կտրման ռեժիմներ. Կոպիտ պտտման ժամանակ սնուցումները դարձան կարբիդային կտրիչներ՝ առանց լրացուցիչ կտրող եզրի: Նավթի և գազի մեծ հանրագիտարան
Պտտումը կարող է իրականացվել մեխանիկական սնուցմամբ, քանի որ մշակված կոնի գեներատորը զուգահեռ է կտրիչի երկայնական սնուցման ուղղությանը:
Պատճենահանման տեխնոլոգիական ցիկլը օգտագործվում է աստիճանավոր, կոնաձև և կոր մակերեսների մշակման համար, որոնք պահանջում են կտրիչի երկայնական սնուցում: Մակերեւութային մշակման վերջում կտրիչը հետ է քաշվում մասից, և տրամաչափը վերադառնում է իր սկզբնական դիրքին:
| Թել կտրող մեքենայի ընդհանուր ցուցիչ. |
Երկայնական հենարանը 7, որը տեղադրված է մահճակալի ուղեցույցների վրա, շարժվում է դրանց երկայնքով և ապահովում կտրիչի երկայնական սնուցումը: Խաչաձեւ վագոնն ապահովում է կտրիչին խաչաձեւ սնուցում: Վերին պտտվող հենարանը կարող է տեղադրվել աշխատանքային մասի պտտման առանցքի ցանկացած անկյան տակ, որն անհրաժեշտ է մշակման մասերի կոնաձև մակերեսները մշակելիս:
| Ձևավորված աշխատանքային մասի պտտման սխեմա. |
Պոչամբարի մարմնի լայնակի տեղաշարժից հետո մինչև 15 - 20 մմ չափով h, մշակված կոնի գեներացիան զուգահեռ է կտրիչի երկայնական սնուցման ուղղությանը, ուստի շրջադարձը կարող է իրականացվել մեխանիկական սնուցմամբ: .
| Խոհարարության շրջադարձային սխեմա. |
Պոչամբարի մարմնի լայնակի տեղաշարժից հետո h արժեքով (մինչև 15 - 20 մմ), մշակված կոնի գեներատորը զուգահեռ է կտրիչի երկայնական սնուցման ուղղությանը, ուստի շրջադարձը կարող է իրականացվել մեխանիկական եղանակով: կերակրել.
Խառատահաստոցի վրա պարուրելու համար անհրաժեշտ է, որ լիսեռի պտտման արագությունը խստորեն կապված լինի տրամաչափի շարժման արագության հետ, քանի որ կտրիչի երկայնական սնուցումը լիսեռի մեկ պտույտում պետք է ճիշտ համապատասխանի թելի բարձրությանը: կտրված լինելը։
Կտրված մետաղի շերտի հաստությունը մեծապես ազդում է անկանոնությունների մեծության վրա։ Կտրված շերտի հաստությունը որոշվում է կտրիչի երկայնական սնուցմամբ: Եթե կտրման գործընթացում առաձգական-պլաստիկ դեֆորմացիաներ չլինեին, ապա անկանոնությունների բարձրությունը հեշտությամբ կարելի էր հաշվարկել. երկրաչափական ձևկտրիչի վերին մասը:
Աշխատանքի մեկնարկից 1 րոպե հետո անջատեք կտրիչի երկայնական սնուցումը, կտրիչը հեռացրեք աշխատանքային մասից և արագ պտտեք գործիքի պահարանը 90 կամ 180-ով, մինչև կտրիչի ծայրը դիպչի ցուցիչի ծայրին:
Շրջանակի մեջ գտնվող ադամանդների համար երկայնական սնուցումները պետք է ավելի քիչ լինեն, քան մատիտները, և նույնիսկ ավելի քիչ՝ կտրված ադամանդների համար: Օրինակ՝ ադամանդե կտրիչներով բազմաթելային թելահղկող անիվները հագցնելիս կտրիչի երկայնական սնուցումը պետք է լինի ոչ ավելի, քան 0 05 մ/րոպե: Հագնվելու գործընթացի ավարտին խորհուրդ է տրվում կատարել մեկ կամ երկու անցումներ առանց խաչաձև սնուցման՝ նվազեցնելով երկայնական կերակրման քանակը։
Սարքը նախատեսված է հաստատուն անկյունով ձանձրալի կոնաձև անցքերի համար a. Սարքը ամրացված է մեքենայի երեսպատման ճառագայթային հենարանի վրա: Պտուտակ 3-ի պտույտը կատարվում է կտրիչի երկայնական սնուցմամբ: Պտուտակի երկրորդ ծայրում տեղադրվում է աստղանիշ 1, որը, ատամով ցատկելով տրամաչափի յուրաքանչյուր պտույտի վրա, կատարում է ավտոմատ երկայնական սնուցում:
Որպեսզի մշակվի մշակված մասը կտրելով և դրա արդյունքում ստացվի որոշակի մասի մշակված մակերեսները, մշակված մասը և կիրառվող կտրող գործիքպետք է կատարել որոշակի շարժումներ. Այս շարժումները բաժանվում են հիմնական (ծառայում են կտրման գործընթացի իրականացման համար) և օժանդակ (ծառայում են կտրման գործընթացին նախապատրաստվելու և գործողությունը ավարտելու համար): Երկու հիմնական շարժում կա.
- կտրող շարժում (կամ հիմնական շարժում);
- կերակրման շարժում.
Խառատահաստոցի վրա մշակելիս կտրող շարժումը՝ պտտվող, կատարվում է մշակման մասով, որն այս կամ այն կերպ ամրացվում է մեքենայի լիսեռին, իսկ սնուցման շարժումը՝ թարգմանական, ստանում է գործիքի մեջ կոշտ ամրացված կտրող գործիք (հատիչ)։ կրող. Շարժումը հնարավորություն է տալիս կտրելու գործընթացը (չիպի ձևավորում), սնուցման շարժումը հնարավորություն է տալիս այս պրոցեսը (մշակումը) անցկացնել աշխատանքային մասի ողջ երկարությամբ (նկ. Մաս 16)։
Կտրման խորությունը (տ)- կտրված շերտի արժեքը մեկ անցումով, որը չափվում է մշակված մակերեսին ուղղահայաց ուղղությամբ: Կտրման խորությունը միշտ ուղղահայաց է կերակրման ուղղությանը (տես նաև նկ. 11-14): Արտաքին երկայնական շրջադարձով (նկ. 16) դա կիսով չափ տարբերություն է աշխատանքային մասի տրամագծի և մեկ անցումից հետո ստացված մշակված մակերեսի տրամագծի միջև.
Կտրման արագությունυ - կետի շարժման չափը կտրող եզրմակերեսի համեմատ մեկ միավորի ժամանակի ընթացքում կտրող շարժման իրականացման գործընթացում *:
Պտտվելիս, երբ մշակված մասը պտտվում է n rpm հաճախականությամբ, կտրման արագությունը կտրող եզրի MK կետերում կլինի փոփոխական արժեք: Առավելագույն արագություն.
որտեղ D-ն մակերեսի ամենամեծ տրամագիծն է մմ-ով:
* Կտրման արագությունը աշխատանքային մասի պտտման արագության և գործիքի շարժման (սնման) արագության ֆունկցիան է:
Եթե արագությունը հայտնի է, ապա հեշտ է որոշել պտտման արագությունը.
Երկայնական շրջադարձով կտրման արագությունը հաստատուն արժեք ունի ամբողջ կտրման ժամանակի ընթացքում (եթե աշխատանքային մասի տրամագիծն ամբողջ երկարությամբ նույնն է, իսկ պտտման արագությունը՝ անփոփոխ): Ծայրը կտրելիս, երբ կտրիչը շարժվում է աշխատանքային մասի ծայրամասից դեպի կենտրոն, հաստատուն արագությամբ կտրման արագությունը փոփոխական է:Նա ունի ամենաբարձր արժեքըծայրամասում և կենտրոնում հավասար է զրոյի (նկ. 17): Կտրման արագությունը նույնպես փոփոխական կլինի մշակված մակերեսի երկայնքով բաժանման ժամանակ (տես նկ. 14): Այնուամենայնիվ, այս դեպքերում հաշվի առեք Մաքսիմում արագությունկտրում.

Ներկայացման ս(ավելի ճիշտ՝ սնուցման արագություն) - կտրող եզրի շարժման քանակությունը մշակված մակերեսի համեմատ մեկ միավոր ժամանակում՝ կերակրման շարժման ուղղությամբ: Շրջելիս դա կարող է լինել երկայնական սնուցումերբ կտրիչը շարժվում է աշխատանքային մասի առանցքին զուգահեռ ուղղությամբ (տես նկ. 16); խաչաձեւ սնուցումերբ կտրիչը շարժվում է աշխատանքային մասի առանցքին ուղղահայաց ուղղությամբ (տես նկ. 17), և թեք կերակրում- աշխատանքային մասի առանցքի անկյան տակ (օրինակ, կոնաձև մակերեսը պտտելիս):
Տարբերակել սկիպիդարը մեկ հերթովաշխատանքային մաս, այսինքն՝ կտրիչի հարաբերական շարժման չափը մշակման մասի մեկ պտույտի ընթացքում (I դիրքից կտրիչը տեղափոխվեց II դիրք, Նկար 16), և րոպե կերակրում, այսինքն՝ կտրիչի հարաբերական շարժման արժեքը 1 րոպեի ընթացքում։ Րոպե կերակրումը նշվում է S m-ով (մմ / րոպե), իսկ սնուցումը մեկ պտույտով - վ (մմ / պտույտ): Նրանց միջեւ կա հետեւյալ հարաբերությունը.
Դեպի հիմնական
բաժին երրորդ
Մետաղների կտրման տեսության հիմունքները.
