Horizontalios metalo frezavimo staklės. Horizontalios frezavimo staklės ir apdirbimo centrai
Šveicarijos gamybos ir inžinerijos įmonė ENCE GmbH (ЭНЦЕ ГмбХ) įkurta 1999 m., turi 16 atstovybių ir biurų NVS šalyse, siūlo įrangą ir komponentus iš gamybos vietų Turkijoje ir Korėjos Respublikoje, yra pasirengusi plėtoti ir tiekti pagal savo asmenybei įgaliojimai frezavimo staklės.
Frezavimo procesas
Frezavimas yra technologinis veikimas susijęs su paviršiaus apdorojimu frezomis.
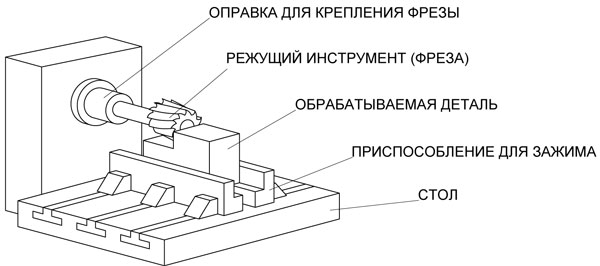
Frezavimo proceso metu freza daugiausia sukasi, o pastūma eina tiesia ir statmena kryptimi frezos atžvilgiu, t.y. prie savo ašies. Ant frezavimo staklių stalo ruošinys tvirtinamas spaustukais.
Frezų funkcija skiriasi nuo kelių ašmenų įrankių, naudojamų gręžimo presuose.
Dėl statmenos pastūmos pjaustytuvo sukimosi ašies atžvilgiu kiekvienas jo dantis liečia ruošinį, tačiau daro tik nedidelę jo apsisukimo dalį. Vienu metu dirba keli pjovimo dantys, nors gali dirbti tik vienas dantis. Pjovėjas turi daug dantų, kurių kiekvienas veikia trumpą laiką. Per pagrindinę sukimosi dalį freza aušinama, o tai savo ruožtu garantuoja ilgą paties frezos tarnavimo laiką ir frezavimo proceso efektyvumą.
Kiekvieno frezos pjovimo danties geometrinė struktūra yra panaši į frezos tipą. Tačiau frezavimo procesas turi savo specifinį bruožą: frezos dantų sąlytis su detalės paviršiumi yra pertraukiamas, o tai palankiai veikia procesą, nes sumažina frezavimo metu išsiskiriančios šilumos poveikį. pjovimo briaunaįrankis ir sukelia ne tokį ramų ir sklandų procesą, kaip tekinant.
Pagal danties formą pjaustytuvai skirstomi į:
- pjaustytuvai su smailiais dantimis;
- frezos su pagaląstais dantimis.
Pirmojo tipo frezų dantukų pjovimo profilis susideda iš tiesių linijų, dantys pagaląsti išilgai galinio krašto, o atraminiai pjaustytuvų dantys – priešingai, išilgai priekinio krašto. Perdirbant išlaikomas atraminės frezos danties profilis, o tai yra didelis pranašumas prieš smailiapjoves, kurios naudojamos frezuojant dideliu greičiu, todėl yra pagamintos iš karbido.
Cilindrinės frezos taip pat naudojamos paviršiaus apdorojimui frezuojant, kai staklių stalas juda frezos link (frezavimas prieš srovę) arba juda ta pačia kryptimi kaip ir frezavimas (lipimo frezavimas). Šiais būdais kablelio pavidalo drožlės pašalinamos kiekvienu pjaustytuvo dantuku. Frezuojant aukštyn, drožlių storis palaipsniui didėja, o frezuojant žemyn, priešingai, pjovimo metu jis mažėja. Frezavimas į viršų prisideda prie laipsniško danties apkrovos didėjimo, o tai yra privalumas, o šio metodo trūkumas yra pjaustytuvo bandymas nuplėšti dalį nuo stalo paviršiaus. Climb frezavimas daro viską atvirkščiai, todėl būdo pasirinkimą lemia konkrečios darbo sąlygos.
Frezavimo pjovimo duomenys
pjovimo greitis yra pjaustytuvo periferinis sukimosi greitis.
V = πD n/1000, m/min,
kur D - pjoviklio Ø, mm,
Padavimai- ruošinio judėjimas išilgai pjaustytuvo ašies per laiko vienetą.
S m = S z n, mm/min,
kur z yra pjaustytuvo dantų skaičius,
n - pjaustytuvo apsisukimų skaičius / min
Pjovimo gylis- metalo sluoksnis, kuris vienu praėjimu pašalina pjaustytuvus;
Frezavimo plotis- paviršiaus, besiliečiančio su pjaustytuvu, ilgis statmena pastūmos krypčiai.
Drožlių storis- kiekvieno pjoviklio danties pašalinta vertė.
Pjovimo jėgos ir frezavimo galia
Pjovimo metu kiekvieną frezos dantį veikia tam tikra jėga, kurios kryptys ir dydžiai skiriasi, priklausomai nuo frezavimo pobūdžio ir pastūmos krypties. Frezuojant galus pjaustytuvu, priešpriešine pastūma, pjovimo jėgą P, veikiančią frezos dantį, galima suskirstyti į du komponentinius dydžius: tangentinį P z ir radialinį P y . Pagal radialinę jėgą P y apskaičiuojamas šerdis, ant kurio stovi pjaustytuvas, lenkimui. Bendra P z vertė apibrėžiama kaip jėgų, veikiančių dantis, suma:
P z suma \u003d P z 1 + P z 2 + P z 3 kg
Frezavimo sukimo momentas:
M \u003d P z D / 2 kg mm,
kur D - pjaustytuvo Ø,
Frezavimo galia:
N = M n / 974000 kW,
kur M yra sukimo momentas,
n – pjaustytuvo apsisukimų skaičius per 1 min.
Pagrindiniai pjaustytuvų tipai
Frezė – tai frezavimo staklės, skirtos pjauti ir turinčios kelis dantukus. Dantis yra ne kas kita, kaip drožlių pjaustytuvas.
Tačiau pjovimas frezavimo operacijoje skiriasi nuo pjovimo procesų malūnėlis arba gręžimas. Prie frezos, kaip minėjome aukščiau, dantys pjovimo metu ne visi dalyvauja darbe, o pakaitomis. Taip pailgėja pjaustytuvo tarnavimo laikas ir padidėja frezavimo proceso efektyvumas.
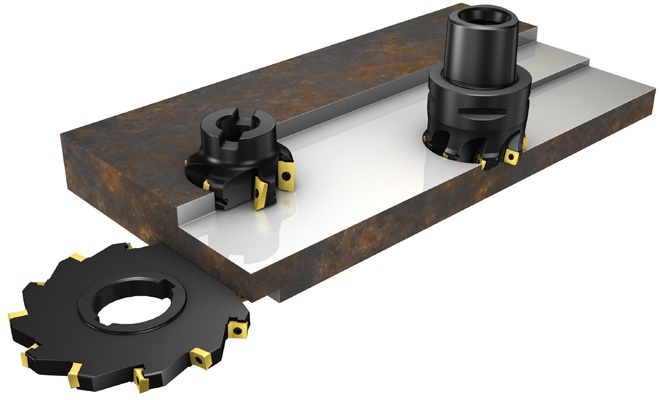
Žemiau esančiame paveikslėlyje pavaizduoti įvairūs pjaustytuvai, kurie skiriasi skirtingos savybės ir savybės:
- dėl jų taikymo,
- pagal dantų formą
- dantų kryptimi
- pagal jų vykdymą
- pagal jų tvirtinimo ant frezavimo staklių tipą ir kt.
Pagal konstrukciją pjaustytuvai gali būti:
- visas,
- lituotas,
- spausdinimas,
- frezavimo galvutės keičiamų dantų pagrindu.
