pjovimo režimai. Tiekimas grubaus tekinimo metu tapo karbido pjaustytuvais be papildomos pjovimo briaunos. Didelė naftos ir dujų enciklopedija
Tekinimas gali būti atliekamas mechaniniu padavimu, nes apdirbto kūgio generatorius yra lygiagretus pjaustytuvo išilginio padavimo krypčiai.
Kopijavimo technologinis ciklas naudojamas apdirbant laiptuotus, kūginius ir lenktus paviršius, kuriems reikalingas išilginis pjaustytuvo padavimas. Paviršiaus apdorojimo pabaigoje pjaustytuvas atitraukiamas nuo detalės, o apkaba grįžta į pradinę padėtį.
| Bendras siūlų pjovimo staklių indeksas. |
Išilginė atrama 7, sumontuota ant lovos kreiptuvų, juda išilgai jų ir užtikrina išilginį pjaustytuvo tiekimą. Kryžminis vežimėlis suteikia skersinį tiekimą pjaustytuvui. Viršutinė sukamoji atrama gali būti nustatyta bet kokiu kampu ruošinio sukimosi ašies atžvilgiu, o tai būtina apdirbant kūginius ruošinių paviršius.
| Forminio ruošinio tekinimo schema. |
Po skersinio galinės atramos korpuso poslinkio iki 15 - 20 mm), apdirbto kūgio generatorius yra lygiagretus frezos išilginio padavimo krypčiai, todėl tekinimas gali būti atliekamas mechaniniu pastūmu. .
| Virimo pasukimo schema. |
Po skersinio galinės dalies korpuso poslinkio reikšme h (iki 15 - 20 mm), apdirbto kūgio generatorius yra lygiagretus frezos išilginio padavimo krypčiai, todėl tekinimas gali būti atliekamas mechaniniu būdu. maitinti.
Sriegiant tekinimo staklėmis, veleno sukimosi greitis turi būti griežtai susietas su apkabos judėjimo greičiu, nes išilginis pjaustytuvo pastūma per vieną suklio apsisukimą turi tiksliai atitikti sriegio žingsnį. yra pjaunamas.
Nupjauto metalo sluoksnio storis labai įtakoja nelygumų mastą. Pjaunamo sluoksnio storis nustatomas pagal išilginį frezos pastūmą. Jei pjovimo metu nebuvo elastinių-plastinių deformacijų, nelygumų aukštį būtų galima nesunkiai apskaičiuoti pagal geometrine forma pjaustytuvo viršus.
Po 1 minutės nuo darbo pradžios išjunkite pjaustytuvo išilginį tiekimą, atitraukite frezą nuo ruošinio ir greitai pasukite įrankio laikiklį 90 arba 180, kol pjaustytuvo galas palies indikatoriaus galiuką.
Deimantams rėmelyje išilginės pastūmos turėtų būti mažesnės nei pieštukų, o šlifuotų deimantų - dar mažesnės. Pavyzdžiui, apdirbant kelių sriegių sriegių šlifavimo ratus deimantinėmis pjaustyklėmis, išilginis pjaustytuvo pastūma turi būti ne didesnė kaip 0 05 m/min. Tvarstymo proceso pabaigoje rekomenduojama atlikti vieną ar du praėjimus be kryžminio padavimo, sumažinant išilginio padavimo kiekį.
Armatūra skirta gręžti kūgines skylutes su pastoviu kampu a. Įrenginys pritvirtintas prie radialinės mašinos priekinės plokštės atramos. Sukant varžtą 3, pjaustytuvas tiekiamas išilgai. Antrame sraigto gale sumontuota žvaigždutė 1, kuri kiekviename slankmačio posūkyje šokdama dantuku ant nustatyto atramos atlieka automatinį išilginį pastūmą.
Norint apdirbti ruošinį pjaunant ir taip gauti apdirbtus konkrečios detalės paviršius, ruošinį ir pritaikytą pjovimo įrankis turėtų padaryti tam tikri judesiai. Šie judesiai skirstomi į pagrindinius (tarnaujančius pjovimo procesui įgyvendinti) ir pagalbinius (pasirengiant pjovimo procesui ir užbaigiant operaciją). Yra du pagrindiniai judesiai:
- pjovimo judesys (arba pagrindinis judesys);
- pašarų judėjimas.
Apdorojant tekinimo staklėmis, pjovimo judesį - sukamąjį - atlieka ruošinys, kuris vienaip ar kitaip pritvirtintas prie mašinos veleno, o pastūmos judėjimas - transliacinis - gauna pjovimo įrankį (pjaustytuvą), standžiai pritvirtintą įrankyje. laikiklis. Judėjimas įgalina pjovimo procesą (drožlių susidarymą), pastūmos judėjimas leidžia atlikti šį procesą (apdirbimą) per visą ruošinio ilgį (16 pav.).
Pjovimo gylis (t)- nupjauto sluoksnio vertė vienu pravažiavimu, matuojama kryptimi, statmena apdirbamam paviršiui. Pjovimo gylis visada yra statmenas pastūmos krypčiai (taip pat žr. 11-14 pav.). Su išoriniu išilginiu tekinimo būdu (16 pav.) tai yra pusė ruošinio skersmens ir apdirbamo paviršiaus skersmens, gauto po vieno važiavimo, skirtumas:
Pjovimo greitisυ - taško judėjimo kiekis pjovimo briauna paviršiaus atžvilgiu per laiko vienetą atliekant pjovimo judesį *.
Sukant, kai ruošinys sukasi n rpm dažniu, pjovimo greitis pjovimo briaunos MK taškuose bus kintama. Maksimalus greitis:
kur D yra didžiausias paviršiaus skersmuo mm.
* Pjovimo greitis priklauso nuo ruošinio sukimosi greičio ir įrankio judėjimo (tiekimo) greičio.
Jei greitis žinomas, tada lengva nustatyti sukimosi dažnį:
Sukant išilginiu būdu, pjovimo greitis yra pastovus per visą pjovimo laiką (jei ruošinio skersmuo per visą ilgį yra vienodas, o sukimosi greitis nesikeičia). Apipjaustant galą, kai freza juda iš ruošinio pakraščio į centrą, pjovimo greitis esant pastoviam greičiui kinta. Ji turi didžiausia vertė periferijoje, o centre lygus nuliui (17 pav.). Pjovimo greitis taip pat skirsis išilgai apdirbto paviršiaus (žr. 14 pav.). Tačiau tokiais atvejais apsvarstykite Maksimalus greitis pjovimas.

Pateikimas s(tiksliau pastūmos greitis) – pjovimo briaunos judėjimo dydis apdirbamo paviršiaus atžvilgiu per laiko vienetą pastūmos judėjimo kryptimi. Sukant gali būti išilginis padavimas frezai judant kryptimi, lygiagrečia ruošinio ašiai (žr. 16 pav.); kryžminis pašaras kai freza juda ruošinio ašiai statmena kryptimi (žr. 17 pav.), ir įstrižas pašaras- kampu ruošinio ašies atžvilgiu (pavyzdžiui, sukant kūginį paviršių).
Išskirkite aukštį vienu posūkiu ruošinys, t.y. pjaustytuvo santykinio judėjimo dydis per vieną ruošinio apsisukimą (iš I padėties pjaustytuvas persikėlė į II padėtį, 16 pav.), ir minutinis pašaras, t.y. pjaustytuvo santykinio judėjimo vertė 1 min. Minutės padavimas žymimas S m (mm / min), o padavimas vienam apsisukimui - s (mm / aps.). Tarp jų yra toks ryšys.
Į pagrindinį
trečia dalis
Metalo pjovimo teorijos pagrindai.
Pjovimo duomenų pasirinkimas
VI skyrius
Metalo pjovimo teorijos pagrindai
Metalų pjovimo teorijos pradininkai buvo žymūs Rusijos mokslininkai IA Time (1838-1920), KA Zvorykin (1861-1928), Ya. G. Usachev (1873-1941) ir kiti. Šių mokslininkų darbai buvo gauti. pasaulinis pripažinimas dar neprarado savo vertės. Tačiau atsilikusios carinės Rusijos sąlygomis visų šių darbų nepavyko rasti praktinis pritaikymas nes pramonė buvo nepakankamai išvystyta.
Metalo pjovimo mokslas plačias aprėptis įgavo tik po Didžiosios Spalio socialistinės revoliucijos, ypač sovietų penkerių metų planų metu, kai mokslas buvo atiduotas socialistinei pramonei.
Sovietų mokslininkai V. D. Kuznecovas, V. A. Krivoukhovas, I. M. metalai, išskirtinis bruožas tai glaudus mokslo bendradarbiavimas su gamyba, mokslininkų su gamybos novatoriais.
Svarbų vaidmenį plėtojant metalų pjovimo mokslą suvaidino novatorių judėjimas gamyboje. Siekdami padidinti darbo našumą, gamybos lyderiai pradėjo ieškoti naujų būdų, kaip pagerinti pjovimo sąlygas: sukūrė naują pjovimo įrankio geometriją, pakeitė pjovimo sąlygas, įsisavino naujus. pjovimo medžiagos. kiekviena darbo vieta Turner-novator tapo tarsi maža pjovimo proceso tyrimo laboratorija.
Platus keitimasis patirtimi, įmanomas tik socialistinės ekonomikos sąlygomis, glaudus bendradarbiavimas tarp pirmaujančių gamybos ir mokslo darbuotojų užtikrino sparčią metalų pjovimo mokslo raidą.
1. Katerio darbas
Pleištas ir jo darbai. Bet kurio pjovimo įrankio darbinė dalis yra pleištas(44 pav.). Veikiant jėgai, pleišto galiukas įsirėžia į metalą.