Կտրման տվյալների ընտրություն
Գլուխ VI
Մետաղների կտրման տեսության հիմունքները
Մետաղների կտրման տեսության հիմնադիրներն են եղել ռուս ականավոր գիտնականներ Ի.Ա. Թայմը (1838-1920 թթ.), Կ.Ա. Զվորիկինը (1861-1928 թթ.), Յա.Գ. համաշխարհային ճանաչումը դեռ չի կորցրել իրենց արժեքը։ Սակայն հետամնաց ցարական Ռուսաստանի պայմաններում այս բոլոր աշխատանքները չգտան գործնական կիրառությունքանի որ արդյունաբերությունը թերզարգացած էր։
Մետաղահատման գիտությունը լայն տարածում գտավ միայն Հոկտեմբերյան սոցիալիստական մեծ հեղափոխությունից հետո, հատկապես խորհրդային հնգամյա պլանների ժամանակ, երբ գիտությունը դրվեց սոցիալիստական արդյունաբերության ծառայությանը։
Խորհրդային գիտնականներ Վ.Դ.Կուզնեցովը, Վ.Ա.Կրիվուխովը, Ի.Մ.Բեզպրոզվաննին, Ա. տարբերակիչ հատկանիշորը գիտության սերտ համագործակցությունն է արտադրության, գիտնականների՝ արտադրության նորարարների հետ։
Մետաղների կտրման գիտության զարգացման մեջ կարևոր դեր է խաղացել արտադրության մեջ նորարարների շարժումը։ Աշխատանքի արտադրողականությունը բարձրացնելու նպատակով արտադրության ղեկավարները սկսեցին փնտրել կտրման պայմանները բարելավելու նոր ուղիներ. նրանք ստեղծեցին կտրող գործիքների նոր երկրաչափություն, փոխեցին կտրման պայմանները, յուրացրին նորը։ կտրող նյութեր. Յուրաքանչյուրը աշխատավայր Turner-novator-ը դարձել է փոքր լաբորատորիայի՝ կտրման գործընթացի ուսումնասիրման համար։
Փորձի լայն փոխանակումը, որը հնարավոր էր միայն սոցիալիստական տնտեսության պայմաններում, և սերտ համագործակցությունը արտադրության և գիտության առաջատար աշխատողների միջև, ապահովեցին մետաղների կտրման գիտության արագ զարգացումը։
1. Կտրիչի աշխատանք
Վեջը և նրա աշխատանքը. Ցանկացած կտրող գործիքի աշխատանքային մասն է սեպ(նկ. 44): Կիրառվող ուժի ազդեցությամբ սեպի ծայրը կտրում է մետաղը։
Որքան սուր է սեպը, այսինքն՝ որքան փոքր է նրա կողքերի ձևավորված անկյունը, այնքան քիչ ուժ է պահանջվում այն մետաղի մեջ կտրելու համար։ Սեպի կողմերով կազմված անկյունը կոչվում է կոն անկյունև նշվում է հունարեն β տառով ( բետա): Հետևաբար, որքան փոքր է β կոնի անկյունը, այնքան սեպն ավելի հեշտ է թափանցում մետաղի մեջ, և, ընդհակառակը, որքան մեծ է β կոնի անկյունը, այնքան մեծ ուժ պետք է գործադրվի մետաղը կտրելու համար։ Կոնության անկյունը նշանակելիս անհրաժեշտ է հաշվի առնել մշակվող մետաղի մեխանիկական հատկությունները։ Եթե դուք կոշտ մետաղ եք կտրում փոքր սրման անկյուն ունեցող β կտրիչով, ապա բարակ սայրը չի դիմանա և կփշրվի կամ կկոտրվի: Հետևաբար, կախված մշակվող մետաղի կարծրությունից, նշանակվում է սեպերի սրման համապատասխան անկյուն:
Մշակվող մետաղի շերտը, որը գտնվում է անմիջապես կտրիչի դիմաց, շարունակաբար սեղմվում է իր առջևի մակերեսով: Երբ կտրիչի ուժը գերազանցում է մետաղի մասնիկների կպչուն ուժը, սեղմված տարրը կտրվում է և սեպի առջևի մակերեսով տեղափոխվում դեպի վեր: Կտրիչը, առաջ շարժվելով կիրառվող ուժի ազդեցության տակ, կշարունակի սեղմվել, չիպվել և տեղաշարժվել առանձին տարրերորոնցից առաջանում են չիպսեր։
Հիմնական շարժումները շրջադարձի մեջ. Խառատահաստոցների վրա հաստոցներ մշակելիս աշխատանքային մասը պտտվում է, և կտրիչը շարժում է ստանում երկայնական կամ լայնակի ուղղությամբ: Աշխատանքային մասի պտույտը կոչվում է հիմնական շարժումըև կտրիչի շարժումը մասի նկատմամբ - կերակրման շարժում(նկ. 45):

2. Պտտվող գործիքի հիմնական մասերն ու տարրերը
Կտրիչը բաղկացած է երկու հիմնական մասից՝ գլխից և մարմնից (ձող) (նկ. 46): Գլուխդա կտրիչի աշխատանքային (կտրող) մասն է. մարմինըծառայում է կտրիչը գործիքակալում ամրացնելու համար:

Գլուխը բաղկացած է հետևյալ տարրերից. առջեւի մակերեսը, որի երկայնքով չիպսերը դուրս են գալիս, և հետևի մակերեսներըդեմքով դեպի աշխատանքային մասը: Կտրող մակերեսին նայող հետևի մակերեսներից մեկը կոչվում է հիմնական; մյուսը, դեմքով դեպի մշակված մակերեսը, - օժանդակ.
Կտրող եզրերը ձեռք են բերվում առջևի և հետևի մակերեսների խաչմերուկից: Տարբերել տունԵվ օժանդակ կտրող եզր. Կտրման աշխատանքների մեծ մասը կատարվում է հիմնական կտրող եզրով:
Հիմնական և երկրորդական կտրող եզրերի խաչմերուկը կոչվում է կտրիչի ծայրը.
3. Մակերեւութային բուժում
Աշխատանքային մասի վրա առանձնանում են երեք տեսակի մակերեսներ (նկ. 47)՝ մեքենայացված, մշակված և կտրող մակերես։

մշակվածմակերեսը աշխատանքային մասի մակերեսն է, որից հեռացվում են չիպսերը:
Մակերեւութային մշակվածկոչվում է չիպի հեռացումից հետո ստացված մասի մակերեսը:
կտրող մակերեսկոչվում է մակերես, որը ձևավորվում է աշխատանքային մասի վրա կտրիչի հիմնական կտրող եզրով:
Անհրաժեշտ է նաև տարբերակել կտրող հարթությունը բազային հարթությունից:
կտրող ինքնաթիռկոչվում է հարթություն, որը շոշափում է կտրող մակերեսը և անցնում է կտրիչի կտրող եզրով:
Հիմնական ինքնաթիռկոչվում է հարթություն, որը զուգահեռ է կտրիչի երկայնական և լայնակի սնուցումներին: Խառատահաստոցների համար այն համընկնում է գործիքակալի հորիզոնական աջակցության մակերեսի հետ:
4. Կտրող անկյունները և դրանց նպատակը
Կտրիչի աշխատանքային մասի անկյունները մեծապես ազդում են կտրման գործընթացի հոսքի վրա:
Ընտրելով կտրիչի ճիշտ անկյունները, դուք կարող եք զգալիորեն մեծացնել դրա շարունակական աշխատանքի տևողությունը մինչև բութացում (դիմացկունություն) և մշակել ժամանակի միավորի համար (րոպեում կամ ժամում): մեծ քանակությամբմանրամասներ.
Կտրիչի վրա ազդող կտրող ուժը, պահանջվող հզորությունը, մշակված մակերեսի որակը և այլն նույնպես կախված են կտրիչի անկյունների ընտրությունից։ Այդ իսկ պատճառով յուրաքանչյուր պտտող պետք է լավ ուսումնասիրի սրող անկյուններից յուրաքանչյուրի նպատակը։ կտրիչը և կարողանալ ճիշտ ընտրել դրանց առավել շահավետ արժեքը:
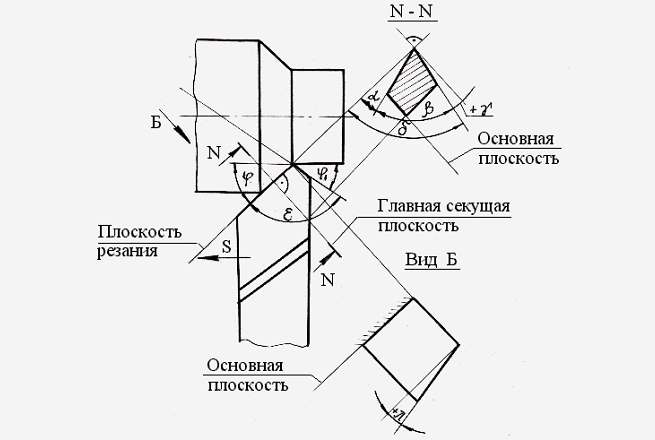
Կտրիչի անկյունները (նկ. 48) կարելի է բաժանել հիմնական անկյունների՝ հատակագծի կտրիչի անկյունների և հիմնական կտրող եզրի թեքության անկյունների։
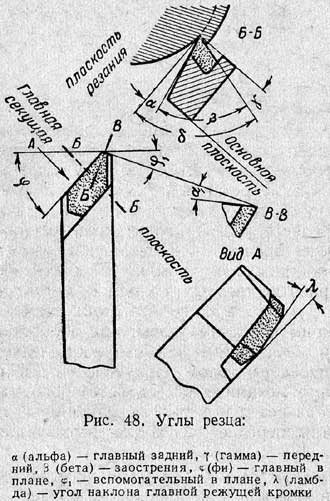
Հիմնական անկյունները ներառում են՝ հետևի անկյունը, առջևի անկյունը և կոնի անկյունը; հատակագծի կտրիչի անկյունները ներառում են հիմնական և օժանդակ:
Կտրիչի հիմնական անկյունները պետք է չափվեն հիմնական կտրող հարթությունում, որն ուղղահայաց է կտրող հարթությանը և հիմնական հարթությանը:
Կտրիչի աշխատանքային մասը սեպ է (ստվերված նկ. 48-ում), որի ձևը բնութագրվում է կտրիչի առջևի և հիմնական հետևի մակերևույթների միջև եղած անկյունով։ Այս անկյունը կոչվում է կոն անկյունև նշվում է հունարեն β (բետա) տառով։
հետևի անկյուն α ( ալֆա) անկյունն է հիմնական թևի և կտրող հարթության միջև:
Անջատման α անկյունը ծառայում է նվազեցնելու շփումը կտրիչի հետևի մակերեսի և աշխատանքային մասի միջև: Շփումը նվազեցնելով՝ մենք դրանով իսկ նվազեցնում ենք կտրիչի տաքացումը, որը դրա շնորհիվ ավելի քիչ է մաշվում։ Այնուամենայնիվ, եթե ռելիեֆի անկյունը մեծապես մեծանում է, կտրիչը թուլանում է և արագորեն ոչնչացվում:
ճակատային անկյուն γ ( գամմա) կտրողի առջևի մակերեսի և կտրող հարթությանը ուղղահայաց հարթության միջև ընկած անկյունն է, որը գծված է հիմնական կտրող եզրով:
Գլխի անկյունը γ կարևոր դեր է խաղում չիպի ձևավորման գործընթացում: Թափքի անկյան մեծացմամբ ավելի հեշտ է կտրիչը մետաղի մեջ կտրել, կտրված շերտի դեֆորմացիան կրճատվում է, չիպի հոսքը բարելավվում է, կտրող ուժը և էներգիայի սպառումը նվազում են, և մշակված մակերեսի որակը: բարելավված է. Մյուս կողմից, փոցխի անկյան չափազանց մեծ աճը հանգեցնում է կտրող եզրի թուլացման և դրա ամրության նվազմանը, կտրիչի մաշվածության ավելացմանը՝ կտրող ծայրի կտրվածքի պատճառով և ջերմության հեռացման վատթարացման։ . Հետևաբար, կոշտ և փխրուն մետաղները մշակելիս, գործիքի ամրությունը, ինչպես նաև դրա ամրությունը մեծացնելու համար պետք է օգտագործել ավելի փոքր փոցխ անկյունով կտրիչներ. Փափուկ և ճկուն մետաղներ մշակելիս պետք է օգտագործվեն մեծ փոցխ անկյուն ունեցող կտրիչներ՝ չիպերի հեռացումը հեշտացնելու համար: Գործնականում ճակատային անկյան ընտրությունը կախված է, ի լրումն մեխանիկական հատկություններմշակվող նյութը՝ կտրիչի նյութից և առջևի մակերեսի ձևից։ Կարբիդային կտրիչների համար առաջարկվող թեք անկյունները տրված են Աղյուսակում: մեկ.