1. Kietos frezos, tai yra 1, 2, 4 ir 7 padėtys paveikslėlyje. Tai vientisa aukštos kokybės medžiaga, skirta frezų ir kitos pjovimo įrangos gamybai.
2. Lituotiems pjaustytuvams naudojamas įprastas nebrangus konstrukcinis plienas. Ant viršutinės danties ar frezos dalies prilituojamas aukštos kokybės metalo gabalas ar plokštelė.
3. Tipo nustatymo pjaustytuvas, tai yra 3 padėtis mūsų paveikslėlyje. Tai apvalus korpusas, pagamintas iš legiruotojo konstrukcinio plieno, kuriame dantys įkišti ir tvirtinami pleištu arba kūginiu kaiščiu. Galandimui tipo nustatymo pjaustytuvas nėra išardomas, o apdorojamas surinktas.
4. Frezavimo galvutės, mūsų paveiksle tai yra 15 padėtis. Galvutėje yra greitai keičiami dantys, įprastos frezos. Galandimui frezavimo galvutės negalima išardyti, o apdoroti surinktą, arba galite pagaląsti dantis atskirai, o tada pritvirtinti prie korpuso.
Pagal tvirtinimo tipą išskiriami pjaustytuvai:
- sumontuotas
- uodega
- galas
Korpuso frezos, 1, 3, 4 ir 7 pozicijos mūsų paveiksle, yra pjaustytuvai su skyle ir grioveliu, jie montuojami tiesiai ant veleno pakabos.
Uodegos pjovikliai, 6 ir 9 padėtis, yra uodegos tęsinys (kūginis arba cilindrinis) ir kartu su uodega yra neatskiriama dalis.
Ant veleno galo varžtais pritvirtinamos 15 pozicijos priekinės frezos.
Pagal pjaustytuvo apimtį jie skirstomi į šiuos pagrindinius tipus:
- plokštumos apdorojimui,
- išpjova (5 poz.),
- grioveliai (4, 9 ir 6 pozicijos),
- kampas (7 ir 8 pozicijos),
- formos (10 padėtis),
- dantims pjauti (11, 12 ir 16 padėtys),
- sriegimui (14 ir 13 padėtys) ir
- ypatingas.
Pagrindinės operacijos atliekamos frezuojant įvairiomis frezomis
Žemiau esančiame paveikslėlyje parodyta daugybė operacijų, atliekamų naudojant įvairių tipų frezus frezavimo procese.
Plokštumų apdirbimui naudojamos cilindrinės ir paviršinės frezos, 3 paveikslo 1 ir 2 pozicijos. Diskinių, galinių, griovelių ir kampinių pjaustytuvų, 3 padėtis paveiksle, paskirtis yra sukurti ruošinio griovelius ir griovelius. 4 pozicijoje rodomi forminiai pjaustytuvai, naudojami forminiams paviršiams apdoroti. Modulių formos diskiniai ir pirštiniai pjaustytuvai, 5 ir 6 padėtys, pjausto krumpliaračių dantis.

Frezavimo staklės
Pagrindiniai frezavimo staklių tipai:
1) staklės Pagrindinis tikslas: horizontalus frezavimas, universalus frezavimas ir vertikalus frezavimas.
2) konkrečios paskirties ir specializuotos mašinos.
Horizontalios frezavimo staklės turi lovą, išilgai kurios vertikalia kryptimi juda konsolė su kreiptuvais, išilgai kurios, savo ruožtu, lygiagrečiai suklio ašiai eina skersinis slydimas. Stalas su pavarų dėže ir padavimo dėže juda statmena suklio ašiai.
Prie šerdies pritvirtinamos frezos. Galinės frezos įstatomos į veleną ir centruojamos kūginiu lizdu.
Universalios frezavimo staklės stalą, skirtingai nei horizontalią, galima pasukti horizontalioje plokštumoje 45 laipsnių kampu. Taigi stalo pastūmos kryptis suklio ašies atžvilgiu gali keistis nuo 45 iki 90 laipsnių, ko reikia frezuojant spirales.
Vertikalios frezavimo staklės turi vertikalų veleną, kitaip jos yra tokios pat kaip horizontalios frezavimo staklės.
Išilginių frezavimo staklių lentelės gali judėti tik horizontalioje plokštumoje, esančioje statmenoje vertikalių arba horizontalių velenų ašims, kurių buvimas leidžia apdoroti dalis iš kelių pusių vienu metu. Dalys apdorojamos pjaustyklėmis, kurios liečiasi su velenais. Stalas nesitęsia ir nejuda skersine kryptimi, o įrankiai montuojami ištiesiant verpstes išilgai jų ašies ir perkeliant galvutes išilgai kreiptuvų.
Karuselinės frezavimo staklės, naudojamos nuolatiniam plokščių paviršių apdirbimui, turi didelio skersmens apvalius stalus, dalys nuimamos, kai stalas toliau sukasi.
Būgninių frezavimo staklių paskirtis yra tokia pati kaip ir rotacinių frezavimo staklių. Skirtumas tas, kad ant būgno frezavimo staklės lygiagrečios plokštumos apdorojamos vienu metu iš dviejų pusių. Šių mašinų rėmo viduje sukasi būgnas, ant kurio uždedamos apdirbamos detalės ir išimamos baigtos. Frezos yra galvutėse, kiekviena pjaustytuvų pora iš pradžių atlieka grubų, tada smulkų frezavimą. Šios mašinos pasižymi dideliu tvirtumu ir dideliu našumu.
Specializuotos frezavimo staklės apdoroja daugiausia dideles dalis masinėje gamyboje.
Frezavimo staklių aprašymas ir veikimo principas
Viena iš universalių įrankių rūšių yra frezavimo staklės. Tai staklės su pjovimo įrankiu, vadinamu freza su daugybe ašmenų. Pagrindinis pjaustytuvo judėjimas yra jo sukimasis. Pjoviklis sumontuotas ant vertikalaus veleno. Tačiau veleną galima sumontuoti ir kitaip, kad jis žiūrėtų į ruošinį kampu. Mašinos stalą galima perkelti rankiniu būdu arba naudojant pavarą, tačiau mechaninę. Tuo pačiu metu svarstyklėse, kuriose yra optinio priartinimo sistema, valdymas atliekamas gana tiksliai.
Frezavimo staklių velenas arba, kaip paprastai vadinamas, velenas, ant kurio sumontuotas pjaustytuvas, yra horizontalus. Apdorojama dalis tvirtinama ant stalo. Stalas, savo ruožtu, yra pats paprasčiausias, judantis išilgai 3 ašių. Taip pat yra universalių stalų. Šie turi galimybę apsisukti kampu.
Šiuolaikinė mechaninė inžinerija leidžia apdoroti sudėtingo profilio paviršiaus dalis: tai gali būti štampų, formų paviršiai, kur svarbu formavimas ir kt.
Norint gauti dalis su tokiais paviršiais, naudojami tokie apdorojimo būdai kaip liejimas, štampavimas, pjovimas. Tačiau tik pjovimas leidžia gauti paviršiaus parametrus, kurie yra artimi nurodytoms vertėms (nustatyminėms vertėms), ir sumažina vėlesnio apdorojimo laiką. Dažnai frezavimas yra vienintelis galimas metodas atlikti tokio tipo apdorojimą, nes tiek daug mašinų gamybos gamyklų ir gamyklų perėjo prie masinės ir smulkios gamybos. Ir tokio pobūdžio gamyboje laikoma, kad ekonomiškai naudinga detales apdoroti frezuojant.
Sudėtingo profilio paviršių technologinio apdorojimo procesas grindžiamas šiomis operacijomis:
1) derliaus nuėmimas, 2) frezavimas, 3) apdaila.
Apdailos procedūra atliekama rankiniu būdu. Šios operacijos sudėtingumą ir darbo sąnaudas jai lemia galutiniai paviršiaus parametrai, atsirandantys po frezavimo. Jei frezavimo etape užtikrinama aukšta šiurkštumo klasė, tuomet galima sutrumpinti apdailos laiką. Apdaila yra daugiausiai laiko reikalaujantis technologinio apdorojimo etapas.
