Cnc-ի համար ծրագրերի մշակում. Թվային կառավարմամբ հաստոցների կառավարման ծրագրի մշակում
Մեքենայի վրա արտադրանքի մշակման կարգի մասին տեղեկատվությունը մուտքագրվում է շրջանակ առ շրջանակ։ FRAME-ը մաս է վերահսկման ծրագիր, մուտքագրված և մշակված որպես մեկ միավոր և պարունակում է առնվազն մեկ հրաման:
Յուրաքանչյուր կադրում գրանցվում է ծրագրի միայն այն մասը, որը փոխվում է նախորդ կադրի նկատմամբ։
Շրջանակը բաղկացած է բառերից, որոնք սահմանում են իրենց հաջորդող տվյալների նպատակը:
Օրինակ:
N3 - շրջանակի հերթական համարը
G02 - նախապատրաստական գործառույթ
(G01 - ուղիղ գծով շարժվել դեպի մի կետ
G02, G03 - շրջանաձև ինտերպոլացիա ժամացույցի սլաքի ուղղությամբ կամ հակառակ ուղղությամբ)
X - առանցքների երկայնքով շարժման վերջնակետի կոորդինատները, Y - (օրինակ, X + 037540 (375,4 մմ)
Աղեղի կենտրոնը կոորդինատներ է շրջանաձև ինտերպոլացիայի մեջ
F4 - սնուցման ծածկագիր (օրինակ, F0060 (60 մմ/րոպե)) S2 - spindle speed code T2 - գործիքի համարը
M2 - օժանդակ գործառույթ (գործիքների փոփոխություն, սեղանի փոփոխություն, հովացման անջատիչ, աշխատանքային մասի սեղմում...):
L3 - մուտքագրեք և չեղարկեք երկրաչափական տեղեկատվության ուղղումը:
LF - շրջանակի վերջ:
Մեքենայի աշխատանքային մարմինները տեղափոխելու ծրագիր ստեղծելու համար անհրաժեշտ է դրա հետ կապել որոշակի կոորդինատային համակարգ։ Z առանցքը ընտրվում է մեքենայի հիմնական լիսեռի առանցքին զուգահեռ, X առանցքը միշտ հորիզոնական է: Ծրագիր կազմելիս օգտագործվում են զրո, սկզբնական և ֆիքսված կետեր հասկացությունները։
Վերահսկիչ ծրագրի պատրաստումը ներառում է.
1. Մասի գծագրի վերլուծություն և աշխատանքային մասի ընտրություն:
Մեքենայի ընտրություն՝ ըստ նրա տեխնոլոգիական հնարավորությունների (չափեր, ինտերպոլացիայի հնարավորություններ, գործիքների քանակ և այլն):
Զարգացում տեխնոլոգիական գործընթացմասի արտադրություն, ընտրություն կտրող գործիքև կտրման պայմանները:
4. Մասի կոորդինատային համակարգի ընտրություն և գործիքի մեկնարկային կետ:
5. Աշխատանքային կտորը մեքենայի վրա ամրացնելու մեթոդի ընտրություն.
