Մետաղահատ մեքենաներ, մետաղահատ սարքավորումների վաճառք կատալոգում, նկարագրություններ, գներ, բնութագրեր. Մետաղ կտրող սարքավորումների տեսակները
«Մետաղ կտրող մեքենաներ»
Հաստոցների դասակարգումն ըստ տեխնոլոգիական նշանակության, ավտոմատացման աստիճանի, վերամշակման տեսակները, չափերը, զանգվածը և ճշգրտությունը։
տեխնոլոգիական նպատակներով: շրջադարձային; հորատում և ձանձրույթ; հղկում, փայլեցում, հարդարում, սրացում; համակցված և ֆիզիկաքիմիական մշակում; հանդերձում և թելերի մշակում; ֆրեզերային; պլանավորում, slotting, երկարաձգում; կտրել. Յուրաքանչյուր խումբ բաժանված է 9 տեսակի՝ ըստ նպատակի, դիզայնի առանձնահատկությունների, բազմակողմանիության և այլն: Ըստ ավտոմատացման աստիճանի՝ կիսաավտոմատ, ավտոմատ, CNC, GPM: Քաշովթեթև (մինչև 1 տ), միջին (1-10 տ), ծանր (10-100 տ), եզակի (100 տ-ից բարձր): Ըստ ճշտության՝ N - նորմալ ճշգրտություն, P - ավելացված ճշգրտություն, V - բարձր ճշգրտություն, A - լրացուցիչ բարձր ճշգրտություն, C - հատկապես ճշգրիտ մեքենաներ (մեքենայի վարպետ):
Մեքենաների չափերը. Մեքենայի մոդելը և դրա նշանակումը:
Չափի միջակայք- նույն տեսակի մեքենաների խումբն անվանում են նման կինեմատիկական սխեմայով, դիզայնով, տեսքը, բայց ունենալով տարբեր հիմնական պարամետրեր՝ չափսեր։ Մշակման տվյալ տեսակի համար նախատեսված տվյալ չափի մեքենայի դիզայնը կոչվում է մոդել. Առաջին նիշը - ցույց է տալիս խումբը, երկրորդը `տեսակը, երրորդը և չորրորդը` բնութագրում է աշխատանքային տարածքը (հիմնական չափը): Առաջին կամ երկրորդ թվանշանից հետո տառը ցույց է տալիս, որ մեքենան արդիականացվել է, իսկ թվերից հետո տառը ցույց է տալիս փոփոխություն, մեքենայի հիմնական մոդելի փոփոխություն: 16K20F3 - պտուտակահատ խառատահաստոց(առաջին 2 նիշ) կենտրոնի բարձրությունը 200 մմ նորմալ ճշգրտությամբ, F3 - թվային կառավարում, 3 կոորդինատային շարժում x, y, z-ում:
Պտուտակով կտրող խառատահաստոցների նպատակը, կտրող նախշերը և տեխնոլոգիական հնարավորությունները:
Մեքենայի նպատակը արտաքին և ներքին շրջադարձն է, աջ և ձախ մետրային, դյույմ, մոդուլային և պտտվող թելերի կտրում, նորմալ և բարձրացված քայլով միաձույլ և բազմաստարտ թելեր, դեմքի թելեր և այլն: Մեքենան օգտագործվում է միայնակ և փոքր արտադրության մեջ։ Նորմալ ճշգրտությամբ միջին չափի մեքենաների վրա պատշաճ գործելու դեպքում մակերեսները կարելի է ձեռք բերել ըստ 8 ... 7 աստիճանի ճշգրտության R a-ից ոչ ավելի, քան 3,2 ... 1,6 մկմ կոպտությամբ: Հատուկ բարձր ճշգրտության մեքենաների վրա ադամանդի միաբյուրեղներից գործիք օգտագործելիս հնարավոր է ստանալ մակերևույթներ, որոնց ձևի սխալը որոշվում է տասներորդական միկրոնով և Rz կոպտությամբ մինչև հազարերորդական միկրոն:
Հանդերձման մեքենաների նպատակը, կտրման սխեմաները և տեխնոլոգիական հնարավորությունները:
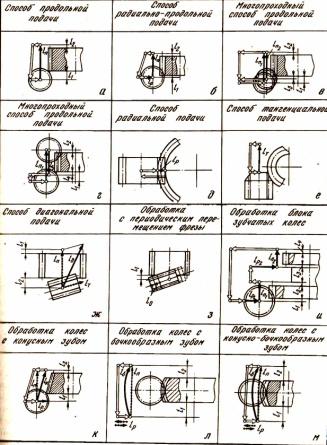
Հաղորդալարման մեքենաներն աշխատում են պատճենահանման և ճկման եղանակով: Պատճենահանման մեթոդով աշխատող մեքենաներ օգտագործվում են գլանաձև շարժակների կտրման համար։ Հատուկ գործիքի տեղադրման դեպքում՝ նաև թեք անիվների արտադրության համար։ Կռացող մեքենաները նախատեսված են ուղիղ և պտուտակաձև ատամներով գլանաձև շարժակների, ինչպես նաև ճիճու շարժակների մշակման համար։ H, P դասերի հաստոցները կարող են ապահովել անիվների մշակումը ըստ ճշգրտության 7-5-րդ աստիճանի (ԳՕՍՏ 1643-81) ճիճու կտրիչներով մշակելիս և 9-8-րդ՝ սկավառակի և մատների կտրիչներով աշխատելիս: B.A և C դասերի հաստոցները, մինչև 12 մմ մոդուլային անիվները որդնած կտրիչներով մշակելիս թույլ են տալիս ստանալ 4 - 2 աստիճան ճշգրտություն: Վարպետ մեքենաները, որոնք C դասի մեքենաների մոդիֆիկացիաներ են, կարող են ապահովել ճիճու անիվների մշակման 1-ին աստիճանի ճշգրտություն։
Ֆրեզերային մեքենաների նպատակը, դասակարգումը, հիմնական շարժումները և տեխնոլոգիական հնարավորությունները:
Նախատեսված են արտաքին և ներքին, հարթ, ձևավորված մակերևույթների, եզրագծերի, ակոսների, ուղիղ և պտուտակաձև ակոսների, լիսեռների վրա ցցերի, կտրող շարժակների և այլնի մշակման համար։ Իրենց դիզայնով արտադրում են ունիվերսալ, մասնագիտացված և հատուկ ֆրեզերային հաստոցներ։ Ձևավորող շարժումներն են կտրիչի պտույտը (հիմնական շարժումը) և սնուցման շարժումը, որը տեղեկացնում է աշխատանքային մասին կամ կտրողին: Հիմնական շարժման կրիչներն ու սնուցման կրիչները պատրաստվում են առանձին: CNC մեքենայի համար, ըստ ճշգրտության P դասի, սահմանվում են հետևյալ հանդուրժողականությունները (մկմ). Եզրագծային PU-ով կտրիչով մշակված անցքի կլորության վրա - 12; կլորացված եզրերի ուղիղության համար՝ 20։
Հանդիսավոր ձևավորող մեքենաների նպատակը, կտրման սխեման և տեխնոլոգիական հնարավորությունները:
Այս մեքենաների վրա կտրվում են արտաքին և ներքին փոխանցումատուփի շարժական փոխանցումներ, իսկ պատճենահանող սարքի և պտուտակավոր կտրիչի առկայության դեպքում՝ պարուրաձև շարժակների: Բացի այդ, այս մեքենաների վրա կարելի է կտրել մի քանի անիվների բլոկներ: Այս մեքենաների առավելությունը աշխատանքի շարունակականությունն է՝ առանց ժամանակի կորստի՝ աշխատանքային մասին մոտենալու և դրանից դուրս գալու համար։ Պտուտակաձև շարժակների կտրման մեքենայի տեղադրումը չի տարբերվում սովորականից: Այս դեպքում տեղադրվում են պտուտակային ուղեցույցներով պատճենահանող սարքեր, որոնք լրացուցիչ պտույտ են հաղորդում պատճենահանող սարքին։ Պտտվող և փոխադարձ շարժման արդյունքում կտրիչի ատամները կշարժվեն խխունջի երկայնքով, որի թեքության անկյունը պետք է հավասար լինի բաժանարար գլանի վրա կտրված անիվի ատամների պարույրի թեքության անկյունին։
Ձանձրալի մեքենաների նպատակը, դասակարգումը, հիմնական շարժումները և տեխնոլոգիական հնարավորությունները:
Ձանձրալի մեքենաները նախատեսված են մարմնի մասերի մշակման համար: Դրանք կարող են օգտագործվել հորատման, հորատման, ֆրեզերային, հակասուզման, թելերի համար և այլն: Հորատման մեքենաները բաժանվում են հետևյալ տեսակների. հորիզոնական հորատող մեքենաներ; կոորդինատային ձանձրալի մեքենաներ; ադամանդի հորատման (հարդարման և ձանձրալի) մեքենաներ. Լրացուցիչ փոխարինելի ագրեգատներ (ֆրեզերային գլուխներ, երեսպատում) օգտագործելիս հնարավոր է փրփրել փոխադարձ ուղղահայաց հարթություններ, մեքենայացնել արտաքին գլանաձև մակերեսները և այլն: Չորս կողմից բլանկների մշակման հնարավորություն՝ առանց վերատեղադրման։ Կոորդինատային հորատող մեքենաները կարող են օգտագործվել նաև որպես չափիչ մեքենաներ երեք առանցքների երկայնքով գծային չափերը վերահսկելու համար, կենտրոնից կենտրոն հեռավորությունների անկյունային չափերը: Հնարավոր է ճշգրիտ գծանշում կատարել դակման գաղափարի մեջ, ինչպես նաև մետաղական մակերեսների վրա բաժանում և գծանշում: Հարդարման մեքենաների վրա ձեռք է բերվում անցքերի մշակման բարձր ճշգրտություն՝ 3 ... 5 մկմ կլորությունից շեղում և մակերևույթի կոշտություն R a = 0,16 ... 0,63 մկմ:
Մարմնի մասերի մշակման ագրեգատ մեքենաներ, դրանց տեխնոլոգիական հնարավորությունները և դասակարգումը.