Պլանավորեք անկյունները: Առաջատար անկյուն φ ( fi) կոչվում է անկյուն հիմնական կտրող եզրի և սնուցման ուղղության միջև։
Ֆ անկյունը սովորաբար ընտրվում է 30-90°-ի սահմաններում՝ կախված մշակման տեսակից, կտրիչի տեսակից, աշխատանքային մասի և կտրիչի կոշտությունից և դրանց ամրացման եղանակից: Մետաղների մեծամասնությունը անցողիկ կլեպ կտրիչներով մշակելիս կարելի է վերցնել φ = 45° անկյուն; բարակ մշակելիս երկար մասերԿենտրոններում անհրաժեշտ է օգտագործել 60, 75 կամ նույնիսկ 90 ° կապարի անկյունով կտրիչներ, որպեսզի մասերը չծռվեն կամ դողանան:
Օժանդակ անկյուն պլանումφ 1-ը երկրորդական կտրող եզրի և սնուցման ուղղության միջև եղած անկյունն է:

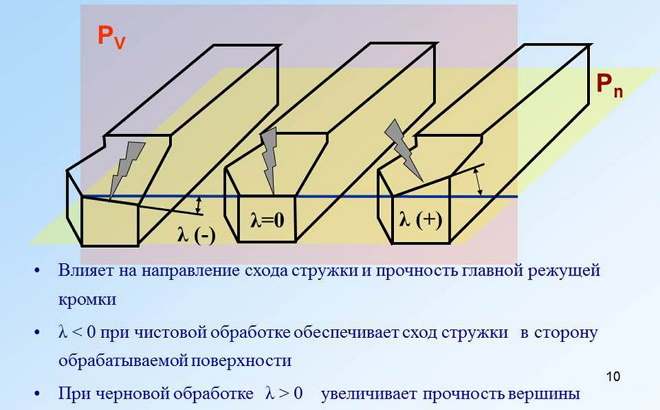
Անկյուն λ ( լամբդա) հիմնական կտրող եզրի թեքություն(Նկար 49) անկյունն է հիմնական կտրող եզրի և հիմնական հարթությանը զուգահեռ կտրիչի վերին մասով գծված գծի միջև:
Աղյուսակ 1
Կարբիդային գործիքների համար առաջարկվող փոցխ և մաքրման անկյուններ
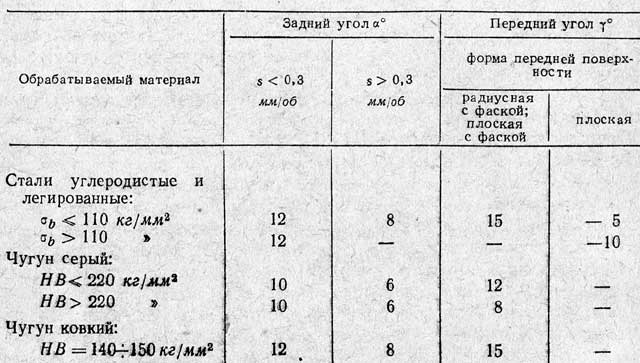 Նշում. Մետաղների մեխանիկական հատկությունները որոշվում են հատուկ մեքենաների և գործիքների վրա, և յուրաքանչյուր հատկություն տրվում է իր սեփական նշանակումը: Այս և հաջորդ աղյուսակներում տրված σ b անվանումը արտահայտում է մետաղի առաձգական ուժը. այս սահմանաչափի արժեքը չափվում է կգ/մմ 2-ով: HB տառերը ցույց են տալիս մետաղի կարծրությունը, որը որոշվում է Brinell սարքի վրա՝ մետաղի մակերեսի մեջ կոշտացած պողպատե գնդիկ սեղմելով։ Կոշտության արժեքը չափվում է կգ / մմ 2-ով:
Նշում. Մետաղների մեխանիկական հատկությունները որոշվում են հատուկ մեքենաների և գործիքների վրա, և յուրաքանչյուր հատկություն տրվում է իր սեփական նշանակումը: Այս և հաջորդ աղյուսակներում տրված σ b անվանումը արտահայտում է մետաղի առաձգական ուժը. այս սահմանաչափի արժեքը չափվում է կգ/մմ 2-ով: HB տառերը ցույց են տալիս մետաղի կարծրությունը, որը որոշվում է Brinell սարքի վրա՝ մետաղի մակերեսի մեջ կոշտացած պողպատե գնդիկ սեղմելով։ Կոշտության արժեքը չափվում է կգ / մմ 2-ով:
Կտրիչներ, որոնց գագաթը կտրող եզրի ամենացածր կետն է, այսինքն՝ անկյունը λ դրական(նկ. 49, գ), ավելի դիմացկուն են և դիմացկուն; Նման կտրիչներով լավ է մշակել կոշտ մետաղներ, ինչպես նաև ընդհատվող մակերեսներ, որոնք ստեղծում են հարվածային բեռ: Նման մակերեսները մշակելիս կարբիդային կտրիչներհիմնական կտրող եզրի թեքության անկյունը ճշգրտվում է 20-30°: Կտրիչներ, որոնց գագաթը կտրող եզրի ամենաբարձր կետն է, այսինքն՝ λ անկյունը բացասական(նկ. 49, ա), խորհուրդ է տրվում օգտագործել փափուկ մետաղներից պատրաստված մասերի մշակման համար։
5. Նյութեր, որոնք օգտագործվում են կտրիչների արտադրության համար
Կտրիչի կտրող եզրերի վրա աշխատելիս առաջանում է բարձր ճնշում, ինչպես նաև բարձր ջերմաստիճան (600-800 ° և բարձր): Կտրիչի հետևի մակերեսի շփումը կտրող մակերևույթի վրա և չիպսերը կտրողի առջևի մակերեսին առաջացնում են դրա աշխատանքային մակերեսների քիչ թե շատ արագ մաշվածություն: Մաշվածության պատճառով կտրող մասի ձևը փոխվում է և կտրիչը որոշ ժամանակ անց դառնում է անօգտագործելի հետագա աշխատանքի համար. նման կտրիչը պետք է հանվի մեքենայից և նորից սրվի: Գործիքի կյանքը առանց նորից մանրացնելու մեծացնելու համար անհրաժեշտ է, որ գործիքի նյութը լավ դիմադրի բարձր ջերմաստիճանի մաշվածությանը: Բացի այդ, կտրողի նյութը պետք է բավականաչափ ամուր լինի, որպեսզի դիմանա բարձր ճնշումներկտրման ընթացքում առաջացող. Հետևաբար, կտրիչների նյութի վրա դրվում են հետևյալ հիմնական պահանջները՝ կարծրություն բարձր ջերմաստիճանում, լավ մաշվածության դիմադրություն և ամրություն:
Ներկայումս կան բազմաթիվ գործիքների պողպատներ և համաձուլվածքներ, որոնք համապատասխանում են այս պահանջներին: Դրանք ներառում են՝ ածխածնային գործիքների պողպատներ, բարձր արագությամբ պողպատներ, կոշտ համաձուլվածքներ և կերամիկական նյութեր.
Ածխածնային գործիքային պողպատ. Կտրող գործիքների արտադրության համար օգտագործվում է 0,9-ից 1,4% ածխածնի պարունակությամբ պողպատ: Հանգցնելուց և կոփելուց հետո այս պողպատից պատրաստված կտրող գործիքը ձեռք է բերում բարձր կարծրություն: Այնուամենայնիվ, եթե կտրման գործընթացում կտրող եզրի ջերմաստիճանը հասնում է 200-250 °, ապա պողպատի կարծրությունը կտրուկ նվազում է:
Այդ պատճառով ածխածնային գործիքների պողպատը ներկայումս սահմանափակ կիրառություն ունի. այն օգտագործվում է կտրող գործիքներ պատրաստելու համար, որոնք աշխատում են կտրման համեմատաբար ցածր արագությամբ, երբ կտրման գոտում ջերմաստիճանը հասնում է փոքր արժեքի: Նման գործիքները ներառում են.
Բարձր արագությամբ պողպատներ. Բարձր արագությամբ պողպատները պարունակում են մեծ թվովհատուկ, այսպես կոչված համաձուլվածքային տարրեր՝ վոլֆրամ, քրոմ, վանադիում և կոբալտ, որոնք պողպատին տալիս են բարձր կտրող հատկություններ՝ կարծրություն և մաշվածության դիմադրություն պահպանելու ունակություն, երբ ջեռուցվում է մինչև 600-700 °: HSS կտրիչները թույլ են տալիս 2-3 անգամ ավելի բարձր կտրման արագություն, քան ածխածնային կտրիչները:
Ներկայումս ԽՍՀՄ-ում արտադրվում են արագընթաց պողպատի հետևյալ դասակարգերը (ԳՕՍՏ 9373-60)՝ R18, R9, R9F5, R14F14, R18F2, R9K5, R9KYU, R10K5F5 և R18K5F2։
Ամբողջությամբ գերարագ պողպատից պատրաստված կտրիչները թանկ են, հետևաբար, արագընթաց պողպատից խնայելու համար հիմնականում օգտագործվում են եռակցված թիթեղներով կտրիչներ։
Կոշտ համաձուլվածքներ. Կարբիդային համաձուլվածքները բնութագրվում են շատ բարձր կարծրությամբ և լավ մաշվածության դիմադրությամբ:
Կոշտ համաձուլվածքները պատրաստվում են թիթեղների տեսքով վոլֆրամի և տիտանի փոշիներից՝ համակցված ածխածնի հետ։ Ածխածնի և վոլֆրամի համակցությունը կոչվում է վոլֆրամի կարբիդ, իսկ տիտանի հետ՝ տիտանի կարբիդով։ Կոբալտը ավելացվում է որպես կապող նյութ։ Այս փոշու խառնուրդը սեղմվում է բարձր ճնշման տակ, որպեսզի ստացվեն փոքր թիթեղներ, որոնք այնուհետև սինթրեվում են մոտ 1500° ջերմաստիճանում։ Պատրաստի թիթեղները չեն պահանջում ջերմային բուժում. Թիթեղը զոդված է պղնձով պատրաստված կտրիչի վրա ածխածնային պողպատիցկամ ամրացվում է դրան ճշգրտումների և պտուտակների օգնությամբ (սալերի մեխանիկական ամրացում)։
Կոշտ համաձուլվածքների հիմնական առավելությունը կայանում է նրանում, որ դրանք լավ են դիմանում քայքայումին՝ չիպսերն ու մշակման կտորը լավ ընկնելով և չեն կորցնում իրենց կտրող հատկությունները նույնիսկ մինչև 900-1000 ° տաքացնելիս: Այս հատկությունների շնորհիվ կարբիդային ներդիրներով հագեցած կտրիչները առավելագույնս հարմար են հաստոցներ մշակելու համար պինդ մետաղներ(կոշտ պողպատներ, ներառյալ կարծրացածները) և ոչ մետաղական նյութեր (ապակի, ճենապակյա, պլաստմասսա) կտրման արագությամբ, որը 4-6 անգամ կամ ավելի բարձր է, քան բարձր արագությամբ կտրող սարքերի կողմից թույլատրված կտրման արագությունները:
Կոշտ համաձուլվածքների թերությունը ավելացել է փխրունությունը:
Ներկայումս ԽՍՀՄ-ում արտադրվում են կոշտ համաձուլվածքների երկու խումբ. Հիմնականներն են. վոլֆրամ(VK2, VKZ, VK4, VK6M, VK6, VK8 և VK8M) և տիտան-վոլֆրամ(T30K4, T15K6, T14K8, T5K10): Այս խմբերից յուրաքանչյուրն ունի որոշակի շրջանակ (Աղյուսակ 2):
Բոլոր վոլֆրամի համաձուլվածքները նախատեսված են չուգունի, գունավոր մետաղների և դրանց համաձուլվածքների, կարծրացած պողպատների, չժանգոտվող պողպատների և ոչ մետաղական նյութերի (էբոնիտ, ճենապակյա, ապակի և այլն) մշակման համար։ Պողպատների մշակման համար օգտագործվում են տիտան-վոլֆրամ խմբի կոշտ համաձուլվածքներ։
Կերամիկական նյութեր. Վերջերս խորհրդային մետալուրգները ստեղծել են բարձր կտրող հատկություններով էժան նյութեր, որոնք շատ դեպքերում փոխարինում են կոշտ համաձուլվածքներին։ Սրանք կերամիկական նյութեր են թերմոկորունդ), արտադրվում է թիթեղների տեսքով սպիտակ գույն, որը հիշեցնում է մարմարը, որը, ինչպես կոշտ համաձուլվածքները, կա՛մ եռակցվում են կտրիչի ամրակներին, կա՛մ մեխանիկորեն ամրացվում դրանց վրա։ Այս թիթեղները չեն պարունակում այնպիսի թանկարժեք և սակավ տարրեր, ինչպիսիք են վոլֆրամը, տիտանը և այլն: Միևնույն ժամանակ, կերամիկական թիթեղները ավելի բարձր կարծրություն ունեն, քան կոշտ համաձուլվածքները և պահպանում են իրենց կարծրությունը մինչև 1200 ° տաքացնելիս, ինչը հնարավորություն է տալիս մետաղները կտրել: նրանց հետ բարձր արագություններկտրում.
Կերամիկական թիթեղների թերությունը նրանց անբավարար մածուցիկությունն է։ Կերամիկական ներդիրներով հագեցած կտրիչները կարող են օգտագործվել չուգունի, բրոնզի, ալյումինի համաձուլվածքների և մեղմ պողպատների հարդարման կամ կիսաֆաբրիկայի համար:
6. Կտրիչների սրացում և հարդարում
Գործարաններում կտրիչների սրումը սովորաբար իրականացվում է կենտրոնացված եղանակով ժ հղկման մեքենաներհատուկ աշխատողներ. Բայց պտտողն ինքը պետք է կարողանա սրել և ավարտել կտրիչները։
աղյուսակ 2
Կոշտ խառնուրդի որոշ դասերի հատկությունները և նպատակը

Արագընթաց կտրիչների սրումը և հարդարումը կատարվում է հետևյալ կանոնների համաձայն.