Հղման կետերի սահմանում, գործիքի շարժի կառուցում և հաշվարկ:
Տեղեկատվության կոդավորում
Ծրագրի օպերատորին ծրագիր գրելը, այն խմբագրելը և վրիպազերծելը:
CNC մեքենաների օգտագործումը զգալիորեն սրել է արտադրական միջավայրում մարդու օգտագործման խնդիրը։ Ամեն ինչ անել
 Ավտոմատ ռեժիմով հաստոցով մասի պատրաստման գործողությունները մարդուն թողեցին ամենադժվար և ոչ կրեատիվ աշխատանքը՝ աշխատանքային մասերը տեղադրելու և հեռացնելու համար: Հետևաբար, CNC հաստոցների զարգացմանը զուգահեռ, աշխատանքներ էին տարվում ստեղծելու համակարգեր, որոնք կարող են փոխարինել մարդուն հատուկ գործողություններ կատարելիս, որոնք պահանջում են «ՄԱՆՈՒԱԼ» աշխատուժ:
Ավտոմատ ռեժիմով հաստոցով մասի պատրաստման գործողությունները մարդուն թողեցին ամենադժվար և ոչ կրեատիվ աշխատանքը՝ աշխատանքային մասերը տեղադրելու և հեռացնելու համար: Հետևաբար, CNC հաստոցների զարգացմանը զուգահեռ, աշխատանքներ էին տարվում ստեղծելու համակարգեր, որոնք կարող են փոխարինել մարդուն հատուկ գործողություններ կատարելիս, որոնք պահանջում են «ՄԱՆՈՒԱԼ» աշխատուժ:
Ֆրեզերային հաստոց և բազմաֆունկցիոնալ հաստոց (մեքենաշինական կենտրոն)՝ թվային ծրագրի կառավարում
3.3 Արդյունաբերական ռոբոտներ
Արդյունաբերական ռոբոտը (IR) ծրագրային կառավարմամբ մեխանիկական մանիպուլյատոր է:
Մանիպուլյատորը մեխանիկական սարք է, որը նմանակում կամ փոխարինում է մարդու ձեռքի գործողությունները արտադրության առարկայով։
Արդյունաբերական ռոբոտները բաժանվում են տեխնոլոգիական (փոփոխ
օբյեկտի հատկությունները) և տրանսպորտը։
Տեխնոլոգիական ռոբոտը կատարում է եռակցում, տրանսպորտային ռոբոտը տեղափոխում է աշխատանքային մասերը մշակման գոտի։
Ըստ կրող հզորության բաժանվում են.
 Օբյեկտի քաշը ծայրահեղ թեթև մինչև 1 կգ թեթև 1-10 կգ միջին 10-100 կգ ծանր 100-1000 կգ լրացուցիչ ծանր 1000 կգ-ից ավելի
Օբյեկտի քաշը ծայրահեղ թեթև մինչև 1 կգ թեթև 1-10 կգ միջին 10-100 կգ ծանր 100-1000 կգ լրացուցիչ ծանր 1000 կգ-ից ավելի
Գերթեթև ռոբոտները հավաքում են սարքը, ծանր ռոբոտը տեղափոխում է մեծ չափի աշխատանքային կտորներ:
PR-ը ստորաբաժանվում են նաև ըստ աշխատանքային մարմնի ազատության աստիճանների քանակի, ըստ CNC համակարգի (փակ և բաց, ուրվագիծ և դիրք, CNC, DNC, HNC):
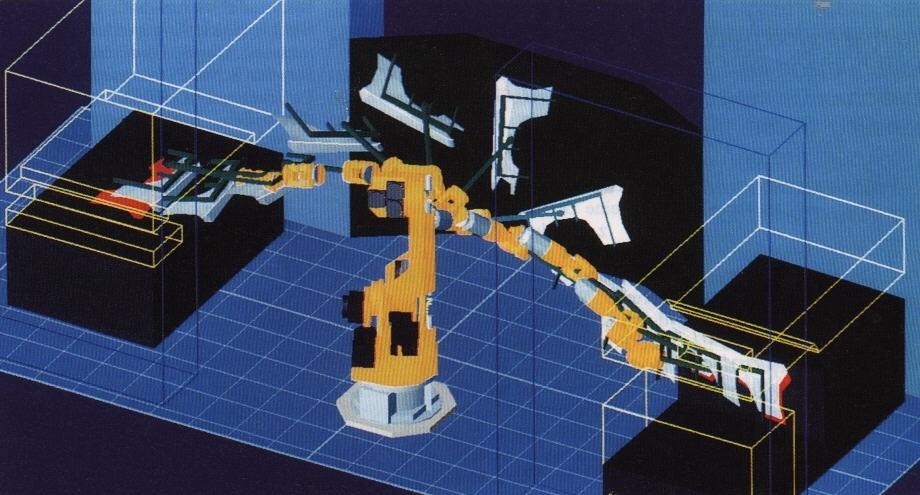
Տրանսպորտային ռոբոտի սպասարկման տարածքը և աշխատանքային մասի շարժման հետագիծը
Ներկայումս լայն կիրառությունստացել է տրանսպորտային ռոբոտներ, որոնք բեռնում են տեխնոլոգիական սարքավորումները, պահեստից բլանկներ են առաքում և պահեստամասեր տեղափոխում: Դրոշմավորման գործողությունների արտադրության մեջ տրանսպորտային ռոբոտները բլանկներ են մատակարարում դրոշմակնիքին և հեռացնում դրանք:
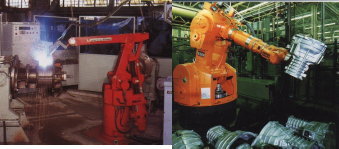
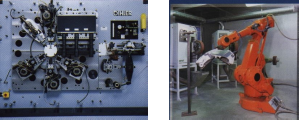
Լայնորեն կիրառվել են ռոբոտները, որոնք եռակցում են մեքենաների մարմինները և ներկում դրանք։ Ռոբոտներն օգտագործվում են էլեկտրոնային սարքավորումների, ժամացույցների և այլ սարքերի հավաքման համար։
CNC համակարգերով տեխնոլոգիական սարքավորումների հետ միասին արդյունաբերական ռոբոտները հիմք են հանդիսանում արտադրության համալիր ավտոմատացման համար:
Ռոբոտները եռակցում են մեքենաների մարմինները և տեղադրում փայտե վահանակներվերամշակող մեքենային (ռոբոտի կիրառման օրինակներ)
![]()
Թեստի հարցեր.
1. Ի՞նչ CNC համակարգեր են թույլ տալիս մշակել գնդաձև մակերեսները խառատահաստոցների վրա:
2. Ի՞նչ CNC համակարգեր պետք է օգտագործվեն հորատման մեքենաների վրա:
3. Քանի՞ կոորդինատով է հնարավոր ինտերպոլացիան խառատահաստոցների վրա մշակման ժամանակ: - ֆրեզերային մեքենաների վրա:
4. Ո՞րն է տարբերությունը ցիկլային ծրագրերի կառավարման համակարգերի և CNC համակարգերի միջև:
5. Ի՞նչ գործառույթներ են կատարում արդյունաբերական ռոբոտները:
Թեստային հսկողության քարտի հարցերի նմուշներ.
Ո՞ր գործողություններում է նպատակահարմար օգտագործել CNC համակարգերը կոնտուրի հսկողությամբ:
ԲԱՅՑ): Երբ պտտվում են աստիճանավոր գլանափաթեթներ:
Բ) . Կրկնակի կորության մակերեսները ֆրեզելիս:
AT): Տպագիր տպատախտակների վրա անցքեր մշակելիս:
Ի՞նչ տեսակի ռոբոտներ են օգտագործվում բարդ ձևավորված մասերը ներկելու համար: ԲԱՅՑ): Տեխնոլոգիական՝ ուրվագծային հսկողությամբ։
Բ). Մեծ չափս՝ դիրքի հսկողությամբ։
AT): Տրանսպորտ՝ կոնտուրի հսկողությամբ։
Ընդհանուր առմամբ, կարծում եմ, որ ոչ թե ԵՄ-ն պետք է գնահատվի դրամական արտահայտությամբ, այլ արտադրության մեջ ներդրված տեխնոլոգիան։ NC-ն ստանալու համար մի քանի վայրկյան է պահանջվում, CAM-ում մշակման ռազմավարություններ սահմանելը նույնպես երկար չէ, բայց ժամանակի առյուծի բաժինը ծախսվում է առաջադրանքների վերլուծության վրա. USP հավաքում), կտրման ռեժիմների ընտրություն, նախագծում երթուղու քարտեզ(և դրա համակարգումը այլ արտադրամասերի հետ) կամ գոյություն ունեցող երթուղու քարտեզի վերլուծություն, տեղադրման քարտեզի կազմում, արդյունքների համաձայնեցում հաճախորդի հետ՝ հաշվի առնելով նրա ցանկությունները մեքենայի ժամանակի / գործիքի արժեքի / գործիքի կյանքի / վերջնական արդյունքի վերաբերյալ մեքենա". Այստեղ, այս (և բազմաթիվ այլ գործոնների) համապատասխան, CAM-ում ընտրվում են համապատասխան