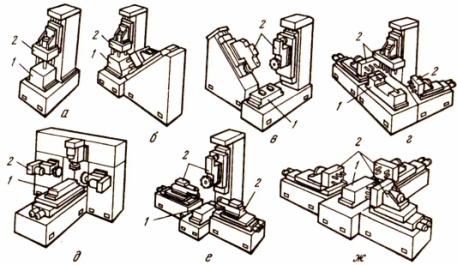
Ագրեգատային մեքենաները կոչվում են հատուկ մեքենաներ, որոնք հավաքվում են ֆունկցիոնալ անկախ նորմալացված և մասամբ հատուկ ստորաբաժանումներից և մասերից: Լրացուցիչ մեքենաների վրա կատարվում են անցքերի հորատում, փորում, թելում, փորում և դրանց հակասուզում և խորտակում, ակոսավորում, ծայրերի կտրում և ֆրեզում: Նման մեքենաներում աշխատանքային մասը սովորաբար անշարժ է, ինչը թույլ է տալիս այն միաժամանակ մշակել մի քանի կողմերից մեծ քանակությամբ գործիքներով: Դասակարգում. 1) կախված մշակված աշխատանքային մասերի չափսերից՝ բարձրախոսները բաժանվում են երեք խմբի՝ տարբեր չափերով, քաշով և օգտագործվող միասնական միավորներով. Միջին չափի բարձրախոսներ, որոնք հագեցված են 1,1 ... 3 կՎտ հզորությամբ հարթ խցիկի սնուցման գլխիկներով: Մեծ չափերի բարձրախոսներ՝ հագեցած հիդրավլիկ կամ էլեկտրամեխանիկական սեղաններով, որոնց վրա տեղադրված են spindle ագրեգատներ։ 2) ըստ մշակված աշխատանքային մասի պարբերական շարժման համար տրանսպորտային սարքի բացակայության կամ առկայության, ԱՀ-ն բաժանվում է միակողմանի և բազմաստիճանի:
Ավտոմատ գծեր, դրանց նպատակը, դասակարգումը և տեխնոլոգիական հնարավորությունները: պտտվող գծեր.
Ավտոմատ գծեր կոչվում են մեքենաների և ագրեգատների արտադրական գծեր, որոնք միացված են մեկ միասնական համակարգին, որտեղ տեխնոլոգիական գործընթացների ամբողջ համալիրը տեղի է ունենում առանց աշխատողի անմիջական մասնակցության: Դրանք դասակարգվում են. 2) թելերի քանակով` - միաթել (յուրաքանչյուր գործողություն կատարվում է մեկ աշխատանքային մասի վրա), -բազմաթել (միևնույն գործողությունը կատարվում է մի քանի աշխատանքային մասի վրա). 3) ըստ միաժամանակ մշակվող բլանկների տեսակների` - միառարկայական, - բազմառարկայական. Ճկուն ավտոմատ գիծը վերաճշգրտվում է տրվածին և վերակազմավորվում է նոր մասերի անվանացանկին: Պտտվող գծեր - պտտվող ավտոմատ մեքենաների մի շարք, որոնց վրա մշակվում են աշխատանքային մասերը, որոնք պատրաստված են շարունակական փոխադրման գործընթացում կտրող գործիքի հետ միասին: Հիմնական առանձնահատկությունպտտվող գծերը տրանսպորտային բլանկների և դրանց մշակման ժամանակի համակցությունն է:
Մեքենաների մոդուլներ և ճկուն մեքենաների համակարգեր, դրանց կազմը և տեխնոլոգիական հնարավորությունները:
Հղկող մեքենաների նպատակը, տեխնոլոգիական հնարավորությունները և դասակարգումը.
Ի տարբերություն սայրի գործիքների, հղկող անիվները աշխատում են հպման միջոցով: Աշխատանքային մասի հետ շփման գոտում շրջանագծի պտտվող շարժումով հատիկների մի մասը կտրում է նյութը շատ մեծ քանակությամբ բարակ չիպերի տեսքով (10 8 ppm): Յուրաքանչյուր հատիկի կտրման գործընթացը գրեթե ակնթարթային է: Հղկման մեքենաների դասակարգում ըստ մշակման ենթակա մակերեսի. գլանաձև - շրջանաձև մանրացում (կենտրոն), առանց կենտրոնական հղկման; պտուտակ - թելերի մանրացում; վազում (involute) - հանդերձում grinding; ձեւավորված - պրոֆիլային մանրացում: Հղկման մեքենաները բնութագրվում են բարձր ճշգրտությամբ, ինչը թույլ է տալիս ապահովել մշակման բարձր որակ, որոշված ճշգրտությամբ, ինչը թույլ է տալիս ապահովել մշակման բարձր որակ, որը որոշվում է չափերի ճշգրտությամբ (2 - 4 մկմ և շրջադարձ), ձևով (օրինակ. ոչ շրջանաձևությունը 0,3 - 0,5 մկմ, գլանաձևությունը 1 - 2 մկմ, հարթությունը 2 մկմ) և մշակված մակերեսի գտնվելու վայրը, ինչպես նաև դրա կոշտությունը (R a - 0,63 - 0,16 մկմ): Հղկման ժամանակ չափերի ճշգրտությունը որոշվում է կտրվածքի փոքր խորությամբ (0,05 - 0,005 մմ կամ ավելի քիչ), ինչը պահանջում է հավաքի միկրո շարժում:
Հորատման մեքենաների նպատակը, դասակարգումը, հիմնական շարժումները և տեխնոլոգիական հնարավորությունները:
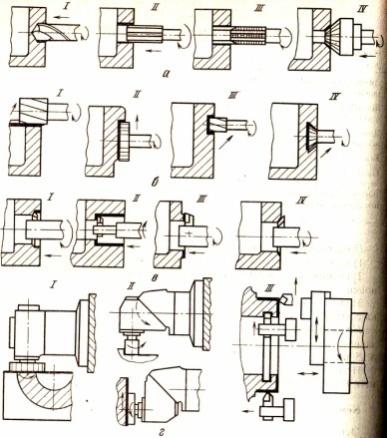
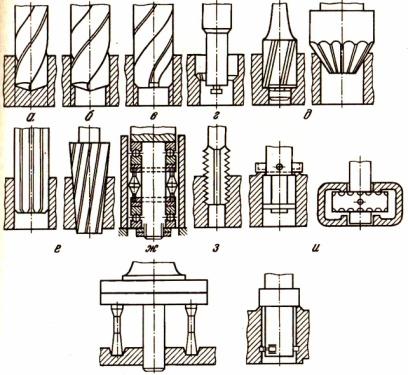
Նախատեսված է ծայրամասային գործիքներով (փորիչներ, հակասուզիչներ, ռեամերներ, ծորակներ) միջով և կույր անցքեր մշակելու համար: Հորատման մեքենաների վրա կատարվող գործողությունների տեսակները` հորատում, փորում, հակասուզում, ռամինգ, կտկտոց: Հորատման մեքենաների վրա հատուկ գործիքների և հարմարանքների օգնությամբ դուք կարող եք բացել մեծ տրամագծով անցք՝ տրորել, փոսը փաթաթել, ծայրերը կտրել (զիկովկա): Առավել տարածված են հորատման մեքենաների հետևյալ տեսակները. հորատման մեքենաներ, խորքային հորատման հաստոցներ (հորիզոնական դասավորություն), ագրեգատային հորատման մեքենաներ, որոնք բաղկացած են նորմալացված ագրեգատներից։ Կարող է ունենալ մինչև 100 կամ ավելի spindles:
Բազմաֆունկցիոնալ մեքենաներ և դրանց տեխնոլոգիական հնարավորությունները:
Հեղափոխության մարմինների տիպի մասերի ավելի քան 70% -ը, բացի պտույտից, պահանջում է լրացուցիչ գործողություններ. , ֆրեզերային տակ տարբեր անկյուններակոսներ, ծավալային ֆրեզեր. Բազմաֆունկցիոնալ մեքենաների ստեղծումը ապահովում է մասի ամբողջական համալիր մշակում մեկ մեքենայի վրա՝ մեկ սարքավորումով: Զգալիորեն բարելավում է հաստոցների ճշգրտությունը և մշակման կատարումը: Բևեռային կոորդինատային շարժիչը, կախված մշակման պայմաններից, պետք է ապահովի կամ դիրքի կառավարում (մեխանիկական բաժանում), կամ շարունակական կառավարում 0,001 թույլատրությամբ և միացում 0,2-0,25 պտ/րոպե հաճախականությամբ:
Նպատակը, հիմնական միավորները և կտրման սխեման առանց կենտրոնական հղկման մեքենաների:
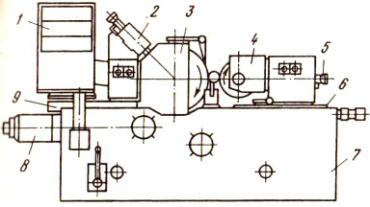
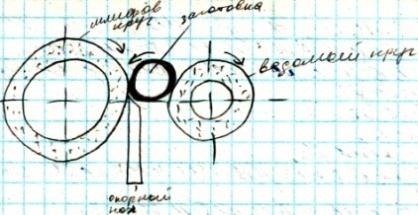
Դրանք լայնածավալ արտադրության մեջ օգտագործվում են այնպիսի մակերևույթների բարձր արդյունավետությամբ հղկման համար, ինչպիսիք են փոքր տրամագծով և մեծ երկարությամբ պտտվող մարմինները, ինչպես նաև առանց կենտրոնական անցքերի մշակման մասերը: 1 - հսկիչ բլոկ, 2 և 5 - հղկող անիվի և պտտվող շրջանի հագնվելու սարքեր, 3 - հղկման գլխիկ, 4 - առաջատար շրջանի գլխիկ, 6 - առաջատար շրջանի գլխիկի սահիկ, 7 - հաստոցային մահճակալ, 8 - սնուցող սուզվելու համար, 9 - սահնակ ավազով լոբի:
Արտադրված մետաղ կտրող մեքենաներ հայրենական արտադրողներ, բաժանվում են մի քանի կատեգորիաների, որոնք բնութագրում են համապատասխան դասակարգումը։ Դուք կարող եք որոշել, թե որ կատեգորիային է պատկանում այս կամ այն սարքավորումը դրա մակնշմամբ, որը շատ բան է ասում այն հասկացողների համար։ Այնուամենայնիվ, անկախ նրանից, թե մետաղ կտրող սարքը որ կատեգորիային է պատկանում, դրա վրա մշակման էությունը հանգում է նրան, որ կտրող գործիքը և մասը կատարում են ձևավորման շարժումներ, և հենց նրանք են որոշում պատրաստի արտադրանքի կոնֆիգուրացիան և չափերը: .