1. Հղկող անիվը չպետք է ծեծի, դրա մակերեսը պետք է լինի հարթ; եթե շրջանագծի աշխատանքային մակերեսը զարգացել է, այն պետք է շտկվի:
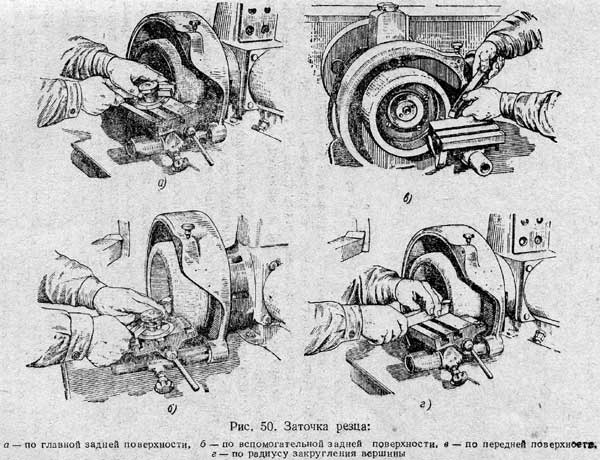
2. Սրելու ժամանակ անհրաժեշտ է օգտագործել ձեռքի կտոր, այլ ոչ թե կտրիչը քաշի վրա պահել: Ձեռնարկը պետք է տեղադրվի հնարավորինս մոտ հղկող անիվին, պահանջվող անկյան տակ և հուսալի հենարան տա կտրիչին (նկ. 50, ա-դ):
3. Սրվող կտրիչը պետք է տեղափոխել շրջանագծի աշխատանքային մակերևույթով, հակառակ դեպքում այն անհավասար մաշված է։
4. Որպեսզի կտրիչը չտաքացնեք և դրանով իսկ խուսափեք դրա մեջ ճաքերի առաջացումից, կտրիչը ուժեղ մի սեղմեք շրջանագծին:
5. Սրումը պետք է կատարվի կտրիչի անընդհատ և առատ սառեցմամբ ջրով։ Չի թույլատրվում կաթիլային սառեցումը, ինչպես նաև բարձր տաքացվող կտրիչի պարբերաբար ընկղմումը ջրի մեջ։ Եթե շարունակական սառեցումը հնարավոր չէ, ապա ավելի լավ է անցնել չոր սրման:
6. Արագընթաց պողպատից պատրաստված կտրիչների սրումը պետք է կատարվի միջին կարծրության և 25-16 քերականության էլեկտրակորունդային անիվների միջոցով։
Սրելու կտրիչների կարգը սահմանվում է հետևյալ կերպ. Նախ, հիմնական հետևի մակերեսը սրվում է (նկ. 50, ա): Այնուհետև հետևի օժանդակ մակերեսը (նկ. 50, բ), ապա առջևի մակերեսը (նկ. 50, գ) և, վերջապես, վերևի շառավիղը (նկ. 50, դ):
7. Պաշտպանիչ ծածկը հանած մեքենաների վրա կտրիչները խստիվ արգելվում է սրել։
8. Սրելու ժամանակ անպայման կրեք անվտանգության ակնոցներ:
Կտրիչը սրելուց հետո նրա կտրող եզրերին մնում են փոքր խազեր, փորվածքներ և ռիսկեր: Դրանք վերացվում են հատուկ հարդարման մեքենաների վրա ավարտելու միջոցով: Հարդարումը կատարվում է նաև ձեռքով, օգտագործելով հանքային յուղով խոնավացված մանրահատիկ շիշաքար: Նախ փորձաքարի թեթև շարժումներով ճշգրտվում են հետևի մակերեսները, իսկ հետո՝ առջևի և վերևի շառավիղը։
Կարբիդային ներդիրներով հագեցած կտրիչների սրում և հարդարում. Կտրիչների սրումը կոշտ համաձուլվածքների թիթեղներով իրականացվում է կանաչ սիլիցիումի կարբիդի շրջանակներով հղկող մեքենաների վրա: Սրումն իրականացվում է ինչպես ձեռքով (նկ. 50, ա-դ), այնպես էլ գործիքակալների մեջ կտրիչների ամրացմամբ։ Այս կտրիչները սրելու կարգը նույնն է, ինչ արագընթաց պողպատից պատրաստված կտրիչների համար, այսինքն՝ նախ կտրիչը սրվում է հիմնական մեջքի երկայնքով (նկ. 50, ա), այնուհետև՝ օժանդակ հետնամասերի երկայնքով (նկ. 50, բ. ), այնուհետև ճակատային մակերևույթի երկայնքով (նկ. 50, գ) և վերջապես կլորացրեք կտրիչի վերին մասը (նկ. 50, դ):
Նախնական սրացումն իրականացվում է կանաչ սիլիցիումի կարբիդային անիվներով՝ 50-40, իսկ վերջնական սրումը՝ 25-16 հատ:
Կտրիչը չպետք է ուժեղ սեղմվի շրջանագծի աշխատանքային մակերեսին, որպեսզի խուսափի կոշտ խառնուրդի ափսեի գերտաքացումից և ճաքից: Բացի այդ, այն պետք է անընդհատ տեղափոխվի շրջանակի համեմատ. սա անհրաժեշտ է շրջանակի միատեսակ կրելու համար:
Սրումը կարող է իրականացվել ինչպես չոր, այնպես էլ կտրիչի առատ սառեցմամբ ջրով։
Կարբիդային կտրիչը սրելուց հետո անհրաժեշտ է ավարտել դրա մակերեսը: Հարդարումը կատարվում է ձեռքով կամ հարդարման մեքենայի վրա: Ձեռքով հարդարումը կատարվում է թուջե կամ պղնձե ծուղակի միջոցով, որի աշխատանքային մակերեսը քսվում է հատուկ մածուկով կամ բորի կարբիդի փոշի՝ խառնված հաստոցային յուղով կամ կերոսինով, կիրառվում է մակերեսին հավասար շերտով։ Հարդարումը կատարվում է կտրող եզրից 2-4 մմ լայնությամբ:
Ավելի արդյունավետ հարդարում հատուկ հարդարման մեքենայի վրա, օգտագործելով 250-300 մմ տրամագծով չուգուն սկավառակ, որը պտտվում է 1,5-2 մ / վ արագությամբ; Այս սկավառակի մակերեսին կիրառվում է բորի կարբիդի մածուկ կամ փոշի՝ խառնված մեքենայի յուղի կամ կերոսինի հետ:
7. Չիպերի ձեւավորում
Սափրվելու տեսակները. Կտրիչի ճնշման տակ անջատված չիպը մեծապես փոխում է իր ձևը կամ, ինչպես ասում են, դեֆորմացվում է. այն կարճանում է երկարությամբ և մեծանում հաստությամբ։ Այս երևույթն առաջին անգամ հայտնաբերել է պրոֆ. I. A. Ժամանակը և անվ չիպերի կրճատում.
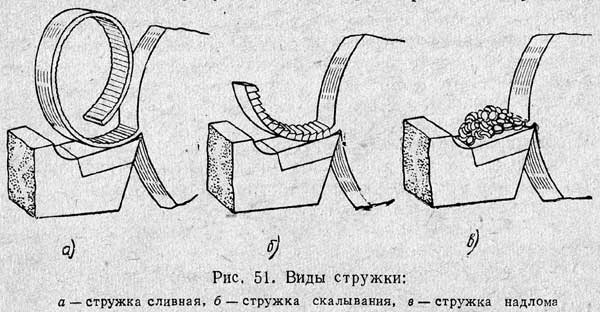
Չիպի տեսքը կախված է մետաղի մեխանիկական հատկություններից և այն պայմաններից, որոնց դեպքում տեղի է ունենում կտրում: Եթե մածուցիկ մետաղները մշակվում են (կապար, անագ, պղինձ, մեղմ պողպատ, ալյումին և այլն), ապա չիպերի առանձին տարրերը, սերտորեն կպչելով միմյանց, կազմում են շարունակական չիպ, որը գանգուրվում է ժապավենի մեջ (նկ. 51, ա. ): Նման շարանը կոչվում է ցամաքեցնել. Ավելի քիչ մածուցիկ մետաղներ, ինչպիսիք են կոշտ պողպատը մշակելիս, առանձին տարրերից առաջանում են չիպեր (նկ. 51, բ), թույլ կապված միմյանց հետ։ Նման շարանը կոչվում է չիպսեր.
Եթե մշակվող մետաղը փխրուն է, օրինակ՝ չուգուն կամ բրոնզ, ապա չիպսերի առանձին տարրերը կոտրվում են և առանձնանում մշակվող մասից և միմյանցից (նկ. 51, գ): Նման չիպ, որը բաղկացած է առանձին կշեռքներից անկանոն ձև, կոչվում է կոտրված չիպսեր.
Չիպերի դիտարկված տեսակները մշտական չեն մնում, դրանք կարող են փոխվել կտրման պայմանների փոփոխությամբ: Որքան փափուկ է մշակվող մետաղը և որքան փոքր է չիպի հաստությունը և կտրման անկյունը, այնքան չիպի ձևը մոտենում է արտահոսքին: Նույնը կնկատվի կտրման արագության բարձրացման և սառեցման դեպքում: Կտրման արագության նվազմամբ, արտահոսքի չիպի փոխարեն, ստացվում են չիպսեր:
Աճում. Եթե դուք ուսումնասիրում եք կտրիչի առջևի մակերեսը, որն օգտագործվում էր կտրելու համար, ապա կտրող եզրին երբեմն կարող եք գտնել մետաղի մի փոքր կտոր, որը եռակցված է կտրիչին բարձր ջերմաստիճանի և ճնշման տակ: Սա այսպես կոչված աճը(նկ. 52): Այն հայտնվում է ճկուն մետաղների կտրման որոշակի պայմաններում, սակայն չի նկատվում փխրուն մետաղների մշակման ժամանակ։ Կառուցվածքի կարծրությունը 2,5-3 անգամ ավելի բարձր է, քան մշակվող մետաղի կարծրությունը. դրա շնորհիվ աճն ինքնին հնարավորություն ունի կտրելու այն մետաղը, որից այն ձևավորվել է:

Կառուցվածքի դրական դերն այն է, որ այն ծածկում է կտրող սայրը, պաշտպանելով այն մաշվելուց իջնող չիպերի և ջերմության ազդեցությամբ, և դա որոշ չափով մեծացնում է կտրիչի ամրությունը: Կեղևի առկայությունը օգտակար է կեղևավորելիս, քանի որ կտրող սայրն ավելի քիչ է տաքանում, և դրա մաշվածությունը նվազում է: Այնուամենայնիվ, կուտակումների ձևավորման հետ մեկտեղ, մշակված մակերեսի ճշգրտությունն ու մաքրությունը վատանում են, քանի որ կուտակումը աղավաղում է սայրի ձևը: Հետևաբար, կառուցապատման ձևավորումը անբարենպաստ է ավարտական աշխատանքների համար:
8. Կտրման ռեժիմի տարրերի հայեցակարգը
Յուրաքանչյուր առանձին դեպքում մշակումն ավելի արդյունավետ իրականացնելու համար պտտվողը պետք է իմանա կտրման ռեժիմի հիմնական տարրերը. այս տարրերն են կտրման խորությունը, սնուցումը և կտրման արագությունը:
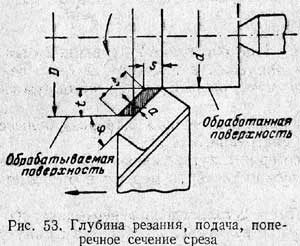
Կտրման խորությունըկոչվում է մշակված և մշակված մակերեսների միջև հեռավորությունը, որը չափվում է վերջինիս ուղղահայաց: Կտրման խորությունը նշվում է t տառով և չափվում է միլիմետրերով (նկ. 53):
Աշխատանքային կտորը խառատահաստոցի վրա պտտելիս հաստոցների չափը կտրվում է մեկ կամ մի քանի անցումներով:
Կտրման խորությունը որոշելու համար անհրաժեշտ է չափել աշխատանքային մասի տրամագիծը կտրիչն անցնելուց առաջ և հետո, տրամագծերի տարբերության կեսը կտա կտրման խորությունը, այլ կերպ ասած. ![]()
որտեղ D-ը մասի տրամագիծն է մմ-ով, նախքան կտրիչը անցնելը. d-ը մասի տրամագիծն է մմ-ով՝ կտրիչն անցնելուց հետո: Կտրիչի շարժումը մշակման մասի մեկ պտույտով (նկ. 53) կոչվում է ներկայացում. Սնուցումը նշվում է s տառով և չափվում է միլիմետրերով մեկ մասի մեկ պտույտով; Հակիրճության համար ընդունված է գրել մմ / rev. Կախված այն ուղղությունից, որով կտրիչը շարժվում է շրջանակի ուղեցույցների համեմատ, կան.
