Պտտվող կտրիչը թեքվեց: Անցնող կտրիչներ - գրեթե ամեն ինչ նրանց մասին
Հաճախ արտադրության մեջ, տարբեր աստիճանավոր գլանափաթեթներ և մի շարք ոչ կոշտ մասեր մշակելու համար օգտագործվում է միջանցք: Այս գործիքի հետ աշխատելիս կոպիտ անցումներ են ստացվում ավելի փոքր կորության շառավղով, քան ավարտական անցումները: Անհրաժեշտության դեպքում, կատարյալ հարթ մակերեսներ ստանալու համար օգտագործեք սայրի կտրիչ:
Միջանցքային կտրիչը օգտագործվում է տարբեր մասերի արտաքին երկայնական հարդարման և հարդարման համար: Միևնույն ժամանակ, ավելի բարձր կտրման արագություններ են օգտագործվում կոպտացման համար, և չիպսերը հանվում են ավելի մեծ, քան նուրբ պտտման դեպքում:
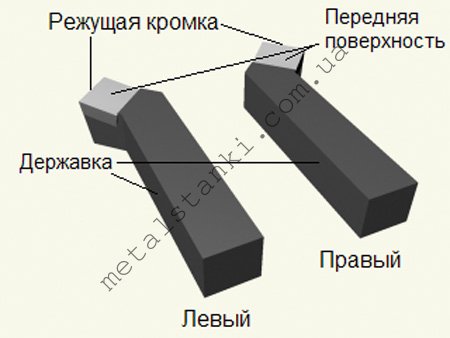
Միջանցքային կտրիչը կարող է լինել թեքված, կայուն և ուղիղ: Իսկ կերակրման ուղղությամբ կան աջ ու ձախ գործիքներ։ Այս դեպքում ձախերն օգտագործվում են արտաքին մակերեսների մշակման համար՝ ձախից աջ ուղղությամբ, աջերը՝ աջից ձախ։
Ուղիղ կտրիչը հատակագծում ունի հիմնական անկյուններ, որոնք հավասար են φ = 75, 60 և 450, կռացած կտրիչը φ = 400-450 և մղիչ գործիք φ = 900: Ամբողջ կտրիչի դիմադրությունը որպես ամբողջություն, մինչդեռ որքան փոքր է անկյունը, այնքան բարձր է կտրողի թույլատրելի արագությունը և դիմադրությունը: Այնուամենայնիվ, հաճախ այս բնութագրի նվազագույն արժեքների դեպքում թրթռումները կարող են առաջանալ մեքենայի կառուցվածքի անբավարար կոշտության, ամրացնող մասերի կամ հենց գործիքի պատճառով: Այսպիսով, բավարար կոշտությամբ օգտագործվում է թեքված անցողիկ կտրիչ, որն ամենատարածվածն է այն պատճառով, որ թույլ է տալիս կատարել ոչ միայն երկայնական, այլև նույնիսկ լայնակի շրջադարձ: Եթե կոշտությունը բավարար չէ, ապա օգտագործվում են կանգառ կտրիչներ, որոնք թույլ են տալիս մշակել մասերը փոքր եզրերով և լայնորեն կիրառվում են ոչ կոշտ մասերի մշակման համար։
Մեկ այլ, ոչ պակաս կարևոր պարամետր է պլանի օժանդակ անկյունը: Այն ազդում է կտրման արագության, շրջվող մակերեսի կոշտության վրա և նվազեցնում է օժանդակ նյութի մասնակցությունը կտրող եզրողջ գործընթացի ընթացքում: Կոպտելիս գործիքի համար այս արժեքը ընտրվում է 10-150:
Նման գործիքի հաջորդ կարևոր հատկանիշը, ինչպիսին է միջանցքային կտրիչը, կորության շառավիղն է: Այն ազդում է գործիքի կյանքի և առաջնակարգ ամրության վրա: Այս պարամետրի ավելացումը նվազեցնում է մշակման ենթակա մակերեսի կոշտությունը, բայց միևնույն ժամանակ առաջացնում է բեռի ավելացում հենց սնուցման կտրիչի վրա, ինչը նպաստում է թրթռմանը: Այսպիսով, 0,5 մմ կարբիդային շեղբերով գործիքների շառավիղը համարվում է օպտիմալ՝ 10 մմx16 մմ և 12 մմx20 մմ ամրակի խաչմերուկով, 1 մմ 16 մմx25 մմ և 20 մմ x 32 մմ հատվածների համար, 1,5 մմ՝ կտրիչների խաչմերուկով: 25 մմx40 մմ և 30 մմx45 մմ:
Կտրիչի առջևի մակերեսի ձևը կախված է մշակվող նյութից, մշակման պահանջվող բնույթից, արտադրանքը կերակրելու հնարավորությունից և մի շարք այլ պայմաններից։ Այսպիսով, օրինակ, սրման հարթ ձև և դրական անկյուն օգտագործվում է բոլոր տեսակի գերարագ և կարբիդային կտրիչների վրա, խորհուրդ է տրվում չուգուն մշակելու համար: Միևնույն ժամանակ, արագընթաց պողպատից պատրաստված սնուցող կտրիչը պողպատը պտտելիս ունի 0,2 մմ/պտույտից պակաս սնուցման արագություն:
Բացասական փոցխի անկյունով հարթ ձևը օգտագործվում է կոշտ խառնուրդի շեղբերով կտրիչների համար 80 կգ/մմ2-ից ավելի պողպատը մշակելիս՝ կոշտ տեխնոլոգիական համակարգի առկայության դեպքում:
Շատ հաճախ միջանցքային կտրիչը լրացուցիչ ամրացվում է կտրող եզրի երկայնքով մինչև -50 բացասական անկյան տակ 0,2-1,2 մմ շեղման միջոցով: Շերտավոր հարթ ձևն օգտագործվում է արագընթաց պողպատից պատրաստված գործիքի համար, երբ օգտագործվում է 0,2 մմ/պտտվող ավելի արագությամբ պողպատ պտտելու համար, ինչպես նաև կարբիդային կտրիչների համար՝ σv-ից պակաս կամ հավասար պողպատը մշակելու համար: մինչև 80 կգֆ/մմ2, ինչպես նաև ոչ կոշտ համակարգի առկայության դեպքում 80 կգ/մմ2-ից ավելի և հավասար σին: Օգտագործվում է պողպատե և պողպատե ձուլվածքների մշակման, ինչպես նաև ճկուն չուգունի համար։
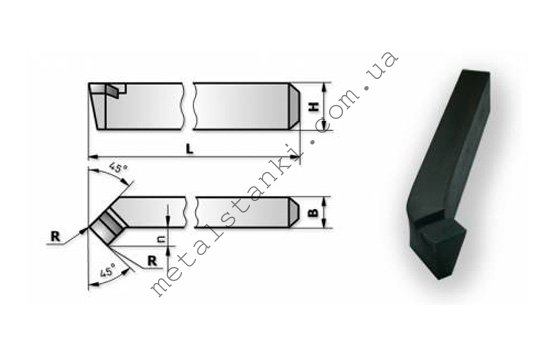
Սակայն նման գործիքի հետ աշխատելիս առաջանում է մեծ քանակությամբ վտանգավոր, թեթևակի ոլորված և չիպսեր տեղափոխելու համար անհարմար: Միաժամանակ մեծ է հավանականությունը, որ այն կփաթաթվի մասի շուրջը և վտանգավոր դառնա աշխատողի համար։ Դրանից խուսափելու համար չիպսերը ոլորվում են՝ կտրիչի առջևի մասը 3 մմ-ից մինչև 18 մմ շառավղով ֆիլեով դարձնելով, իսկ ավելի ցածր ամրություն ունեցող մասերը մշակելու համար ընտրվում է ավելի փոքր շառավիղ: Այսպիսով, ստացվում է հետևյալ ձևի կտրիչ.
Անցումային կտրիչը, որն ունի շառավղով շառավղով ձև, նախատեսված է արագընթաց պողպատից պատրաստված բոլոր տեսակի գործիքների համար, բացառությամբ բարդ պրոֆիլով ձևավորված կտրող եզրերի, ինչպես նաև կարբիդային ներդիրներով գործիքների համար, երբ սնվում են արագությամբ: ավելի քան 0,3 մմ / պտույտ՝ 80 կգ/մմ2-ից ավելի սինով պողպատի անհրաժեշտ մշակման համար:
Անկախ օգտագործվող կտրիչից, որպեսզի այն ավելի երկար չձախողվի և աշխատի առավելագույն արդյունավետությամբ, օգտագործվում են հսկայական քանակությամբ տարբեր լրացուցիչ վարդակներ և տարբեր օժանդակ սարքեր: Դրանք նախատեսված են գործիքը պաշտպանելու, ինչպես նաև ամբողջ տեխնոլոգիական գործընթացը պարզեցնելու համար, ինչը հատկապես կարևոր է բարդ կառուցվածք ունեցող մասերը մշակելիս:
Հպեք
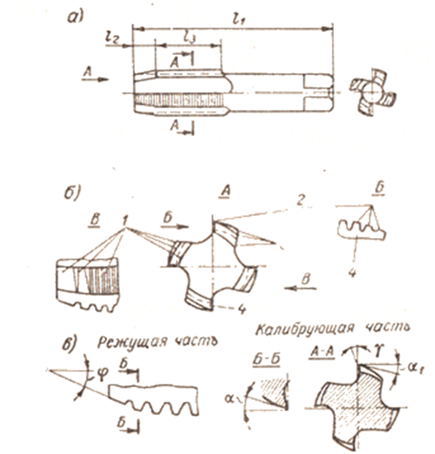 Ծորակը կտրող գործիք է նախապես փորված անցքի մեջ թելերը կտրելու համար: Ծորակը գլանաձև գլան է, որի մի ծայրում կտրող եզրեր են: Ծորակի մյուս ծայրը (սրունքը) նախատեսված է ճոպանի մեջ ամրացնելու կամ շահագործման ընթացքում օձիքի մեջ պահելու համար:
Ծորակը կտրող գործիք է նախապես փորված անցքի մեջ թելերը կտրելու համար: Ծորակը գլանաձև գլան է, որի մի ծայրում կտրող եզրեր են: Ծորակի մյուս ծայրը (սրունքը) նախատեսված է ճոպանի մեջ ամրացնելու կամ շահագործման ընթացքում օձիքի մեջ պահելու համար:
Ծորակների հիմնական տեսակները.
Ձեռնարկ - նախատեսված է երկու կամ երեք կտորից բաղկացած հավաքածուում ձեռքով թելելու համար.