Մետաղահատ մեքենաների ամենատարածված տեսակները` 1-6` պտտվող, 7-10` հորատում, 11-14` ֆրեզեր, 15-17` հարթեցում, 18-19` պտտվող, 20-24` հղկիչ:
Մետաղ կտրող սարքավորումների տեսակները
Մետաղահատ մեքենաները, կախված նպատակից, բաժանվում են ինը հիմնական խմբերի. Դրանք ներառում են հետևյալ սարքերը.
- շրջադարձային- բոլոր սորտերը (նշված է «1» համարով);
- հորատում և ձանձրացնում- հորատման և հորատման աշխատանքների մեքենաներ (խումբ «2»);
- հղկել, փայլեցնել, հարդարել– մետաղահատ մեքենաներ՝ հարդարման, հղկման, սրման և փայլեցման համար տեխնոլոգիական գործողություններ(«3» խումբ);
- համակցված- մետաղ կտրող սարքեր հատուկ նշանակության(«4» խումբ);
- փորագրություն և հանդերձանքի կտրում- պարուրակային և փոխանցման միացումների տարրերի մշակման մեքենաներ («5» խումբ);
- ֆրեզերային- կատարման մեքենաներ ֆրեզերային աշխատանք(«6» խումբ);
- slotting, planing եւ broaching- տարբեր մոդիֆիկացիաների մետաղահատ մեքենաներ, համապատասխանաբար, պլանավորման, ակոսավորման և ճեղքման համար (խումբ «7»);
- պառակտել- կտրման աշխատանքների սարքավորումներ, ներառյալ սղոցներ (խումբ «8»);
- տարբեր- մետաղահատման նման ագրեգատների օրինակներ՝ առանց կենտրոնական պիլինգ, սղոց կտրող և այլն (խումբ «9»):
Մետաղ կտրող մեքենաների խմբեր և տեսակներ (սեղմեք մեծացնելու համար)
Բացի այդ, հաստոցները կարող են լինել հետևյալ տեսակներից մեկը.
- բազմաբնակարան և մեկ spindle, մասնագիտացված (կիսաավտոմատ և ավտոմատ), պատճենահանման բազմակի կտրում, պտտվող, հորատում և կտրում, կարուսել, ճակատային և հատուկ;
- Սարքավորումներ հորատման և հորատման տեխնոլոգիական գործողություններ կատարելու համար. հորիզոնական տիպ, հորատման տարբեր մոդելներ;
- տարբեր տեսակներհղկման մեքենաներ (հարթ, ներքին և շրջանաձև հղկման), կոպիտ և փայլեցնող սարքավորումներ, հղկման և մասնագիտացված ագրեգատներ.
- մետաղամշակման մեքենաների տեսակները, որոնք նախատեսված են հանդերձանքի տարրերի մշակման համար և պարուրակային միացումներփոխանցումատուփի կտրում (ներառյալ կոնաձև անիվների մշակման համար նախատեսվածները), փոխանցումատուփի կտրում - գլանաձև շարժակների համար, փոխանցումատուփի փաթաթում, թելում, պարուրում և փոխանցումատուփի մանրացում, փոխանցումների ավարտում, փորձարկում, թելերի ֆրեզեր, ատամների ծայրերի և որդերի զույգ տարրերի մշակման սարքեր. ;
- ֆրեզերային խմբին պատկանող մետաղահատ մեքենաներ՝ կոնսոլ (ուղղահայաց, հորիզոնական և ունիվերսալ մոդելներ) և առանց վահանակի (ուղղահայաց սարքեր, երկայնական, պատճենահանող և փորագրող մոդելներ).
- պլանավորման սարքավորումներ և նմանատիպ նպատակների մոդելներ. երկայնական մեքենաներ, որոնց վրա տեղադրված են մեկ կամ երկու դարակ. հորիզոնական և ուղղահայաց բացող սարքեր;
- Կտրող սարքավորումներ. հագեցած կամ հարթ մետաղական սկավառակով, կտրիչով կամ սղոցներով տարբեր նմուշներ(ժապավեն, սկավառակ, սղոց); մետաղամշակման մեքենաների ճիշտ կտրող տեսակներ;
- Մետաղական բլանկների մշակման այլ տիպի մեքենաներ՝ բաժանարար, որն օգտագործվում է հորատման և հղկման անիվները կառավարելու համար, լցնում, հավասարակշռում, ուղղում և առանց կենտրոնի կոպտում, սղոցում։

Ուղղահայաց- աղացող մեքենա— ընդարձակ ֆրեզերային խմբի ներկայացուցիչներից մեկը
Մետաղահատ մեքենաների դասակարգումն իրականացվում է նաև հետևյալ պարամետրերով.
- ըստ քաշի և սարքավորումների ընդհանուր չափսերի՝ մեծ, ծանր և եզակի;
- ըստ մասնագիտացման մակարդակի. մեքենաներ, որոնք նախատեսված են նույն չափի աշխատանքային կտորների մշակման համար՝ հատուկ. տարբեր, բայց նույն չափի մասերի համար - մասնագիտացված; ունիվերսալ սարքեր, որի վրա կարող եք մշակել ցանկացած չափի և ձևի մասեր;
- ըստ մշակման ճշգրտության աստիճանի՝ ավելացել է - P, նորմալ - N, բարձր - B, հատկապես բարձր ճշգրտություն - A; նաև տարբերակել մեքենաները, որոնց վրա կարող եք կատարել հատկապես ճշգրիտ մշակում - C, դրանք նաև կոչվում են ճշգրիտ:
Մեքենայի նշում
Մետաղական բլանկների մշակման համար նախատեսված սարքավորումների դասակարգումը հուշում է, որ, տեսնելով դրա նշումը, ցանկացած մասնագետ անմիջապես կկարողանա ասել, թե որ մետաղահատ մեքենան է իր առջև: Այս նշումը պարունակում է այբբենական և թվային նիշեր, որոնք ցույց են տալիս անհատական բնութագրերըսարքեր.
Առաջին նիշը այն խումբն է, որին պատկանում է մետաղահատ մեքենան, երկրորդը՝ սարքի տեսակը, դրա տեսակը, երրորդը (որոշ դեպքերում՝ չորրորդը)՝ հիմնական միավորի չափը։

Մոդելի մակնշման մեջ նշված թվերից հետո կարող են լինել տառեր, որոնք որոշում են, թե արդյոք մետաղ կտրող մեքենայի մոդելն ունի հատուկ բնութագրեր: Սարքի նման բնութագրերը կարող են ներառել դրա ճշգրտության մակարդակը կամ փոփոխության նշումը: Հաճախ մեքենայի նշանակման մեջ տառը կարելի է գտնել արդեն առաջին թվանշանից հետո. սա ցույց է տալիս, որ ձեր առջև ունեք արդիականացված մոդել, որի բնորոշ ձևավորման մեջ կատարվել են ցանկացած փոփոխություն:
Որպես օրինակ, կարող եք վերծանել 6M13P մեքենայի մակնշումը: Այս նշման թվերը ցույց են տալիս, որ մենք ունենք առաջին տիպի («1») ֆրեզերային մեքենա («6»), որը պատկանում է 3-րդ ստանդարտ չափսին («3») և թույլ է տալիս մշակել բարձր ճշգրտությամբ (տառ «P» ): «M» տառը, որը առկա է մակնշման մեջ այս սարքը, ցույց է տալիս, որ այն անցել է արդիականացում։
Ավտոմատացման մակարդակներ
Խառատային հաստոցների, ինչպես նաև ցանկացած այլ նշանակության սարքերի տեսակները, որոնք օգտագործվում են զանգվածային և մեծածավալ արտադրության մեջ, կոչվում են ագրեգատ։ Այս անվանումը նրանք ստացել են շնորհիվ այն բանի, որ դրանք հավաքվում են միևնույն տիպի ագրեգատներից (հավաքածուներից)՝ մահճակալներ, աշխատանքային գլուխներ, սեղաններ, spindle ագրեգատներ և այլ մեխանիզմներ։ Մեքենաների ստեղծման ժամանակ կիրառվում են բոլորովին այլ սկզբունքներ, որոնք անհրաժեշտ են փոքրածավալ և միակողմանի արտադրության համար։ Նման սարքերի դիզայնը, որոնք շատ բազմակողմանի են, կարող են լիովին եզակի լինել:

Խառատահաստոցների (ինչպես նաև ցանկացած այլ կատեգորիաների սարքավորումների) դասակարգումն ըստ ավտոմատացման մակարդակի ենթադրում է դրանց բաժանումը հետևյալ տեսակների.
- ձեռքով մոդելներ, բոլոր գործողությունները, որոնց վրա կատարվում են ձեռքով ռեժիմով.
- կիսաավտոմատ, որի դեպքում տեխնոլոգիական գործողությունների մի մասը (աշխատանքային մասի տեղադրումը, սարքի գործարկումը, պատրաստի մասի հեռացումը) կատարվում է ձեռքով (օժանդակների հետ կապված մնացած բոլոր գործողությունները կատարվում են ավտոմատ կերպով).
- ավտոմատ, որի շահագործման համար անհրաժեշտ է միայն մշակման պարամետրեր սահմանել, մյուս բոլոր գործողությունները նրանք կատարում են ինքնուրույն՝ տվյալ ծրագրին համապատասխան.
- CNC մետաղահատման միավորներ (նման մեքենաների բոլոր գործընթացները վերահսկվում են հատուկ ծրագրով, որը պարունակում է թվային արժեքների կոդավորված համակարգ);
- ճկուն ավտոմատացված մոդուլների կատեգորիայի պատկանող մետաղահատ սարքավորում։
Մետաղահատ մեքենաների ամենաակնառու ներկայացուցիչները CNC սարքերն են, որոնց աշխատանքը վերահսկվում է հատուկ համակարգչային ծրագրով։ Նման ծրագիրը, որը մուտքագրվում է մեքենայի հիշողության մեջ իր օպերատորի կողմից, որոշում է միավորի գրեթե բոլոր պարամետրերը՝ spindle արագություն, մշակման արագություն և այլն:
Բոլոր տեսակի մետաղամշակման մեքենաները, որոնք հագեցած են CNC համակարգով, իրենց դիզայնում պարունակում են հետևյալ բնորոշ տարրերը.
