เครื่องกลึงเกลียวและส่วนประกอบหลัก เครื่องกลึงเกลียว - หลักการทำงาน
เครื่องกลึงเกลียว (TVS) ก่อนจะกลายเป็นสิ่งที่เป็นอยู่ในปัจจุบัน มีวิวัฒนาการไปไกลแล้ว ในแต่ละขั้นตอนของการพัฒนา อุปกรณ์ประเภทนี้จะมีการเปลี่ยนแปลงขนาด พลังของยูนิตเพิ่มขึ้น ฟังก์ชันการทำงานเพิ่มขึ้น พารามิเตอร์ของความแม่นยำ การยศาสตร์ และตัวชี้วัดอื่นๆ ดีขึ้น
ที่น่าสนใจคือ หลักการทำงานของเทคนิคนี้ไม่ได้เปลี่ยนแปลงไปจริงๆ นับตั้งแต่มีการประดิษฐ์ขึ้น อุปกรณ์ของเครื่องกลึงเกลียวไม่มีการเปลี่ยนแปลงในความหมายสากลของคำตลอดจนส่วนประกอบพื้นฐานของเครื่อง หลักการพื้นฐานของการทำงานกับเทคนิคนี้ยังคงได้รับการอนุรักษ์ไว้
ให้เราพิจารณาในรายละเอียดเพิ่มเติมว่าอุปกรณ์นี้คืออะไร หากปราศจากซึ่งเป็นไปไม่ได้ที่จะจินตนาการ ไม่เพียงแต่โครงสร้างอุตสาหกรรมส่วนบุคคลเท่านั้น แต่ยังรวมถึงภาคส่วนของเศรษฐกิจทั้งหมดด้วย
สาระสำคัญของงานของ TVS นั้นค่อนข้างเรียบง่ายและสมเหตุสมผล ส่วนคงที่หมุนไปตามแกนตามยาว กระบวนการนี้เรียกว่าการเคลื่อนไหวหลัก ในทางกลับกัน เครื่องมือจะถูกนำไปที่ชิ้นส่วน และทำจังหวะตามขวางและแปล การปรับแต่งดังกล่าวทำให้คุณสามารถถอดชิ้นส่วนของชิ้นงานออกได้ สถานที่ที่เหมาะสมเพื่อให้ได้ส่วนที่เสร็จแล้ว
บ้าน คุณสมบัติที่โดดเด่นเครื่องกลึงเกลียวจากหน่วยกลึงทั่วไป ถือว่าการออกแบบมีลีดสกรูแบบพิเศษ ซึ่งทำให้สามารถสร้างเกลียวใหม่ได้อย่างแม่นยำด้วย ข้างนอกช่องว่าง
ส่วนประกอบสำคัญของหน่วย
เครื่องกลึงเกลียวประกอบด้วยหน่วยขนาดใหญ่หลายหน่วย เตียงเป็นส่วนพื้นฐานของเครื่องจักร โดยที่ส่วนประกอบอื่นๆ ทั้งหมดได้รับการแก้ไขแล้ว เตียงทำจากเหล็กหล่อที่แข็งแรงมาก ฐานหนักที่มีไกด์หลายตัวอยู่ด้านบนคือการออกแบบที่พิสูจน์ตัวเองเมื่อหลายปีก่อน นั่นคือเหตุผลที่ผู้ผลิตเครื่องกลึงเกลียวไม่เปลี่ยนรูปแบบที่ผ่านการทดสอบตามเวลานี้ ไกด์จะย้ายส่วนท้ายและก้ามปู

โหนดที่สำคัญอีกประการหนึ่งในการออกแบบคือ headstock ซึ่งเป็นที่ตั้งของแกนหมุน พร้อมกับหัวจับสำหรับยึดชิ้นงาน นอกจากนี้บน headstock ยังมีกระปุกเกียร์ที่ส่งการหมุนจาก มอเตอร์ไฟฟ้าแกนหมุน
การสนับสนุนคือ องค์ประกอบที่สำคัญเพื่อป้อนเครื่องมือตัด การออกแบบประกอบด้วยแคร่พิเศษ ที่จับเครื่องมือ และผ้ากันเปื้อน จำเป็นต้องใช้ที่จับเครื่องมือเพื่อแก้ไขเครื่องมือ แคร่ตลับหมึกเคลื่อนเครื่องมือไปตามตัวกั้น
การออกแบบผ้ากันเปื้อนรวมถึงกลไกการควบคุมคาลิปเปอร์และสไลด์พิเศษที่เคลื่อนที่โดยตรงไปตามผ้ากันเปื้อนในทิศทางตามยาวและตามขวาง ไดรฟ์ไปยังผ้ากันเปื้อนรายงานกล่องฟีด กีต้าร์ที่อยู่ในกล่องทำให้สามารถปรับระยะพิทช์ของเกลียวได้ ส่วนท้ายทำหน้าที่เป็นตัวยึดสำหรับขนาดที่ไม่ได้มาตรฐาน นอกจากนี้ยังมีเครื่องมือติดตั้งอยู่ ไม่ว่าจะเป็นดอกสว่าน รีมเมอร์ หรือดอกเคาเตอร์ซิงค์
ควรสังเกตว่าการออกแบบเครื่องกลึงเกลียวนี้ถือเป็นอุปกรณ์มาตรฐานสำหรับอุปกรณ์ประเภทนี้ สิ่งนี้ไม่ได้กีดกันการมีอยู่ของโหนดเสริม ที่ ปีที่แล้วผู้ผลิตหลายรายติดตั้งอุปกรณ์ที่มีกลไกการคัดลอกและหัวกัดพิเศษ ซึ่งช่วยขยายการทำงานของหน่วยดั้งเดิมได้อย่างมาก
นอกจากนี้การแข่งขันที่รุนแรง รุ่นมาตรฐานเป็นเครื่องกลึงเกลียว CNC โดยวิธีการที่หลังมีลักษณะเพิ่มขึ้นความแม่นยำและใช้งานง่าย
ขึ้นอยู่กับอุปกรณ์ของเครื่องกลึงเกลียว เป็นไปได้ที่จะจำแนกอุปกรณ์นี้ตามคุณสมบัติหลายประการ นี่อาจเป็นระดับของการทำงานอัตโนมัติของกระบวนการแปรรูปชิ้นงาน คุณสมบัติการออกแบบหน่วยและวัตถุประสงค์ของรุ่นเฉพาะ
วันนี้ การแบ่งคร่าวๆ ของเทคนิคนี้สามารถจัดประเภทเป็นแบบอัตโนมัติและกึ่งอัตโนมัติ นอกจากนี้ เครื่องกลึงเกลียวมีทั้งแบบแนวนอนและแนวตั้ง ขึ้นอยู่กับว่าแกนหมุนอยู่ที่ไหน หน่วยประเภทแนวตั้งจะใช้เมื่อมีความจำเป็นในการประมวลผลชิ้นส่วนที่สั้นและหนัก

หนึ่งในพารามิเตอร์ที่สำคัญที่สุดที่อาจารย์ต้องให้ความสนใจเมื่อเลือกเครื่องจักรคือระดับของภาระในองค์ประกอบโครงสร้างที่เคลื่อนไหว ยิ่งแต่ละชิ้นส่วนของเครื่องอ่อนแอลงเท่าใด โอกาสที่อุปกรณ์มักจะล้มเหลวและไม่ได้ใช้งานก็จะยิ่งสูงขึ้นเท่านั้น โดยเฉพาะอย่างยิ่งสำหรับผู้ที่ใช้เทคโนโลยีที่ไม่ใช่ใหม่
แม้หลังจากใช้งานไปหลายปี ความแข็งแกร่งของเฟรมจะต้องอยู่ที่ระดับเดิม และแต่ละโหนดจะต้องทำงานอย่างไม่มีที่ติ เฉพาะในกรณีนี้เราสามารถพูดคุยเกี่ยวกับประสิทธิภาพสูงของหน่วยที่ขีด จำกัด ของความสามารถ
วันนี้เครื่องกลึงเกลียวจะให้ความแม่นยำสูงซึ่งเทียบไม่ได้กับเครื่องที่ผลิตในช่วงกลางศตวรรษที่ผ่านมา เครื่องมือที่เทคนิคนี้ติดตั้งนั้นทำมาจากโลหะผสมแข็งคุณภาพสูงที่มีความแข็งแรงเป็นเลิศ เครื่องมือกลที่ทันสมัยเกือบทั้งหมดเป็นมาตรฐานของความแม่นยำและความสามารถในการผลิต ทั้งหมดนี้ยืนยันอีกครั้งว่าแม้ว่าเทคนิคนี้จะไม่ได้เปลี่ยนแปลงไปจากภายนอกมากนัก แต่ลักษณะการปฏิบัติงานของมันก็ก้าวหน้าไปทุกปี
การค้นพบ
เครื่องกลึงเกลียวเป็นอุปกรณ์ที่มีความต้องการที่มั่นคงในรัสเซีย วันนี้อาจารย์พร้อมให้บริการ มีให้เลือกมากมายหน่วยใหม่และใช้แล้ว ผู้ผลิตในประเทศของเทคโนโลยีดังกล่าวตอบสนองความต้องการอย่างเต็มที่ ในขณะเดียวกันก็มีคู่แข่งรายสำคัญเช่นกัน โดยเฉพาะในกลุ่มแบรนด์เอเชียและยุโรป
อย่างไรก็ตาม บริษัทผู้ผลิตของรัสเซียก็มีทุกอย่างเพื่อสร้างอุปกรณ์แข่งขันคุณภาพสูง ราคาไม่แพง, คุณภาพสูงส่วนประกอบและการพัฒนาทางวิศวกรรมที่มีประสิทธิภาพทำให้เทคนิคนี้เป็นที่นิยมอย่างมากในพื้นที่หลังโซเวียต
งานห้องปฏิบัติการ
การผลิตและ เทคโนโลยีอุตสาหกรรม
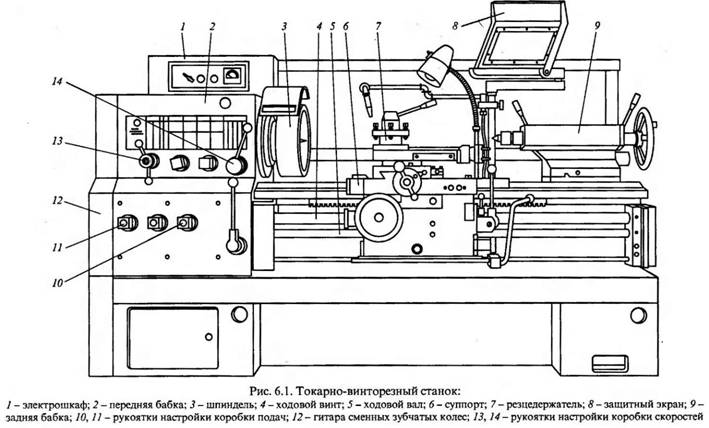
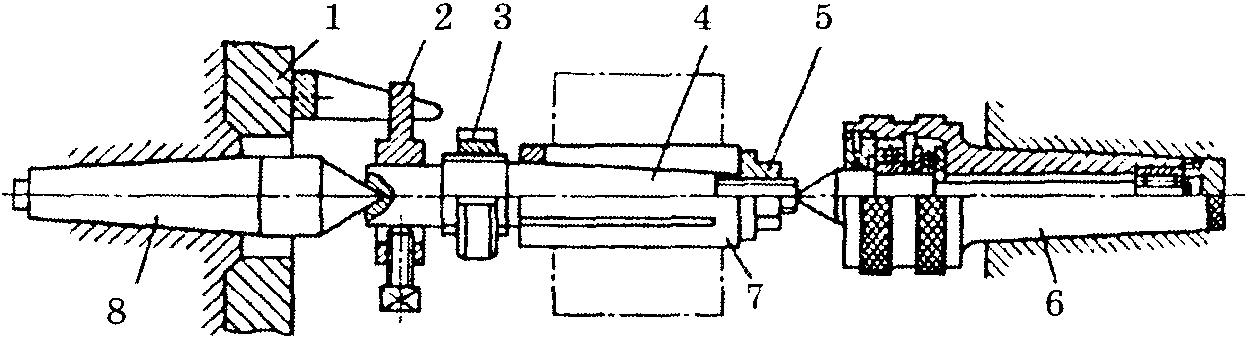
ข้าว. เครื่องกลึงเกลียว ส่วนประกอบหลักและการเคลื่อนไหวของเครื่อง 16K20 ใน headstock 1 รูปที่ 1 รวบรัด ข้อกำหนดทางเทคนิคเครื่องจักร เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของชิ้นงานที่จะกลึงเหนือเตียง มม. 400 เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของชิ้นงานที่จะตัดเฉือนเหนือแคร่รองรับด้านล่าง มม. 220 เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของแท่งกลึง มม. 53 ความยาวสูงสุดของชิ้นงานที่จะกลึง มม. 71010001400 ความเร็วแกนขั้นต่ำ 1 1251600 จำนวนความเร็วแกนหมุน 22 เธรด:...
อุปกรณ์ของเครื่องกลึงเกลียว งานที่ทำกับมัน อุปกรณ์เสริมและเครื่องมือ
วัตถุประสงค์: เพื่อศึกษาอุปกรณ์ของเครื่องกลึงเกลียวและวัตถุประสงค์ของส่วนประกอบและชิ้นส่วนหลัก รู้จักกับ เครื่องมือตัด, ^ ใช้เพื่อทำการกลึงต่างๆ ทำความคุ้นเคยกับประเภทของการกลึงและอุปกรณ์เสริมที่ใช้สำหรับการกลึงนี้
อุปกรณ์. เครื่องกลึงเกลียว 16K20; เครื่องมือกลึง, ดอกสว่าน, ดอกเคาเตอร์ซิงค์, รีมเมอร์, ต๊าป, ดาย; คาร์ทริดจ์, ศูนย์, lunettes;
เครื่องกลึงเกลียวสากล mod.16K20 ได้รับการออกแบบมาสำหรับการประมวลผลชิ้นงานในรูปแบบของการปฏิวัติเช่นเดียวกับการตัด หลากหลายชนิดกระทู้
รูปที่ 1 เครื่องกลึงเกลียว
ส่วนประกอบหลักและการเคลื่อนไหวของเครื่อง 16K20
ใน headstock 1 (รูปที่ 1) วางไว้แกนหมุนและ กระปุกเกียร์.,ออกแบบให้เปลี่ยนความถี่และทิศทางการหมุนของสปินเดิลกับชิ้นงานหางปลา 2 รองรับชิ้นงานเมื่อทำงานในศูนย์ และทำหน้าที่รักษาความปลอดภัยอุปกรณ์, รูการประมวลผล(ดอกสว่าน เคาเตอร์ซิงค์ รีมเมอร์เป็นต้น) เมื่อเปลี่ยนความยาวของชิ้นงาน tailstock จะถูกย้ายไปตามไกด์ Caliper 3 ถือตัวจับยึดเครื่องมือพร้อมหัวกัดและแจ้งทางยาวหรือตามขวาง เคลื่อนที่ตามแนวแกนของชิ้นงานผ้ากันเปื้อน 4 ออกแบบมาเพื่อส่งการเคลื่อนไหวไปยังคาลิปเปอร์จากลีดสกรู 5 หรือ แกนนำ 6 ในทิศทางตามยาวและตามขวางกระปุกเกียร์ 8 ควบคุมการป้อนและเปิดลีดสกรู
บนเตียง 7 ติดตั้งส่วนประกอบหลักของเครื่อง เมื่อประมวลผลบน กลึง การเคลื่อนไหวหลักเป็น การหมุนแกนหมุนกับการเตรียมตัว เมื่อหมุนผิวทรงกระบอก แคร่ก้ามปูพร้อมคัตเตอร์จะมีฟีดตามยาว และเมื่อเลื่อนคาลิปเปอร์สไลด์ข้ามฟีดเมื่อตัดปลาย พื้นผิวฟีดตามขวางจะกลายเป็นการเคลื่อนไหวอย่างต่อเนื่องและตัวป้อนตามยาวจะทำหน้าที่ดันคัตเตอร์เข้าไปในชิ้นงานเป็นระยะ ที่เกลียวการเคลื่อนไหวหลักและการเคลื่อนที่ของฟีดตามยาว ก่อให้เกิดการเคลื่อนไหวรูปร่างที่ซับซ้อน
กีต้าร์ของเกียร์แบบเปลี่ยนได้ 9 ใช้เพื่อตั้งค่าเครื่องเมื่อตัดเกลียวประเภทต่างๆด้วยมีดคัตเตอร์
ลักษณะทางเทคนิคโดยย่อของเครื่อง
เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของชิ้นงานแปรรูป
เหนือเตียง มม. 400
เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของชิ้นงานที่กำลังดำเนินการ
เหนือแคร่ตลับหมึกล่าง มม. 220
เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของการประมวลผล
บาร์มม 53
ความยาวสูงสุดของการประมวลผล
ช่องว่าง มม. 710,1000,1400
ความเร็วแกนหมุน min-1 12,5-1600
จำนวนความเร็วแกนหมุน 22
ส่ง mm/rev:
ตามยาว 0.05-2.8
ขวาง 0.025-1.4
ตัดหัวข้อ:
เมตริก ระยะพิทช์เป็น มม. 0.5-112
นิ้ว จำนวนเกลียวต่อ 1 นิ้ว 56-0.5
โมดูลาร์, ก้าวเข้าโมดูล 0.5-112
ขว้างในสนาม 56-0.5
เส้นผ่านศูนย์กลางรูแกน mm 55
กำลังมอเตอร์หลัก กิโลวัตต์ 11
งานกลึงประเภทหลัก
กลึง, กลึงผิวทรงกระบอก, ตัดแต่งปลาย, กลึงร่องภายนอก, ตัดโลหะ, เจาะ, รีม, รีม, รีม, รูที่น่าเบื่อและร่องภายใน, ตั้งศูนย์, แปรรูป, "พื้นผิวที่มีใบมีดรูปทรง, เกลียวด้วยดาย, ต๊าป, คัตเตอร์, หัวรีดเกลียว การแปรรูปพื้นผิวทรงกรวย
เครื่องมือหลักในการกลึงคือเครื่องตัด หัวกัดจะหยาบและเก็บผิวสำเร็จทั้งนี้ขึ้นอยู่กับลักษณะของการแปรรูป พารามิเตอร์ทางเรขาคณิตของส่วนตัดของหัวกัดเหล่านี้ถูกปรับให้เข้ากับพื้นที่หน้าตัดขนาดใหญ่และเล็กของชั้นตัด
ตามรูปร่างและตำแหน่งของใบมีดที่สัมพันธ์กับแกน ฟันหน้าจะแบ่งออกเป็นฟันตรง (รูปที่ 2,ก) งอ (รูปที่ 2, b) และวาด (รูปที่ 2, c) สำหรับฟันหน้าแบบหดกลับ ความกว้างของใบมีดมักจะน้อยกว่าความกว้างของส่วนที่ยึด ใบมีดสามารถจัดวางอย่างสมมาตรตามแกนของที่จับใบมีดหรือเลื่อนไปทางขวาหรือซ้าย
ในทิศทางของการเคลื่อนที่ของฟีด ใบมีดจะแบ่งออกเป็นด้านขวาและด้านซ้าย สำหรับฟันหน้าขวา คมตัดหลักอยู่ด้านข้าง นิ้วหัวแม่มือ มือขวาถ้าคุณใส่ฟันจากด้านบน (รูปที่ 2, a) ในการเคลื่อนไหวการทำงาน หัวกัดดังกล่าวจะเคลื่อนจากขวาไปซ้าย (จากส่วนท้ายไปด้านหน้า) ในฟันหน้าซ้ายที่มีการจัดวางที่คล้ายกันของมือซ้าย คมตัดหลักยังอยู่ที่ด้านข้างของนิ้วหัวแม่มือ (รูปที่ 2, b) หัวกัดดังกล่าวในฟีดจะเคลื่อนจากซ้ายไปขวา
 ตามวัตถุประสงค์ เครื่องมือกลึงจะแบ่งออกเป็น การเจาะ การคว้าน การตัด การตัด การขึ้นรูป การกลึงเกลียว และการกลึงร่อง
ตามวัตถุประสงค์ เครื่องมือกลึงจะแบ่งออกเป็น การเจาะ การคว้าน การตัด การตัด การขึ้นรูป การกลึงเกลียว และการกลึงร่อง
เพื่อให้มั่นใจในความแม่นยำและคุณภาพพื้นผิวของชิ้นงานในขณะที่ยังคงผลิตภาพแรงงานสูง
ซ้าย ขวา ซ้าย ขวา
รูปที่ 2 ประเภทของเครื่องมือกลึง:เอ - ตรง
b - งอ, c - โค้ง, d - วาด
จำเป็นต้องเลือกรูปทรงที่ถูกต้องของคัตเตอร์ มุมของแผนมีบทบาทสำคัญที่นี่ มุมในแผนผัง (รูปที่ 3) คือมุมระหว่างขอบตัดของใบมีดกับทิศทางการป้อน: φ คือมุมหลักในแผนผัง φ 1 - มุมเสริมในแปลน ε - มุมที่ด้านบน (ε = 180° - φ - φหนึ่ง ). มุม φ และ φ 1 ขึ้นอยู่กับการลับคมและการติดตั้งใบมีด และมุม ε ขึ้นอยู่กับการลับคมเท่านั้น ที่มุมเล็ก φ คมตัดส่วนใหญ่มีส่วนเกี่ยวข้องกับงาน การกำจัดความร้อนดีขึ้น และอายุการใช้งานของเครื่องมือเพิ่มขึ้น ที่มุมขนาดใหญ่ φ ส่วนที่เล็กกว่าของคมตัดจะทำงาน อายุการใช้งานของเครื่องมือจึงลดลง เมื่อทำการประมวลผลชิ้นงานที่ยาวและบาง เมื่อเกิดอันตรายจากการโก่งตัว จะใช้หัวกัดที่มีมุมขนาดใหญ่ φ เนื่องจากในกรณีนี้ แรงกดจะน้อยลง สำหรับขึ้นรูปชิ้นงาน เส้นผ่านศูนย์กลางขนาดใหญ่เลือก φ \u003d 30 - 45 ° สำหรับแบบบาง (ไม่แข็ง) - φ \u003d 60 - 90 °
มุมเสริม φ 1 คือมุมระหว่างขอบรองกับทิศทางป้อน ถ้า φ 1 เล็ก จากนั้นเนื่องจากการกดคัตเตอร์บางส่วน ขอบเสริมจึงตัดเป็นเครื่องกลึง
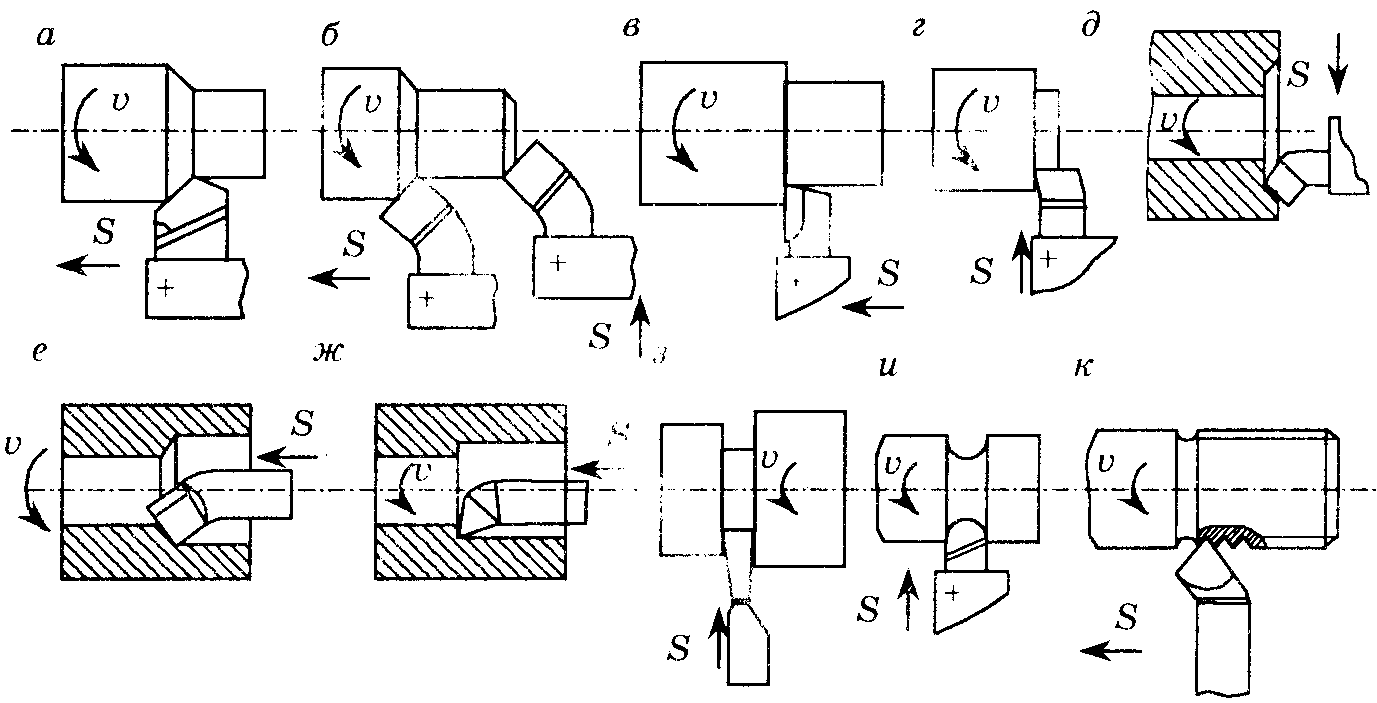
รูปที่ 4 ประเภทของเครื่องมือกลึง: a - เส้นตรงและ b - โค้งตรง, ใน - ทะลุผ่าน, d, d - ตัดราคา, e - น่าเบื่อผ่านทางเดิน, w - แรงขับที่น่าเบื่อ, h - ตัดและ - รูปทรง k - เกลียว
พื้นผิวและทำให้เสีย มุมกว้าง φ 1 ยอมรับไม่ได้เนื่องจากปลายฟันกรามอ่อนลง ปกติ φ 1 = 10 - 30 °
ผ่านเส้นตรง (รูปที่ 5.5ก) และโค้งงอ (รูปที่ 4,ข) หัวกัดใช้ในการประมวลผลพื้นผิวภายนอก สำหรับใบมีดตรง มักจะเป็นมุมหลักในแผน φ \u003d 45 - 60 ° และตัวเสริม φ 1 = 10-15° สำหรับฟันที่โค้งงอมุมในแผน φ \u003d φ 1 = 45° หัวกัดเหล่านี้ทำงานเป็นทางผ่านระหว่างการเคลื่อนที่ของอัตราป้อนตามยาวและเป็นหัวกัดให้คะแนนระหว่างการเคลื่อนที่ของอัตราป้อนตามขวาง
สำหรับการประมวลผลพื้นผิวทรงกระบอกและระนาบส่วนปลายพร้อมกัน จะใช้ฟีดทรู เครื่องตัดแบบต่อเนื่อง(รูปที่ 4,ใน), การทำงานกับการเคลื่อนที่ของฟีดตามยาว มุมหลักในแผนผัง φ = 90°
มีดคัตเตอร์ใช้สำหรับตัดปลายชิ้นงาน พวกมันทำงานกับการเคลื่อนที่ของฟีดตามขวางไปยังจุดศูนย์กลาง (รูปที่ 4ช) หรือจากศูนย์ (รูปที่ 4จ) ช่องว่าง
เครื่องตัดที่น่าเบื่อใช้สำหรับเจาะรู เจาะล่วงหน้า หรือได้มาจากการปั๊มหรือหล่อ ใช้หัวกัดคว้านสองประเภท: เจาะทะลุ - สำหรับการคว้านทะลุ (รูปที่ 4, จ), แรงขับ - สำหรับคนหูหนวก (รูปที่ 4,กรัม) พวกมันมีรูปร่างที่แตกต่างกันออกไป สำหรับหัวกัดเจาะคว้าน มุมในแผนผัง φ = 45-60° และสำหรับหัวกัดคว้านแบบแทง มุม φ จะค่อนข้างมากกว่า 90°
คัตเตอร์คัทออฟใช้สำหรับตัดชิ้นงานเป็นชิ้นๆ ตัดชิ้นงานที่กลึงแล้วและเซาะร่อง พวกเขาทำงานกับการเคลื่อนที่ของฟีดตามขวาง (รูปที่ 2ชม). เครื่องมือตัดมีคมตัดหลักอยู่ที่มุม φ = 90° และมุมเสริมสองอันที่มีมุม φ 1 = 1-2°
หัวกัดรูปทรงใช้สำหรับการประมวลผลพื้นผิวรูปทรงสั้นที่มีความยาว generatrix สูงสุด 30-40 มม. รูปร่างของคมตัดของเครื่องตัดที่มีรูปร่างสอดคล้องกับโปรไฟล์ของชิ้นส่วน โดยการออกแบบ หัวกัดดังกล่าวจะแบ่งออกเป็นก้าน กลม ปริซึม และในทิศทางของการเคลื่อนที่ของฟีด - เป็นแนวรัศมีและแนวสัมผัส บน สกรูตัดสำหรับเครื่องจักร ผิวที่มีรูปทรงจะได้รับการประมวลผลตามกฎด้วยหัวกัดซึ่งยึดอยู่กับที่จับเครื่องมือของเครื่อง (รูปที่ 4,และ).
มีดคัตเตอร์ (รูปที่ 5.5, j) ใช้เพื่อสร้างเกลียวภายในภายนอกของโปรไฟล์ใด ๆ : สี่เหลี่ยม, สามเหลี่ยม, สี่เหลี่ยมคางหมู รูปร่างของใบมีดสอดคล้องกับโปรไฟล์และขนาดหน้าตัดของเกลียวที่ตัด
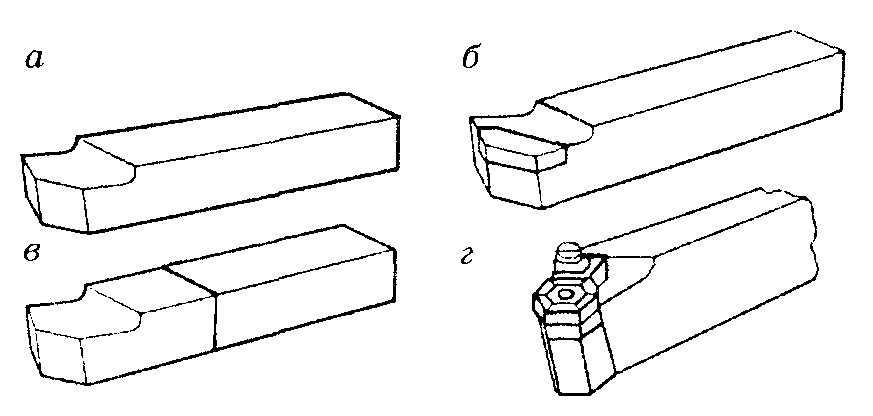 ตามการออกแบบ ใบมีดแบบชิ้นเดียวมีความโดดเด่น ทำจากชิ้นงานเดียว คอมโพสิต (ด้วยการเชื่อมต่อที่ครบถ้วนของชิ้นส่วนต่างๆ); ด้วยแผ่นบัดกรี ด้วยการยึดแผ่นทางกล (รูปที่ 5)
ตามการออกแบบ ใบมีดแบบชิ้นเดียวมีความโดดเด่น ทำจากชิ้นงานเดียว คอมโพสิต (ด้วยการเชื่อมต่อที่ครบถ้วนของชิ้นส่วนต่างๆ); ด้วยแผ่นบัดกรี ด้วยการยึดแผ่นทางกล (รูปที่ 5)
รูปที่ 5 ประเภทของเครื่องมือกลึง แต่มีรูปแบบ: แข็ง(ก, ข) ประกอบด้วยการบัดกรี (เข้า) หรือยึดด้วยกลไก(ง) จาน
ตัวจับยึดเครื่องมือมักจะทำจากเหล็กโครงสร้าง 40, 45, 50 และ 40X โดยมีส่วนต่างๆ เช่น สี่เหลี่ยม สี่เหลี่ยม กลม ฯลฯ
หัวกัดที่มีเม็ดมีดคาร์ไบด์แบบยึดกลไกมีข้อได้เปรียบเหนือหัวกัดแบบเชื่อมประสาน เนื่องจากการออกแบบนี้ป้องกันความเป็นไปได้ที่จะเกิดรอยแตกในเม็ดมีดระหว่างการบัดกรี และยืดอายุการใช้งานของส่วนยึดของหัวกัด
เม็ดมีดตัดหลายแง่มุมทำด้วยสามสี่ ห้า และหกใบหน้า (รูปที่ 6) เพื่อสร้างมุมบวกบนพื้นผิวด้านหน้าของเม็ดมีดพร้อม ขอบตัดรูและลบมุมทำโดยการกดตามด้วยการเผาผนึก
ความเก่งกาจ เครื่องตัดโลหะขยายได้ด้วยอุปกรณ์เสริมและอุปกรณ์ติดตั้ง บนเครื่องกลึง ส่วนประกอบหลักคือ: คาร์ทริดจ์, ศูนย์กลาง (รูปที่ 7), lunettes นอกจากนี้ยังใช้อุปกรณ์เสริม: หัวจับดอกสว่าน, ปลอกอะแดปเตอร์, ที่หนีบ
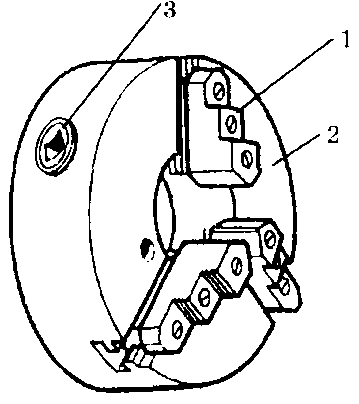
ในบรรดาคาร์ทริดจ์นั้น หัวจับสามขากรรไกรที่อยู่ตรงกลางตัวเอง (รูปที่ 8) นั้นใช้กันอย่างแพร่หลายที่สุด การออกแบบให้การเคลื่อนที่พร้อมกันของลูกเบี้ยวสามตัวในทิศทางแนวรัศมี เนื่องจากชิ้นงานถูกจัดวางตำแหน่งตามแนวแกนของสปินเดิล
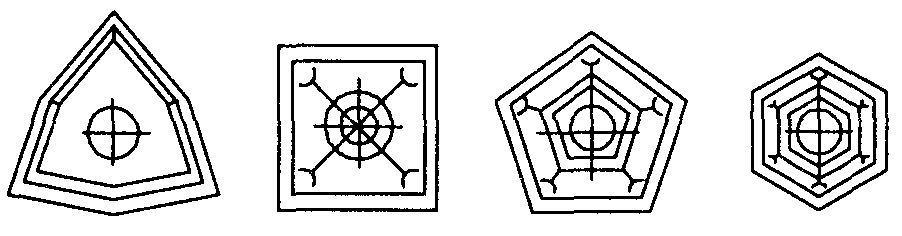
 รูปที่ 6 เม็ดมีดหลายเหลี่ยมเพชรพลอย
รูปที่ 6 เม็ดมีดหลายเหลี่ยมเพชรพลอย
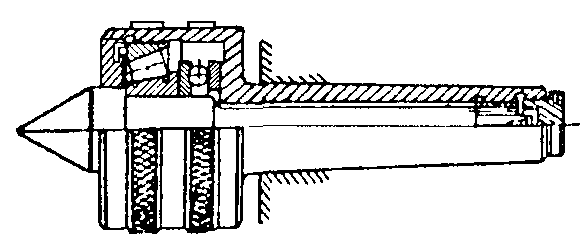
รูปที่ 7 ศูนย์หมุนเวียน
รูปที่ 8 หัวจับสามขาแบบตั้งศูนย์ตัวเอง
 ด้วยส่วนที่ไม่สมมาตรของชิ้นงาน เมื่อไม่สามารถจับยึดในหัวจับแบบสามขาได้อย่างเหมาะสม ให้ใช้หัวจับสี่ขาที่มีตัวจับยึดแบบแยกกรามหรือแผ่นปิดหน้า (รูปที่ 9)
ด้วยส่วนที่ไม่สมมาตรของชิ้นงาน เมื่อไม่สามารถจับยึดในหัวจับแบบสามขาได้อย่างเหมาะสม ให้ใช้หัวจับสี่ขาที่มีตัวจับยึดแบบแยกกรามหรือแผ่นปิดหน้า (รูปที่ 9)
เมื่อประมวลผลในศูนย์ หากต้องการให้การหมุนไปยังชิ้นงาน ให้ใช้คาร์ทริดจ์สายจูง (รูปที่ 10) เมื่อดำเนินการภายนอกของชิ้นงานยาวที่มีเส้นผ่านศูนย์กลางเล็กเพื่อป้องกันการโก่งตัวจะใช้
รูปที่ 9 แผ่นปิดหน้า
คงที่ (รูปที่ 11, a) หรือเคลื่อนย้ายได้ (รูปที่ 11, a) lunettes
 พื้นผิวทรงกรวยบนเครื่องกลึงมีการประมวลผลด้วยวิธีต่อไปนี้: ด้วยเครื่องมือกลึงที่กว้าง โดยการหมุนสไลด์บนโดยการขยับลำตัวส่วนท้ายไปในทิศทางตามขวางและใช้ไม้บรรทัดหรือทรงกรวย
พื้นผิวทรงกรวยบนเครื่องกลึงมีการประมวลผลด้วยวิธีต่อไปนี้: ด้วยเครื่องมือกลึงที่กว้าง โดยการหมุนสไลด์บนโดยการขยับลำตัวส่วนท้ายไปในทิศทางตามขวางและใช้ไม้บรรทัดหรือทรงกรวย
เครื่องตัดแบบกว้าง (รูปที่ 12,ก) มักจะหันพื้นผิวทรงกรวยสั้นที่มีความยาว 25-30 มม.
เมื่อตัดเฉือนพื้นผิวทรงกรวยด้วยการกลึง คาลิปเปอร์บน(รูปที่ 12, b) ติดตั้งเป็นมุมเท่ากับครึ่งหนึ่งของมุมที่ด้านบนของกรวยที่แปรรูปแล้ว ดำเนินการประมวลผลที่ ป้อนด้วยมือ. มุมของการหมุนถูกกำหนดโดยสูตร
รูปที่ 10 การประมวลผลในศูนย์: 1 - หัวจับดอกสว่าน, 2 - ศูนย์หน้า, 3 - ปลอกคอ, 4 - หัวจับด้านหลัง, 5 - หัวจับปลายหาง
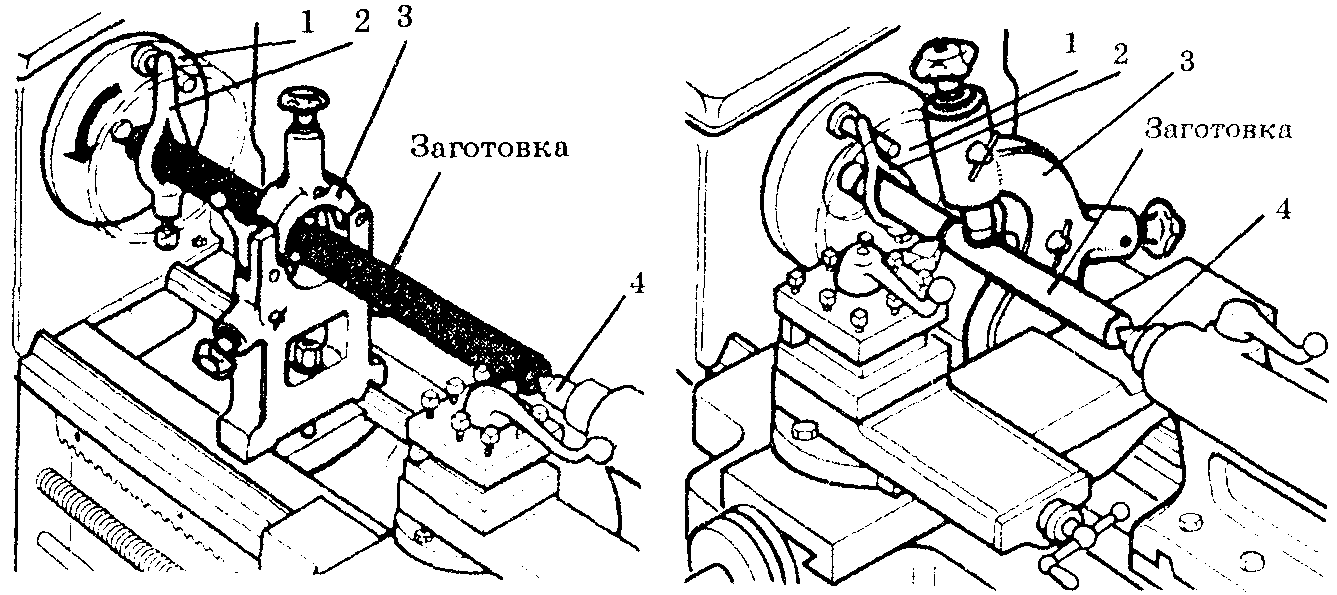
รูปที่ 11 แปรรูปชิ้นงานขนาดยาวโดยใช้เครื่องเขียน(ก) และเคลื่อนย้ายได้ (b) lunettes
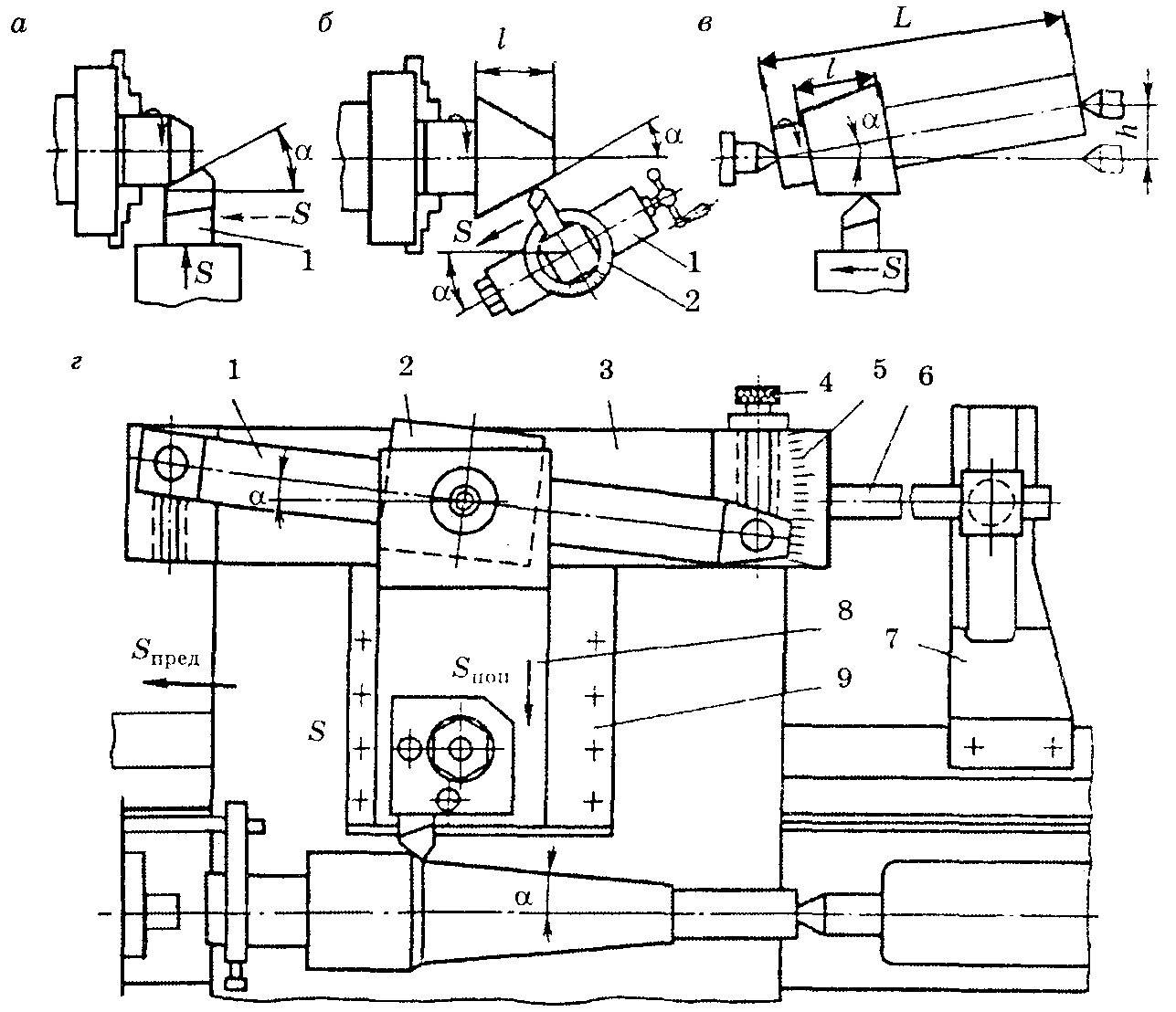
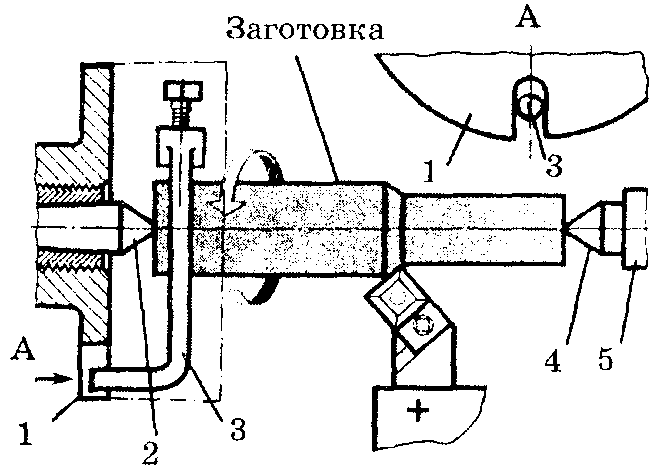
รูปที่ 12 วิธีการหมุนกรวย: a - ด้วยเครื่องตัดแบบกว้างข - หมุนคาลิปเปอร์บนใน - การกระจัดของลำตัวส่วนท้ายจี - ใช้ไม้บรรทัด conum, 1 - ไม้บรรทัดหมุน, 2 - ตีนตะขาบ, 3 - ไม้บรรทัดคงที่, 4 - สกรู, 5 - มาตราส่วน, 6 - คัน, 7 - ตัวยึด, 8 - เลื่อน, 9 - ตัวเรือน
โดยที่ D และ d — เส้นผ่านศูนย์กลางของพื้นผิวรูปกรวยที่ผ่านการแปรรูป mm; l — ความสูงของกรวย mm.
ด้วยการขยับลำตัวของส่วนท้ายไปในทิศทางตามขวาง (รูปที่ 12, b) มันบดพื้นผิวทรงกรวยยาวที่มีมุมกรวยเล็ก ๆ ที่ด้านบน (สูงถึง 12 °) ในกรณีนี้ การกระจัดของศูนย์กลางด้านหลังในทิศทางตามขวางจะพิจารณาจากนิพจน์
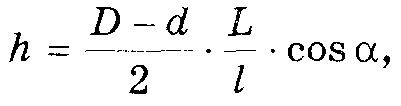
ที่ไหน L — ความยาวรวมของชิ้นงานที่ผ่านกระบวนการ mm.
วิธีการประมวลผลพื้นผิวรูปกรวยโดยใช้ไม้บรรทัดรูปกรวย (รูปที่ 12,ช), ติดกับเตียงเครื่อง ช่วยให้คุณได้พื้นผิวรูปกรวยที่มีมุมที่ด้านบนถึง 40 ° การประมวลผลดำเนินการโดยการรวมฟีดเชิงกล
ขึ้นอยู่กับรูปร่างและขนาดของชิ้นงาน วิธีต่างๆรัดของพวกเขา เมื่ออัตราส่วนความยาวของชิ้นงานต่อเส้นผ่านศูนย์กลาง L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D > 10 ใช้การพักอย่างมั่นคง
วิธีการทั่วไปคือการประมวลผลในศูนย์ (รูปที่ 13) เนื่องจากช่วยให้คุณสามารถจัดเรียงชิ้นส่วนจากเครื่องหนึ่งไปยังอีกเครื่องหนึ่งโดยไม่ต้องจัดตำแหน่งในภายหลัง ในเวลาเดียวกัน รูตรงกลางจะถูกเจาะล่วงหน้าที่ปลายชิ้นงาน รูปร่างและขนาดของรูตรงกลาง (รูปที่ 14) เป็นมาตรฐาน เมื่อติดตั้งบนตัวเครื่อง จุดกึ่งกลางด้านหน้าและส่วนท้ายของเครื่องจะเข้าไปในรูเหล่านี้
รูปที่ 13 การประมวลผลในศูนย์: 1 - หัวจับดอกสว่าน, 2 - คอ, 3 - น็อต, 4 - แกน, 5 - น็อต, 6 - ศูนย์อยู่, 7 - แขน, 8 - ศูนย์หน้า
ในการถ่ายโอนการหมุนจากแกนหมุนของ headstock ไปยังชิ้นงาน จะใช้หัวจับดอก 1 (รูปที่ 13) ชุด
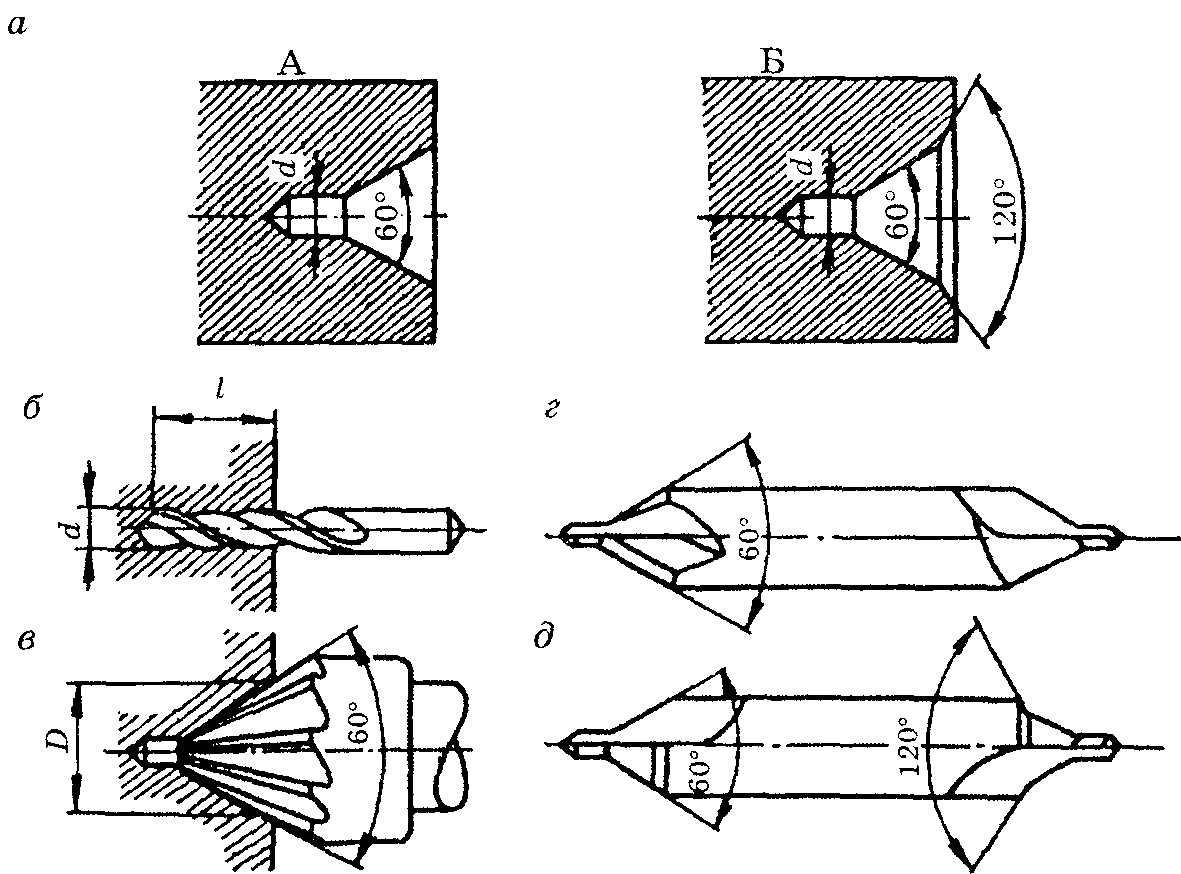
รูปที่ 14 รูตรงกลาง (a) และเครื่องมือ (b - สว่านทรงกระบอก c - เคาเตอร์ซิงค์, d, d - ชุดสว่าน)
หล่อบนแกนหมุนและแคลมป์ 2 จับจ้องอยู่ที่ชิ้นงาน
มีการติดตั้งศูนย์ในสปินเดิลของเครื่องจักรและปลายปากกา ศูนย์กลางที่ติดตั้งในแกนหมุนจะหมุนพร้อมกับชิ้นงาน ศูนย์ธรรมดา (รูปที่ 15, a) ที่ติดตั้งในปากกาขนนก tailstock จะไม่หมุน ดังนั้นจึงสึกหรอและทำให้รูตรงกลางของชิ้นงานสึกหรอ เพื่อป้องกันการสึกหรอ จะใช้ศูนย์หมุน (ดูรูปที่ 7) บางครั้งใช้: ตัดตรงกลางเมื่อตัดแต่งปลาย ศูนย์ถอยหลัง (รูปที่ 15, b) เมื่อหมุนชิ้นงานที่มีเส้นผ่านศูนย์กลางเล็ก (ไม่เกิน 5 มม.)
![]()
รูปที่ 15 ศูนย์เลี้ยว: a - ศูนย์ง่าย (1 - กรวย, 2 - คอ, 3 - กรวย, 4 - ก้าน); b - ศูนย์ถอยหลัง
รวมถึงผลงานอื่นๆ ที่คุณอาจสนใจ |
|||
| 58029. | เสร็จสิ้นการก่อตัวของอาณาจักรอาณานิคมโลก ความสัมพันธ์ระหว่างประเทศในช่วงที่สามของศตวรรษที่ 19 | 122KB | |
| วัตถุประสงค์: เพื่อสร้างแนวคิดของอินเดียในช่วงครึ่งหลังของศตวรรษที่ 19; ทำความคุ้นเคยกับหลักการของนโยบายอาณานิคมของอังกฤษในอินเดีย เปิดเผยเหตุผลของหลักสูตรและผลการจลาจลของซีปอย ตัดสินเอาเองเกี่ยวกับอุดมการณ์ภาระของคนขาว... | |||
| 58030. | อินเดีย. วัฒนธรรม - ลักษณะทางประวัติศาสตร์ ลักษณะทางเศรษฐกิจและภูมิศาสตร์ | 118KB | |
| วัตถุประสงค์: เพื่อสร้างแนวคิดทั่วไปของนักเรียนเกี่ยวกับวัฒนธรรมและลักษณะทางเศรษฐกิจของอินเดีย เพื่อพัฒนาทักษะของนักเรียนในการเลือกและวิเคราะห์เนื้อหาอย่างอิสระ ดำเนินการพัฒนาทักษะต่อไปเพื่อสรุปและสรุป; ปลูกฝังความรับผิดชอบ... | |||
| 58031. | อินเดียโบราณ | 78.5KB | |
| คำพูดของผู้อ่าน: Shanovnіuchnі shogodnі mi กับคุณpomandruєmoบน Skhid ถึงtsіkavoїฉันลึกลับІndії แนะนำวัสดุใหม่ ตำแหน่งทางภูมิศาสตร์ของหุ่นยนต์อินเดียพร้อมแผนที่ | |||
| 58032. | Zastosuvannya dієprikmetnikเป็นรูปแบบพิเศษของdієslіvในการป้องกันโครงการ "ลักษณะเฉพาะของการเฝ้าระวังหลังหน้าจอของpidlіtkіv" | 1.94MB | |
| META: เปลี่ยนเป็นการเรียนรู้ความรักก่อนที่จะเปลี่ยนเป็นภาษายูเครน ฉันสร้างความคิดริเริ่มและวิสัยทัศน์ในการตั้งค่าเพื่อปรับปรุงและปกป้องสุขภาพของคุณ เพื่อพัฒนาความสามารถในการเรียนรู้ของผู้เรียนและผู้เรียนในการสื่อสารสื่อสารโดยใช้ภาษาในสถานการณ์ชีวิตต่างๆ... | |||
| 58033. | งานที่ง่ายและพับเก็บได้เพื่อรวมมิติไว้เหนือหน่วยของพื้นที่ | 58.5KB | |
| Tsіlі: osvіtnі: สร้างจำนวนของสมาร์ทและผู้เริ่มต้น, แก้ปัญหาอย่างชาญฉลาด, วิเคราะห์ปัญหาทางคณิตศาสตร์ การพัฒนา: พัฒนาความคิดเชิงตรรกะและอัลกอริธึม ความรู้และความสามารถทางปัญญา กระตุ้นการพัฒนา ลดการเรียนรู้ โต้แย้งความคิดเห็นของคุณ... | |||
| 58034. | การดำเนินการของอินทิกรัลเพื่อสร้างแบบจำลองของกระบวนการ | 2.54MB | |
| เริ่มแรก: เพื่อศึกษาและจัดระบบความรู้ของนักเรียนในหัวข้อ “Integral and Yoga study”; ได้รับความรู้รวมเกี่ยวกับการเปลี่ยนแปลงทางเรขาคณิต กายภาพ และเศรษฐกิจของอินทิกรัล เพื่อสร้างจิตสำนึกของผู้มาใหม่ของนักเรียนอย่างอิสระเพื่อจัดระบบและให้ความรู้ลึกซึ้ง ... | |||
| 58035. | การประยุกต์ใช้อินทิกรัล | 107KB | |
| วัตถุประสงค์: เพื่อสรุปและจัดระบบความรู้ในหัวข้อการประยุกต์ใช้อินทิกรัล การทำให้เป็นจริงของความรู้พื้นฐาน คำจำกัดความของแอนติเดริเวทีฟ คำจำกัดความของอินทิกรัลไม่จำกัด ความหมายของอินทิกรัล... | |||
| 58036. | คำอธิบายของอินทิกรัลที่กำหนด | 558.5KB | |
| เพื่อให้ได้ความรู้รวมเกี่ยวกับการเปลี่ยนแปลงทางเรขาคณิตและทางกายภาพของอินทิกรัล ครูพูดจบคำพูดเพื่อให้การกำหนดความแน่วแน่เป็นจริง: สี่เหลี่ยมคางหมูโค้งเรียกว่า Diya ถูกห่อหุ้มด้วยความแตกต่าง ก่อนอื่นสำหรับหนึ่งและฟังก์ชั่นอื่น ๆ จะทบทวนเท่านั้น ... | |||
| 58037. | พิชิตอาหรับ การสถาปนาหัวหน้าศาสนาอิสลามอาหรับ | 248.5KB | |
| ทบทวนประวัติการทรงสร้าง หัวหน้าศาสนาอิสลามอาหรับและการเกิดขึ้นของศาสนาอิสลามเพื่อทำความคุ้นเคยกับความสำเร็จที่เฉียบแหลมที่สุดของวัฒนธรรมอิสลาม พัฒนาทักษะในการทำงานกับแผนที่ประวัติศาสตร์ | |||
บน Tokarno เครื่องตัดเกลียว หลักการทำงานอย่างง่าย: ชิ้นงานซึ่งยึดอยู่ในตำแหน่งแนวนอนเริ่มหมุนและเครื่องตัดซึ่งเคลื่อนที่ได้จะไม่ถูกถอดออก วัสดุที่ต้องการ. แต่การจะปฏิบัติตามหลักการนี้ จำเป็นต้องมีกลไกซึ่งประกอบด้วย จำนวนมากองค์ประกอบที่ตรงกันอย่างแม่นยำ เครื่องกลึงโลหะรวมเครื่องมือกลเก้าประเภทเข้าด้วยกัน ซึ่งแตกต่างกันในด้านต่างๆ: ในรูปแบบการออกแบบ วัตถุประสงค์ ระดับของระบบอัตโนมัติ
การใช้อุปกรณ์เพิ่มเติมพิเศษในเครื่องจักร (สำหรับการกัด การเจียร สำหรับการเจาะรูในแนวรัศมี) ช่วยขยายการทำงานทางเทคโนโลยีของอุปกรณ์อย่างมาก
เครื่องกลึงแบบอัตโนมัติและกึ่งอัตโนมัติจะแบ่งออกเป็นแนวตั้งและแนวนอน ขึ้นอยู่กับตำแหน่งของสปินเดิลซึ่งมีฟิกซ์เจอร์สำหรับติดตั้งชิ้นงานของชิ้นส่วนที่กำลังดำเนินการ เครื่องจักรแนวตั้งส่วนใหญ่จะใช้สำหรับการประมวลผลชิ้นส่วนที่มีขนาดใหญ่และน้ำหนัก แต่มีความยาวเพียงเล็กน้อย เครื่องกลึงที่มีชื่อเสียงที่สุดในยุคนั้น สหภาพโซเวียต- 16K20 และ 1K62 เครื่องกลึงถูกออกแบบมาเพื่อประมวลผลวัสดุโดยการตัดเพื่อให้ได้ชิ้นส่วนในรูปแบบของการปฏิวัติ วันนี้มีเครื่องกลึงหลายประเภทหลัก เทคนิคการกลึงหมู่ที่เอนกประสงค์ที่สุดคือ เครื่องกลึงเกลียวใช้ในการผลิตขนาดเล็ก และเครื่องกลึงเกลียวก็แบ่งออกเป็นประเภทต่าง ๆ เช่นกัน:
เครื่องกลึงเกลียว
เครื่องกลึงเกลียวมีของตัวเอง แต่ละเครื่อง. ส่วนประกอบหลักของอุปกรณ์ได้รับการแก้ไขแล้ว และเครื่องมือเริ่มทำงานโดยการกดหัวพิเศษ ส่วนที่ได้รับระหว่างการประมวลผลสามารถใช้ในการดำเนินการดังกล่าวได้ ตอนนี้หลายคนเชื่อว่าการใช้เครื่องกลึงเกลียวแบบเกลียวไม่เหมาะ การประมวลผลของวัสดุสามารถเพิ่มขึ้นและดำเนินการได้อย่างมีประสิทธิภาพมากขึ้น แต่องค์ประกอบที่ได้รับจากผู้ผลิตหลังเลิกงานมักจะเป็นที่พอใจเครื่องกลึงเกลียว - แกน
เครื่องกลึงเกลียวแกนนี่เป็นอุปกรณ์ที่ค่อนข้างใหม่ แต่ถึงกระนั้นเขาก็ได้รับความนิยมในหมู่ผู้เชี่ยวชาญในภาคอุตสาหกรรมแล้ว เครื่องกลึงแกน หรือที่เรียกว่า RAM ผสมผสานคุณสมบัติของเครื่องมือกลึงทั่วไปเข้ากับปากกาขนนกแบบแกนบนเครื่องกลึง ประเภทนี้หลักการทำงานค่อนข้างง่ายและเข้าใจได้แม้กระทั่งกับคนที่ไม่เคยเจออุตสาหกรรม ในขณะที่อุปกรณ์ถูกเชื่อมเข้ากับชิ้นงานที่จะแปรรูป มันเริ่มที่จะเลื่อนบนพื้นผิวของมัน ดังนั้นการประมวลผลจึงเร็ว ง่าย และมีคุณภาพสูง
เครื่องกลึงเกลียว CNC
เครื่องนี้สามารถเปลี่ยนได้ มุมมองเก่าอุปกรณ์. หลายสปินเดิลและเครื่องมือ CNC อื่นๆ มีข้อดีหลายประการ: ติดตั้งง่ายและใช้งานง่าย เทคนิคดังกล่าวใน เต็มตรงตามกระแสการพัฒนางานในปัจจุบัน
ประสิทธิภาพของเครื่องกลึงเกลียว CNC นั้นสูงกว่าเครื่องอื่นมาก ประเภทที่มีอยู่อุปกรณ์ ชั้นเรียนนี้. สังเกตได้ว่าองค์กรที่ซื้อเครื่องจักรดังกล่าวสามารถแก้ปัญหาด้านประสิทธิภาพการทำงานได้ 100 เปอร์เซ็นต์ เครื่องกลึงเกลียวถือเป็นที่สุด เครื่องสากลจากเครื่องจักรที่มีอยู่ทั้งหมดของกลุ่มงานกลึง ใช้ในสภาวะการผลิตขนาดเล็กและชิ้นเดียวของชิ้นส่วนต่างๆ ตอนนี้เนื่องจากความเก่งกาจมันสนุก เป็นที่ต้องการอย่างมากในหลายองค์กรที่ทำงานในอุตสาหกรรมโลหะการ
เครื่องกลึงช่วยให้คุณสามารถประมวลผลพื้นผิวภายในและภายนอกได้ เทคนิคนี้ทำให้สามารถเจียรชิ้นส่วนที่มีรูปร่างต่างๆ ได้ (รูปทรง ทรงกรวย ทรงกระบอก) เจาะ คว้าน คว้านรู ตัดแต่งปลาย กลึงเป็นเกลียว ทำเกลียว และการทำงานอื่นๆ นอกจากนี้ ความเป็นไปได้ของการใช้อุปกรณ์พิเศษจะทำให้คุณมีโอกาสทำงานอื่นๆ ตัวอย่างเช่น คุณสามารถทำการกัด เจียร ฟัน และอื่นๆ
เทคโนโลยีการตัดเกลียวประการแรก มีไว้สำหรับการผลิตแบบเดี่ยวและขนาดเล็ก แต่ถ้าจำเป็นก็สามารถติดตั้งอุปกรณ์และอุปกรณ์เพิ่มเติมที่จะขยายไปสู่การผลิตจำนวนมากได้ ในการผลิตจำนวนมากจะใช้เครื่องจักรกึ่งอัตโนมัติแบบหมุนและหมุนได้และเครื่องจักรอัตโนมัติ การบำรุงรักษาเครื่องจักรเกี่ยวข้องกับการปรับปรุงเป็นระยะ การจัดหาวัสดุให้กับเครื่องจักร และการควบคุมชิ้นงาน
ในเครื่องจักรกึ่งอัตโนมัติ การเคลื่อนไหวที่เกี่ยวข้องกับการถอดและการโหลดช่องว่างจะไม่ทำงานโดยอัตโนมัติ การจัดการเวิร์กโฟลว์อัตโนมัติของเช่น เครื่องกลึงเกลียวดำเนินการด้วยเพลาลูกเบี้ยวที่ติดตั้งลูกเบี้ยว
วัตถุประสงค์ของงาน : เพื่อศึกษาอุปกรณ์ทั่วไปของเครื่องกลึงเกลียว เครื่องมือ อุปกรณ์จับยึด และประเภทของงานที่ทำกับเครื่อง เรียนรู้ที่จะกำหนดเวลาเครื่องเมื่อหมุน
อุปกรณ์ในที่ทำงาน
1. เครื่องกลึงเกลียว
2. ชุดเครื่องมือกลึง
3. อุปกรณ์เสริมสำหรับเครื่องกลึงเกลียว
4. แนวทางปฏิบัติ
I. อุปกรณ์ของเครื่องกลึงเกลียว
เครื่องกลึงเกลียวเป็นเครื่องจักรประสิทธิภาพสูงและเป็นเครื่องจักรทั่วไป เครื่องได้รับการออกแบบสำหรับการแปรรูปโลหะต่างๆ และวัสดุที่ไม่ใช่โลหะ การกลึงทุกประเภทดำเนินการบนเครื่องจักร: การกลึงภายนอกและการคว้านของพื้นผิวทรงกระบอกและทรงกรวยภายใน การตัด การเจาะ การเซาะร่องและการคว้านรู การตัดเกลียวต่างๆ ฯลฯ คุณสามารถทำการกลึงและทำสำเนาได้โดยใช้เครื่องไฮโดรโคเปียร์บนเครื่อง เครื่องกลึงเกลียวตามการจำแนกประเภทของเครื่องตัดโลหะอยู่ในกลุ่ม I ประเภท 6 (เช่นเครื่องรุ่น 16K20)
ในรูป 2.1 แสดงไดอะแกรมของเครื่องกลึงเกลียว
สำหรับการติดตั้งส่วนประกอบเครื่องจักรทั้งหมด จะใช้เฟรม 2 พร้อมรางแนวปริซึมตามยาว เตียงได้รับการแก้ไขบนแท่น ในแท่นด้านซ้าย I มีการติดตั้งมอเตอร์ไฟฟ้าของไดรฟ์หลักของเครื่องไว้ที่แท่นด้านขวา 12 - แท็งก์น้ำหล่อเย็นและสถานีสูบน้ำ headstock 6 ติดตั้งอยู่บนเฟรมเหนือฐานด้านหน้า กล่องความเร็วของเครื่องจักรและสปินเดิลแบบกลวงจะติดตั้งอยู่ที่ headstock กลไกและการส่งสัญญาณของกระปุกเกียร์ช่วยให้คุณได้ความเร็วของแกนหมุนที่แตกต่างกัน ดังนั้นจึงรับประกันความเร็วของการเคลื่อนที่หลัก (V) บนสปินเดิล อุปกรณ์จับยึด (หัวจับลูกเบี้ยว หัวจับดอกสว่าน แหวนรอง) ได้รับการแก้ไขเพื่อส่งแรงบิดไปยังชิ้นงานที่กำลังดำเนินการ ที่ด้านหน้าของ headstock มีแผงควบคุมสำหรับกลไกกระปุกเกียร์ 5 แบบ
5 6 7 8 9 10 11
ข้าว. 2.1. แบบแผนของเครื่องกลึงเกลียว
ที่ด้านหน้าของเตียง ใต้ headstock จะติดตั้ง feed box 3 กลไกและเกียร์ติดตั้งอยู่ในกล่องเพื่อให้คุณได้ความเร็วการเคลื่อนที่ที่แตกต่างกันของคาลิปเปอร์ กล่องฟีดได้รับการเคลื่อนไหวแบบหมุนจากกระปุกเกียร์โดยใช้เกียร์แบบเปลี่ยนได้ที่เรียกว่ากีตาร์ ซึ่งอยู่ทางด้านซ้ายสุดของเฟรมในกล่อง 4
ส่วนค้ำยันตามยาว 7 เคลื่อนไปตามแนวนำของเฟรม โดยให้การป้อนตามยาวไปยังหัวกัด (S pr) แคร่ขวางขวางเคลื่อนที่ไปตามไกด์ของส่วนรองรับตามยาวตั้งฉากกับแกนหมุนของชิ้นงานซึ่งติดตั้งส่วนรองรับด้านบน 9 แคร่ตลับหมึกตามขวางให้ฟีดตามขวางไปยังคัตเตอร์ (S p) ฐานรองรับการหมุนส่วนบนสามารถตั้งค่ามุมใดก็ได้กับแกนหมุนของชิ้นงาน ซึ่งจำเป็นสำหรับการตัดเฉือนพื้นผิวทรงกรวย
ตัวจับยึดเครื่องมือแบบโรตารี่ 4 ตำแหน่ง 8 ติดตั้งอยู่ที่ส่วนรองรับด้านบน ซึ่งสามารถติดตั้งหัวกัดสี่ตัวพร้อมกันได้ ผ้ากันเปื้อน 10 ติดอยู่กับส่วนรองรับตามยาวกลไกและเกียร์ติดตั้งอยู่ในผ้ากันเปื้อนที่เปลี่ยนการเคลื่อนที่แบบหมุนของลูกกลิ้งนำหรือสกรูนำให้เป็นการเคลื่อนที่แบบแปลนของคาลิปเปอร์ ลูกกลิ้งวิ่ง (พร้อมร่องร่องตามยาว) และสกรูวิ่ง (พร้อมเกลียวนอก) จะตั้งอยู่ตามเฟรมและรับการเคลื่อนไหวแบบหมุนจากกล่องป้อน กลไกของผ้ากันเปื้อนได้รับการออกแบบในลักษณะที่การเคลื่อนไหวของก้ามปูสามารถทำได้ทั้งจากลูกกลิ้งนำเพื่อการกลึงที่ราบรื่น หรือจากลีดสกรูสำหรับการกลึงเกลียว
ส่วนท้าย 11 ติดตั้งอยู่ที่ด้านขวาของเฟรมและเคลื่อนไปตามไกด์ ปากกาขนนกท้ายรถสามารถติดตั้งตรงกลางด้านหลังหรือเครื่องมือสำหรับเจาะรู (ดอกสว่าน เคาเตอร์ซิงค์ รีมเมอร์) ลำตัวของส่วนท้ายถูกแทนที่โดยสัมพันธ์กับฐานในทิศทางตามขวาง ซึ่งจำเป็นเมื่อหมุนพื้นผิวทรงกรวยที่ยาวด้านนอก
เพื่อให้แน่ใจว่าสภาพการทำงานปกติ เครื่องได้รับการติดตั้งไฟส่องสว่างส่วนบุคคลและหน้าจอป้องกันพิเศษที่ปกป้องผู้ปฏิบัติงานจากการบาดเจ็บจากเศษที่ตกลงมา
เครื่องกลึงเกลียวมีอุปกรณ์ยึดและอุปกรณ์เสริมดังต่อไปนี้: หัวจับ หัวจับดอกตรงกลาง หัวจับดอกสว่าน ที่วางมั่นคง และไม้บรรทัดลอกแบบ
เครื่องกลึงเกลียวใด ๆ (เดสก์ท็อป, อเนกประสงค์, CNC) เป็นอุปกรณ์ที่ใช้ในการกลึงผลิตภัณฑ์โลหะและวัสดุอื่น ๆ
1 อุปกรณ์ของเครื่องกลึงเกลียว - ส่วนประกอบหลักและกลไก
เครื่องกลึงเกลียวสากลช่วยให้ดำเนินการงานโลหะประเภทต่างๆ ได้ เช่น:
- คว้านรู;
- การกลึงและการคว้านของพื้นผิวที่มีรูปร่าง ทรงกรวย ทรงกระบอก
- คว้าน;
- การประมวลผลและการตัดแต่งปลาย
- ตัดด้าย;
- การขุดเจาะ
เครื่องทั้งหมดในกลุ่มนี้มีอุปกรณ์เหมือนกัน หน่วยประกอบหลักของพวกเขาคือโหนดต่อไปนี้:
- คาลิปเปอร์;
- ด้านหน้าและ;
- กระปุกเกียร์;
- เตียง;
- แกนหมุน;
- อุปกรณ์สตาร์ทไฟฟ้า
- ตู้;
- เกียร์กีต้าร์ชนิดเปลี่ยนได้
- ลูกกลิ้งวิ่ง;
- ผ้ากันเปื้อน;
- กระปุกเกียร์;
- สกรูนำ ( การมีอยู่นั้นทำให้หน่วยกลึงเกลียวตัดเกลียวแตกต่างจากการกลึงทั่วไป).
เป็นที่น่าสังเกตว่าองค์ประกอบที่เป็นส่วนประกอบทั้งหมดของเครื่องจักรที่อยู่ระหว่างการพิจารณาไม่เพียงมีจุดประสงค์และชื่อเดียวกันเท่านั้น แต่ยังอยู่ในที่เดียวกันอีกด้วย
ซึ่งหมายความว่าหน่วย 16K20 ที่ผลิตโดยโรงงาน Krasny Proletarian ในปี 1970 และจาก Chelyabinsk Stankomash OJSC มีความคล้ายคลึงกันเหมือนพี่น้องสองคน แม้แต่โครงร่างของเครื่องกลึงเกลียวด้วยตัวเลข การจัดการโปรแกรม(ตัวอย่างเช่น) แตกต่างจากรุ่นเก่าเฉพาะเมื่อมี CNC เดียวกันนี้เท่านั้น

นอกจากยูนิตหลักแล้ว หน่วยของกลุ่มหัวตัดสกรูยังมีที่จับควบคุมจำนวนหนึ่งซึ่งผู้ปฏิบัติงานทำงานบนเครื่องจักรด้วย มีที่จับดังต่อไปนี้:
- การเปลี่ยนแปลงความเร็วของแกนหมุน
- การตั้งค่าระยะพิทช์และอัตราป้อนของด้ายที่ตัด
- การติดตั้งระยะพิทช์เกลียวที่เพิ่มขึ้นหรือปกติ
- การเคลื่อนไหว (ตามยาวและตามขวาง) ของเลื่อน;
- การเคลื่อนไหวของสไลด์บน
- เริ่มและปิดการใช้งานลีดสกรู (น็อตของมัน);
- ทางเลือกของทิศทางของการทำเกลียว (ขวาหรือซ้าย);
- เริ่มและหยุดมอเตอร์ไฟฟ้าหลัก
- การตรึงปากกา
- เริ่มการป้อนตามยาวอัตโนมัติ
- การเคลื่อนไหวของปากกาขนนก (ที่จับนี้มักเรียกว่าพวงมาลัย);
- เริ่มและหยุดให้อาหาร
- เปลี่ยนคาลิปเปอร์เป็นโหมดการเคลื่อนไหวอย่างรวดเร็ว
- แก้ไขส่วนท้าย;
- แกนหยุดและเปลี่ยนทิศทาง องค์ประกอบที่กำหนดเครื่องจักร.
2 หลักการจำแนกมวลรวมของกลุ่มหัวตัดเกลียว
อุปกรณ์ที่อธิบายไว้แบ่งออกเป็นหลายประเภทตามลักษณะทางเทคนิคสามประการ:
- น้ำหนักเครื่อง
- ความยาวสูงสุดของผลิตภัณฑ์ที่สามารถประมวลผลในหน่วยเฉพาะ
- เส้นผ่านศูนย์กลางสูงสุดของชิ้นส่วนที่เครื่องสามารถจัดการได้
ความยาวสูงสุดของชิ้นงานที่สามารถกลึงได้ขึ้นอยู่กับระยะห่างระหว่างจุดศูนย์กลางของเครื่องกลึง แถว ส่วนสูงสุดการประมวลผลสำหรับอุปกรณ์ที่เรากำลังพิจารณาเริ่มต้นด้วยเส้นผ่านศูนย์กลาง 100 มม. และสิ้นสุดด้วยเส้นผ่านศูนย์กลาง 4,000 มม. สิ่งสำคัญคือต้องรู้ว่าเครื่องจักรต่างๆ ที่มีส่วนเดียวกันของชิ้นงานที่อนุญาตมักจะมีลักษณะเฉพาะด้วยความยาวที่แตกต่างกันของชิ้นงาน
โดยน้ำหนัก อุปกรณ์ตัดสกรูทั้งหมดแบ่งออกเป็นสี่ประเภท:
- มากถึง 400 ตัน - เครื่องจักรกลหนัก ( เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดชิ้นส่วนสำหรับการประมวลผลคือ 1600–4000 มม.
- มากถึง 15 ตัน - ใหญ่ (เส้นผ่านศูนย์กลางแตกต่างกันไปตั้งแต่ 600 ถึง 1250 มม.)
- มากถึง 4 ตัน - ปานกลาง (ตั้งแต่ 250 ถึง 500 มม.)
- มากถึง 0.5 ตัน - เบา (ตั้งแต่ 100 ถึง 200 มม.)

เครื่องจักรขนาดเบามักเข้าใจว่าเป็นการดัดแปลงเดสก์ท็อปที่ใช้โดยช่างฝีมือประจำบ้านเพื่อวัตถุประสงค์ส่วนตัวและธุรกิจขนาดเล็ก:
- ส่วนทดลองและส่วนทดลองของพืช
- บริษัทนาฬิกา;
- บริษัทเครื่องดนตรี
หน่วยขนาดใหญ่และขนาดใหญ่มักใช้ในพลังงานและวิศวกรรมหนัก พวกเขายังใช้สำหรับการประมวลผลพิเศษของกลไกต่างๆ:
- ใบพัดกังหัน
- รถรางคู่ล้อ
- องค์ประกอบในโรงงานโลหะวิทยา
การกลึงส่วนใหญ่ดำเนินการกับการติดตั้งที่เกี่ยวข้องกับ กลุ่มกลาง. คิดเป็นประมาณร้อยละ 80 ของงานโลหะทั้งหมด ช่วยให้คุณดำเนินการกึ่งเก็บผิวละเอียดและเก็บผิวละเอียด เพื่อตัดเกลียวที่มีลักษณะต่างๆ
การออกแบบเครื่องจักรดังกล่าวมีลักษณะเฉพาะด้วยการป้อนเครื่องมือทำงานและความเร็วของแกนหมุนที่หลากหลายและมีความแข็งแกร่งเพียงพอ มีการติดตั้งมอเตอร์ไฟฟ้าที่มีกำลังไฟฟ้าที่ยอมรับได้ ซึ่งทำให้สามารถแปรรูปโลหะและผลิตภัณฑ์อื่นๆ ได้ในโหมดประหยัดมากโดยใช้เครื่องมือที่ทำจากโลหะผสมชนิดแข็งพิเศษและวัสดุแข็ง
นอกจากนี้ หน่วยน้ำหนักปานกลางยังได้รับการติดตั้งอุปกรณ์พิเศษมากมายเพื่อขยายศักยภาพทางเทคโนโลยี "เสียงระฆังและนกหวีด" ดังกล่าวช่วยเพิ่มคุณภาพของการประมวลผลชิ้นงานบนเครื่องกลึงและอำนวยความสะดวกในการทำงานของช่างกลึง เนื่องจากอุปกรณ์เหล่านี้ เครื่องจึงมีการทำงานอัตโนมัติและสะดวกขึ้นหลายเท่า
เครื่องกลึงที่มีการควบคุมโปรแกรม (CNC) ในสหภาพโซเวียตนั้นค่อนข้างแข็งขัน การผลิตเครื่องจักรดังกล่าวดำเนินการโดยโรงงานเลนินกราด (รุ่น LA155), Kuibyshev (16B16) และอื่น ๆ เครื่อง CNC นิยมใช้ วิสาหกิจขนาดใหญ่ในกระบวนการผลิตที่หลากหลายของผลิตภัณฑ์ที่ผลิตขึ้น ในชุดเล็ก(ไม่เกินสองร้อยชิ้น) ความสามารถในการทำซ้ำที่สูงของงานโลหะและระยะเวลาในการเปลี่ยนแปลงที่สั้นทำให้เครื่อง CNC เป็นสิ่งที่ขาดไม่ได้ในสถานการณ์นี้
3 วิธีการทั่วไปในการทำงานกับเครื่องจักรของกลุ่มตัดเกลียว
บ่อยที่สุดบน อุปกรณ์กลึงผลิตการแปรรูป (โดยใช้เครื่องตัด) ของพื้นผิวภายนอกทรงกระบอก ในกรณีนี้ ชิ้นส่วนจะถูกใส่เข้าไปในคาร์ทริดจ์โดยมีค่าเผื่อ 7 ถึง 12 มิลลิเมตร (เป็นที่เข้าใจกันว่าความยาวที่ต้องการของผลิตภัณฑ์จะน้อยกว่าตามค่าที่ระบุ) ความต้องการ "สำรอง" ดังกล่าวเกิดจากการที่ช่างกลึงจะต้องตัดชิ้นงานที่เสร็จแล้วออกรวมทั้งดำเนินการปลาย
![]()
สำหรับการเล็มปลาย ให้ใช้แบบถาวรหรือแบบตรง เช่นเดียวกับใบมีดสำหรับเล็ม ชั้นโลหะจากพื้นผิวปลายจะถูกลบออกโดยการเคลื่อนย้าย ผ่านเครื่องตัดในทิศทางตามขวาง หากใช้เครื่องมือให้คะแนน ชิ้นงานจะถูกตัดเฉือนจากจุดศูนย์กลางในทิศทางตามยาว ในการดำเนินการตัดแต่งและเปลี่ยนหิ้งเล็ก ๆ บนผลิตภัณฑ์มักจะใช้เครื่องตัดแบบแทง
เมื่อเครื่องกลึงเกลียวกำลังกัดร่องที่ด้านนอกของชิ้นงาน ผู้ปฏิบัติงานจะใช้เครื่องมือการกลึงร่องพิเศษ พวกเขาทำงานร่วมกับพวกเขาที่ความเร็วต่ำ (เมื่อเทียบกับขั้นตอนการตัดแต่งปลาย ความเร็วของแกนหมุนถูกตั้งไว้ต่ำกว่า 4-5 เท่า) ในขณะเดียวกัน ร่องก็ถูกตัดโดยไม่ต้องใช้ความพยายามใด ๆ อย่างราบรื่นและนุ่มนวลที่สุด

หลักการเดียวกันนี้ใช้กับการตัด สินค้าสำเร็จรูป. การดำเนินการนี้เสร็จสิ้นในขณะที่ส่วนของสะพานบนชิ้นงานประมาณ 2.5 มม. หลังจากนั้นเครื่องจะหยุด เครื่องตัดจะถูกลบออกจากช่องเสียบ จากนั้นผลิตภัณฑ์ก็จะแตกออก
นอกจากนี้เรายังแนะนำ
 แหล่งจ่ายไฟแบบสวิตชิ่ง: การซ่อมแซมและการปรับแต่ง
แหล่งจ่ายไฟแบบสวิตชิ่ง: การซ่อมแซมและการปรับแต่ง
 การควบคุมระยะไกลของแสง
การควบคุมระยะไกลของแสง
 เรียนว่ายน้ำสำหรับเด็กก่อนวัยเรียน
เรียนว่ายน้ำสำหรับเด็กก่อนวัยเรียน
 หมายเหตุสำหรับเจ้านาย - การเตือนภัยในครัวเรือนที่บ้าน
หมายเหตุสำหรับเจ้านาย - การเตือนภัยในครัวเรือนที่บ้าน
 ใบพัดนาฬิกาบน Atmega8
ใบพัดนาฬิกาบน Atmega8
 ตัวอย่างการใช้งานอุปกรณ์และรีเลย์ วิธีการเลือกและเชื่อมต่อรีเลย์อย่างถูกต้อง ไมโครคอนโทรลเลอร์และรีเลย์ วงจรสวิตชิ่งอย่างง่าย
ตัวอย่างการใช้งานอุปกรณ์และรีเลย์ วิธีการเลือกและเชื่อมต่อรีเลย์อย่างถูกต้อง ไมโครคอนโทรลเลอร์และรีเลย์ วงจรสวิตชิ่งอย่างง่าย