FU450MRApUG plati universali frezavimo stakle
Siųsti savo gerą darbą žinių bazėje yra paprasta. Naudokite žemiau esančią formą
Studentai, magistrantai, jaunieji mokslininkai, kurie naudojasi žinių baze savo studijose ir darbe, bus jums labai dėkingi.
Publikuotas http://www.allbest.ru/
Įvadas
1. Bendroji dalis
1.1 Dirbtuvių paskirtis ir įrenginiai
2. Specialioji dalis
2.1 Universalaus konsolinio frezavimo staklės 6E80Sh paskirtis ir įtaisas
2.3 Konsolinio frezavimo universalaus modelio 6E80Sh tepimas
3. Gamybos organizavimas
3.1 Techninė dokumentacija dėl kapitalinis remontas konsolinio frezavimo universalios staklės modelis 6E80Sh
3.2 Pareiškimas pagalbinė įranga, tvirtinimo detalės ir įrankiai universalios konsolinės frezavimo staklės 6E80Sh modelio kapitaliniam remontui
4. Ekonominė dalis
4.1 Universalaus modelio 6E80Sh konsolinio frezavimo staklių kapitalinio remonto terminai
4.2 Tarifų įkainiai parduotuvėje
5. Saugos ir priešgaisrinės įrangos priemonės
5.1 Darbo apsauga aikštelėje
5.2 Sauga
5.3 Pramoninė sanitarija
5.4 Priešgaisrinė apsauga
5.5 Aplinkos apsauga
Bibliografija
Įvadas
„ArcelorMittal“ yra didžiausia plieno įmonė pasaulyje, 2008 m. pabaigoje valdanti 10 % pasaulio plieno rinkos. Registruotas Liuksemburge.
Ji buvo suformuota 2006 m., susijungus Liuksemburge įsikūrusioms „Arcelor“ ir „Indian Mittal Steel“, priklausančioms Indijos verslininkui Lakshmi Mittal.
Po susijungimo įmonės gamybos pajėgumai siekė 120 mln. tonų per metus. Paskelbtas plėtros tikslas per ateinančius penkerius metus pajėgumus padidinti iki 150 mln. tonų. Ekonominė krizė lėmė vykdomų projektų atidėjimą iš 2011–2012 metų į 2014 m.
Akcinė bendrovė „ArcelorMittal Temirtau“ yra didžiausia įmonė Kazachstano Respublikos kasybos ir metalurgijos sektorius ir yra integruotas kasybos ir metalurgijos kompleksas, turintis savo anglies, geležies rūdos ir energijos bazę.
ArcelorMittal Temirtau UAB apima:
Plieno skyrius;
Anglies skyrius;
geležies rūdos skyrius.
UAB "ArcelorMittal Temirtau" specializuojasi plokščių ir ilgų gaminių gamyboje, įskaitant turinčius polimero, cinko ir padengtas aliuminiu, taip pat gamina aglomeratą, geležies rūdos ir anglies koncentratą, koksą, ketų, plieną, įskaitant nuolat liejamas plokštes, juosteles, špagato juosteles, elektrovirinti vamzdžiai ir susiję aukštakrosnių ir kokso pramonės produktai.
ArcelorMittal Temirtau UAB yra socialiai orientuota įmonė. Įmonės balanse yra poilsio namai, sanatorijos, vaikų namai vasaros stovyklos poilsio, sporto ir gydymo įstaigos. Įmonė yra tiekėja Komunalinės paslaugos(karštas ir saltas vanduo, šildymas, elektra) Temirtau gyventojams.
konsolinė technologinė frezavimo staklės
1. Bendroji dalis
1.1 Seminaro paskirtis ir išdėstymas
Parduotuvės paso Nr.31
Dirbtuves suprojektavo Gipromez Karagandos filialas 1957 m., 1970 m. rugsėjį pastatė ir pradėjo eksploatuoti Kazmetallurgstroy trestas (be administracinio pastato).
Parduotuvė buvo skirta sukepinimo, plieno gamybos ir liejyklų įrangos remontui. 1971 m. spalį dirbtuvės buvo reorganizuotos, nes buvo sukurtas nepriklausomas struktūrinis TsRMO-1 padalinys.
TsRMO-2 skirtas plieno lydymo cechų įrangos remontui, atsarginių dalių, aukštakrosnių vamzdžių, keitiklių antgalių gamybai ir restauravimui, plieno liejimo kaušų fiksavimo strypų gamybai ir restauravimui.
Cechas susideda iš dviejų remonto sekcijų (židinio ir konverterio) bei remonto ir mechaninės dirbtuvės.
Dirbtuvės yra dviejų zonų 96 metrų ilgio ir 18 metrų pločio pastate, kurio bendras plotas – 3460 kvadratinių metrų.
Prekių gabenimas cecho viduje vykdomas trimis elektriniais kabiniais kranais, kurių keliamoji galia 5 tonos, dviem kranais, kurių keliamoji galia 15/3 tonų, elektriniu vežimėliu, kurio keliamoji galia 10 tonų, dviem elektromobiliais ir dviem elektriniai krautuvai.
Išorinė krovinių apyvarta vykdoma geležinkelių ir kelių transportu.
Dirbtuvėse yra trys įvažiavimai iš kelių ir 18 m ilgio geležinkelio privažiavimo takas.Visi dirbtuvių įėjimai yra su oro užuolaidomis.
Cechas šildomas 5 STD-300 vnt.
Projekte numatyta:
1. Produktų pašalinimas iš 1 bendro ploto cechai - 0,68 t/metus
2. Gaminių išvežimas iš vienos pagrindinės mašinos - 88,5 t/metus
3. Gaminių pagaminama vienam staklių operatoriui - 54,5 t/metus
4. Produkcijos išeiga vienam darbuotojui - 22,6 tonos per metus.
Gamybos pajėgumai
|
vardas |
Metinis leidimas |
||||
|
Pagal projektą |
Tiesą sakant, nuo 1972 m. sausio 1 d |
||||
|
Atsarginių dalių apdirbimas |
|||||
|
Pakartotinai remontuojamų atsarginių dalių apdirbimas |
|||||
|
Apdirbimo stabdymo strypai |
|||||
|
Tuyere remontas |
|||||
|
Remonto ir montavimo darbai |
TECHNOLOGINIS PROCESAS.
Atsarginių dalių apdorojimo technologinis procesas yra individualus ir nedidelio masto. Liejimas, kaltiniai ir sekciniai metalai, skirti atsarginėms dalims gaminti, į cechą atkeliauja iš OTS sandėlių ir vyriausiojo mechaniko skyriaus pirkimų cechų. Remonto technologiją sudaro agregatų surinkimas ir peržiūra ruošiantis remontui, mazgų, atskirų dalių keitimas ir agregatų peržiūra remonto metu.
Dirbtuvėse numatyta dirbti dviem pamainomis, pamainos trukmė 8,25 valandos, penkių dienų darbo savaitė su dviem poilsio dienomis.
1.2 Tikslas ir santrauka Techninės specifikacijos pagrindinė įranga
PLOTŲ IR REMONTO IR MECHANINIŲ DIRBČIŲ CHARAKTERISTIKOS.
Židinio cecho įrangos remonto zona - pagal patvirtintus grafikus atlieka planinį profilaktinį įrangos remontą židinio, ugniai atsparių ir kompozicijų paruošimo cechuose.
Aikštelė yra židinio parduotuvės patalpose.
Aikštelėje dirba 7 komandos (60 žmonių) remontininkų, elektros ir dujų suvirintojų ir pjaustytojų.
Konverterių cecho įrangos remonto zona - atlieka planinius profilaktinius įrenginių remontus pagal patvirtintus grafikus keitiklių ir polių kalimo dirbtuvėse.
Aikštelė yra įmontuotoje keitiklių cecho pagrindinio pastato patalpoje 60 rajone, 23 markėje.
Svetainėje dirba 7 komandos (62 žmonės) remontininkų, elektros ir dujų suvirintojų ir pjaustytojų.
Remonto ir mechaninės dirbtuvės.
Įsikūręs cecho gamybiniame pastate. Remonto ir mechaninės dirbtuvės apima:
A) mechanikos skyrius;
B) šaltkalvio ir surinkimo skyrius;
C) kalimo ir suvirinimo bei supirkimo skyrius;
D) blokavimo strypų gamybos ir restauravimo skyrius;
D) elektromechaninis aptarnavimas.
Mechaninis skyrius skirtas mechaniniam atsarginių dalių apdorojimui. Jis yra span AB 48 kvadratinių metrų plote. Skyriuje sumontuotas staklių skaičius, atsižvelgiant į vienos tonos produkcijos apdorojimo sudėtingumą – 90 mašinų valandų.
Šaltkalvių ir surinkimo skyrius skirtas gamyklos plieno lydymo cechų įrangos agregatų surinkimui ir atnaujinimui. Skyrius yra span AB ir BV 972 rajone. Skyriuje dirba 2 šaltkalvių komandos (10 žmonių).
Kalvinio suvirinimo ir pirkimų skyrius skirtas smulkių kaltinių ir įrankių ruošinių gamybai, ruošinių pjaustymui iš įvairaus profilio valcavimo gaminių bei krosnių ir keitiklių cechų varinių čiužinių gamybai. Skyrius su metalo sandėliu yra AB įlankoje, 648 teritorijoje.
Stabdymo strypų gamybos ir restauravimo skyrius skirtas plieno liejimo kaušų stabdymo strypų gamybai. Darbai atliekami gamybinėje linijoje, kurios našumas yra 1600 tonų fiksavimo strypų per metus.
Šiuo metu peržiūrimas skyriaus projektas, siekiant tobulinti stabdžių ražienų gamybos technologinį procesą.
Elektromechaninis servisas skirtas atlikti planinius profilaktinius remontus ir mechaninių dirbtuvių įrangos gedimų šalinimą. Paslauga yra BV įlankoje, įmontuotoje patalpoje, kurios plotas yra 180 kvadratinių metrų. Tarnybą sudaro 4 elektrikai ir 6 šaltkalviai.
Medžiagų sandėlis yra BV įlankoje, įmontuotoje patalpoje, kurios plotas 24 kvadratiniai metrai. Sandėlis skirtas materialaus ir techninio turto saugojimui. Prekių transportavimo darbai sandėlyje atliekami rankiniu būdu.
Atsarginių dalių sandėlis yra BV 24 teritorijoje, aptvertas metalinis tinklelis. Sandėlį aptarnauja elektrinis šakinis krautuvas, kurio keliamoji galia 5 tonos.
PARDUOTUVĖS MAITINIMO MAITINIMAS.
Dirbtuvėms elektra tiekiama iš 12 pastočių 10 kV kabeliu. Dirbtuvėse sumontuotas žeminamasis transformatorius 1000 kVA, 10/0,4 kV.
Generolas elektros energija dirbtuvės - 660 kW.
Įskaitant galią - 440 kW;
kranas - 184 kW;
elektrinė krosnis - 8 kW;
elektrinis suvirinimas - 28 kW.
Intrashop tinklai prijungti prie NTP 0,4 kV, laidai atliekami vamzdžiais su APR tipo laidu. Visose plokštėse yra sumontuoti A3124 ir A3131 tipų automatai ShR ir ShchU.
Apšvietimas dirbtuvėse gaminamas GE-50 lempomis, kurių kiekis yra 87 lempos. Bendra šviestuvų elektros galia – 43,5 kW.
Intrashop tinklai
|
vardas |
Įterpti vietą |
Intrashop tinklas |
||||
|
skersmuo mm |
numerį |
|||||
|
dujotiekis |
Bendras augalų greitkelis |
|||||
|
Deguonies vamzdynas |
||||||
|
Garo vamzdynas |
||||||
|
Suslėgto oro vamzdynas |
||||||
|
Karšto vandens vamzdynas |
||||||
|
Buitinis geriamojo vandens tiekimas |
||||||
|
Proceso vandens vamzdynas |
AUTOMOTO TRANSPORTAS
Pervežimui parduotuvės viduje ir gamyklos viduje dirbtuvėse yra 2 elektriniai šakiniai krautuvai EP-301 su universalia šakių rankena, kurių keliamoji galia 3 tonos ir 2 elektromobiliai EK-2, kurių keliamoji galia 2 tonos.
SANITARIJOS IR BUITINĖS SĄLYGOS.
Statomas administracinis cecho pastatas. Remonto ir montavimo brigadų darbuotojai laikinai įsikūrę židinio ir keitiklių cechų administraciniame pastate.