բայց) երկայնական սնուցում- մահճակալի ուղեցույցների երկայնքով;
բ) խաչաձեւ սնուցում- մահճակալի ուղեցույցներին ուղղահայաց;
մեջ) թեք կերակրում- մահճակալի ուղեցույցների անկյան տակ (օրինակ, կոնաձև մակերեսը շրջելիս):
Կտրման հատվածի տարածքընշվում է f (eff) տառով և սահմանվում է որպես սնուցման կտրվածքի խորության արտադրյալ (տես նկ. 53):
Բացի կտրվածքի և կերակրման խորությունից, նրանք առանձնացնում են նաև կտրված շերտի լայնությունը և հաստությունը (նկ. 53):
Կտրող շերտի լայնությունը, կամ չիպի լայնությունը, - մշակված և մշակված մակերեսների միջև հեռավորությունը, որը չափվում է կտրող մակերեսի երկայնքով: Այն չափվում է միլիմետրերով և նշվում b (be) տառով։
Կտրեք հաստությունը, կամ չիպի հաստությունը, հատվածի մեկ պտույտի ընթացքում կտրող եզրի երկու հաջորդական դիրքերի միջև հեռավորությունն է՝ չափված չիպի լայնությանը ուղղահայաց։ Չիպի հաստությունը չափվում է միլիմետրերով և նշվում է a տառով:
Նույն կերակրման և կտրման խորության դեպքում, քանի որ φ հիմնական անկյունը նվազում է, չիպի հաստությունը նվազում է, և դրա լայնությունը մեծանում է: Սա բարելավում է ջերմության արտանետումը կտրող եզրից և մեծացնում գործիքի ժամկետը, որն իր հերթին թույլ է տալիս զգալիորեն մեծացնել կտրման արագությունը և ավելի շատ մասեր մշակել մեկ միավոր ժամանակում: Այնուամենայնիվ, պլանում հիմնական անկյան նվազումը φ հանգեցնում է շառավղային (վանող) ուժի ավելացման, որը անբավարար կոշտ մասերը մշակելիս կարող է առաջացնել դրանց թեքում, ճշգրտության կորուստ և նաև ուժեղ թրթռումներ: Թրթռումների առաջացումը, իր հերթին, հանգեցնում է մշակված մակերևույթի մաքրության վատթարացմանը և հաճախ առաջացնում է կտրիչի կտրող ծայրի ճեղքվածք:
Կտրման արագություն. Խառատահաստոցի վրա հաստոցներ մշակելիս A կետը, որը գտնվում է D տրամագծով շրջանագծի վրա (նկ. 54), մասի մեկ պտույտով անցնում է այս շրջանագծի երկարությանը հավասար ճանապարհ:

Ցանկացած շրջանագծի երկարությունը մոտավորապես 3,14 անգամ է նրա տրամագծից, հետևաբար այն հավասար է 3,14 Դ-ի։
3.14 թիվը, որը ցույց է տալիս, թե քանի անգամ է շրջանագծի երկարությունը մեծ նրա տրամագծից, սովորաբար նշվում է հունարեն π (pi) տառով։
A կետը մեկ պտույտի ընթացքում կկազմի πD-ի հավասար ուղի: Մասի D տրամագիծը, ինչպես նաև նրա շրջագիծ πD, չափվում է միլիմետրերով։
Ենթադրենք, որ աշխատանքային մասը րոպեում մի քանի պտույտ կկատարի: Նրանց թիվը նշենք րոպեում n պտույտ տառով կամ կրճատ՝ rpm-ով: Ճանապարհը, որը կանցնի A կետը այս դեպքում, հավասար կլինի շրջագծի և րոպեում պտույտների քանակի արտադրյալին, այսինքն՝ πDn միլիմետր րոպեում կամ կրճատված մմ/րոպե, և կոչվում է. շրջագծային արագություն.
Ճանապարհ, անցանելի կետմակերեսը, որը պետք է մշակվի, երբ կտրիչի կտրող եզրին մեկ րոպեում պտտվում է, կոչվում է կտրման արագություն.
Քանի որ մասի տրամագիծը սովորաբար արտահայտվում է միլիմետրերով, կտրման արագությունը րոպեում մետրերով գտնելու համար πDn-ը բաժանեք 1000-ի: Սա կարելի է գրել հետևյալ բանաձևով.
որտեղ v-ն կտրման արագությունն է m/min-ով;
D-ն աշխատանքային մասի տրամագիծն է մմ-ով;
n-ը րոպեում պտույտների թիվն է:
Օրինակ 3Մշակված գլանափաթեթի տրամագիծը D = 100 = 150 rpm: Որոշեք կտրման արագությունը:
Լուծում: Spindle արագության հաշվարկ. Հայտնի տրամագծով մի մասը պտտելիս կարող է անհրաժեշտ լինել, որ պտտիչը սարքը կարգավորի պտտվող պտույտի նման քանակի պտույտների համար, որպեսզի ստանա կտրման պահանջվող արագությունը: Դրա համար օգտագործվում է հետևյալ բանաձևը. ![]() որտեղ D-ն աշխատանքային մասի տրամագիծն է մմ-ով;
որտեղ D-ն աշխատանքային մասի տրամագիծն է մմ-ով;
Օրինակ 4Րոպեում քանի՞ պտույտ պետք է ունենա D \u003d 50 մմ տրամագծով գլան v \u003d 25 մ / րոպե կտրման արագությամբ:
Լուծում:
9. Հիմնական տեղեկություններ կտրիչի վրա ազդող ուժերի և կտրող հզորության մասին
Կտրիչի վրա գործող ուժեր. Աշխատանքային մասից չիպսերը հեռացնելիս կտրիչը պետք է հաղթահարի մետաղական մասնիկների միմյանց կպչելու ուժը: Երբ կտրիչի կտրող եզրը կտրում է մշակվող նյութը, և չիպը առանձնանում է, կտրիչը ճնշում է զգում անջատվող մետաղից (նկ. 55):

Վերևից ներքև P z ուժը սեղմում է կտրիչը, որը հակված է սեղմել կտրիչը ներքև և հատվածը թեքել վերև: Այս ուժը կոչվում է կտրող ուժ.
Հորիզոնական հարթությունում սնուցման շարժմանը հակառակ ուղղությամբ, կտրիչը սեղմվում է P x ուժով, որը կոչվում է առանցքային ուժ, կամ կերակրման ուժ. Այս ուժը երկայնական պտույտի ժամանակ ձգտում է սեղմել կտրիչը դեպի պոչը:
Հորիզոնական հարթությունում՝ սնուցման ուղղությանը ուղղահայաց, կտրիչը սեղմվում է P y ուժով, որը կոչվում է շառավղային ուժ։ Այս ուժը ձգտում է կտրիչը հեռացնել աշխատանքային մասից և թեքել այն հորիզոնական ուղղությամբ:
Բոլոր թվարկված ուժերը չափվում են կիլոգրամներով:
Երեք ուժերից ամենամեծը ուղղահայաց կտրող ուժն է՝ այն մոտ 4 անգամ գերազանցում է սնուցման ուժը և 2,5 անգամ՝ ճառագայթային ուժին: Կտրող ուժը բեռնում է գլխամասային մեխանիզմի մասերը. այն նաև բեռնում է կտրիչը, մասը՝ հաճախ նրանց մեջ առաջացնելով մեծ լարումներ։
Փորձերը պարզել են, որ կտրող ուժը կախված է մշակվող նյութի հատկություններից, չիպի հեռացվող հատվածի չափից և ձևից, կտրիչի ձևից, կտրման արագությունից և սառեցումից:
Դիմադրություն բնութագրելու համար տարբեր նյութերկտրումը հաստատեց կտրման գործակից հասկացությունը: Կտրող գործակիցը K-ն կտրման ճնշումն է կիլոգրամներով մեկ քառակուսի միլիմետր կտրվածքի վրա, որը չափվում է կտրման որոշակի պայմաններում.
Կտրման խորությունը t......................5 մմ
Սնուցում s......................1 մմ/շրջադարձ
Ռեկի անկյուն γ......................15°
Առաջատար անկյուն φ.......45°
Կտրիչի կտրող եզրը՝ ուղղագիծ, հորիզոնական
Կտրիչի ծայրը կլորացվում է r = 1 մմ շառավղով
Աշխատանքը կատարվում է առանց հովացման
Աղյուսակում. 3-ը ցույց է տալիս որոշ մետաղների կտրման գործոնի միջին արժեքները:
Աղյուսակ 3
Կտրող գործակից K-ի միջին արժեքները շրջելիս
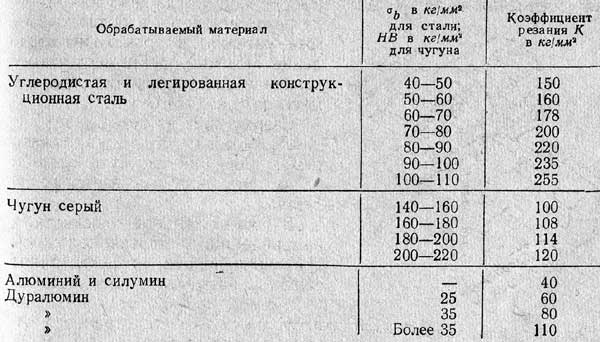
Եթե կտրող գործակիցը K հայտնի է, ապա այն բազմապատկելով կտրվածքի f հատվածի մակերեսով մմ 2-ով, կարող եք գտնել կտրող ուժի մոտավոր արժեքը՝ օգտագործելով բանաձևը.
P z \u003d Kf կգ. (8)
Օրինակ 5Ս b = 60 կգ / մմ 2 մեքենայական պողպատից պատրաստված լիսեռը պտտվում է խառատահաստոցի վրա։ Որոշեք կտրող ուժը, եթե կտրման խորությունը t = 5 մմ, իսկ սնուցումը s = 0,5 մմ/շրջադարձ:
Լուծում. Ըստ բանաձևի (8), կտրող ուժ P z \u003d Kf կգ. (8)Մենք որոշում ենք f-ի արժեքը՝ f \u003d ts \u003d 5x0,5 \u003d 2,5 մմ 2: Ըստ աղյուսակի 3 մենք գտնում ենք K-ի արժեքը մեքենայական պողպատի համար σ b \u003d 60 կգ / մմ 2: K \u003d 160 կգ / մմ 2: Հետեւաբար, z = Kf = 160x2.5 = 400 կգ: կտրող հզորություն. Իմանալով կտրող ուժը և կտրման արագությունը՝ կարող եք պարզել, թե որքան հզորություն է պահանջվում տվյալ հատվածի չիպերը կտրելու համար:
Կտրող հզորությունը որոշվում է բանաձևով ![]() (9) որտեղ N res - կտրող հզորությունը ձիաուժով;
(9) որտեղ N res - կտրող հզորությունը ձիաուժով;
P z - կտրող ուժ կգ-ով;
v - կտրման արագությունը մ / րոպեով:
Հաստոցային գործիքի էլեկտրական շարժիչի հզորությունը պետք է լինի մի փոքր ավելի մեծ, քան կտրող հզորությունը, քանի որ էլեկտրական շարժիչի հզորության մի մասը ծախսվում է շփման հաղթահարման վրա այն մեխանիզմներում, որոնք փոխանցում են շարժումը էլեկտրական շարժիչից մեքենայի spindle:
Օրինակ 6Որոշեք լիսեռը պտտելու կտրող հզորությունը, որը դիտարկվել է նախորդ օրինակում, եթե մշակումն իրականացվում է կտրման արագությամբ, υ = 60 մ/րոպե: Լուծում. Ըստ բանաձևի (9)՝ կտրող հզորությունը
Կտրող հզորությունը սովորաբար արտահայտվում է ոչ թե ձիաուժով, այլ կիլովատներով (կՎտ): Կվտ-ը 1,36 անգամ ձիաուժ է, ուստի հզորությունը կիլովատներով արտահայտելու համար անհրաժեշտ է ձիաուժը բաժանել 1,36-ի.