Kuo pleištas aštresnis, tai yra, kuo mažesnis kampas, kurį sudaro jo šonai, tuo mažiau jėgos reikia jį įpjauti į metalą. Pleišto šonų suformuotas kampas vadinamas kūgio kampas ir žymimas graikiška raide β ( beta versija). Todėl kuo mažesnis kūgio kampas β, tuo pleištas lengviau įsiskverbia į metalą ir, atvirkščiai, kuo didesnis kūgio kampas β, tuo didesnė jėga turi būti taikoma metalui pjauti. Priskiriant kūgio kampą, būtina atsižvelgti į mechanines apdirbamo metalo savybes. Jei pjaunate kietą metalą pjaustytuvu, turinčiu nedidelį galandimo kampą β, tada plonas peiliukas neatlaikys ir sutrupės arba sulūžs. Todėl, priklausomai nuo apdirbamo metalo kietumo, priskiriamas atitinkamas pleišto galandimo kampas.
Apdorojamas metalo sluoksnis, esantis tiesiai priešais pjaustytuvą, nuolat suspaudžiamas jo priekiniu paviršiumi. Kai frezos jėga viršija metalo dalelių sukibimo jėgas, suspaustas elementas yra nukirptas ir perkeliamas pleišto priekiniu paviršiumi į viršų. Pjoviklis, judantis į priekį, veikiamas veikiančios jėgos, ir toliau spaudžiasi, skaldo ir pasislenka atskiri elementai iš kurių susidaro lustai.
Pagrindiniai judesiai posūkyje. Apdirbant tekinimo staklėmis, ruošinys sukasi, o pjoviklis gauna judėjimą išilgine arba skersine kryptimi. Ruošinio sukimasis vadinamas pagrindinis judesys, ir pjaustytuvo judėjimas detalės atžvilgiu - padavimo judesys(45 pav.).

2. Pagrindinės tekinimo įrankio dalys ir elementai
Pjaustytuvas susideda iš dviejų pagrindinių dalių: galvos ir korpuso (stiebo) (46 pav.). Galva yra pjaustytuvo darbinė (pjovimo) dalis; kūnas naudojamas pjaustytuvui pritvirtinti įrankių laikiklyje.

Galva susideda iš šių elementų: priekinis paviršius, išilgai kurių nulipa drožlės, ir galiniai paviršiai nukreiptas į ruošinį. Vienas iš galinių paviršių, nukreiptų į pjovimo paviršių, vadinamas pagrindinis; kitas, nukreiptas į apdorotą paviršių, - pagalbinis.
Pjovimo briaunos gaunamos iš priekinio ir galinio paviršių susikirtimo. Išskirti namai Ir pagalbinė pjovimo briauna. Didžiąją dalį pjovimo darbų atlieka pagrindinė pjovimo briauna.
Pagrindinės ir antrinės pjovimo briaunų sankirta vadinama smilkinio galiukas.
3. Paviršiaus apdorojimas
Ant ruošinio išskiriami trys paviršiaus tipai (47 pav.): apdirbtas, apdirbtas ir pjovimo paviršius.

apdorotas paviršius – tai ruošinio paviršius, nuo kurio pašalinamos drožlės.
Paviršius apdorotas vadinamas detalės paviršius, gautas pašalinus drožles.
pjovimo paviršius vadinamas paviršiumi, kurį ant ruošinio suformuoja pagrindinė frezos pjovimo briauna.
Taip pat būtina atskirti pjovimo plokštumą ir pagrindinę plokštumą.
pjovimo plokštuma vadinama plokštuma, liečiančia pjovimo paviršių ir einanti per frezos pjovimo briauną.
Pagrindinė plokštuma vadinama plokštuma, lygiagrečia pjaustytuvo išilginiam ir skersiniam padavimui. Tekinimo staklėms jis sutampa su horizontaliu įrankio laikiklio atraminiu paviršiumi.
4. Pjovimo kampai ir jų paskirtis
Pjovimo darbinės dalies kampai labai veikia pjovimo proceso eigą.
Pasirinkę tinkamus frezos kampus, galite žymiai padidinti nepertraukiamo jo veikimo trukmę iki atbukimo (patvarumo) ir apdorojimą per laiko vienetą (per minutę ar valandą) didelis kiekis detales.
Nuo frezos kampų pasirinkimo taip pat priklauso pjovimo jėga, veikianti frezą, reikalinga galia, apdirbamo paviršiaus kokybė ir kt.. Todėl kiekvienas tekintojas turi gerai išstudijuoti kiekvieno galandimo kampo paskirtį. pjaustytuvą ir sugebėti teisingai parinkti jiems naudingiausią vertę.
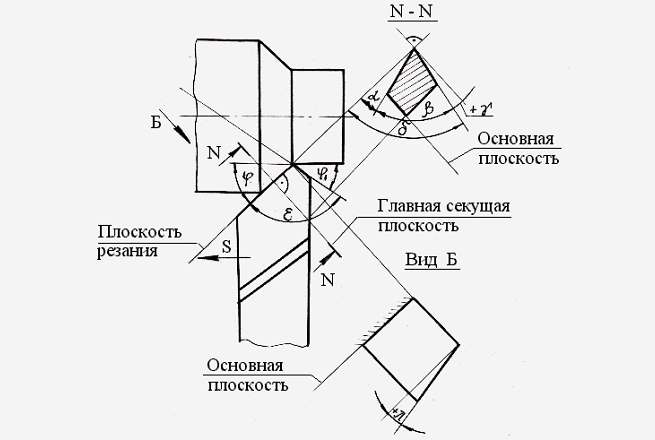
Frezos kampai (48 pav.) gali būti skirstomi į pagrindinius kampus, frezos kampus plane ir pagrindinės pjovimo briaunos pasvirimo kampą.
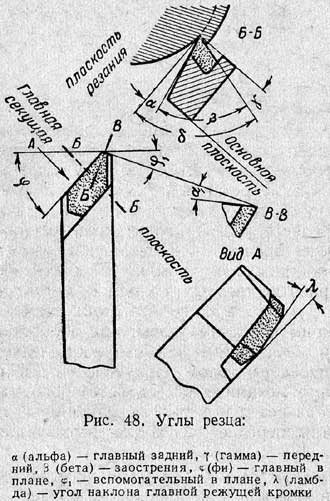
Pagrindiniai kampai yra: nugaros kampas, priekinis kampas ir kūgio kampas; pjaustytuvo kampai plane apima pagrindinį ir pagalbinį.
Pagrindiniai pjaustytuvo kampai turi būti matuojami pagrindinėje pjovimo plokštumoje, kuri yra statmena pjovimo plokštumai ir pagrindinei plokštumai.
Darbinė frezos dalis yra pleištas (atspalvis 48 pav.), kurio formai būdingas kampas tarp priekinio ir pagrindinio galinio frezos paviršių. Šis kampas vadinamas kūgio kampas ir žymimas graikiška raide β (beta).
nugaros kampas α ( alfa) yra kampas tarp pagrindinio šono ir pjovimo plokštumos.
Atstumo kampas α sumažina trintį tarp pjaustytuvo galinio paviršiaus ir ruošinio. Sumažindami trintį, taip sumažiname pjaustytuvo įkaitimą, kuris dėl to mažiau susidėvi. Tačiau jei reljefo kampas labai padidėja, smilkiniai susilpnėja ir greitai sunaikinami.
priekinis kampas γ ( gama) – kampas tarp priekinio pjaustytuvo paviršiaus ir pjovimo plokštumai statmenos plokštumos, nubrėžtos per pagrindinę pjovimo briauną.
Krypties kampas γ vaidina svarbų vaidmenį drožlių formavimo procese. Padidėjus pakreipimo kampui, pjaustytuvą lengviau įpjauti į metalą, sumažėja pjaunamo sluoksnio deformacija, pagerėja drožlių srautas, sumažėja pjovimo jėga ir energijos sąnaudos, apdirbamo paviršiaus kokybė. yra patobulintas. Kita vertus, pernelyg padidėjus grėblio kampui, susilpnėja pjovimo briauna ir sumažėja jo stiprumas, dėl pjovimo briaunos atskilimo padidėja pjoviklio susidėvėjimas ir pablogėja šilumos pašalinimas. . Todėl apdirbant kietus ir trapius metalus, siekiant padidinti įrankio stiprumą ir ilgaamžiškumą, reikėtų naudoti mažesnio grėblio kampo pjaustytuvus; apdirbant minkštus ir plastiškus metalus, siekiant palengvinti drožlių pašalinimą, reikia naudoti pjaustytuvus su dideliu nuolydžio kampu. Praktiškai priekinio kampo pasirinkimas priklauso ir nuo mechaninės savybės apdorojama medžiaga, iš pjaustytuvo medžiagos ir priekinio paviršiaus formos. Rekomenduojami karbido pjaustytuvų kratymo kampai pateikti lentelėje. vienas.
Planuoti kampai. Pagrindinis kampas φ ( fi) vadinamas kampu tarp pagrindinės pjovimo briaunos ir tiekimo krypties.
Kampas φ dažniausiai pasirenkamas 30-90° diapazone, priklausomai nuo apdirbimo tipo, frezos tipo, ruošinio ir frezos standumo bei jų tvirtinimo būdo. Daugumą metalų apdorojant praleidžiamaisiais lupimo pjaustytuvais, galima paimti kampą φ = 45°; apdorojant plonas ilgos dalys centruose būtina naudoti pjaustytuvus su 60, 75 ar net 90 ° kampu, kad dalys nesulenktų ir nedrebėtų.
Pagalbinis kampas planeφ 1 yra kampas tarp antrinės pjovimo briaunos ir pastūmos krypties.

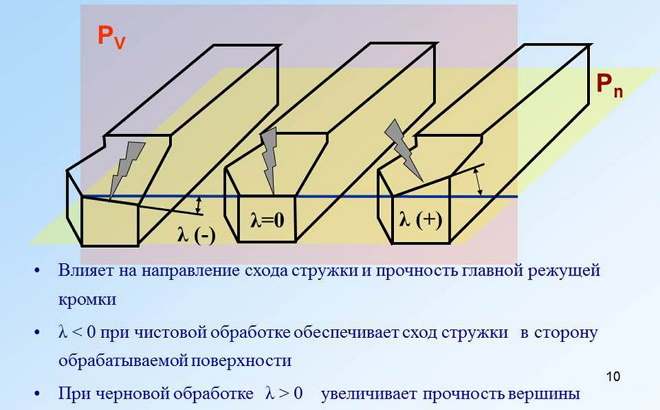
Kampas λ ( lambda) pagrindinės pjovimo briaunos nuolydis(49 pav.) – kampas tarp pagrindinės pjovimo briaunos ir linijos, nubrėžtos per pjaustytuvo viršų lygiagrečiai pagrindinei plokštumai.