Techninės įrangos charakteristikos
|
Pavadinimas, tipas, modelis, gamintojas |
Techninės specifikacijos |
|||
|
MECHANINIS DALIS |
||||
|
Konsolė- gręžimo staklės 6M12P (Gorkio staklių gamykla) |
Atstumas nuo veleno nosies iki stalo: Mažiausias - 30 mm; Didžiausias yra 400 mm. Stalo darbinio paviršiaus dydis 1250×320 mm. Didžiausi stalo judesiai: Išilginis - 700 mm; Skersinis - 260 mm; Vertikalus - 370 mm. Veleno vidinis kūgis - B 3 Didžiausias veleno galvutės sukimosi kampas yra ±45°. Didžiausias ašinis veleno judėjimas yra 70 mm. Veleno sukimosi greičio ribos 31,5h1600 aps./min. |
|||
|
Plačios universalios konsolės frezavimo staklės 6M82Sh |
Stalo darbinio paviršiaus matmenys - 125x320 mm. Įtvaro skersmuo - 32 mm; 50 mm. Verpsčių skaičius - 2. Veleno kūgis: Horizontalus – Nr.3. Rotacinis ir paguldytas ant galvų – Nr.2. Veleno sukimosi greičio ribos: Horizontalus 31,5h1600 aps./min; Pasukama galvutė 90-1400 aps./min. Išilginio ir skersinio stalo pastūmų ribos: 25h1250 mm/min. Stalo vertikalios pastūmos ribos yra 8,3-416,6 mm. Išilginė stalo eiga 700 mm. Skersinis stalo kursas 240 m. Vertikalus stalo kursas - 420 mm. Frezavimo galvutės pasukimas skersinėje stalo plokštumoje - 45-90°. Maksimalus apdirbamos detalės svoris – 250 kg. |
|||
|
Hidrofikuotas skersinis oblius 7M37 (Gomelio staklių gamykla) |
Slankiklio eiga - 150x100 mm. Stalo matmenys - 560x1000 mm Didžiausias atstumas tarp stalo plokštumos ir slankiklio yra 500 mm. Didžiausias horizontalus stalo judėjimas - 800 mm. Slankiklio greičio apribojimai yra 3h48 m/min. Didžiausias pjovimo rogių sukimosi kampas yra ±60°. |
|||
|
Hidrofikuota pjaustymo mašina 7M430 (Gomelio staklių gamykla). |
Pjovimo eiga - 320 mm Stalo pasukimas - 360° Stalo skersmuo - 700 mm Maksimali kelionė prie stalo: Išilginis - 600 mm Kryžius - 300 mm. Pjovimo greičio apribojimai yra 3h24 m/min. |
|||
|
Išilginis oblius 7210 (Minsko staklių gamykla) |
Atstumas tarp stalo paviršiaus ir skersinio yra 1000 mm. Atstumas tarp stelažų - 1100 mm Stalo matmenys: 3000x900 mm. Stalo kelionės ilgis: Didžiausias - 3200 mm; Mažiausias yra 700 mm. Suportų skaičius: Ant skersinio - 2; Ant stovo - 1. Horizontalus suportų judėjimas išilgai skersinio - 1500 mm. Vertikalus atramos judėjimas ant stelažo - 900 mm. Stalo darbo eigos greitis - 4h90 m/min. Stalo atbulinės eigos greitis - 12h90 m/min. |
|||
|
Karuselinė mašina 1531 (Krasnodaro staklių gamykla). |
Priekinės plokštės skersmuo - 1150 mm Priekinės dalies apsisukimai - 6,3h315 aps./min. Vertikalios apkabos pasvirimo kampas yra ±45°. Vertikalaus atraminio keltuvo aukštis 550 mm. judėti skersinis suportas- 630 mm Suporto padavimas - 0,05x12,5 mm / aps. |
|||
|
Horizontalioji gręžimo mašina 2620V (Sverdlovo vardu pavadinta Leningrado staklių asociacija). |
Verpstės skersmuo - 90 mm. Veleno apsisukimai - 12,5h2000 aps./min. Priekinės plokštės sukimosi greičiai - 8h200 aps./min. Vidinis veleno kūgis yra Morzės Nr. 5. Stalo darbinio paviršiaus matmenys - 1120x1300 mm. Maksimali kelionės trukmė: Galvos atrama vertikali - 1000 mm; Verpstės ilgis - 710 mm; Stalo skersmuo - 1000 mm; Stalas išilgai - 1090 mm; Priekinės plokštės atrama radialinė - 170 mm. Didžiausias gręžimo skylės skersmuo: Velenas - 330 mm; Suportas - 600mm. |
|||
|
Radialinis gręžimo staklės 2H55 (Odesos staklių gamykla). |
Didžiausias gręžimo skersmuo yra 50 mm. Morzės kūgis – Nr.5. Didžiausias ašinis veleno judėjimas yra 350 mm. Veleno iškyša - 410h1600 mm. Suklio apsisukimų dažnis – 20-2000 aps./min |
|||
|
Sraigtinio pjovimo staklės 1E61M (Iževsko staklių gamykla) |
Centrų aukštis 170 mm. Skylė velene yra 32 mm. Virš apkabos - 183 mm; Virš lovos - 320 mm. |
|||
|
Sraigtinio pjovimo staklės 1K62 (Efremovo staklių gamykla, Maskva) |
Centrų aukštis 215 mm. Verpstės anga - 38 mm Didžiausias ruošinio skersmuo: Virš apkabos - 260 mm; Virš lovos - 400 mm. |
|||
|
Sraigtinio pjovimo staklės 1625 (Efremovo staklių gamykla, Maskva) |
Atstumas tarp centrų - 1400 mm. Centrų aukštis 215 mm. Verpstės anga - 47 mm. Didžiausias ruošinio skersmuo: Virš apkabos - 260 mm; Virš lovos - 400 mm. |
|||
|
Sraigtinio pjovimo staklės 1A616 (Kuibyševo staklių gamykla). |
Atstumas tarp centrų - 710 mm. Centrų aukštis 170 mm. Skylė velene yra 32 mm. Didžiausias ruošinio skersmuo: Virš apkabos - 188 mm; Virš lovos - 320 mm. |
|||
|
Sraigtinio pjovimo staklės 163 (Tbilisio staklių gamykla) |
Atstumas tarp centrų - 1400 mm. Centrų aukštis 265 mm. Verpstės anga - 65 mm. Didžiausias ruošinio skersmuo: Virš apkabos - 350 mm; Virš lovos - 630 mm. |
|||
|
Sraigtinio pjovimo staklės 9H14S3 (Tbilisio staklių gamykla) |
Atstumas tarp centrų - 710 mm. Centrų aukštis 265 mm. Verpstės anga - 65 mm. Didžiausias ruošinio skersmuo: Virš apkabos - 350 mm; Virš lovos - 630 mm. |
|||
|
Sraigtinio pjovimo staklės 165 (Riazanės staklių gamykla) |
Atstumas tarp centrų - 2800h5000 mm. Centrų aukštis 500 mm. Skylė velene yra 80 mm. Didžiausias ruošinio skersmuo: Virš apkabos - 650 mm; Virš lovos - 1000 mm. Veleno greitis - 5h500 aps./min. |
|||
|
Apvalus šlifavimo staklės ZA164A (Komunaro gamykla, Lubny, Poltavos sritis) |
Atstumas tarp centrų - 2800 mm. Didžiausias gaminio skersmuo – 400 mm. Maksimalus gaminio svoris – 250 kg. Didžiausio apskritimo matmenys: Išorinis skersmuo - 750 mm; Vidinis skersmuo - 40 mm; Plotis - 70 mm. |
|||
|
MONTAVIMO IR MONTAVIMO SKYRIUS. |
||||
|
Horizontalus hidraulinis presas P983 (Odesos presų gamykla). |
Jėga – 315 t. Skysčio slėgis tinkle - 200 kg/cm². Didžiausias stūmoklio eiga yra 850 mm. Maksimalus presuoto gaminio skersmuo – 1500 mm. Darbinis skystis yra aliejus. Atstumas nuo stūmoklio galo iki judančios traukos sijos galo: Maksimalus - 2900 mm; Mažiausias - 900 mm; Darbinis - 2500 mm. |
|||
|
Vienos kolonos hidraulinis presas P6320 (Orenburgo Metalist gamykla). |
Jėga – 10 t. Skysčio slėgis tinkle - 160 kg/cm². Eiga - 400 mm. Stalo matmenys - 380x500 mm. |
|||
|
Lupimo ir šlifavimo mašina ZM-634 (Jalal-Abado remonto įmonė) |
Ratų skaičius – 2 Apskritimo dydžiai - 400x40x203 mm Suklio apsisukimų dažnis – 1420 aps./min. Atstumas tarp centrų - 700 mm Centro aukštis - 830 mm |
|||
|
Vertikalios gręžimo staklės 2A135 (Aparatas pavadintas Lenino vardu, Sterlitomak). |
Didžiausias gręžimo skersmuo yra 35 mm. Verpstės kūgis – Morzės Nr.4. Suklio ašies nukrypimas - 300 mm. Veleno eiga - 225 mm. Galvos eiga - 200 mm. Suklio apsisukimų dažnis - 68-1100 aps./min. Tiekimo diapazonas - 0,12h1,6 mm / aps. |
|||
|
Kalimo ir suvirinimo bei supirkimo skyrius. |
||||
|
Pneumatinis kalimo plaktukas М415А (Voronežo gamykla KPO). |
Maitinimo dalių svoris 400 kg. Smūgių skaičius per minutę - 130 Maitinimo dalių efektyvi kinetinė energija yra 950 gm. Atstumas nuo moters ašies iki lovos - 520 mm. Atstumas nuo puolėjo veidrodžio iki moters yra 530 . Atmušamo veidrodėlio matmenys - 265x100 mm. Optimali kaltinė ruošinio dalis: Kvadratas - 100 mm; Apvalus - 115 mm. |
|||
|
Pjovimo pjūklas 872 (Krasnodaro eksperimentinė gamykla, pavadinta Kalinino vardu). |
Pjūklo rėmo eigos ilgis - 140x180 mm. Ašmenų ilgis - 450 mm Pjūklo rėmo smūgių skaičius per minutę - 85-110. |
|||
|
Frezavimo ir pjovimo staklės 8V66 (Minsko staklių gamykla) |
Pjūklo disko apsisukimų skaičius min. - 3.3h25.5 Pjūklo disko skersmuo - 710 mm. Pjovimo greitis - 7,4h57 m/min. Didžiausias pjaunamo ruošinio skersmuo yra 230 mm. |
|||
|
Suvirinimo keitiklis PSO-300 |
Dabartinės reguliavimo ribos: |
|||
|
Suvirinimo transformatorius TD-500 (gamyklinė pašto dėžutė M-5293) |
||||
|
Kalvė kalvė |
Pagaminta dirbtuvėse. |
|||
|
Šildymo kamerinė krosnis |
Židinio plotas 0,66 m². Kuras: kokso krosnies dujos. |
|||
|
ELEKTROMECHANINIS APTARNAVIMAS. |
||||
|
Vertikali gręžimo mašina 2A125 (Mechaninė gamykla, Kabanye kaimas, Luhansko sritis). |
Didžiausias gręžimo skersmuo yra 25 mm. Veleno eiga - 200 mm. Veleno apsisukimai per minutę - 165h2130. Didžiausias stalo judėjimas - 400 mm. Stalo matmenys - 350x400 mm. |
|||
|
Lupimo ir šlifavimo mašina 3M-634 (Mukačevo gamykla, pavadinta Kirovo vardu) |
Apskritimų skaičius – 2. Apskritimų dydžiai - 400×40×203 mm. Suklio apsisukimai min. - 700h1400. |
|||
|
Paviršiaus šlifavimo staklės 372B (Maskvos staklių gamykla). |
Ruošinių matmenys - 1000x300x400 mm. Stalo matmenys - 1000×300 mm. Apskritimo aukštis - 40 mm. Apskritimo skersmuo: Išorinis - 250h350 mm; Vidinis - 127 m. |
|||
|
Universali šlifavimo staklės 3659A (Vitebsko šlifavimo staklių gamykla). |
Pagaląstų grąžtų, zingerių skersmuo 80 mm. Galandimo kampai - 70°h140°. Pagaląsto įrankio plunksnų skaičius yra iki 12. Šlifavimo ratas: Išorinis skersmuo - 200 mm; Vidinis - 32 m; Aukštis iki - 70 mm. Apskritimo apsisukimų skaičius min. – 1850 m |
Tvarkymo įranga
|
Pavadinimas, Nr., gamintojas |
Montavimo vieta |
Techninės specifikacijos |
|||
|
Tiltinis elektrinis kranas Nr.1 (Mechaninė gamykla, gyvenvietė Novobureisk, Chabarovsko sritis). |
Kalimo skyrius Mechaninis skyrius. Kamščių strypų gamybos skyrius |
Keliamoji galia - 5 tonos. Tilto ilgis 16,5 m. Judėjimo greitis: Kranas - 73,5 m / min; Vežimėliai - 38 m/min; Kėlimas – 10 m/min. Kėlimo aukštis - 8 m. |
|||
|
Tiltinis elektrinis kranas Nr.3 (Mašinų gamybos gamykla, Uzlovaya stotis, Tula sritis). |
Montavimo ir surinkimo skyrius |
Keliamoji galia - 15/3 t. Tilto ilgis 16,5 m. Judėjimo greitis: Kranas - 49 m/min; Vežimėliai - 18 m/min; Pagrindinis keltuvas - 2,2 m/min; Pagalbinis kėlimas – 9,7 m/min. kėlimo aukštis: Pagrindinis - 8,5 m; Pagalbinis - 8,5 m. |
|||
|
Tiltinis elektrinis kranas Nr.4 (PTO gamykla, Aleksandrija, Kirovogrado sritis). |
Montavimo ir surinkimo skyrius |
Keliamoji galia - 15/3 t. Tilto ilgis 16,5 m. Judėjimo greitis: Kranas - 75,3 m / min; Vežimėliai - 34,5 m/min; Pagrindinis keltuvas - 8 m/min; Pagalbinis kėlimas - 19,2 m/min. kėlimo aukštis: Pagrindinis - 8 m; Pagalbinis - 8 m. |
|||
|
Vežimėlis elektrinis (Dnepropetrovsko metalurgijos įrenginių gamykla). |
Tarp tarpatramių 4-5 ašyse |
Keliamoji galia - 10t; Bėgio vėžė - 1000 mm; Vežimėlio pagrindas - 1600 mm. Platformos dydis - 2630×1650 mm. Važiavimo greitis - 40 m/min. Varomas iš MTK-11-V elektros variklio, Galia 2,2 kW, 885 aps./min. Mygtukų valdymas. |
2. Specialioji dalis
2.1 Konsolinio frezavimo universalaus modelio 6E80Sh paskirtis ir įtaisas
2.1.1 pav. Konsolinio frezavimo universalios staklės modelis 6E80Sh
Širokouniversalus konsolinis frezavimas horizontali mašina 6E80SH skirtas detalių frezavimui ir kai kurių tipų gręžimo darbams atlikti mažas dydis iš juodųjų ir spalvotųjų metalų bei plastikų.