և հակառակը,
10. Կտրվածքի ջերմությունը և գործիքի ժամկետը
Կտրող ուժի ավելացմամբ մեծանում է շփման ուժը, ինչի արդյունքում մեծանում է կտրման ընթացքում արտանետվող ջերմության քանակը։ Կտրման ջերմությունն էլ ավելի է մեծանում, քանի որ կտրման արագությունը մեծանում է, քանի որ դա արագացնում է չիպերի ձևավորման ողջ գործընթացը:
Կտրման առաջացած ջերմությունը դրա անբավարար հեռացմամբ փափկացնում է կտրիչը, ինչի արդյունքում նրա կտրող մասի մաշումն ավելի ինտենսիվ է առաջանում։ Սա ստիպում է փոխել կտրիչը կամ սրել այն և նորից տեղադրել այն:
Կտրիչի շարունակական աշխատանքի ժամանակը մինչև բութացումը կոչվում է գործիքի կյանք (չափվում է րոպեներով): Կտրիչի հաճախակի փոփոխությունը (գործիքի կարճ ժամկետը) առաջացնում է լրացուցիչ ծախսերկտրիչը սրելու և տեղադրելու, ինչպես նաև մաշված կտրիչները համալրելու համար։
Հետևաբար, գործիքի կյանքն է կարևոր գործոնկտրելու պայմաններ ընտրելիս, հատկապես կտրելու արագություն ընտրելիս:
Կտրիչի ամրությունը հիմնականում կախված է այն նյութի որակից, որից այն պատրաստված է: Առավել դիմացկունը կլինի կտրիչը, որը պատրաստված է նյութից, որը թույլ է տալիս առավելագույն տաքացման ջերմաստիճան՝ առանց կարծրության զգալի կորստի: Առավելագույն դիմադրություն ունեն կոշտ խառնուրդով, հանքային-կերամիկական թիթեղներով հագեցած կտրիչները. զգալիորեն պակաս դիմադրություն - գերարագ պողպատից պատրաստված կտրիչներ, ամենափոքրը `ածխածնային գործիքների պողպատից պատրաստված կտրիչներ:
Կտրիչի դիմադրությունը կախված է նաև մշակվող նյութի հատկություններից, կտրվածքի հատվածից, կտրիչի սրման անկյուններից և կտրման արագությունից: Մշակվող նյութի կարծրության բարձրացումը նվազեցնում է գործիքի կյանքը:
Փոխելով սրման անկյունները և ճակատային մակերեսի ձևը, հնարավոր է հասնել կտրիչների ամրության և արտադրողականության զգալի աճի:
Կտրման արագությունը հատկապես ուժեղ է ազդում գործիքի կյանքի վրա: Երբեմն նույնիսկ արագության ամենաչնչին աճը հանգեցնում է կտրիչի արագ բթացմանը: Օրինակ, եթե արագագործ կտրիչով պողպատը մշակելիս կտրման արագությունն ավելացվի ընդամենը 10%-ով, այսինքն՝ 1,1 անգամ, կտրիչը կդառնա երկու անգամ ավելի արագ և հակառակը։
Կտրվածքի լայնական հատվածի աճով գործիքի կյանքը նվազում է, բայց ոչ այնքան, որքան կտրման արագության նույն աճով:
Գործիքի ժամկետը կախված է նաև գործիքի չափից, կտրված հատվածի ձևից և սառեցումից: Որքան զանգվածային է կտրիչը, այնքան այն ավելի լավ է հեռացնում ջերմությունը կտրող եզրից և, հետևաբար, ավելի մեծ է նրա ամրությունը:
Փորձերը ցույց են տալիս, որ կտրվածքի միևնույն հատվածի դեպքում կտրվածքի մեծ խորությունը և ավելի փոքր սնուցումը ապահովում են գործիքի ավելի մեծ կյանք, քան համապատասխանաբար ավելի մեծ սնուցմամբ կտրվածքի ավելի փոքր խորությունը: Սա բացատրվում է նրանով, որ կտրվածքի ավելի մեծ խորության դեպքում չիպսերը շփվում են կտրող եզրի ավելի մեծ երկարության հետ, ուստի կտրող ջերմությունը ավելի լավ է հանվում: Այդ իսկ պատճառով նույն կտրված հատվածով ավելի ձեռնտու է աշխատել ավելի մեծ խորությամբ, քան ավելի մեծ սնուցմամբ։
Կտրիչի ամրությունը զգալիորեն մեծանում է, երբ այն սառչում է։
Հովացուցիչ նյութը պետք է մատակարարվի առատորեն (էմուլսիա 10-12 լ/րոպե, յուղ և սուլֆրեզոլ 3-4 լ/րոպե); հեղուկի փոքր քանակությունը ոչ միայն օգուտ չի տալիս, այլ նույնիսկ փչացնում է կտրիչը՝ դրա մակերևույթի վրա առաջացնելով մանր ճաքեր՝ հանգեցնելով ճաքերի։
11. Կտրման արագության ընտրություն
Աշխատանքի արտադրողականությունը կախված է կտրման արագության ընտրությունից. որքան բարձր է կտրման արագությունը, այնքան ավելի քիչ ժամանակծախսվել է վերամշակման վրա։ Այնուամենայնիվ, քանի որ կտրման արագությունը մեծանում է, գործիքի ժամկետը նվազում է, ուստի կտրման արագության ընտրության վրա ազդում են գործիքի ժամկետը և բոլոր գործոնները, որոնք ազդում են գործիքի կյանքի վրա: Դրանցից ամենակարևորն են մշակվող նյութի հատկությունները, կտրիչի նյութի որակը, կտրման խորությունը, սնուցումը, կտրիչի չափերը և սրման անկյունները և սառեցումը:
1. Որքան երկար պետք է լինի գործիքի կյանքը, այնքան ցածր պետք է ընտրել կտրման արագությունը և հակառակը:
2. Որքան դժվար է մշակվող նյութը, այնքան պակաս է գործիքի կյանքը, հետևաբար, կոշտ նյութերի մշակման ժամանակ անհրաժեշտ դիմադրություն ապահովելու համար, կտրման արագությունը պետք է կրճատվի: Ձուլածո և դարբնոցային մշակման մասերը մշակելիս, որոնց մակերեսին կա կոշտ կեղև, պատյաններ կամ թեփուկներ, անհրաժեշտ է նվազեցնել կտրման արագությունը, ինչը հնարավոր է առանց կեղևի նյութեր մշակելիս:
3. Կտրիչի նյութական հատկությունները որոշում են դրա ամրությունը, հետևաբար այս հատկություններից է կախված նաև կտրման արագության ընտրությունը։ Այլ հավասար պայմաններում, բարձր արագությամբ պողպատե կտրիչները թույլ են տալիս զգալիորեն ավելի բարձր կտրման արագություն, քան ածխածնային պողպատից կտրիչները; նույնիսկ ավելի բարձր կտրման արագությունները թույլ են տալիս կոշտ համաձուլվածքներով հագեցած կտրիչներ:
4. Մածուցիկ մետաղների մշակման ժամանակ կտրիչի դիմադրությունը բարձրացնելու համար ձեռնտու է կտրիչների հովացումը։ Այս դեպքում գործիքի նույն ժամկետով հնարավոր է 15-25%-ով ավելացնել կտրման արագությունը՝ համեմատած առանց հովացման հաստոցների:
5. Կտրման թույլատրելի արագության վրա ազդում են նաև կտրիչի չափսերը և դրա սրման անկյունները՝ որքան զանգվածային է կտրիչը, հատկապես՝ գլուխը, այնքան ավելի լավ է հեռացնում կտրման ժամանակ առաջացած ջերմությունը։ Սխալ ընտրված կտրիչ անկյունները, որոնք չեն համապատասխանում մշակվող նյութին, մեծացնում են կտրող ուժը և նպաստում կտրիչի ավելի արագ մաշմանը:
6. Կտրված հատվածի ավելացման դեպքում գործիքի ժամկետը նվազում է, հետևաբար, ավելի մեծ հատվածի դեպքում անհրաժեշտ է ընտրել կտրման արագություն, որն ավելի ցածր է, քան փոքր հատվածով:
Քանի որ մանր չիպսերը հանվում են հարդարման ժամանակ, ավարտելու ընթացքում կտրման արագությունը կարող է շատ ավելի բարձր լինել, քան կոպտացման ժամանակ:
Քանի որ կտրվածքի հատվածի ավելացումն ավելի քիչ է ազդում գործիքի կյանքի վրա, քան կտրման արագության ավելացումը, ձեռնտու է կտրվածքի հատվածը մեծացնել կտրման արագության մի փոքր նվազման պատճառով: Այս սկզբունքի վրա է հիմնված Կույբիշևի հաստոցաշինական գործարանի նորարար պտտվող Վ.Կոլեսովի մշակման մեթոդը: Աշխատելով 150 մ/րոպե կտրման արագությամբ՝ Տ.Կոլեսովը ավարտում է պողպատե մասերը մինչև 3 մմ/շրջադարձ արագությամբ՝ 0,3 մմ/շրջադարձի փոխարեն, և դա հանգեցնում է մեքենայի ժամանակի 8-10 անգամ կրճատման:
Հարց է առաջանում. ինչու՞ են առաջադեմ պտտվողները հաճախ բարձրացնում աշխատանքի արտադրողականությունը՝ ավելացնելով կտրման արագությունը: Սա չի՞ հակասում հատման հիմնական օրենքներին։ Չէ, չի հակասում։ Նրանք մեծացնում են կտրման արագությունը միայն այն դեպքերում, երբ ամբողջությամբ օգտագործվում են կտրվածքի հատվածը մեծացնելու հնարավորությունները։
Երբ կատարվում է կիսամշակման կամ հարդարման աշխատանքներ, որտեղ կտրման խորությունը սահմանափակվում է հաստոցների փոքր չափով, իսկ սնուցումը սահմանափակվում է հաստոցների բարձր մաքրության պահանջներով, կտրման ռեժիմի ավելացումը հնարավոր է կտրման արագության բարձրացմամբ: . Սա այն է, ինչ անում են առաջադեմ պտտվողները, որոնք աշխատում են կիսամշակման և հարդարման վրա: Եթե հնարավոր է աշխատել մեծ հատվածներկտրել (մեծ արտոնություններով), այնուհետև, առաջին հերթին, անհրաժեշտ է ընտրել կտրման հնարավոր առավելագույն խորությունը, այնուհետև հնարավոր ամենամեծ տեխնոլոգիական թույլատրելի կերակրումը և, վերջապես, համապատասխան կտրման արագությունը:
Այն դեպքերում, երբ հաստոցների թույլատրելիությունը փոքր է, և մակերեսի հարդարման համար հատուկ պահանջներ չկան, կտրման ռեժիմը պետք է մեծացվի՝ օգտագործելով հնարավոր ամենամեծ սնուցումը:
12. Մշակված մակերեսի մաքրություն
Կտրիչով հաստոցներ մշակելիս, անկարգությունները իջվածքների և թեփուկների տեսքով միշտ մնում են մասի մշակված մակերեսի վրա, նույնիսկ ամենազգույշ հարդարման դեպքում: Կոշտության բարձրությունը կախված է մշակման եղանակից։
Պրակտիկան պարզել է, որ որքան մաքուր է վերաբերվում մասի մակերեսին, այնքան այն ավելի քիչ է ենթարկվում մաշվածության և կոռոզիայից, և մասն ավելի ամուր է:
Մակերեւույթի զգույշ հարդարումը, երբ մի մասը մշակում է, միշտ ավելի թանկ է, քան կոպիտ մակերեսը: Հետևաբար, մշակված մակերեսի մաքրությունը պետք է նշանակվի կախված մասի շահագործման պայմաններից:
Մակերեւույթի մաքրության նշանակումը գծագրերում. ԳՕՍՏ 2789-59-ի համաձայն՝ նախատեսված է մակերեսի մաքրության 14 դաս։ Բոլոր մաքրության դասերը նշանակելու համար սահմանվում է մեկ նշան՝ հավասարակողմ եռանկյուն, որի կողքին նշվում է դասի համարը (օրինակ՝ 7; 8; 14): Ամենամաքուր մակերեսները գնահատվում են 14, իսկ ամենակոպիտները՝ 1:
ԳՕՍՏ 2789-59-ի համաձայն մակերևույթի կոշտությունը որոշվում է երկու պարամետրերից մեկով. ա) պրոֆիլի միջին թվաբանական շեղում R a և բ) անկանոնությունների բարձրությունը R z
Կոշտությունը չափելու և մշակված մակերեսը որոշակի դասի վերագրելու համար, հատուկ չափիչ գործիքներմակերևույթի պրոֆիլը բարակ ադամանդե ասեղով զգալու մեթոդի հիման վրա։ Նման սարքերը կոչվում են պրոֆիլոմետրեր և պրոֆիլոգրաֆներ:
Կոշտությունը որոշելու և մշակված մակերեսը սեմինարի պայմաններում մաքրության այս կամ այն դասին դասակարգելու համար օգտագործվում են մաքրության տարբեր դասերի փորձարկված նմուշներ՝ այսպես կոչված մաքրության ստանդարտներ, որոնց հետ համեմատվում է մասի մշակված մակերեսը:
Մակերեւույթի ավարտի վրա ազդող գործոններ. Գործնականում հաստատվել է, որ մշակված մակերեսի մաքրությունը կախված է մի շարք պատճառներից՝ մշակվող նյութից, կտրիչի նյութից, սրման անկյուններից և կտրիչի կտրող եզրերի վիճակից, սնուցման և կտրման արագությունից։ , հեղուկի քսայուղային և հովացնող հատկությունները, համակարգային մեքենայի կոշտությունը - կտրիչ - մաս և այլն:
հատկապես կարևորությունըմակերես ստանալու համար Բարձրորակպտտվելիս այն ունի կտրման արագություն, սնուցում, կապարի անկյուններ և գործիքի ծայրի կորության շառավիղ: Որքան փոքր է սնուցման և մուտքի անկյունը և որքան մեծ է անկյունի շառավիղը, այնքան ավելի մաքուր է մշակված մակերեսը: Կտրման արագությունը մեծապես ազդում է մակերեսի ավարտի վրա: 100 մ/ր-ից ավելի կտրման արագությամբ պողպատը պտտելիս մշակված մակերեսն ավելի մաքուր է, քան 25-30 մ/րոպե արագությամբ։
Ավելի մաքուր մշակված մակերես ստանալու համար պետք է ուշադրություն դարձնել կտրող եզրերի մանրակրկիտ սրմանը և հարդարմանը:
թեստի հարցեր 1. Մածուցիկ մետաղները մշակելիս ի՞նչ տեսք է ստանում չիպը: Փխրուն մետաղների մշակման ժամանակ:
2. Անվանե՛ք կտրիչի գլխի հիմնական տարրերը:
3. Ցույց տալ առջևի և հետևի մակերեսները կտրիչի վրա; առջևի և հետևի անկյունները; սրման անկյուն:
4. Ո՞րն է կտրիչի առջևի և հետևի անկյունների նպատակը:
5. Ցույց տալ կապարի անկյունները և կապարի անկյունները:
6. Ի՞նչ նյութերից են պատրաստվում կտրիչները:
7. Ի՞նչ կարգի կոշտ համաձուլվածքներ են օգտագործվում պողպատի մշակման մեջ: Չուգուն մշակելիս:
8. Թվարկեք կտրման ռեժիմի տարրերը:
9. Ի՞նչ ուժեր են գործում կտրիչի վրա:
10. Ի՞նչ գործոններ և ինչպե՞ս են դրանք ազդում կտրող ուժի մեծության վրա:
11. Ինչո՞վ է պայմանավորված կտրիչի ամրությունը:
12. Ի՞նչ գործոններ են ազդում կտրման արագության ընտրության վրա:
Գործընթացում օգտագործվող հիմնական կտրող գործիքները ներառում են կտրիչ, որի երկրաչափական պարամետրերը որոշում են դրա տեխնիկական հնարավորությունները, ճշգրտությունը և մշակման արդյունավետությունը: Ցանկացած մասնագետ, ով որոշում է իրեն նվիրել շրջադարձային բիզնես, այնքանով, որքանով ճիշտ ընտրությունծայրամասային անկյունները մեծացնում են ինչպես գործիքի կյանքը, այնպես էլ արտադրողականությունը:
Պտտվող գործիքների պարամետրերը
Ցանկացած շրջադարձային գործիքձևավորել ամրակ, որն անհրաժեշտ է գործիքը պահակի մեջ ամրացնելու համար խառատահաստոց, և աշխատանքային գլուխ, որն ապահովում է մետաղի կտրում։ Շրջադարձային գործիքի երկրաչափական պարամետրերը դիտարկելու համար ավելի լավ է որպես նմուշ վերցնել միջանցքային գործիքը:
Պտտվող գործիքի կտրող մասի վրա այս տեսակիկան երեք մակերեսներ.
- առջև (դրա վրա աշխատանքային մասի մշակման ընթացքում մետաղական չիպսեր են դուրս գալիս);
- հետևի - հիմնական և օժանդակ (երկուսն էլ առջևի մասով շրջվեցին դեպի աշխատանքային մասը):
Գործիքի եզրը, որը կոչվում է կտրող եզր (և ուղղակիորեն ներգրավված է մշակման մեջ), ձևավորվում է դրա առջևի և հիմնական հետևի մակերեսների խաչմերուկից: Պտտվող գործիքի երկրաչափության մեջ առանձնանում է նաև օժանդակ կտրող եզր։ Այն, համապատասխանաբար, ձևավորվում է առջևի մակերեսի օժանդակ թիկունքի հատումից:
Հիմնական և երկրորդական կտրող եզրերի հատման կետը կոչվում է կտրիչի ծայր: Վերջինս մետաղը կտրելիս ահռելի ծանրաբեռնվածություն է ապրում՝ հանգեցնելով դրա կոտրմանը։ Կտրիչի ծայրի դիմադրությունը մեծացնելու համար այն սրվում է ոչ թե սրելու ընթացքում, այլ մի փոքր կլորացվում է։ Սա պահանջում է այնպիսի պարամետրի ներդրում, ինչպիսին է գագաթնակետի շառավիղը: Գոյություն ունի շրջադարձային գործիքի ծայրի դիմադրությունը բարձրացնելու ևս մեկ միջոց՝ անցումային կտրող եզրի ձևավորում, որն ունի ուղղագիծ:
Կտրիչների շրջադարձի համար ամենակարեւոր երկրաչափական պարամետրերը նրանց անկյուններն են, որոնք որոշում են փոխադարձ պայմանավորվածությունգործիքի մակերեսներ. Անկյունի պարամետրերը տարբերվում են՝ կախված շրջադարձային գործիքի տեսակից և մի շարք այլ գործոններից.
- գործիքի նյութ;
- նրա աշխատանքային պայմանները;
- մշակման ենթակա նյութի բնութագրերը.
Գործիքի անկյունները պտտելու համար
Անկյունները ճիշտ որոշելու համար շրջադարձային գործիք, նրանց ճշգրիտ արժեքներ, դրանք դիտարկվում են այսպես կոչված սկզբնական հարթություններում։
- Հիմնական հարթությունը զուգահեռ է շրջադարձային գործիքի սնուցման ուղղություններին (երկայնական և լայնակի) և համընկնում է նրա կրող մակերեսի հետ:
- Կտրող հարթությունը ներառում է հիմնական կտրող եզրը և շոշափելի է մշակման մակերեսին: Այս հարթությունը ուղղահայաց է հիմնականին։
- Հիմնական կտրող հարթությունը հատում է հիմնական կտրող եզրը և գտնվում է ուղղահայաց այն պրոյեկցիայի վրա, որն այս եզրը դնում է հիմնական հարթության վրա: Կա նաև օժանդակ սեկանտային տիպի հարթություն, որը, համապատասխանաբար, ուղղահայաց է օժանդակ կտրող եզրով հիմնական հարթության վրա դրված ելուստին:
Ինչպես նշվեց վերևում, դրանք չափվում են հենց այս հարթություններում, և նրանք, որոնք չափվում են հիմնական սեկանտ կոչվող հարթության մեջ, նշանակվում են որպես հիմնական: Դրանք են, մասնավորապես, հիմնական առջևի, հիմնական հետևի անկյունները, ինչպես նաև սրման և կտրման անկյունները։
Ամենակարևորներից մեկը պտտվող գործիքի հիմնական բացման անկյունն է, որը նվազագույնի է հասցնում շփումը, որն առաջանում է, երբ գործիքի հետևի մակերեսը փոխազդում է տվյալ պահին մշակվող մասի հետ (և հետևաբար նվազեցնում է գործիքի տաքացումը և երկարացնում դրա կյանքը ): Այս անկյունը ձևավորվում է կտրիչի մակերեսով (հիմնական հետևի մասում) և կտրող հարթությամբ: Գործիք սրելիս այս անկյունն ընտրելիս հաշվի են առնվում մշակման տեսակը և մշակման նյութը: Այս դեպքում դուք պետք է տեղյակ լինեք, որ մաքրման անկյան չափի ուժեղ աճը հանգեցնում է շրջադարձային գործիքի արագ ձախողման:
Կտրող գործիքի ամրությունն ու ամրությունը, մշակման ընթացքում առաջացող ուժերը որոշվում են փոցխի անկյան պարամետրերով։ Այն գտնվում է շրջադարձային գործիքի առջևի մակերեսի և այն հարթության միջև, որտեղ գտնվում է հիմնական կտրող եզրը (այս հարթությունը ուղղահայաց է կտրող հարթությանը): Պտտվող գործիքը սրելիս հաշվի են առնվում մի շարք գործոններ, որոնք ազդում են այս անկյան արժեքի վրա.
- աշխատանքային մասի նյութը և գործիքը ինքնին;
- առջևի մակերեսի ձևը;
- պայմանները, որոնց դեպքում կօգտագործվի կտրիչը.

Փոցխի անկյան արժեքի բարձրացումը, մի կողմից, բարելավում է մշակման ավարտը, իսկ մյուս կողմից՝ հրահրում է շրջադարձային գործիքի ամրության և ամրության նվազում։ Սրելու արդյունքում ստացված նման անկյունը կարող է ունենալ դրական և բացասական նշանակություն.
Բացասական արժեք ունեցող փոցխ անկյուններով պտտվող կտրիչները շատ դիմացկուն են, բայց դժվար է մեքենայացնել նման գործիքներով: Սովորաբար փոցխի անկյունով սրումը, որն ունի դրական արժեք, օգտագործվում է այն ժամանակ, երբ մշակված մասը պետք է մշակվի մածուցիկ նյութից, ինչպես նաև երբ գործիքի նյութը բարձր դիմացկուն է:
Բացասական փոցխ անկյուններով կտրիչներ օգտագործվում են բարձր կարծրությամբ և ամրությամբ նյութեր մշակելիս, ընդհատված կտրում կատարելիս, երբ գործիքի նյութը չունի բավարար ճկման ուժ և լավ չի կլանում հարվածային բեռները:
Պտտման համար կտրողի երկրաչափությունը բնութագրող պարամետրերն են նաև կտրող և ուղղորդող անկյունները: Կտրման անկյունը, որի արժեքը կարող է տատանվել 60-100 0-ի սահմաններում, գտնվում է գործիքի մակերեսի, որը կոչվում է ճակատ, և կտրող հարթության միջև:
Այս անկյան արժեքը ուղղակիորեն կախված է մշակվող մետաղի կարծրությունից. որքան բարձր է այն, այնքան մեծ է նրա արժեքը: Կոնության անկյունը լիովին համապատասխանում է իր անվանմանը, այն չափվում է գործիքի հիմնական առջևի և հետևի մակերևույթների միջև և բնութագրում է դրա վերևի սրման աստիճանը:
Բնութագրե՛ք շրջադարձային գործիքը և հատակագծի անկյունները: Սա հիմնականն է, որը չափվում է երկայնական սնուցման ուղղության և այն պրոյեկցիայի միջև, որը հիմնական կտրող եզրը դնում է հիմնական հարթության վրա, և օժանդակը, որը ձևավորվում է հիմնական հարթության վրա օժանդակ կտրող եզրի ելուստից և ուղղությունից: երկայնական սնուցում.