Frezavimo staklių klasifikacija ir paskirtis
Paviršius galima apdirbti frezavimo staklėmis įvairių formų. Tai ir išorinės, ir vidinės plokštumos. Galite apdoroti:
- grioveliai;
- lėktuvai;
- grioveliai;
- linijinės formos paviršiai.
Pastarosioms apdoroti naudojamos specialios frezavimo staklės, nes tai darbas su sudėtingomis erdvinėmis plokštumomis. Už tekinimo staklių frezavimo staklės užima vieną iš pirmaujančių pozicijų pagal savo paplitimą, nes yra labai produktyvios ir gana universalios.
Frezavimo staklių tipai:
- konsolė- frezavimo staklės;
- bekonsolinis frezavimas;
- išilginis frezavimas;
- kopijavimo frezavimas.
Jie gali būti vertikalūs, horizontalūs, universalūs ir labai universalūs. Ši mašina yra labai populiari. Įrengimas su konsole išskiria jį iš kitų tipų mašinų. Konsolė, standžiai pritvirtinta prie paties mašinos korpuso, juda išilgai rėmo kreiptuvų, o viršuje esantis slankiklis judina konsolę skersine kryptimi. Skirtingai nuo veleno, kuris praktiškai nejuda, toliau Šis tipas mašinos stalas juda. Ant jo pritvirtinamas ruošinys, kartu su juo jis juda erdvėje, atlikdamas statmenus judesius ir judesius kampu veleno ašies atžvilgiu.
Apdirbimas frezavimo staklėmis. Frezavimo rūšys
Frezavimo apdorojimas yra susijęs su operacijų atlikimu su įvairių plokštumų dalimis ir paviršiais frezavimo staklėse. Tai operacijos, tiesiogiai susijusios su:
- plokštumos apdorojimas;
- formos paviršiai;
- pjovimo grioveliai;
- siūlų pjovimas;
- pjovimo dantys ant krumpliaračių;
- tiesiog nupjaunant metalo gabalą.
Universali frezavimo stakle
Universalioje frezavimo staklėje plokšti ir formuoti paviršiai (išoriniai ir vidiniai), grioveliai, briaunos, sukimosi korpusai, skylės, srieginės jungtys, krumpliaračių dantys. Šio tipo staklės plačiai naudojamos remonto skyriuose, šaltkalviuose, stalių dirbtuvėse ir dirbtuvėse, aprūpintos skaitmeniniu matavimo prietaisu trijose ašyse: vertikalus pulto padavimas greituoju režimu, stalo padavimas į abi puses greituoju režimu. Mašinoje yra veikianti apšvietimo ir aušinimo sistema.
Atliekamos operacijos: gręžimo, frezavimo, sriegimo ir kt.
CNC horizontalaus frezavimo apdirbimo centras
Horizontalus CNC frezavimo apdirbimo centras priklauso sunkiajai šio tipo konstrukcijos serijai ir yra skirtas šiems apdirbimo tipams: grublėtam, pusiau apdailai ir galutiniam apdailai. Darbas sudėtingomis funkcinėmis sąlygomis apdorojant didelių dydžių kūno dalis sudėtingas dizainas pagamintas iš ketaus, konstrukcinio plieno, nerūdijančio plieno, karščiui atsparaus plieno ir lydinių, šis centras garantuoja aukštą standumą ir atsparumą vibracijai. Mašinos hidrodinaminiai kreiptuvai garantuoja tikslumo parametrų saugumą, taip pat galimybę pjauti sunkiai pjaunamas medžiagas.
Apdirbimo stalo matmenys: 630x630 mm;
Judėjimai X/Y/Z ašimis: 900/800/710 mm;
Suklio greitis: 4500 aps./min. (910 Nm - 1080 Nm);
Įrankių skaičius: 60;
CNC sistema;
Pagrindinė CNC horizontalaus frezavimo apdirbimo centro įranga
- CNC sistema su spalvotu grafiniu ekranu;
- Rotacinis stalas;
- įrankių parduotuvė;
- Veleno aušinimo sistema;
- Aušinimo skysčio tiekimo sistema;
- Korpusas, visiškai uždengiantis mašinos darbo zoną;
- Nuotolinio valdymo pultas;
- Priežiūros įrankių rinkinys;
- Juostinis konvejeris su vežimėliu (drožlių šalinimui);
- Apšvietimo lempa darbo zona;
- Automatinis išjungimas mityba;
- Karteris;
- Elektrinės spintos aušinimo sistema;
- Mašinos naudojimo ir remonto instrukcijos
Darbai atliekami frezavimo staklėmis
Darbų, kuriuos galima atlikti frezavimo staklėmis, apimtys yra labai įvairios ir didelės. Tai plokštumų apdirbimo, griovelių ir griovelių frezavimo, forminių paviršių, sukimosi paviršių frezavimo, pjovimo krumpliaračio dantų ir kt.
Darbų su frezavimo staklėmis ir naudojamais įrankiais tipai:
- Paviršiaus apdirbimas cilindrine freza su spiraliniu dantuku
- Plokštumos apdirbimas galiniu frezu su įkištais dantimis
- Šoninis pjovimas diskiniu pjaustytuvu
- Abiejų atviro plyšio pusių apdirbimas dvipusiu diskiniu pjaustytuvu
- Griovelio frezavimas tripuse diskine freza
- Dviejų atviro plyšio pusių frezavimas galiniu frezu
- Griovelio frezavimas galiniu frezu
- Iškyšos šonų frezavimas dviejų diskinių dvipusių pjaustytuvų komplektu
- Pusapvalio griovelio frezavimas suformuota pusapvale freza
- Sudėtingo profilio frezavimas su surenkamu įvairių tipų pjaustytuvų komplektu.
Įrankiai frezavimo staklėms
Tarp frezavimo staklių armatūros yra universalių, normalizuotų ir specialių. Jie savo ruožtu yra suskirstyti į vienvietes ir daugiavietes, tarp kurių yra fiksuotos, kilnojamos ir sukamosios, skirtos nuolatiniam frezavimui.
Mums visiems žinomos dalijimo galvutės, mašinų veržlės, sukamieji stalai, kampiniai stalai, sukamieji stalai yra universalūs frezavimo įrenginiai.
Mašinų veržlės dažniausiai komplektuojamos su įprastiniu rankiniu sraigtiniu spaustuku (ekscentriniu arba pneumatiniu), skirtu detalėms ant jų pritvirtinti.
Dažniausiai naudojamas pneumatinis spaustukas su gumine diafragma. Ruošinys užspaudžiamas tarp nasrų. Orui patekus į spaustukų kamerą, diafragma juda kartu su disku ir strypu, o strypas pasuka švaistiklio svirtį, o ruošinys fiksuojamas 900 kg jėga esant 4 atm oro slėgiui.
Skirstymo galvutės keičia detalės kampą pjaustytuvo atžvilgiu ir skirstomos į paprastas, universalias ir optines. Yra trys padalijimo su skirstomosiomis galvutėmis būdai: tiesioginis, paprastas ir diferencinis. Tiesioginis metodas tiesiog apima galvutės (dalijimo) veleno pasukimą iš anksto nustatytu kampu. Tam tinka paprastos ir universalios galvutės.
Universalių skirstytuvų naudojimo sritys yra labai įvairios:
- periodiniam ruošinio pasukimui tam tikrais duoti kampai
- nepertraukiamam ruošinio sukimui frezuojant spirales
- kad ruošiniui būtų suteikta tam tikra kampinė padėtis staklių stalo plokštumos atžvilgiu
Jei reikia stebėti tikslų ruošinio pasukimą norimu kampu (leistina paklaida max. 0,25 '), naudojamos optinės dalijimo galvutės su ciferblatu. Galūnių skalė stebima per optinės sistemos okuliarą dalijimo galvutėje.
