Свердлильний верстат. Свердлильний верстат – про незамінне обладнання у всіх ракурсах
Виробництво та промислові технології
Верстат 2Н135 мал. Стіл 2 має подібні пази для кріплення лещат пристроїв або деталі. Рис. Коротка технічна характеристикаверстата 2Н135 Розміри робочої поверхні столу мм ширина х на довжину 450x500 Найбільший діаметр свердління сталі мм 35 Конус Морзе шпинделя №4 Найбільше вертикальне переміщення столу мм 300 Число ступенів частоти обертання шпинделя 12 Частота обертання 13; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Число ступенів подач шпинделя 9 Подачі шпинделя мм об 01; 014; 02;...
Влаштування вертикально-свердлувального верстата та його налаштування на обробку отворів
Мета роботи: ознайомитися з призначенням, пристроєм та кінематичною схемою вертикально-свердлувального верстата, обробкою отворів та застосовуваними ріжучими інструментами, налаштуванням та налагодженням верстата.
Обладнання та матеріали.Вертикально-свердлильний верстат, тиски машинні, заготівля зі сталі СтЗ розмірами 100 x 150 x 50 мм; свердла 015; 28 мм; зенкер 029, 75; розгортки 029, 95 та 30 Н7; зенківка 030 мм; перехідні втулки з конусом Морзе КМ4-3; 4-2; штангенциркуль; зразки шорсткості.
Вертикально-свердлувальні верстати призначені для отримання отворів у суцільному металі заготовок за допомогою свердлів та їх подальшої обробки за допомогоюзенкерів, розгорток, зенківок, цековок, мітчиків, різців,комбінованих інструментів в умовах індивідуального та дрібносерійного виробництва.
Верстат 2Н135 (рис.1) має такі основні вузли: плиту 1, колону 3, стіл 2, шпиндельну бабку 6. Ріжучий інструмент закріплюється у внутрішньому конусі (Морзе №4) шпинделя 4. Плита 1 є основою верстата, а внутрішня її порожнина резервуаром для охолодної рідини. Вертикальні напрямні колони 3 дозволяють переміщати шпиндельну бабку 6 і стіл 2 в положення, зручне для роботи. Для врівноваження шпиндельної бабки всередині колони підвішено вантаж. Стіл 2 має Т-подібні пази для кріплення лещат, пристроїв або деталі. На шпиндельній бабці були розміщені електродвигун і механізми приводу головного руху і подач, механізми включення обертання шпинделя, шпиндель і органи управління верстатом.
Рис.1. Вертикально-свердлильний верстат 2Н135
Для свердління отвору, обертаючи штурвал 5 "на себе", опускають шпиндель. Подача шпинделя включається автоматично, коли свердло впирається в поверхню, що обробляється. Глибина свердління налаштовується кулачком 12, нарізування різьблення кулачком 14. Кулачки встановлюють по лімбу 13. Підйом шпинделя здійснюють обертанням штурвала 5 "на себе". При цьому вимикається подача шпинделя.
Рукоятка 7 включає потрібну частоту обертання шпинделя. Рукояткою 11 включають потрібну подачу. Включення верстата в мережу здійснюють вимикачем 9, а подачу рідини, що охолоджує, - вимикачем 10. Кнопки управління 8 дозволяють включати або вимикати шпиндель.
Коротка технічна характеристика верстата
2Н135
- Розміри робочої поверхні столу,
мм (ширина х на довжину) 450 x 500
- Найбільший діаметр свердління
у сталі, мм 35
- Конус Морзе шпинделя№4
- Найбільше вертикальне переміщення
столу, мм 300
- Число ступенів частоти обертання шпинделя 12
- Частота обертання шпинделя, хв-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Число ступенів подач шпинделя 9
- Подачі шпинделя, мм/про 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- Потужність електродвигуна приводу головного руху, кВт 4. Кінематична схема верстата наведена на рис.2. Ланцюг
головного руху з'єднує електродвигун Ml зі шпинделем У1 через коробку швидкостей із блоками 25-30-35, 35-42, 50-15. Рівняння балансу кінематичного ланцюга приводу головного руху:

На верстаті можна налаштувати 12 різних частот обертання шпинделя в діапазоніп шп = 31,5-1400 об/хв,
Вертикальні подачі здійснюються за кожний оборот шпинделя та втулки від колеса z = 34. Цей ланцюг складається з постійних зубчастих передач 34/60 і 10/54, передач коробки подач з блоками 16-31-45 і 26-31-36, сполучної муфти М2, запобіжної муфти МОЗ, черв'ячної передачі 1/60 шестерні 2 = 13, яка переміщує рейку т = 3 мм та гільзу 4 шпинделя.
Рівняння балансу цього кінематичного ланцюга:

На верстаті можна налаштувати дев'ять різних подач у діапазоні s п = 0,1-1,6 мм/об.
Переміщення шпинделя вручну здійснюється обертанням штурвалу з подачею.
S = 122,46 мм/об.
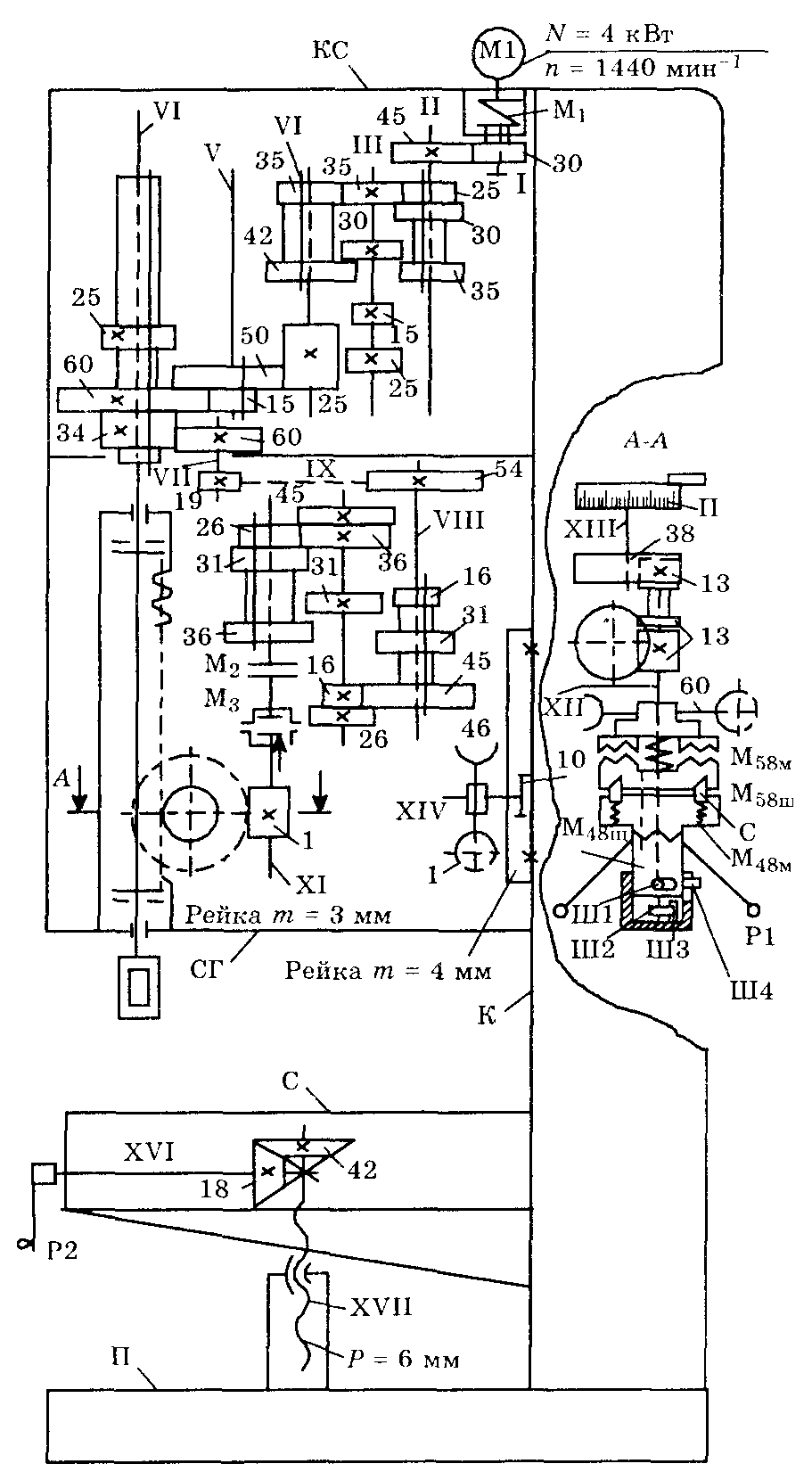
Рис.2. Кінематична схема вертикально-свердлувального верстата 2Н135
Формоутворення отворів на вертикально-свердлильних
верстатах
На вертикально-свердлильних верстатах для формоутворення отворів використовуються такі методи.
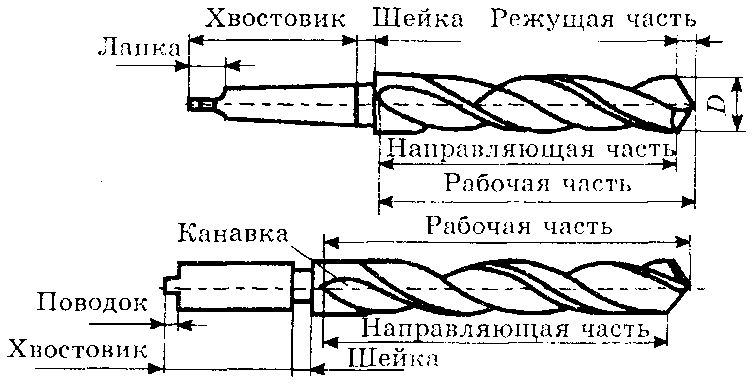
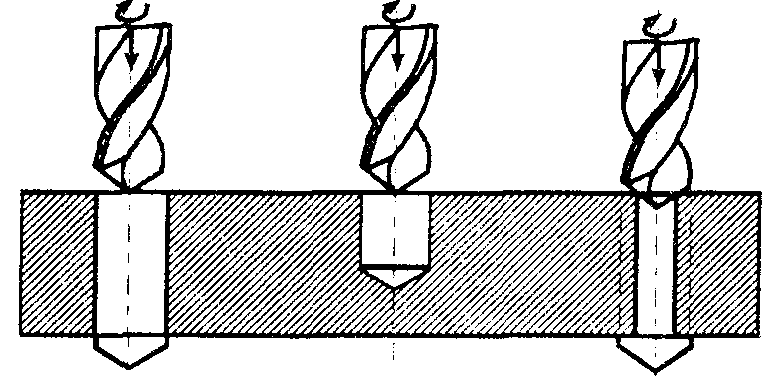
1. Свердління в суцільному металі та розсвердлювання спіральними, перовими та шнековими свердлами (рис.3,а Б В) Спіральні свердла використовуються для отримання отворів діаметром d = 0,3-85 мм та глибиною до 10 d , перові - діаметром d = 6...40, шнекові - діаметром d = 5...20 для отворів глибиною до 30 d. Свердлінням забезпечується 14-12 квалітет точності та шорсткість поверхні 12-25 мкм.Спіральне свердло (рис.4) є двозубим інструментом і складається з робочої частини, шийки, циліндричного або конічного хвостовика, лапки. Робоча частина складається з ріжучої з двома головними ріжучими кромками, поперечною ріжучою (перемичкою) та напрямної частини з двома
допоміжними кромками (стрічками) на гвинтовій поверхні зубів та канавками для виходу стружки. Перове свердло представляє одне або двоступінчасту лопатку і застосовується за важких умов роботи. Шнекове свердло має трикутний шліфований профіль стружкових канавок та плоске заточення передніх та задніх поверхонь.
2.Зенкерування отворів, отриманих у виливках, поковках або штампуваннях або раніше просвердлених за допомогою цільних та насадних зенкерів. Зенкер є 3-х або 4-х зубним інструментом, що забезпечує краще його центрування отвору і більшу жорсткість. Припуск на зенкерування становить 05-3 мм. При зенкеруванні забезпечується 11 квалитет точності та шорсткість поверхні Ra = 3,2-6,3 мкм.
3.Розгортання (рис.5) точних отворів за допомогою розгорток: ручних або машинних, циліндричних, конічних та ступінчастих; з прямими та гвинтовими канавками, право- та ліворізальних. Розгортка має 6-12 зубів,
високу жорсткість. Припуск на розгортання становить: при чорновому 0,15-0,5 мм; чистовому - 0,05-0,15 мм. Забезпечується 9-7 квалітет точності та шорсткість поверхонь, R a = 0,8-1,6 мкм та менше.
4.Зінкування і цекування - обробка конічних (рис.6,а, б) і торцевих (рис.6, в) поверхонь отворів та горців бобишок (рис.6,г).
5.Розточування за допомогою розточувальних різців, закріплених у кінцевих оправках.
6.Нарізання різьблення за допомогою машинних мітчиків, типи мітчиків наведені на рис.8.
 7. Метод пластичного деформування за допомогою розкочних роликів та калібруючих пристроїв
7. Метод пластичного деформування за допомогою розкочних роликів та калібруючих пристроїв
Рис.3. Свердління та розсвердлювання отворівРис. 4. Спіральне свердло

Рис.5. Розсвердлювання отворів розгортками

Рис.6. Схеми обробки отворів


Рис.7. Схема розточування отворів різцем (а) та плаваючим блоком (б)
Рис.8. Типи мітчиків: а - ручні (№1 - чорновий, №2 - середній, №3 - чистовий), б - машинно-ручні,в - машинні, г - конічні
8. Обробка комбінованими інструментами: свердло-зенкер, свердло-зенковка, свердло-мітчик, свердло-розгортка та ін.
Налаштування верстата на обробку отвору 03ОН7
Формоутворення отвору, 03ОН7 (7 квалітету точності) з шорсткістю поверхонь R a = 1,6 мкм у суцільному металі рекомендується вести у послідовності:
- свердління отвору спіральним свердлом 015 мм;
- розсвердлювання отвору свердлом 028 мм;
- зенкерування отвори зенкером 029,75 мм;
- розгортання чорнове розгорнення 029,95 мм;
- розгортання чистове розгорткою 03ОН7.
Умови обробки отвору 03ОН7 наведено у табл.1.
Таблиця 1
Умови обробки