Ընկույզ - մեկ անցումով ամբողջ թելը անցքերով կտրելու համար;
Մեքենա - պարուրելու համար, հիմնականում հորատման մեքենաների, ավտոմատ մեքենաների և հատուկ մոդուլային մեքենաների կույր անցքերում (հիմնականում արտադրվում են կտորներ, բայց դրանք նաև գալիս են 2 կամ 3 կտորների հավաքածուներով);
Հաստոցներ - ընկույզով թակող մեքենաների անցքերով թելեր ստանալու համար. առանց ակոսների (ձևավորող մեքենաներ) - անցքերով թելերը մեկ անցումով կտրելու համար.
Ավտոմատ - ընկույզների մեջ թելեր կտրելու համար ընկույզով թակող մեքենաների վրա;
խոյ և արգանդ - կլոր ձագերի թելերով անցքերում պարուրելու և չափաբերելու և փորվածքները հեռացնելու համար:
Թելերի տեսակները՝ M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT:
Ծորակների արտադրության նյութը լեգիրված գործիք է և արագ կտրող պողպատ:
Պտտվող կտրիչները շրջադարձի մեջ ամենատարածված գործիքն են: Այս հոդվածում մենք կանդրադառնանք, թե ինչպես կարելի է նման կտրիչ պատրաստել մեր սեփական ձեռքերով, ինչպիսի միջատներ են դրանք, դրանց տեղադրման անկյունները և ծայրամասային անկյունները և այլ նրբերանգներ:
Այս հոդվածը կլինի կայքում տեղադրված մի շարք հոդվածների շարունակությունը ավտոտնակի արտադրամասում պտտվող խառատահաստոցների, գործիքների և հարմարանքների մասին: Ես արդեն գրել եմ խառատահաստոցների հարմարանքների մասին և ցանկացողները կարող են կարդալ դրանց մասին և. Դե, իմ սեփական ձեռքերով պտտվող գործիքների իրավասու սրման և ճշգրտման մասին, խորհուրդ եմ տալիս կարդալ և դիտել տեսանյութը այստեղ.
Եվ այս հոդվածում մենք ավելի մոտիկից կանդրադառնանք պտտման հիմնական գործիքին՝ միջանցքային կտրիչին:
Սկզբից եկեք դիտարկենք, թե ինչ տեսակի միջատներ են, ինչից են դրանք պատրաստված, դրանց սրման անկյունները, այս կտրիչների կարբիդային թիթեղների ամրացման եղանակները և այլ նրբերանգներ: Եվ վերջում կպատմվի և կցուցադրվի, թե ինչպես կարելի է տանը ձեր սեփական ձեռքերով փոխարինելի կարբիդային ափսեով թեքել կտրիչով։
Անցումային կտրիչը նախատեսված է արտաքին գլանաձև մակերևույթների երկայնական պտտման համար, իսկ սփրինգային կտրիչները օգտագործվում են ծայրերը և ծայրամասերը շրջելու համար: Այնուամենայնիվ, միջանցքային կտրիչների որոշ տեսակներ (ինչպես ես արեցի հոդվածի ներքևում գտնվող տեսանյութում և ստորև նկար 1-ում) և հատիչ կտրիչների որոշ տեսակներ օգտագործվում են ինչպես երկայնական, այնպես էլ լայնակի շրջադարձերի համար:
Միջոցով կտրիչներ են նուրբ եւ կոպիտ. Կոպիտ կտրիչները նախատեսված են մշակման մասերի կոպիտ պտտման համար, այսպես կոչված, պիլինգ (և, հետևաբար, ոմանք դրանք անվանում են կլեպ): Իսկ հարդարման կտրիչները նախատեսված են մակերևույթի վերջնական մշակման և աշխատանքային մասի մակերեսի ավարտի ավելի բարձր դասի ստանալու համար: Ստորև մենք մանրամասն կքննարկենք միջանցքային կտրիչների տեսակները:
Անդրադառնալով թեքված կտրիչների միջով .
Նման կտրիչները առավել տարածված են պտտման մեջ՝ իրենց հարմարության և լայն հնարավորությունների պատճառով, և հենց այն, թե ինչպես ես պատրաստեցի այդպիսի կտրիչ, նկարահանեցի տեսանյութ, որը կարելի է դիտել այս հոդվածի ներքո: Կռացած գլխի շնորհիվ նման կտրիչները թույլ են տալիս մշակել մի մասի մակերեսը, որը գտնվում է խառատահաստոցի խցիկի խցիկներին շատ մոտ:
I - երկայնական շրջադարձ, II - լայնակի շրջադարձ
Իսկ նման կտրիչն օգտագործվում է և՛ երկայնական (տե՛ս Նկար 1.I), և՛ լայնակի շրջադարձերի համար (Նկար 1.II):Այսպիսի կտրիչները պատրաստվում են աջ և ձախ՝ կախված նրանից, թե որ ուղղությամբ է թեքված գլուխը։
Ուղիղ կտրիչներ.