Jei reikia pasukti ruošinį horizontalioje plokštumoje, naudokite sukamąjį universalūs stalai. Tokios lentelės paleidžiamos rankiniu arba mechaniniu būdu.
Norėdami išdėstyti detalę paties frezavimo staklių stalo plokštumos atžvilgiu tam tikru kampu, pirmenybę teikite kampiniams stalams.
Sukamieji stalai parenkami padėties apdorojimui.
Konsolės frezavimo staklės
- dėžutės formos pagrindas, kuriame yra pavarų dėžė ir pavarų dėžės valdymo blokas;
- veleno surinkimas;
- bagažinė;
- pakaba;
- suklio frezavimo įtvarai;
- konsolė;
- rogės;
- stalas, kuriame dalis dedama perdirbti;
- atraminė plokštė.
Bekonsolės frezavimo staklės suskirstyta:
- vertikaliai ir
- horizontaliai.
Be konsolės frezavimo staklės vertikalus tipas yra naudojamas operacijoms atlikti su gana didelėmis dalimis. Frezavimas atliekamas dideliu greičiu su automatiniu valdymo ciklu. Automatinis ciklas atlieka:
- darbo eiga,
- atbuline eiga dideliu greičiu ir
- sustabdyti.
Šiuolaikinėse bekonsolinėse frezavimo staklėse freza automatiškai atitraukiama nuo detalės paviršiaus, kad būtų apsaugota. Frezavimo procesas šiose staklėse atliekamas dideliu greičiu, o tai yra jų didelė vertė. Mašina apdoroja kėbulo dalis su dideliu apdirbimo leidimu. Lentelė vertikalus judėjimas neturi, tik skersinį ir išilginį judėjimą. Suklio galvutė juda vertikaliai. Pats velenas stovi stačiai ir turi didelis skaičius apsisukimų, iki 1250 aps./min., kad frezavimas vyktų labai dideliu greičiu.
CNC frezavimo stakles
CNC frezavimo staklės – tai mašinos su automatine valdymo sistema. Automatika judina stalą ir valdo veleno sukimosi greitį. Kartais velenas dedamas ant vežimėlio ar skaidrės, o tai prisideda prie jo judėjimo kryptimi išilgai ašies ir vertikaliai. Šio tipo CNC staklėse dalys yra serijiniu būdu apdirbamos itin tiksliai apdirbant paviršių trimatėje erdvėje. Pavyzdžiui, dalys aviacijai arba energetikos pramonė kaip lėktuvų ir sraigtasparnių sraigtų mentės, turbinų mentės ir dideli pramoniniai ventiliatoriai.
Kalbant apie kopijavimo frezavimo stakles, iškart kyla mintis kopijuoti, sukurti kopiją ar ką nors atgaminti, kartoti kopiją. Todėl kopijavimo frezavimo staklės sukuria neplokštą detalės paviršių, apdorodamos lenktus štampų paviršius, perforatorius, kurie vėliau naudojami detalių štampavimui iš lakštinio plieno. Tuo pačiu metu gauta forma tarsi nukopijavo pateiktą pavyzdį, tapdama panaši į jį. Apdorojant pjaustytuvas perkelia kopijuoklio profilį į ruošinį.
Jei CNC frezavimo staklėje sumontuotas automatinis pjaustytuvų keitiklis, staklės atliks apdirbimo centro funkcijas, daug apdirbimo veiksmų atlikdamas automatiniu režimu.
Skaitinis programos valdymas prisideda prie sudėtingiausių technologinių veiksmų, skirtų dalių apdorojimui automatiniu režimu, įgyvendinimo. Eksploatacijos metu operatoriaus veiksmai nebūtini. Valdymo sistema yra pakrauta programomis įvairiems apdorojimo etapams. Apdorojimo programa parenkama prieš pradedant procesą. Programą pasirenka operatorius iš kontrolės posto. Iš to paties posto galite valdyti mašiną rankiniu režimu ir išjungti aparatą avarijos atveju. Vaizdinė sistema rodo visus mašinos atliekamus veiksmus, operatorius ekrane stebi operacijų vykdymą.
CNC frezavimo staklėmis apdorojamos detalės iš ketaus, plieno, taip pat lengvųjų metalų lydinių. Šioje įrangoje kėbulo dalys apdorojamos atliekant visas operacijas 3 koordinatėmis (X, Y, Z) pagrindinėje mašinos versijoje ir keturiomis ar penkiomis koordinatėmis - pasirenkamoje CNC staklės versijoje, sukurtoje atsižvelgiant į naujausias pasaulines technologijas, būtinas mažos apimties ir pavieniams gaminiams.
Siūlomos staklės aprūpintos CNC sistema, grafiniu ekranu, garantuojančiu itin tikslų komandų vykdymą. Servo pavaros su skaitmeniniu valdymu garantuoja tikslų ir greitą judėjimą trimis ašimis.
Optimalus specifikacijas mašina leidžia atlikti daugybę operacijų vienu nustatymu: frezavimą, gręžimą, gręžimą, sriegimą. Stalo ir apkabos apkaustai pagaminti iš specialaus didelio tvirtumo ketaus, kuris pasižymi dideliu tvirtumu ir atsparumu vibracijai, taip pat dizainas galingas velenas ir automatizuota aušinimo skysčio tiekimo į pjovimo zoną sistema prisideda prie didelio mašinos populiarumo augimo.
Pagrindinė CNC frezavimo staklių įranga:
- Siemens CNC sistema;
- Apsauginis dangtelis;
- Automatizuota sistema aušinimas;
- Alyvos ir aušinimo skysčio separatorius;
- Automatizuota tepimo sistema;
- Tvirtinimo varžtai, skirti montuoti ant pamato;
- Elektrinės spintelės šilumokaitis;
- Signalizacijos;
- Dokumentacija rusų kalba.
CNC frezavimo staklės – tai aukštą šiuolaikinių žmogaus sukurtų sprendimų lygį atitinkanti įranga, kurios pagalba pasiekiamos tikslios detalės su didele vaisinga grąža.
Vertikali frezavimo mašina. Apibūdinimas.
Vertikalaus tipo frezavimo staklės gali atlikti daugybę frezavimo operacijų įvairių tipų pjaustytuvai
Vertikalių frezavimo staklių paskirtis – gręžti, iškalti ir gręžti skyles, apdirbti horizontalias ir vertikalias plokštumas, pjauti griovelius, rėmus, kampus, pjauti krumpliaračių dantis ir kt.
Mašina gali dirbti su plieniniais, ketaus paviršiais, taip pat apdirbti detales iš lydinių, spalvotųjų metalų, plastikų ir kt. Apdorojimo metu pjaustytuvas pradeda suktis su velenu, atlikdamas sukamuosius judesius. Apdorojamas ruošinys taip pat juda. Ar tai tiesus ar kreivinis judėjimas ir vadinamas frezavimu. Detalė arba ruošinys prie mašinos tvirtinamas smeigtukais, mašinos veržle.
Vertikalios konsolės frezavimo staklėse velenas montuojamas vertikaliai.
Vertikalios bekonsolės frezavimo staklės apdoroja vertikalius pasvirusius paviršius. Lova montuojama tiesiai ant pamatų. Ant lovos kreiptuvų perkeliama čiuožykla ir stalas. Ši mašinos versija suteikia jai didelį standumą, standumas užtikrina apdorojimo tikslumą ir galimybę dirbti su bendrais ruošiniais.
frezavimo staklės vertikalus dizainas lengva naudoti, nes greitai keičiami įrankiai ir armatūra.
Horizontaliai frezavimo staklės. apibūdinimas
Skirtingai nuo vertikalių frezavimo staklių, staklių horizontalus tipas velenas yra horizontalus. Beveik visų tipų frezos gali būti naudojamos horizontaliose frezavimo staklėse.
Norėdami sumontuoti pjaustytuvą, naudojamas šerdis, kurio ilgis yra proporcingas darbalaukio pločiui.