Naudojami vienkartinės ir serijinės gamybos sąlygomis. Mašinų techninės charakteristikos leidžia visiškai išnaudoti greitaeigių plieno įrankių, taip pat įrankių su karbido įdėklais galimybes.
Pasukama frezavimo galvutė su ištraukiama plunksna leidžia frezuoti pasvirusius ruošinių paviršius. Skirstymo galvutės, sukamojo stalo, veržlės naudojimas praplečia mašinos technines galimybes.
Mašinos dirba frezavimo principu su besisukančia fiksuota freza, pritvirtinta horizontalioje arba vertikalioje suklyje. Stalo (X-koordinatė), slydimo (Y-koordinatė), konsolės (Z-koordinatės) judesiai naudojami kaip darbiniai arba montavimo judesiai.
CNC įrangos naudojimas leidžia apdoroti dalis pagal programą automatiniu režimu.
Dizaino elementai:
Stovas yra pagrindinis įrenginys, ant kurio sumontuoti visi kiti įrenginiai ir mechanizmai. Stovas yra standžiai prijungtas prie plokštės (pagrindo). Ant mašinos bagažinės sumontuota vertikali suklio galvutė, o prie bagažinės kreiptuvų pritvirtinti pakabos laikikliai, skirti darbui su ilgais įtvarais.
Horizontaliojo veleno pavarų dėžė montuojama ant stovo. Vertikalusis velenas yra varomas elektros varikliu, esančiu ant galvos.
Galinė konsolės sienelė pagaminta iš uodegos kreiptuvų. Rogutės ant konsolės juda skersai ir turi stalui skirtus kreipiklius. Prie stalo prijungiamas išilginis padavimo varžtas. Darbas galimas tiek asocijuotu, tiek priešfrezavimo būdu.
Mašinos sudėtis:
Vertikalaus stalo judėjimo perjungimo mechanizmas, čiuožykla, stalas, aušinimo sistema, elektros spinta, stalo skersinio judėjimo perjungimo mechanizmai, lova, padavimo dėžė, padavimo perjungimo mechanizmas, horizontalus suklio greičio perjungimo mechanizmas, pavarų dėžė ir velenas, bagažinė su verpstės galvute, apsauginis įtaisas, vertikalios veleno sukimosi greičio perjungimo mechanizmas, pakaba, konsolė.
Įrenginiai ir mašinos bei pagrindinių jos dalių veikimas.
Valdikliai ir jų paskirtis:
Rankena vertikalaus maišomo stalo rankena
Smagratis rankiniam skersiniam rogių judėjimui
Vertikalios tiekimo įjungimo svirtis
Sliekas, skirtas atbulinės eigos mėginių ėmimui ant išilginio varžto
Smagratis rankinis judėjimas stalo
Stalo spaustukas
Perjungti "Apšvietimas"
Suklio rankovės spaustuko rankena
Aušinimo vožtuvas
Maitinimo jungiklio rankena
Stalo greito judėjimo mygtukas
Start mygtukas
„Stop“ avarinis mygtukas
Stumdomoji spaustuko rankena
Kryžminio tiekimo įjungimo svirtis
Konsolės spaustuko rankena
Tiekimo variklio jungiklis
Aušinimo siurblio jungiklis
Horizontalus veleno sukimosi krypties jungiklis
Mygtukas
Vertikalus veleno sukimosi krypties jungiklis
Horizontali suklio perjungimo svirtis
Horizontali veleno pavarų svirtis
Rankinis bagažinės judėjimas
Bagažinės spaustukas ant rėmo
Frezavimo galvutės prispaudimas prie bagažinės
Sliekas, sukantis frezavimo galvutę išilginėje stalo plokštumoje
Sliekinio tekinimo galvutės frezavimas skersinėje stalo plokštumoje
Vertikali veleno perjungimo rankena
Vertikalios veleno skriemulio perjungimo rankenėlė
Vertikalus veleno pavarų perjungiklis
Rankena vertikalios veleno movai perstumti
Išilginio padavimo svirtis
Pavarų perjungimo rankena
Tiekimo perjungimo svirtis
Varžtai mašinos rogėms priveržti 6T80
Stop mygtukas
Kinematinė schema.
Verpstės varomos elektros varikliais per trapecinio diržo transmisiją.
Verpstės turi 12 skirtingų greičių, gaunamų perkeliant krumpliaračių blokus išilgai smailių velenų. Tiekimo viela yra išvedama nuo elektros variklio per movą, nuo veleno IX iki tiekimo dėžės. Judinant pavarų blokus, padavimo dėžė suteikia 18 skirtingų pastūmų, kurios perduodamos į konsolės XUI veleną, o vėliau, įjungus atitinkamą kumštinę sankabą, į išilginio, skersinio ir vertikaliojo judėjimo varžtus.
Pagreitinti judesiai atliekami nuo elektros variklio per velenus IX, X, KhP, XU, elektromagnetinę ir eigos sankabą iki konsolės veleno CL.
Išilginių, skersinių, vertikalių tiekimų įtraukimas ir atsukimas atliekamas naudojant dvipuses kumštines sankabas.
Lova yra bazinė dalis mašina, ant kurios sumontuoti visi kiti komponentai ir mechanizmai. Lovos stovas yra standžiai sujungtas su plokšte (pagrindu), kuri yra aušinimo skysčio rezervuaras.
Ant mašinos 6E80Sh bagažinės sumontuota vertikali suklio galvutė, o prie bagažinės kreiptuvų pritvirtinti pakabos laikikliai, skirti darbui su ilgais įtvarais. Pakabos turi riedėjimo guolį ir slydimo guolį. Mašinų pakabos nėra keičiamos; norėdami sumontuoti pakabas, pasukite galvą aukštyn.
Horizontaliojo veleno pavarų dėžė sumontuota rėme. Prijungimas prie elektros variklio atliekamas per trapecinio diržo transmisiją. Apžiūra ir prieiga prie pavarų dėžės - per pavarų perjungimo bloko langelį pirminėje lovos pusėje. Mašinos vertikalaus veleno pavara atliekama iš elektros variklio, esančio ant galvos, per trapecinę diržinę pavarą, ritininę sankabą ir pavarų dėžę.
Suklis sumontuotas slankiojančioje įvorėje. Mašinos 6E80Sh suklio galvutė yra pritvirtinta prie bagažinės per spaustuką ir gali būti sukama skersine ir išilgine stalo kryptimis. Tiekimo pavara yra konsolėje. Priekyje apatinėje konsolės dalyje įmontuotas flanšinis elektros variklis, kairėje konsolės pusėje, dešinėje sumontuota tiekimo dėžė su tiekimo perjungimo mechanizmu ir mechanizmu vertikaliam stalo judėjimui įjungti. - mechanizmas, skirtas įjungti stalo skersinį judėjimą. Aštuoniolikos greičių padavimo dėžė turi greitos eigos grandinę su apsaugine sankaba, kuri pašalina tiekimo pavaros pažeidimo galimybę perkrovų metu.
Ant to paties veleno su apsaugine sankaba sumontuota elektromagnetinė sankaba ir eigos sankaba. Greiti stalo judesiai įjungiami mygtuku. Tiekimo perjungimo mechanizmą sudaro kumštelių rankenos su profilio grioveliais, galūnė ir svirtys pavaroms perjungti.
Tiekimo dėžės pavaros perjungiamos, kai galūnė sukasi aplink ašį ir kai ašis sukasi su rankena.
Staliuko vertikalių ir skersinių mechaninių judesių įtraukimas atliekamas rankenomis Rankenų judėjimo kryptis mnemoniškai susieta su stalo judėjimo kryptimi.
Rankinis vertikalus stalo judėjimas atliekamas rankena, skersinis - smagračiu.
Galinė konsolės sienelė pagaminta iš uodegos kreiptuvų.
Viršutinėje konsolės dalyje yra stačiakampiai bėgeliai, kuriais juda rogės.
Rogutės ant konsolės juda skersai ir turi stalui skirtus kreipiklius.
Prie stalo prijungiamas išilginis padavimo varžtas. Rogėse yra kūginės pavaros, kurios suka varžtą, rankenos ir išilginio padavimo įjungimo mechanizmas.
Dirbant laiptiniu frezavimu, sukant slieką, pasirenkami tarpai tarp sraigto ir veržlių sriegių.
Dirbant priešfrezavimo būdu, švino varžtas labai susidėvi. Todėl, jei mašina ilgas laikas atliekamas vienas darbas, reikia pakeisti varžto darbo sritį.
Norint atlikti kryžminį padavimą, naudojamas laikiklis su veržle, kuris pritvirtinamas prie slydimo korpuso ir prijungiamas prie konsolės varžto.
Pagrindiniai mašinos techniniai duomenys ir charakteristikos.
Stalo darbinio paviršiaus matmenys (ilgis x plotis), mm 200 x 800
Stalo T formos lizdų skaičius 3
Didžiausias stalo judėjimas, mm
išilginis 560
skersinis 220
Atstumas nuo horizontalaus veleno ašies iki stalo darbinio paviršiaus, mm
mažiausiai 0
didžiausias 400
Atstumas nuo vertikalaus veleno galo iki stalo darbinio paviršiaus, mm
mažiausiai 15
didžiausias 400
Verpstės galvutės sukimosi kampas, kruša
išilginėje lentelės plokštumoje ± 45
skersinėje stalo plokštumoje (prie rėmo) 30
skersinėje stalo plokštumoje (nuo lovos) 45
Verpstės galvutės rankovės eiga, mm 70
Suklio greičių skaičius (horizontalus / vertikalus) 12
Suklio apsisukimų ribos, min -1
horizontalus 50-2240
vertikali 56-2500
Stalo padavimų skaičius 18
Lentelės padavimo ribos, mm/min
išilginis ir skersinis 20-1000
vertikalus 10-500
Greitas stalo judėjimo greitis, m/min
išilginė ir skersinė 3.35
vertikalus 1.7
Stalo judesio galūnių dalijimo kaina, mm
išilginis ir skersinis 0,05
vertikali 0,02
Vertikalaus veleno movos judesio galūnės padalijimo kaina, mm 0,05
Bendri mašinos matmenys (ilgis x plotis x aukštis), mm 1600x1875x2080
Mašinos svoris (su elektros įranga), 1430 kg
Įrankis, naudojamas apdirbimui.
Horizontalioji frezavimo konsolė 6T80Sh išsiskiria konsolės buvimu ir horizontalia veleno padėtimi apdorojant cilindrinius, kampinius ir forminius ruošinių plokščių ir forminių paviršių pjaustytuvus iš įvairios medžiagos. Taip pat galima naudoti veidui ir galinės frezos.
Cilindriniai pjaustytuvai naudojami plokštumų apdirbimui. Šios frezos gali būti su tiesiais ir sraigtiniais dantimis. Frezos su sraigtiniais dantimis dirba sklandžiai; jie plačiai naudojami gamyboje. Tiesios frezos naudojamos tik siauriems paviršiams, kur sraigtinių pjaustytuvų privalumai neturi didelės įtakos pjovimo procesui. Eksploatuojant cilindrinius pjaustytuvus su sraigtiniais dantimis, atsiranda ašinės jėgos, kurios, esant danties pasvirimo kampui OMEGA = 30 -: - 45 *, pasiekia reikšmingą reikšmę. Todėl naudojamos cilindrinės dvigubos frezos, kuriose spiraliniai pjovimo dantys turi skirtingą pasvirimo kryptį. Tai leidžia subalansuoti ašines jėgas, veikiančias pjaustytuvus pjovimo proceso metu. Pjaunamųjų sandūroje vienos pjaustyklės pjovimo briaunos persidengia su kitos pjovimo briaunomis. Cilindriniai pjaustytuvai yra pagaminti iš greitaeigio plieno, taip pat yra su plokščiais ir sraigtiniais karbido įdėklais.
Kampinės frezos naudojamos kampų griovelių ir pasvirusių plokštumų frezavimui. Vieno kampo pjaustytuvai turi pjovimo briaunos esantis kūginiame paviršiuje ir gale. Dviejų kampų pjaustytuvai turi pjovimo briaunas, esančias ant dviejų gretimų kūginių paviršių.
Kampinės frezos yra plačiai naudojamos įrankių pramonėje įvairių įrankių drožlių griovelių frezavimui. Dirbant su vieno kampo pjaustytuvais, atsiranda ašinės pjovimo jėgos, nes ruošinio metalo pjovimas daugiausia atliekamas pjovimo briaunomis, esančiomis kūginiame paviršiuje. Dviejų kampų pjaustytuvuose ašinės jėgos, atsirandančios veikiant dviem gretimoms kampinėms danties briaunoms, kažkiek kompensuoja viena kitą, o kai dirba simetriškos dviejų kampų frezos, jos yra tarpusavyje subalansuotos. Todėl dvigubo kampo pjaustytuvai dirba sklandžiau. Mažų dydžių kampinės frezos gaminamos galinėmis frezomis su cilindriniu arba kūginiu kotu.