ռազմավարություններ և ստացվում է համապատասխան UE։ Նաև մի մոռացեք արտադրության գործընթացում առաջացող փոփոխությունների հավանականության մասին: Եվ նաև մի մոռացեք սարքավորումների և թանկարժեք գործիքների, աշխատանքային մասերի և այլնի ժամանակի և ամբողջականության պատասխանատվության մասին:Հարց առաջացավ՝ կոնկրետ մասի մշակման համար գրված ծրագրի համարժեք գինը ո՞րն է։ Ինտերնետում փնտրեցի՝ առաջարկները շատ են, բայց գները չեն հայտարարվում։ Ինչ-որ մեկը կարո՞ղ է ասել գները, լավ կլինի, որ գներ լինեն՝ կախված մասի բարդությունից կամ ինչ չափանիշներով գնահատել ձեր աշխատանքը։ Հնարավոր է նաև, որ դուք ստիպված լինեք գործ ունենալ մեքենաների հետ, ապա վարժեցնել օպերատորին, ի՞նչ գին պահանջել դրա համար: Ասա ինձ, ես ինքս էլ չգիտեմ։ =\
P.S. Թեմայի վերնագիրը ուղղեք, թե չէ ինքս չեմ գտնում =\
Անձամբ իմ մասին կարող եմ ասել, որ հեռավար աշխատելու դեպքում հաճախորդի հետ շփվում եմ մոտավորապես հետեւյալ սկզբունքով. Աշխատանքն ավարտելու համար նախատեսված ժամանակի հիման վրա: Ես այն բազմապատկում եմ 2-ով (հաշվի առնելով հաճախորդի կողմից չնախատեսված հանգամանքները): Ստացված ժամանակը բազմապատկում եմ 100 դոլարով/օրը։ Ես բազմապատկում եմ բարդության գործակցով (հաշվի եմ առնում աշխատանքի բարդությունը, մշակման մասի, գործիքի գինը և այլն, ինչպես նաև այն օգուտը, որը հաճախորդը ստանում է իմ աշխատանքից): Հաշվի եմ առնում հաճախորդի հետ հարաբերությունների բնույթը (եթե հաճախորդը վստահելի է և ապացուցված, ուրեմն զեղչ եմ տալիս): Աշխատանքի կատարման ժամկետը ես սովորաբար բազմապատկում եմ ևս 2-ով (սա վճարման մեջ չի մտնում, քանի որ սա իմ կողմից չնախատեսված հանգամանքների ժամկետ է): Հաճախորդին հայտարարում եմ գումարի և ժամկետների մասին, ինչպես նաև մանրամասն բացատրում եմ, թե ինչ ծառայություններ են ներառված այս գումարի մեջ (թյուրիմացություններից խուսափելու համար):
Ուսման վարձի հարցով` նման ծառայություններ մատուցող գրասենյակներ, շաբաթական հիմնական դասընթացվերցնել մոտ 30k.r. անձից։ Այս գումարից և առաջնորդվեք:
CNC համակարգեր արտադրող ընկերությունները պահպանում են ISO ստանդարտը, բայց հաճախ թույլ են տալիս շեղումներ: Դա պայմանավորված է միկրոհամակարգչի «թուլությամբ» բազմապարամետրային տեխնոլոգիական հրամանների (օրինակ՝ գործիքների փոփոխման) իրականացման հարցում։ Հետևաբար, կոնկրետ CNC համակարգի համար ծրագրեր կազմելիս անհրաժեշտ է կենտրոնանալ «Օգտագործողի ձեռնարկի» վրա, որը ներառված է ծրագրավորման մեքենայի համար նախատեսված փաստաթղթերի փաթեթում:
ISO-7bit կոդը սահմանում է նիշը որպես յոթ բիթանոց երկուական թիվ: Եթե դակված ժապավենի վրա անցքերի թիվը, որոնք սահմանում են այս նիշի բիթերը, տարօրինակ է, ապա DPD-ն (տվյալների պատրաստման սարքը) ավտոմատ կերպով լրացնում է այս նիշի կոդավորումը ութերորդ ուղու վրա անցքով՝ հավասարության բիթ: ՇՄԱԳ կոդի համար (Ամերիկա, Ճապոնիա) ութերորդ ուղին կենտ թվով անցքերի վերահսկումն է:
UE-ում շարժումը ծրագրավորված է, որը սահմանվում է X, Y, Z կոորդինատային առանցքներով կամ դրանց շուրջ պտույտով, համապատասխանաբար, A, B, C (օրինակ՝ մեքենայի աղյուսակի պտույտը): Նամակներ U, V, W սահմանում են երկրորդական շարժման ֆունկցիաները՝ համապատասխանաբար X, Y և Z առանցքներին զուգահեռ:
UE-ն համարակալված նախադասությունների հաջորդականություն է, որը կոչվում է շրջանակներ: Շրջանակի համարը պիտակ է, որով դուք կարող եք գտնել անհրաժեշտ շրջանակը՝ այն խմբագրելու կամ NC-ն այս շրջանակից սկսելու համար: UE-ն կառուցելիս շրջանակում գրանցվում է միայն այն տեղեկատվությունը, որը փոփոխվում է ծրագրի նախորդ մասի նկատմամբ:
Շրջանակը կազմված է բառերից: Յուրաքանչյուր բառ ունի հասցե (լատինատառերից մեկը) և տասնորդական թիվ: Տասնորդական թիվգրվում է բառով ըստ բառի ձևաչափի. AT ժամանակակից համակարգերԹվերը սովորաբար գրվում են տասնորդական կետով, այնուամենայնիվ, անհրաժեշտ է հստակեցնել թվերի ձևաչափը ըստ օգտագործողի հրահանգների որոշակի մեքենայի համար (կան CNC համակարգեր, որտեղ բառի ձևաչափը որոշվում է CNC RAM-ում պահվող պարամետրով):
Բլոկի վերջում գրված է LF նիշը (փոխադրման վերադարձ): Օրինակ՝ N10 G90 X10,2 Z-100 (LF) Թիվ 10 բլոկում բացարձակ հղման համակարգում (G90) սահմանվում է շարժում դեպի կոորդինատներով կետ (10.2, -100): LF նիշը կարելի է տեսնել միայն դակված ժապավենի վրա, այն անտեսանելի է էկրանին: Այն նաև փակցված չէ UE-ի ցուցակում:
NC բլոկներում բառերը կարող են մուտքագրվել ցանկացած հաջորդականությամբ, CNC-ն նախ կմշակի S, F, T, M տեխնոլոգիական գործառույթների հրամանները, այնուհետև նախապատրաստական G-ը՝ ծավալային շարժումների կատարմամբ։
Մոդուլի UE հսկողություն:
Ինչպես նշվեց ավելի վաղ, ISO-7bit կոդը ենթադրում է նիշերի կոդավորման ժամանակ. զույգ թիվանցքեր դակված ժապավենի վրա: Եթե նիշերի կոդը դիտարկենք որպես երկուական թիվ, ապա ISO ստանդարտի համաձայն այն պետք է պարունակի զույգ թվեր։ Այս հատկությունը երաշխավորում է ստուգում մեկ սխալի դեմ (մեկ բիթ կամ մեկ լրացուցիչ բիթ կորուստ): Հետեւաբար, որոշ համակարգեր ավելի շատ են օգտագործում հուսալի տեսքմոդուլային կառավարում:
Տվյալների պատրաստման սարքը (PDD) UE շրջանակները գրանցելիս ավտոմատ կերպով հաշվարկում է յուրաքանչյուր շրջանակի ստուգիչ գումարները և բաժանում դրանք 10-ի, որոշելով ավելացման մնացորդը (mod) 10-ի բազմապատիկին: Այս գումարումը կլինի ստուգիչ գումարը (0... .9) շրջանակի և UPD-ի համար ինքնաբերաբար կգրվի «կադրի ավարտ» (LF) նիշից հետո: CNC-ը, երբ կարդում է NC բլոկները, նաև հաշվարկում է յուրաքանչյուր բլոկի լիցքավորումը և համեմատում դրանք ծրագրի կրիչի վրա տեղադրված լցոնումների հետ: Եթե այս արժեքները չեն համընկնում, դա սխալի հաղորդագրություն է առաջացնում ծրագրի միջավայրում: Ստուգիչ գումարը հավասար է բոլոր նիշերի թվային կոդերի գումարին, ներառյալ «շրջանակի վերջ» (LF) նիշը: Նիշերի կոդը երկուական թիվ է, օրինակ՝ N 1001110| 2=78| տասը
NC-ի բեկորներ CNC մեքենայի համար
Նախապատրաստական գործառույթներ Գ
Ուշադրություն. NC-ի հրամանատարական գործառույթները տրված չեն կոնկրետ CNC մոդելի համար, այլ դրանց ընդհանրացված ձևերն են դասընթացի և ծրագրերի մշակման համար: ավարտական ձևավորում. G հասցեով գործառույթները, որոնք կոչվում են նախապատրաստական գործառույթներ, որոշում են CNC մեքենայի ռեժիմը և աշխատանքային պայմանները: Դրանք կոդավորված են G00-ից մինչև G99: 4
G00 Դիրքորոշում. Արագ անցումով շարժվեք դեպի ծրագրավորված կետ:
G01 Գծային ինտերպոլացիա. Շարժվել ուղիղ գծով արագ կերակրման ժամանակ:
G02 Ժամացույցի սլաքի ուղղությամբ շրջանաձև ինտերպոլացիա Շարժում շրջանաձև աղեղով ժամացույցի սլաքի ուղղությամբ, երբ դիտվում է շարժման հարթությանը ուղղահայաց առանցքի դրական ուղղությամբ:
G03 Շրջանաձև ինտերպոլացիա ժամացույցի սլաքի ուղղությամբ Շարժում շրջանագծի աղեղի երկայնքով հակառակ ուղղությամբ, երբ դիտվում է շարժման հարթությանը ուղղահայաց առանցքի դրական ուղղությամբ:
G04 Դադար. Նախաձեռնում է NC-ի կատարման ժամանակի ուշացումը:
G17 G18 G19 Շրջանաձև ինտերպոլացիայի հարթության ընտրություն: Նշելով XY - G17, XZ - G18, YZ - G19 հարթությունը շրջանաձև աղեղի երկայնքով շարժումը և կտրիչի տրամագծի փոխհատուցումը ծրագրավորելիս:
G25 Ծրագրի կրկնություն NC բլոկների խմբի բազմակի կրկնություն:
G41 G42 Կտրիչի տրամագծի փոխհատուցում ձախ և աջ: Օգտագործվում է կտրիչի կենտրոնի գործիքային ճանապարհը մշակվող եզրագծին փոխելու համար:
G60 Նուրբ դիրքավորում Շարժվեք արագ անցման ժամանակ՝ մոտենալով դիրքին մեկ ուղղությամբ:
G81 … G89 Պահածոյացված ցիկլեր: Ծրագրավորված են մասերի բնորոշ մակերեսների շարժումները:
G80 Պահածոյացված ցիկլը չեղարկվում է: Չեղարկում է պահածոյացված ցիկլերը
G81 G89 G90 Բացարձակ չափ. Կոորդինատների ծրագրավորում բացարձակ հղման համակարգում.