I - անմիջապես կտրիչի միջով, II - ձախ կտրիչի միջով
Այս կտրիչները նախատեսված են մասերի երկայնական պտտման համար: Ինչպես նաև թեքված կտրիչները, դրանք կարող են լինել կամ աջակողմյան (տես նկար 2.I), որոնք օգտագործվում են մեքենայի տրամաչափի շարժման նորմալ ուղղությամբ, և ձախակողմյան (Նկար 2.II), որոնք օգտագործվում են, երբ շրջվելով գլխարկից դեպի հետևի ուղղությամբ:
Ուղիղ միջով կտրիչներն ամենահեշտն են արտադրվում՝ շնորհիվ կրիչի պարզ (ոչ թեքված) ձևի:
Մշտական կտրիչների միջոցով:
I - վերջի մակերեսների կտրում (ծայրեր), II - ծայրի շրջադարձ:
Այս կտրիչները ծառայում են մասերի երկայնական պտտման (տես Նկար 3.I) և եզրերի ծայրային մակերեսների միաժամանակյա կտրման համար (անցվածքի վերջում): Եթե գործիքակալը նման կտրիչով պտտում եք որոշակի անկյան տակ (տե՛ս Նկար 3.II), ապա կարող եք օգտագործել այդպիսի կտրիչ՝ մասի ծայրը դեմքով շրջելու համար:
Հակաձիգ կտրիչները առավել լայնորեն օգտագործվում են ոչ կոշտ մասերի, ինչպես նաև աստիճանավոր մշակման համար:
Հարդարման կտրիչներ .
Ես - շրջվելու համար բաց տարածքներ, II - շրջվելու համար դժվարամատչելի վայրեր.
Նման կտրիչները հիմնականում օգտագործվում են ցածր սնուցմամբ պտտվելու համար և դրանք տարբերվում են սովորական միջով կտրիչներից կորության մեծ շառավղով (r = 2-5 մմ):
Բաց տարածքները մասերի վրա պտտելու համար օգտագործեք ուղիղ կտրիչներ, որոնք աշխատում են երկու ուղղություններով (տես Նկար 4.I): Իսկ դժվարամատչելի վայրերը շրջելու համար օգտագործվում են թեք կտրիչներ (տե՛ս նկար 4.II), ինչպես աջ, այնպես էլ ձախ:
Հարդարման լայն կտրիչներ .
Այս կտրիչները նախատեսված են մասերի նուրբ պտտման և բարձր սնուցման համար: Բայց միևնույն ժամանակ, այս կտրիչները սովորաբար մետաղի շատ փոքր շերտ են հեռացնում աշխատանքային մասից:
b-ը կտրող եզրի լայնությունն է, s-ը սնուցումն է:
Բարձր կերակրումների ժամանակ (ս
Ստորև մենք կքննարկենք միջանցքային կտրիչների տարբեր տարբերակներ, որոնք տարբերվում են միմյանցից կախված կտրող թիթեղների ամրացումից:
Պտտվող կտրիչներ՝ կտրող թիթեղների մեխանիկական ամրացմամբ։
Թիթեղների ամրացում՝ կտրված զսպանակակալի հատուկ բնում։
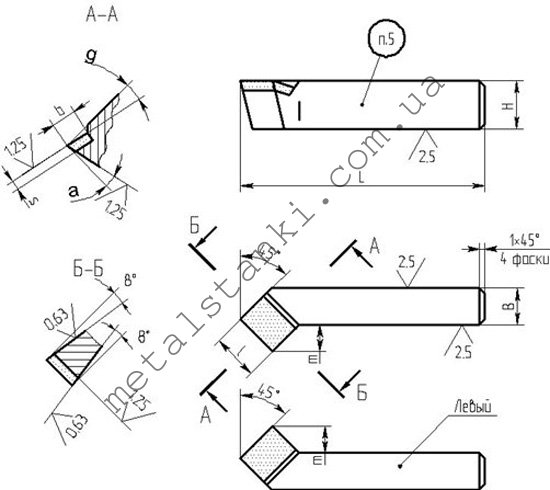
Նման կտրիչների դիզայնը (որոնք մշակվել են դեռևս անցյալ դարում ԳԴՀ-ի տեխնոլոգիական ինստիտուտում) նախատեսում է սիմետրիկ կարբիդային ներդիրների ամրացում կտրված պահարաններում՝ օգտագործելով մեկ կամ երկու պտուտակ (ներքին վեցանկյունով): Նման կտրիչները ներկայացված են ստորև բերված նկարում:
Այս թիթեղը ամրացվում է 3-րդ պտուտակի և պահարանի հետևի աջակից պատի միջև՝ օգտագործելով հատուկ սեպ 5 և 4 պտուտակ։ .