Visi horizontalių frezavimo staklių padavimas atliekamas stalo judesiais. Stalo judėjimo valdymas gali būti rankinis arba mechanizuotas. Apdorojama dalis tvirtinama lentelės T formos plyšiuose. Paprastai stalas juda trimis kryptimis. Tačiau kai kuriais atvejais vertikalų judėjimą užtikrina ne stalo, o frezavimo galvutės judėjimas.
Kai kuriose horizontalaus tipo frezavimo staklėse yra stalas su sukamuoju įtaisu, kuris užtikrina ±45 ° pasukimą horizontaliai. Tai turi pranašumą, kad ruošinį galima paduoti kampu veleno (verpstės) ašiai.
Vertikali-horizontali frezavimo staklės. apibūdinimas
frezavimo staklės minėtų tipų yra skirti vertikaliems, horizontaliems, pasvirusiems paviršiams, grioveliams dalimis apdoroti dideli dydžiai. Paprastai jų korpusas pagamintas iš ketaus ir yra liejimo konstrukcija. Tokio standaus dizaino pranašumai:
- gerai slopina vibracijas
- užtikrina puikius šiurkštumo parametrus apdorojimo metu.
Kaip ir bekonsolės tipo frezavimo staklės, šios staklės taip pat neturi pulto. Lova montuojama tiesiai ant pamatų. Ant lovos kreiptuvų perkeliama čiuožykla ir stalas. Ši mašinos versija taip pat suteikia jai didelį standumą, standumas užtikrina apdorojimo tikslumą ir galimybę dirbti su matmenų ruošiniais ir dalimis.
Šios vertikalios-horizontalios frezavimo staklės vertikali galvutė sukasi ±45 laipsnių kampu.
Valdymo komponentai yra vietiniame valdymo skydelyje. Tai suteikia papildomo patogumo dirbant su mašina, nes valdymo metu galima būti šalia mašinos.
frezavimo staklės vertikalus-horizontalus tipas priklauso plačios paskirties frezavimo staklių asortimentui.
Siūlomos frezavimo staklės
Frezavimo staklių serija UNF 1

UNF1 serija - stabilus dizainas ir didelis apdirbimo tikslumas
Skiriamieji bruožai:
- labai didelis darbastalis
- universali frezavimo galvutė, gali būti montuojama bet kokiu erdviniu kampu
Standartiniai priedai:

| Specifikacijos UNF 1 | ||
|---|---|---|
| Darbo zona | ||
| Stalo tvirtinimo vieta | 1120x260 | |
| T formos grioveliai (skaičius-plotis-atstumai) | 5-14-50 | 350 kg |
| Tiektuvas | X kelionė | 600 mm |
| Y ašies judėjimas | 300 mm | |
| Z kelionės | 440 mm | |
| X ašies judėjimo greitis | 24 - 720 mm/min | |
| X ašies greitoji eiga | 1040 mm/min | |
| Vertikalus. frezavimo galvutė | ||
| Veleno kūgis | ISO 40 | |
| Veleno greitis | 40-1600 aps./min | |
| Konsolė | 60–500 mm | |
| Atstumas nuo veleno nosies iki stalo | 0–440 mm | |
| Galvos pasukimo diapazonas | 360° | |
| Horizontali frezavimo galvutė | ||
| Veleno kūgis | ISO 40 | |
| Veleno greitis | 40-1600 aps./min | |
| Pavaros galia | ||
| Pagrindinis variklis | 2,2 kW | |
| Matmenys P x P x A | 1655 x 1325 x 1730 mm | |
| Svoris | 1360 kg | |
Frezavimo staklės UNF 10, UNF 12B, UNF 15B serijos
Skiriamieji bruožai:
- Įrengtas x, y, z servo
- Didelis veikimo diapazonas
- Be galo kintama pastūma per servovariklį ir ašinį valdiklį (gamyba anglų kalba) visose ašyse
- Greitas privažiavimas visomis kryptimis
- Visos krumpliaračiai grūdinami, šlifuojami, nitriduojami ir sukantis per alyvos vonią
- Vienu metu tiekimo įjungimas ir stalo prispaudimas neįtraukiami
- Kreipiamieji bėgiai padengti Turcite-B danga
- Ašys gali būti varomos vienu metu
- Yra dvigubas visų valdiklių skaičius: valdyti mašiną iš priekio ir iš kairės pusės
- Stabilios, atsparios įstrižai žasto kreiptuvai (y-koordinatė), kvadratiniai kreiptuvai x ir z koordinatėmis
- Universalią frezavimo galvutę galima nustatyti bet kokiu erdviniu kampu
- Automatinis tepimas
- Platus priedų asortimentas
- Atlenkiamas valdymo pultas su visais funkciniais elementais
- Veleninis stabdys
Standartiniai priedai:
- universali pasukama galvutė
- pagalbiniai įrankiai
- centralizuota automatinė tepimo sistema
- aušinimo skysčio dozatorius
- protokolas gatavų gaminių pagal DIN 8615
| Specifikacijos | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Stalviršis (I x P) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| T formos lizdų skaičius | 5 | 5 | 5 |
| T formos lizdo dydis | 18 mm | 18 mm | 18 mm |
| T formos griovelio plotis | 80 mm | 80 mm | 80 mm |
| Atstumas tarp T formos lizdų | 900 mm | 1300 mm | 1500 mm |
| Išilginis stalo judėjimas išilgai X ašies | 450 mm | 450 mm | 500 mm |
| Šoninis Y ašies judėjimas | 650 mm | 650 mm | 650 mm |
| Galvos kampo diapazonas | 360° | 360° | 360° |
| Verpstės spaustukas | ISO 40 | ISO 50 | ISO 50 |
| Veleno greitis | (27) 30–2050 mm/min | (27) 30–2050 mm/min | (27) 30–2050 mm/min |
| Išilginis padavimas (be laipsnio) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Skersinis tiekimas (be laipsnio) | 10–1000 mm/min | 10–1000 mm/min | 10–3000 mm/min |
| Tiekimas vertikalus (be laipsnio) | 6–640 mm/min | 5–500 mm/min | 5–500 mm/min |
| Didelis greitis išilginis | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Greitas perėjimas | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Greitas judėjimas vertikaliai. | 1700 mm/min | 1300 mm/min | 1100 mm/min |
| Atstumas verpstės nosis - lentelė | 50 - 500 mm | 80 - 530 mm | 50 - 530 mm |
| Išvykimas | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Galvos galia. variklis | 5,5 kW | 7,5 kW | 7,5 kW |
| Ašinės pavaros | DC servo | DC servo | DC servo | 800 kg | 1800 kg | 1800 kg |
| Matmenys (PxPxA), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Svoris | 3000 kg | 3400 kg | 5500 kg |

| Charakteristikos | Siūloma mašina |
| Važiavimas išilgai X ašies, mm | 1400 |
| Y ašies eiga, mm | 600 |
| Judėjimas išilgai ogh 2, mm | 600 |
| Stalo matmenys, mm | 1700 x 410 |
| T formos grioveliai, mm | 4x18x70 | 1200 |
| Ašies eiga, mm/min Greita eiga mm/min |
X Y Z 10-3000 X Y Z 4800 |
| Veleno tipas | NT50 |
| Skersmuo, mm | 127,53 |
| Suklio greitis, aps./min | 60-3000 |
| Atstumas nuo veleno galvutės iki stalo paviršiaus, mm | 690 |
| Pagrindinės pavaros galia, kW | 10 |
| Mašinos svoris, kg | 4300 |
Siūloma mašina naudoja mažesnes energijos sąnaudas, o tai neturi įtakos našumui dėl didesnio apdorojimo greičio. Lentelės matmenys leidžia sujungti dviejų tipų mašinas, įtrauktas į projektą.
Pristatymo turinys
Teleskopinė X ašis
Teleskopinės Y ašies gręžimo mašinos
Horizontalios frezavimo staklės skiriasi konstrukcija, gali būti vienos kolonėlės ir dvistulpės, konsolinės ir be pulto. CNC staklės, kaip taisyklė, turi sukamąjį stalą, kurio tam tikrą judėjimo trajektoriją nustato įterptoji programa.