Formos frezos plačiai naudojamos įvairių formų paviršių apdirbimui. Forminių frezų naudojimo privalumai ypač ryškūs apdirbant ruošinius, kurių ilgio ir pločio santykis yra didelis frezuojamų paviršių. Trumpos formos paviršiai didelės apimties gamyboje geriausiai apdorojami pragręžiant. Pagal dantų konstrukciją forminės frezos skirstomos į pjaustytuvus su atraminiais dantimis ir pjaustytuvus smailiais (aštriais) dantimis.
Galinės frezos plačiai naudojamos plokštumų apdirbimui vertikaliose frezavimo staklėse. Jų ašis nustatoma statmenai apdirbtai detalės plokštumai. Skirtingai nuo cilindrinių frezų, kuriose visi pjovimo briaunų taškai yra profiliuojami ir formuoja apdirbamąjį paviršių, frontalinėse frezose profiliuojamos tik dantukų pjovimo briaunų viršūnės. Galinės pjovimo briaunos yra pagalbinės. pagrindinis darbas pjovimas atliekamas šoninėmis pjovimo briaunomis, esančiomis išoriniame paviršiuje.
Galinės frezos naudojamos kontūrinių įdubų, briaunų, viena kitai statmenų plokštumų korpuso dalių gilių griovelių apdirbimui. Galinės frezos staklių suklyje sumontuotos kūginiu arba cilindriniu kotu. Šiuose malūnuose pagrindinius pjovimo darbus atlieka pagrindinės pjovimo briaunos, esančios cilindriniame paviršiuje, o pagalbinės galinės pjovimo briaunos nuvalo tik griovelio apačią. Tokios frezos dažniausiai gaminamos su sraigtiniais arba nuožulniais dantimis. Dantų pasvirimo kampas siekia 30--45 *. Galinių frezų skersmuo parenkamas mažesnis (iki 0,1 mm) griovelio pločio, nes frezuojant griovelis lūžta.
Galinės frezos montuojamos su adapterio flanšu. Suklio kūgio įtvaras tvirtinamas stulpeliu. Ant įtvaro kaklelio uždedamas adapterio flanšas ir pjaustytuvas, kuris tvirtinamas varžtu. Frezos su grioveliu raktui angoje sumontuotos ant šerdies su menteliu, kuriame yra grioveliai veleno smaigaliams.
Priekinės ir galinės frezos su Morzės kūginiu kotu yra sumontuotos veleno kūgyje naudojant adapterio įvorę.
pjaustytuvai didelio skersmens, kurių gale yra cilindrinė įduba, grioveliai ir keturios kiaurymės, uždedami tiesiai ant veleno galvutės ir tvirtinami varžtais.
Montuojant įrankį reikia atsiminti, kad apdorojimo tikslumą ir įrankio ilgaamžiškumą neigiamai veikia jo nutekėjimas. Todėl būtina stebėti kokybę pjovimo įrankis, įtvarai ir tarpiniai žiedai.
2.2 Konsolinio frezavimo universalaus modelio 6E80Sh kapitalinio remonto technologinis procesas
Mašinos patikrinimas:
1. Išorinis mašinos patikrinimas (be išmontavimo defektams nustatyti) mašinos būklės ir veikimo kaip visumos ir mazgų;
2. Pagrindinio judesio ir padų pavaros mechanizmų būklės apžiūra ir patikra;
3. Stalo sraigtų tarpų reguliavimas;
4. Suklio guolių reguliavimas;
5.Greičių ir tiekimo perjungimo mechanizmų veikimo patikrinimas;
6. Kumštelinių sankabų ir pastūmų bei pagreitintos eigos frikcinės sankabos įjungimo mechanizmų reguliavimas;
7. Stalo, rogučių, konsolės ir bagažinės pleištų reguliavimas;
8. Kreiptuvų apžiūra, įbrėžimų ir įbrėžimų valymas;
9. Atsilaisvinusių tvirtinimo detalių užveržimas;
10.Tikrinti, ar tinkamai veikia ribojantys kumšteliai;
11.Aušinimo ir tepimo sistemų būklės tikrinimas ir smulkus remontas;
12. Apsauginių įtaisų būklės patikrinimas ir remontas;
13. Dalių, kurias reikia keisti kito remonto metu (pradedant nuo antrojo smulkaus remonto), identifikavimas;
Mažos mašinos remontas:
1.Dalinis mazgų išardymas;
2. Visų mazgų praplovimas;
3. Riedėjimo guolių reguliavimas arba keitimas;
4. Krumpliaračio dantų, krekerių ir pavarų šakių įdubimų ir įpjovų valymas;
5. Greitosios sankabos frikcinių diskų keitimas ir papildymas (pradedant nuo antro remonto);
6.Pleištų ir lentjuosčių galandimas ir valymas;
7. Varžtų valymas ir susidėvėjusių veržlių keitimas;
8. Kreipiklių ir stalo darbinio paviršiaus įbrėžimų ir įbrėžimų valymas;
9.Nusidėvėjusių ir sulūžusių tvirtinimo detalių keitimas
10. Greičių ir pašarų įjungimo mechanizmų tikrinimas ir reguliavimas;
11.Tepimo ir aušinimo sistemų remontas;
12. Mašinos bandymas tuščiąja eiga, tikrinimas dėl triukšmo, įkaitimo ir ruošinio tikslumo.
Vidutinės mašinos remontas:
1. Mašinos mazgų išmontavimas;
2. Visų mazgų praplovimas;
3. Išardytų agregatų dalių apžiūra;
4. Ataskaitos trūkumų surašymas;
5. Suklio guolių reguliavimas arba keitimas;
6. Slidžių velenų keitimas arba restauravimas;
7.Susidėvėjusių įvorių ir guolių keitimas;
8.Diskų ir greitos eigos frikcinės sankabos laikiklio dalių keitimas;
9.Nusidėvėjusių pavarų keitimas;
10. Susidėvėjusių varžtų ir veržlių restauravimas arba keitimas;
11.Reguliavimo pleištų galandimas arba keitimas;
12. Tepimo ir aušinimo sistemų siurblių ir jungiamųjų detalių remontas;
13. Korekcija nubraukiant ar šlifuojant kreipiančiųjų paviršius, jeigu jų susidėvėjimas viršija leistiną;
14. Mašinos išorinių paviršių dažymas;
15. Mašinos įvažiavimas tuščiąja eiga (visais greičiais ir pastūmomis) su triukšmo ir šildymo patikrinimu;
16. Mašinos tikslumo ir standumo patikrinimas pagal GOST 17734--72.
Mašinos kapitalinis remontas:
Kapitalinis remontas atliekamas visiškai išmontuojant visus mašinos komponentus, kurių rezultatais remiantis be klaidų sudaromas sugedęs sąmatos lapas. Dėl remonto visi susidėvėję mašinos komponentai ir dalys turi būti atstatyti arba pakeisti, taip pat turi būti atkurtas pirminis tikslumas, standumas ir galia. Šio tipo remonto darbų pobūdį ir apimtį konkrečiomis eksploatavimo sąlygomis nustato vieninga profilaktinės priežiūros sistema.
2.3 Vertikalios frezavimo staklės su skersiniu stalu ir DRO modelio 65A80F13 tepimas
Tepimo sistema.
Tepimo sistemą sudaro 2 nepriklausomos sistemos:
Centralizuotas tepimas;
Periodinio tepimo sistema.
Centralizuota mašinos tepimo sistema.
Centralizuota tepimo sistema skirta sutepti pagrindinę pavarą, aušinti priekinius veleno guolius ir galią periodinė sistema lubrikantai.
Tepalas iš siurbimo įrenginys NP, esantis mašinos hidraulinės stoties tepimo skyriuje, per tinklinį filtrą F2 eis aušinti veleną. Originalus droselis DR1 yra lygiagrečiai prijungtas prie išėjimo srauto iš veleno, kuris skirtas reguliuoti tepalo kiekį, tiekiamą pagrindinės pavaros ir nuosekliai droselio DR2 tepimui,
esantis stotyje, reguliuojantis tepalo srautą veleno aušinimui.
Tepimo sistema sureguliuojama taip:
Nuimkite varžtą apsauginis vožtuvas KP;
Uždarykite droselį DR2;
Įjunkite siurblinę;
Nustatykite slėgį iki 0,2 MPa;
nustatykite slėgio jungiklį RD į šį slėgį;
Nustatykite slėgį iki 0,35 ... 0,4 MPa;
Atidarykite droselį DR2, stotyje pateikdami 0,3 MPa slėgį.
Droselis DR1 surinkimo ir eksploatavimo metu nėra reguliuojamas.
Periodinio tepimo sistema.
Periodinio tepimo sistema skirta sutepti kreipiklius, rutulinius varžtus su atramomis, visas 3 koordinates (stalas, čiuožykla, galvutė).
Sistema apima:
Vienos linijos siurblys periodinis veiksmas su hidrauline pavara H;
Tiektuvai P1, P2, P3, P4, naudojami dozuojamam tepalo paskirstymui taškuose;
Apsauginis vožtuvas KP1;
Ribinis jungiklis VK, skirtas valdyti tiektuvo veikimą;
Valdymo įtaisas PU, kuris naudojamas iš anksto nustatytais intervalais įjungti skirstytuvą P4, kuris valdo siurblį H.
Tepimo sistema veikia taip.
Iš anksto nustatytais laiko intervalais valdymo ir stebėjimo įtaisas duoda komandą paleisti ritę P4, kuri valdo siurblį H ir pradeda skaičiuoti tepimo ciklo trukmę.
Prietaisų skydelyje užsidega balta lemputė „Tepimas“. Iš siurblio tepalas patenka į centrinį tiektuvą P1 ir iš jo į vėlesnius tiektuvus P2, P3, P4 ir tepimo taškus.
Kai P1 tiektuvas baigia visą ciklą, valdymo įrenginio grandinė gauna signalą iš VK ribinio jungiklio. Per šį laiką VK meškerykotis atlieka 1 judesį atgal. Valdymo įtaisas, gavęs signalą iš VC, duoda komandą išjungti P4 ritę ir siurblį H. Tepimo ciklas baigtas, užsidega žalia Pause lemputė. Jei per valdymo laiką, kuriam nustatytas valdymo įrenginys, signalas apie ciklo pabaigą negaunamas, įrenginio valdymo pulte užsidega raudona lemputė „Avarinė padėtis“.
Tepimo sistemos veikimas.
Pirmą kartą paleidžiant mašiną arba po ilgos darbo pertraukos, būtina išleisti orą iš sistemos.
Naudodamiesi valdymo įrenginio naudojimo instrukcija, nustatykite valdymo laiką bent 30 sekundžių, pauzės laiką – 8-10 sekundžių.
Siurbimas gaminti apie tris valandas.
Patikrinkite, ar alyva nepatenka į tepimo vietas.
Po siurbimo nustatykite pauzės laiką tarp siurblių įjungimo iki 20 minučių.
Esant pertekliniam arba nepakankamam tepimui, pauzės laiką galima keisti valdymo įtaisu.
Priežiūra ir galimi gedimai apie sistemos veikimą žr. „Tepimo sistemos, valdymo įtaiso, vienos linijos siurblio ir vienos linijos tiektuvų pasai, tiekiami kartu su mašina.
Eksploatacijos metu būtina kasdien tikrinti:
Alyvos lygis tepimo stoties bake;
Panašūs dokumentai
Plačios paskirties konsolinės frezavimo staklės 6M82Sh, 6M83Sh valdymas. Bendra informacija, pagrindiniai techniniai duomenys ir charakteristikos, saugos priemonės eksploatacijos ir priežiūros metu. Mašinos sudėtis, jos montavimo, paruošimo ir pirminio paleidimo procedūra.
kontrolinis darbas, pridėtas 2010-08-01
Bokštelio tekinimo staklės 1V340F30 įtaisas ir veikimo principas. Remonto grafiko sudarymas, mašinos mechanizmų ardymo ir jos dalių remonto technologiniai procesai, įrangos surinkimas. Medžiagų sąnaudų kapitaliniam įrangos remontui apskaičiavimas.
baigiamasis darbas, pridėtas 2010-03-26
Konsolinio-vertikalaus frezavimo staklių suklio sukimosi judėjimo pavaros ir veleno mazgo konstrukcijos sukūrimas. Mašinos pagrindinio judėjimo pavaros kinematinis ir galios skaičiavimas. Surinkimo mazgo sukūrimo projektas ir veleno mazgo projektavimas.
Kursinis darbas, pridėtas 2014-05-16
Plačios paskirties frezavimo staklių veikimo principas. Suklių, krumpliaračių, velenų pavarų dėžės kinematinis skaičiavimas. Apkrovų ir įtempių nustatymas. Sliekų gamybos technologinio proceso sukūrimas. Pjovimo režimų skaičiavimas.
baigiamasis darbas, pridėtas 2013-04-14
Horizontaliosios frezavimo staklės 6P80G techninės charakteristikos ir jos apimtis. Mašinos pagrindinių komponentų, mechanizmų ir valdymo įtaisų paskyrimas. Mašinos kinematika ir veikimo principai. Pavaros kinematinių skaičiavimų tikslumo įvertinimas.
Kursinis darbas, pridėtas 2013-01-26
Horizontalaus frezavimo staklių paskirtis ir techninės charakteristikos. Sukimosi dažnių braižymas. Variklio pasirinkimas ir pavaros galios skaičiavimas. Pavarų dantų skaičiaus ir sukimo momentų ant velenų nustatymas. Surinkimo tepimo sistemos aprašymas.