Ինչպես ցույց է տրված նկարում, ափսեին, երբ արտադրվում է գործարանում, մատակարարվում է չիպսերի գանգրացման համար նախատեսված ֆիլե և դիմացի մակերևույթի վրա կարծրացնող ևս մեկ փորվածք (շերտվածքի լայնությունը 0,2 - 0,3 մմ): Ավելին, ֆիլեի վրա փոցխի անկյունը դրական է, և հետևի անկյունների պահանջվող արժեքը ապահովվում է ափսեը պահողի մարմնի վրա ցանկալի անկյան տակ տեղադրելով (անկյունը մոտ 15 - 18 ° է, համեմատած պահողի առանցքի):
Փոխանակվող ափսե կցելու նկարագրված դիզայնը մի փոքր դժվար է ինքնուրույն անել տանը, և այն չի աշխատի փոքր խառատահաստոցների չափազանց փոքր կտրիչների համար (օրինակ, դպրոցական «տևաշկաները»), քանի որ բոլոր մասերը պետք է պատրաստվեն: շատ փոքր. Հետևաբար, ավելի փոքր կտրիչների համար դուք կարող եք ավելի պարզ ձևով կցել փոխարինելի ափսե, ինչպես ես արեցի այս հոդվածի տեսանյութում:
Եվ եթե դուք բավականաչափ ճշգրիտ քայլ եք անում պահարանի վրա և ճշգրիտ անցք եք փորում սեղմիչ պտուտակի համար, այսինքն՝ համոզվեք, որ երբ պտուտակն ամրացվում է, թիթեղը ամուր ձգվում է իր հետևի երեսով դեպի աստիճանը (ուսը բռնակի վրա ), ապա նման ամրացումը, չնայած իր պարզությանը, բավականին հուսալի է:
Բացի այդ, քայլը կատարվում է այնպես, որ ծանրաբեռնվածության տակ ափսեի հետևի եզրը խրվում է աստիճանի մեջ, քանի որ քայլը և ափսեի հենարանային հարթակը պատրաստված են անկյան տակ (մոտ 10 - 15 ° հարաբերական պահողի առանցքին): Սլաքը նախընտրելի է պատրաստված ածխածնային պողպատից 40X, 40X13 կամ պողպատից 45, 50:
Դրոշմակնիք օգտագործելով կոր կտրիչներ պատրաստելը. 1 - մատրիցա, 2 - սեղմող դակիչ:
Ընդ որում, կռացած կտրիչի ամրակը պատրաստվել է (և իմ կողմից ցուցադրված է ստորև ներկայացված տեսանյութում) ոչ թե կռանալու միջոցով, ինչպես դա անում են գործարանում հատուկ ձողերի օգնությամբ և ինչպես ցույց է տրված ձախ նկարում, այլ ավելի պարզ ձևով, պարզապես պողպատից կտրելով և շրջելով:
Բազմաթև թիթեղները արտադրվում են երեք, չորս, հինգ և վեցանկյուն ձևերով: Դե, բազմակողմ թիթեղներով միջանցքային կտրիչների չափերը գործնականում չեն տարբերվում նույն բարձրության զոդված կարբիդային թիթեղներով կտրիչների չափերից:
Եռանկյունաձև ներդիրները աշխատանքային գագաթներում ունեն 80º անկյուններ, և դրանք օգտագործվում են φ=90º առաջատար անկյուն ունեցող միջանցքային կտրիչների համար (տե՛ս ստորև՝ a տառի նկարը):
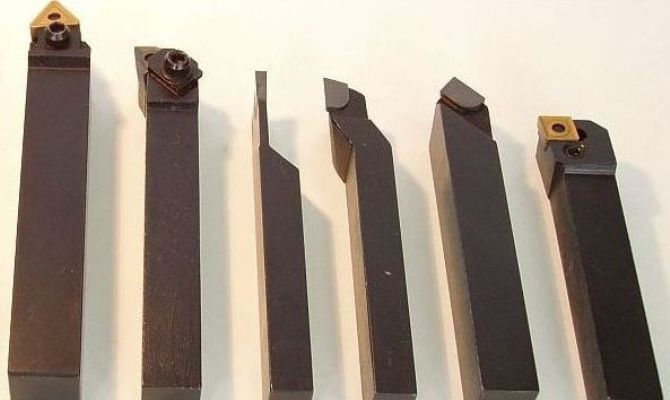
Կռացած անցումային կտրիչը օգտագործվում է պտտվող մասերի արտաքին մակերեսները շրջելու համար, որոնք ներառում են մեծ երկարության կոնաձև մակերեսներ, գլանաձև գլանափաթեթներ և այլ իրեր։ Ի տարբերություն ուղիղ կտրիչների, թեքված կտրիչները ավելի տարածված են, քանի որ ունեն աշխատանքի մեջ ունիվերսալ հնարավորություններ։ Նրանք ունեն ավելի բարձր կոշտություն և իրենց ձևի շնորհիվ կարող են մասեր մշակել նույնիսկ դժվարամատչելի վայրերում։ Դրանք օգտագործվում են մեխանիկական ճարտարագիտության և հաստոցաշինության մեջ դետալներ ստեղծելու, մշակման մասերի կոպիտ և ավարտական մշակման համար, գրեթե յուրաքանչյուր պրոֆեսիոնալ շրջադարձային արտադրամասում, թեքված կտրիչը մշակման համար անփոխարինելի գործիք է:
լուսանկար՝ կտրիչները թեքելով
Այս գործիքի աշխատանքն իրականացվում է ինչպես երկայնական, այնպես էլ լայնակի սնուցմամբ։ Նրանք կարող են պտտել հենց աշխատանքային մասի վերևում, ծայրերը փորել և կտրել, այսինքն՝ բոլոր այն հիմնական գործողությունները, որոնք կարող են օգտակար լինել այս դեպքում: Նրանք պատկանում են լայն պրոֆիլի գործիքներին և ունեն չափի և այլ պարամետրերի մի քանի տարբեր տատանումներ: Նրանք լավ են աշխատում կոշտ մասերի հետ աշխատելիս: Կռացած կտրիչը արտադրված է ԳՕՍՏ 18868-73-ի համաձայն:
Կռացած կտրիչների միջով պտտվելու տեսակները
Այս տեսակի գործիքները կարելի է բաժանել հարդարման և նախագծի տեսակների: Հարդարմանները ունեն զգալիորեն ավելի մեծ կորության շառավիղ: Սա թույլ է տալիս ստանալ ավելի ճշգրիտ մշակված մակերես: Դրանք օգտագործվում են արտադրության վերջնական փուլում և համեմատաբար փոքր մասերի ստեղծման համար։ Եթե Ձեզ անհրաժեշտ է հասնել հատուկ հարթության և մաքրության, ապա, որպես կանոն, օգտագործվում են սպաթուլա կտրիչներ, որոնք օգնում են ավելի լավ արդյունքի հասնել։