А також інші роботи, які можуть Вас зацікавити |
|||
| 79178. | Техніка та технознавство у контексті сучасної глобалістики. Техніка як комунікативна стратегія сучасності | 28 KB | |
| Техніка та технознавство у контексті сучасної глобалістики. Техніка як комунікативна стратегія сьогодення. Широкий сенспоняття техніки: штучний або організований прийом, що посилює поліпшує або полегшує дію техніка письма техніка плавання техніка питань і т.д. всім їх різноманітті; в аспекті... | |||
| 79180. | Етичний аспект розвитку техніки та технознавства. Моральний вимір наукової діяльності та технічного проектування, проблема свободи та відповідальності | 15.99 KB | |
| Етичний аспект розвитку техніки та технознавства. Водночас прогрес науки і техніки дає людям не тільки блага, а багато відкриття несуть загрозу існуванню людства та всього життя на Землі. 2 рівні сприйняття техніки: Позитивний. | |||
| 79181. | Теологічна концепція техніки. Техніка як частина релігійного досвіду, співвідношення технознавства з феноменальним та ноуменальним | 12.83 KB | |
| Теологічна концепція техніки. Концепція техніки як зустрічі з Богом Фрідріхом Дессауером 1881-1963. Роботи Технічна культура 1908 Філософія техніки. Проблема реалізації 1927 р. Душа у сфері техніки 1945 р. та Спори навколо техніки 1956 р. | |||
| 79182. | Філософські аспекти технічних інновацій Технічний винахід та наукове відкриття у їх співвідношенні | 33 KB | |
| Дуже часто говорячи про новації мають на увазі виявлення нових явищ як сенсаційних так і досить рядових. До новацій слід зарахувати також запровадження нових понять і нових термінів. Можна говорити, наприклад, про зміну дослідницьких програм, включаючи сюди створення нових методів і засобів дослідження, і про зміну колекторських програм, тобто про постановку нових питань про відкриття або виділення нових явищ про появу нових способів систематизації знання. | |||
| 79183. | Екологічний дискурс технознавства | 29.5 KB | |
| Проблеми негативних соціальних та інших наслідків техніки проблеми етичного самовизначення інженера виникли з моменту появи інженерної професії. Сьогодні людство знаходиться в принципово новій ситуації, коли неувага до проблем наслідків впровадження нової техніки та технології може призвести до незворотних негативних результатів для всієї цивілізації та земної біосфери. Крім того, ми знаходимося на тій стадії науково-технічного розвитку, коли такі наслідки можливі і необхідні хоча б частково передбачити і... | |||
| 79184. | Техніка та технознавство у рамках синергетичної парадигми. Техніка як система, що самоорганізується | 22.5 KB | |
| Шеррінгтон називав синергетичним чи інтегративним узгоджений вплив нервової системиспинного мозку під час управління м'язовими рухами. Забуський у 1967 році дійшов висновку про необхідність єдиного синергетичного підходу, розуміючи під цим спільне використання звичайного аналізу та чисельної машинної математики для отримання рішень розумно поставлених питань математичного та фізичного змісту системи рівнянь. Синергетичний підхід у природознавстві | |||
| 79185. | Техніка та технознавство у футурологічних теоріях. Особливості розвитку техніки у постіндустріальному суспільстві | 15.58 KB | |
| Концепція інформаційного суспільства є різновидом теорії постіндустріального суспільства. Капітал і працю як основа індустріального суспільства поступаються місцем інформації та знанню в інформаційному суспільстві. Теорія технотронного суспільства за З.Бжезинським соціологічна концепція, що виходить з того, що нові технології та електроніка є вирішальним фактором соціально-економічних змін та соціального прогресу конвергенції. різних системі визначають вступ суспільства до технотронної ери. | |||
| 79186. | Філософський дискурс техніки та технознавства, його сутність, предмет та специфіка у загальній системі філософського знання. Філософія науки та філософія техніки у їх співвідношенні | 38 KB | |
| Тут переплітається кілька критичних шляхів розвитку природознавства та технознавства: розвиток теорії подібності, освоєння нових форм подоби фізичних процесіву тому числі на основі принципів симетрії спіральноколіброваних фіббоначовими рядами процесів розвитку в природі освоєння технологій гібридного моделювання, в тому числі на основі теорії гібридних інтелектуальних систем В. Венда; розвиток термодинамічного та синергетичного моделювання, що вийшов з нього; розвиток теорії планування експерименту на базі... | |||
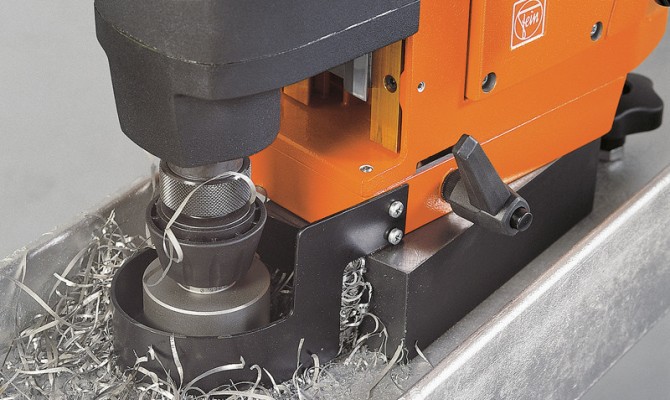
Свердлильний верстат- Ідеальне обладнання для високоточного свердління отворів. Саме таким було його первісне призначення. На сучасному свердлильному обладнанні не тільки виконують отвори ідеально круглого перерізу діаметром до 100 мм, але й, використовуючи відповідні пристрої та інструмент, роблять безліч інших операцій.
1 Призначення, будову та принцип роботи свердлильних верстатів
Основне призначення свердлильного верстата – виконання отворів (наскрізних та глухих) у заготовках та виробах з різних матеріалівшляхом зняття стружки з використанням свердел як ріжучого інструменту. Левову частку всього парку цього виду обладнання складають різноманітні верстати промислового призначення, і лише незначна кількість типів відносяться до побутових, що використовуються лише за своїм прямим призначенням, в особистих чи навчальних цілях. Промислове обладнання крім свердління може виконувати інші операції, які будуть описані далі.
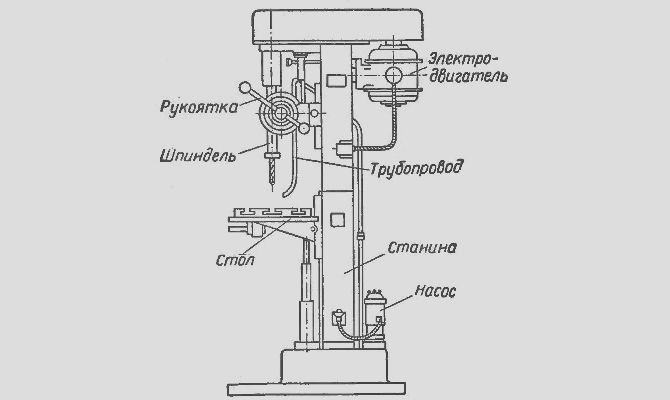
Загальний пристрій свердлильного верстата та принцип його роботи найпростіше розібрати на прикладі побутових типів цього обладнання. Всі вони досить компактні і для застосування у домашній майстерні – ідеальний варіант. призначений для установки на столі або будь-якому іншому піднесенні, що забезпечує зручність його експлуатації, і відноситься до вертикально-свердлильного. Це найпоширеніший тип обладнання з конструктивного виконання.
Конструкція побутового свердлувального верстата включає такі основні елементи:
- шпиндельну бабку із закріпленим у ній патроном під свердла;
- свердлильна головка, в якій встановлені шпиндельна бабка і електродвигун з ремінним приводом;
- вертикальну стійку-колону, на якій закріплена свердлильна головка;
- масивну станину - плоску опору, виконану з литого металу (сталі або чавуну) і забезпечує стійкість верстата, до якої жорстко закріплена стійка.
Свердлильний верстат може бути встановлений станиною на стіл або додатково закріплений болтами через отвори в опорі до верстата.
Свердління на верстаті, а при використанні промислового обладнання та інші операції, виробляються за рахунок основного та допоміжного рухів шпинделя – обертання та поступального переміщення подачі відповідно.
Вертикальна подача – шпиндель переміщається зверху вниз. Тому він і відноситься до вертикально-свердлильного обладнання. Переміщення шпинделя виконується вручну за допомогою спеціальної ручки подачі.
2 Робота та взаємодія вузлів верстата для домашньої майстерні
Шпиндель приводиться у обертання електродвигуном. На побутових верстатах може бути потужністю 250–1000 Вт. Обертання валу електродвигуна передається на шпиндель через привід останнього за допомогою ременного механізму, що включає шківи під V-подібний ремінь. На багатьох верстатах можна регулювати швидкість обертання свердла. У їхньому ремінному приводі стоять шківи з декількома канавками (доріжками) різного діаметра під ремінь. Щоб змінити швидкість обертання шпинделя, спочатку треба вимкнути свердлильний верстат. Потім перекидаємо ремінь з одного положення на шківі в інше і вмикаємо електродвигун. Так можна змінювати швидкість у межах 450-3000 об/хв. Якусь меншу швидкість встановлюють, коли треба свердлити великі отвори в деревині твердих порід та металах.
Патрон під свердла у побутового обладнання ідентичний встановленому на електродрилі і зазвичай розрахований на свердла, діаметр яких до 12 мм. Він має 3 самоцентруючі кулачки, що охоплюють і затискають хвостовик інструменту. Спеціальним ключем патрон замикають або послаблюють, щоб відповідно зафіксувати або витягнути свердло.