G91 Աճող չափ. Կոորդինատների ծրագրավորում հարաբերական տեղեկատու համակարգում:
G92 Կոորդինատների համակարգի կարգավորում: Որոշում է կոորդինատային համակարգի ծագումը մեքենայի աշխատանքային մարմինների նշված դիրքի համեմատ:
G94 G95 Որոշեք սնուցման արժեքի միավորը
G94 - մմ / րոպե
G95 - մմ/շրջադարձ G96 Մշտական կտրման արագություն: Ծրագրավորման մշակում մշտական կտրման արագությամբ:
G98 G99 Սահմանել հատկությունները պահածոյացված ցիկլերում: Սահմանեք վերադարձի կետը G81 89-ը գործարկելուց հետո
Օժանդակ գործառույթներ Մ
M00 Տեխնոլոգիական կանգառ. Հրամանը կատարելուց հետո ծրագիրը դադարեցվում է։ Աշխատանքի շարունակություն - սեղմելով «Սկսել» ստեղնը:
M01 Դադարեցրեք հաստատումով: M01 հրամանը կատարվում է, պայմանով, որ սեղմված է կառավարման վահանակի համապատասխան ստեղնը:
M02 M30 Ծրագրի ավարտը. Ծրագրի բլոկի ավարտը: Այս UE-ի մշակումն ավարտելու հրամանը: Ծրագրի կրիչի վրա կարող են լինել մի քանի ծրագրեր (մագնիսական ժապավեն, դակված ժապավեն): Այս հրամանը իրականում նշանակում է «ժապավենի վերջ»:
M03 M04 Spindle ռոտացիա. Ափի պտտման ուղղությունը ժամացույցի սլաքի ուղղությամբ է: Ափի պտտման ուղղությունը ժամացույցի սլաքի ուղղությամբ է:
M05 Spindle stop Առաջացնում է spindle stop, անջատում է սառեցումը: M06 Գործիքի փոփոխություն: Աշխատանքային դիրքում դնում է գործիքը, որի թիվը որոշվում է Տ հասցեով։
M08 M09 Հովացուցիչ նյութի մատակարարում: Միացնում է սառեցումը: Անջատում է սառեցումը:
M19 Կողմնորոշված spindle stop. Ստիպում է spindle-ը կանգ առնել նշված անկյունային դիրքում:
M17 Ենթածրագրի ավարտ. M20 Հաղորդակցություն արտաքին սարքի հետ: Այն կարող է սահմանել կառավարման փոխանցումը արդյունաբերական ռոբոտին, սկզբնավորել տրանսպորտի և պահեստավորման սարքի աշխատանքը և այլն:
M41 M42 M43 Spindle արագության միջակայք. Սահմանում է լիսեռի արագության միջակայքի համարը:
Պետք է նշել, որ մի շարք գործառույթներ, ինչպիսիք են «բացարձակ հղման համակարգ - G90», սնուցման արժեքի չափը (G94, G95), տրամագծի փոխհատուցումը (G40) և այլն, ավտոմատ կերպով սահմանվում են մեքենան շահագործման պատրաստելու ժամանակ ( միացնելով էլեկտրամատակարարումը): Դրանք կոչվում են «կանխադրված գործառույթներ» և դրանց սկզբնական վիճակը նշված է «Օգտատիրոջ հրահանգներում»:
F հասցեի ներքո սնուցման արժեքը ծրագրավորվում է, իսկ S-ը լիսեռի արագության արժեքն է: H հասցեի տառը որոշում է երկարության համար ուղղիչի համարը, իսկ տրամագծի համար՝ D:
Մենք նաև խորհուրդ ենք տալիս
 Արտադրողական և վերարտադրողական մտածողություն
Արտադրողական և վերարտադրողական մտածողություն
 Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
Խելամիտ էգոիզմ - ո՞րն է ողջամիտ էգոիզմի տեսությունը:
 Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
Բորիս Նիկոլաևիչ Ելցին, Ռուսաստանի առաջին նախագահ
 Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
Ստորգետնյա կռիվներ. Ստորգետնյա արքաներ. Ի՞նչ է «պայքարը հանուն զանգվածների»: Որտեղ կարելի է պայքարել փողի համար:
 Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
Յակով Պավլովը և Ստալինգրադի այլ հերոսներ, որոնք դուք պետք է իմանաք
 Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր
Երազում գոյատևեք ծովում դժբախտ պատահարից - իրականում փորձեք նոր սեր