Սրելու ժամանակ այս անկյունները ընտրվում են ոչ թե կամայականորեն, այլ կախված պտտման տեսակից և կոշտությունից, որն ունի «հաստոց-գործիք-մշակման կտոր» համակարգը: Այսպիսով, մետաղների մեծ մասի մշակումը կարող է իրականացվել 45 0 պլանում հիմնական անկյուն ունեցող գործիքներով, բայց բարակ և երկար կտորները պետք է մշակվեն կտրիչներով, որոնցում այս անկյան արժեքը 60–ի սահմաններում է։ 90 0 . Դա անհրաժեշտ է մասի շեղումը և դողալը վերացնելու համար:
Կապարի օժանդակ անկյունը միաժամանակ փոխկապակցված է հաստոցների ավարտի և գործիքի կյանքի հետ: Դրա նվազմամբ բարձրանում է մշակման մաքրությունը և մեծանում գործիքի ժամկետը։
Բացի վերը քննարկվածներից, շրջադարձային գործիքների երկրաչափության մեջ առանձնանում են անկյունները:
Երկայնական պտույտը կոչվում է պտույտ, որի դեպքում սնուցման շարժման ուղղությունը զուգահեռ է աշխատանքային մասի առանցքին: Խառատահաստոցների վրա կտրող շարժումը՝ պտույտը, կցվում է աշխատանքային մասին, իսկ սնուցման շարժումը՝ թարգմանական շարժումը՝ կտրիչին: Կլոր փայտի մեքենաների վրա կտրող գործիքը պտտվում է, և սնուցման շարժումը կցվում է աշխատանքային մասի վրա: Ճշմարիտ կտրող ուղին պարուրաձև գիծ է:
Տարբերակել նուրբ և կոպիտ շրջադարձը:
Նուրբ շրջադարձը (նկ. 2, ա) կատարվում է հարթ աշխատանքային մակերեսներով և ուղիղ կտրող եզրերով կտրիչով` հիմնական և օժանդակ: Կտրող եզրերի դիրքը աշխատանքային մասի պտտման առանցքի նկատմամբ բնութագրվում է հիմնական անկյունով կապարի մեջ և օժանդակ անկյունով կապարի մեջ: Պլանի օժանդակ անկյան արժեքը որոշում է կինեմատիկական անկանոնությունների խորությունը, ուստի այն չի կարող ավելի մեծ լինել: Հիմնական կտրող եզրը կազմող երեսների դիրքը բնութագրվում է մաքրման անկյունով, սրման անկյունով և փոցխի անկյունով:
Հիմնական կտրող եզրը արտադրում է խաչաձև երեսակ կտրում, որը բնութագրվում է փայտի մանրաթելերի թեքության անկյունով:
Բրինձ. 2. Երկայնական շրջադարձային հարդարում (ա) և կոպտացում (բ)
Թեքության անկյունը չափվում է մանրաթելերի ուղղության և նորմալի միջև:
Կոպիտ շրջադարձը (նկ. 2, բ) կատարվում է կիսաշրջանաձև կտրող եզրով ակոսավոր կտրիչներով։ Լայնակի հատվածչիպսերը կիսալուսնաձեւ են, չիպերի հաստությունը մշակման մասի ծայրամասում առավելագույնն է, իսկ մասի մակերեսի մոտ այն աննշան է նույնիսկ կտրիչի բարձր սնուցման դեպքում: Սա թույլ է տալիս սնուցումը մեկ կտրիչի համար կիրառել մինչև 2 մմ, իսկ նուրբ պտտման համար՝ ոչ ավելի, քան 0,8 մմ:
> Խառատահաստոցների տեղադրում
Խառատահաստոցներ տեղադրելիս անհրաժեշտ է. ընտրել կտրիչ և ամրացնել այն գործիքակալում (մեխանիկական սնուցում ունեցող մեքենաների համար); տեղադրեք երեսպատման ափսե կամ ճարմանդ; ընտրել և ամրացնել ձեռքի հենարանը (մեքենաների համար ձեռքով կերակրում) կամ պատճենահանող (մեխանիկական սնուցում ունեցող մեքենաների համար). տեղադրեք և ամրացրեք աշխատանքային մասը մեքենայի մեջ; փորձարկել մեքենան պարապ վիճակում; սահմանել spindle արագությունը և սնուցման արագությունը; մշակել և ստուգել փորձանմուշները:
Պահանջվող կտրիչը ընտրվում է կախված կատարված աշխատանքի բնույթից: Նախնական կոպտացման համար օգտագործվում է կլեպ կտրիչ, վերջնականի համար՝ ուղիղ կտրող ծայրով ավարտական կտրիչ։ Մեխանիկական սնուցմամբ կտրիչը ամրացվում է պտուտակներով գործիքակալում: Փոխարկման ժամանակը նվազեցնելու համար օգտագործվում են հատուկ պտտվող գլուխներ, որտեղ միաժամանակ ամրացվում են տարբեր նպատակների համար նախատեսված մի քանի կտրիչներ։
ժամը ձեռքի աշխատանքանհրաժեշտ է ստուգել կտրիչը փայտե բռնակին ամրացնելու հուսալիությունը։ Մի օգտագործեք թերի կտրող գործիք:
Աշխատանքային մասի ամրացման միջոցները ընտրվում են կախված դրա ձևից և չափից: Երկար աշխատանքային մասերի ամրացման համար (նկ. 3, ա) օգտագործվում են առջևի և հետևի կենտրոնները։ Առջևի կենտրոնը 2 պատրաստված է եռաթև թոկի տեսքով՝ կոնաձև սրունքով, որով այն մտցվում է 1-ի ողնաշարի նեղ անցքի մեջ։ Հետևի կենտրոնը 4 ունի կոնաձև և սրածայր մաս և ամրացված է փեղկի մեջ։ Պոչամբարի 5-ը 6. Շփումը նվազեցնելու և աշխատանքային մասի ամրացման հուսալիությունը բարձրացնելու համար հետևի կենտրոնը տեղադրվում է առանցքակալի վրա, որն ապահովում է դրա պտույտը աշխատանքային մասի հետ 3։

Բրինձ. 3. Աշխատանքային մասի ամրացումը խառատահաստոցների մեջ. 1 - spindle, 2 - առջևի կենտրոն, 3 - workpiece, 4 - ետևի կենտրոն, 5 - spindle, 6 - tailstock, 7 - chuck, 8 - plan
Կախված մշակվող աշխատանքային մասի երկարությունից, պոչամբարը տեղափոխվում է մահճակալի ուղեցույցների երկայնքով և ամրացվում է նախապես որոշված դիրքում: Աշխատանքային մասն ամրացվում է գլխիկից դուրս մղելով կափարիչը, մինչև կենտրոնները տեղադրվեն աշխատանքային մասի ծայրերում և ապահով կերպով կպահեն այն պտտման ընթացքում: Կոն մասերը պտտելու համար պոչամբարի մարմինը պետք է կարգավորող պտուտակով լայնակի տեղաշարժվի և ամրացվի փական սարքով: Չակերը նախատեսված են կարճ աշխատանքային մասերի ամրացման համար (նկ. 3, բ): Chuck 7-ն ունի թել, որի միջով այն պտտվում է spindle-ի վրա: Աշխատանքային մասն ամրացվում է կցորդի մեջ՝ դրա ծայրը ամուր տեղավորելով խցիկի անցքի մեջ: Օգտագործվում են նաև կոլետ և լոգարիթմական ծնոտներով չակեր։
Կարճ երկարության աշխատանքային մասերը սեղմելու համար և մեծ տրամագիծծառայել որպես երեսպատում 8 (նկ. 3, գ), պտուտակված spindle-ի վրա: Աշխատանքային մասը ամրացվում է երեսպատման վրա պտուտակներով կամ պտուտակներով 9:
Ձեռնարկը տեղադրվում է շրջանակի վրա այնպես, որ դրա աշխատանքային եզրը գտնվում է կենտրոնների մակարդակի վրա և գտնվում է մշակվող աշխատանքային մասի գեներատորի մոտ, բայց չի դիպչում դրան: Քանի որ տրամագիծը նվազում է, և երկար աշխատանքային մասերը մշակելիս, ձեռքի կտորը հաջորդաբար վերադասավորվում է մահճակալի ուղեցույցների երկայնքով նոր դիրքի: Մահճակալի հետևի մասում ձևավորված արտադրանք մշակելիս փակագծերի վրա ամրացվում է պատճենահանող, որի ձևը նման է պատրաստի մասի ձևին։ Երբ սնուցումը միացված է, տրամաչափը շարժվում է կոր ճանապարհով, և կտրիչը վերարտադրում է մասի տրված ձևը:
Ափի արագությունը ընտրվում է կախված աշխատանքային մասի տրամագծից և դրա ուժից: Ավելի մեծ տրամագծերի համար պետք է սահմանել պտուտակի նվազագույն արագությունը: 400 մմ տրամագծով երեսպատման ափսե տեղադրելիս պտուտակի արագությունը չպետք է գերազանցի 800 ռ/րոպե: Պտտման արագությունը կրճատվում է բռնակի միջոցով՝ զույգ փոխանցումների փոխարկման կամ բազմարագ էլեկտրական շարժիչի պտտման արագությունը փոխելու միջոցով: փայտի կտրման արագություն փափուկ ժայռերպետք է լինի 10 ... 12 մ / վրկ, պինդ - 0,5 ... 3 մ / վ:
Երկայնական սնուցումը մեկ spindle պտույտի համար պետք է լինի. Որքան բարձր են մակերեսի կոշտության պահանջները, այնքան ցածր պետք է լինի երկայնական սնուցումը: Խաչաձև սնուցումը մեկ spindle պտույտի համար չպետք է գերազանցի 1,2 մմ: Նախքան մեքենան գործարկելը, համոզվեք, որ հուսալի ամրացումբլանկներ և տեղադրեք ցանկապատ:
Մասը կոպտացնելուց հետո կտրիչը փոխարինվում է և փոքր սնուցման դեպքում կատարվում է նուրբ շրջադարձ: Չիպսերը այս դեպքում պետք է լինեն հնարավորինս շարունակական և միատեսակ հաստությամբ:
Մշակման ընթացքում մասի ձևը պարբերաբար վերահսկվում է կաղապարով կամ չափիչով: Կալիբր օգտագործելիս կամ չափիչ գործիքկշեռքով մեքենան անջատվում է և միայն մասի լրիվ կանգից հետո չափվում է։
Կարգավորումն ավարտելուց հետո կատարվում է մասի փորձնական մշակում և դրա չափերը վերահսկվում են տրամաչափով կամ կշեռքով չափիչ գործիքով։
Մենք նաև խորհուրդ ենք տալիս
 Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
 Լույսի հեռակառավարում
Լույսի հեռակառավարում
 Լողի պարապմունք նախադպրոցական տարիքի երեխաների համար
Լողի պարապմունք նախադպրոցական տարիքի երեխաների համար
 Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
 Ժամացույցի պտուտակն Atmega8-ի վրա
Ժամացույցի պտուտակն Atmega8-ի վրա
 Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկառավարիչ և ռելե պարզ անջատիչ սխեմաներ
Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկառավարիչ և ռելե պարզ անջատիչ սխեմաներ