Максимальна висота заготовок, в яких може бути просвердлений отвір на побутовому верстаті, - 20-90 см. На різних типах обладнання різна. Залежить від висоти верхнього положення свердлильної головки, яку можна піднімати і опускати по стійці-колоні. На найменших легких верстатах це зазвичай роблять, переміщуючи руками безпосередньо сам свердлильний модуль, а на моделях побільше і важче – за допомогою спеціального приводу, з рукояттю або штурвалом. В потрібному положенніголівку фіксують призначеною для цього ручкою. Цим же способом регулюється глибина отворів, що просвердлюються і мінімальна висотазаготовок, так як максимальний виліт вниз патрона, встановленого на шпинделі, при подачі невеликий - залежно від типу верстата 5-40 см.
Інша важлива характеристика свердлувального верстата – виліт свердлу. Ця відстань між центральною вертикальною віссю свердла чи іншого інструменту, закріпленого в патроні, та стійкою. Чим воно більше, тим краще – від цього залежить, наскільки далеко від краю заготовки можна просвердлити отвір. Величина вильоту біля побутового верстата 10-20 див.
Станина обладнання має бути досить важкою та великою – пропорційною його вазі та габаритам. Інакше вона не зможе забезпечувати прийнятну стійкість верстата та стабільність його роботи. Верхня сторона станини, звернена до патрона, виконує функції робочого столу. Вона частково або повністю має ідеально рівну плоску поверхню з декількома прорізами: центральна забезпечує просвердлювання наскрізних отворів без взаємного пошкодження столу та свердла, а бічні можуть використовуватись для встановлення лещат, шаблонів та упорів.

Свердло, закріплене в патроні, опускають на заготовку, натискаючи на ручку подачі важільного типу, встановлену на свердлильній головці праворуч. Вона пружна і при припиненні впливу на неї у вихідне положення повертається сама, автоматично. Поворотний механізм на деяких верстатах можна заблокувати затяжним важелем, щоб ручка, а значить, і свердло залишилося в певному положенні.
Управління роботою електродвигуна здійснюється кнопками його пуску та зупинки. Може бути перемикач зворотного обертання – реверса. Напруга живлення електродвигуна зазвичай 220 Ст.
3 Додаткове обладнання побутового обладнання
Свердлильний верстат може бути обладнаний спеціальним робочим столом, закріпленим консольно на стійці. На одних моделях обладнання його можна опускати та піднімати вручну, а потім фіксувати у необхідному положенні стяжним болтом. На інших для цього встановлений рейковий механізм подачі, що приводиться в дію важільною рукояттю. Таким чином, за допомогою підвісного столу можна регулювати висоту установки заготовки і глибину отворів, що просвердлюються. У ньому також є прорізи. Вони призначені для тих же цілей, що й на робочому столі станини.

Свердлильний верстат з таким обладнанням буває 2-х типів. У першого станина конструктивно призначена тільки для виконання основної своєї функції – бути опорою, а у другого – бути ще додатковим робочим столом, як це було описано вище. Обладнання може бути оснащене похилим підвісним столом – його можна повернути щодо вертикальної осі. Вибирати слід свердлильний верстат, стіл якого можна нахилити під кутом 45°.
Свердлильний верстат може бути оснащений механізмом регулювання глибини свердління. Щоб ним скористатися, необхідно збоку заготовки відзначити потрібну глибину отвору. Потім опустити патрон до рівня, на якому кінчик свердла встане врівень з міткою, і закрутити затяжний важіль регулятора глибини, тим самим обмежуючи хід інструменту.