1 lentelė
Rekomenduojami karbido įrankių grėblio ir tarpo kampai
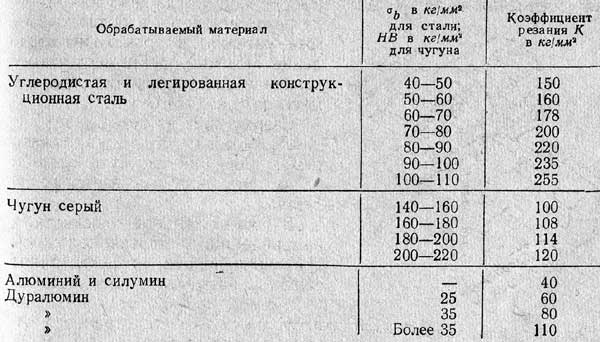
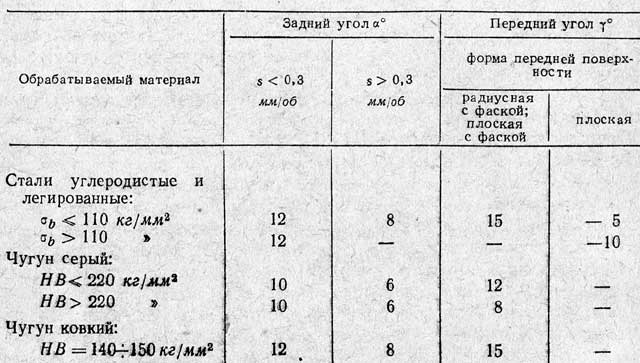 Pastaba. Metalų mechaninės savybės nustatomos specialiose mašinose ir prietaisuose, kiekvienai savybei suteikiamas savas žymėjimas. Šioje ir tolesnėse lentelėse pateiktas žymėjimas σ b išreiškia metalo atsparumą tempimui; šios ribos vertė matuojama kg/mm2. Raidės HB žymi metalo kietumą, kuris nustatomas Brinell prietaisu įspaudžiant grūdinto plieno rutulį į metalo paviršių. Kietumo vertė matuojama kg / mm 2.
Pastaba. Metalų mechaninės savybės nustatomos specialiose mašinose ir prietaisuose, kiekvienai savybei suteikiamas savas žymėjimas. Šioje ir tolesnėse lentelėse pateiktas žymėjimas σ b išreiškia metalo atsparumą tempimui; šios ribos vertė matuojama kg/mm2. Raidės HB žymi metalo kietumą, kuris nustatomas Brinell prietaisu įspaudžiant grūdinto plieno rutulį į metalo paviršių. Kietumo vertė matuojama kg / mm 2.
Frezos, kurių viršūnė yra žemiausias pjovimo briaunos taškas, ty kampas λ teigiamas(49 pav., c), yra patvaresni ir atsparesni; tokiais pjaustytuvais gerai apdirbti kietuosius metalus, taip pat nutrūkstamus paviršius, kurie sukuria smūginę apkrovą. Apdorojant tokius paviršius karbido pjaustytuvai pagrindinės pjovimo briaunos pasvirimo kampas reguliuojamas 20-30°. Frezos, kurių viršūnė yra aukščiausias pjovimo briaunos taškas, ty kampas λ neigiamas(49 pav., a), rekomenduojama naudoti detalių, pagamintų iš minkštųjų metalų, apdirbimui.
5. Medžiagos, naudojamos smilkiniams gaminti
Dirbant su pjaustytuvo pjovimo briaunomis, atsiranda aukštas slėgis, taip pat aukšta temperatūra (600–800 ° ir aukštesnė). Pjovimo galinio paviršiaus trintis su pjovimo paviršiumi ir drožlės priekiniame pjaustytuvo paviršiuje sukelia daugiau ar mažiau greitą jo darbinių paviršių susidėvėjimą. Dėl susidėvėjimo keičiasi pjovimo detalės forma ir pjaustytuvas po kurio laiko tampa nebenaudojamas tolesniam darbui; tokį pjaustytuvą reikia išimti iš mašinos ir vėl pagaląsti. Norint pailginti įrankio tarnavimo laiką be šlifavimo, būtina, kad jo medžiaga būtų gerai atspari dilimui aukštoje temperatūroje. Be to, pjaustytuvo medžiaga turi būti pakankamai tvirta, kad atlaikytų aukšto slėgio atsirandantys pjovimo metu. Todėl pjaustytuvų medžiagai keliami tokie pagrindiniai reikalavimai – kietumas aukštoje temperatūroje, geras atsparumas dilimui ir stiprumas.
Šiuo metu yra daug įrankių plieno ir lydinių, atitinkančių šiuos reikalavimus. Tai apima: anglinį įrankių plieną, greitaeigį plieną, kietuosius lydinius ir keraminės medžiagos.
Anglies įrankių plienas. Pjovimo įrankių gamybai naudojamas plienas, kurio anglies kiekis yra nuo 0,9 iki 1,4%. Po grūdinimo ir grūdinimo iš šio plieno pagamintas pjovimo įrankis įgauna didelį kietumą. Tačiau jei pjovimo metu pjovimo briaunos temperatūra pasiekia 200-250 °, plieno kietumas smarkiai sumažėja.
Dėl šios priežasties anglinis įrankių plienas šiuo metu naudojamas ribotai: iš jo gaminami pjovimo įrankiai, kurie veikia palyginti mažu pjovimo greičiu, kai temperatūra pjovimo zonoje pasiekia nedidelę reikšmę. Tokie įrankiai yra: štampai, sriegtuvai, čiaupai, dildės, grandikliai ir kt. Šiuo metu pjaustytuvai nėra gaminami iš anglinio įrankių plieno.
Greitaeigiai plienai. Greitaeigiai plienai turi didelis skaičius specialūs, vadinamieji legiravimo elementai – volframas, chromas, vanadis ir kobaltas, suteikiantys plienui aukštas pjovimo savybes – gebėjimą išlaikyti kietumą ir atsparumą dilimui kaitinant pjovimo metu iki 600-700°. HSS frezos leidžia 2-3 kartus didesnį pjovimo greitį nei anglies pjaustytuvai.
Šiuo metu SSRS gaminamas šių rūšių greitaeigis plienas (GOST 9373-60): R18, R9, R9F5, R14F14, R18F2, R9K5, R9KYU, R10K5F5 ir R18K5F2.
Pjaustytuvai, pagaminti tik iš greitapjovio plieno, yra brangūs, todėl, siekiant sutaupyti greitapjovį plieną, dažniausiai naudojami pjaustytuvai su suvirintomis plokštėmis.
Kietieji lydiniai. Karbido lydiniai pasižymi labai dideliu kietumu ir geru atsparumu dilimui.
Kietieji lydiniai gaminami plokščių pavidalu iš volframo ir titano miltelių, sujungtų su anglimi. Anglies ir volframo derinys vadinamas volframo karbidas, ir su titanu, titano karbidu. Kobaltas pridedamas kaip rišiklis. Šis miltelių pavidalo mišinys spaudžiamas aukštu slėgiu, kad gautųsi mažos plokštelės, kurios vėliau sukepinamos maždaug 1500° temperatūroje. Gatavoms plokštėms nereikia jokių karščio gydymas. Plokštė yra prilituota variu prie pjaustytuvo laikiklio, pagaminto iš anglinio plieno arba pritvirtinti prie jo reguliavimo ir varžtų pagalba (mechaninis plokščių tvirtinimas).
Pagrindinis kietųjų lydinių privalumas yra tas, kad jie gerai atspari dilimui dėl krintančių drožlių ir ruošinio ir nepraranda savo pjovimo savybių net kaitinant iki 900-1000 °. Dėl šių savybių pjaustytuvai su karbido įdėklais labiausiai tinka apdirbimui kietieji metalai(kietas plienas, įskaitant grūdintus) ir nemetalinės medžiagos (stiklas, porcelianas, plastikai), kai pjovimo greitis yra 4-6 ar daugiau kartų didesnis už greitaeigių pjaustytuvų leidžiamus pjovimo greičius.
Kietųjų lydinių trūkumas yra padidėjęs trapumas.
Šiuo metu SSRS gaminamos dvi kietųjų lydinių grupės. Pagrindiniai yra - volframas(VK2, VKZ, VK4, VK6M, VK6, VK8 ir VK8M) ir titanas-volframas(T30K4, T15K6, T14K8, T5K10). Kiekviena iš šių grupių turi specifinę taikymo sritį (2 lentelė).
Visi volframo lydiniai skirti ketaus, spalvotųjų metalų ir jų lydinių, grūdinto plieno, nerūdijančio plieno ir nemetalinių medžiagų (ebonito, porceliano, stiklo ir kt.) apdirbimui. Plieno apdirbimui naudojami kietieji titano-volframo grupės lydiniai.
Keraminės medžiagos. Pastaruoju metu sovietų metalurgai sukūrė pigias medžiagas su aukštomis pjovimo savybėmis, kurios daugeliu atvejų pakeičia kietuosius lydinius. Tai yra keraminės medžiagos termokorundas), gaminamas plokščių pavidalu balta spalva, primenantys marmurą, kurie, kaip ir kietieji lydiniai, arba prilituojami prie pjaustytuvų laikiklių, arba prie jų pritvirtinami mechaniškai. Šiose plokštėse nėra tokių brangių ir menkų elementų kaip volframas, titanas ir kt. Tuo pačiu metu keraminės plokštės yra kietesnės nei kietieji lydiniai ir išlaiko kietumą kaitinant iki 1200°, todėl galima pjauti metalus su jais dideliu greičiu pjovimas.