Կոպիտ մշակումն օգտագործվում է կոպիտ մշակման համար։ Նրանց կորության շառավիղն ավելի ցածր է, բայց ամրոցը նկատելիորեն ավելի բարձր է։ Նրանք հիանալի են այն ծրագրերի համար, որտեղ անհրաժեշտ է մեծ քանակությամբ մետաղ հեռացնել աշխատանքային մասից: Նրանց աշխատանքային ռեսուրսը շատ ավելի մեծ է, հետևաբար, տնտեսական տեսանկյունից երկու տեսակի կտրիչներով մշակումը շատ ավելի շահավետ է։ Նրանք ավելի քիչ ճշգրտություն ունեն, բայց ավելի արագ կդարձնեն հեռացման առաջին փուլը։
Բացի այդ, կարելի է նաև տարբերակել այնպիսի տեսակներ, ինչպիսիք են աջ և ձախ թեքված կտրիչ միջանցքով: Այստեղ նրանք տարբերվում են կտրող եզրի գտնվելու վայրից, ինչպես այս գործիքների շատ այլ տեսակների մեջ:
Միջանցքային կոր կտրիչների հիմնական չափերը
| Բարձրություն, մմ | Լայնություն, մմ | Երկարություն, մմ |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Կռացած կտրիչը հիմնականում պատրաստված է կարբիդային նյութերից, քանի որ մշակման մասերը հիմնականում բաղկացած են կոշտ նյութերից, բայց կարող են օգտագործվել նաև արագընթաց պողպատից պատրաստված գործիքներ:
Միջանցքի կոր կտրիչի երկրաչափությունը
Կտրիչի հիմնական աշխատանքային մասը նրա գլուխն է, որը գտնվում է ձողի վրա։ Այն տեղադրվում է գործիքակալի մեջ՝ հետագա աշխատանքի համար: Գլխի առջևի մակերեսին կա մի մակերես, որն ապահովում է չիպի հոսքը: Կան նաև երկու եզրեր՝ օժանդակ և հիմնական։ Դրանք կոչվում են այն մակերեսները, որոնք նայում են մշակվող մասին:
Հիմնական կտրման աշխատանքներն իրականացվում են հիմնական կտրող եզրով: Այս մասը ձևավորվում է գործիքի հիմնական հետևի և առջևի մակերեսների խաչմերուկում: Դիզայնը նախատեսում է նաև օժանդակ կտրող եզր, որը ձևավորվում է օժանդակ առջևի և հետևի մակերեսների խաչմերուկում: Երկրորդական և հիմնական կտրող եզրերի խաչմերուկը կազմում է կտրիչի ծայրը: Յուրաքանչյուր մոդել ստեղծում է իր ուրույն անկյունը, ինչը արտադրանքն ավելի հարմար է դարձնում որոշակի նպատակների համար: Օրինակ, աստիճանային մասի մշակման համար անհրաժեշտ է 90 աստիճան անկյուն ունեցող կտրիչ:
Կոր կտրիչի ընտրություն
Կոր պտտվող կտրիչները հասանելի են մի քանի տարբերակներով, որոնք տարբերվում են չափերով, կտրիչի նյութով և այլ պարամետրերով: Ընտրելիս պետք է ուշադրություն դարձնել, թե ինչ բլանկների հետ պետք է գործ ունենաք։ Եթե արտադրության մեջ օգտագործվում է դետալների լայն տեսականի, ապա դուք պետք է ունենաք ոչ թե մեկ կոր թափանցող կտրիչ, այլ մի ամբողջ հավաքածու տարբեր պատյանների համար:
Ապրանքի չափը ընտրվում է ըստ աշխատանքային մասի չափսերի: Ամենատարածվածը միջին տարբերակներն են, որոնք փոխարինում չեն պահանջում տարբեր տեսակի ապրանքների հետ աշխատանքի մեծ մասի համար: «Խորհուրդ մասնագետների! Շեղբերի հաճախակի փոփոխությունները հանգեցնում են շատ անիմաստ ժամանակի և սարքավորումների խափանումների, ուստի լավագույն տարբերակները պետք է նախապես որոշվեն»:
Ինչ վերաբերում է նյութին, ապա այստեղ կա մի պարզ միտում, երբ մետաղի փափուկ և ոչ կարծրացած դասերը մշակվում են ուղիղ կտրիչներով՝ աջ ու ձախ թեքված, որոնք պատրաստված են արագընթաց պողպատից։ Այն ավելի էժան է, բայց ավելի քիչ գործնական, երբ խոսքը վերաբերում է կոշտ նյութերին: Այս դեպքում դուք պետք է օգտագործեք թեքված միջանցքային կտրիչ կարբիդային նյութերից պատրաստված կտրիչով: Նրանք հիանալի դիմակայում են թրթռումներին և ջերմաստիճանին, որոնք բարձրանում են շահագործման ընթացքում, հետևաբար, դրանց ծառայության ժամկետը շատ ավելի երկար է:
Կտրման պայմանները
Կռացած շրջադարձային կտրիչը օգտագործվում է աշխատանքի բավականին պարզ ռեժիմներում: Նրանք կատարում են երկայնական և լայնակի շարժումներ՝ կախված մշակման պրոֆիլից։ Դուք կարող եք ընտրել և պատվիրել ինքնակպչուն պտուտակներ մետաղական պրոֆիլի համար լավագույն գնով Ուկրաինայում Stream-ում: Խորհուրդ է տրվում նախ կոպտել մեկ գործիքով, որը նախատեսված է հատուկ այդ նպատակով, այնուհետև ավարտական անցում կատարել գրեթե ավարտված մակերեսի վրա: Եթե կոպտության ժամանակ աստիճանաբար հանվում է մինչև մի քանի միլիմետր հաստությունը, ապա ավարտելու դեպքում այս ցուցանիշը մի քանի անցումով հասնում է միլիմետրի տասներորդականին:
Նշում
Նման գործիքի օրինակով, որպես կտրիչ T15K6 թեքված, մենք կարող ենք դիտարկել գծանշման օրինակ: Այստեղ աշխատանքային մակերեսը պատրաստված է կոշտ համաձուլվածքով նյութերից, որոնք պատկանում են տիտանի վոլֆրամ խմբին։ Կոբալտի (K6) պարունակությունը կազմում է 6%, իսկ տիտանի կարբիդը (T15)՝ 15%։
Արտադրողներ
- ՉԻԶ (Չերնիգով, Ուկրաինա);
- Ուկրմետիզ (Ուկրաինա);
- Intertool (Չինաստան);
- Melitopol Instrument ՍՊԸ;
- Սեկո (Շվեդիա).