Kursinis darbas, pridėtas 2012-07-14
Plačios paskirties frezavimo staklių bazinio modelio analizė, modernizavimo pagrindimas. Pagrindinio judesio pavaros kinematinis skaičiavimas. Funkcinė diagrama CNC. Padėties nustatymo ciklo kūrimas. Detalių ir pavaros mechanizmų galios ir kiti skaičiavimai.
baigiamasis darbas, pridėtas 2011-05-19
Mechanikos cecho elektromechaninė įranga. Frezavimo staklių technologinis procesas. Kinematinė schema ir jos aprašymas. Armatūros skaičiavimas ir parinkimas. Valdymo sistemų elektros įranga. VFD-B pajungimo schema, jos techninis veikimas.
Kursinis darbas, pridėtas 2012-06-01
Valcavimo mašinos paskirtis, taikymo sritis ir klasifikacija. Skustuvai su gumuotais ritiniais, darbo technologiniai rodikliai. Pakabos schema Gruodžio mėn. Mašinos įrenginys: technologinis procesas automobilyje, įrangos techninės charakteristikos.
Kursinis darbas, pridėtas 2015-06-05
Plačios paskirties frezavimo staklių konstrukcijų apžvalga. Mašinos modelio 6P82Sh paskirtis, mazgų išdėstymas ir išdėstymo ypatybės. Technologinės operacijos ant jo atliktas. Pjovimo režimo parametrų skaičiavimas tipinėms apdirbimo operacijoms.
ĮVADAS
Šiuolaikinė pramonės įmonių įranga turi gana aukštus apskaičiuotus patikimumo rodiklius. Tačiau eksploatuojant, veikiant įvairiems veiksniams, sąlygoms ir režimams, nuolat blogėja pradinė įrangos būklė, mažėja jos eksploatacinis patikimumas ir didėja gedimų tikimybė. Įrangos patikimumas priklauso ne tik nuo jos pagaminimo kokybės, bet ir nuo moksliškai pagrįsto veikimo, tinkamos priežiūros ir savalaikio remonto. Eksploatacijos procesas grindžiamas nuosekliais eksploatavimo, rezervavimo, remonto, priežiūros, sandėliavimo ir kt.
Šiuo metu pramonėje gamybinei veiklai vykdyti ir įrangos techninei būklei palaikyti pagal norminės ir techninės dokumentacijos reikalavimus naudojama profilaktinės priežiūros sistema ( PPR). Pagrindinis PPR sistemos techninis ir ekonominis kriterijus yra minimalus įrangos prastovos laikas, pagrįstas griežtu remonto ciklų reguliavimu. Pagal šį kriterijų, darbo dažnumas ir apimtis priežiūra ir remontas nustatomi pagal standartinius standartus, iš anksto nustatytus visų tipų įrangai. Šis metodas apsaugo nuo laipsniško įrangos nusidėvėjimo ir sumažina jos gedimo staigumą. PPR sistema leidžia parengti remonto programą, kuri būtų valdoma ir nuspėjama ilgą laiką: pagal remonto rūšis, įrangos rūšis, įmones ir visą pramonės šaką. Remonto ciklų pastovumas leidžia atlikti ilgalaikį gamybos proceso planavimą, taip pat numatyti materialinius, finansinius ir darbo išteklius, reikalingas kapitalines investicijas į remonto gamybinės bazės plėtrą. Tai supaprastina prevencinių priemonių planavimą, leidžia iš anksto pasiruošti remonto darbams, juos atlikti per kuo trumpesnį laiką, pagerina remonto kokybę ir galiausiai padidina gamybos proceso patikimumą. Taigi PPR sistema skirta užtikrinti pramoninės įrangos patikimumą griežto centralizuoto planavimo ir valdymo sąlygomis.
1. Kursinio projekto pradiniai duomenys
Mašinos modelis 6T80Sh
Išleidimo metai iki 1967 m.
Remonto ciklo pradžia 01.2000 (po kapitalinio remonto)
Šaltkalvio darbas viena pamaina.
2. Techninis mašinos aprašymas.
2.1 Mašinos paskirtis ir apimtis.
Horizontali frezavimo konsolinė staklės su padidinto tikslumo modelio 6T80Sh vertikaliu sukamuoju velenu yra skirtos įvairių konfigūracijų dalių, pagamintų iš plieno, ketaus ir spalvotųjų metalų, plokštumų apdirbimui cilindrinėmis, diskinėmis ir frontalinėmis frezomis. Mašinoje patogu frezuoti plokštumas, galus, nuožulnius, griovelius ant smulkių įvairių konfigūracijų detalių iš plieno, ketaus, spalvotųjų metalų ir plastikų.
2.2 Mašinos sudėtis.
Stalinis vertikalių judesių perjungimo mechanizmas, čiuožykla, stalas, aušinimo sistema, elektros spinta, stalo skersinio judesio perjungimo mechanizmai, lova, padavimo dėžė, padavimo perjungimo mechanizmas, horizontalus suklio greičio perjungimo mechanizmas, pavarų dėžė ir velenas, bagažinė su veleno galvute, saugos įtaisas, mechanizmas vertikalaus veleno, pakabos, konsolės sukimosi greičiui perjungti.
2.3 Įrenginiai ir mašinos bei jos pagrindinių dalių veikimas.
Valdikliai ir jų paskirtis:
- Rankena vertikalaus maišomo stalo rankena
Smagratis rankiniam skersiniam rogių judėjimui
Vertikalios tiekimo įjungimo svirtis
Sliekas, skirtas atbulinės eigos mėginių ėmimui ant išilginio varžto
Rankinis stalo judėjimas rankiniu būdu
Stalo spaustukas
Perjungti "Apšvietimas"
Suklio rankovės spaustuko rankena
Aušinimo vožtuvas
Maitinimo jungiklio rankena
Stalo greito judėjimo mygtukas
Start mygtukas
„Stop“ avarinis mygtukas
Stumdomoji spaustuko rankena
Kryžminio tiekimo įjungimo svirtis
Konsolės spaustuko rankena
Tiekimo variklio jungiklis
Aušinimo siurblio jungiklis
Horizontalus veleno sukimosi krypties jungiklis
Mygtukas
Vertikalus veleno sukimosi krypties jungiklis
Horizontali suklio perjungimo svirtis
Horizontali veleno pavarų svirtis
Rankinis bagažinės judėjimas
Bagažinės spaustukas ant rėmo
Frezavimo galvutės prispaudimas prie bagažinės
Sliekas, sukantis frezavimo galvutę išilginėje stalo plokštumoje
Sliekinio tekinimo galvutės frezavimas skersinėje stalo plokštumoje
Vertikali veleno perjungimo rankena
Vertikalios veleno skriemulio perjungimo rankenėlė
Vertikalus veleno pavarų perjungiklis
Rankena vertikalios veleno movai perstumti
Išilginio padavimo svirtis
Pavarų perjungimo rankena
Tiekimo perjungimo svirtis
Varžtai mašinos rogėms priveržti 6T80
Stop mygtukas
Verpstės varomos elektros varikliais per trapecinio diržo transmisiją.
Verpstės turi 12 skirtingų greičių, gaunamų perkeliant krumpliaračių blokus išilgai smailių velenų.
Tiekimo viela yra išvedama nuo elektros variklio per movą, nuo veleno IX iki tiekimo dėžės. Judinant pavarų blokus, padavimo dėžė suteikia 18 skirtingų pastūmų, kurios perduodamos į konsolės XUI veleną, o vėliau, įjungus atitinkamą kumštinę sankabą, į išilginio, skersinio ir vertikaliojo judėjimo varžtus.
Pagreitinti judesiai atliekami nuo elektros variklio per velenus IX, X, KhP, XU, elektromagnetinę ir eigos sankabą iki konsolės veleno CL.
Išilginių, skersinių, vertikalių tiekimų įtraukimas ir atsukimas atliekamas naudojant dvipuses kumštines sankabas.
2.1 pav. Kinematinė diagrama.
Lova yra pagrindinė mašinos dalis, ant kurios sumontuoti visi kiti komponentai ir mechanizmai. Lovos stovas yra standžiai sujungtas su plokšte (pagrindu), kuri yra aušinimo skysčio rezervuaras.
Ant 6T80Sh mašinos bagažinės sumontuota vertikali veleno galvutė, o prie bagažinės kreiptuvų pritvirtinti pakabos laikikliai
darbui su ilgais įtvarais. Pakabos turi riedėjimo guolį ir slydimo guolį. Mašinų pakabos nėra keičiamos; norėdami sumontuoti pakabas, pasukite galvą aukštyn.
Horizontaliojo veleno pavarų dėžė sumontuota rėme. Prijungimas prie elektros variklio atliekamas per trapecinio diržo transmisiją. Apžiūra ir prieiga prie pavarų dėžės - per pavarų perjungimo bloko langelį pirminėje lovos pusėje.
Mašinos vertikalaus veleno pavara atliekama iš elektros variklio, esančio ant galvos, per trapecinę diržinę pavarą, ritininę sankabą ir pavarų dėžę.
Suklis sumontuotas slankiojančioje įvorėje. Mašinos 6T80Sh suklio galvutė yra pritvirtinta prie bagažinės per spaustuką ir gali būti sukama skersine ir išilgine stalo kryptimis.
Tiekimo pavara yra konsolėje. Priekyje apatinėje konsolės dalyje įmontuotas flanšinis elektros variklis, kairėje konsolės pusėje, dešinėje sumontuota tiekimo dėžė su tiekimo perjungimo mechanizmu ir mechanizmu vertikaliam stalo judėjimui įjungti. - mechanizmas, skirtas įjungti stalo skersinį judėjimą.
Aštuoniolikos greičių padavimo dėžė turi greitos eigos grandinę su apsaugine sankaba, kuri pašalina tiekimo pavaros pažeidimo galimybę perkrovų metu.
Ant to paties veleno su apsaugine sankaba sumontuota elektromagnetinė sankaba ir eigos sankaba. Greiti stalo judesiai įjungiami mygtuku. Tiekimo perjungimo mechanizmą sudaro kumštelių rankenos su profilio grioveliais, galūnė ir svirtys pavaroms perjungti.
Tiekimo dėžės pavaros perjungiamos, kai galūnė sukasi aplink ašį ir kai ašis sukasi su rankena.
Staliuko vertikalių ir skersinių mechaninių judesių įtraukimas atliekamas rankenomis Rankenų judėjimo kryptis mnemoniškai susieta su stalo judėjimo kryptimi.
Rankinis vertikalus stalo judėjimas atliekamas rankena, skersinis - smagračiu.
Galinė konsolės sienelė pagaminta iš uodegos kreiptuvų.
Viršutinėje konsolės dalyje yra stačiakampiai bėgeliai, kuriais juda rogės.
Rogutės ant konsolės juda skersai ir turi stalui skirtus kreipiklius.
Prie stalo prijungiamas išilginis padavimo varžtas. Rogėse yra kūginės pavaros, kurios suka varžtą, rankenos ir išilginio padavimo įjungimo mechanizmas.
Dirbant laiptiniu frezavimu, sukant slieką, pasirenkami tarpai tarp sraigto ir veržlių sriegių.
Dirbant priešfrezavimo būdu, švino varžtas labai susidėvi. Todėl, jei vienas darbas su mašina atliekamas ilgą laiką, reikia pakeisti varžto darbo sritį.
Norint atlikti kryžminį padavimą, naudojamas laikiklis su veržle, kuris pritvirtinamas prie slydimo korpuso ir prijungiamas prie konsolės varžto.
3. Pagrindiniai mašinos techniniai duomenys ir charakteristikos.
Stalo darbinio paviršiaus matmenys (ilgis x plotis), mm 200 x 800
Stalo T formos lizdų skaičius 3
Didžiausias stalo judėjimas, mm
išilginis 560
skersinis 220
Atstumas nuo horizontalaus veleno ašies iki stalo darbinio paviršiaus, mm
mažiausiai 0
didžiausias 400
Atstumas nuo vertikalaus veleno galo iki stalo darbinio paviršiaus, mm
mažiausiai 15
didžiausias 400
Verpstės galvutės sukimosi kampas, kruša
išilginėje lentelės plokštumoje ± 45
skersinėje stalo plokštumoje (prie rėmo) 30
skersinėje stalo plokštumoje (nuo lovos) 45
Verpstės galvutės rankovės eiga, mm 70
Suklio greičių skaičius (horizontalus / vertikalus) 12
Suklio apsisukimų ribos, min -1
horizontalus 50-2240
vertikali 56-2500
Stalo padavimų skaičius 18
Lentelės padavimo ribos, mm/min
išilginis ir skersinis 20-1000
vertikalus 10-500
Greitas stalo judėjimo greitis, m/min
išilginė ir skersinė 3.35
vertikalus 1.7
Stalo judesio galūnių dalijimo kaina, mm
išilginis ir skersinis 0,05
vertikali 0,02
Vertikalaus veleno movos judesio galūnės padalijimo kaina, mm 0,05
Bendri mašinos matmenys (ilgis x plotis x aukštis), mm 1600x1875x2080
Mašinos svoris (su elektros įranga), 1430 kg
4. Įrankis, naudojamas apdorojant mašinoje.
Horizontalus frezavimo konsolinis staklės 6T80Sh išsiskiria konsolės buvimu ir horizontalia veleno padėtimi apdorojant cilindrinius, kampinius ir forminius ruošinių plokščių ir forminių paviršių iš įvairių medžiagų frezus. Taip pat gali būti naudojamos galinės ir galinės frezos.