Horizontaliosios frezavimo staklės - staklės su horizontaliu velenu, taip pat turinčios galimybę perkelti stalą trimis viena kitai statmenomis kryptimis.
Horizontalios frezavimo staklės pagrindas yra lova, ant kurios yra visi mašinos mazgai ir mechanizmai:
- greičių dėžė;
- konsolė judėjo išilgai vertikalių lovos kreiptuvų;
- ruošinio montavimo stalas, įdėtas į specialų įrenginį arba pritvirtintas ant jo sumontuotoje veržlėje. frezavimo staklių stalo ypatybės yra tai, kad jos judėjimas gali vykti trimis kryptimis
- išilginis judėjimas vyksta išilgai kreipiamojo bėgio;
- šoninis judėjimas gaunamas perkeliant pačias roges išilgai konsolės kreiptuvų;
- Stalas juda vertikaliai, kai konsolė juda išilgai rėmo kreiptuvų.
- velenas - pagrindinė besisukanti dalis mašinos mechanizme;
- pašarų dėžė, esanti konsolėje;
- bagažinė, skirta pakabai pritvirtinti;
- frezavimo stulpelis remiasi pakabos galu.
Universalios staklės vadinamos horizontaliomis frezavimo staklėmis su sukamąja plokšte, kurios dėka darbastalis iš horizontalaus paviršiaus gali virsti pasvirusiu. Šiose staklėse gali būti ir CNC, tačiau tai ne pagreitins, o sulėtins gamybą dėl to, kad mašinos perprogramavimas užtruks daug laiko.
Horizontaliųjų frezavimo staklių išdėstymas Kinematinė diagrama 6Р81 Horizontaliosios frezavimo staklių įrenginys
Horizontaliajai dalių plokštumai apdoroti naudojami cilindriniai pjaustytuvai. Vertikaliai metaliniai ruošiniai sukami veidinėmis arba diskinėmis pjaustyklėmis. Jei reikia, kombinuotas ruošinio apdirbimas, naudojamos kelios skirtingos frezos. Užduoties tikslumas tiesiogiai priklauso nuo pjaustytuvų stabilumo laikiklyje per visą siuntos ilgį. Pakabos padeda padidinti laikiklio tvirtumą. Tačiau nei viena papildoma atrama nesuteiks pakankamo stabilumo pjaustytuvui, kai jo skersmuo viršija mašinos gamintojo nurodytus standartus. Tiksliausias darbų atlikimas bus, jei mašinoje bus įrengtas CNC.
Horizontaliųjų metalo frezavimo staklių standumas didėja tobulinant rėmo konstrukciją, įrengus papildomą laikiklį, sutvirtinus stalą. Darbai atlikti tekinimo staklės metalui, taip pat gali būti gaminami ant horizontalios frezavimo įrangos naudojant specialias frezavimo galvutes. Įrengiant CNC mašinoje, visada sutvirtinama konstrukcija.
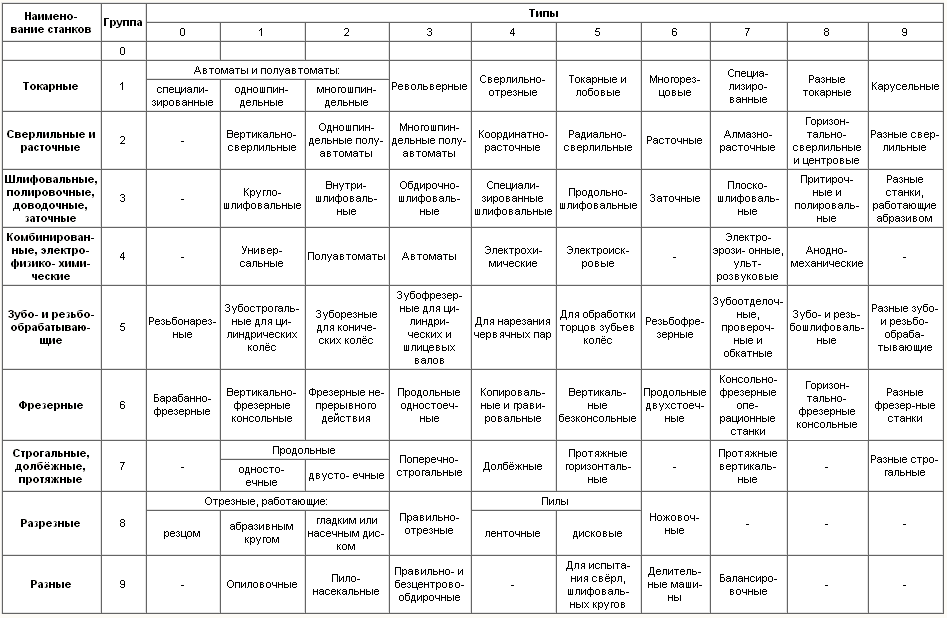
Klasifikacijoje horizontalios frezavimo staklės priskiriamos šeštai grupei, tačiau kai kurios jų gali priklausyti ir penktajai kaip krumpliaračių pjovimo ir sriegių pjovimo įrenginiai. CNC dažniau montuojamas 6-osios grupės mašinose. 5 grupės įranga nėra skirta ypač tikslioms užduotims atlikti. CNC čia galima montuoti tik siekiant pagreitinti gamybą, prireikus apdirbti identiškus ruošinius dideliais kiekiais.
Pagal metalo tekinimo įrangos klasifikavimo lentelę staklės skirstomos pagal svorį:
- 1 grupė - lengvas, sveriantis iki 1 tonos;
- 2 grupė - vidutiniai, kurių svoris ne didesnis kaip 10 tonų,
- 3 grupė – sunkioji. Ši grupė yra padalinta.
- Didelis - nuo 10 iki 30 tonų;
- Sunkusis - nuo 30 iki 100 tonų;
- unikalus, sveriantis virš 100 tonų.
Bet kokia metalo įranga gali būti aprūpinta CNC.
Antrasis įrangos skirstymo kriterijus – automatinis, pusiau automatinis arba rankinis mašinos valdymas. Su rankiniu valdymu, įjungimas, stabdymas, priartėjimas prie įrankio, pastūmų ir greičio reguliavimas, dalių montavimas ir nuėmimas nuo darbinio paviršiaus atliekami tekintoju.

Pusiau automatinis yra sukonfigūruotas konkrečiam apdorojimo ciklui. Darbuotojas turi sumontuoti ruošinį, jį pataisyti ir paspausti paleidimo mygtuką. Pasibaigus ciklui, besisukantis velenas automatiškai sustos. Turintojui reikės nuimti gatavą detalę, įdėti kitą ruošinį ir vėl paleisti mašiną.
Kai dirbama automatinė įranga, tekintojui tenka stebėtojo ir įrangos derintojo vaidmuo. Staklių CNC gali būti skirtingas, tačiau visi dalių gamybos procesai vyksta be tiesioginio operatoriaus dalyvavimo.
Tai turi įtakos stulpeliui, kuriame įranga yra paskirstyta klasifikavimo lentelėje, veleno vieta, jos padėtis atsispindi pavadinime ir žymėjime - pasvirusi, vertikali, horizontali.
Padalijimas į pogrupius vyksta pagal apdorojimo parametrus 2 plokštumų arba 4 koordinačių režimu. Taip pat atsispindi padėtis lentelėje ir jos gebėjimas apdoroti vieną ar kelias dalis vienu metu. CNC staklių buvimas konstrukcijoje klasifikavimo lentelės pogrupyje nėra svarbus.
Daugiafunkcinės horizontalios frezos turi keletą frezų, kurios vienu metu apdoroja vienos detalės paviršių iš skirtingų pusių, o kelių padėčių staklės apdirba kelis ruošinius vienu metu. Abiejų tipų įranga produktyviau veikia su CNC.