Багато моделей обладнання оснащуються огорожею – захисним екраном. Його призначення – запобігати попаданню і затягуванню на обертовий патрон елементів вільного одягу та довгого волосся. Зазвичай захист виконаний із прозорого пластику, і його можна піднімати, а перед свердлінням опускати і повертати так, щоб надійно закрити патрон верстата.
4 Види промислових верстатів – весь спектр робіт зі свердління отворів
За винятком деяких спеціалізованих практично всі промислові верстати універсальні - на них можна не тільки свердлити, а й виконувати низку інших операцій. Верстати, що використовуються в металообробці, діляться на:
- Настільні – застосовуються для свердління та обробки отворів невеликих діаметрів. Їх випускають під максимальний діаметр інструменту 3, 6, 12 та 16 мм.
- Вертикально-свердлильні або ще класифікують як колонні. Вони служать для виконання робіт з отворами, діаметр яких може досягати 18, 25, 35, 50 та 75 мм. Колони верстати використовують при виконанні обробки деталей та заготовок порівняно не великих розміріву ремонтних цехах, умовах дрібносерійного та індивідуального виробництва.
- Радіально-свердлувальні - на них обробляють великогабаритні та важкі заготовки, а також деталі, у яких отвори розташовані по дузі кола. Це забезпечується за рахунок великого вильоту шпинделя – 1300–2000 мм. Причому на цьому обладнанні поєднання осей інструменту та отворів роблять переміщенням шпинделя, а деталь залишається нерухомою.
- Координатно-свердлувальні – застосовують при роботах з деталями, до яких за точністю взаємного розміщення отворів будуть пред'явлені високі вимоги.
- Горизонтально-свердлувальні (глибокого свердління) – на них зазвичай обробляють глибокі отвори, наприклад, у валах, осях, штоках, стовбурах артилерійських та стрілецьких систем.
- Центрувальні – використовуються для виготовлення центрових отворів, які просвердлюють у торцях заготовок.
- Багатошпиндельні - на цьому обладнанні одночасно обробляють (головним чином свердлять) до декількох десятків отворів, причому це може здійснюватися з різних боків і різних площинах: як горизонтальної і вертикальної, так і під нахилом.
- Різні комбіновані – окрім усіх робіт з отворами на них виконують будь-які операції, що забезпечуються додатковим обладнанням. На свердлильно-фрезерних - всі фрезерні, на свердлильно-токарних - токарні і так далі: свердлильно-довбані, нарізні, розточувальні.

На всіх цих верстатах можна обробляти як різні метали, а й інші матеріали. Найбільш широке розповсюдженняотримало вертикально- та горизонтально-свердлильне обладнання. Верстати, оснащені ЧПУ, забезпечують часткову або повну автоматизацію процесу обробки отворів та значно підвищують її точність. Багатошпиндельне обладнання в іншому виконанні не виготовляється лише з вбудованим комп'ютером.
Слід згадати кілька видів спеціалізованого свердлильного обладнання. Магнітні верстати – їх використовують, коли неможливо або важко виконати роботи на стаціонарному устаткуванні. За рахунок невеликої ваги їх вручну переносять до потрібного місцяметалоконструкції, де встановлюють на останню у будь-якому просторовому положенні. Утримує свердлильний верстат потужну магнітну основу. Цим обладнанням виконують роботи на судах, мостах, прогонових будовах, балках, трубопроводах.
Для деревообробки виробляють спеціалізовані верстати: одно- та багатошпиндельні горизонтальні та вертикальні, а також з поворотним шпинделем. На цьому обладнанні, крім свердління отворів, видаляють сучки, роблять гнізда, пази і так далі.
На меблевих фабрикахвикористовують різні типисвердлильно-присадного обладнання. Ці верстати забезпечують висока якістьі точність отворів, гнучкість виробничого процесу.
5 Влаштування промислового обладнання та види вироблених робіт
Пристрій свердлувального верстата промислового виконання набагато складніше, ніж у використовуваної домашньої майстерні, навіть якщо в нього всього один шпиндель. Подача здійснюється автоматично електродвигуном, але може перемикатися на ручне управління. Швидкість подачі та обертання шпинделя регулюються. Для цього встановлені коробка та механізм перемикання швидкостей подачі та такі ж вузли управління обертанням.
Всі приводи та механізми мають більш складне та надійне виконання. Існує автоматичне реверсування подачі та обертання інструменту при досягненні необхідної глибини обробки отвору. Свердлильний верстат оснащений автоматичною системоюподачі охолоджуючої рідини до зони обробки. Може бути встановлений механізм підведення шпинделя до місця свердління нерухомо закріпленої заготовки та багато іншого.

Всі операції можуть бути автоматизовані та керуватися ЧПУ. У цьому випадку при роботі на свердлильному верстаті достатньо лише задати вид операції, що виконується, і встановити в патрон потрібний інструмент, А обладнання саме вибере потрібні режими її проведення.
Залежно від типу та призначення свердлильного верстата по металу на ньому крім свердління та розсвердлювання отворів можна виконати декілька видів робіт. Найпоширеніші операції, з якими справиться практично будь-яке сучасне промислове обладнання, це:
- Зенкерування - дозволяє отримати у готового отвору меншу шорсткість і більш високу точність (квалітети) поверхні, ніж після свердління;
- розгортання отворів - чистова обробка, по суті схожа з зенкеруванням, але забезпечує меншу шорсткість і більш високий квалітет поверхні;
- зенкування - отримання у верхній частині отворів фасок, конічних та циліндричних заглиблень.

При роботі на свердлильних верстатах в першу чергу слід дотримуватися всіх необхідні вимогитехніки безпеки, так як у процесі використання цього обладнання оператор може бути підданий впливу шкідливих та небезпечних факторів:
- рухомих механізмів та елементів верстата;
- можливості ураження електрострумом;
- падаючих матеріалів, предметів, заготовок або викидаються з робочої зонипогано закріплених деталей.
При роботі на свердлильних верстатах слід користуватися лише справними пристроями, інструментами та виключно відповідно до їх прямого призначення.
Свердління на верстатах та за допомогою дрилів виконують за наступними загальним правилам. У процесі розмітки заготовки у майбутніх отворів кернер треба обов'язково відзначити центри. Це забезпечить на початку свердління установку інструменту у зроблене поглиблення, що сприятиме більшій точності.

Користуватися слід лише добре заточеним інструментом. Затуплений не тільки формує неякісні отвори, але ще й сам швидше занепадає., зенкерів та інших ріжучих інструментів слід проводити своєчасно на спеціальному верстаті та з дотриманням передбачених кутів та правил.
Під час свердління металів та їх сплавів через тертя використовуваний інструмент сильно нагрівається, що викликає його швидке зношування. Щоб знизити температуру свердла та підвищити його стійкість, при роботі на свердлильних верстатах використовують різні охолодні рідини, у тому числі воду.
Виконуючи глибоке свердління заготовок великої товщини, якщо глибина отвору перевищує 5 діаметрів інструменту, його треба періодично вилучати з отвору та звільняти від стружки, яку можна просто видувати. Інакше свердло може заклинити.

Ступінчасті отвори отримують двома способами:
- Спочатку свердлять із найменшим діаметром, потім (до потрібної глибини) – більшого та останнім – найбільший отвір.
- Протилежний першому: спочатку свердлять з найбільшим діаметром, А останнім - отвір з найменшим.
Щоб композиційні матеріали під час свердління не розтріскувалися, перед початком робіт їх треба, заливши водою, заморозити. Високоміцні матеріали – чавун, сталь та її сплави – звичайні свердла погано чи взагалі не беруть. Щоб їх просвердлити, краще скористатися алмазним інструментом або з переможними наконечниками.
Призначення свердлильних верстатів
Свердлильні верстати призначені для свердління глухих та наскрізних отворів у суцільному матеріалі, розсвердлювання, зенкерування, розгортання, нарізування внутрішніх різьблень, вирізування дисків з листового матеріалу. Для виконання подібних операцій використовують свердла, зенкери, розгортки, мітчики та інші інструменти. Формоутворюючими рухами при обробці отворів на свердлильних верстатах є головний обертальний рух інструменту та поступальний рух подачі інструменту на його осі.
Основний параметр верстата – найбільший умовний діаметрсвердління отвору (по сталі). Крім того, верстат характеризується вильотом та найбільшим ходом шпинделя, швидкісними та іншими показниками.
Класифікація свердлильних верстатів
Свердлильні верстати поділяються на такі типи:
- Вертикально-свердлувальні верстати;
- Одношпиндельні напівавтомати;
- Багатошпиндельні напівавтомати;
- Координатно-розточувальні верстати;
- Радіально-свердлувальні верстати;
- Горизонтально-розточувальні;
- Алмазно-розточувальні;
- Горизонтально-свердлувальні верстати;
- Різні свердлильні.
Моделі верстатів позначають літерами та цифрами. Перша цифра позначає, до якої групи належить верстат, друга - якого типу, третя і четверта цифри характеризують розмір верстата або оброблюваної заготовки. Літера, що стоїть після першої цифри, означає, що ця модель верстата модернізована (покращена). Якщо літера стоїть в кінці, то це означає, що на базі основної моделі виготовлений відмінний від нього верстат.
Наприклад, верстат моделі 2Н118 — вертикально-свердлильний, максимальний діаметр отвору, що обробляється 18мм, покращений порівняно зі свердлильними верстатами моделей 2118 і 2А118. Верстат моделі 2Н118А також вертикально-свердлильний, діаметр отвору, що обробляється 18мм, але він автоматизований і призначений для роботи в умовах дрібносерійного та серійного виробництва.
Залежно від галузі застосування розрізняють універсальні та спеціальні свердлильні верстати. Знаходять широке застосування та спеціалізовані свердлильні верстати для великосерійного та масового виробництва, які створюються на базі універсальних верстатів шляхом оснащення їх багатошпиндельними свердлильними та різьбонарізними головками та автоматизації циклу роботи.
З усіх свердлильних верстатів можна виділити такі основні типи універсальних верстатів: одно- та багатошпиндельні вертикально-свердлильні; радіально-свердлувальні; горизонтально-свердлувальні для глибокого свердління.
Свердлильні верстати з ручним керуванням
Вертикально-свердлильний верстат.
Рис. 1. Вертикально-свердлильний верстат:
1 - колона (станина); 2 - електродвигун; 3 - свердлильна головка; 4 - рукоятки перемикання коробок швидкостей та подач; 5 - штурвал ручної подачі; 6 - лімб контролю глибини обробки; 7 - шпиндель; 8 - шланг для подачі СОЖ; 9 - стіл; 10 - рукоятка підйому столу; 11 - фундаментна плита; 12 - шафа електроустаткування.
На станині 1 верстата розміщено основні вузли. Станина має вертикальні напрямні, якими переміщується стіл 9 і свердлильна головка 3, що несе шпиндель 7 і електродвигун 2 Заготовку або пристосування встановлюють на столі 9 верстата, причому співвісність отвору заготовки і шпинделя досягається переміщенням заготовки.
Управління коробками швидкостей та подач здійснюється рукоятками 4, ручне подання- штурвалом 5. Глибину обробки контролюють по лімбу 6. Противага розміщують у ніші, електрообладнання винесено в окрему шафу 12. Фундаментна плита 11 служить опорою верстата. У середніх та важких верстатах її верхня площина використовується для встановлення заготовок. Охолодна рідина подається електронасосом по шлангу 8. Вузли свердлувальної головки змащують за допомогою насоса, решта вузлів - вручну.
Свердлильна головка 3 являє собою чавунне виливок, в якій змонтовані коробка швидкостей, механізми подачі і шпиндель. Коробка швидкостей містить дво- і тривінковий блоки зубчастих коліс, перемиканнями яких за допомогою однієї з рукояток 4 шпиндель отримує різні кутові швидкості. Частота обертання шпинделя, як правило, змінюється ступінчасто, що забезпечується коробкою швидкостей та двошвидкісним електродвигуном 2.
На відміну від вертикально-свердлильного в радіально-свердлильному верстаті осі отвори заготовки та шпинделя поєднують шляхом переміщення шпинделя щодо нерухомої заготовки в радіальному та круговому напрямках (у полярних координатах). По конструкції радіально-свердлувальні верстати поділяють на верстати. загального призначення, переносні для обробки отворів у заготовках великих розмірів (верстати переносять підйомним краномдо заготівлі та обробляють вертикальні, горизонтальні та похилі отвори) та самохідні, змонтовані на візках і закріплювані при обробці за допомогою черевиків.
Свердлильні верстати з ЧПУ
Вертикально-свердлильний верстат з ЧПУ.
 Рис. 2. Вертикально-свердлильний верстат із ЧПУ:
Рис. 2. Вертикально-свердлильний верстат із ЧПУ:
1 - автономна стійка УЧПУ; 2 - шафа силового електрообладнання; 3 - револьверна головка; 4 - стіл; 5 - кроковий електродвигун; б, 7, 8, 11 - блоки керування; 9 - кодовий перетворювач; 10 - пристрій для зчитування.
Верстат призначений для свердління, зенкерування, розгортання, нарізування різьблення та легкого прямолінійного фрезерування деталей зі сталі, чавуну та кольорових металів в умовах дрібносерійного та серійного виробництва. Револьверна головка 3 з автоматичною зміною інструменту та хрестовий стіл 4 дозволяють проводити координатну обробку деталей типу кришок фланців, панелей без попередньої розмітки та застосування кондукторів.
За матеріалами сайту
Ціль:познайомитися з призначенням та пристроєм свердлильного верстата, його конструктивними особливостями, правилами підготовки до роботи, правилами безпечної роботи на свердлильному верстаті; навчитися читати та виконувати його кінематичну схему; виховувати уважність під час виконання технологічних операцій.
Основні поняття:
настільний свердлильний верстат, станина, стіл, хобот, шпиндель, трикулачковий патрон, маховик, штурвал, колона, кнопкова станція.
Очікувані результати:вміння пояснювати призначення, пристрій свердлильного верстата, процес передачі обертального руху від електродвигуна до шпинделя та роботу механізму перетворення руху; розпізнавати механізми руху різання та руху подачі, провідні та ведені деталі; вміння підготувати свердлильний верстат до роботи; читати та виконувати його кінематичну схему; закріплювати свердло необхідного діаметра в трикулачковому патроні та кріпити заготівлю в лещатах; виконувати підготовчі технологічні операціїперед свердлінням.
Обладнання:
коловорот, ручний дриль, набір свердлу, свердлильний верстат, кронциркуль, лінійка.
Структура уроку
I Організаційний момент
II Актуалізація знань та мотивація навчальної діяльностіучнів
III Вивчення нового матеріалу
1. Будова та призначення настільного свердлувального верстата.
2. Призначення основних частин верстата.
3. Прийоми керування свердлильним верстатом.
IV. Практична робота «Управління свердлильним верстатом»
V. Підсумки уроку
VI. Домашнє завдання
Хід уроку
I Організаційний момент
II Актуалізація знань та мотивації навчальної діяльності учнів
Розмова.
1) Чи є отвори в деталях вашого майбутнього виробу?
2) За допомогою яких пристроїв можна виготовити отвори в деталях?
3) Який інструмент використовують для цього?
4) Який процес закладено основою принципу дії свердла?
Узагальнюючи відповіді учнів, вчитель повідомляє про особливості виготовлення циліндричних отворів механічним-образом.
Вивчення нового матеріалу
При вивченні цієї теми необхідно врахувати, що для учнів шостого класу свердлильний верстат є складною технічною машиною.
Тому при вивченні будови, призначення та практичного застосуванняверстата не потрібно перевантажувати учнів зайвою інформацією, яка не сприяє їх розвитку пізнавальних інтересів, логічного мислення та конструкторських здібностей. Необхідно звернути увагу лише на основні вузли та типові механізми свердлильного верстата.
1. Влаштування свердлильного верстата, його призначення та принцип роботи.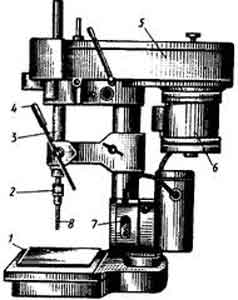 Розповідь вчителя.
Розповідь вчителя.
- За допомогою яких механізмів свердлувального верстата свердло обертається, за допомогою якого рухається поступально?
Розглядаючи ступінчасту пасову передачу свердлильного верстата, доцільно активізувати знання учнів про передавальне число цього механізму. Вчитель показує зубчасту передачу на верстаті або моделі і пояснює принцип передачі в ній обертального руху від провідних коліс до ведених. Пояснюючи пристрій рейкового механізму, вчитель порівнює його із зубчастою передачею. При цьому він вказує на однакові деталі (зубчасті-колеса), які є в обох механізмах, і на відмінну деталь (зубчасту рейку), якою тільки рейковий механізм.
В результаті обговорення учні повинні зробити висновок, що зубчаста передача - це механізм обертального руху, тому що її зубчасті колеса (провідні, ведені) здійснюють тільки обертальний рух, а рейкова передача - це механізм перетворення обертального руху зубчастого колеса на поступальний рух зубчастої? рейки.
Щоб учням було легше зрозуміти взаємодію всіх елементів того чи іншого механізму, вчитель, користуючись кінематичною схемою свердлувального верстата, пояснює її призначення та особливості графічних зображень механізмів. Слід акцентувати увагу учнів у тому, що зрозуміти принцип дії будь-якого механізму чи машини значно простіше, користуючись кінематичної схемою, ніж кресленням. Останнє, як правило, перевантажено другорядними деталями, і на ньому важко простежити ланцюг передачі руху від одних частин (деталей) до інших.
2. Призначення основних частин верстата.
Розповідь вчителя.
На конічний хвостовик шпинделя надягають свердлильний патрон зі свердлом. Висота та опускання шпинделя здійснюється за допомогою рукоятки. Верстат вмикається натисканням кнопки, розташованої на щиті тумбочки.
Вчитель показує ту частину верстата, призначені для закріплення ріжучого інструменту та його переміщення, демонструє, як кріпиться свердло у свердлильному патроні, а патрон – на шпинделі верстата. За наявності навчального часу вчитель пояснює учням, яким чином можна отримати максимальну та мінімальну частоту обертання свердла, та прийоми перемикання пасу на ступінчастих шківах.
3. Прийоми керування свердлильним верстатом.
Розповідь вчителя.
Продуктивність свердління визначається двома параметрами: швидкістю різання та швидкістю подачі свердла. Свердло, що обертається, переміщають у напрямку деталі, в якій виконують отвір. Таке переміщення називають подачею свердла. При свердлінні необхідно контролювати, щоб подача була занадто великою, це може призвести до поломки свердла, особливо коли його діаметр невеликий.
Перед свердлінням необхідно надійно закріпити свердло у патроні.
(Вчитель демонструє учням свердла з конічними та циліндричними хвостовиками та пояснює прийоми правильного та надійного кріплення кожного з них у патроні.)  Для успішного виконання свердлильних робіт важливо також вміння правильно закріплювати на свердлильному верстаті деталі, що обробляються. Великі деталі часто закріплюються на столі за допомогою призм та прихватів.
Для успішного виконання свердлильних робіт важливо також вміння правильно закріплювати на свердлильному верстаті деталі, що обробляються. Великі деталі часто закріплюються на столі за допомогою призм та прихватів.
(Вчитель демонструє учням, яким чином слід закріплювати на свердлильному верстаті великі та дрібні деталі. По можливості вчитель показує учням універсальні куточки та машинні лещата та розповідає про їх переваги перед іншими пристроями для закріплення на свердлильному верстаті оброблюваних деталей.)
При свердлінні необхідно забезпечити рівномірне подання свердла. Наприкінці свердління наскрізного отвору свердло подається легше, і щоб досягти рівномірної подачі, зменшують натискання на ручку подачі. При наскрізному свердлінні, при виході свердла із заготовки, на її краю утворюються задирки, за які може зачепитися ріжуча кромкасвердла. Це призводить до його ламання. Для запобігання поломці необхідно в кінці свердління під заготівлю підкласти дерев'яний брусокта зменшити подачу свердла.
(Вчитель демонструє запуск верстата, підведення свердла до накерненого місця деталі та порядок свердління. Необхідно попередити учнів про небезпеку від збільшення швидкості подачі при виході свердла з наскрізного отвору.)
IV. ПРАКТИЧНА РОБОТА «Управління свердлильним верстатом»
Інструктаж до виконання практичної роботи.
Учні по черзі зачитують у підручнику правила безпеки на свердлильному верстаті. Вчитель їх коментує, звертаючи увагу учнів те що, що може статися, що вони засвоять ці правила і суворо їх дотримуватися.
Вчитель розповідає, як має бути організовано робоче місце, як розмістити на верстаті механізми, деталі, інструмент, необхідний виконання роботи; яким вимогам повинен відповідати цей інструмент, та правила догляду за ним.
Виконання практичної роботи
Приступаючи до практичних вправ, учні насамперед готують заготовки для свердління. Потім вони роблять кернером заглиблення на місці майбутнього отвору, тренуються в закріпленні свердлів у патроні шпинделя свердлильного верстата, в його пуску та вимкнення, а також в управлінні ним у процесі роботи.
Вчитель стежить за тим, щоб учні дотримувалися правил безпечної роботи на верстаті, пояснює, що, перш ніж розпочати роботу, необхідно зайняти правильну робочу позу. Пояснення супроводжується демонстрацією таблиці або малюнка з підручника, акцентується на положенні тулуба та ступнів ніг.
Вчитель має так спланувати роботу, щоб учні працювали на свердлильних верстатах по черзі. Досвід показує, що учні охоче працюють на свердлильному верстаті, проте деякі з них бояться включати верстат, а тим більше працювати на ньому.
Вчителю слід уважно вивчати реакцію кожного учня під час навчання на свердлильному верстаті, щоб вчасно допомогти тим, кому потрібно. Під час першого підходу учня до верстата необхідно звернути увагу до його реакцію. Якщо у нього примружені або широко розплющені очі, тремтять руки, зморщене чоло або висунуте язики, значить, з цим учнем необхідно працювати індивідуально, щоб допомогти подолати його психологічний бар'єр. Тільки переконавшись у тому, що учні можуть працювати самостійно, можна дозволити їм приступати до виконання роботи.
V. ПІДСУМКИ УРОКУ
Вчитель аналізує виконання практичної роботи, вказує на помилки та шляхи їх усунення.
Свердлильний верстат є універсальним обладнанням, за допомогою якого можна виконувати операції формування отворів з різною конфігурацією. Для ознайомлення з пристроєм рекомендується вивчити компонування найпопулярнішої моделі з вертикально розташованим шпинделем.
Загальні відомості про конструкцію
Незалежно від того, як виконано пристрій свердлувального верстата, принцип роботи залишається однаковим для всіх типів. За допомогою свердла, що обертається, відбувається обробка дерев'яних, металевих або полімерних виробів.
Для виконання цієї операції конструкція верстата повинна складатися з плити-підстави, на яку монтуються інші компоненти обладнання. У вертикально орієнтованих моделях свердлильний блок встановлюється на опорну стійку. Вона може виконувати дві функції – фіксація обробної частини та її усунення у вертикальній площині.
Крім цього до особливостей конструкції можна віднести такі фактори:
- Тип робочого столу. В одних моделях він стаціонарний та його функцію виконує опорна плита. Така конструкція є актуальною для обробки масивних виробів. Свердлильне обладнання з робочим столом, що переміщується, по опорній стійці застосовується для виконання точних операцій;
- сполучення свердлильного блоку з електродвигуном. Це виконується за допомогою ремінної передачі. На валах компонентів встановлені шківи різних діаметрів. Змінюючи положення приводного ременя, коригується число обертів шпиндельної головки;
- можливість свердління деталей під кутом. Це можна зробити за допомогою поворотного робочого столу. Альтернативним варіантомє наявність механізму зміщення у свердлильному блоці.
Це основні відомості про влаштування класичного свердлувального верстата. Вони можуть відрізнятися залежно від специфіки конструкції, призначення та технологічних вимог.
Для зменшення габаритів конструкції ремінна передача може бути замінена на шестерну. Однак це робиться дуже рідко і лише для спеціалізованих моделей.
Принцип роботи свердлильного обладнання

Щоб вивчити специфіку пристрою свердлильного верстата вертикального типу, необхідно детально розглянути процеси, що протікають в обладнанні під час виконання робіт. Ці відомості допоможуть розібратися з експлуатаційними технічними якостямикожної моделі верстата.
Головне обертальне рух передається від електродвигуна до шпинделя свердлильної головки за допомогою механізму швидкостей. У класичних моделях обладнання він знаходиться у верхній частині установки. Для виконання операції свердління необхідно опустити ріжучий інструментдо поверхні деталі. Для первинного позиціонування можна змінювати положення робочого столу чи свердлильного блоку, змінюючи їхнє положення на вертикальній опорній штанзі. Точне оброблення відбувається за допомогою механізмів вильоту шпиндельної головки.
- розміри робочого столу, можливість повороту під певним кутом, а також наявність компонентів для фіксації готування;
- максимальний мінімальний розмірвстановлюваного свердла;
- межі частот обертання шпиндельної голівки;
- число швидкостей;
- типи та конструкція свердлильного патрона;
- номінальна потужність електродвигуна.
У більшості побутових та напівпрофесійних моделей не передбачена система подачі охолодної рідини. Однак при обробці виробів із високоміцних сортів сталі ця процедура є обов'язковою. Як альтернатива можна використовувати спеціальний навісний блок. Резервуар з СОЖ встановлюється у будь-якому зручному місці неподалік верстата. За допомогою малопотужного насоса рідина надходить по патрубку, що підводить, кінець якого встановлений на вертикально розташованій свердлильній головці.
Можлива модернізація заводських верстатів

Нерідко стандартна комплектація заводського вертикально спрямованого свердлувального верстата або його конструкція не влаштовує користувача. У такому разі робляться спроби модернізації обладнання. Вони полягають у встановленні нових вузлів та компонентів або покращенні вже існуючих.
Основною проблемою бюджетних моделей є поява люфт під час виконання операції свердління. Це відбувається за рахунок низької стійкості конструкції. Вирішити це питання можна за допомогою збільшення маси опорної плити або встановлення додаткової вертикальної опорної стійки. Таким чином, можна формувати отвори невеликого діаметру з високою точністю.
Крім цього прикладу модернізації стандартні заводські моделі зазнають наступних змін та доповнень:
- застосування обмежувачів глибини свердління. Якщо така функція не передбачена у конструкції обладнання - на свердло можна встановити спеціальний обмежувач;
- підключення пристрою для плавного запуску електродвигуна. Завдяки йому під час первинного запуску обладнання нічого очікувати з'являтися ривки;
- модернізація робочого столу. Для фіксації заготівлі можна використовувати моделі із електромагнітною подушкою. Якщо передбачається обробка складних конфігурації виробів - монтується поворотний механізм;
- встановлення автономної точки освітлення. Вона позитивно вплине на якість виконуваних робіт.
Для безпеки експлуатації обладнання під час підключення рекомендується використовувати ПЗВ. Для настільних моделей важливо правильно підібрати станину. Вона має бути максимально стійкою та мати функцію регулювання рівня.
З докладним пристроємвертикально орієнтованого свердлильного верстата можна ознайомитись у відеоматеріалі:
Рекомендуємо також
 Імпульсний блок живлення: ремонт та доробка
Імпульсний блок живлення: ремонт та доробка
 Дистанційне керування світлом
Дистанційне керування світлом
 Навчання плавання дітей дошкільного віку
Навчання плавання дітей дошкільного віку
 Нотатки для майстра - домашні побутові сигналізатори
Нотатки для майстра - домашні побутові сигналізатори
 Годинник пропелер на Atmega8
Годинник пропелер на Atmega8
 Пристрій та приклади застосування реле, як вибрати та правильно підключити реле Мікроконтролер та реле найпростіші схеми включення
Пристрій та приклади застосування реле, як вибрати та правильно підключити реле Мікроконтролер та реле найпростіші схеми включення