Cilindriniai pjaustytuvai naudojami plokštumų apdirbimui. Šios frezos gali būti su tiesiais ir sraigtiniais dantimis. Frezos su sraigtiniais dantimis dirba sklandžiai; jie plačiai naudojami gamyboje. Tiesios frezos naudojamos tik siauriems paviršiams, kur sraigtinių pjaustytuvų privalumai neturi didelės įtakos pjovimo procesui. Eksploatuojant cilindrinius pjaustytuvus su sraigtiniais dantimis, atsiranda ašinės jėgos, kurios, esant danties pasvirimo kampui OMEGA = 30 -: - 45 *, pasiekia reikšmingą reikšmę. Todėl naudojamos cilindrinės dvigubos frezos, kuriose spiraliniai pjovimo dantys turi skirtingą pasvirimo kryptį. Tai leidžia subalansuoti ašines jėgas, veikiančias pjaustytuvus pjovimo proceso metu. Pjaunamųjų sandūroje vienos pjaustyklės pjovimo briaunos persidengia su kitos pjovimo briaunomis. Cilindriniai pjaustytuvai yra pagaminti iš greitaeigio plieno, taip pat yra su plokščiais ir sraigtiniais karbido įdėklais.
Kampinės frezos naudojamos kampų griovelių ir pasvirusių plokštumų frezavimui. Vieno kampo pjaustytuvai turi pjovimo briaunas, esančias kūginiame paviršiuje ir galiniame paviršiuje. Dviejų kampų pjaustytuvai turi pjovimo briaunas, esančias ant dviejų gretimų kūginių paviršių. Kampinės frezos yra plačiai naudojamos įrankių pramonėje įvairių įrankių drožlių griovelių frezavimui. Dirbant su vieno kampo pjaustytuvais, atsiranda ašinės pjovimo jėgos, nes ruošinio metalo pjovimas daugiausia atliekamas pjovimo briaunomis, esančiomis kūginiame paviršiuje. Dviejų kampų pjaustytuvuose ašinės jėgos, atsirandančios veikiant dviem gretimoms kampinėms danties briaunoms, kažkiek kompensuoja viena kitą, o kai dirba simetriškos dviejų kampų frezos, jos yra tarpusavyje subalansuotos. Todėl dvigubo kampo pjaustytuvai dirba sklandžiau. Mažų dydžių kampinės frezos gaminamos galinėmis frezomis su cilindriniu arba kūginiu kotu.
Formos frezos plačiai naudojamos įvairių formų paviršių apdirbimui. Forminių frezų naudojimo privalumai ypač ryškūs apdirbant ruošinius, kurių ilgio ir pločio santykis yra didelis frezuojamų paviršių. Trumpos formos paviršiai didelės apimties gamyboje geriausiai apdorojami pragręžiant. Pagal dantų konstrukciją forminės frezos skirstomos į pjaustytuvus su atraminiais dantimis ir pjaustytuvus smailiais (aštriais) dantimis.
Galinės frezos plačiai naudojamos plokštumų apdirbimui vertikaliose frezavimo staklėse. Jų ašis nustatoma statmenai apdirbtai detalės plokštumai. Skirtingai nuo cilindrinių frezų, kuriose visi pjovimo briaunų taškai yra profiliuojami ir formuoja apdirbamąjį paviršių, frontalinėse frezose profiliuojamos tik dantukų pjovimo briaunų viršūnės. Galinės pjovimo briaunos yra pagalbinės. Pagrindinis pjovimo darbas atliekamas šoninėmis pjovimo briaunomis, esančiomis išoriniame paviršiuje.
Galinės frezos naudojamos kontūrinių įdubų, briaunų, viena kitai statmenų plokštumų korpuso dalių gilių griovelių apdirbimui. Galinės frezos staklių suklyje sumontuotos kūginiu arba cilindriniu kotu. Šiuose malūnuose pagrindinius pjovimo darbus atlieka pagrindinės pjovimo briaunos, esančios cilindriniame paviršiuje, o pagalbinės galinės pjovimo briaunos nuvalo tik griovelio apačią. Tokios frezos dažniausiai gaminamos su sraigtiniais arba nuožulniais dantimis. Dantų pasvirimo kampas siekia 30-45 *. Galinių frezų skersmuo parenkamas mažesnis (iki 0,1 mm) griovelio pločio, nes frezuojant griovelis lūžta.
Galinės frezos montuojamos su adapterio flanšu. Suklio kūgio įtvaras tvirtinamas stulpeliu. Ant įtvaro kaklelio uždedamas adapterio flanšas ir pjaustytuvas, kuris tvirtinamas varžtu. Frezos su grioveliu raktui angoje sumontuotos ant šerdies su menteliu, kuriame yra grioveliai veleno smaigaliams.
Priekinės ir galinės frezos su Morzės kūginiu kotu yra sumontuotos veleno kūgyje naudojant adapterio įvorę.
Didelio skersmens frezos su cilindrine įpjova gale, grioveliais ir keturiomis kiaurymėmis uždedamos tiesiai ant veleno galvutės ir tvirtinamos varžtais.
Montuojant įrankį reikia atsiminti, kad apdorojimo tikslumą ir įrankio ilgaamžiškumą neigiamai veikia jo nutekėjimas. Todėl būtina stebėti pjovimo įrankio, įtvarų ir tarpinių žiedų kokybę.
5. Vystymasis PPR sistemos ir mašinų priežiūra
5.1 Pagrindinės mašinos PPR sistemos nuostatos
Planinė profilaktinė priežiūra turėtų būti suprantama kaip organizacinių ir technines priemones skirtas mašinų veikimui atkurti.
Planinės prevencinės priežiūros (PPR) sistema nustato kiekvieno įrenginio prevencinių patikrinimų ir planinių remontų atlikimą, kai jis išdirbo tam tikrą valandų skaičių.
Apžiūrų ir planinių remontų dažnumas ir kaita priklauso nuo įrangos charakteristikų, jos paskirties ir eksploatavimo sąlygų.
PPR sistema numato šiuos įrangos priežiūros darbus:
- kapitalinis remontas, įskaitant taisyklių laikymosi kontrolę įrangos veikimas, ypač valdymo mechanizmai, apsaugas ir tepalus;
laiku pašalinti smulkius gedimus; mechanizmų reguliavimas.
apžiūra, siekiant patikrinti įrangos būklę, pašalinti smulkius gedimus ir nustatyti tūrį parengiamieji darbai atlikti kitos planinės priežiūros metu.
Apžiūros tarp planinių įrangos remonto darbų atliekamos pagal mėnesio planą šaltkalviai-remontininkai;
5.2 Mašinos remonto ciklo struktūra
Mašinai 6T80Sh, pagamintai iki 1967 m. Remonto ciklo struktūra atrodys taip:
Kur K yra kapitalinis remontas; M - smulkus remontas; C - vidutinis remontas; O, patikrinimai.
Į šį ciklą įeina: kapitalinis remontas - 1, vidutinis - 2, mažas - 6, patikrinimai - 9.
5.3 Remonto ciklo dažnumo ir kapitalinio remonto laikotarpio vertės apskaičiavimas.
Remonto ciklo trukmė staklės nustatomas pagal kiekvienos įrangos nustatyto standartinio veikimo laiko sandaugą.
T r.c. \u003d 24000 K om K mi K iki K in K per K km, (1)
T r.c. \u003d 24000 1 1 1 0,5 1 1 \u003d 12000 n/val.
Čia: 24 000 h yra standartinis koeficientas, apibūdinantis metalo pjovimo įrangos remonto ciklo trukmę;
K ohm - koeficientas, atsižvelgiant į apdorojamą medžiagą, K ohm \u003d 1
K mi - koeficientas, atsižvelgiant į naudojamo įrankio medžiagą, K mi \u003d 1
Кto yra koeficientas, atsižvelgiant į įrangos tikslumo klasę, Кto =1
K in - koeficientas, atsižvelgiant į įrangos amžių K \u003d 0,5
K y - koeficientas, atsižvelgiant į įrangos veikimo sąlygas, K y \u003d 1
K km - koeficientas, atsižvelgiant į įrangos masės kategoriją K km = 1
Norint nustatyti remonto ciklo trukmę metais, reikia nustatyti tikrąjį metinį įrangos eksploatavimo laiko fondą pagal šią formulę:
(2)
čia: Fn – nominalus metinis įrangos veikimo laiko fondas, Fn = 2070 h;
? - įrangos eksploatavimo laiko nuostolių remontui ir priežiūrai procentas (2%).
Remonto ciklo trukmė metais:
(3)
Norint nustatyti kapitalinio remonto ir tarpinės apžiūros laikotarpių trukmę, būtina remonto ciklo struktūra:
K-O-M 1 -O-M 2 -O-C 1 -O-M3 - O-M 4 -O-C 2 -O-M 5 -O-M 6 -O-K,
Kapitalinio remonto laikotarpio trukmė nustatoma pagal formulę:
(4)
kur n s, - kiekis vidutinis remontas, n s \u003d 2
n m - smulkių remonto darbų skaičius, n m \u003d 6
Patikrinimo laikotarpio trukmė nustatoma pagal formulę:
(5)
kur n o - patikrinimų skaičius, n o \u003d 9
5.4 Remonto grafiko sudarymas.
| Įrangos pavadinimas | Modelis, įrangos tipas | Remonto sudėtingumo grupė | Kapitalinio remonto laikotarpis, mėnesiai | Pamaininis darbas | Paskutinė renovacija | Darbo tipas ir darbo intensyvumas mėnesiais | ||||||||||||
| data | Žiūrėti | aš | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | |||||
| Horizontalus frezavimas konsolinis |
6T80Sh | 7/3 | 8 | 1 | XII | KAM | APIE | M | APIE | |||||||||
5.5 Mechaninių ir elektrinių dalių planinio remonto darbo intensyvumo skaičiavimas.
Mechaninės įrangos dalies remonto ciklo remonto darbų sudėtingumas, h:
(6)
–
- darbo standartai
smulkus, vidutinis ir kapitalinis remontas, tenkantis mechaninės dalies remonto sudėtingumo vienetui, tm = 6; t c. m = 9; t k.m =50
Įrangos elektrinės dalies remonto ciklo remonto darbų sudėtingumas, h:
(7)
kur 1,05 yra koeficientas, kuriame atsižvelgiama į darbo intensyvumo rezervą nenumatytiems remontams;
–
visiškas mechaninės įrangos dalies techninis aptarnavimas;
- darbo standartai
smulkus, vidutinis ir kapitalinis remontas, tenkantis elektros dalies remonto sudėtingumo vienetui, tm \u003d 1,5; t c. m = 0; t k.m = 12,5
Bendras remonto darbų darbo intensyvumas
(8)
5.6 Remonto trukmės ir remonto komandos sudėties apskaičiavimas
Faktinis laiko fondas įmonėje
(9)
Pagal 2011 metų gamybos kalendorių nominalus laiko fondas yra 2037 valandos.
F d - faktinis metinis vieno darbuotojo laiko fondas, F d \u003d 2037 valandos;
?– dėl svarbių priežasčių prarasto darbo laiko procentas (15%)
Darbuotojų skaičius
(10)
kur N yra darbuotojų skaičius,
T r.gen. - visas kapitalinio remonto sudėtingumas;
k n - planuojamas gamybos etalonų naudingumo koeficientas, kn = 1,2.
(11)
(12)
Mašinos modelio 6T80SH remontui reikia: 1 mechaniko (5 kategorijos), 1 elektriko (5 kategorijos).
IŠVADA
Šiame kursinis darbas pristatytas horizontalios frezavimo konsolės staklių 6T80Sh techninis aprašymas. Buvo svarstomi klausimai dėl remonto paslaugų organizavimo įmonėje, klausimai dėl rengimo PPR tvarkaraštis, nustatomas tam tikros mašinos remonto darbų intensyvumas, remonto ciklas, kapitalinio remonto laikotarpis ir kapitalinio remonto laikotarpis.
LITERATŪRA
ir tt................
Konsolinės frezavimo staklės yra labiausiai paplitusios. Konsolinių frezavimo staklių stalas su slydimu yra ant konsolės ir juda trimis kryptimis: išilgine, skersine ir vertikalia.
Konsolinės frezavimo staklės skirstomos į horizontalųjį (su stacionariu stalu), universalųjį (su sukamuoju stalu), vertikalųjį ir universalųjį. Vertikalių frezavimo staklių pagrindu, kopijavimo frezavimo staklės, staklės su programos valdymas ir kt.
Konsolinės frezavimo staklės yra skirtos atlikti įvairius frezavimo darbai cilindrinės, diskinės, priekinės, kampinės, galinės, forminės ir kitos frezos vienetinės ir masinės gamybos sąlygomis. Jais galima frezuoti įvairius atitinkamo dydžio ruošinius (priklausomai nuo stalo darbinio ploto dydžio) iš plieno, ketaus, spalvotųjų metalų, plastikų ir kitų medžiagų. Universaliose frezavimo staklėse su sukamuoju stalu, naudojant skirstomąją galvutę, galima frezuoti sraigtinius griovelius ant pjovimo įrankių (grąžtų, sriegtuvų ir kt.) ir kitų detalių, taip pat išpjauti spyruoklinių ir sraigtinių krumpliaračių dantis. Plačios paskirties staklės skirtos įvairiems frezavimo, gręžimo ir nesudėtingiems gręžimo darbams atlikti, daugiausia vienkartinės gamybos sąlygomis (eksperimentinėse, įrankių, remonto dirbtuvėse ir kt.).
Lentelėje pateikiamos pagrindinio parametro reikšmės – lentelės plotis, priklausomai nuo mašinos dydžio (numerio).
Mažų matmenų konsolinės frezavimo staklės, kurių stalo plotis 160 mm
Šios staklės skirtos smulkių ruošinių, daugiausia iš spalvotųjų metalų ir lydinių, plastikų apdirbimui ir plieno bei ketaus ruošinių frezavimui. Automatizuotos mašinos leidžia apdoroti pagal tam tikrą ciklą.