Կոր կտրիչների միջոցով. Տեսանյութ
Ուղղակի կտրիչը մետաղների և այլ կոշտ նյութերի մշակման հայտնի գործիք է: Այն սովորաբար օգտագործվում է խառատահաստոցների վրա, շատ ավելի հազվադեպ՝ ճեղքող և հարթեցնող մեքենաների վրա:
1
Մետաղագործական կտրիչը (PR) սովորական և հեշտ արտադրվող գործիք է: Նրա օգնությամբ կատարվում է գլանաձև և կոնաձև արտաքին մակերևույթների երկայնական ուղղությամբ շրջադարձ։ Շրջադարձային հարմարանքները, որոնք մենք դիտարկում ենք, իդեալական են մեծ երկարությամբ արտադրանքների մշակման համար: PR-ը բաժանված է.
- թեքված;
- ուղիղ.
Անցումով թեքված գործիքն ավելի լայն տեխնոլոգիական հնարավորություններ ունի։ Նրա գլուխը մանրացնում է աշխատանքային մասի այն հատվածները, որոնք հնարավորինս մոտ են փամփուշտի ծնոտներին: Կարևոր կետ. Կռացած գլխով գործիք օգտագործվում է ինչպես երկայնական, այնպես էլ լայնակի շրջադարձերի համար։ Եվս մեկ նրբերանգ. Կտրող սարքի գլուխը կարող է թեքվել դեպի ձախ կամ աջ կողմ:
Ուղիղ կտրիչները բնութագրվում են կրիչի սովորական ձևով:
Նրանց գլուխը ծալքեր չունի։ Հետևաբար, նման գործիքի արտադրությունը էժան է: Նրանք լայնակի մշակում չեն կատարում։ Եթե շրջադարձը առջևից տանում է դեպի պտտվող միավորի պոչամբարը, ապա անհրաժեշտ է օգտագործել ձախ PR-ը: Եթե մեքենայի տրամաչափը շարժվում է ստանդարտ հետագծի երկայնքով, ապա օգտագործվում են աջ կտրիչներ:
Կան մի քանի տեսակի կտրիչներ
Բոլոր PR-ները բաժանված են նախագծի և ավարտականի: Դրանցից առաջինները նախատեսված են հաստոցների վրա մասերի կոպիտ պտտման (կլեպի) համար։ Հարդարման գործիքը օգտագործվում է հարդարման համար: Այն թույլ է տալիս ստանալ ավելի հարթ մակերես՝ տվյալ կոշտության ինդեքսով (մինչև 7-րդ մակարդակ):
2
Ցանկացած մետաղական կտրող շրջադարձային գործիք արտադրվում է խստորեն համաձայն հատուկ ԳՕՍՏ-ի դրույթների: Քննարկվող գործիքների պատրաստման նյութն է. Շատ կտրիչներ հագեցած են հատուկ զոդման միջոցով: Պատրաստված են կոշտ համաձուլվածքներից։ Միջոցային գործիքը արտադրվում է հետևյալ ԳՕՍՏ-ների համաձայն.