- Օպերատորի վահանակ (կամ վահանակ), որի միջոցով համակարգչային ծրագիրը պահվում է մեքենայի հիշողության մեջ, որը վերահսկում է դրա աշխատանքը: Բացի այդ, նման հեռակառավարման միջոցով կարող եք նաև ձեռքով կառավարել միավորի բոլոր պարամետրերը:
- Վերահսկիչ - կարևոր տարր CNC համակարգ, որի օգնությամբ ոչ միայն ստեղծվում են կառավարման հրամաններ, որոնք փոխանցվում են սարքավորումների աշխատանքային տարրերին, և վերահսկվում է դրանց կատարման ճիշտությունը, այլև բոլորը. անհրաժեշտ հաշվարկներ. Կախված միավորի մոդելի բարդության աստիճանից, ինչպես հզոր կոմպրեսորը, այնպես էլ սովորական միկրոպրոցեսորը կարող են օգտագործվել որպես դրա սարքավորումների վերահսկիչ:
- Էկրան կամ էկրան, որը օպերատորի համար գործում է որպես հրամանի և կառավարման վահանակ: Նման տարրը թույլ է տալիս իրական ժամանակում վերահսկել մետաղահատ մեքենայի աշխատանքը, վերահսկել մշակման գործընթացը և, անհրաժեշտության դեպքում, արագ փոխել պարամետրերը և պարամետրերը:
CNC համակարգով հագեցած մետաղամշակման մեքենաների շահագործման սկզբունքը պարզ է. Նախապես գրված է ծրագիր, որը հաշվի է առնում որոշակի աշխատանքային մասի մշակման բոլոր պահանջները, այնուհետև օպերատորը այն մուտքագրում է մեքենայի վերահսկիչ՝ օգտագործելով հատուկ ծրագրավորող: Նման ծրագրում ներկառուցված հրամանները տրվում են սարքավորման աշխատանքային տարրերին, որոնց կատարումից հետո մեքենան ավտոմատ անջատվում է։
Մետաղահատ մեքենաների օգտագործումը, որոնք կահավորված են թվով ծրագրի կառավարում, թույլ է տալիս բարձր ճշգրտությամբ և արտադրողականությամբ կատարել վերամշակում, ինչն էլ պատճառ է հանդիսանում դրանց ակտիվ օգտագործումըվերազինել արդյունաբերական ձեռնարկություններարտադրում է ապրանքներ մեծ շարքերում: Նման միավորները պայմանավորված են բարձր մակարդակդրանց ավտոմատացումը կատարելապես ինտեգրված են խոշոր ավտոմատացված գծերի մեջ:
Մեքենայի դիզայն
Մետաղագործության կատեգորիային պատկանող բոլոր մեքենաներն ունեն շատ ընդհանուր հատկանիշներիր դիզայնի մեջ։ Փաստորեն, նման ստորաբաժանումների սարքը և տեխնիկական բնութագրերը պետք է ապահովեն երկու տեսակի տեխնոլոգիական շարժումների ճիշտ կատարումը.
- սնուցման շարժումը, որը կատարում է կտրող սարքը կամ աշխատանքային մասը.
- շարժումը, որով իրականացվում է կտրումը.
Այս շարժումները կատարելու, ինչպես նաև մետաղամշակման սարքավորումների բոլոր մյուս տարրերի աշխատանքի կայունությունն ապահովելու համար դրա դիզայնը ներառում է հետևյալ աշխատանքային մարմինները.
- կառավարման համակարգ, որը պատասխանատու է մեքենան գործարկելու և կանգնեցնելու համար, վերահսկելով դրա գործունեության բոլոր պարամետրերը.
10.09.2011 18:36
Ժամանակակից մեքենաշինության և գործիքաշինական արտադրության մեջ սարքավորումների ամենատարածված տեսակներն էին վերամշակող մեքենաներ շինանյութերչիպի հեռացման միջոցով. Դեռևս ԽՍՀՄ-ում ընդունված հաստոցների դասակարգումը հիմնված էր աշխատանքային մասերի մշակման տեխնոլոգիական մեթոդի վրա, որը բնութագրվում էր մշակվող մակերեսների տեսակով, հաստոցների տեսակով և տեսակով. կտրող գործիք. Մշակված մասերի բազմազանությունը և մշակման կիրառական մեթոդները կանխորոշեցին հաստոցների բազմաթիվ տեսակների և մոդելների առկայությունը. ընդհանուր ճարտարագիտություն(Ճշգրիտ գործիքավորման մեքենաները դեռ չունեն ստանդարտով ընդունված հստակ դասակարգման համակարգ):
Մետաղ կտրող մեքենաների ամենատարածված տեսակները
Կախված դրանց վրա կատարված աշխատանքի բնույթից և օգտագործվող կտրող գործիքներից՝ մեքենաները բաժանվում են (դասակարգվում) խմբերի։ ԽՍՀՄ-ում Մոսկվայի մետաղահատ հաստոցաշինական գործիքների փորձարարական գիտահետազոտական ինստիտուտի (ENIMS) առաջարկած դասակարգման համաձայն, զանգվածային արտադրության բոլոր հաստոցները բաժանվել են 11 խմբի։ Մեքենաների այս խմբերից յուրաքանչյուրն իր հերթին բաժանվում է տասը սորտերի (տեսակների) 0-10՝ ըստ հետևյալ հիմնական հատկանիշների.
- մեքենայի տեխնոլոգիական առանձնահատկությունները (կլեպ, հարդարում);
- ավտոմատացման աստիճան;
- ամենակարևոր աշխատանքային մարմինների (կամ գործիքների) քանակը և դրանց գտնվելու վայրը և այլն: Յուրաքանչյուր տեսակ ունի 10 ստանդարտ չափսեր:
Զրոյական խումբ և զրոյական տիպի մեքենաներ վերապահված են։
Հաստոցաշինական խմբեր
- Զրոյական խումբիսկ զրոյական տիպի մեքենաները սպասման են:
- Առաջին խումբը՝ խառատահաստոցներ(1-6 դիրքերը նկարում) այս խումբը ներառում է մեքենաներ, որոնք նախատեսված են պտտվող մակերեսների մշակման համար: Այս խմբի մեքենաների վրա մշակելիս կտրման շարժումը պայմանավորված է աշխատանքային մասի պտտմամբ:
- Երկրորդ խումբը `հորատման և ձանձրալի մեքենաներ(Նկար 7 - 10 դիրքերում): Այս խմբի մեքենաների հիմնական նպատակը մասում կլոր անցքերի մշակումն է։ Կտրող շարժումը գալիս է հաստոցային գործիքի պտույտից: Այս խմբի մեքենաների որոշ տեսակներում շարժումը փոխանցվում է սեղանը ֆիքսված մասով շարժելով:
- Երրորդ խումբը `հղկող մեքենաներ(նկարի 20-24 դիրքերում): Մեքենաների այս խմբում մշակումն իրականացվում է հղկող հղկող անիվների միջոցով:
- Չորրորդ խումբ՝ ֆրեզերային հաստոցներ(նկարների 11-14 դիրքերում): Մեքենաների այս խմբում մշակումը (կտրումը) կատարվում է կտրիչների միջոցով։
- Հինգերորդ խումբ՝ պլանավորման մեքենաներ(նկարի 15-17 դիրքերում): Մեքենաների այս խումբը ներառում է մեքենաներ, որոնց ընդհանուր հատկանիշը կտրիչի կամ մշակման մասի ուղիղ փոխադարձ շարժման օգտագործումն է որպես կտրող շարժում:
- Վեցերորդ խումբ - բրոշինգ մեքենաներ (նկարների 18 և 19 դիրքերում): Այս խումբը ներառում է հաստոցներ, որոնք օգտագործում են բրոշինգը որպես կտրող գործիք:
- Յոթերորդ խումբ՝ փայլեցնող և հարդարման մեքենաներ։Այս խմբի միավորող գործոնը հղկող կտրող գործիքներն են՝ հղկող գոտիներ, փոշիներ, մածուկներ, հղկող ձողեր:
- Ութերորդ խումբ - փոխանցման մեքենաներ. Մեքենաների այս խումբը նախատեսված է անիվի ատամների մշակման համար, այստեղ ներառված են նաև հանդերձանքների հղկող մեքենաներ։
- Իններորդ խումբ՝ թելերի մեքենաներ։Մեքենաների այս խումբը նախատեսված է թելերի (բացառությամբ խառատահաստոցների) արտադրության համար։
- Տասներորդ խումբը՝ տարբեր և օժանդակ մեքենաներ։Հաստոցներ, որոնք ներառված չեն այլ խմբերում:
Այս դասակարգումը թույլ է տալիս յուրաքանչյուր սերիական արտադրության մեքենային հատկացնել կոդը համար(ինդեքս) - տեսակի և մոդելի խորհրդանիշ: Ցուցանիշը բաղկացած է երեքից չորս նիշից. առաջին նիշը ցույց է տալիս խումբը, երկրորդը `մեքենայի տեսակը (տարբերակը) այս խմբի մեջ, երրորդը և չորրորդը` բնութագրում են մեքենայի կամ աշխատանքային մասի կարևորագույն չափերից մեկը: Մեծատառառաջին նիշից հետո ցույց է տալիս մեքենայի արդիականացումը: Բոլոր թվերից հետո տառը ցույց է տալիս մեքենայի հիմնական մոդելի փոփոխություն (ձևափոխում) կամ տեխնոլոգիական առանձնահատկություններայն (օրինակ, ավելացել է ճշգրտությունը): Օրինակ, եկեք վերծանենք մեքենայի ռեժիմի նշանակումը: 3740. Թիվ 3 նշանակում է, որ մեքենան պատկանում է հղկող մեքենաների խմբին. թիվ 7-ը ցույց է տալիս դրա տեսակը՝ մակերեսային հղկման հետ կլոր սեղան; վերջին երկու թվանշանները ցույց են տալիս սեղանի ամենամեծ տրամագիծը `400 մմ: Մեքենայի ռեժիմ. 2135: թիվ 2 նշանակում է, որ երկրորդ խմբի մեքենան (հորատում), թիվ 1 - ուղղահայաց, 35 - առավելագույն թույլատրելի անվանական տրամագիծըհորատում միջին ամրության պողպատից 650 ՄՊա: Մոդել 2H135-ը արդիականացված մեքենա է:
ԽՍՀՄ-ում մասնագիտացված և հատուկ հաստոցների մոդելներ նշանակելու համար յուրաքանչյուր հաստոցաշինական գործարանին հատկացվում էր մեկ կամ երկու տառի ինդեքս։ Այս տառերը լրացվում են արտադրվող հատուկ մեքենայի սերիական համարը նշող թվերով (օրինակ՝ AM - Ավտոմատ գծերի Մինսկի գործարան; MP - Կիրովի անվան Մինսկի հաստոցաշինական գործարան; MK - Մոսկվայի հաստոցաշինական գործարան «Կարմիր պրոլետար» և այլն):
Ըստ ունիվերսալության և մասնագիտացման աստիճանի՝ առանձնանում են մեքենաները
- ունիվերսալ, կամ հիմնական նպատակ, գլխավոր նպատակ, որի վրա կատարվում են զանազան նոմենկլատուրայի մասերի մշակման տարբեր գործողություններ (պտուտակ կտրող խառատահաստոց, պտտվող և այլն);
- մասնագիտացված - մեկ կամ մի քանի անունների մասեր մշակելու համար, որոնք նման են կոնֆիգուրացիայի, բայց ունեն տարբեր չափերի, օգտագործվում է հիմնականում զանգվածային արտադրության մեջ;
- հատուկ - նույն ստանդարտ չափսի մի մասի կամ մասերի վերամշակման համար, որն օգտագործվում է զանգվածային արտադրության մեջ, երբեմն՝ լայնածավալ արտադրության մեջ։
Կախված զանգվածից, ընդհանուր ճարտարագիտության մետաղահատ մեքենաները բաժանվում են կատեգորիաների
- թեթև՝ մինչև 1 տոննա
- միջին - մինչև 10 տոննա
- ծանր - ավելի քան 10 տոննա
Իսկ վերջիններս էլ իրենց հերթին խոշորների՝ 10-30 տոննա, իրականում ծանր՝ 30-100 տոննա եւ հատկապես ծանր (եզակի)՝ 100 տոննայից ավելի։
Ըստ ճշգրտության աստիճանի՝ առանձնանում են հաստոցների դասերը
- նորմալ ճշգրտություն - H;
- բարձրացված ճշգրտություն - P;
- բարձր ճշգրտություն - B (ճշգրտություն);
- հատկապես բարձր ճշգրտություն - Ա
- հատկապես ճշգրիտ - C («վարպետ» - անհատական արտադրված մեքենաներ):
Մեքենաների ճշգրտությունը հիմնականում որոշվում է հաստոցների մեթոդով և մեքենայի ճշգրտության աստիճանով: Այսպիսով, նորմալ ճշգրտության մեքենաները նախատեսված են հիմնականում միջին չափի դետալների մշակման համար 7-9-րդ որակավորումների շրջանակներում:
Ծրագրային հսկողությամբ հաստոցներ (PU)
Ծրագրային կառավարման (PU) հաստոցները կարող են լինել համակարգերով ցիկլային ծրագրի վերահսկում(CPU) կամ թվային կառավարման համակարգերով(CNC): Թվային ցուցումներով և կոորդինատների նախնական կարգավորմամբ մեքենաները հատկացվում են առանձին խմբով: Պրոցեսոր ունեցող մեքենաներում (մոդելի նշանակման մեջ նրանք ունեն C ինդեքսը) ծրագրի կրիչում մուտքագրվում է միայն տեխնոլոգիական տեղեկատվությունը, իսկ չափերի ճշգրտումը նախատեսված է մեքենայի վրա կանգառներով: CNC մեքենաներում (F2, FZ, F4 ինդեքսներ) հսկողությունն իրականացվում է ծրագրի կրիչից, որում կոդավորված են ինչպես տեխնոլոգիական, այնպես էլ ծավալային տեղեկատվությունը: Թվային ցուցումով և կոորդինատների նախնական կարգավորմամբ հաստոցներն ունեն էլեկտրոնային սարք, որը սահմանում է մշակման ենթակա մակերևույթի կետերի կոորդինատները, և խաչասեղանը բերվում է անհրաժեշտ դիրքի: Խաչի սեղանն ունի հետադարձ կապի սենսոր, սեղանի յուրաքանչյուր ակնթարթային դիրքը ցուցադրվում է հեռակառավարման վահանակի վրա (թվային ցուցում): Այս մեքենաներում (առավել հաճախ ձանձրալի մեքենաներ) սովորաբար օգտագործվում է կամ կոորդինատների նախնական հավաքածու կամ թվային ցուցում: Համար ընդհանուր գնահատականմեքենայի որակի օգտագործման տեխնիկական և տնտեսական ցուցանիշների համակարգ: Ամենակարևոր ցուցանիշներից, որոնք որոշում են մեքենայի նախագծման կատարելությունը՝ համեմատած նմանատիպ նպատակի այլ մեքենաների հետ, հետևյալն են՝ արտադրողականությունը, մշակման ճշգրտությունը, ավտոմատացման աստիճանը, արտադրելիությունը, մետաղի սպառումը, հետքը, արժեքը:
Մետաղահատ մեքենաները, կախված նպատակից, բաժանվում են ինը հիմնական խմբերի. Դրանք ներառում են հետևյալ սարքերը.
1. շրջադարձային- շրջադարձային խմբի բոլոր տեսակի խառատահաստոցներ (նշման մեջ դրանք նշվում են «1» թվով);
2. հորատում և ձանձրացնում- հորատման և հորատման աշխատանքների մեքենաներ (խումբ «2»);
3. հղկել, փայլեցնել, հարդարել- մետաղահատ մեքենաներ՝ տեխնոլոգիական գործառնությունների հարդարման, հղկման, սրման և փայլեցման համար (խումբ «3»);
4. համակցված- հատուկ նշանակության մետաղ կտրող սարքեր («4» խումբ);
5. փորագրություն և հանդերձանքի կտրում- պարուրակային և փոխանցման միացումների տարրերի մշակման մեքենաներ («5» խումբ);
6. ֆրեզերային- ֆրեզերային մեքենաներ (խումբ «6»);
7. slotting, planing եւ broaching- տարբեր մոդիֆիկացիաների մետաղահատ մեքենաներ, համապատասխանաբար, պլանավորման, ակոսավորման և ճեղքման համար (խումբ «7»);
8. պառակտել- կտրման աշխատանքների սարքավորումներ, ներառյալ սղոցներ (խումբ «8»);
9. տարբեր- մետաղահատման նման ագրեգատների օրինակներ՝ առանց կենտրոնական պիլինգ, սղոց կտրող և այլն (խումբ «9»):
Մետաղ կտրող մեքենաների խմբեր և տեսակներ (սեղմեք մեծացնելու համար)
Բացի այդ, հաստոցները կարող են լինել հետևյալ տեսակներից մեկը.
· բազմաբնակարան և միաձույլ, մասնագիտացված (կիսաավտոմատ և ավտոմատ), կրկնօրինակող բազմահատ, պտտվող, հորատող և կտրող, կարուսելային, ճակատային և հատուկ տեսակի խառատահաստոցներ;
Սարքավորումներ հորատման և հորատման տեխնոլոգիական գործողություններ կատարելու համար.
· Տարբեր տեսակի հղկման մեքենաներ (հարթ, ներքին և շրջանաձև հղկման), կոպտացնող և փայլեցնող սարքավորումներ, գործիքների հղկման և մասնագիտացված ագրեգատներ.
Մետաղամշակման մեքենաների տեսակները, որոնք նախատեսված են շարժակների և պարուրավոր միացումների տարրերի մշակման համար. փոխանցումատուփի կտրում (ներառյալ կոնաձև անիվների մշակման համար նախատեսվածները), գլանաձև շարժակների համար նախատեսված փոխանցումատուփի մեքենաներ, փոխանցումատուփի սալիկներ, թելերի կտրում, թելեր և փոխանցումատուփերի հղկում, փոխանցումատուփերի ավարտում, փորձարկում։ ֆրեզերային, ատամների ծայրերի և որդերի զույգ տարրերի մշակման սարքեր;
· ֆրեզերային խմբին պատկանող մետաղահատ մեքենաներ՝ հենարաններ (ուղղահայաց, հորիզոնական և ունիվերսալ մոդելներ) և ոչ կոնսերվային (ուղղահայաց սարքեր, երկայնական, պատճենահանող և փորագրող մոդելներ);
պլանավորման սարքավորումներ և նմանատիպ նպատակների մոդելներ. երկայնական մեքենաներ, որոնց վրա տեղադրված են մեկ կամ երկու դարակ. հորիզոնական և ուղղահայաց բացող սարքեր;
կտրող սարքավորումներ. հագեցած հղկող անիվով կամ հարթ մետաղական սկավառակով, կտրիչով կամ տարբեր դիզայնի սղոցներով (ժապավեն, շրջանաձև, սղոց); մետաղամշակման մեքենաների ճիշտ կտրող տեսակներ;
Մետաղական բլանկների մշակման մեքենաների այլ տեսակներ. բաժանարար, որն օգտագործվում է հորատման և հղկման անիվները կառավարելու համար, լցոնում, հավասարակշռում, ուղղում և առանց կենտրոնի կոպտում, սղոցում:
Ուղղահայաց ֆրեզերային մեքենա - լայնածավալ ֆրեզերային խմբի ներկայացուցիչներից մեկը
Մետաղահատ մեքենաների դասակարգումն իրականացվում է նաև հետևյալ պարամետրերով.
· ըստ քաշի և սարքավորումների ընդհանուր չափսերի՝ մեծ, ծանր և եզակի;
Ըստ մասնագիտացման մակարդակի. մեքենաներ, որոնք նախատեսված են նույն չափի աշխատանքային կտորների մշակման համար՝ հատուկ. տարբեր, բայց նույն չափի մասերի համար - մասնագիտացված; ունիվերսալ սարքեր, որոնց վրա կարող եք մշակել ցանկացած չափի և ձևի մասեր.
· ըստ մշակման ճշգրտության աստիճանի՝ ավելացել է - P, նորմալ - N, բարձր - B, հատկապես բարձր ճշգրտություն - A; նաև տարբերակել մեքենաները, որոնց վրա կարող եք կատարել հատկապես ճշգրիտ մշակում - C, դրանք նաև կոչվում են ճշգրիտ:
Մեքենայի նշում
Մետաղական բլանկների մշակման համար նախատեսված սարքավորումների դասակարգումը հուշում է, որ, տեսնելով դրա նշումը, ցանկացած մասնագետ անմիջապես կկարողանա ասել, թե որ մետաղահատ մեքենան է իր առջև: Այս նշումը պարունակում է այբբենական և թվային նիշեր, որոնք ցույց են տալիս սարքի անհատական բնութագրերը:
Առաջին նիշը այն խումբն է, որին պատկանում է մետաղահատ մեքենան, երկրորդը՝ սարքի տեսակը, դրա տեսակը, երրորդը (որոշ դեպքերում՝ չորրորդը)՝ հիմնական միավորի չափը։
Մետաղահատ մեքենաների մակնշման վերծանում
Մոդելի մակնշման մեջ նշված թվերից հետո կարող են լինել տառեր, որոնք որոշում են, թե արդյոք մետաղ կտրող մեքենայի մոդելն ունի հատուկ բնութագրեր: Սարքի նման բնութագրերը կարող են ներառել դրա ճշգրտության մակարդակը կամ փոփոխության նշումը: Հաճախ մեքենայի նշանակման մեջ տառը կարելի է գտնել արդեն առաջին թվանշանից հետո. սա ցույց է տալիս, որ ձեր առջև ունեք արդիականացված մոդել, որի բնորոշ ձևավորման մեջ կատարվել են ցանկացած փոփոխություն:
Որպես օրինակ, կարող եք վերծանել 6M13P մեքենայի մակնշումը: Այս նշման թվերը ցույց են տալիս, որ մենք ունենք առաջին տիպի («1») ֆրեզերային մեքենա («6»), որը պատկանում է 3-րդ ստանդարտ չափսին («3») և թույլ է տալիս մշակել բարձր ճշգրտությամբ (տառ «P» ): Այս սարքի մակնշման մեջ առկա «M» տառը ցույց է տալիս, որ այն արդիականացվել է:
Ավտոմատացման մակարդակներ
Խառատային հաստոցների, ինչպես նաև ցանկացած այլ նշանակության սարքերի տեսակները, որոնք օգտագործվում են զանգվածային և մեծածավալ արտադրության մեջ, կոչվում են ագրեգատ։ Այս անվանումը նրանք ստացել են շնորհիվ այն բանի, որ դրանք հավաքվում են միևնույն տիպի ագրեգատներից (հավաքածուներից)՝ մահճակալներ, աշխատանքային գլուխներ, սեղաններ, spindle ագրեգատներ և այլ մեխանիզմներ։ Մեքենաների ստեղծման ժամանակ կիրառվում են բոլորովին այլ սկզբունքներ, որոնք անհրաժեշտ են փոքրածավալ և միակողմանի արտադրության համար։ Նման սարքերի դիզայնը, որոնք շատ բազմակողմանի են, կարող են լիովին եզակի լինել:
CNC խառատահաստոց
Խառատահաստոցների (ինչպես նաև ցանկացած այլ կատեգորիաների սարքավորումների) դասակարգումն ըստ ավտոմատացման մակարդակի ենթադրում է դրանց բաժանումը հետևյալ տեսակների.
1. մեխանիկական մոդելներ, որոնց վրա բոլոր գործողություններն իրականացվում են ձեռքով ռեժիմով.
2. կիսաավտոմատ, որում տեխնոլոգիական գործողությունների մի մասը (մշակման մասի տեղադրում, սարքի գործարկում, պատրաստի մասի հեռացում) կատարվում է ձեռքով (օժանդակների հետ կապված մնացած բոլոր գործողությունները կատարվում են ավտոմատ ռեժիմում).
3. ավտոմատ, որի շահագործման համար անհրաժեշտ է միայն մշակման պարամետրերը սահմանել, մյուս բոլոր գործողությունները կատարում են ինքնուրույն՝ նշված ծրագրին համապատասխան.
4. CNC մետաղահատման ագրեգատներ (նման մեքենաների բոլոր գործընթացները վերահսկվում են հատուկ ծրագրով, որը պարունակում է թվային արժեքների կոդավորված համակարգ);
5. ճկուն ավտոմատացված մոդուլների կատեգորիային պատկանող մետաղահատ սարքավորում.
Մետաղահատ մեքենաների ամենաակնառու ներկայացուցիչները CNC սարքերն են, որոնց աշխատանքը վերահսկվում է հատուկ համակարգչային ծրագրով։ Նման ծրագիրը, որը մուտքագրվում է մեքենայի հիշողության մեջ իր օպերատորի կողմից, որոշում է միավորի գրեթե բոլոր պարամետրերը՝ spindle արագություն, մշակման արագություն և այլն:
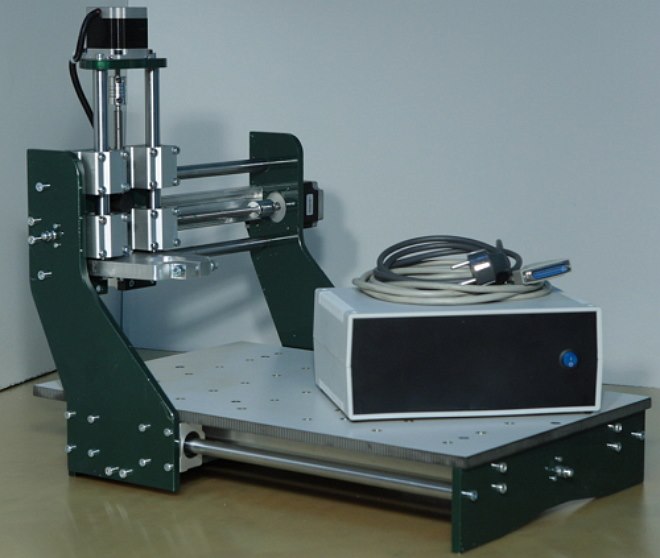
CNC-ն կարող է համալրվել նույնիսկ ամենակոմպակտով սեղանադիր մեքենաներ
Բոլոր տեսակի մետաղամշակման մեքենաները, որոնք հագեցած են CNC համակարգով, իրենց դիզայնում պարունակում են հետևյալ բնորոշ տարրերը.
· Օպերատորի վահանակ (կամ վահանակ), որի միջոցով համակարգչային ծրագիրը պահվում է մեքենայի հիշողության մեջ, որը վերահսկում է դրա աշխատանքը: Բացի այդ, նման հեռակառավարման միջոցով կարող եք նաև ձեռքով կառավարել միավորի բոլոր պարամետրերը:
· Կարգավորիչը CNC համակարգի կարևոր տարր է, որի օգնությամբ ոչ միայն ձևավորվում են կառավարման հրամանները, փոխանցվում սարքավորումների աշխատանքային տարրերին և վերահսկվում դրանց կատարման ճիշտությունը, այլև կատարվում են բոլոր անհրաժեշտ հաշվարկները. պատրաստված. Կախված միավորի մոդելի բարդության աստիճանից, ինչպես հզոր կոմպրեսորը, այնպես էլ սովորական միկրոպրոցեսորը կարող են օգտագործվել որպես դրա սարքավորումների վերահսկիչ:
· Էկրան կամ էկրան, որը օպերատորի համար գործում է որպես հրամանի և կառավարման վահանակ: Նման տարրը թույլ է տալիս իրական ժամանակում վերահսկել մետաղահատ մեքենայի աշխատանքը, վերահսկել մշակման գործընթացը և, անհրաժեշտության դեպքում, արագ փոխել պարամետրերը և պարամետրերը:
CNC համակարգով հագեցած մետաղամշակման մեքենաների շահագործման սկզբունքը պարզ է. Նախապես գրված է ծրագիր, որը հաշվի է առնում որոշակի աշխատանքային մասի մշակման բոլոր պահանջները, այնուհետև օպերատորը այն մուտքագրում է մեքենայի վերահսկիչ՝ օգտագործելով հատուկ ծրագրավորող: Նման ծրագրում ներկառուցված հրամանները տրվում են սարքավորման աշխատանքային տարրերին, որոնց կատարումից հետո մեքենան ավտոմատ անջատվում է։
Թվային հսկողությամբ հագեցած հաստոցների օգտագործումը թույլ է տալիս վերամշակել բարձր ճշգրտությամբ և արտադրողականությամբ, ինչն է պատճառը, որ դրանց ակտիվ օգտագործումը կահավորի արդյունաբերական ձեռնարկությունները, որոնք արտադրում են ապրանքներ մեծ խմբաքանակներով: Նման ագրեգատները, իրենց ավտոմատացման բարձր մակարդակի շնորհիվ, հիանալի կերպով ինտեգրված են խոշոր ավտոմատացված գծերի:
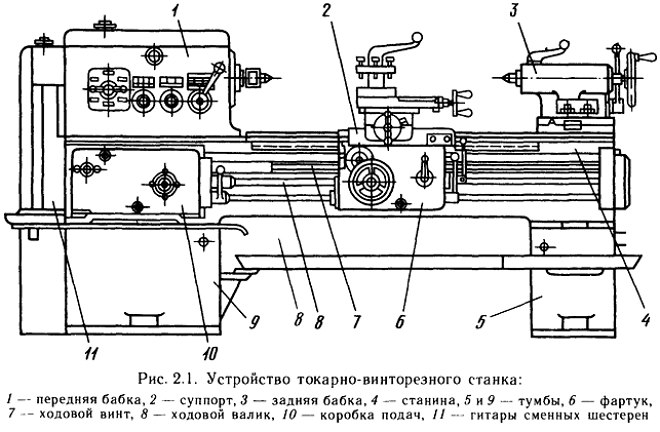
Պտուտակ կտրող խառատահաստոց սարք
Մեքենայի դիզայն
Մետաղագործության կատեգորիային պատկանող բոլոր մեքենաներն ունեն շատ ընդհանուր հատկանիշներ իրենց դիզայնի մեջ: Փաստորեն, նման ստորաբաժանումների սարքը և տեխնիկական բնութագրերը պետք է ապահովեն երկու տեսակի տեխնոլոգիական շարժումների ճիշտ կատարումը.
սնուցման շարժումը, որը կատարում է կտրող սարքը կամ աշխատանքային մասը.
Շարժումը, որով իրականացվում է կտրում.
Այս շարժումները կատարելու, ինչպես նաև մետաղամշակման սարքավորումների բոլոր մյուս տարրերի աշխատանքի կայունությունն ապահովելու համար դրա դիզայնը ներառում է հետևյալ աշխատանքային մարմինները.
կառավարման համակարգ, որը պատասխանատու է մեքենան գործարկելու և կանգնեցնելու համար, վերահսկելով դրա գործունեության բոլոր պարամետրերը.
հանգույց, որի օգնությամբ էլեկտրական շարժիչից շարժումը փոխակերպվում և փոխանցվում է մղիչին.
Շարժիչը ինքնին, որը կարող է լինել էլեկտրական, մեխանիկական, օդաճնշական կամ հիդրավլիկ:
Մետաղ կտրող մեքենան այն մեքենան է, որը նախատեսված է մշակելու համար մշակվող մասերը, որպեսզի ձևավորվեն հատուկ մակերեսներ՝ հեռացնելով չիպսերը կամ պլաստիկ դեֆորմացիաները: Մշակումն իրականացվում է հիմնականում սայրով կամ հղկող գործիքով կտրելու միջոցով։ Հաստոցներն օգտագործվում են նաև մասի մակերեսը հարթեցնելու, գլանափաթեթներով մակերեսը փաթաթելու համար։ Մետաղամշակման մեքենաներն իրականացնում են ոչ մետաղական նյութերի, օրինակ՝ փայտի, տեքստոլիտի, նեյլոնի և այլ պլաստմասսաների կտրում։ Հատուկ մեքենաները մշակում են նաև կերամիկա, ապակի և այլ նյութեր։
Մետաղամշակման մեքենաները դասակարգվում են ըստ տարբեր չափանիշների՝ կախված մշակման տեսակից, օգտագործվող կտրող գործիքից և դասավորությունից:
Մետաղ կտրող մեքենաների ամենատարածված տեսակները
Դասակարգում
Մետաղահատ մեքենաները, կախված կատարված աշխատանքի բնույթից և օգտագործվող կտրող գործիքների տեսակից, բաժանվում են 11 խմբի (տես նկարը)։
- Խառատահաստոցների խումբ(տեղ 1 - 6) բաղկացած է պտտման մակերեսների մշակման համար նախատեսված մեքենաներից։ Այս խմբի մեքենաների միավորող հատկանիշը աշխատանքային մասի պտտվող շարժման օգտագործումն է որպես կտրող շարժում:
- Հորատման մեքենաների խումբ(Post. 7 - 10) ներառում է նաև ձանձրալի մեքենաներ: Մեքենաների այս խմբի միավորող հատկանիշը նրանց նպատակն է՝ կլոր անցքերի մշակումը։ Կտրող շարժումը գործիքի պտտվող շարժումն է, որը սովորաբար ուղեկցվում է նաև սնուցման շարժումով: Հորիզոնական ձանձրալի մեքենաներում կերակրումը կարող է իրականացվել նաև աշխատանքային մասի հետ սեղանը տեղափոխելու միջոցով:
- Հղկող մեքենաների խումբ(Post. 20 - 24) համակցված է հղկող հղկող անիվների օգտագործման հիման վրա որպես կտրող գործիք:
- Փայլեցնող և հարդարման մեքենաների խումբհամակցված հղկող ձողերի, հղկող գոտիների, փոշիների և մածուկների օգտագործման հիման վրա՝ որպես կտրող գործիք:
- Փոխանցման մեքենաների խումբներառում է բոլոր մեքենաները, որոնք օգտագործվում են անիվների ատամները մշակելու համար, ներառյալ մանրացնելը:
- Ֆրեզերային մեքենաների խումբ(հեղ. 11 - 14) բաղկացած է մեքենաներից, որոնք օգտագործում են բազմասայր գործիքներ՝ ֆրեզերային կտրիչներ՝ որպես կտրող գործիք։
- Պլանավորող խումբ(Պոս. 15 - 17) բաղկացած է մեքենաներից, որոնց ընդհանուր հատկանիշը կտրիչի կամ մշակման մասի ուղղագիծ փոխադարձ շարժման օգտագործումն է որպես կտրող շարժում:
- Կտրող մեքենաների խումբներառում է բոլոր տեսակի մեքենաներ, որոնք նախատեսված են գլանվածքով նյութեր կտրելու և սղոցելու համար (ձողեր, անկյուններ, ալիքներ և այլն):
- Բրոշիչ մեքենաների խումբ(18 և 19 խաղողի վազեր) ունի մեկ ընդհանուր հատկանիշՕգտագործեք որպես կտրող գործիք հատուկ բազմասեղանի գործիքների՝ բրոշկաների համար:
- Թելային մեքենաների խումբներառում է բոլոր մեքենաները (բացառությամբ պտտվող խմբի մեքենաների), որոնք նախատեսված են հատուկ թելերի արտադրության համար:
- Տարբեր և օժանդակ մեքենաների խումբմիավորում է բոլոր մեքենաները, որոնք չեն պատկանում վերը նշված խմբերից որևէ մեկին:
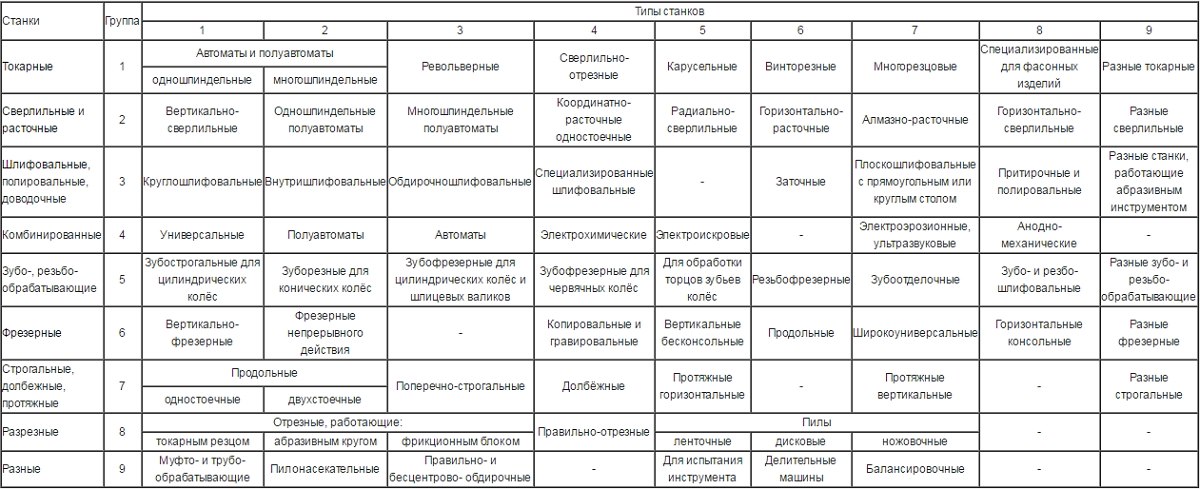
Հաստոցների թվերի աղյուսակ
| Մեքենաների անվանումը | Ծածկագիր խմբերը |
Մուտքագրեք կոդը | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Պահուստ | 0 | - | |||||||||
| Շրջադարձային | 1 | Ավտոմատ և կիսաավտոմատ. | Շրջադարձային- պտտվող |
Հորատում- կտրում |
կարուսել | Շրջելով և ճակատային |
Բազմ կտրող և պատճենահանում |
Մասնագիտացված մշակված |
Տարբեր շրջադարձային |
||
| մասնագիտացված մշակված |
մեկ պտույտ- խելամիտ |
բազմապտույտ- խելամիտ |
|||||||||
| Հորատում և ձանձրալի | 2 | - | Ուղղահայաց- հորատում |
կիսաավտոմատ | Կոորդինատը ձանձրալի է | Ճառագայթային- հորատում |
Հորիզոնական - ձանձրալի |
Ադամանդ ձանձրալի |
Հորիզոնական - հորատում |
Տարբեր հորատում |
|
| մեկ պտույտ- խելամիտ |
բազմապտույտ- խելամիտ |
||||||||||
| Մանրացում և հարդարում | 3 | Կրուգլոշլի- ֆովալ |
Ներքին ֆովալ |
Պիլինգ- մանրացնելը |
Մասնագիտացված honed grinding |
- | Սրում | Մակերեւույթի մանրացում | Լրացնել, փայլեցնել, հղկել, հարդարել | Տարբեր փոխաբերական | |
| Էլեկտրա- ֆիզիկական և էլեկտրական քիմիական |
4 | - | Լույսի ճառագայթ | - | Էլեկտրա- քիմիական |
Էլեկտրա- կայծ |
- | Էլեկտրա- էրոզիա, ուլտրաձայնային պիրսինգ |
Անոդ- մեխանիկական կտրում |
- | |
| Ատամների և թելերի մշակում- ing |
5 | Թեմա- հրացանավոր |
Հաղորդալարերի ձևավորում գլանաձև մշակման համար կալիկ անիվներ |
Անիվների կտրում թեք անիվների մշակման համար | Gear hobbing գլանաձև անիվների և ցցված լիսեռների մշակման համար |
Ճիճու անիվները կտրելու համար | Անիվների ատամների ծայրերը մշակելու համար | առանց թելերի հացահատիկային |
Ատամների հարդարում այո, ստուգիր այ եւ վազում |
Ատամ և թել բոսլիֆովալ- այո |
Տարբեր հանդերձանք և թելեր Ես մշակում եմ - ծաղրել |
| Ֆրեզերային | 6 | - | Ուղղահայաց- ֆրեզերային կոնսեր |
Ֆրեզերային ոչ ընդհատվող գործողություն |
Երկայնական միասյուն այո |
Պատճենել- այ և մանրախիճ շրջագայություն |
Ուղղահայաց- անմխիթար |
Երկայնական երկսյուն այո |
Վահանակով - ֆրեզերային աշխատանքներ ռացիոնալ |
Հորիզոն- tal- ֆրեզերային կոնսեր |
Տարբեր ֆրեզերային |
| Պլանավորում, slotting, broaching | 7 | Երկայնական | Խաչ- պլանավորում |
Slotting | Երկար գծված հորիզոնական այո |
Քաշելու համար ուղղահայաց շեղում | - | Տարբեր հարթիչներ | |||
| մեկ- դարակ |
երկու- դարակ |
ներքին | բացօթյա | ||||||||
| Պառակտում | 8 | Կտրված, հագեցած | Ճիշտ- կտրում |
Սղոցներ | - | - | |||||
| շրջադարձային գործիք | մանրացնելը շրջան |
հարթ կամ կտրված սկավառակ | ժապավեն | սկավառակ | Hacksaw | ||||||
| Տարբեր | 9 | Միացում և խողովակ կռվում |
Սղոցված | Ճիշտ- և առանց կենտրոնի կլեպ |
Հավասարակշռում | Փորձարկման համար - գործիքներ |
բաժանարար- մեքենաներ |
Հավասարակշռող- ռազմական |
- | - | |
Մեքենաների համարակալում
ԽՍՀՄ-ն ընդունեց միասնական համակարգ խորհրդանիշներմեքենաներ՝ յուրաքանչյուր մեքենայի մոդելին ծածկագրի (համարի) հատկացման հիման վրա: Մետաղահատ հաստոցների համարակալումը, որը մշակվել է Մետաղահատ հաստոցների փորձարարական գիտահետազոտական ինստիտուտի (ENIMS) կողմից, հիմնված է տասնորդական համակարգի վրա: Բոլոր մեքենաները բաժանված են 10 խմբի, յուրաքանչյուր խումբ բաժանված է 10 տեսակի, իսկ յուրաքանչյուր տեսակ՝ 10 չափսի։ Ինչպես երևում է աղյուսակից, համարակալման ժամանակ մեքենաների խմբերի խմբավորումը հիմնված է մի փոքր այլ սկզբունքի վրա, քան դասակարգման ժամանակ։ Մեքենայի յուրաքանչյուր մոդելի համարը կարող է բաղկացած լինել երեք կամ չորս թվերից և տառերից, իսկ տառերը կարող են լինել առաջին թվանշանից հետո կամ թվի վերջում, օրինակ՝ 612, 1616, 6H82, 2620, 6H12PB:
Թվի առաջին նիշը ցույց է տալիս այն խումբը, որին այն պատկանում է։ այս մեքենան. Երկրորդ նիշը ցույց է տալիս այս խմբի մեքենայի տեսակը: Երրորդ կամ երրորդ և չորրորդ թվանշանները միասին ցույց են տալիս մեքենայի պայմանական չափը: Այսպիսով, օրինակ, խառատահաստոցների համար երրորդ և չորրորդ թվանշանները ցույց են տալիս կենտրոնների բարձրությունը սանտիմետրերով կամ դեցիմետրերով (1620, 1616, 1670); պտուտահաստոց խառատահաստոցների և ավտոմատ մեքենաների համար - մշակված ձողերի առավելագույն տրամագիծը միլիմետրերով (1336, 1125, 1265); Հորատման մեքենաների համար - փափուկ պողպատից փոս հորատելու առավելագույն տրամագիծը միլիմետրերով (2A125, 2A135, 2150): Վահանակով ֆրեզերային մեքենաների համար երրորդ նիշը պայմանականորեն ցույց է տալիս սեղանի չափը: Տարբերելու համար դիզայննույն չափի, բայց տարբեր մեքենաներով տեխնիկական բնութագրում, տառ է մուտքագրվում առաջին և երկրորդ թվանշանների միջև։ Այսպիսով, օրինակ, 162, 1A62, 1B62, 1K62 մոդելների բոլոր մեքենաները խառատահաստոցներ են, որոնց կենտրոնական բարձրությունը 200 մմ է: Այնուամենայնիվ, մոդել 162-ն ունի առավելագույն RPM 600, մոդել 1A62-1200, 1B62-1500 և ժամանակակից մոդել 1K62-ն ունի 2000 rpm: Թվի վերջում տառերը ցույց են տալիս նույն հիմնական մոդելի մեքենաների տարբեր փոփոխությունները: Այսպիսով, օրինակ, հորիզոնական ֆրեզերային հաստոց մոդելը 6N82G-ը 6N82 հիմնական ունիվերսալ ֆրեզերային մեքենայի պարզեցված տեսակն է, 6N12K պատճենահանող ֆրեզերային հաստոցը հիմնական ուղղահայաց ֆրեզերային մեքենայի 6N12 մոդելի փոփոխությունն է և այլն: Որոշ դեպքերում չորրորդը: նիշը նաև նշանակում է նույն ստանդարտ չափսի, բայց բարելավված դիզայնով թողարկող մեքենա: Օրինակ, 262 մոդելը հորիզոնական է ձանձրալի մեքենաերկրորդ չափը. Նմանատիպ չափի ժամանակակից ձանձրալի մեքենա նոր դիզայնկոդը-սկսվում է որպես մոդել 2620:
Մեքենաների դասակարգում ըստ տեսակների.
Նույն տիպի մեքենաները կարող են տարբերվել դասավորությամբ (օրինակ, ունիվերսալ ֆրեզերային, հորիզոնական, ուղղահայաց), կինեմատիկա, այսինքն. մի շարք հղումներ, որոնք փոխանցում են շարժումը, դիզայնը, կառավարման համակարգը, չափերը, մշակման ճշգրտությունը և այլն:
Ստանդարտները սահմանում են հիմնական չափերը, որոնք բնութագրում են յուրաքանչյուր տեսակի մեքենաները: Խառատահաստոցների և գլանաձև հղկման մեքենաների համար սա մշակման ենթակա աշխատանքային մասի ամենամեծ տրամագիծն է, ֆրեզերային մեքենաների համար՝ սեղանի երկարությունն ու լայնությունը, որի վրա տեղադրվում են մշակման մասերը կամ հարմարանքները, խաչաձև պլանավորման մեքենաների համար՝ ամենամեծ հարվածը: սահող կտրիչով:
Նույն տիպի մեքենաների խումբը, որն ունի նմանատիպ դասավորություն, կինեմատիկա և դիզայն, բայց տարբեր հիմնական չափսեր, կազմում է չափերի տիրույթ: Այսպիսով, ստանդարտի համաձայն, ընդհանուր նշանակության հանդերձանքի հոբբի մեքենաների համար կան 12 ստանդարտ չափսեր՝ տեղադրված արտադրանքի տրամագծով 80 մմ-ից մինչև 12,5 մ:
Յուրաքանչյուր չափսի հաստոցների դիզայնը, որը նախատեսված է մշակման տվյալ պայմանների համար, կոչվում է մոդել: Յուրաքանչյուր մոդելի հատկացվում է իր սեփական ծածկագիրը՝ մի քանի թվերից և տառերից բաղկացած թիվ: Առաջին նիշը ցույց է տալիս մեքենայի խումբը, երկրորդը `դրա տեսակը, երրորդ թվանշանը կամ երրորդ և չորրորդ թվերը ցույց են տալիս մեքենայի հիմնական չափը: Օրինակ՝ 16K20 մոդելը նշանակում է՝ պտուտակավոր խառատահաստոց հետ ամենամեծ տրամագիծըաշխատանքային մաս 400 մմ: Երկրորդ և երրորդ նիշերի միջև տառը նշանակում է մեքենայի հիմնական հիմնական մոդելի որոշակի արդիականացում:
Հաստոցների դասակարգումն ըստ բազմակողմանիության աստիճանի.Կան հետևյալ մեքենաները՝ ունիվերսալ, որոնք օգտագործվում են լայն տեսականիով մասերի արտադրության համար՝ չափերի մեծ տարբերությամբ։ Նման մեքենաները հարմարեցված են տարբեր տեխնոլոգիական գործողությունների համար.
- մասնագիտացված, որոնք նախատեսված են նույն տիպի մասերի արտադրության համար, օրինակ՝ մարմնի մասեր, աստիճանավոր լիսեռներ՝ նման ձևով, բայց տարբեր չափերով.
- հատուկ, որոնք նախատեսված են չափերի փոքր տարբերությամբ մեկ կոնկրետ մաս կամ մեկ ձև արտադրելու համար։
Հաստոցների դասակարգումն ըստ ճշգրտության աստիճանի.Մեքենաները բաժանված են 5 դասի.
- H - նորմալ ճշգրտության մեքենաներ;
- П - բարձր ճշգրտության մեքենաներ;
- B - բարձր ճշգրտության մեքենաներ;
- A - բարձր ճշգրտության մեքենաներ;
- C - հատկապես ճշգրիտ կամ վարպետ մեքենաներ;
Մոդելի անվանումը կարող է ներառել մեքենայի ճշգրտությունը բնութագրող տառ. 16K20P - բարձր ճշգրտության պտուտակահանող խառատահաստոց:
Հաստոցների դասակարգումն ըստ ավտոմատացման աստիճանի.Հաստոցներ և կիսաավտոմատ մեքենաներ հատկացնել. Ավտոմատ մեքենան այն մեքենան է, որում ճշգրտումից հետո մշակման ցիկլը ավարտելու համար անհրաժեշտ բոլոր շարժումները, ներառյալ բլանկների բեռնումը և պատրաստի մասերը բեռնաթափելը, կատարվում են ավտոմատ կերպով, այսինքն. իրականացվում է մեքենայի մեխանիզմներով՝ առանց օպերատորի մասնակցության։
Կիսաավտոմատ շահագործման ցիկլը նույնպես կատարվում է ավտոմատ կերպով, բացառությամբ բեռնման և բեռնաթափման, որը կատարում է օպերատորը, նա գործարկում է նաև կիսաավտոմատ մեքենան յուրաքանչյուր աշխատանքային մաս բեռնելուց հետո։
Լայնածավալ և զանգվածային արտադրության համալիր ավտոմատացման նպատակով ստեղծվում են ավտոմատ գծեր և համալիրներ, որոնք միավորում են տարբեր մեքենաներ, իսկ փոքր արտադրության համար՝ ճկուն արտադրության մոդուլներ (FPM):
Մասերի փոքրածավալ արտադրության ավտոմատացումը ձեռք է բերվում ծրագրային հսկողությամբ հաստոցներ ստեղծելու միջոցով (ցիկլային), C տառը (կամ թվային F տառը) ներմուծվում է մոդելների նշանակման մեջ: F տառից հետո համարը ցույց է տալիս կառավարման համակարգի առանձնահատկությունը.
- F1 - թվային ցուցումով մեքենա (թվերի ցուցադրմամբ, որոնք արտացոլում են, օրինակ, մեքենայի շարժական մարմնի դիրքը) և կոորդինատների նախնական հավաքածու.
- F2 - դիրքային կամ ուղղանկյուն համակարգով մեքենա;
- F3 - եզրագծային համակարգով մեքենա;
- F4 - դիրքային և ուրվագծային մշակման ունիվերսալ համակարգ ունեցող մեքենա, օրինակ, մոդել 1B732F3 - խառատահաստոց CNC ուրվագծային համակարգով։
Մեքենաների դասակարգում ըստ քաշի.Մեքենաները բաժանվում են.
- թոքեր - մինչև 1 տոննա;
- միջին - մինչև 10 տոննա;
- ծանր՝ ավելի քան 10 տոննա Ծանր մեքենաները բաժանվում են խոշորների՝ 16-ից 30 տոննա, ծանր մեքենաները՝ 30-ից 100 տոննա;
- հատկապես ծանր - ավելի քան 100 տոննա;
Մենք նաև խորհուրդ ենք տալիս
 Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
 Լույսի հեռակառավարում
Լույսի հեռակառավարում
 Լողի պարապմունքներ նախադպրոցական տարիքի երեխաների համար
Լողի պարապմունքներ նախադպրոցական տարիքի երեխաների համար
 Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
 Ժամացույցի պտուտակն Atmega8-ի վրա
Ժամացույցի պտուտակն Atmega8-ի վրա
 Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկառավարիչ և ռելե պարզ անջատիչ սխեմաներ
Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկառավարիչ և ռելե պարզ անջատիչ սխեմաներ