Konsolės frezavimo staklės Nr.0, kurių stalo plotis 200 mm
Staklės skirtos smulkiems ruošiniams iš plieno, ketaus, spalvotųjų metalų ir lydinių, plastikų frezuoti. Jie Vilniaus staklių gamykloje „Žalgiris“ gaminami trijų pagrindinių variantų: horizontalūs modeliai 6M80G, universalūs modeliai 6M80 ir vertikalūs modeliai 6M10. Šių modelių pagrindu gamykla gamina universalias (modeliai 6P80Sh), kopijavimo (modeliai 6P10K) ir veikiančias automatines mašinas.
Konsolės frezavimo staklės Nr.1, kurių stalo plotis 250 mm
Mašinas gamina Dmitrovo frezavimo staklių gamykla (DZFS). Gamykla gamina šių modelių P serijos stakles: 6R81G - horizontalus frezavimas, 6R81 - universalus frezavimas, 6R11 - vertikalus frezavimas ir 6R81Sh - plačios paskirties. Visi šie staklių modeliai yra unifikuoti (greičių dėžė, padavimo dėžė, atbulinė dėžė, konsolė, pavarų dėžės perjungimo mechanizmas ir kt.). Kai kurios grupės skiriasi daugiausia kūno dalimis (stalai, lovos ir kt.). Anksčiau gamykla gamino H serijos konsolines frezavimo stakles: 6N81G, 6N81 ir 6N11.
Mašinų kinematinė schema
Ant pav. 115 parodyta mašinų 6R81G ir 6R81 kinematinė schema. Vertikalios frezavimo staklių 6P11 kinematinė schema skiriasi nuo 6P81G ir 6P81 staklių kinematinės schemos vertikaliu veleno išdėstymu.
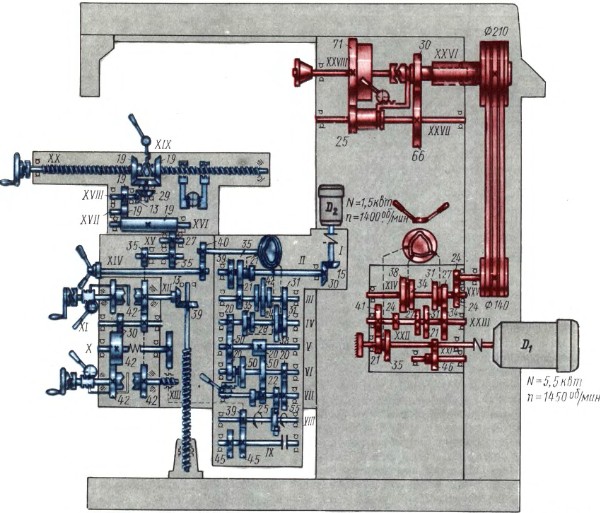
Ryžiai. 115. Konsolinių frezavimo staklių modelių 6P81 ir 6P81G kinematinė schema
Pagrindinio judėjimo grandinė. Nuo 5,5 kW galios elektros variklio, kurio sūkių skaičius 1450 aps./min., judesys per pusiau standžią movą (XXII veleną) perduodamas į veleną XXIII dviem galimybės transliacijos: 35:27 arba 21:41. Ateityje kinematinės diagramos krumpliaračio skaičius visada reiškia jo dantų skaičių. Taigi, velenas XXIII gali gauti du skirtingus greičius.
Pažymėtina, kad esant pastoviam moduliui, teorinė krumpliaračių sanglaudos sąlyga yra ta, kad sujungtų ratų porų dantų skaičių suma turi būti pastovi.
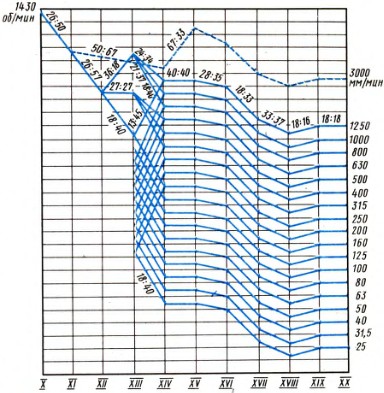
Siekiant didesnio aiškumo ir aiškumo, pagrindinio judėjimo kinematinę grandinę analizuosime vienu metu pagal kinematinę schemą (115 pav.) ir pagal vadinamąją veleno sukimosi greičio struktūrinę schemą (tinklelį) (116 pav.). Pavaizduota pav. 116 apsisukimų tinklelis vizualiai atvaizduoja ne tik visus mechanizmo velenų apsisukimus per minutę, bet ir pavaras, per kurias gaunamas kiekvienas iš šių skaičių. Diagramoje vienodu atstumu viena nuo kitos nubrėžtos 7 vertikalios linijos pagal pavarų dėžės ritinėlių skaičių (velenai XXII-XXVII, žr. 116 pav.), taip pat horizontalios linijos. Atstumai tarp vertikalių ir horizontalių linijų priklauso nuo pasirinktos skalės.
![]()
Ryžiai. 116. 6P81, 6P81G ir 6P11 modelių staklių apsisukimų skaičiaus grafikas
Vertikalių ir horizontalios linijos vertikaliai atitinka apsisukimų skaičių (bet kuriame iš tarpinių velenų), nurodytą skaitine verte ant veleno (velenas XXVIII). Nuo XXIII veleno iki veleno XXIV judesys perduodamas viena iš keturių krumpliaračių porų: 34:27, 31:31, 27:34 arba 24:38 (žr. 115 pav. ir 116 pav.). Čia sukibimo sąlyga (11) taip pat patenkinama vieneto tikslumu: visoms keturioms poroms krumpliaračio dantų skaičių suma yra atitinkamai 61 arba 62 (su pastoviu moduliu m - 2,5 mm).
Nesunku pastebėti, kad jei iš n skirtingų greičių veleno judesys perduodamas į kitą veleną m variantais (m = 2, 3, 4 ir kt.), tai šio veleno skirtingų greičių skaičius bus lygus. į gaminį mn, ty jis padvigubėja, triguba ir tt Taigi, mūsų atveju velenas XXIII turi du greičius, o judėjimas į veleną XXIV perduodamas keturiais įvairių variantų. Todėl velenas XXIV turi aštuonis (2 4) skirtingus greičius (žr. 115 ir 116 pav.).
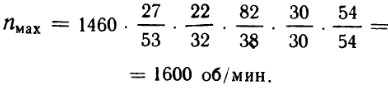
Skaitines apsisukimų vertes galima nustatyti pakankamai tiksliai ir pagal grafiką (žr. 116 pav.). Nuo XXIV veleno iki XXV veleno judesys perduodamas krumpliaračiais 24:24. Nuo veleno XXV iki veleno XXVI judesys perduodamas trapecinio diržo transmisija, kurios perdavimo santykis yra 2:3. Kai įjungta sankaba, jungianti veleną XXVI su velenu (velenas XXVIII), galima perduoti aukščiausios vertės veleno sukimosi greitis (1600, 1250,1000,800, 630, 500, 400, 315 aps./min.). Judėjimas nuo XXVI veleno iki veleno gali būti perduodamas naudojant surašymą, iš veleno XXVI į veleną XXVII naudojant pavarą 30:66 ir nuo XVII veleno iki veleno XVIII (verpstės) pavara 25:71. Padidėjusios pavaros perdavimo santykis yra maždaug 1/6, t. y. perjungimas veikia kaip perjungimas žemyn. Taigi velenas turi aštuonis didžiausius greičius dirbant be išvardintų ir aštuonis mažiausi skaičiai apsisukimų (250, 200, 160, 125, 100, 80, 63 ir 50 aps./min.), t.y. tik šešiolika įvairūs skaičiai revoliucijos.
Tiesiogiai iš kinematinės diagramos arba iš struktūrinės diagramos galite parašyti kinematinių grandinių lygtis, kad nustatytumėte visus šešiolika suklio greičio žingsnių. Norint nustatyti maksimalų veleno apsisukimų skaičių, iš įvairių pavarų variantų nuo vieno veleno iki kito reikia parinkti didžiausio perdavimo skaičiaus krumpliaračius, o nustatyti minimalų apsisukimų skaičių - su mažiausiu.
Pakeiskite veleno sukimosi kryptį pakeisdami variklį.
Pašarų grandinė. Tiekimo mechanizmus varo 1,5 kW flanšinis elektros variklis, pusiau standžia mova tiesiogiai prijungtas prie veleno I. Tiekimo dėžė susideda iš 9 velenų (I-IX). Ant pav. 117 parodytas tiekimo dėžės pavaros grafikas. Pagal konstrukcinį tinklelį (117 pav.) ir kinematinę diagramą (žr. 115 pav.) nesunku pastebėti, kad mašina gali gauti tam tikrą tiekimo skaičių geometrine seka su vardikliu (φ \u003d 1,26 diapazone 25–800 mm/min išilginiams skersiniams pastūmoms ir 8,3–266,7 mm/min vertikaliems pastūmoms.
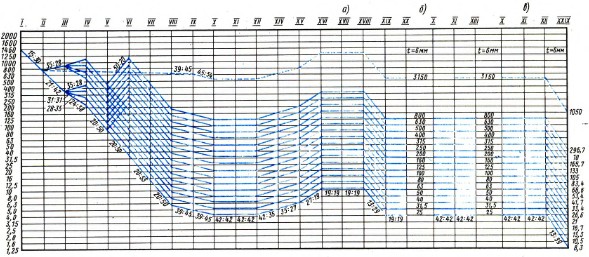
Ryžiai. 117.
Didžiausios išilginės pastūmos kinematinės grandinės lygtis (žr. 115 ir 117 pav.),
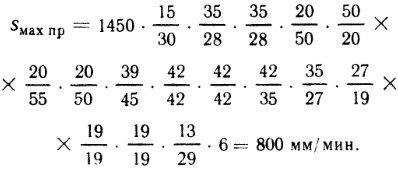
Be to, pagal tiekimo dėžės pavaros grafiką galite lengvai parašyti visas kitas kinematinių grandinių lygtis išilginiams, skersiniams ir vertikaliems tiekimams.
Darbinis judesys iš tiekimo dėžės į atbulinę dėžę perduodamas darbinio eigos eigos mova. Atbulinė dėžė naudojama sukimo momentams, paimtiems iš tiekimo dėžės išėjimo veleno, konvertuoti į atitinkamą darbinį judėjimą (išilginį, skersinį ir vertikalią) dviem viena kitai priešingomis kryptimis. Ant įvesties veleno X sumontuota rutulinė apsauginė sankaba, sureguliuota perduoti didžiausią sukimo momentą. XIII velenas yra kryžminio padavimo varžtas. XII ir XIII velenų galuose yra rankena ir rankinis ratas, skirtas rankiniam judėjimui skersine ir vertikalia kryptimis.
Greiti stalo, skersinio slydimo ir konsolės judesiai. Šie judesiai atliekami išilgai kinematinių grandinių, parodytų Fig. 117 punktyrinė linija. Greitoji išilginė ir skersinė pastūma yra 3150 mm/min, o vertikaliai tris kartus mažesnė - 1050 mm/min.
Konsolės frezavimo staklės Nr. 2, kurių stalo plotis 320 mm ir Nr. 3, kurių stalo plotis 400 mm
Šios mašinos gaminamos Gorkio frezavimo staklių gamykloje (GZFS). Gamykloje gaminamos šių modelių staklės: 6R82G ir 6R83G - horizontalios frezavimo staklės; 6P82 ir 6P83 - universalus frezavimas; 6P12 ir 6P13 - vertikalus frezavimas; 6R12B ir 6R13B - vertikalus frezavimas, greitas; 6R82Sh ir 6R83Sh – platus universalus.
„P“ serijos konsolinės frezavimo staklės yra pažangesni modeliai, palyginti su anksčiau gamintomis „M“ serijos staklėmis. Nauji modeliai pasižymi dideliu tvirtumu ir atsparumu vibracijai, o tai savo ruožtu padidina pjovimo įrankio ilgaamžiškumą ir darbo našumą. Plunksnos spaustuko dizainas buvo perkurtas ir suteikia saugus tvirtinimas ir apsaugo plunksną nuo ašinio judėjimo, užtikrinant stabilią veleno ašies padėtį. Staklių elektros įrangos patikimumas padidintas įrenginius patalpinus į izoliuotas elektronines nišas ir tobulinant elektros pavarų instaliaciją staklėje. Naujuose modeliuose konsolės kreiptuvų ir „stalo rogių“ bloko tepimas atliekamas centralizuotai iš stūmoklio siurblio. Dėl efektyvaus tepimo padidėja šių komponentų ilgaamžiškumas, ilgiau išlaikomas originalus mašinos tikslumas ir sutrumpėja jos priežiūros laikas. Sraigtiniuose guoliuose naudojami rutuliniai guoliai, o ne greitai susidėvi ketaus įvorės, patobulintas guolių tepimas. Stalo gale įdėtas apsauginis skydas, apsaugantis stalo kreiptuvus nuo drožlių, kai stalas perkeliamas į kairiausią padėtį.
„P“ serijos mašinų technologinės galimybės buvo išplėstos padidinus išilginę stalo eigą 100 mm. Norint tiksliau nustatyti stalą tam tikroje padėtyje, naudojamas naujas galūnių tvirtinimas. „P“ serijos mašinos turi tobulas formas, atitinkančias šiuolaikinius techninės estetikos reikalavimus.
Pagrindiniai šių mašinų modelių komponentai yra vieningi.