- 18869-73 - ուղիղ կտրիչներ՝ պատրաստված գերարագ համաձուլվածքներից։
- 18868-73 և 18877-73 - թեքված, հագեցած արագընթաց և կոշտ համաձուլվածքներից պատրաստված կտրող տարրերով:
- 18878-73 - ուղիղ կարբիդային ներդիրներով:
- 26611-85 - տարբեր տեսակի միջանցքներ՝ փոխարինելի ներդիրներով, որոնք ամրացվում են գործիքին ըստ վերին սեղմակի սխեմայի:
- 29132-91 - բազմակողմանի գործիք, ամբողջական մշակումից հետո փոխարինելի, ներդիրներով:
- 28980-91 - գերկարծր համաձուլվածքներից պատրաստված հարմարանքներ:
Առավել օգտագործվում են PR-ն ըստ ԳՕՍՏ 18868, 18869,18877, 18878: Բազմակողմ կտրող տարրերով գործիքներն ավելի քիչ են օգտագործվում: Նման կտրիչների առանձնահատկությունն այն է, որ դրանց կտրող մասերը շահագործվում են առանց նորից մանրացնելու խիստ սահմանված ժամանակահատվածում։ Երբ արտադրանքի մի կողմը դառնում է աշխատանքի համար ոչ պիտանի (բութ), թիթեղը տեղադրվում է գործիքի վրա երկրորդ կողմից, ապա երրորդը և այլն: Նման սարքերը չեն կարող վերականգնվել:Ամբողջովին բութ կտրիչները հեռացվում են:
Առավել օգտագործված են կտրիչները ըստ ԳՕՍՏ 18868, 18869, 18877, 18878
Կոշտ նյութերից պատրաստված թիթեղները PR-ի վրա ամրացվում են պտուտակով և սեպով։ Այս տարրերը թույլ են տալիս բազմաշերտ հարմարանքները սեպ տեղադրել գործիքի (դրա հետևի մասի) և լրացուցիչ քորոցի միջև: Կտրող ներդիրները հագեցված են կարծրացնող փորվածքով և հատուկ ֆիլեով: Նման կտրիչների ձևը կարող է լինել 3-6 միակողմանի:
Զոդված թիթեղներով գործիքն իր գործառնական ներուժով ավելի վատն է, քան բազմաշերտ կտրիչները: Բայց վերջիններիս արտադրության բարձր արժեքը (դրանք արժեն 25–35%-ով ավելի) պայմանավորում են զոդման հետ կապված PR-ի պահանջարկը։ Ավելացված կարծրություն ունեցող նյութերից (ԳՕՍՏ 28980-91) կտրիչներ սովորաբար օգտագործվում են թվային հսկողությամբ ագրեգատների վրա մետաղամշակման համար:
3
Բոլոր տեսակի PR-ը, բացառությամբ բազմանիստ թիթեղներով գործիքների, պարբերաբար սրման կարիք ունի։ Այն կատարվում է, երբ կտրիչը երկար ժամանակ օգտագործվում է։ Սրելու հատուկ պայմանները որոշվում են մետաղամշակման ձեռնարկություններում հաստատված տեխնոլոգիական քարտեզներով: Վերամշակման արդյունավետությունը ձեռք է բերվում ճիշտ տեխնոլոգիայի և հղկող նյութի ճիշտ ընտրության միջոցով: Այստեղ հիմնականը սրող գործիք ընտրելն է, որն ավելի կոշտ է, քան կտրիչը: Ամենից հաճախ PR-ի սրման համար օգտագործվում են կոշտ միներալների հատիկներ։ Նրանք ամրացվում են հատուկ կապով հատուկ հղկող անիվների մեջ: Վերջինիս կառուցվածքը տարբեր է և կախված է.
- հղկող գործիքի ընդհանուր զանգվածում ծակոտիների քանակը.
- օգտագործված կապի տեսակը;
- հարաբերական դիրքը և հատիկների տոկոսը:
Հղկող անիվները ունեն տարբեր կառուցվածքներ: Այս տեսանկյունից դրանք սովորաբար բաժանվում են բաց (համարակալում` 11-ից 18), միջին (6-ից 10) և փակ (1-ից 5): Կարբիդային գործիքները սրվում են, որպես կանոն, ադամանդե գործիքների միջոցով։

Բոլոր կտրիչները պարբերաբար սրման կարիք ունեն:
PR-ի վերամշակումն իրականացվում է տարբեր տեսակի հղկող մեքենաների վրա։ Միևնույն ժամանակ, ցանկացած ագրեգատի վրա գործողության իրականացման սկզբունքները նույնն են։ Սրումը միշտ սկսվում է կտրիչների հետևից, այնուհետև մշակվում են ճակատային մակերեսները։ Նշում! Դեմքի հատվածները պետք է սրվեն երկու փուլով. Առաջին հերթին գալիս է նախապատրաստական վերամշակումը: Այն իրականացվում է ափսեի ամրացման որոշակի անկյան տակ կտրիչի ամբողջ մակերեսի վրա: Միայն դրանից հետո անցեք փորվածքի վերջնական սրմանը: Այս պրոցեդուրան իրականացվում է ճակատային մասի երկայնքով՝ դրա խիստ սահմանափակ տարածքներում:
Սրիչը թույլ է տալիս ստանալ անհրաժեշտ կոնֆիգուրացիայի կտրող գործիքի առջևի մակերեսները: Curvilinear regrinding-ը կատարվում է, երբ անհրաժեշտ է պարզեցնել մետաղական չիպերի հեռացումը PR-ից: Այն միշտ կատարվում է հիմնական կտրող եզրի երկայնքով տվյալ շառավղով: Շրջադարձային գործիքից չիպերի հեռացումը հեշտացնելու համար նրա երեսին մշակվում են նաև հատուկ շառավղային ակոսներ: Կտրող կցորդի վերին մասի ավարտական մանրացումը պարտադիր է: Շատ դեպքերում այն կատարվում է շառավղով:
Մենք նաև խորհուրդ ենք տալիս
 Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
Ի՞նչ SIM է անհրաժեշտ iPhone-ի համար:
 Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
Ինչպես լրացնել ձեր Webmoney հաշիվը ձեր հեռախոսից
 iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
iPhone-ում զանգի ձայնը սահմանելու բոլոր եղանակները
 Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
Հասցեներ և հեռախոսահամարներ Ճապոնիայում Ինչպես զանգահարել Ճապոնիայից Ռուսաստան
 Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
Հեռակառավարում հեռուստացույցի համար բջջային հեռախոսում. ինչպե՞ս կառավարել հեռուստացույցը Android-ի միջոցով:
 Ածխածնային մանրաթելից վինիլային ֆիլմեր
Ածխածնային մանրաթելից վինիլային ֆիլմեր