Keraminių plokščių trūkumas yra jų nepakankamas klampumas. Pjaustytuvai su keraminiais įdėklais gali būti naudojami ketaus, bronzos, aliuminio lydinių ir švelniojo plieno apdailai arba pusiau apdailai.
6. Frezų galandimas ir apdaila
Gamyklose pjaustytuvų galandimas paprastai atliekamas centralizuotai šlifavimo staklės specialūs darbuotojai. Bet pats tekintojas turi mokėti galąsti ir apdailinti pjaustytuvus.
2 lentelė
Kai kurių rūšių kietojo lydinio savybės ir paskirtis

Greitaeigių pjaustytuvų galandimas ir apdaila atliekami laikantis šių taisyklių:
1. Šlifavimo diskas neturi atsitrenkti, jo paviršius turi būti lygus; jei apskritimo darbinis paviršius išsivystė, jį reikia pataisyti.
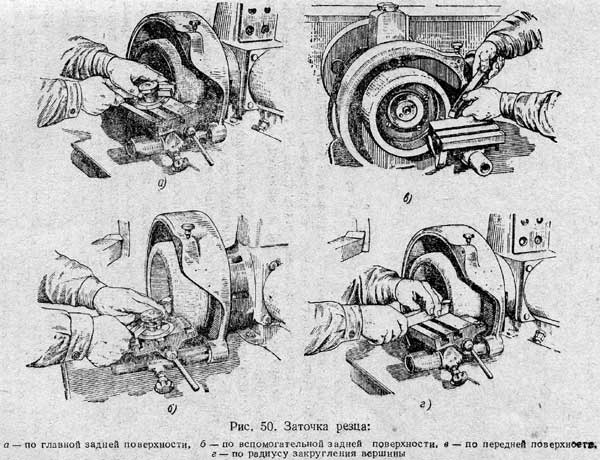
2. Galandimo metu reikia naudoti rankinį instrumentą, o ne laikyti pjaustytuvą ant svorio. Rankinis instrumentas turi būti montuojamas kuo arčiau šlifavimo disko, reikiamu kampu ir patikimai atramas pjaustytuvui (50 pav., a-d).
3. Galąstamą pjaustytuvą reikia judinti išilgai apskritimo darbinio paviršiaus, antraip jis susidėvės netolygiai.
4. Kad neperkaistumėte pjaustytuvo ir išvengtumėte joje įtrūkimų, stipriai nespauskite pjaustytuvo prie apskritimo.
5. Galandimas turi būti atliekamas nuolat ir gausiai aušinant pjaustytuvą vandeniu. Draudžiama aušinti lašeliniu būdu, taip pat periodiškai panardinti labai įkaitintą pjaustytuvą į vandenį. Jei nuolatinis aušinimas neįmanomas, geriau pereiti prie sauso galandimo.
6. Greitaeigio plieno pjaustytuvų galandimas turi būti atliekamas naudojant vidutinio kietumo ir 25-16 grūdelių dydžio elektrokorundinius ratus.
Galandimo pjaustytuvų tvarka nustatoma taip. Pirmiausia paaštrintas pagrindinis užpakalinis paviršius (50 pav., a). Tada pagalbinis galinis paviršius (50 pav., b), tada priekinis paviršius (50 pav., c) ir galiausiai viršaus spindulys (50 pav., d).
7. Griežtai draudžiama galąsti pjaustytuvus mašinose su nuimtu apsauginiu gaubtu.
8. Galandindami būtinai dėvėkite apsauginius akinius.
Pagalandus frezą ant jo pjovimo briaunų lieka mažų įpjovų, įdubimų ir rizikos. Jie pašalinami apdailinant specialiomis apdailos staklėmis. Apdaila taip pat atliekama rankiniu būdu, naudojant smulkiagrūdį šlifavimo akmenį, sudrėkintą mineraline alyva. Pirma, lengvais akmuo judesiais sureguliuojami galiniai paviršiai, o tada priekis ir viršaus spindulys.
Frezų su karbido įdėklais galandimas ir apdaila. Pjaustytuvų galandimas su kietųjų lydinių plokštėmis atliekamas šlifavimo staklėmis su žalio silicio karbido apskritimais. Galandimas atliekamas tiek rankiniu būdu (50 pav., a-d), tiek fiksuojant smilkinius įrankių laikikliuose. Šių pjaustytuvų galandimo tvarka yra tokia pati kaip ir greitapjovio plieno pjaustytuvų, ty iš pradžių pjaustytuvas pagaląstamas palei pagrindinę nugarėlę (50 pav., a), po to išilgai pagalbinių galinių paviršių (50 pav., b). ), tada išilgai priekinio paviršiaus (50 pav., c) ir galiausiai suapvalinkite smilkinio viršų (50 pav., d).
Preliminarus galandimas atliekamas žaliais silicio karbido ratais, kurių grūdėtumas 50-40, o galutinis galandimas 25-16.
Pjaustyklė neturi būti stipriai prispausta prie apskritimo darbinio paviršiaus, kad būtų išvengta kietojo lydinio plokštės perkaitimo ir įtrūkimų. Be to, jis turi būti nuolat judinamas apskritimo atžvilgiu; tai būtina vienodam apskritimo nusidėvėjimui.
Galandimas gali būti atliekamas tiek sausai, tiek gausiai aušinant pjaustytuvą vandeniu.
Pagalandus karbido pjaustytuvą, būtinai reikia užbaigti jo paviršių. Apdaila atliekama rankiniu būdu arba apdailos mašina. Rankinė apdaila atliekama naudojant ketaus arba vario juostą, kurios darbinis paviršius įtrinamas specialia pasta arba ant paviršiaus lygiu sluoksniu užtepami boro karbido milteliai, sumaišyti su mašinine alyva arba žibalu. Apdaila atliekama 2-4 mm pločio nuo pjovimo krašto.
Produktyvesnė apdaila specialia apdailos mašina, naudojant ketaus diską, kurio skersmuo 250-300 mm, besisukantis 1,5-2 m / s greičiu; ant šio disko paviršiaus užtepama boro karbido pasta arba milteliai, sumaišyti su mašinine alyva arba žibalu.
7. Skiedrų susidarymas
Drožlių rūšys. Atskilusi drožlė, veikiama pjaustytuvo spaudimo, labai pakeičia savo formą arba, kaip sakoma, deformuojasi: sutrumpėja ilgis ir padidėja storis. Šį reiškinį pirmasis atrado prof. I. A. Laikas ir įvardytas drožlių susitraukimas.
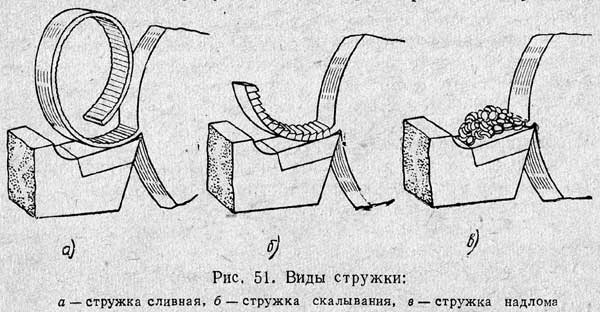
Skiedros išvaizda priklauso nuo mechaninių metalo savybių ir pjovimo sąlygų. Jei apdorojami klampūs metalai (švinas, alavas, varis, švelnus plienas, aliuminis ir kt.), tai atskiri drožlių elementai, tvirtai sukibę vienas su kitu, sudaro ištisinę drožlę, kuri susisuka į juostą (51 pav., a). ). Tokia sruoga vadinama nusausinti. Apdorojant mažiau klampius metalus, pavyzdžiui, kietąjį plieną, iš atskirų elementų (51 pav., b) susidaro drožlės, silpnai sujungtos tarpusavyje. Tokia sruoga vadinama skaldos traškučiai.
Jei apdirbamas metalas yra trapus, pvz., ketaus ar bronzos, tai atskiri drožlių elementai lūžta ir atsiskiria nuo ruošinio ir vienas nuo kito (51 pav., c). Toks lustas, susidedantis iš atskirų svarstyklių netaisyklingos formos, vadinamas skaldytų drožlių.
Nagrinėjamos drožlių rūšys nelieka pastovios, jos gali keistis keičiantis pjovimo sąlygoms. Kuo minkštesnis apdorojamas metalas ir mažesnis drožlių storis bei pjovimo kampas, tuo drožlės forma labiau artėja prie kanalizacijos. Tas pats bus stebimas padidinus pjovimo greitį ir aušinant. Sumažėjus pjovimo greičiui, vietoj drenažo drožlių gaunamos drožlės.
Išauga. Jei pažvelgsite į priekinį pjaustytuvo paviršių, kuris buvo naudojamas pjovimui, tada pjovimo briaunoje kartais galite rasti nedidelį metalo gabalėlį, privirintą prie pjaustytuvo esant aukštai temperatūrai ir slėgiui. Tai yra vadinamasis atauga(52 pav.). Jis atsiranda tam tikromis kaliųjų metalų pjovimo sąlygomis, bet nepastebimas apdorojant trapius metalus. Susikaupimo kietumas yra 2,5-3 kartus didesnis už apdorojamo metalo kietumą; dėl to pats augimas turi galimybę nupjauti metalą, iš kurio jis buvo suformuotas.

Teigiamas sankaupos vaidmuo yra tai, kad jis dengia pjovimo ašmenis, apsaugodamas jį nuo nusidėvėjimo dėl besileidžiančių drožlių ir šilumos poveikio, o tai šiek tiek padidina pjaustytuvo patvarumą. Nuosėdų buvimas yra naudingas lupimo metu, nes pjovimo diskas mažiau įkaista ir sumažėja jo susidėvėjimas. Tačiau, susidarius sankaupoms, apdirbto paviršiaus tikslumas ir švarumas blogėja, nes susikaupimas iškreipia ašmenų formą. Todėl sankaupų susidarymas nepalankus apdailos darbams.