Kad būtų lengviau valdyti ir sumažinti pagalbines laiko sąnaudas, be apdorojimo ciklo automatizavimo Gorkio frezavimo staklių gamyklos „M“ ir „R“ serijų mašinose, jis pateikiamas: dublikatas (priekyje ir ant jo). kairėje mašinos pusėje) suklio ir stalo padavimo apsisukimų skaičiaus keitimas viena rankena ir selektyviniais mechanizmais, kurie leidžia nustatyti reikiamą apsisukimų skaičių arba padavimą sukant ratuką, neperžengiant tarpinių žingsnių; kontrolė automatiniai judesiai stalas nuo rankenų, kurio sukimosi kryptis sutampa su stalo judėjimo kryptimi; paleiskite, sustabdykite veleną ir mygtukais įjunkite greitus judesius; veleno stabdymas nuolatine srove; greitų stalo judesių buvimas išilgine, skersine ir vertikalia kryptimis.
Mašinų kinematinė schema
Ant pav. 118 parodyta kinematinė diagrama, o pav. 119 yra veleno apsisukimų skaičiaus grafikas, paaiškinantis konsolinių frezavimo staklių 6P12 ir 6P13 pagrindinio judėjimo mechanizmo sandarą.

Ryžiai. 118. Staklių modelių 6P12 ir 6P13 kinematinė schema

Ryžiai. 119. Staklių 6P12 ir 6P13 apsisukimų skaičiaus grafikas
Mašinų 6R82G, 6R82, 6R83G ir 6R83 pavarų dėžė skiriasi tik horizontalia veleno padėtimi, o tiekimo dėžė yra tokia pati su mašinomis 6R12 ir 6R13. Universalių konsolinių frezavimo staklių 6P82Sh ir 6P83Sh horizontalaus veleno pavarų dėžė bei jų padavimo dėžė yra visiškai suvienodinti.
Pagrindinio judėjimo grandinė mašinos 6P12 ir 6P13. Iš 7,5 kW galios elektros variklio 6P12 mašinai ir (10 kW mašinai 6P13) per elastinę movą judėjimas perduodamas į veleną F, o iš veleno I į veleną II per pavarų dėžę 27:53 . Ant II veleno yra trigubas krumpliaračių blokas, su kuriuo galima perduoti sukimąsi į III veleną trimis skirtingais greičiais per pavaras 22:32, 16:38 ir 19:35. Nuo III veleno iki IV veleno judėjimas taip pat gali būti perduodamas trimis skirtingais pavarų variantais: 38:26, 27:37, 17:46. Todėl IV velenas turi devynis skirtingus apsisukimų skaičius (3x3 = 9). V velenas savo pavarą gauna iš IV veleno per dvigubą pavarų rinkinį, naudojant 82:38 ir 19:69 pavaras. Taigi V velenas turi 18 skirtingų greičių (9x2=18). Iš V veleno judesys į VI veleną kūgine krumpliaračiu 30:30 perduodamas, o iš VI veleno į veleną VII - per krumpliaratį 54:54. Pagal grafiką (žr. 119 pav.) kinematinės grandinės lygtį galite parašyti bet kuriai iš 18 greičių. Taigi, pavyzdžiui, už didžiausias skaičius suklio greitis atrodys taip:
Pašarų grandinės. Tiekimo pavara atliekama iš atskiro flanšinio variklio, kurio galia yra 2,2 kW mašinai 6P12 ir 3 kW mašinai 6P13. Pagal mašinų kinematinę schemą (žr. 118 pav.) ir padavimo grafiką (120 pav.) analizuosime kinematinės padavimo grandines.
Ryžiai. 120. 6P12 ir 6P13 modelių staklių išilginių pastūmų pavaros grafikas
Per krumpliaratį 26:50 sukasi velenas XI, tada per krumpliaratį 26:57 - velenas XII. Ant veleno XII yra trigubas judantis krumpliaračių blokas, kuris XIII velenui praneša apie tris pavarų sukimosi greičius: 36:18, 27:27 ir 18:36. Ant XIV veleno yra trigubas judantis blokas, kurio pagalba judesys iš XIII veleno į XIV veleną taip pat gali būti perduodamas trimis pavarų variantais 24:34, 21:37 ir 18:40. Todėl XIV velenas turi devynis skirtingus apsisukimų skaičius (3 x 3 = 9). Kai judantis krumpliaratis 40 su kumšteliais gale yra perkeltas į dešinę ir sujungiamas su sankaba M 1, standžiai prijungta prie veleno XIV, sukimasis iš XIV veleno į veleną XV perduodamas tiesiogiai. Jei krumpliaratis 40 sujungiamas su krumpliaračiu 18 (kaip parodyta diagramoje), taip įjungiant sankabą M 1, tada XIV veleno judėjimas bus perduodamas per relę. Bust čia veikia kaip perjungimas žemyn. Taigi, konsolinių frezavimo staklių 6R82G, 6R82, 6R12, 6R12B, 6R13, 6R13B, 6R82Sh ir 6R83Sh padavimo dėžė turi 18 skirtingų tiekimų: devyni, kai dirbama be surašymo, ir devyni, kai dirbama su išvardinimu. Nuo XIV veleno iki XV veleno judesys perduodamas 40:40 pavara. Iš plataus krumpliaračio 40, sumontuoto ant veleno XV, apsauginės sankabos M p su įjungta kumštine sankaba M 2 judesys perduodamas į XV veleną, o iš jo į veleną XVI pavara 28: 35. Nuo XVI veleno iki XVII veleno judesys perduodamas pavara 18:33. Iš XVII veleno galima visus greičius perkelti į išilginio, skersinio ir vertikaliojo padavimo varžtus. Taigi, išilginis padavimas atliekamas pagal tokią grandinę: nuo XVII veleno iki XVIII veleno su 33:37 pavara, nuo XVIII veleno iki veleno XIX - per kūginių krumpliaračių porą 18:16, o nuo veleno XIX iki veleno XX - išilginio pastūmimo sraigtas taip pat yra per porą 18:18 kūginių krumpliaračių.
Greiti stalo judesiai visomis kryptimis atliekami su įjungta frikcine sankaba M 3 ir atliekami išilgai kinematinės grandinės, parodytos fig. 120 punktyrinė linija. Kaip matyti iš fig. 118, sukimasis iš tiekimo variklio perduodamas į XV veleną per krumpliaračius 26:50, 50:67 ir 67:33 ir toliau išilgai darbinių pašarų kinematinės grandinės.
Mašinų nustatymas automatiniams darbo ciklams
„M“ ir „P“ serijų konsolinių frezavimo staklių išilginis stalo judėjimas gali būti valdomas pusiau automatiniais arba automatiniais ciklais. Vienkartinės gamybos sąlygomis išilginio padavimo ir greito stalo judėjimo valdymas atliekamas rankiniu būdu. Serijinėje gamyboje šios mašinos gali būti sukonfigūruotos pusiau automatiniams (šokinėjimo) ir automatiniams (švytuokliniams) apdorojimo ciklams. Tuo tikslu stalo šoninėje T formos plyšyje tam tikra seka ir tam tikru atstumu vienas nuo kito įrengiami kumšteliai (žr. 39 pav.), kurie reikiamais momentais veikia žvaigždutę, skirtą valdyti greitą ir darbiniai stalo ir ant išilginio padavimo perjungimo rankenos judesiai, užtikrinantys mašinos veikimą pagal tam tikrą ciklą.
Lentelę galima sukonfigūruoti šiems automatiniams ciklams:
- pusiau automatinis nutrūkstamas: a) greitai į dešinę - padavimas į dešinę - greitai atgal (į kairę) - sustojimas ir kt (121 pav.); b) greitai į kairę - paduoti į kairę - greitai atgal (į dešinę) - sustoti ir pan. (122 pav.), t.y. gaunamas toks pat stalo judesių ciklas, bet tik į kairę pusę;
- automatinis švytuoklės ciklas: greitas į dešinę - padavimas į dešinę - greitas į kairę - padavimas į kairę - greitas į dešinę ir tt (123 pav.).
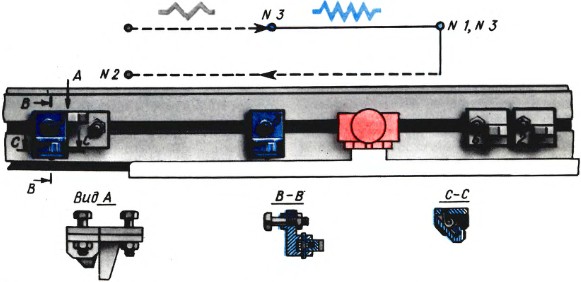
Ryžiai. 121. Kumštelių nustatymas su vienpusiu pusiau automatiniu ciklu į dešinę

Ryžiai. 122. Kumštelių nustatymas su vienpusiu pusiau automatiniu ciklu į kairę
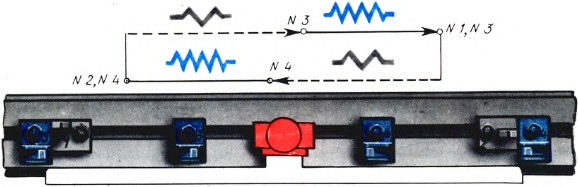
Ryžiai. 123. Kumštelių nustatymas švytuoklės ciklu
Norėdami nustatyti mašiną automatinis veikimas, būtinas:
- atjunkite mašiną nuo tinklo įvesties jungikliu "įjungta - išjungta";
- įdėti jungiklius rankiniam arba automatiniam stalo išilginio judėjimo valdymui ir darbui apvalus stalasį padėtį „Automatinis valdymas“;
- įjunkite mašiną įvesties jungikliu "Įjungta - išjungta":
- sumontuokite kumštelius, atsižvelgdami į pasirinktą ciklą.
Nustatant automatinį veikimą, reikia turėti omenyje, kad perjungti iš tiekimo į greitą važiavimą arba iš greito važiavimo į padavimą galima bet kuriame eigos taške ir bet kuria judėjimo kryptimi ir jį riboja tik kumštelių nustatymo galimybė. Šiuo atveju.
Rankinio arba automatinio stalo judėjimo išilginiu būdu jungiklis nustatomas į neutralią padėtį, išilginio eigos rankenos spaudžiant atsuktuvu iki sustojimo ir pasukant į fiksuotą padėtį "Automatinis valdymas".
Stalo judėjimo į dešinę arba kairę stabdymą atlieka kumšteliai Nr.5 arba 6, kurie veikia išilginės eigos rankenos išsikišimus. 1 ir 2 žandikauliai niekada neturėtų būti nuimami nuo mašinos, nes jie riboja ekstremalios pozicijos stalo.
Perjungimas nuo padavimo prie didelio greičio arba iš didelio į padavimą (kai stalas juda į dešinę arba į kairę) atliekamas kumšteliais Nr.3 ir 4, kurie veikia žvaigždutę.
Dešinysis ir kairysis kumšteliai skiriasi tik svirties padėtimi. Jei reikia, svirtį galima perkelti į kitą pusę.
Dirbant su rankiniu valdymu, kumštelius Nr.3 ir 4 rekomenduojama nuimti arba pertvarkyti į neveikiančią stalo dalį, siekiant apsaugoti mechanizmą nuo bereikalingo susidėvėjimo.
Vienu metu frezuojant ruošinių rinkinį, kuriame apdirbami paviršiai yra dideliais atstumais vienas nuo kito, mašiną galima sukonfigūruoti taip, kad ji veiktų dešiniojo arba kairiojo padavimo šuolio ciklu.
Atsižvelgiant į apdirbamų paviršių vietą, staklių stalas gaus greitus arba lėtus judesius pagal schemą: greitai į dešinę (arba į kairę) - padavimą į dešinę (arba į kairę) - greitai į dešinę ( arba kairėn) ir tt – greitai atgal – sustoti.
At automatinis švytuoklės ciklas apdirbami ruošiniai montuojami pakaitomis ant dešinioji pusė lentelę, tada kairėje. Apdorojant ruošinį, sumontuotą vienoje stalo pusėje, kitoje jo pusėje, darbuotojas nuima apdorotą detalę ir nustato naujas tuščias. Mašinų stalas šiuo atveju nepertraukiamai atlieka uždarą judesių ciklą: greitas į dešinę - padavimas į dešinę - greitas į kairę - padavimas į kairę - greitas į dešinę ir kt.
Kai stalas dirba automatiniu ciklu, reikia nepamiršti šių dalykų: ciklas įjungiamas, kai suklys įjungiamas išilgine eigos rankena ruošinio padavimo kryptimi; rankenos nustatymas į „Stop“ (neutralią) padėtį leidžia įjungti pastūmą arba greitąją eigą visais atvejais, neatsižvelgiant į mašinos nustatymą automatiniam ciklui ar rankiniam valdymui, išskyrus momentą, kai žvaigždutė pasuka kumštelis. Šiuo metu lentelę galima sustabdyti tik naudojant Stop mygtukus. Prieš įjungiant stalą po tokio sustojimo, būtina patikrinti, ar žvaigždutė yra pritvirtinta.
Automatinio ciklo sąlygomis „Greito stalo“ mygtukai neveikia.
Konsolės frezavimo staklės Nr.4, kurių stalo plotis 500 mm
Uljanovsko sunkiųjų staklių gamykla gamina konsolines frezavimo stakles: horizontalią 6N84G modelio ir vertikalią 6N14 modelio frezavimo stakles. Mašinos turi bepakopę tiekimo pavarą išilgine, skersine ir vertikalia kryptimis nuo elektros variklio nuolatinė srovė su magnetiniais stiprintuvais. Mašinos gali būti sukonfigūruotos automatiniams ir pusiau automatiniams darbo ciklams.