Taikymas
Ant horizontalios metalo frezavimo įrangos raktų grioveliai daromi ruošiniuose. Jie gali būti atliekami keliais būdais, priklausomai nuo įrankio, naudojamo skirtinguose įrenginiuose - vertikalios frezavimo staklės ar bendrosios paskirties įranga, naudojama įvairiems metalo darbams atlikti.
Apdirbtų paviršių apdirbimas spygliuoto veleno frezavimas
Vienu frezavimo ciklu padaromi spygliai ant velenų iki 100 mm skersmens. Ant platesnių velenų šią operaciją galima atlikti dviem važiavimais. Grubiam frezavimui reikalingi dalijimo mechanizmai. Juos galima įsigyti horizontaliose frezavimo staklėse, todėl ši įranga yra patogesnė didelio skersmens velenų apdirbimui.
Pjoviklio pasirinkimas darbui
Išilginis frezavimas gali būti atliekamas kelių velenų horizontaliomis metalo frezavimo staklėmis, naudojant įvairias bokštelyje įmontuotas frezas. Apdorojant metalines detales keliomis skirtingomis frezomis, įrankį taip pat galima montuoti siuntimo metu, o po to ant veleno.
Tripusės diskinės frezos naudojamos grioveliams sukti. Norint pasiekti didesnį tikslumą, geriau šį darbą atlikti vienu ypu. Jei vienu žingsniu reikia sukurti platų griovelį, šią operaciją atlikti sunku. Antrasis, apdailos praėjimas bus atliktas didelio skersmens pjaustytuvu. Pjoviklis bus patikimai pritvirtintas, kai jis bus sumontuotas ašyje su dviem atramomis.
Yra mašinų, skirtų dirbti tik su vieno ar kelių tipų pjaustytuvais. Horizontaliosios frezavimo staklės, skirtos darbui su diskiniais ir cilindriniais pjaustytuvais, turi papildomą galimybę naudoti galinius frezus, o tai šiek tiek padidina šios įrangos naudojimo apimtį.
Mašinos žymėjimas
Frezavimo staklės dažnai turi siaurą specializaciją, kuri atsispindi žymėjime. Pirmasis skaitmuo yra grupė, kuriai mašina priklauso pagal klasifikavimo lentelę. 2 skaitmuo nurodo įrangos tipą:
- 1 - vertikali frezavimo konsolė;
- 2 - nuolatinis veiksmas - darbas sraute. Jie gamina tas pačias dalis.
- 3 - kopijuokliai dirba ant trafareto, pritvirtinto ant rėmo virš darbinės dalies;
- 4 - graviravimas;
- 5 - vertikalios konsolės turi skersinį stalą;
- 6 - išilginės frezavimo staklės nesiskiria plačiomis galimybėmis, naudojamos masinėje gamyboje;
- 7 - plataus universalumo turi daug galimybių, todėl jie yra puiki įranga dirbtuvėms ir smulkiai vienetinei gamybai;
- 8 - konsolinis-horizontalus;
- 9 - skirtingi.
Trečiasis, o kartais ir ketvirtas skaitmenys nurodo matmenis. Raidė tarp 1 ir 2 skaičių rodo, kad tai yra patobulintas modelis. Jei raidė yra žymėjimo pabaigoje, tai rodo bazinio modelio atnaujinimo charakteristikas. Raidės P, B, A, C – nurodo tikslumo klasę. Ш rodo platų modelio universalumą, kuris, be horizontaliai išdėstyto veleno, turi kamieną su vertikalia galvute. G rodo, kad ši mašina yra horizontali frezavimo staklės.
Jei radote klaidą, pažymėkite teksto dalį ir spustelėkite Ctrl + Enter.
Modernus frezavimo staklės, tiek horizontaliai, tiek vertikaliai, įskaitant CNC frezavimo stakles – derinkite abu klasikiniai sprendimai sukurtas per daugelį metų, todėl moderniausi pasaulio staklių pramonės pasiekimai. CNC frezavimo staklės yra vienos iš labiausiai paplitusių ir paklausiausių metalo apdirbimo rinkoje. Pagrindiniai metalo apdirbimo kriterijai frezavimo staklės- CNC prieinamumas ir išdėstymas: horizontalios ir vertikalios frezavimo staklės. Vertikalioms frezavimo staklėms suklio ašis yra vertikaliai, horizontalioms - horizontaliai. Mūsų kataloge yra tiek universalių, tiek tik europinės gamybos CNC frezavimo staklių.
Vertikalios frezavimo staklės, universalios – tai mašinos tradicinis dizainas be CNC, su vertikaliu velenu ir horizontaliai stumdomu stalu. Juose gali būti įrengti DRO – skaitmeniniai indikacijos įtaisai, kurie supaprastina judesių išilgai ašių valdymą. Būdingas paprastas ir tvirtas dizainas, yra skirti vienetinei ir nedidelės apimties gamybai.
6P11, 6T11, 6P12, 6T12, 6P13, 6T13, VM127 modelių analogai.
Horizontalios frezavimo staklės, universalios - staklės be CNC, su horizontalia įrankio sukimosi ašimi ir horizontaliu judančiu stalu. Juose gali būti įrengtas skaitmeninis rodmuo (DRO), skirtas valdyti judėjimą išilgai ašių. Naudojami pavieniams darbams ir nedidelės apimties gamybai.
Stalo dydžiai: 315x1250, 375x1600 mm.
Horizontalios konsolės frezavimo staklės, universalios - staklės be CNC, su horizontalia įrankio sukimosi ašimi ir horizontaliu kilnojamu stalu. Juose gali būti įrengtas skaitmeninis rodmuo (DRO), skirtas valdyti judėjimą išilgai ašių. Naudojami pavieniams darbams ir nedidelės apimties gamybai.
6P81, 6T81, 6P82, 6T82, 6P83, 6T83 modelių analogai.
Stalo dydžiai: 400x1600, 450x1800 mm.
Plačiai universalios konsolinės frezavimo staklės – be CNC, derinančios tiek horizontalaus, tiek vertikalaus išdėstymo galimybes. Jie turi dvi verpstes: vertikalią ir horizontalią. Tai leidžia naudoti vieną, o ne dvi mašinas, žymiai sutaupant gamybos plotas. Staklės gali būti aprūpintos skaitmeniniu indikatoriaus įtaisu (DRO), kad būtų galima valdyti judėjimą išilgai ašių. Jie naudojami pavieniams darbams ir nedidelės apimties gamybai.
Mašinų 6R82Sh, 6T82Sh, 6R83Sh, 6R83Sh analogai.
Stalo dydžiai: 315x1250, 375x1600, 400x1600, 450x1800 mm.
Vertikalaus frezavimo CNC apdirbimo centrai - klasikinio išdėstymo staklės: velenas yra vertikaliai virš horizontalaus kilnojamojo stalo. Stalas juda dviem statmenomis horizontaliomis ašimis, galvutė juda vertikaliai. Jame pateikiamas detalių apdorojimas 3 koordinatėmis – standartinis pagrindinis komplektas. Mašinos yra tiek 4, tiek 5 ašių versijos, turinčios automatinį įrankių keitiklį su įrankių dėtuvėmis ir yra paprastas ir nebrangus sprendimas, derinamas su dideliu universalumu.
CNC horizontalaus apdirbimo centrai – staklės su horizontaliu velenu. Tokios mašinos stalas, kaip taisyklė, taip pat yra horizontaliai. Tokios mašinos privalumai yra didesnis stalo ir veleno sistemos standumas, taip pat geras drožlių pašalinimas iš pjovimo zonos. Tuo pačiu metu jie, kaip taisyklė, turi didesnius matmenis nei vertikalaus išdėstymo mašinos. Dažnai tokiose mašinose yra sumontuota padėklų (stalų) keitimo sistema, kuri sumažina ruošinio išėmimo ir montavimo laiką.
Buitinių modelių IR 500, IS 500, IR 800, IS 800 analogai.
