակրման երկայնական շարժումը կազմում են բարդ ձևավորման շարժում:
Փոխարինելի շարժակների 9 կիթառը օգտագործվում է մեքենան կարգավորելու համար, երբ կտրում են տարբեր տեսակի թելեր:
Մեքենայի հակիրճ տեխնիկական բնութագրերը
Մշակված աշխատանքային մասի ամենամեծ տրամագիծը
մահճակալից վեր, մմ 400
Մշակվող աշխատանքային մասի ամենամեծ տրամագիծը
ստորին տրամաչափի կառքի վերևում, մմ 220
Մշակվածի ամենամեծ տրամագիծը
բար, մմ 53
Մշակվածի ամենամեծ երկարությունը
բլանկներ, մմ 710,1000,1400
Spindle արագություն, min-1 12,5-1600
Ափի արագությունների քանակը 22
Ներկայացում, մմ/շրջադարձ:
երկայնական 0.05-2.8
լայնակի 0,025-1,4
Կտրեք թելերը.
մետրիկ, բարձրությունը մմ-ով 0,5-112
դյույմ, թելերի քանակը 1 դյույմում 56-0,5
մոդուլային, քայլ 0.5-112 մոդուլներում
խաղադաշտ, խաղադաշտերում 56-0,5
Ողերի անցքի տրամագիծը, մմ 55
Հիմնական շարժիչի հզորությունը, կՎտ 11
Շրջադարձային աշխատանքների հիմնական տեսակները
Խառատահաստոցների վրա, գլանաձև մակերևույթների պտտում, ծայրերի կտրում, արտաքին ակոսների պտտում, մետաղի կտրում, հորատում, փորում, հակասում, փորում, հորատման անցքեր և ներքին ակոսներ, կենտրոնացում, մշակում, «մակերևույթներ ձևավորված կտրիչներով, թելեր թելերով, ծորակներով, կտրիչներով, թելերի գլանման գլուխներ, կոնաձև մակերեսների մշակում։
Շրջադարձի հիմնական գործիքները կտրիչներն են։ Կախված մշակման բնույթից, կտրիչները կոպիտ են և ավարտուն: Այս կտրիչների կտրող մասի երկրաչափական պարամետրերն այնպիսին են, որ դրանք հարմարեցված են կտրված շերտի մեծ և փոքր խաչմերուկի հետ աշխատելու համար:
Ըստ գավազանի համեմատ սայրի ձևի և դիրքի, կտրիչները բաժանվում են ուղիղների (նկ. 2,ա), թեքված (նկ. 2, բ), և գծված (նկ. 2, գ): Հետ քաշված կտրիչներում սայրի լայնությունը սովորաբար պակաս է ամրացնող մասի լայնությունից: Սայրը կարող է սիմետրիկ տեղակայվել կտրիչի ամրակի առանցքի նկատմամբ կամ տեղափոխվել աջ կամ ձախ:
Կերի շարժման ուղղությամբ կտրիչները բաժանվում են աջ և ձախ։ Աջ կտրիչների համար հիմնական կտրող եզրը գտնվում է կողքի վրա բութ մատը աջ ձեռք, եթե այն դնում եք կտրիչի վրա վերեւից (նկ. 2, ա)։ Աշխատանքային շարժման մեջ նման կտրիչները շարժվում են աջից ձախ (պոչից դեպի առջև): Ձախ կտրիչներում, ձախ ձեռքի նման դրվածքով, հիմնական կտրող ծայրը նույնպես գտնվում է բթամատի կողքին (նկ. 2, բ): Նման կտրիչները սնուցման մեջ շարժվում են ձախից աջ:
 Ըստ նպատակի՝ շրջադարձային գործիքները բաժանվում են միջանցիկ, ձանձրալի, կտրող, կտրող, ձևավորված, թելավոր և ակոսավոր:
Ըստ նպատակի՝ շրջադարձային գործիքները բաժանվում են միջանցիկ, ձանձրալի, կտրող, կտրող, ձևավորված, թելավոր և ակոսավոր:
Ապահովել մասի պահանջվող ճշգրտությունը և մակերեսի որակը՝ միաժամանակ պահպանելով աշխատանքի բարձր արտադրողականությունը,
Ձախ Աջ Ձախ Աջ
Նկ.2. Շրջադարձային գործիքների տեսակները.ա - ուղիղ
բ - թեքված, գ - կոր, դ - գծված
անհրաժեշտ է ընտրել կտրիչի ճիշտ երկրաչափությունը։ Այստեղ կարևոր դեր են խաղում պլանի անկյունները: Հատակագծի անկյունները (նկ. 3) կտրիչի կտրող եզրերի և սնուցման ուղղության միջև ընկած անկյուններն են. φ-ն հատակագծի հիմնական անկյունն է, φ. 1 - պլանի օժանդակ անկյուն, ε - անկյուն վերևում (ε = 180° - φ - φմեկը): φ և φ 1 անկյունները կախված է կտրիչի սրումից և տեղադրումից, իսկ ε անկյունը կախված է միայն սրումից: Ֆ փոքր անկյան տակ կտրող եզրի մեծ մասը ներգրավված է աշխատանքի մեջ, ջերմության հեռացումը բարելավվում է, և գործիքի կյանքը մեծանում է: Ֆ մեծ անկյան տակ աշխատում է կտրող եզրի ավելի փոքր մասը, ուստի գործիքի ժամկետը նվազում է: Երկար և բարակ աշխատանքային կտորը մշակելիս, երբ առկա է դրա շեղման վտանգ, օգտագործվում են φ մեծ անկյունով կտրիչներ, քանի որ այս դեպքում սեղմող ուժը կլինի ավելի քիչ: Աշխատանքային մասերի ձևավորման համար մեծ տրամագիծընտրեք φ \u003d 30 - 45 °, բարակ (ոչ կոշտ) համար - φ \u003d 60 - 90 °:
Օժանդակ անկյուն φ 1 երկրորդական եզրի և սնուցման ուղղության միջև եղած անկյունն է: Եթե φ 1 փոքր, այնուհետև կտրիչի որոշակի սեղմման շնորհիվ օժանդակ եզրը կտրում է հաստոցների մեջ
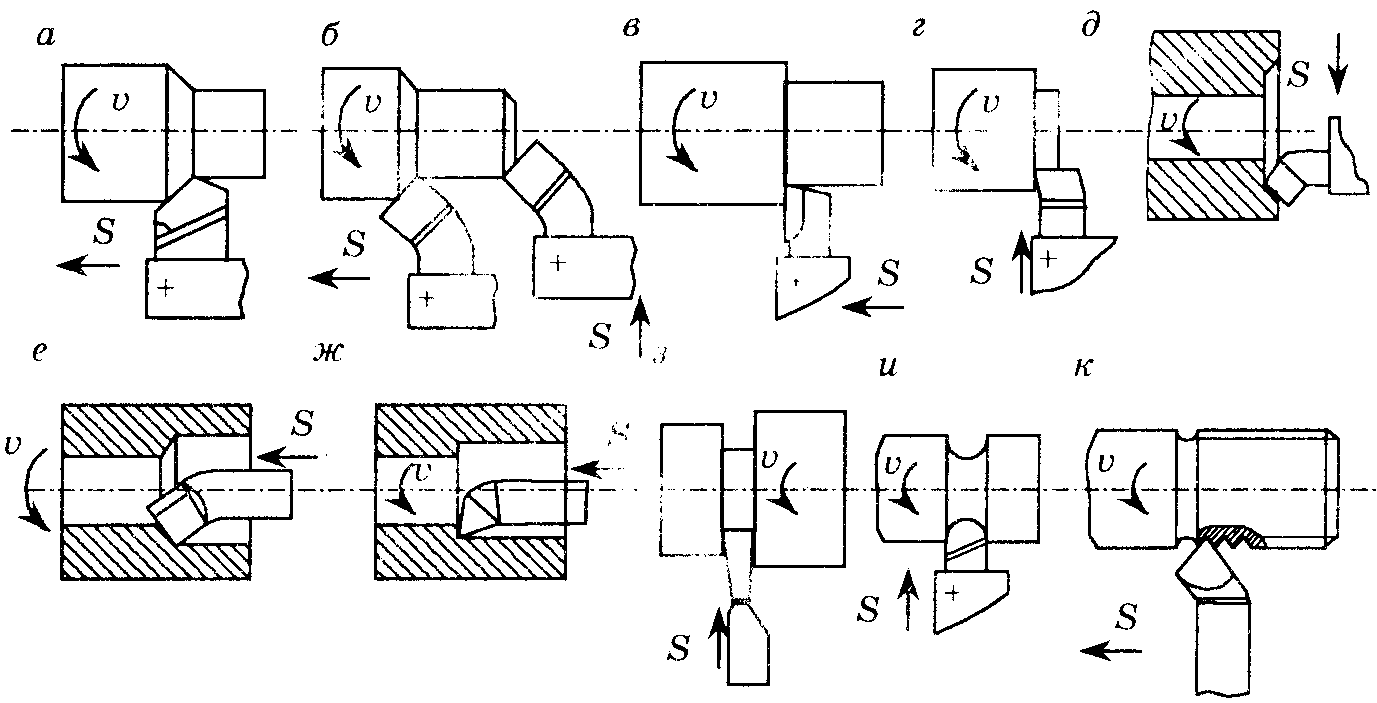
Նկ.4. Շրջադարձային գործիքների տեսակները՝ ա - ուղիղ գծեր և բ - ուղիղ թեքված, մեջ - միջոցով մղում, d, d - undercut, e - ձանձրալի անցում, w - ձանձրալի մղում, h - կտրում, և - ձևավորված, k - թելերով
մակերեսին և փչացնել այն: Մեծ անկյուն φ 1 անընդունելի է կտրիչի ծայրի թուլացման պատճառով: Սովորաբար φ 1 = 10 - 30 °:
Ուղիղ գծերի միջոցով (նկ. 5.5,ա) և թեքվել (նկ. 4,բ) կտրիչներ օգտագործվում են արտաքին մակերեսների մշակման համար: Ուղիղ կտրիչների համար սովորաբար պլանի հիմնական անկյունը φ \u003d 45 - 60 °, իսկ օժանդակ φ 1 = 10-15 °: Քանի որ թեքված կտրիչների միջով անկյունները պլանի φ \u003d φ 1 = 45 °: Այս կտրիչները աշխատում են որպես միջանցքներ երկայնական սնուցման շարժման ընթացքում և որպես գծավոր կտրիչներ՝ լայնակի սնուցման շարժման ժամանակ:
Գլանաձև մակերևույթի և ծայրամասային հարթության միաժամանակյա մշակման համար օգտագործվում են հոսքագծեր: համառ կտրիչներ(նկ. 4,մեջ), աշխատել երկայնական սնուցման շարժման հետ: Հիմնական անկյունը պլանում φ = 90°:
Աշխատանքային մասերի ծայրերը կտրելու համար օգտագործվում են սփորային կտրիչներ: Նրանք աշխատում են լայնակի սնուցման շարժումով դեպի կենտրոն (նկ. 4,է) կամ կենտրոնից (նկ. 4,ե) բլանկներ:
Ձանձրալի կտրիչներօգտագործվում է հորատող անցքերի համար՝ նախապես փորված կամ ստացված դրոշմման կամ ձուլման միջոցով։ Օգտագործվում են երկու տեսակի ձանձրալի կտրիչներ.է) Նրանք տարբերվում են սայրի ձևով: Հորատող կտրիչների համար հատակագծի անկյունը φ = 45-60°, իսկ մղիչ հորատող կտրիչների համար φ անկյունը մի փոքր ավելի մեծ է, քան 90°:
Կտրող կտրիչները օգտագործվում են մշակված մասերը կտորների կտրելու, հաստոցներով մշակված կտորը կտրելու և ակոսավորելու համար: Նրանք աշխատում են լայնակի սնուցման շարժումով (նկ. 2,ը): Կտրող գործիքն ունի հիմնական կտրող եզր, որը գտնվում է φ = 90° անկյան տակ և երկու օժանդակ՝ φ անկյուններով: 1 = 1-2 °:
Ձևավոր կտրիչներ օգտագործվում են մինչև 30-40 մմ գեներատորի երկարությամբ կարճ մակերևույթների մշակման համար: Ձևավոր կտրիչի կտրող եզրի ձևը համապատասխանում է մասի պրոֆիլին: Դիզայնով նման կտրիչները բաժանվում են գավազանով, կլոր, պրիզմատիկ, իսկ կերակրման շարժման ուղղությամբ՝ շառավղային և շոշափող: Վրա պտուտակահանՄեքենաների վրա ձևավորված մակերեսները մշակվում են, որպես կանոն, միջուկային կտրիչներով, որոնք ամրացվում են մեքենայի գործիքակալում (նկ. 4,և):
Թելավոր կտրիչները (նկ. 5.5, ժ) օգտագործվում են ցանկացած պրոֆիլի արտաքին ներքին թելեր ձևավորելու համար՝ ուղղանկյուն, եռանկյուն, տրապեզոիդ։ Դրանց կտրող շեղբերների ձևը համապատասխանում է կտրվող թելերի պրոֆիլին և կտրվածքի չափերին։
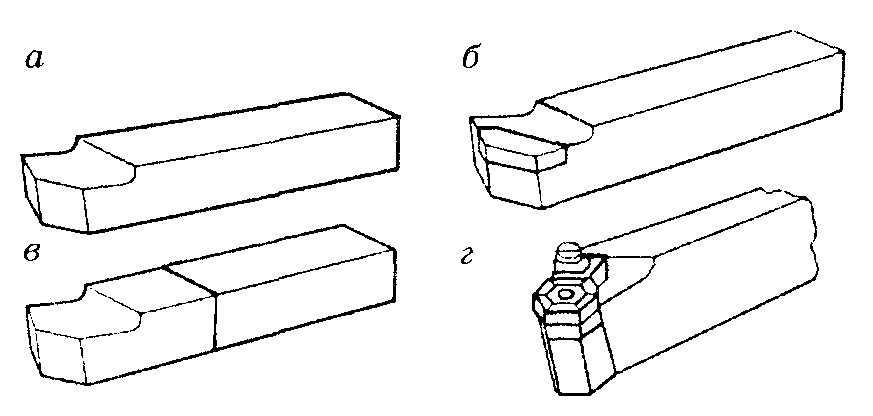 Դիզայնով առանձնանում են մեկ կտոր կտրիչներ, որոնք պատրաստված են մեկ աշխատանքային մասից; կոմպոզիտային (իր մասերի անբաժանելի կապով); զոդված թիթեղներով; թիթեղների մեխանիկական ամրացմամբ (նկ. 5):
Դիզայնով առանձնանում են մեկ կտոր կտրիչներ, որոնք պատրաստված են մեկ աշխատանքային մասից; կոմպոզիտային (իր մասերի անբաժանելի կապով); զոդված թիթեղներով; թիթեղների մեխանիկական ամրացմամբ (նկ. 5):
Նկ.5. Պտտվող գործիքների տեսակները, բայց նմուշները՝ ամուր(ա, բ) կոմպոզիտ՝ զոդված (ներսում) կամ մեխանիկական ամրացմամբդ) ափսեներ
Գործիքակալները սովորաբար պատրաստված են կառուցվածքային պողպատներից 40, 45, 50 և 40X տարբեր հատվածներով՝ քառակուսի, ուղղանկյուն, կլոր և այլն:
Մեխանիկորեն ամրացված կարբիդային ներդիրներով կտրիչները զգալի առավելություններ ունեն բրազեցված կտրիչների նկատմամբ, քանի որ այս դիզայնը կանխում է զոդման ընթացքում ներդիրների ճաքերի հավանականությունը և երկարացնում է կտրիչի մոնտաժային մասի ծառայության ժամկետը:
Բազմակողմանի կտրող ներդիրները պատրաստվում են երեքից.չորս, հինգ և վեց դեմքեր (նկ. 6): Ներդիրի ճակատային մակերեսի վրա դրական անկյուն ստեղծելու համար երկայնքով կտրող եզրերանցքերն ու փորվածքները պատրաստվում են սեղմելով, որին հաջորդում է սինթրումը:
Բազմակողմանիություն մետաղ կտրող մեքենաընդարձակվող պարագաներով և հարմարանքներով: Խառատահաստոցի վրա հիմնականներն են՝ փամփուշտները, կենտրոնները (նկ. 7), լունետները։ Օգտագործվում են նաև օժանդակ սարքեր՝ գայլիկոնիչ, ադապտերների թևեր, սեղմիչներ։
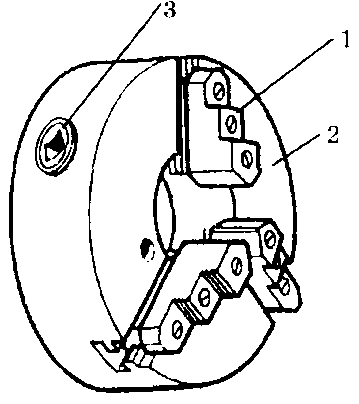
Փամփուշտներից առավել լայնորեն կիրառվում է ինքնակենտրոն երեք ծնոտի ցատկը (նկ. 8): Դրա դիզայնը ապահովում է երեք խցիկների միաժամանակյա շարժում շառավղային ուղղությամբ, որի շնորհիվ աշխատանքային մասը տեղադրվում է լիսեռի առանցքի երկայնքով:
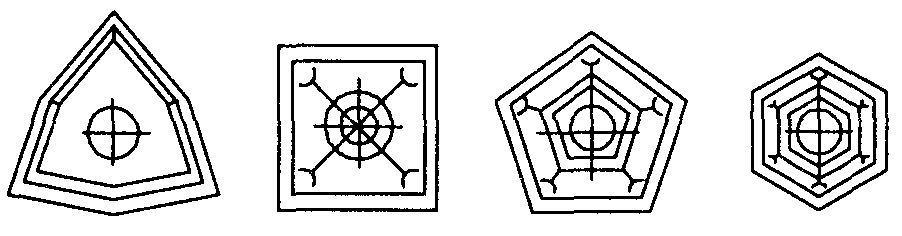
 Նկ.6. Բազմակողմանի ներդիրներ
Նկ.6. Բազմակողմանի ներդիրներ
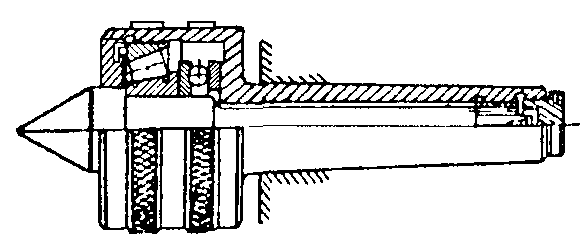
Նկ.7. պտտվող կենտրոն
Նկ.8. Ինքնակենտրոն երեք ծնոտի ցատկ
 Աշխատանքային մասի ասիմետրիկ հատվածով, երբ այն հնարավոր չէ պատշաճ կերպով ամրացնել երեք ծնոտի ճարմանդում, օգտագործվում է չորս ծնոտի ճարմանդ՝ ծնոտի առանձին սեղմակով կամ ճակատային թիթեղով (նկ. 9):
Աշխատանքային մասի ասիմետրիկ հատվածով, երբ այն հնարավոր չէ պատշաճ կերպով ամրացնել երեք ծնոտի ճարմանդում, օգտագործվում է չորս ծնոտի ճարմանդ՝ ծնոտի առանձին սեղմակով կամ ճակատային թիթեղով (նկ. 9):
Կենտրոններում մշակելիս, աշխատանքային մասին պտույտ հաղորդելու համար, օգտագործեք վզակապ փամփուշտներ (նկ. 10): Փոքր տրամագծով երկար աշխատանքային կտորների արտաքին մշակման ժամանակ շեղումը կանխելու համար օգտագործում են
Նկ.9. Դեմքի երեսպատում
ֆիքսված (նկ. 11, ա) կամ շարժական (նկ. 11, ա) լունետներ:
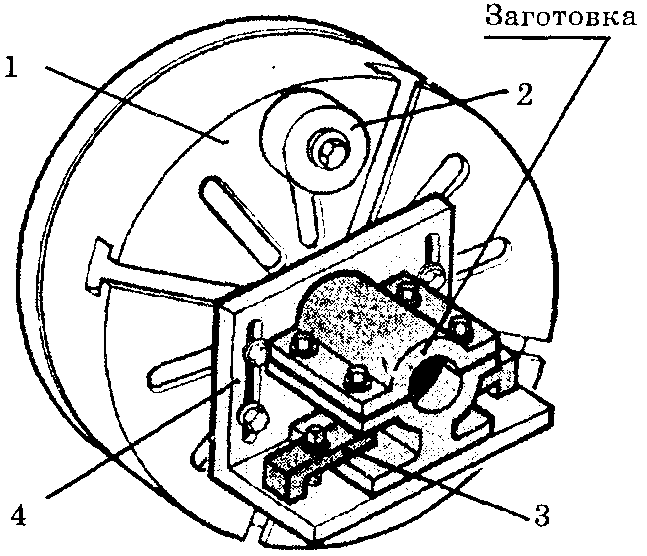
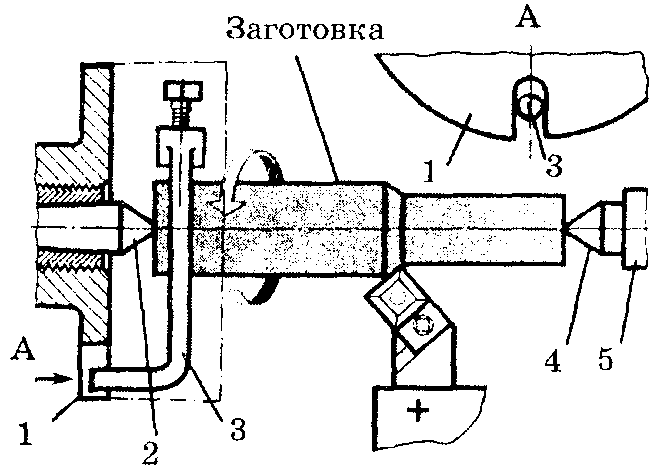 Խառատահաստոցի վրա կոնաձև մակերեսները մշակվում են հետևյալ կերպ՝ լայն պտտվող գործիքով, վերին սլայդը պտտելով,պոչամբարի մարմինը լայնակի ուղղությամբ տեղափոխելով և կրկնօրինակ կամ կոն քանոն օգտագործելով:
Խառատահաստոցի վրա կոնաձև մակերեսները մշակվում են հետևյալ կերպ՝ լայն պտտվող գործիքով, վերին սլայդը պտտելով,պոչամբարի մարմինը լայնակի ուղղությամբ տեղափոխելով և կրկնօրինակ կամ կոն քանոն օգտագործելով:
Լայն կտրիչ (նկ. 12,ա) սովորաբար շրջվում են 25-30 մմ երկարությամբ կարճ կոնաձև մակերեսները։
Կոնաձև մակերևույթները պտտելով մշակելիս վերին տրամաչափ(նկ. 12, բ) այն տեղադրված է անկյան տակ,հավասար է վերամշակված կոնի վերևի անկյունի կեսին: Մշակումն իրականացվում է ք ձեռքով կերակրում. Պտտման անկյունը որոշվում է բանաձևով
Նկ.10. Մշակում կենտրոններում՝ 1 - վարորդի ցատկ, 2 - առջևի կենտրոն, 3 - մանյակ, 4 - հետևի ժակ, 5 - պոչամբար
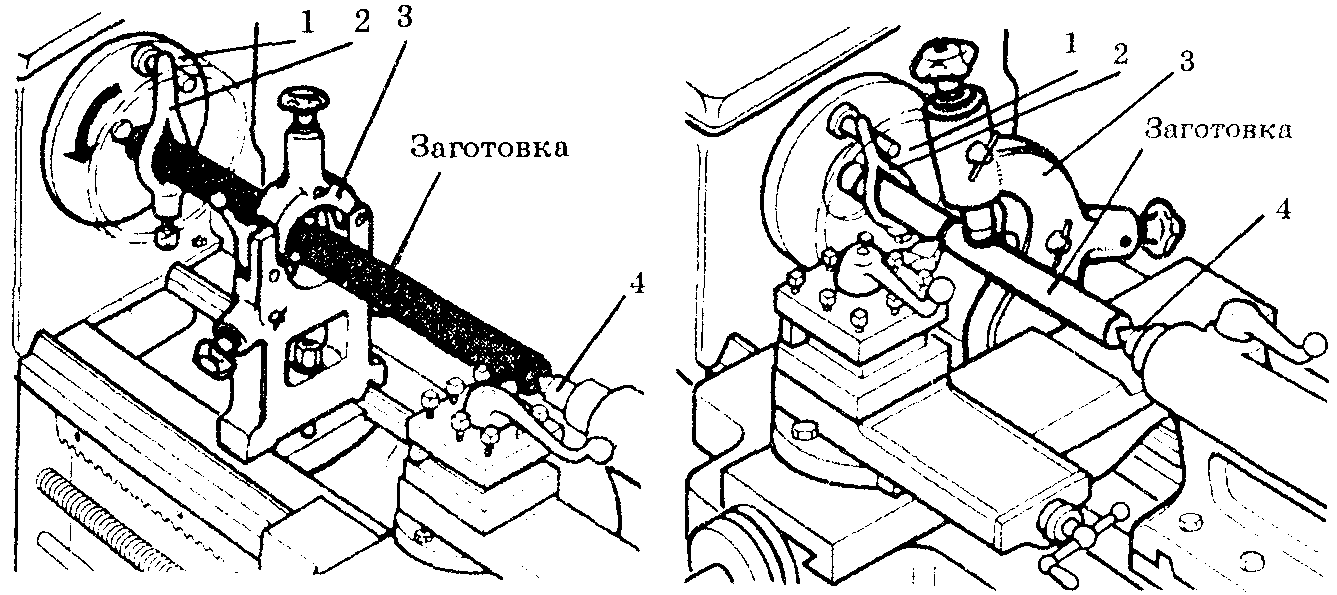
Նկ.11. Երկար աշխատանքային մասերի մշակում ստացիոնարի միջոցով(ա) և շարժական (բ) լունետներ
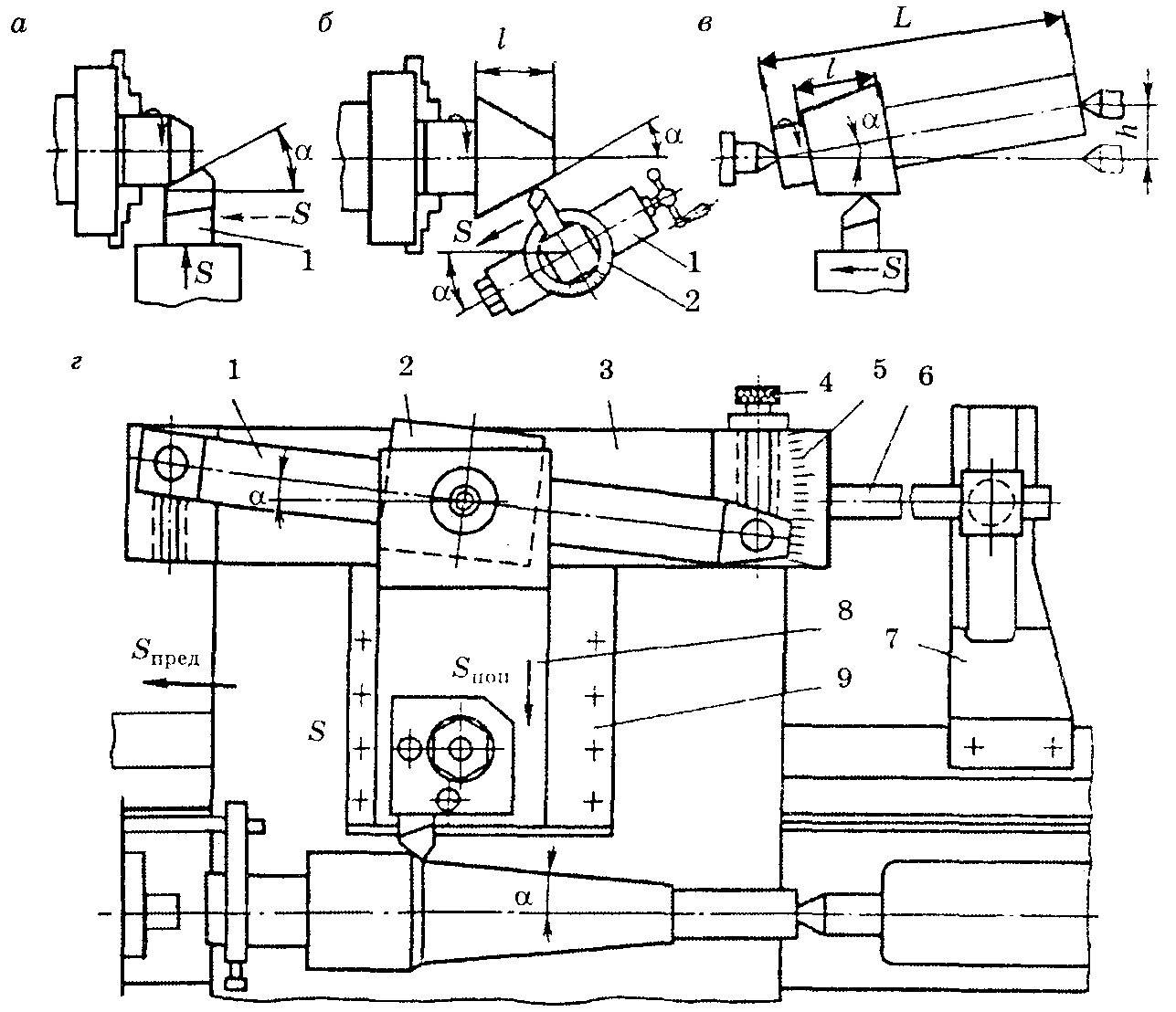
Նկ.12. Կոների պտտման եղանակները՝ ա - լայն կտրիչով,բ - պտտելով վերին տրամաչափը,մեջ - պոչամբարի մարմնի տեղաշարժը;Գ - օգտագործելով կոնում քանոն, 1 - պտտվող քանոն, 2 - սողուն, 3 - ֆիքսված քանոն, 4 - պտուտակ, 5 - կշեռք, 6 - ձող, 7 - բրա, 8 - սահնակ, 9 - պատյան
որտեղ D և D - մշակված կոնաձև մակերեսների տրամագիծը, մմ;լ - կոնի բարձրությունը, մմ:
Պոչամբարի մարմինը լայնակի ուղղությամբ տեղափոխելով (նկ. 12, բ) այն մանրացնում է երկար կոնաձև մակերեսները՝ վերևում փոքր կոն անկյունով (մինչև 12 °)։ Այս դեպքում հետևի կենտրոնի տեղաշարժը լայնակի ուղղությամբ որոշվում է արտահայտությունից
որտեղ Լ - մշակված աշխատանքային մասի ընդհանուր երկարությունը, մմ:
Կոնաձև մակերեսների մշակման մեթոդը կոնաձև քանոնի միջոցով (նկ. 12,Գ), կցված է մեքենայի մահճակալին, թույլ է տալիս ստանալ կոնաձև մակերես, որի վերևում անկյունը մինչև 40 ° է: Մշակումն իրականացվում է մեխանիկական կերերի ընդգրկմամբ։
Կախված աշխատանքային մասերի ձևից և չափից. տարբեր ուղիներդրանց ամրացումները. Երբ հարաբերակցությունը երկարության workpiece տրամագծով L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 օգտագործեք կայուն հանգիստ:
Ընդհանուր մեթոդը կենտրոններում մշակումն է (նկ. 13), քանի որ այն թույլ է տալիս վերադասավորել մասը մեքենայից մեքենա՝ առանց հետագա հավասարեցման: Միևնույն ժամանակ, կենտրոնական անցքերը նախապես փորված են աշխատանքային մասի ծայրերում: Կենտրոնական անցքերի ձևն ու չափերը (նկ. 14) ստանդարտացված են: Մեքենայի վրա տեղադրվելիս մեքենայի առջևի և պոչամբարի կենտրոնների կետերը մտնում են այդ անցքերը:
Նկ.13. Մշակում կենտրոններում՝ 1 - վարորդի ցատկ, 2 - օձիք, 3 - ընկույզ, 4 - ձող, 5 - ընկույզ, 6 - ուղիղ կենտրոն, 7 - թեւ, 8 - առջևի կենտրոն
Պտտումը գլխի լիսեռից դեպի աշխատանքային մաս տեղափոխելու համար օգտագործվում է 1-ին պտույտ (նկ. 13), լրակազմ.
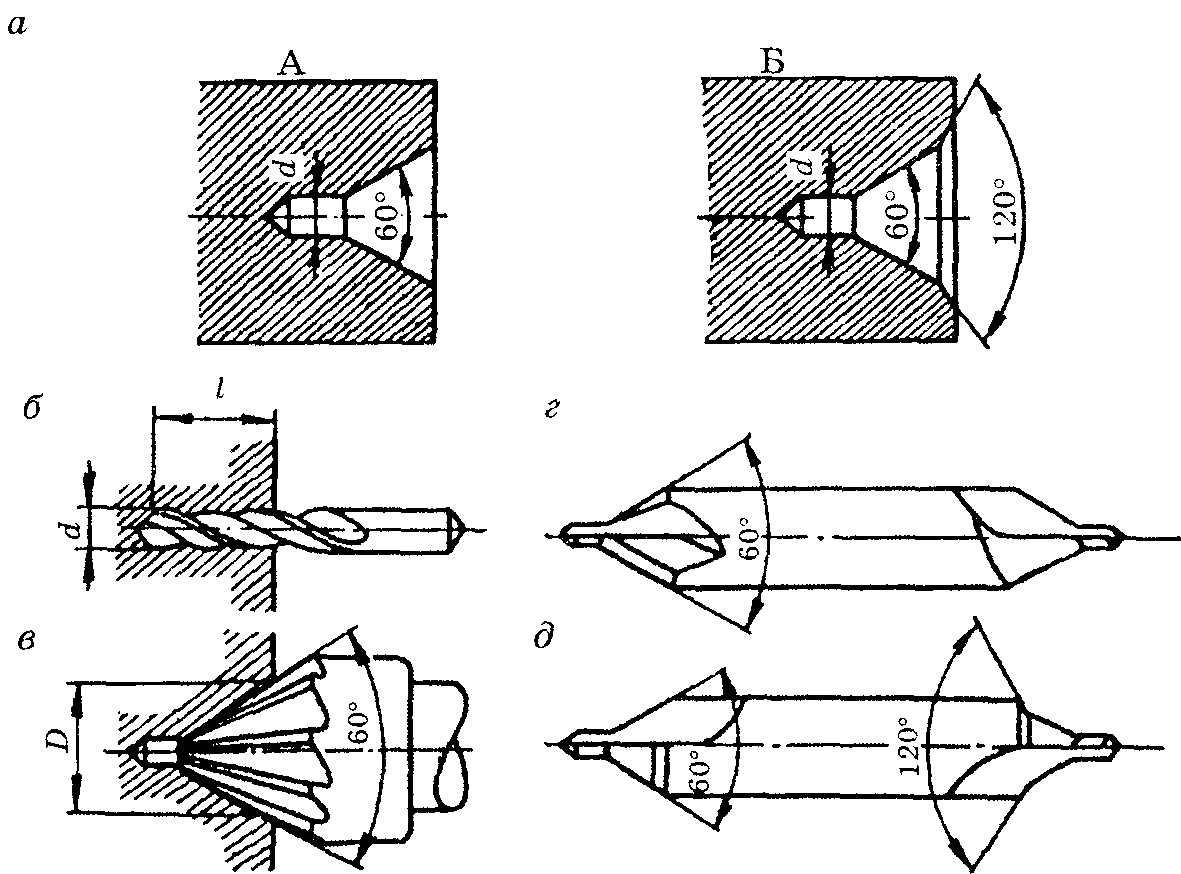
Նկ.14. Կենտրոնական անցքեր (a) և գործիք (b - գլանաձև գայլիկոն,գ - countersink, d, d - հորատման համակցություն)
ձուլված spindle-ի վրա և սեղմակ 2՝ ամրացված աշխատանքային մասի վրա:
Կենտրոնները տեղադրվում են մեքենայի լիսեռի և պոչամբարի մեջ: Ափի մեջ տեղադրված կենտրոնը պտտվում է աշխատանքային մասի հետ: Պոչամբարում տեղադրված պարզ կենտրոնը (Նկար 15, ա) չի պտտվում, հետևաբար ինքն իրեն մաշում է և մաշում է աշխատանքային մասի կենտրոնական անցքը: Մաշվածությունը կանխելու համար օգտագործվում է պտտվող կենտրոն (տես նկ. 7): Երբեմն օգտագործվում է. ծայրը կտրելիս կտրել կենտրոնը; հակադարձ կենտրոն (նկ. 15, բ) փոքր տրամագծով (մինչև 5 մմ) աշխատանքային մասերը շրջելիս:
![]()
Նկ.15. Շրջադարձային կենտրոններ՝ ա - պարզ կենտրոն (1 - կոն, 2 - պարանոց, 3 - կոն, 4 - սրունք); բ - հակադարձ կենտրոն
Ինչպես նաև այլ աշխատանքներ, որոնք կարող են հետաքրքրել ձեզ |
|||
| 58029. | Համաշխարհային գաղութային կայսրությունների ձևավորման ավարտը: Միջազգային հարաբերությունները 19-րդ դարի վերջին երրորդում | 122 ԿԲ | |
| Նպատակները՝ Հնդկաստանի մասին պատկերացում կազմել 19-րդ դարի երկրորդ կեսին. ծանոթանալ Հնդկաստանում բրիտանական գաղութային քաղաքականության սկզբունքներին. բացահայտել սեպուհական ապստամբության ընթացքի և արդյունքների պատճառները. ձևավորել իրենց սեփական դատողությունները սպիտակ մարդու բեռի գաղափարախոսության մասին... | |||
| 58030. | Հնդկաստան. Մշակութային-պատմական առանձնահատկություններ. Տնտեսական և աշխարհագրական բնութագրերը | 118 ԿԲ | |
| Նպատակը. ձևավորել ուսանողների ընդհանուր պատկերացումները Հնդկաստանի մշակույթի և տնտեսական առանձնահատկությունների մասին. զարգացնել ուսանողների՝ նյութն ինքնուրույն ընտրելու և վերլուծելու հմտությունները. շարունակել ընդհանրացնելու և եզրակացություններ անելու հմտությունների ձևավորումը. զարգացնել պատասխանատվությունը... | |||
| 58031. | Հին Հնդկաստան | 78,5 ԿԲ | |
| Ընթերցողի խոսքը՝ Shanovnі uchnі shogodnі mi ձեզ հետ pomandruєmo վրա Skhid դեպի tsіkavoї i հանելուկային Іndії: Նոր նյութի ներածություն Հնդկաստանի ռոբոտի աշխարհագրական դիրքը քարտեզով։ | |||
| 58032. | Zastosuvannya dієprikmetnik որպես հատուկ ձև dієslіv «Pidlіtkіv էկրանի հետևում հսկողության առանձնահատկությունները» նախագծերի պաշտպանության ժամանակ: | 1,94 ՄԲ | |
| ՄԵՏԱ. վերածվել սեր սովորելու՝ նախքան ուկրաիներենի անցնելը. Ես ստեղծում եմ նախաձեռնություն և տեսլական՝ ձեր առողջությունը բարելավելու և պաշտպանելու համար. զարգացնել սովորողների և սովորողների՝ լեզվի միջոցով հաղորդակցվելու ունակությունը կյանքի տարբեր իրավիճակներում... | |||
| 58033. | Պարզ և ծալովի առաջադրանքներ՝ տարածքի միավորների չափերը ներառելու համար | 58,5 ԿԲ | |
| Tsіlі: osvіtnі: ձևավորել խելացիների և սկսնակների թիվը, ավելի խելացի լուծել խնդիրները, վերլուծել մաթեմատիկական խնդիրները; զարգացում. զարգացնել տրամաբանական և ալգորիթմական գաղափարներ, գիտելիքներ և ինտելեկտուալ կարողություններ, խթանել զարգացումը, նվազեցնել ուսումը, փաստարկել ձեր կարծիքը... | |||
| 58034. | Գործընթացների մոդելավորման ինտեգրալի ներդրում | 2,54 ՄԲ | |
| Սկզբում սովորել և համակարգել ուսանողների գիտելիքները «Ինտեգրալ և յոգայի ուսումնասիրություն» թեմաներով. ձեռք բերել համախմբված գիտելիքներ ինտեգրալի երկրաչափական, ֆիզիկական և տնտեսական փոփոխության մասին. ինքնուրույն ձևավորել ուսանողների նորեկների գիտակցությունը՝ համակարգելու և խորացնելու գիտելիքները ... | |||
| 58035. | Ինտեգրալի կիրառում | 107 ԿԲ | |
| Նպատակը. Ընդհանրացնել և համակարգել գիտելիքները թեմայի վերաբերյալ Ինտեգրալի կիրառում: Հիմնական գիտելիքների ակտուալացում Հակաածանցյալի սահմանում; Անորոշ ինտեգրալի սահմանում; Ինտեգրալի սահմանում... | |||
| 58036. | ՆՇԱՆԱԿՎԱԾ ԻՆՏԵԳՐԱԼԻ ՆԿԱՐԱԳՐՈՒԹՅՈՒՆԸ | 558,5 ԿԲ | |
| Համախմբված գիտելիքներ ձեռք բերել ինտեգրալի երկրաչափական և ֆիզիկական փոփոխության վերաբերյալ: Ուսուցիչը արտասանում է խոսքի վերջը, որպեսզի հաստատունության ձևակերպումը լինի ճշմարիտ. Curvilinear trapezium կոչվում է Diya, որը փաթաթված է մինչև տարբերակումը Նախ մեկի համար, իսկ մյուս գործառույթները միայն վերանայվում են ... | |||
| 58037. | Արաբական նվաճում. Արաբական խալիֆայության ստեղծումը | 248,5 ԿԲ | |
| Վերանայեք ստեղծման պատմությունը Արաբական խալիֆայությունև իսլամի առաջացումը, ծանոթանալ իսլամական մշակույթի ամենավառ նվաճումներին; բարելավել պատմական քարտեզի հետ աշխատելու հմտությունները | |||
Վրա Տոկարնո պտուտակ կտրող մեքենա Գործողության պարզ սկզբունք. աշխատանքային մասը, որը սեղմված է հորիզոնական դիրքով, սկսում է պտտվել, իսկ կտրիչը, որը շարժական է, չի հանվում: ցանկալի նյութ. Բայց այս սկզբունքը կյանքի կոչելու համար անհրաժեշտ է մեխանիզմ, որը բաղկացած է մեծ թվովճշգրիտ համընկնող տարրեր: Խառատահաստոցները միավորում են ինը տեսակի հաստոցներ, որոնք տարբերվում են տարբեր ձևերով՝ դիզայնի դասավորությամբ, նպատակներով, ավտոմատացման աստիճանով։
Մեքենաների վրա հատուկ լրացուցիչ սարքերի օգտագործումը (ֆրեզման, հղկման, ճառագայթային անցքեր հորատելու համար) մեծապես ընդլայնում է սարքավորումների տեխնոլոգիական ֆունկցիոնալությունը:
Խառատահաստոցները՝ ավտոմատ և կիսաավտոմատ, բաժանվում են ուղղահայաց և հորիզոնական՝ կախված լիսեռի գտնվելու վայրից, որը կրում է մշակվող մասի աշխատանքային մասի տեղադրման հարմարանք: Ուղղահայաց մեքենաները հիմնականում օգտագործվում են մեծ չափերի և քաշի, բայց փոքր երկարության մասերի մշակման համար։ Ժամանակների ամենահայտնի խառատահաստոցները Սովետական Միություն- 16K20 և 1K62: Խառատահաստոցը նախատեսված է նյութերը կտրելու միջոցով մշակելու համար՝ հեղափոխության մարմինների տեսքով մասեր ստանալու համար։ Այսօր կան խառատահաստոցների մի քանի հիմնական տեսակներ. Առավել բազմակողմանի շրջադարձային խմբային տեխնիկան է պտուտակավոր խառատահաստոցներօգտագործվում է փոքր արտադրության մեջ: Իսկ պտուտակավոր խառատահաստոցները, իր հերթին, նույնպես բաժանվում են տեսակների.
Պտուտակ կտրող խառատահաստոց սարք
Պտուտակ կտրող խառատահաստոցունի իր սեփականը անհատական սարք. Սարքավորման հիմնական մարմինը ամրացված է, և գործիքը սկսում է իր աշխատանքը հատուկ գլխիկները սեղմելով: Այն մասը, որը ստացվում է վերամշակման ընթացքում, կարող է օգտագործվել նման գործողությունների համար: Այժմ շատերը կարծում են, որ պտուտակով կտրող խառատահաստոցի օգտագործումը օպտիմալ չէ: Նյութերի մշակումը կարելի է մեծացնել և իրականացնել ավելի մեծ արդյունավետությամբ։ Բայց աշխատանքից հետո արտադրողների կողմից ստացված տարրը սովորաբար բավարարվում է:Պտուտակահատ խառատահաստոց - կացիններ
Առանցքային պտուտակով կտրող խառատահաստոցՍա բավականին նոր սարքավորում է: Բայց, այնուամենայնիվ, նա արդեն հասցրել է ժողովրդականություն ձեռք բերել արդյունաբերական ոլորտի մասնագետների շրջանում։ Առանցքային խառատահաստոցը, որը այլ կերպ հայտնի է որպես RAM, համատեղում է սովորական խառատահաստոցների առանձնահատկությունները առանցքի ոճի կեռիկի հետ:Խառատահաստոցի վրա այս տեսակիԳործողության սկզբունքը բավականին պարզ է և հասկանալի նույնիսկ այն մարդկանց համար, ովքեր երբեք չեն հանդիպել արդյունաբերության: Այն պահին, երբ սարքավորումը միանում է մշակման ենթակա աշխատանքային մասին, այն սկսում է սահել իր մակերեսի վրա: Եվ այսպես, վերամշակումը դառնում է արագ, հեշտ և որակյալ:
CNC պտուտակով կտրող խառատահաստոց
Այս մեքենան կարող է փոխարինվել հին տեսարանսարքավորումներ. Բազմաձև և այլ CNC գործիքներն ունեն մի շարք առավելություններ. դրանք հեշտ է տեղադրվում և հեշտ է գործել: Նման տեխնիկան լրիվհամապատասխանում է այսօրվա աշխատատեղերի զարգացման միտումներին:
CNC պտուտակով կտրող խառատահաստոցների աշխատանքը շատ ավելի բարձր է, քան մյուսները գոյություն ունեցող տեսակներըսարքավորումներ այս դասը. Կարելի է նշել, որ նման մեքենաներ ձեռք բերող կազմակերպությունները հարյուր տոկոսով լուծում են իրենց արտադրողականության խնդիրները։ Պտուտակով կտրող խառատահաստոցը հեշտությամբ կարելի է համարել ամենաշատը ունիվերսալ մեքենաշրջադարձային խմբի բոլոր գոյություն ունեցող մեքենաներից: Օգտագործվում է տարբեր դետալների փոքրածավալ և միաձույլ արտադրության պայմաններում։ Այժմ իր բազմակողմանիության շնորհիվ վայելում է մեծ պահանջարկ ունեցողշատ կազմակերպություններում, որոնք աշխատում են մետաղամշակման արդյունաբերության մեջ:
Խառատահաստոցները թույլ են տալիս մշակել ներքին և արտաքին մակերեսները: Տեխնիկան հնարավորություն է տալիս մանրացնել տարբեր ձևերի մասերը (ձևավորված, կոնաձև, գլանաձև), կատարել հորատման, փորելու, փորելու անցքեր, ծայրերը կտրելու, ծակծկելու, պարուրելու և այլ գործողություններ: Նաև հատուկ տեխնիկայի օգտագործման հնարավորությունը ձեզ հնարավորություն կտա կատարել այլ աշխատանքներ։ Օրինակ, դուք կարող եք իրականացնել ֆրեզերային, մանրացնել, կտրել ատամները և այլն:
Պտուտակների կտրման տեխնոլոգիա, առաջին հերթին այն նախատեսված է միայնակ և փոքր արտադրության համար։ Բայց անհրաժեշտության դեպքում այն կարող է համալրվել լրացուցիչ սարքերով և սարքերով, որոնք հնարավորություն կտան ընդլայնվել մինչև զանգվածային արտադրության։ Զանգվածային արտադրության մեջ օգտագործվում են պտտվող և պտտվող կիսաավտոմատ մեքենաներ և ավտոմատ մեքենաներ։ Մեքենայի սպասարկումը ներառում է պարբերական կարգավորում, նյութի մատակարարում մեքենային և մշակման մասերի վերահսկում:
Կիսաավտոմատ մեքենայում բլանկների հեռացման և բեռնման հետ կապված շարժումները ավտոմատացված չեն: Աշխատանքի ավտոմատ կառավարում նման պտուտակավոր խառատահաստոցներիրականացվում է լիսեռի շնորհիվ, որտեղ տեղադրված են խցիկները:
Աշխատանքի նպատակը՝ ուսումնասիրել պտուտակահան խառատահաստոցի ընդհանուր սարքը, գործիքները, հարմարանքները և մեքենայի վրա կատարված աշխատանքի տեսակները. սովորեք որոշել մեքենայի ժամանակը շրջելիս:
Աշխատավայրի սարքավորումներ
1. Պտուտակ կտրող խառատահաստոց:
2. Շրջադարձային գործիքների հավաքածու:
3. Կցորդներ պտուտակահան խառատահաստոցի համար:
4. Ուղեցույցներ.
I. Պտուտակահատ խառատահաստոցի սարքը
Պտուտակով կտրող խառատահաստոցները բարձր արդյունավետությամբ և ամենատարածված մեքենաներն են: Մեքենան նախատեսված է տարբեր մետաղների և ոչ մետաղական նյութերի մշակման համար։ Մեքենայի վրա կատարվում են շրջադարձային բոլոր գործողություններ՝ ներքին գլանաձև և կոնաձև մակերևույթների արտաքին և փորվածքի պտտում, կտրում, փորում, խորտակման և փորման անցքեր, տարբեր թելերի կտրում և այլն: Մեքենայի վրա հիդրոպատճենահանող սարք օգտագործելով՝ կարող եք կատարել շրջադարձային և պատճենահանման աշխատանքներ: Պտուտակահատ խառատահաստոցները, ըստ մետաղահատ մեքենաների դասակարգման, պատկանում են I խմբին, տիպի 6 (օրինակ՝ հաստոցային մոդել 16K20)։
Նկ. 2.1-ը ցույց է տալիս պտուտակով կտրող խառատահաստոցի դիագրամը:
Մեքենայի բոլոր բաղադրիչների տեղադրման համար օգտագործվում է երկայնական պրիզմատիկ ուղեցույցներով շրջանակ 2: Մահճակալը ամրացված է պատվանդանների վրա։ Ձախ պատվանդան I-ում տեղադրված է մեքենայի հիմնական շարժիչի էլեկտրական շարժիչը, աջ պատվանդանի 12-ում՝ հովացուցիչ նյութի բաք և պոմպակայան: Գլխակալը 6-ը տեղադրված է առջևի պատվանդանի վերևում գտնվող շրջանակի վրա: Մեքենայի արագության տուփը և սնամեջ spindle-ը տեղադրված են գլխամասում: Փոխանցման տուփի մեխանիզմներն ու փոխանցումները թույլ են տալիս ստանալ պտուտակի տարբեր արագություններ՝ դրանով իսկ ապահովելով հիմնական շարժման արագությունը (V): Ափի վրա ամրացնող սարքերը (տեսախցիկի կցորդիչ, վարորդի կցորդիչ, պլանային լվացող սարք) ամրագրված են՝ մշակվող աշխատանքային մասին ոլորող մոմենտ փոխանցելու համար: Գլխակալի առջևի մասում տեղադրված է փոխանցման տուփի 5 մեխանիզմների կառավարման վահանակ:
5 6 7 8 9 10 11
Բրինձ. 2.1. Պտուտակով կտրող խառատահաստոցի սխեման
Մահճակալի առջևի մասում գլխի տակ ամրացված է սնուցման տուփ 3։ Տուփի մեջ տեղադրված են մեխանիզմներ և շարժակներ, որոնք թույլ են տալիս ստանալ տրամաչափերի շարժման տարբեր արագություններ։ Սնուցման տուփը փոխանցումատուփից պտտվող շարժում է ստանում փոխարինելի շարժակների օգնությամբ, որը կոչվում է կիթառ, որը գտնվում է 4-րդ տուփի շրջանակի ձախ ծայրում:
Երկայնական հենարանը 7 շարժվում է շրջանակի ուղեցույցների երկայնքով՝ ապահովելով կտրիչի երկայնական սնուցում (S pr): Աշխատանքային մասի պտտման առանցքին ուղղահայաց երկայնական հենարանի ուղեցույցների երկայնքով շարժվում է լայնակի կառքը, որի վրա տեղադրված է վերին հենարանը 9: Լայնակի սայլը լայնակի սնուցում է կտրիչին (S p): Վերին պտտվող հենարանը կարող է տեղադրվել աշխատանքային մասի պտտման առանցքի ցանկացած անկյան տակ, որն անհրաժեշտ է կոնաձև մակերեսները մշակելիս:
Վերին հենարանի վրա տեղադրված է չորս դիրքով պտտվող գործիքակալ 8, որի մեջ կարող են միաժամանակ տեղադրվել չորս կտրիչներ: Երկայնական տրամաչափին կցված է գոգնոց 10: Գոգնոցում ամրացված են մեխանիզմներ և շարժակներ, որոնք կապարագլանափաթեթի կամ կապարի պտուտակի պտտվող շարժումը վերածում են տրամաչափերի թարգմանական շարժման: Հոսող գլանակը (երկայնական ճեղքավոր ակոսով) և հոսող պտուտակը (արտաքին թելով) գտնվում են շրջանակի երկայնքով և ստանում են պտտվող շարժում սնուցման տուփից։ Գոգնոցի մեխանիզմը նախագծված է այնպես, որ տրամաչափի շարժումը կարող է իրականացվել կա՛մ կապարագլանից՝ սահուն պտտման համար, կա՛մ կապարի պտուտակից՝ պարուրելու համար:
Պոչամբարը 11 տեղադրված է շրջանակի աջ կողմում և շարժվում է իր ուղեցույցների երկայնքով: Պոչամբարը կարող է համալրված լինել հետևի կենտրոնով կամ անցքերի մշակման գործիքով (փորվածքներ, հակասուզիչներ, ռեամերներ): Պոչամբարի մարմինը հիմքի համեմատ տեղաշարժված է լայնակի ուղղությամբ, որն անհրաժեշտ է արտաքին երկար կոնաձև մակերեսները շրջելիս:
Նորմալ աշխատանքային պայմաններ ապահովելու համար մեքենան հագեցած է անհատական լուսավորությամբ և հատուկ պաշտպանիչ էկրանով, որը պաշտպանում է աշխատողին չիպերի անկումից վնասվածքներից:
Պտուտակով կտրող խառատահաստոցներն ունեն հետևյալ հարմարանքները և աքսեսուարները՝ ճարմանդներ, կենտրոններ, մեքենա վարող, կայուն հենարաններ և պատճենահանողներ:
Ցանկացած պտուտակահատ խառատահաստոց (սեղան, ունիվերսալ, CNC) սարքավորում է, որով կատարվում է մետաղական իրերի և այլ նյութերի պտտում։
1 Պտուտակահատ խառատահաստոցի սարքը` հիմնական բաղադրիչներն ու մեխանիզմները
Պտուտակահատման ունիվերսալ խառատահաստոցները հնարավորություն են տալիս իրականացնել այնպիսի տեսակի մետաղամշակման աշխատանքներ, ինչպիսիք են.
- reaming անցքեր;
- ձևավորված, կոնաձև, գլանաձև մակերևույթների պտտում և փորում;
- reaming;
- ծայրերի մշակում և կտրում;
- թելերի կտրում;
- հորատում.
Այս խմբի բոլոր մեքենաներն ունեն միանման սարք: Նրանց հիմնական հավաքման միավորները հետևյալ հանգույցներն են.
- տրամաչափ;
- ճակատ և;
- փոխանցումատուփ;
- մահճակալ;
- spindle;
- էլեկտրական մեկնարկային սարքավորումներ;
- պահարաններ;
- Փոխարինելի տիպի կիթառի շարժակներ;
- վազող ակ;
- գոգնոց;
- փոխանցումատուփ;
- կապարի պտուտակ ( դրա առկայությունն է, որ տարբերում է պտուտակով կտրող շրջադարձային միավորը սովորական շրջադարձից).
Հատկանշական է, որ դիտարկվող մեքենաների բոլոր բաղկացուցիչ տարրերը ոչ միայն ունեն նույն նպատակն ու անվանումը, այլև տեղակայված են նույն վայրերում։
Սա նշանակում է, որ 1970-ականներին Կրասնի Պրոլետարական գործարանի կողմից արտադրված 16K20 միավորը և Չելյաբինսկի Ստանկոմաշ ԲԲԸ-ից նման են միմյանց, ինչպես երկու եղբայրներ: Նույնիսկ պտուտակով կտրող խառատահաստոցի սխեման թվային թվով ծրագրի կառավարում(օրինակ,) տարբերվում է հին մոդելներից միայն այս նույն CNC-ի առկայությամբ:

Բացի հիմնական ագրեգատներից, պտուտակահան խմբի ագրեգատներն ունեն մի շարք հսկիչ բռնակներ, որոնցով օպերատորն իր աշխատանքը կատարում է մեքենայի վրա։ Առկա են հետևյալ բռնակները.
- spindle արագության փոփոխություններ;
- կտրվող թելի բարձրության և սնուցման կարգավորում;
- թելերի բարձր կամ նորմալ քայլի տեղադրում;
- սահնակի շարժումը (երկայնական և լայնակի);
- վերին սլայդի շարժում;
- միացրեք և անջատեք կապարի պտուտակը (նրա ընկույզները);
- թելի կատարման ուղղության ընտրություն (աջ կամ ձախ);
- միացնել և դադարեցնել հիմնական էլեկտրական շարժիչը;
- կեռիկի ամրացում;
- սկսել ավտոմատ երկայնական սնուցում;
- պտուտակի շարժումը (այս բռնակը սովորաբար կոչվում է ղեկ);
- սկսել և դադարեցնել կերակրումը;
- տրամաչափը արագ շարժման ռեժիմին անցնելը.
- պոչամբարի ամրացում;
- spindle կանգառը և ուղղության փոփոխությունը տրված տարրմեքենա.
2 Պտուտակահան խմբի ագրեգատների դասակարգման սկզբունքները
Նկարագրված սարքավորումները բաժանված են մի քանի տեսակների ըստ երեք տեխնիկական բնութագրերի.
- մեքենայի քաշը;
- արտադրանքի առավելագույն երկարությունը, որը կարող է մշակվել որոշակի միավորի վրա.
- մասի առավելագույն տրամագիծը, որը մեքենան կարող է կարգավորել:
Աշխատանքային մասի ամենաերկար երկարությունը, որը կարելի է մշակել, կախված է խառատահաստոցի կենտրոնների միջև եղած տարածությունից: Շարք առավելագույն հատվածներՄեր դիտարկած սարքավորումների մշակումը սկսվում է 100 միլիմետր տրամագծով և ավարտվում 4000 միլիմետր տրամագծով: Կարևոր է իմանալ, որ աշխատանքային մասի նույն թույլատրելի հատվածով տարբեր մեքենաներ հաճախ բնութագրվում են աշխատանքային մասի տարբեր երկարություններով:
Ըստ քաշի, բոլոր պտուտակահան սարքավորումները բաժանված են չորս դասի.
- մինչև 400 տոննա ծանր մեքենաներ ( ամենամեծ տրամագիծըդրանցում մշակման համար նախատեսված մասերը 1600–4000 մմ են);
- մինչև 15 տոննա - մեծ (տրամագիծը տատանվում է 600-ից 1250 մմ);
- մինչև 4 տոննա - միջին (250-ից մինչև 500 մմ);
- մինչև 0,5 տոննա - թեթև (100-ից մինչև 200 մմ):

Թեթև մեքենաները սովորաբար հասկացվում են որպես դրանց աշխատասեղանի փոփոխություններ, որոնք օգտագործվում են տնային արհեստավորների կողմից մասնավոր նպատակների և փոքր բիզնեսի համար.
- բույսերի փորձարարական և փորձարարական հատվածներ;
- ժամացույցի ընկերություններ;
- գործիքային ընկերություններ.
Ծանր և խոշոր ագրեգատները սովորաբար օգտագործվում են էներգիայի և ծանր ճարտարագիտության մեջ: Դրանք նաև օգտագործվում են տարբեր մեխանիզմների հատուկ մշակման համար.
- տուրբինային ռոտորներ;
- երկաթուղային վագոնների անիվների զույգեր;
- տարրեր մետալուրգիական գործարաններում.
Շրջադարձային գործողությունների մեծ մասը կատարվում է հետ կապված կայանքների վրա միջին խումբ. Նրանց բաժին է ընկնում մետաղամշակման բոլոր աշխատանքների մոտ 80 տոկոսը։ Դրանք թույլ են տալիս իրականացնել կիսաֆինանսական և հարդարման աշխատանքներ, կտրել տարբեր բնույթի թելեր։
Նման մեքենաների դիզայնը բնութագրվում է աշխատանքային գործիքի սնուցման մեծ տեսականիով և պտտվող արագությամբ, բավարար կոշտությամբ: Դրանք հագեցված են ընդունելի հզորության էլեկտրական շարժիչներով, ինչը հնարավորություն է տալիս մետաղի և այլ ապրանքների մշակումը շատ խնայող ռեժիմներով՝ օգտագործելով գերկարծր համաձուլվածքներից և կոշտ նյութերից պատրաստված գործիքները:
Բացի այդ, միջին քաշի ստորաբաժանումները հագեցած են բազմաթիվ հատուկ սարքերով, որպեսզի ընդլայնեն իրենց տեխնոլոգիական ներուժը: Նման «զանգերն ու սուլիչները» բարձրացնում են պտտվող ագրեգատների վրա աշխատանքային մասի մշակման որակը և հեշտացնում պտտվողների աշխատանքը: Այս սարքերի շնորհիվ մեքենաները դառնում են բազմապատիկ ավելի ավտոմատացված և հարմար օգտագործման համար:
ԽՍՀՄ-ում ծրագրային հսկողությամբ (CNC) խառատահաստոցները պատրաստվում էին բավականին ակտիվ։ Նման մեքենաների արտադրությունն իրականացրել է Լենինգրադի գործարանը (մոդել LA155), Կույբիշևը (16B16) և այլն։ Սովորաբար օգտագործվում են CNC մեքենաներ խոշոր ձեռնարկություններարտադրվող ապրանքների մեծ տեսականի բազմաֆունկցիոնալ մշակման մեջ փոքր խմբաքանակներով(ոչ ավելի, քան մի քանի հարյուր կտոր): Մետաղագործության բարձր կրկնելիությունը և փոխարկման կարճ ժամանակները CNC մեքենաներն անփոխարինելի են դարձնում այս իրավիճակում:
3 Պտուտակահան խմբի մեքենաների վրա աշխատելու ընդհանուր մեթոդներ
Ամենից հաճախ վրա շրջադարձային սարքավորումներարտադրել գլանաձև արտաքին մակերևույթների մշակում (օգտագործելով կտրիչներ): Այս դեպքում հատվածը մտցվում է քարթրիջի մեջ 7-ից 12 միլիմետր թույլատրելիությամբ (հասկանալի է, որ արտադրանքի պահանջվող երկարությունը պակաս կլինի հենց նշված քանակով): Նման «պահուստի» անհրաժեշտությունը պայմանավորված է նրանով, որ պտտիչը պետք է կտրի պատրաստի աշխատանքային մասը, ինչպես նաև մշակի դրա ծայրերը:
![]()
Ծայրամասը կտրելու համար օգտագործեք կայուն կամ ուղիղ միջով, ինչպես նաև կտրող կտրիչներ: Մետաղական շերտը վերջի մակերեսից հեռացվում է շարժվելով կտրիչի միջոցովլայնակի ուղղությամբ. Եթե օգտագործվում է խփող գործիք, ապա մասը մշակվում է կենտրոնից՝ երկայնական ուղղությամբ: Արտադրանքի վրա փոքր ծայրերը կտրելու և պտտելու գործողությունը կատարելու համար սովորաբար օգտագործվում է հարվածային կտրիչ:
Երբ պտուտակով կտրող խառատահաստոցը ակոսավորում է մշակման մասի արտաքին մասում, օպերատորն օգտագործում է հատուկ ակոսավոր գործիքներ: Նրանք աշխատում են նրանց հետ ցածր արագությամբ (համեմատած ծայրերը կտրելու ընթացակարգի հետ, spindle արագությունը սահմանված է 4–5 անգամ ավելի ցածր): Միևնույն ժամանակ, ակոսները կտրվում են առանց որևէ ջանքի, հնարավորինս սահուն և փափուկ:

Նույն սկզբունքը վերաբերում է կտրմանը: պատրաստի արտադրանք. Այս գործողությունն ավարտվում է այն պահին, երբ կամրջի հատվածը աշխատանքային մասի վրա կազմում է մոտ 2,5 միլիմետր: Դրանից հետո միավորը դադարում է, կտրիչը հանվում է բնիկից, այնուհետև ապրանքը պարզապես կոտրվում է:
Մենք նաև խորհուրդ ենք տալիս
 Ինչպես պատրաստել առողջ բանանային սմուզի
Ինչպես պատրաստել առողջ բանանային սմուզի
 Ծնեբեկի բերքահավաք ձմեռային բաղադրատոմսեր տանը պատրաստելու համար
Ծնեբեկի բերքահավաք ձմեռային բաղադրատոմսեր տանը պատրաստելու համար
 Հավի կարկանդակ ցուկկինիով և կաթնաշոռով Dukan's բաղադրատոմսեր ցուկկինի կարկանդակ կաթնաշոռով
Հավի կարկանդակ ցուկկինիով և կաթնաշոռով Dukan's բաղադրատոմսեր ցուկկինի կարկանդակ կաթնաշոռով
 Մեղրաբլիթ գլազուրով
Մեղրաբլիթ գլազուրով
 Ինչպես պատրաստել աղցան ծովախեցգետնի ձողերով և գազարով
Ինչպես պատրաստել աղցան ծովախեցգետնի ձողերով և գազարով
 Կաղամբի աղցան բուլղարական պղպեղով - լավագույն բաղադրատոմսերը
Կաղամբի աղցան բուլղարական պղպեղով - լավագույն բաղադրատոմսերը