8. Pjovimo režimo elementų samprata
Kad apdirbimas būtų atliktas kiekvienu atskiru atveju efektyviau, tekintojas turi žinoti pagrindinius pjovimo režimo elementus; šie elementai yra pjovimo gylis, padavimas ir pjovimo greitis.
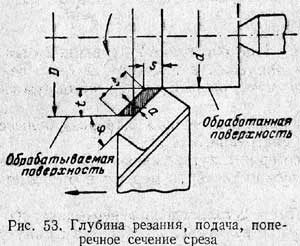
Pjovimo gylis vadinamas atstumas tarp apdirbtų ir apdirbtų paviršių, matuojamas statmenai pastarajam. Pjovimo gylis nurodomas raide t ir matuojamas milimetrais (53 pav.).
Sukant ruošinį tekinimo staklėmis, apdirbimo pašalpa nupjaunama vienu ar keliais važiavimais.
Norint nustatyti pjovimo gylį t, būtina išmatuoti ruošinio skersmenį prieš ir po pjoviklio pravažiavimo, pusė skersmenų skirtumo duos pjovimo gylį, kitaip tariant, ![]()
čia D yra detalės skersmuo mm prieš pravažiuojant frezą; d – detalės skersmuo mm, pravažiavus frezą. Frezos judėjimas vienu ruošinio apsisukimu (53 pav.) vadinamas padavimas. Pastūma žymima raide s ir matuojama milimetrais vienam detalės apsisukimui; dėl trumpumo įprasta rašyti mm / rev. Priklausomai nuo krypties, kuria pjaustytuvas juda rėmo kreiptuvų atžvilgiu, yra:
bet) išilginis padavimas- išilgai lovos kreiptuvų;
b) kryžminis pašaras- statmenai lovos kreiptuvams;
in) įstrižas pašaras- kampu į lovos kreipiklius (pavyzdžiui, sukant kūginį paviršių).
Pjūvio plotasžymimas raide f (eff) ir apibrėžiamas kaip pjovimo gylio sandauga (žr. 53 pav.):
Be pjovimo gylio ir padavimo, jie taip pat išskiria pjaunamo sluoksnio plotį ir storį (53 pav.).
Pjovimo sluoksnio plotis, arba drožlių plotis, - atstumas tarp apdirbtų ir apdirbtų paviršių, matuojamas išilgai pjovimo paviršiaus. Jis matuojamas milimetrais ir žymimas raide b (be).
Pjovimo storis, arba drožlių storis, yra atstumas tarp dviejų vienas po kito einančių pjovimo briaunos padėčių per vieną detalės apsisukimą, matuojamas statmenai drožlės pločiui. Skiedros storis matuojamas milimetrais ir žymimas raide a.
Esant vienodai pastūmai ir pjovimo gyliui, mažėjant pagrindiniam kampui φ, mažėja drožlės storis, didėja jos plotis. Tai pagerina šilumos išsklaidymą iš pjovimo briaunos ir padidina įrankio tarnavimo laiką, o tai savo ruožtu leidžia žymiai padidinti pjovimo greitį ir apdoroti daugiau dalių per laiko vienetą. Tačiau pagrindinio kampo sumažėjimas plane φ padidina radialinę (atstūmimo) jėgą, kuri, apdorojant nepakankamai standžias dalis, gali sukelti jų sulinkimą, tikslumo praradimą, taip pat stiprias vibracijas. Savo ruožtu dėl vibracijos pablogėja apdirbamo paviršiaus grynumas ir dažnai nulūžta pjaustytuvo pjovimo briauna.
Pjovimo greitis. Apdirbant tekinimo staklėmis, taškas A, esantis ant D skersmens apskritimo (54 pav.), per vieną detalės apsisukimą eina keliu, lygiu šio apskritimo ilgiui.

Bet kurio apskritimo ilgis yra maždaug 3,14 karto didesnis už jo skersmenį, todėl jis lygus 3,14 D.
Skaičius 3,14, rodantis, kiek kartų apskritimo ilgis didesnis už jo skersmenį, paprastai žymimas graikiška raide π (pi).
Taškas A per vieną apsisukimą padarys kelią lygų πD. Detalės skersmuo D, taip pat perimetras πD matuojamas milimetrais.
Tarkime, kad ruošinys padarys keletą apsisukimų per minutę. Pažymėkime jų skaičių raide n apsisukimų per minutę arba sutrumpintai kaip rpm. Taškas A šiuo atveju bus lygus apskritimo ir apsisukimų skaičiaus sandaugai, ty πDn milimetrai per minutę arba sutrumpintai mm / min. apskritimo greitis.
būdas, įveikiamas taškas vadinamas paviršius, kurį reikia apdirbti, kai per vieną minutę sukasi frezos pjovimo briaunos atžvilgiu pjovimo greitis.
Kadangi detalės skersmuo paprastai išreiškiamas milimetrais, norėdami rasti pjovimo greitį metrais per minutę, padalykite πDn iš 1000. Tai galima parašyti tokia formule:
čia v yra pjovimo greitis m/min;
D – ruošinio skersmuo mm;
n yra apsisukimų skaičius per minutę.
3 pavyzdys Apdoroto ritinėlio skersmuo D = 100 = 150 aps./min. Nustatykite pjovimo greitį.
Sprendimas: Suklio apsisukimų skaičius. Sukant žinomo skersmens detalę, norint gauti reikiamą pjovimo greitį, gali tekti tekininkui sureguliuoti mašiną iki tokio suklio apsisukimų skaičiaus. Tam naudojama ši formulė: ![]() čia D yra ruošinio skersmuo mm;
čia D yra ruošinio skersmuo mm;
4 pavyzdys Kokį apsisukimų skaičių per minutę turėtų turėti D \u003d 50 mm skersmens volas, kai pjovimo greitis yra v \u003d 25 m / min?
Sprendimas:
9. Pagrindinė informacija apie frezą veikiančias jėgas ir pjovimo galią
Jėgos, veikiančios pjaustytuvą. Išimdamas drožles nuo ruošinio, pjaustytuvas turi įveikti metalo dalelių sukibimo jėgą viena su kita. Kai pjaustytuvo pjovimo briauna įsirėžia į apdorojamą medžiagą ir atskiriama drožlė, pjaustytuvas patiria atskiriamo metalo spaudimą (55 pav.).

Iš viršaus į apačią jėga P z spaudžia frezą, kuri linkusi spausti pjaustytuvą žemyn ir sulenkti dalį aukštyn. Ši jėga vadinama pjovimo jėga.
Horizontalioje plokštumoje priešinga pastūmos judėjimui kryptimi pjaustytuvas spaudžiamas jėga P x, vadinama ašinė jėga, arba maitinimo jėga. Ši jėga išilginio posūkio metu linkusi spausti pjoviklį link galinės dalies.
Horizontalioje plokštumoje, statmenoje pastūmos krypčiai, frezą spaudžia jėga P y, kuri vadinama radialine jėga. Ši jėga linkusi nustumti pjaustytuvą nuo ruošinio ir sulenkti jį horizontalia kryptimi.
Visos išvardytos jėgos matuojamos kilogramais.
Didžiausia iš trijų jėgų yra vertikalioji pjovimo jėga: ji yra maždaug 4 kartus didesnė už pastūmos jėgą ir 2,5 karto už radialinę jėgą. Pjovimo jėga apkrauna galvutės mechanizmo dalis; taip pat apkrauna frezą, detalę, dažnai jose sukelia didelius įtempimus.
Eksperimentais nustatyta, kad pjovimo jėga priklauso nuo apdirbamos medžiagos savybių, išimamos drožlės pjūvio dydžio ir formos, frezos formos, pjovimo greičio ir aušinimo.
Pasipriešinimo apibūdinimui įvairios medžiagos pjovimas įtvirtino pjovimo koeficiento sampratą. Pjovimo koeficientas K yra pjovimo slėgis kilogramais kvadratiniam nupjautos sekcijos milimetrui, išmatuotas tam tikromis pjovimo sąlygomis:
Pjovimo gylis t......................5 mm
Padavimas s......................1 mm/aps
Grėblio kampas γ................................15°
Įvedimo kampas φ.......45°
Pjovimo briauna - tiesi, horizontali
Pjovimo antgalis suapvalintas spinduliu r = 1 mm
Darbai atliekami be aušinimo
Lentelėje. 3 parodytos vidutinės kai kurių metalų pjovimo koeficiento vertės.
3 lentelė
Vidutinės pjovimo koeficiento K reikšmės sukant
Jei žinomas pjovimo koeficientas K, tada padauginę jį iš pjūvio f skerspjūvio ploto mm 2, pagal formulę galite rasti apytikslę pjovimo jėgos vertę
P z \u003d Kf kg. (8)
5 pavyzdys Ant tekinimo staklių sukamas velenas, pagamintas iš mašininio plieno, kurio σ b = 60 kg / mm 2. Nustatykite pjovimo jėgą, jei pjovimo gylis t = 5 mm, o pastūma s = 0,5 mm/aps.
Sprendimas. Pagal (8) formulę pjovimo jėga P z \u003d Kf kg. (8) Mes nustatome f reikšmę: f \u003d ts \u003d 5x0,5 \u003d 2,5 mm 2. Pagal lentelę 3 randame mašininio plieno, kurio σ b \u003d 60 kg / mm 2, K vertę: K \u003d 160 kg / mm 2. Todėl z = Kf = 160x2,5 = 400 kg. pjovimo galia. Žinodami pjovimo jėgą ir pjovimo greitį, galite sužinoti, kiek galios reikia tam tikros sekcijos drožlėms pjaustyti.
Pjovimo galia nustatoma pagal formulę ![]() (9) kur N res – pjovimo galia, AG;
(9) kur N res – pjovimo galia, AG;
P z - pjovimo jėga kg;
v - pjovimo greitis m/min.
Staklių elektros variklio galia turėtų būti šiek tiek didesnė už pjovimo galią, nes dalis elektros variklio galios sunaudojama trintį mechanizmuose, kurie perduoda judėjimą iš elektros variklio į mašinos veleną, įveikti.
6 pavyzdys Nustatykite pjovimo galią velenui pasukti, kaip nurodyta ankstesniame pavyzdyje, jei apdorojimas atliekamas pjovimo greičiu, υ = 60 m/min. Sprendimas. Pagal (9) formulę pjovimo galia
Pjovimo galia dažniausiai išreiškiama ne arklio galiomis, o kilovatais (kW). Kilovatas yra 1,36 arklio galios, todėl norint išreikšti galią kilovatais, arklio galias reikia padalyti iš 1,36:
ir atvirkščiai,
10. Pjovimo šiluma ir įrankio tarnavimo laikas
Didėjant pjovimo jėgai, didėja trinties jėga, dėl to didėja pjovimo proceso metu išsiskiriančios šilumos kiekis. Didėjant pjovimo greičiui, pjovimo karštis dar labiau padidėja, nes tai pagreitina visą drožlių susidarymo procesą.
Susidaranti pjovimo šiluma ją nepakankamai pašalinant suminkština frezą, dėl to intensyviau dėvisi jo pjovimo dalis. Dėl to reikia pakeisti pjaustytuvą arba pagaląsti ir vėl sumontuoti.
Nepertraukiamo frezos darbo laikas prieš atbunkinimą vadinamas įrankio tarnavimo laiku (matuojamas minutėmis). Dažnas pjoviklio keitimas (trumpas įrankio tarnavimo laikas) sukelia papildomų išlaidų frezos galandimui ir montavimui, taip pat susidėvėjusių pjaustytuvų papildymui.
Todėl įrankio tarnavimo laikas yra svarbus veiksnys renkantis pjovimo sąlygas, ypač renkantis pjovimo greitį.
Pjovimo ilgaamžiškumas pirmiausia priklauso nuo medžiagos, iš kurios jis pagamintas, savybių. Pats atspariausias bus pjaustytuvas, pagamintas iš medžiagos, kuri leidžia pasiekti aukščiausią šildymo temperatūrą, neprarandant didesnio kietumo. Didžiausią atsparumą turi pjaustytuvai su kietojo lydinio plokštėmis, mineralinėmis-keraminėmis plokštėmis; žymiai mažesnis atsparumas - frezos pagamintos iš greitapjovio plieno, mažiausios - frezos iš anglinio įrankių plieno.
Pjaustytuvo atsparumas priklauso ir nuo apdirbamos medžiagos savybių, pjūvio pjūvio, frezos galandimo kampų, pjovimo greičio. Padidinus apdirbamos medžiagos kietumą, sutrumpėja įrankio tarnavimo laikas.
Pakeitus galandimo kampus ir priekinio paviršiaus formą, galima pasiekti ženkliai padidėjusį pjaustytuvų ilgaamžiškumą ir jų veikimą.
Pjovimo greitis ypač stipriai veikia įrankio tarnavimo laiką. Kartais net menkiausias greičio padidėjimas lemia greitą pjaustytuvo atbunkimą. Pavyzdžiui, jei apdirbant plieną greitaeigiu pjaustytuvu, pjovimo greitis padidinamas tik 10%, t.y. 1,1 karto, pjaustytuvas nuobodu du kartus greičiau ir atvirkščiai.
Padidėjus pjovimo skerspjūvio plotui, įrankio tarnavimo laikas mažėja, bet ne tiek, kiek padidėjus pjovimo greičiui.
Įrankio tarnavimo laikas taip pat priklauso nuo įrankio dydžio, pjaunamos dalies formos ir aušinimo. Kuo pjaustytuvas masyvesnis, tuo geriau jis pašalina šilumą nuo pjovimo briaunos, taigi, tuo patvaresnis.
Eksperimentai rodo, kad naudojant tą pačią pjovimo dalį, didelis pjovimo gylis ir mažesnė pastūma užtikrina ilgesnį įrankio tarnavimo laiką nei mažesnis pjovimo gylis su atitinkamai didesne pastūma. Tai paaiškinama tuo, kad esant didesniam pjovimo gyliui, drožlės liečiasi su didesniu pjovimo briaunos ilgiu, todėl pjovimo karštis geriau pašalinamas. Štai kodėl su ta pačia pjūvio dalimi pelningiau dirbti su didesniu gyliu nei su didesne pastūma.
Pjovimo patvarumas žymiai padidėja, kai jis atvėsinamas.
Aušinimo skysčio turi būti tiekiama gausiai (emulsija 10-12 l/min., aliejus ir sulfofrezolis 3-4 l/min.); nedidelis skysčio kiekis ne tik neduoda naudos, bet netgi sugadina pjaustytuvą, todėl ant jo paviršiaus atsiranda nedideli įtrūkimai, dėl kurių atsiranda drožlių.
11. Pjovimo greičio pasirinkimas
Darbo našumas priklauso nuo pjovimo greičio pasirinkimo: kuo didesnis pjovimo greitis, tuo mažiau laiko išleista perdirbimui. Tačiau, didėjant pjovimo greičiui, įrankio tarnavimo laikas mažėja, todėl pjovimo greičio pasirinkimą įtakoja įrankio tarnavimo laikas ir visi veiksniai, turintys įtakos įrankio tarnavimo laikui. Iš jų svarbiausios yra apdirbamos medžiagos savybės, frezos medžiagos kokybė, pjovimo gylis, pastūma, frezos matmenys ir galandimo kampai bei aušinimas.
1. Kuo ilgesnis įrankio tarnavimo laikas, tuo mažesnis pjovimo greitis turi būti parinktas ir atvirkščiai.
2. Kuo kietesnė apdirbama medžiaga, tuo trumpesnis įrankio tarnavimo laikas, todėl norint užtikrinti reikiamą atsparumą apdirbant kietas medžiagas, reikia sumažinti pjovimo greitį. Apdirbant lietus ir kaltinius ruošinius, kurių paviršiuje yra kieta pluta, kevalai ar apnašos, reikia sumažinti pjovimo greitį, palyginti su tuo, kuris įmanomas apdirbant medžiagas be plutos.
3. Pjaunamosios medžiagos savybės lemia jo ilgaamžiškumą, todėl nuo šių savybių priklauso ir pjovimo greičio pasirinkimas. Esant kitoms sąlygoms, greitaeigiai plieno pjaustytuvai leidžia žymiai didesnį pjovimo greitį nei anglinio plieno pjaustytuvai; Dar didesnis pjovimo greitis leidžia pjaustytuvams su kietaisiais lydiniais.
4. Siekiant padidinti frezos atsparumą apdirbant klampius metalus, pravartu naudoti pjaustytuvų aušinimą. Tokiu atveju, naudojant tą patį įrankio tarnavimo laiką, pjovimo greitį galima padidinti 15-25%, palyginti su apdirbimu be aušinimo.
5. Leidžiamam pjovimo greičiui įtakos turi ir frezos matmenys bei jos galandimo kampai: kuo masyvesnė pjaustyklė, ypač jos galva, tuo geriau pašalina pjovimo metu susidarančią šilumą. Neteisingai parinkti pjovimo kampai, kurie neatitinka apdirbamos medžiagos, padidina pjovimo jėgą ir prisideda prie greitesnio pjaustytuvo susidėvėjimo.
6. Didėjant pjovimo pjūviui, įrankio tarnavimo laikas mažėja, todėl esant didesnei sekcijai, reikia pasirinkti mažesnį pjovimo greitį nei esant mažesnei atkarpai.
Kadangi apdailos metu pašalinamos smulkios drožlės, pjovimo greitis apdailinant gali būti daug didesnis nei grubinant.
Kadangi pjovimo sekcijos padidėjimas turi mažesnę įtaką įrankio eksploatavimo trukmei nei pjovimo greičio padidėjimas, dėl šiek tiek sumažėjusio pjovimo greičio pravartu padidinti pjūvio pjūvį. Šiuo principu pagrįstas Kuibyševo staklių gamyklos novatoriaus tekintojo V. Kolesovo apdirbimo būdas. Dirbdamas 150 m/min pjovimo greičiu, T. Kolesovas apdailina plienines detales, kurių pastūma yra iki 3 mm/aps., o ne 0,3 mm/aps., ir tai lemia staklių darbo laiką 8-10 kartų.
Kyla klausimas: kodėl pažangūs tekintotojai dažnai padidina darbo našumą didindami pjovimo greitį? Ar tai neprieštarauja pagrindiniams pjovimo dėsniams? Ne, tai neprieštarauja. Pjovimo greitį jie padidina tik tais atvejais, kai iki galo išnaudojamos galimybės padidinti pjūvio atkarpą.
Atliekant pusapdailą arba apdailą, kai pjovimo gylį riboja nedidelis apdirbimo rezervas, o pastūmą riboja didelio apdirbimo grynumo reikalavimai, padidinus pjovimo greitį galima padidinti pjovimo režimą. . Tai daro pažangūs tekintotojai, dirbdami pusdailėje ir apdailoje. Jei yra galimybė dirbti su dideli skyriai pjūvis (su didelėmis prielaidomis), tada pirmiausia reikia pasirinkti kuo didesnį pjovimo gylį, tada didžiausią technologiškai leistiną pastūmą ir galiausiai atitinkamą pjovimo greitį.
Tais atvejais, kai apdirbimo pašalpa yra maža ir nėra specialių reikalavimų paviršiaus apdailai, pjovimo režimą reikia padidinti naudojant didžiausią įmanomą pastūmą.
12. Apdoroto paviršiaus švara
Apdirbant pjaustytuvu, apdirbtame detalės paviršiuje visada lieka nelygumų įdubimų ir šukučių pavidalu, net ir kruopščiausiai apdirbant. Šiurkštumo aukštis priklauso nuo apdorojimo būdo.
Praktika nusistovėjo, kad kuo švaresnis detalės paviršius apdorojamas, tuo mažiau ji dėvisi, rūdija, detalė tvirtesnė.
Kruopšti paviršiaus apdaila apdirbant detalę visada yra brangesnė nei grubus paviršiaus apdaila. Todėl apdirbamo paviršiaus švarumas turėtų būti priskirtas atsižvelgiant į detalės eksploatavimo sąlygas.
Paviršiaus švarumo žymėjimas brėžiniuose. Pagal GOST 2789-59 yra numatyta 14 paviršiaus švarumo klasių. Visoms grynumo klasėms žymėti nustatomas vienas ženklas - lygiakraštis trikampis, šalia kurio nurodomas klasės numeris (pavyzdžiui, 7; 8; 14). Švariausi paviršiai vertinami 14, o grubiausi paviršiai – 1.
Paviršiaus šiurkštumą pagal GOST 2789-59 lemia vienas iš dviejų parametrų: a) profilio aritmetinis nuokrypis R a ir b) nelygumų aukštis R z .
Šiurkštumui išmatuoti ir apdorotam paviršiui priskirti tam tikrą klasę, specialus matavimo prietaisai remiantis paviršiaus profilio apčiuopimo plona deimantine adata metodu. Tokie prietaisai vadinami profilometrais ir profilografais.
Šiurkštumui nustatyti ir apdoroto paviršiaus priskyrimui vienai ar kitai švarumo klasei dirbtuvių sąlygomis naudojami išbandyti įvairių švarumo klasių pavyzdžiai - vadinamieji grynumo standartai, su kuriais lyginamas apdirbtas detalės paviršius.
Veiksniai, turintys įtakos paviršiaus apdailai. Praktika nustatyta, kad apdirbamo paviršiaus grynumas priklauso nuo daugelio priežasčių: apdirbamos medžiagos, frezos medžiagos, galandimo kampų ir pjaustytuvo pjovimo briaunų būklės, pastūmos ir pjovimo greičio. , skysčio tepimo ir aušinimo savybės, sistemos mašinos – pjaustytuvo – dalies standumas ir kt.
ypač svarbą gauti paviršių Aukštos kokybės sukant turi pjovimo greitį, pastūmą, švino kampus ir įrankio antgalio kreivio spindulį. Kuo mažesnis pastūmos ir įėjimo kampas bei didesnis kampo spindulys, tuo švaresnis apdirbamas paviršius. Pjovimo greitis labai paveikia paviršiaus apdailą. Sukant plieną didesniu nei 100 m/min pjovimo greičiu, apdirbamas paviršius yra švaresnis nei 25-30 m/min greičiu.
Norint gauti švaresnį apdirbtą paviršių, reikia atkreipti dėmesį į kruopštų pjovimo briaunų galandimą ir apdailą.
testo klausimai 1. Kokios formos drožlė susidaro apdirbant klampius metalus? Apdorojant trapius metalus?
2. Įvardykite pagrindinius smilkinio galvutės elementus.
3. Parodykite priekinį ir galinį smilkinio paviršius; priekiniai ir galiniai kampai; galandimo kampas.
4. Kokia yra priekinio ir galinio smilkinio kampų paskirtis?
5. Rodyti švino kampus ir švino kampą.
6. Iš kokių medžiagų gaminami pjaustytuvai?
7. Kokių rūšių kietieji lydiniai naudojami plieno apdirbimui? Apdorojant ketų?
8. Išvardykite pjovimo režimo elementus.
9. Kokios jėgos veikia pjaustytuvą?
10. Kokie veiksniai ir kaip jie įtakoja pjovimo jėgos dydį?
11. Kas lemia pjaustytuvo patvarumą?
12. Kokie veiksniai įtakoja pjovimo greičio pasirinkimą?
Pagrindiniai procese naudojami pjovimo įrankiai yra pjaustytuvas, kurio geometriniai parametrai lemia jo technines galimybes, tikslumą ir apdirbimo efektyvumą. Bet kuris specialistas, nusprendęs atsiduoti sukantis verslą, kiek teisingas pasirinkimas pjovimo briaunos kampai padidina įrankio tarnavimo laiką ir padidina našumą.
Tekinimo įrankių parametrai
Bet koks tekinimo įrankis suformuokite laikiklį, reikalingą įrankiui pritvirtinti laikiklyje tekinimo staklės, ir darbinę galvutę, kuri užtikrina metalo pjovimą. Norint atsižvelgti į geometrinius tekinimo įrankio parametrus, kaip pavyzdį geriau paimti kiauryminį įrankį.
Ant tekinimo įrankio pjovimo dalies šio tipo yra trys paviršiai:
- priekis (ant jo apdirbant ruošinį, nukrenta metalo drožlės);
- galinis - pagrindinis ir pagalbinis (abi pasuktos priekine dalimi į ruošinį).
Įrankio briauna, vadinama pjovimo briauna (ir tiesiogiai susijusi su apdirbimu), susidaro susikirtus jo priekiniam ir pagrindiniam galiniam paviršiui. Tekinimo įrankio geometrijoje išskiriama ir pagalbinė pjovimo briauna. Jį atitinkamai sudaro priekinio paviršiaus susikirtimas su pagalbine nugara.
Taškas, kuriame susikerta pagrindinė ir antrinė pjovimo briaunos, vadinamas pjaustytuvo galu. Pastarasis, pjaunant metalą, patiria milžiniškas apkrovas, dėl kurių jis lūžta. Kad padidėtų pjaustytuvo galo atsparumas, galandimo metu jis nėra pagaląstas, o šiek tiek suapvalinamas. Tam reikia įvesti parametrą, pvz., viršūnės spindulį. Yra dar vienas būdas padidinti tekinimo įrankio galo atsparumą - formuoti pereinamą pjovimo briauną, kuri turi tiesią formą.
Svarbiausi tekinimo pjaustytuvų geometriniai parametrai yra jų kampai, kurie lemia tarpusavio susitarimasįrankių paviršiai. Kampo parametrai skiriasi priklausomai nuo tekinimo įrankio tipo ir daugelio kitų veiksnių:
- įrankių medžiaga;
- jo darbo sąlygos;
- apdorojamos medžiagos savybės.
Įrankių kampai sukimui
Norėdami teisingai nustatyti kampus tekinimo įrankis, juos tikslios vertės, jie nagrinėjami vadinamosiose pradinėse plokštumose.
- Pagrindinė plokštuma yra lygiagreti tekinimo įrankio pastūmos kryptimis (išilgine ir skersine) ir sutampa su jo atraminiu paviršiumi.
- Pjovimo plokštuma apima pagrindinę pjovimo briauną ir yra liestinė apdirbimo paviršiui. Ši plokštuma yra statmena pagrindinei.
- Pagrindinė pjovimo plokštuma kerta pagrindinę pjovimo briauną ir yra statmena projekcijai, kurią ši briauna yra ant pagrindinės plokštumos. Taip pat yra pagalbinė sekanto tipo plokštuma, kuri atitinkamai yra statmena projekcijai, kurią pagrindinėje plokštumoje nusodina pagalbinė pjovimo briauna.
Kaip minėta pirmiau, jie matuojami būtent šiose plokštumose, o tos, kurios matuojamos plokštumoje, vadinamoje pagrindiniu sekantu, yra nurodytos pagrindinėmis. Tai visų pirma pagrindiniai priekiniai, pagrindiniai galiniai kampai, taip pat galandimo ir pjovimo kampai.
Vienas iš svarbiausių yra pagrindinis tekinimo įrankio prošvaisos kampas, kuris sumažina trintį, atsirandančią, kai įrankio galinis paviršius sąveikauja su šiuo metu apdirbama dalimi (todėl sumažina įrankio įkaitimą ir pailgina jo tarnavimo laiką). ). Šį kampą sudaro pjovimo paviršius (pagrindinis galinis) ir pjovimo plokštuma. Renkantis šį kampą galandant įrankį, atsižvelgiama į apdirbimo tipą ir ruošinio medžiagą. Tokiu atveju turėtumėte žinoti, kad stipriai padidėjus prošvaisinio kampo dydžiui, greitai sugenda tekinimo įrankis.
Pjovimo įrankio stiprumą ir ilgaamžiškumą, apdirbimo metu atsirandančias jėgas lemia posvyrio kampo parametrai. Jis yra tarp priekinio tekinimo įrankio paviršiaus ir plokštumos, kurioje yra pagrindinė pjovimo briauna (ši plokštuma yra statmena pjovimo plokštumai). Galandant tekinimo įrankį, atsižvelgiama į keletą veiksnių, turinčių įtakos šio kampo vertei:
- ruošinio medžiaga ir pats įrankis;
- priekinio paviršiaus forma;
- sąlygos, kuriomis pjaustytuvas bus naudojamas.

Padidinus šlaito kampo vertę, viena vertus, pagerėja apdirbimo kokybė, kita vertus, sumažėja tekinimo įrankio stiprumas ir ilgaamžiškumas. Toks kampas, gautas dėl galandimo, gali turėti teigiamą ir neigiama prasmė.
Tekinimo pjaustytuvai su neigiamais kampais yra labai patvarūs, tačiau apdirbti tokiais įrankiais sunku. Paprastai galandimas grėblio kampu, kuris turi teigiamą reikšmę, naudojamas, kai ruošinys turi būti apdirbamas iš klampios medžiagos, taip pat kai įrankio medžiaga yra labai patvari.
Frezos su neigiamais kratymo kampais naudojamos apdirbant didelio kietumo ir stiprumo medžiagas, atliekant pertraukiamąjį pjovimą, kai įrankio medžiaga neturi pakankamai stiprio lenkimo ir blogai sugeria smūgines apkrovas.
Parametrai, apibūdinantys frezos geometriją tekinimo metu, taip pat yra pjovimo ir nukreipimo kampai. Pjovimo kampas, kurio reikšmė gali svyruoti 60–100 0 ribose, yra tarp įrankio paviršiaus, vadinamo priekiu, ir pjovimo plokštumos.
Šio kampo vertė tiesiogiai priklauso nuo apdorojamo metalo kietumo: kuo jis didesnis, tuo didesnė jo vertė. Kūgio kampas visiškai atitinka jo pavadinimą, jis matuojamas tarp pagrindinio priekinio ir pagrindinio galinio įrankio paviršių ir apibūdina jo viršaus galandimo laipsnį.
Plane apibūdinkite tekinimo įrankį ir kampus. Tai yra pagrindinė, matuojama tarp išilginio pastūmos krypties ir projekcijos, kurią pagrindinė pjovimo briauna yra pagrindinėje plokštumoje, ir pagalbinė, susidaranti pagalbinės pjovimo briaunos projekcija į pagrindinę plokštumą ir projekcijos kryptis. išilginis padavimas.
Galandant šie kampai pasirenkami ne savavališkai, o atsižvelgiant į tekinimo tipą ir „staklių-ruošinio“ sistemos standumą. Taigi daugumą metalų galima apdirbti įrankiais, kurių pagrindinis kampas plane lygus 45 0, tačiau ploni ir ilgi ruošiniai turėtų būti apdorojami pjaustytuvais, kuriuose šio kampo reikšmė yra 60– 90 0 . Tai būtina norint pašalinti dalies deformaciją ir drebėjimą.
Pagalbinis kampas priekyje tuo pačiu metu koreliuoja su apdirbimo pabaiga ir įrankio tarnavimo laiku. Jai mažėjant, didėja apdorojimo švara ir ilgėja įrankio tarnavimo laikas.
Be aukščiau aptartų, tekinimo įrankių geometrijoje išskiriami kampai.
Išilginis tekinimas vadinamas tekėjimu, kai pastūmos judėjimo kryptis yra lygiagreti ruošinio ašiai. Tekinimo staklėse pjovimo judesys - sukimasis - pritvirtinamas prie ruošinio, o padavimo judesys - transliacinis judesys - prie frezos. Apvaliose lazdelėse pjovimo įrankis sukasi, o padavimo judesys pritvirtinamas prie ruošinio. Tikrasis pjovimo kelias yra sraigtinė linija.
Atskirkite smulkų ir grubų tekinimą.
Smulkus tekinimas (2 pav., a) atliekamas pjaustytuvu su plokščiais darbiniais paviršiais ir tiesiomis pjovimo briaunomis - pagrindine ir pagalbine. Pjovimo briaunų padėtis, palyginti su ruošinio sukimosi ašimi, apibūdinama pagrindiniu kampu priekyje ir pagalbiniu kampu priekyje. Pagalbinio kampo reikšmė plane lemia kinematinių nelygumų gylį, todėl jis negali būti didesnis. Pagrindinę pjovimo briauną sudarančių paviršių padėtis apibūdinama prošvaisos kampu, galandimo kampu ir grėblio kampu.
Pagrindinė pjovimo briauna atlieka skersinį pjovimą, kuriam būdingas medienos pluoštų pasvirimo kampas.
Ryžiai. 2. Išilginio tekinimo apdaila (a) ir grublėta (b)
Pasvirimo kampas matuojamas tarp pluoštų krypties ir normalaus.
Grubus tekinimas (2 pav., b) atliekamas grioveliais pjaustytuvais su pusapvaliu pjovimo briauna. Skersinis pjūvis drožlės yra pjautuvo formos, drožlių storis ruošinio periferijoje yra didžiausias, o šalia detalės paviršiaus jis yra nereikšmingas net esant dideliam padėjimui į frezą. Tai leidžia pjauti iki 2 mm, o smulkiam tekėjimui - ne daugiau kaip 0,8 mm.
> Tekinimo staklių nustatymas
Montuojant tekinimo stakles būtina: pasirinkti frezą ir pritvirtinti įrankio laikiklyje (staklėms su mechaniniu padavimu); sumontuokite priekinę plokštę arba griebtuvą; pasirinkite ir pritvirtinkite rankų atramą (mašinoms su rankinis tiekimas) arba kopijavimo liniuotė (įrenginiams su mechaniniu padavimu); sumontuoti ir pritvirtinti ruošinį staklėje; išbandyti mašiną tuščiąja eiga; nustatyti suklio greitį ir pastūmą; apdoroti ir patikrinti bandinius.
Reikalingas frezas parenkamas atsižvelgiant į atliekamo darbo pobūdį. Pirminiam grublėtumui naudojama lupimo freza, galutinei – apdailos freza tiesia pjovimo briauna. Naudojant mechaninį padavimą, pjoviklis varžtais tvirtinamas įrankio laikiklyje. Perjungimo laikui sutrumpinti naudojamos specialios sukamosios galvutės, kuriose vienu metu sustiprinami keli įvairios paskirties smilkiniai.
At Rankinis darbas būtina patikrinti pjaustytuvo tvirtinimo prie medinės rankenos patikimumą. Nenaudokite sugedusio pjovimo įrankio.
Ruošinio tvirtinimo priemonės parenkamos atsižvelgiant į jo formą ir dydį. Ilgų ruošinių tvirtinimui (3 pav., a) naudojami priekiniai ir galiniai centrai. Priekinis centras 2 pagamintas iš trišakio pavadėlio su smailėjančiu kotu, su kuriuo jis įkišamas į kūginę veleno angą 1. Galinis centras 4 turi kūginę ir smailią dalį ir yra pritvirtintas plunksnoje. 5 galinės atramos 6. Siekiant sumažinti trintį ir padidinti ruošinio tvirtinimo patikimumą, galinis centras yra sumontuotas ant guolio, kuris užtikrina jo sukimąsi su ruošiniu 3.

Ryžiai. 3. Ruošinio tvirtinimas tekinimo staklėse: a - centruose, b - griebtuve, c - priekinėje plokštėje; 1 – velenas, 2 – priekinis centras, 3 – ruošinys, 4 – galinis centras, 5 – plunksna, 6 – uodega, 7 – griebtuvas, 8 – planas
Priklausomai nuo apdorojamo ruošinio ilgio, galinė atrama perkeliama išilgai lovos kreiptuvų ir fiksuojama iš anksto nustatytoje padėtyje. Ruošinys tvirtinamas stumiant plunksną iš galvutės, kol centrai bus įterpti į ruošinio galus ir saugiai laikys jį sukimosi metu. Norint pasukti kūgines dalis, galinio atramos korpusą reikia perstumti skersai reguliavimo varžtu ir pritvirtinti fiksatoriumi. Griebtuvai skirti trumpiems ruošiniams tvirtinti (3 pav., b). Chuck 7 turi sriegį, per kurį jis prisukamas ant veleno. Ruošinys tvirtinamas griebtuve, tvirtai įkišant jo galą į griebtuvo angą. Taip pat naudojami griebtuvai ir griebtuvai su slankiojančiais nasrais.
Trumpo ilgio ruošiniams prispausti ir didelio skersmens tarnauja kaip priekinės plokštės 8 (3 pav., c), prisukamos ant veleno. Ruošinys pritvirtinamas prie priekinės plokštės varžtais arba varžtais 9.
Rankinis instrumentas montuojamas ant rėmo taip, kad jo darbinis kraštas būtų centrų lygyje ir būtų šalia apdorojamo ruošinio generatoriaus, bet jo neliestų. Mažėjant skersmeniui ir apdorojant ilgus ruošinius, rankinis instrumentas nuosekliai perstatomas į naują padėtį išilgai lovos kreiptuvų. Apdorojant forminius gaminius galinėje lovos pusėje, ant laikiklių pritvirtinama kopijavimo liniuotė, kurios forma panaši į gatavos dalies formą. Įjungus padavimą, suportas juda lenktu keliu, o pjaustytuvas atkuria nurodytą detalės formą.
Suklio greitis parenkamas priklausomai nuo ruošinio skersmens ir jo stiprumo. Didesnio skersmens atveju turi būti nustatytas minimalus suklio greitis. Montuojant 400 mm skersmens priekinę plokštę, veleno sukimosi greitis neturi viršyti 800 aps./min. Sukimosi greitis sumažinamas pavarų perjungimo svirtimi arba keičiant kelių greičių elektros variklio sukimosi greitį. medienos pjovimo greitis minkštos uolos turėtų būti 10 ... 12 m / s, kietas - 0,5 ... 3 m / s.
Išilginė pastūma vienam suklio apsisukimui turi būti: grublėtam 1,6 ... 2 mm, apdailai - ne daugiau kaip 0,8 mm. Kuo didesni reikalavimai paviršiaus šiurkštumui, tuo mažesnis turėtų būti išilginis pastūma. Kryžminė pastūma vienam suklio apsisukimui neturi viršyti 1,2 mm. Prieš paleisdami mašiną įsitikinkite, kad patikimas tvirtinimas ruošinius ir įrengti tvorą.
Apdorojus detalę, pjaustytuvas pakeičiamas ir atliekamas smulkus tekinimas esant mažam pastūmai. Skiedros šiuo atveju turi būti kuo vientisesnės ir vienodo storio.
Apdorojimo metu detalės forma periodiškai kontroliuojama šablonu arba matuokliu. Naudojant kalibro ar matavimo priemonė su svarstyklėmis mašina išjungiama ir tik detalei visiškai sustojus matuojama.
Pabaigus reguliavimą, atliekamas bandomasis detalės apdirbimas ir jos matmenys kontroliuojami kalibru arba matavimo įrankiu su skale.
Taip pat rekomenduojame
 Perjungimo maitinimo šaltinis: remontas ir tobulinimas
Perjungimo maitinimo šaltinis: remontas ir tobulinimas
 Nuotolinis šviesos valdymas
Nuotolinis šviesos valdymas
 Plaukimo pamokos ikimokyklinio amžiaus vaikams
Plaukimo pamokos ikimokyklinio amžiaus vaikams
 Pastabos meistrui – namų buitinė signalizacija
Pastabos meistrui – namų buitinė signalizacija
 Atmega8 laikrodžio sraigtas
Atmega8 laikrodžio sraigtas
 Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės
Įrenginių ir relių taikymo pavyzdžiai, kaip teisingai pasirinkti ir prijungti relę Mikrovaldiklio ir relių paprastos perjungimo grandinės