CNC vertikalūs frezavimo-tekinimo centrai yra moderniausios staklės, kurios sujungia frezavimo centro ir CNC vertikalios tekinimo staklių galimybes. Mašinoje gali būti 1-2-3 ašių frezavimo velenas, suklio galvutės keitimo sistema, tekinimo ir šlifavimo velenas. Automatinė galvutės ir įrankių keitimo sistema leidžia atlikti maksimalų operacijų skaičių vieno ruošinio montavimo metu, sutrumpinant detalės permontavimo laiką, perkonfigūruojant stakles ir pašalinant netikslumus, atsirandančius permontuojant ruošinį. Be to, sujungę tekinimo stakles ir frezavimo stakles į vieną dizainą, projektuotojai beveik perpus sumažino reikiamą gamybos plotą.
Sunkiosios frezavimo staklės su kilnojamu stalu ir horizontaliu velenu yra tiek su kilnojama, tiek su stacionaria kolona. Jose sumontuotos keičiamos frezavimo galvutės, skirtos Kliento užduotims atlikti. Tai gali būti ir paprastos frezavimo ar gręžimo galvutės, ir kampinės, ir 2-3 ašių. Mašinos aprūpintos automatinėmis dėtuvėmis keičiamoms galvutėms ir įrankiams. Mašinos konfigūracija, judesiai išilgai ašių, stalų konstrukcija ir matmenys parenkami pagal užsakovo reikalavimus.
Sunkiosios frezavimo staklės su kilnojamu sukamuoju stalu - staklės su fiksuota kolona, ant kurios yra suklys su horizontalia sukimosi ašimi ir galimybe judėti vertikaliai. Likusius judesius užtikrina stalo mobilumas. Platus stalų dydžių ir pjovimo galvučių konfigūracijų asortimentas leidžia apdirbti sudėtingus ruošinius su didelėmis pjovimo jėgomis.
Sunkiosios frezavimo staklės su judančia kolona yra staklės su horizontalia veleno ašimi. Kilnojama mašinų kolona gali judėti išilgai nemažo ilgio stalo - iki 25 metrų. Tokio tipo mašinos yra bazinis modulis, kuriam parenkama reikiamo dydžio lentelė arba kelios lentelės (pavyzdžiui, pagrindinis fiksuotas stalas ir mažas besisukantis stalas). Mašinos gali būti komplektuojamos automatinės sistemosįrankių ir frezavimo galvučių keitimas reikiamam pozicijų skaičiui.
Sunkiosios portalinės frezavimo staklės su stumdomu stalu yra U formos staklės su vertikalia veleno ašimi. Suklis užtikrina vertikalų ir skersinį judėjimą, o išilginį judėjimą užtikrina kilnojamas stalas. Ši konstrukcija yra pati paprasčiausia ir labiausiai paplitusi, pasižymi dideliu tvirtumu ir puikiais dinaminiais parametrais. Pasiūlytas platus pasirinkimasįvairių konfigūracijų frezavimo galvutės, skirtos bet kokio sudėtingumo dalims apdoroti.
Sunkios portalo frezavimo staklės su kilnojamu portalu - staklės, kurių portalas visiškai juda virš fiksuoto stalo išilgai kreiptuvų, esančių išilgai stalo iš abiejų pusių. Mašinos pasižymi tvirta stabilia konstrukcija ir aukšta dinamika didelis pasirinkimas lentelių konfigūracijos ir dydžiai, taip pat frezavimo galvutės leidžia apdoroti sudėtingų konfigūracijų dalis.
Portalinės frezavimo staklės su judančia traversa yra sunkiosios mašinos, pasižyminčios aukščiausia dinamika ir tikslumu. Mašinos horizontalioji traversa kartu su vertikaliu velenu juda virš stalo išilgai kreiptuvų, esančių ant šoninių atraminių kolonų, esančių fiksuoto stalo šonuose. Dėl minimalaus traverso/suklio sistemos svorio ir visiškai simetriškos konstrukcijos, mašina užtikrina aukštą judėjimo dinamiką, maksimalų standumą ir konstrukcijos stabilumą.
Frezavimo staklės iš Europos – geriausias pasirinkimas
Mūsų kataloge galite pasirinkti patys arba su mūsų specialistų pagalba, frezavimo staklės Europos gamintojai, kad išspręstų bet kokią problemą ir už bet kokį biudžetą. Atkreipiame jūsų dėmesį į tai, kad mūsų įmonė neapsiriboja šiais gamintojais – mes specializuojamės tiekti bet kokią europietišką įrangą. Kataloge pateikiami staklių gamintojai, su kuriais bėgant metams susiklostė geri santykiai, o staklės patvirtino savo kokybę ilgus metus eksploatuojant Rusijos sąlygomis.
Pagalba renkantis
Mūsų specialistai, turintys didelę Europos staklių tiekimo į Rusiją patirtį, mielai padės apsispręsti dėl frezavimo staklių tiekėjo ir modelio, atsižvelgdami į visas Užsakovo užduotis ir poreikius.
Kaip pirkti?
Susisiekite su mūsų specialistais telefonu, paštu arba per svetainėje esančias užsakymo formas! Į visus rūpimus klausimus galėsite gauti išsamius atsakymus per trumpiausią įmanomą laiką. Mes vertiname savo klientus! Leisk mums tai parodyti!
OOO Mir Stanochnika siūlo pirkti importuotą įrangą metalo apdirbimui Maskvoje. Kiekvienas produktas yra skirtingas aukštos kokybės gamyba ir surinkimas. Esame pasiruošę pasiūlyti pelningomis sąlygomis perka ir savarankiškai pristato prekes į objektą.
Rodomi visi 7 rezultatai
CNC horizontalios metalo frezavimo staklės buvo plačiai pritaikytos įvairiose gamybos srityse. Jis naudojamas didelių ruošinių apdirbimui. Be to, mašina dažnai naudojama kaip gręžimo mašina, kad būtų sukurtos skirtingo gylio ir skersmens skylės.
Šio tipo įrangoje pjovimo įrankis yra horizontaliai, tai yra lygiagrečiai grindims. Ruošinys tvirtinamas ant specialaus stalo, kuris sukasi aplink savo ašį, taip išplečiant mašinos galimybes.
Horizontalaus frezavimo apdirbimo centrų privalumai:
- Horizontalus velenas. Dėl to aplink darbinį paviršių nesikaupia drožlės.
- Didelis greitis. Automatinis tiekimasįrankis ir ruošiniai leidžia pašalinti asmenį iš medžiagų apdorojimo CNC horizontalia frezavimo stakle.
- Didelis tikslumas. Galutinio produkto paklaida yra šimtosios milimetro dalys.
- Naudojimo paprastumas. Mašinai tereikia nustatyti darbo parametrus ir tiekti ruošinius.
CNC horizontaliųjų frezavimo staklių įsigijimo iš mūsų pranašumai
Staklių pasaulis įmonė klientams suteikia patogiausias CNC staklių pirkimo sąlygas:
- Pagalba renkantis. Siūlysime CNC horizontalią frezavimo stakles ir jos priedus pagal palanki kaina remiantis konkrečios įmonės poreikiais. Norėdami tai padaryti, mūsų specialistas išnagrinės pagamintų dalių brėžinius.
- Įrangos pristatymas.
- Platus gaminių asortimentas, daugumos mašinų buvimas sandėlyje.
- Formavimas Komercinis pasiūlymas per darbo dieną po susisiekimo su įmone.
Taip pat rekomenduojame
 Perjungimo maitinimo šaltinis: remontas ir tobulinimas
Perjungimo maitinimo šaltinis: remontas ir tobulinimas
 Nuotolinis šviesos valdymas
Nuotolinis šviesos valdymas
 Plaukimo pamokos ikimokyklinio amžiaus vaikams
Plaukimo pamokos ikimokyklinio amžiaus vaikams
 Pastabos meistrui – namų buitinė signalizacija
Pastabos meistrui – namų buitinė signalizacija
 Atmega8 laikrodžio sraigtas
Atmega8 laikrodžio sraigtas
 Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės
Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės