เครื่องตัดโลหะ การขายอุปกรณ์ตัดโลหะในแค็ตตาล็อก คำอธิบาย ราคา ลักษณะ ประเภทของเครื่องตัดโลหะ
"เครื่องตัดโลหะ"
การจำแนกเครื่องมือกลตามวัตถุประสงค์ทางเทคโนโลยี ระดับของระบบอัตโนมัติ ประเภทของการประมวลผล, ขนาด มวล และความแม่นยำ
โดยจุดประสงค์ทางเทคโนโลยี: การหมุน; การเจาะและคว้าน; บด, ขัด, จบ, เหลา; การแปรรูปแบบผสมผสานและทางเคมีกายภาพ การประมวลผลเฟืองและเกลียว การโม่; ไส, slotting, อ้อยอิ่ง; ตัด. แต่ละกลุ่มแบ่งออกเป็น 9 ประเภท: ตามวัตถุประสงค์ คุณสมบัติการออกแบบ ความเก่งกาจ ฯลฯ ตามระดับของระบบอัตโนมัติ: กึ่งอัตโนมัติ, อัตโนมัติ, CNC, GPM ตามน้ำหนัก: เบา (สูงสุด 1t), กลาง (1-10t), หนัก (10-100t), เฉพาะ (มากกว่า 100t) โดยความแม่นยำ: N - ความแม่นยำปกติ, P - ความแม่นยำที่เพิ่มขึ้น, V - ความแม่นยำสูง, A - ความแม่นยำสูงพิเศษ, C - โดยเฉพาะเครื่องจักรที่แม่นยำ (ต้นแบบเครื่องจักร)
ขนาดเครื่อง. รุ่นเครื่องและการกำหนด
ช่วงขนาด- เรียกกลุ่มเครื่องจักรประเภทเดียวกัน คล้ายคลึงกันในรูปแบบจลนศาสตร์ การออกแบบ รูปร่างแต่มีพารามิเตอร์พื้นฐานต่างกัน - ขนาด การออกแบบเครื่องจักรที่มีขนาดที่กำหนดซึ่งออกแบบมาสำหรับการประมวลผลประเภทหนึ่งเรียกว่า แบบอย่าง. ตัวเลขแรก - ระบุกลุ่ม, ที่สอง - ประเภท, ที่สามและสี่ - กำหนดลักษณะพื้นที่ทำงาน (ขนาดพื้นฐาน) ตัวอักษรที่อยู่หลังหลักแรกหรือหลักที่สองแสดงว่าเครื่องได้รับการปรับปรุงให้ทันสมัย และตัวอักษรที่อยู่หลังตัวเลขแสดงถึงการดัดแปลง ซึ่งเป็นการดัดแปลงรุ่นพื้นฐานของเครื่อง 16K20F3 - เครื่องกลึงเกลียว(ตัวเลข 2 หลักแรก) ที่มีความสูงตรงกลาง 200 มม. ของความแม่นยำปกติ, F3 - การควบคุมเชิงตัวเลข, การเคลื่อนที่ 3 พิกัดใน x, y, z
วัตถุประสงค์ รูปแบบการตัด และความสามารถทางเทคโนโลยีของเครื่องกลึงเกลียว
วัตถุประสงค์ของเครื่องจักรคือการกลึงภายนอกและภายใน การตัดส่วนเมตริกด้านขวาและด้านซ้าย นิ้ว เกลียวโมดูลาร์และเกลียวพิทช์ เกลียวเดี่ยวและเกลียวเริ่มหลายจุดที่มีระยะพิทช์ปกติและเพิ่มขึ้น เกลียวหน้าตัด ฯลฯ เครื่องนี้ใช้ในการผลิตแบบเดี่ยวและขนาดเล็ก ด้วยการทำงานที่เหมาะสมกับเครื่องจักรขนาดกลางที่มีความแม่นยำปกติ สามารถรับพื้นผิวได้ตาม 8 ... 7 องศาของความแม่นยำด้วยความหยาบ R a ไม่เกิน 3.2 ... 1.6 ไมครอน สำหรับเครื่องจักรที่มีความแม่นยำสูงพิเศษ เมื่อใช้เครื่องมือจากเพชรผลึกเดี่ยว เป็นไปได้ที่จะได้พื้นผิวที่มีข้อผิดพลาดของรูปร่างที่กำหนดโดยหนึ่งในสิบของไมครอนและความหยาบ R z สูงถึงหนึ่งในพันของไมครอน
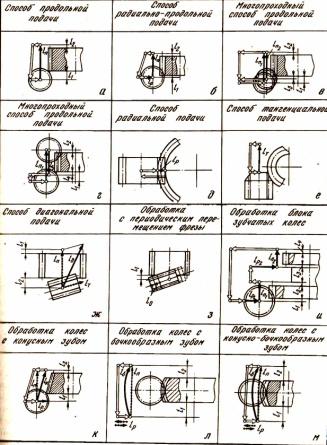
วัตถุประสงค์ โครงร่างการตัด และความสามารถทางเทคโนโลยีของเครื่องจักรทำเฟืองเกียร์
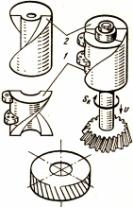
เครื่องกัดเฟืองทำงานตามวิธีการคัดลอกและวิธีการดัด เครื่องจักรที่ทำงานตามวิธีการคัดลอกใช้สำหรับตัดเฟืองทรงกระบอก ในกรณีของการติดตั้งเครื่องมือพิเศษ รวมไปถึงการผลิตล้อเอียงด้วย เครื่องดัดได้รับการออกแบบมาสำหรับการประมวลผลเฟืองทรงกระบอกที่มีฟันตรงและฟันเป็นเกลียว เช่นเดียวกับเฟืองตัวหนอน เครื่องมือกลของคลาส H, P สามารถให้การประมวลผลของล้อตามระดับความแม่นยำ 7 - 5 (GOST 1643-81) เมื่อประมวลผลด้วยตัวตัดหนอนและ 9 - 8 - เมื่อทำงานกับดิสก์และใบมีด เครื่องมือกลของคลาส B.A และ C เมื่อประมวลผลโมดูลล้อที่มีขนาดสูงสุด 12 มม. พร้อมหัวกัดหนอน ให้ความแม่นยำ 4 - 2 องศา เครื่องต้นแบบ ซึ่งเป็นการดัดแปลงของเครื่องจักรคลาส C สามารถให้ความแม่นยำระดับที่ 1 เมื่อประมวลผลล้อหนอน
วัตถุประสงค์ การจำแนกประเภท การเคลื่อนไหวขั้นพื้นฐาน และความสามารถทางเทคโนโลยีของเครื่องกัด
ได้รับการออกแบบสำหรับการประมวลผลภายนอกและภายใน, แบน, พื้นผิวรูปทรง, หิ้ง, ร่อง, ร่องตรงและเกลียว, ร่องบนเพลา, เกียร์ตัด ฯลฯ พวกเขาผลิตเครื่องกัดสากลเฉพาะและพิเศษตามการออกแบบของพวกเขา การเคลื่อนที่ของรูปร่างคือการหมุนของหัวกัด (การเคลื่อนที่หลัก) และการเคลื่อนที่ของฟีดที่แจ้งชิ้นงานหรือหัวกัด ไดรฟ์เคลื่อนที่หลักและไดรฟ์ป้อนแยกกัน สำหรับเครื่อง CNC ตามระดับความแม่นยำ P กำหนดพิกัดความเผื่อต่อไปนี้ (µm) ไว้: ความแม่นยำของการวางตำแหน่งด้านเดียวเชิงเส้นโดยมีความยาวการเดินทางมากกว่า 400 ถึง 1,000 มม. - 25; บนความกลมของรูที่ประมวลผลโดยเครื่องตัดด้วยรูปร่าง PU - 12; เพื่อความตรงของขอบมน - 20
วัตถุประสงค์ โครงร่างการตัด และความสามารถทางเทคโนโลยีของเครื่องขึ้นรูปเฟือง
ในเครื่องจักรเหล่านี้ เฟืองเดือยของเฟืองนอกและเฟืองภายในจะถูกตัด และในที่ที่มีเครื่องถ่ายเอกสารและมีดคัตเตอร์เฮลิคอล เฟืองเกลียวจะถูกตัด นอกจากนี้ยังสามารถตัดบล็อกหลายล้อบนเครื่องเหล่านี้ได้ ข้อดีของเครื่องจักรเหล่านี้คือความต่อเนื่องของงานโดยไม่สูญเสียเวลาในการเข้าใกล้ชิ้นงานและออกจากชิ้นงาน การตั้งค่าเครื่องสำหรับตัดเฟืองเกลียวก็ไม่ต่างจากเครื่องปกติ ในกรณีนี้ มีการติดตั้งเครื่องถ่ายเอกสารพร้อมรางสกรู ซึ่งจะทำให้เครื่องถ่ายเอกสารมีการหมุนเพิ่มเติม อันเป็นผลมาจากการเคลื่อนที่แบบหมุนและแบบลูกสูบ ฟันของคัตเตอร์จะเคลื่อนที่ไปตามเกลียว ซึ่งมุมเอียงนั้นจะต้องเท่ากับมุมเอียงของเกลียวของฟันของล้อเจียรบนกระบอกแบ่ง
วัตถุประสงค์ การจำแนกประเภท การเคลื่อนไหวขั้นพื้นฐาน และความสามารถทางเทคโนโลยีของเครื่องคว้าน
เครื่องคว้านถูกออกแบบมาสำหรับการประมวลผลส่วนต่างๆ ของร่างกาย สามารถใช้สำหรับการคว้าน เจาะ กัด เคาเตอร์ซิงค์ ทำเกลียว ฯลฯ. เครื่องคว้านแบ่งออกเป็นประเภทต่าง ๆ ดังต่อไปนี้: เครื่องคว้านแนวนอน ประสานงานเครื่องคว้าน เครื่องเจาะเพชร (จบและคว้าน) เมื่อใช้หน่วยที่เปลี่ยนได้เพิ่มเติม (หัวกัด แผ่นปิดหน้า) เป็นไปได้ที่จะกัดระนาบตั้งฉากร่วมกัน พื้นผิวทรงกระบอกด้านนอกของเครื่องจักร ฯลฯ ความเป็นไปได้ของการประมวลผลช่องว่างจากสี่ด้านโดยไม่ต้องติดตั้งใหม่ เครื่องคว้านพิกัดยังสามารถใช้เป็นเครื่องวัดสำหรับควบคุมขนาดเชิงเส้นตามแกนสามแกน ซึ่งเป็นขนาดเชิงมุมของระยะห่างจากศูนย์กลางถึงศูนย์กลาง เป็นไปได้ที่จะทำการมาร์กอย่างแม่นยำในแนวคิดของการเจาะ เช่นเดียวกับการแบ่งและการทำเครื่องหมายบนพื้นผิวโลหะ สำหรับเครื่องเก็บผิวละเอียดนั้นได้การประมวลผลรูที่มีความแม่นยำสูง - ความเบี่ยงเบนจากความกลม 3 ... 5 ไมครอนและความขรุขระของพื้นผิว R a = 0.16 ... 0.63 ไมครอน
เครื่องจักรรวมสำหรับการประมวลผลส่วนต่างๆ ของร่างกาย ความสามารถทางเทคโนโลยีและการจำแนกประเภท
เครื่องรวมเรียกว่าเครื่องจักรพิเศษซึ่งประกอบขึ้นจากหน่วยและชิ้นส่วนที่ทำให้เป็นมาตรฐานและเป็นอิสระบางส่วน สำหรับเครื่องจักรโมดูลาร์ การเจาะ การคว้าน การทำเกลียว การรีมรูและการเคาเตอร์ซิงค์และการเคาเตอร์ซิงค์ การเซาะร่อง การเล็มขอบ และการกัดจะดำเนินการ ในเครื่องจักรดังกล่าว ชิ้นงานมักจะอยู่กับที่ ซึ่งช่วยให้สามารถประมวลผลได้พร้อมกันด้วยเครื่องมือจำนวนมากจากหลายด้าน การจำแนกประเภท: 1) ขึ้นอยู่กับขนาดของชิ้นงานที่ผ่านการประมวลผล ลำโพงแบ่งออกเป็นสามกลุ่ม แตกต่างกันในขนาด น้ำหนัก และหน่วยที่ใช้: ลำโพงขนาดกลางพร้อมหัวจ่ายไฟแบบขนนกพร้อมตัวป้อนแบบลูกเบี้ยวแบนที่มีกำลัง 1.1 ... 3 กิโลวัตต์; ลำโพงขนาดใหญ่พร้อมโต๊ะไฮดรอลิกหรือระบบเครื่องกลไฟฟ้าซึ่งมีการติดตั้งชุดแกนหมุน 2) ตามการไม่มีหรือมีอยู่ของอุปกรณ์ขนส่งสำหรับการเคลื่อนย้ายชิ้นงานเป็นระยะ AU จะถูกแบ่งออกเป็นตำแหน่งเดียวและหลายตำแหน่ง
เส้นอัตโนมัติ วัตถุประสงค์ การจำแนกประเภท และความสามารถทางเทคโนโลยี เส้นหมุน
สายอัตโนมัติเรียกว่าสายการผลิตของเครื่องจักรและหน่วยที่เชื่อมต่อกันในระบบเดียวซึ่งกระบวนการทางเทคโนโลยีที่ซับซ้อนทั้งหมดเกิดขึ้นโดยไม่ต้องมีส่วนร่วมโดยตรงจากคนงาน มีการจำแนกประเภท: 1) ตามระดับของการรวมกันของเวลาการประมวลผลและการขนส่งชิ้นงานของสายอัตโนมัติ: - นิ่ง, - หมุน, - สายพานลำเลียง; 2) ตามจำนวนเธรด: - เธรดเดียว (ดำเนินการแต่ละครั้งบนชิ้นงานเดียว), - มัลติเธรด (หนึ่งและดำเนินการเดียวกันบนหลายชิ้นงาน); 3) ตามจำนวนประเภทของช่องว่างการประมวลผลพร้อมกัน: - วิชาเดียว - หลายวิชา บรรทัดอัตโนมัติที่ยืดหยุ่นถูกปรับใหม่ตามที่กำหนดและกำหนดค่าใหม่ตามระบบการตั้งชื่อชิ้นส่วนใหม่ เส้นโรตารี่ - ชุดเครื่องโรตารี่อัตโนมัติที่ประมวลผลชิ้นงาน ทำในกระบวนการขนส่งต่อเนื่องพร้อมกับเครื่องมือตัด คุณสมบัติหลักสายหมุนคือการรวมกันในช่วงเวลาของช่องว่างการขนส่งและการประมวลผล
โมดูลเครื่องจักรและระบบเครื่องจักรที่ยืดหยุ่น องค์ประกอบ และความสามารถทางเทคโนโลยี
วัตถุประสงค์ ความสามารถทางเทคโนโลยี และการจำแนกประเภทของเครื่องบด
ต่างจากเครื่องมือใบมีดตรงที่ล้อเจียรทำงานด้วยการสัมผัส ด้วยการเคลื่อนที่แบบหมุนของวงกลมในบริเวณที่สัมผัสกับชิ้นงาน เมล็ดพืชบางส่วนจะตัดวัสดุที่เป็นเศษเล็กเศษน้อยจำนวนมาก (10 8 ppm) กระบวนการตัดกับเมล็ดพืชแต่ละเม็ดนั้นแทบจะในทันที การจำแนกประเภทของเครื่องบดตามรูปร่างของพื้นผิวที่จะรับการรักษา: การเจียรผิวเรียบ, การเจียรหน้า, การเจียรตามยาว ทรงกระบอก - เจียรกลม (กลาง), เจียรไร้ศูนย์กลาง; สกรู - บดเกลียว; วิ่ง (ไม่หมุน) - บดเกียร์; รูปร่าง - โปรไฟล์บด เครื่องเจียรมีลักษณะเฉพาะด้วยความแม่นยำสูง ซึ่งช่วยให้มั่นใจในคุณภาพการประมวลผลสูง กำหนดโดยความถูกต้อง ซึ่งช่วยให้มั่นใจในคุณภาพการประมวลผลสูง กำหนดโดยความแม่นยำของขนาด (2 - 4 ไมครอนและการกลึง) รูปร่าง (เช่น ความไม่เป็นวงกลม 0.3 - 0.5 ไมครอน, ทรงกระบอก 1 - 2 µm, ความเรียบ 2 µm) และตำแหน่งของพื้นผิวที่ผ่านการบำบัดแล้ว เช่นเดียวกับความหยาบของมัน (R a - 0.63 - 0.16 µm) ความแม่นยำของขนาดระหว่างการเจียรถูกกำหนดโดยระยะกินลึกเล็กน้อย (0.05 - 0.005 มม. หรือน้อยกว่า) ซึ่งต้องใช้การเคลื่อนไหวระดับไมโครของชุดประกอบ
วัตถุประสงค์ การจำแนกประเภท การเคลื่อนไหวขั้นพื้นฐาน และความสามารถทางเทคโนโลยีของเครื่องเจาะ
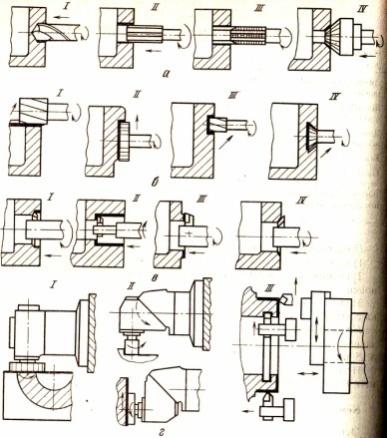
ออกแบบมาสำหรับการแปรรูปผ่านรูและรูตันด้วยเครื่องมือปลาย (ดอกสว่าน ดอกเคาเตอร์ รีมเมอร์ ต๊าป) ประเภทของการทำงานที่ดำเนินการกับเครื่องเจาะ: การเจาะ การรีม การเคาเตอร์ซิงค์ การรีม การต๊าป ด้วยเครื่องมือและอุปกรณ์พิเศษบนเครื่องเจาะ คุณสามารถเจาะรูที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ได้ - การขุดเจาะ การขุดรู การตัดแต่งปลาย (zikovka) เครื่องเจาะประเภทต่อไปนี้เป็นที่นิยมมากที่สุด: เครื่องเจาะแนวตั้งแกนเดี่ยว, เครื่องเจาะแนวรัศมี, เดสก์ท็อปแกนเดี่ยวแนวตั้ง เครื่องเจาะ, เครื่องเจาะลึก (แบบแนวนอน), เครื่องเจาะแบบรวมซึ่งประกอบด้วยหน่วยมาตรฐาน สามารถมีแกนหมุนได้มากถึง 100 แกนขึ้นไป
เครื่องจักรอเนกประสงค์และความสามารถทางเทคโนโลยี
ชิ้นส่วนประเภทการปฏิวัติมากกว่า 70% นอกเหนือจากการกลึงต้องมีการดำเนินการเพิ่มเติม: รูกลึง (เจาะ, คว้าน, ฯลฯ จากที่พวกเขาตั้งอยู่ // ตั้งฉากล่วงหน้าหรือทำมุมกับแกนของชิ้นส่วน , โม่ใต้ มุมต่างๆร่องการกัดปริมาตร การสร้างเครื่องจักรอเนกประสงค์ช่วยให้สามารถตัดเฉือนชิ้นส่วนที่ซับซ้อนได้ในเครื่องเดียวในการตั้งค่าเดียว ปรับปรุงความแม่นยำในการตัดเฉือนและประสิทธิภาพการตัดเฉือนอย่างมีนัยสำคัญ ไดรฟ์พิกัดเชิงขั้ว ขึ้นอยู่กับเงื่อนไขการประมวลผล ต้องมีการควบคุมตำแหน่ง (การแบ่งทางกล) หรือการควบคุมอย่างต่อเนื่องด้วยความละเอียด 0.001 และเปิดที่ความถี่ 0.2-0.25 รอบต่อนาที
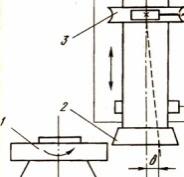
วัตถุประสงค์ ยูนิตหลักและรูปแบบการตัดบนเครื่องเจียรไร้ศูนย์กลาง
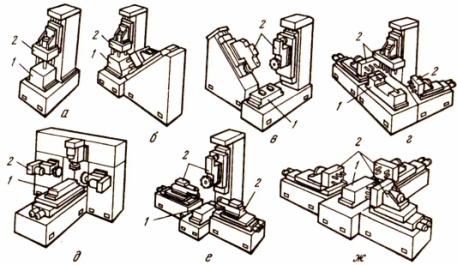
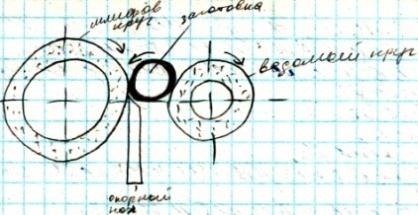
ใช้ในการผลิตขนาดใหญ่เพื่อการเจียรผิวที่มีประสิทธิภาพสูง เช่น ตัวโครงที่มีเส้นผ่านศูนย์กลางเล็กและยาวมาก เช่นเดียวกับชิ้นงานที่ไม่มีรูตรงกลาง 1 - บล็อกควบคุม, 2 และ 5 - อุปกรณ์ตกแต่งสำหรับล้อเจียรและวงกลมขับเคลื่อน, 3 - headstock สำหรับการเจียร, 4 - headstock ของวงกลมชั้นนำ, 6 - สไลด์ของ headstock ของวงกลมชั้นนำ, 7 - เตียงเครื่อง, 8 - ป้อนสำหรับการพรวดพราด 9 - ถั่วขัดเลื่อน
ผลิตเครื่องตัดโลหะ ผู้ผลิตในประเทศถูกแบ่งออกเป็นหลายประเภท ซึ่งแสดงลักษณะการจำแนกประเภทที่สอดคล้องกัน คุณสามารถระบุได้ว่าอุปกรณ์นี้หรืออุปกรณ์นั้นเป็นของประเภทใดโดยการทำเครื่องหมายซึ่งบอกได้มากสำหรับผู้ที่เข้าใจ อย่างไรก็ตาม ไม่ว่าอุปกรณ์ตัดโลหะจะเป็นของประเภทใด สาระสำคัญของการประมวลผลนั้นมาจากข้อเท็จจริงที่ว่าเครื่องมือตัดและชิ้นส่วนทำให้เกิดการเคลื่อนที่ของรูปทรง และเป็นตัวกำหนดโครงร่างและขนาดของผลิตภัณฑ์สำเร็จรูป .
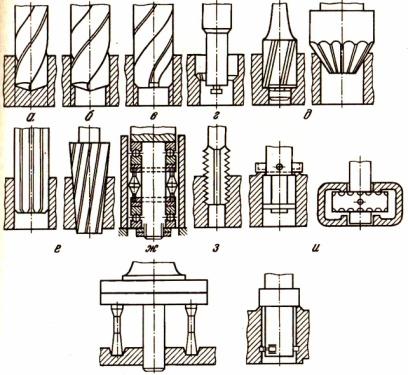
เครื่องตัดโลหะที่พบมากที่สุด: 1-6 - การกลึง, 7-10 - การเจาะ, 11-14 - การกัด, 15-17 - การไส, 18-19 - การเจาะ, 20-24 - การเจียร
ประเภทของเครื่องตัดโลหะ
เครื่องตัดโลหะขึ้นอยู่กับวัตถุประสงค์แบ่งออกเป็นเก้ากลุ่มหลัก ซึ่งรวมถึงอุปกรณ์ต่อไปนี้:
- การหมุน- ทุกพันธุ์ (ทำเครื่องหมายด้วยหมายเลข "1");
- เจาะและคว้าน– เครื่องจักรสำหรับการเจาะและการคว้าน (กลุ่ม “2”);
- ขัด ขัด จบ– เครื่องตัดโลหะสำหรับเก็บผิวละเอียด เจียร ลับคม และขัดเงา การดำเนินงานทางเทคโนโลยี(กลุ่ม "3");
- รวมกัน– เครื่องตัดโลหะ วัตถุประสงค์พิเศษ(กลุ่ม "4");
- แกะสลักและตัดเกียร์- เครื่องจักรสำหรับการประมวลผลองค์ประกอบของการเชื่อมต่อแบบเกลียวและเฟือง (กลุ่ม "5");
- การโม่– เครื่องจักรสำหรับการแสดง งานกัด(กลุ่ม "6");
- เซาะร่อง ไส และเจาะ- เครื่องตัดโลหะที่มีการดัดแปลงต่างๆ ตามลำดับ สำหรับการไส เซาะร่อง และเจาะ (กลุ่ม "7")
- แยก- อุปกรณ์สำหรับงานตัดรวมทั้งเลื่อย (กลุ่ม "8");
- หลากหลาย- ตัวอย่างของหน่วยตัดโลหะดังกล่าว - ปอกเปลือกไม่มีศูนย์กลาง ใบเลื่อยและอื่น ๆ (กลุ่ม "9")
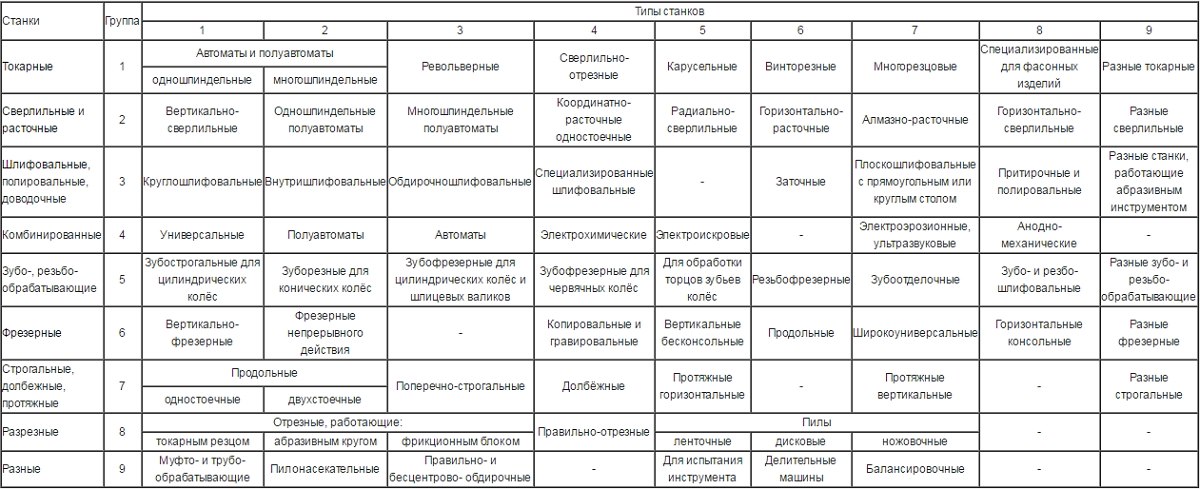
กลุ่มและประเภทของเครื่องตัดโลหะ (คลิกเพื่อดูภาพขยาย)
นอกจากนี้ เครื่องมือกลสามารถเป็นหนึ่งในประเภทต่อไปนี้:
- หลายแกนและแกนเดียว เฉพาะ (กึ่งอัตโนมัติและอัตโนมัติ) คัดลอกหลายตัด หมุน เจาะและตัด ม้าหมุน หน้าผากและพิเศษ
- อุปกรณ์สำหรับดำเนินการทางเทคโนโลยีของการคว้านและการเจาะ: แบบหลายแกนและแกนเดี่ยว, กึ่งอัตโนมัติ, แนวตั้ง, แนวนอนและแนวรัศมี, อุปกรณ์คว้านพิกัด, เพชรและ ประเภทแนวนอน, เจาะรุ่นต่างๆ;
- หลากหลายชนิดเครื่องเจียร (การเจียรแบบแบน, การเจียรภายในและแบบวงกลม), การกัดหยาบและการขัดเงา, การเจียรและหน่วยเฉพาะ;
- ประเภทของเครื่องจักรโลหะที่ออกแบบมาสำหรับการแปรรูปชิ้นส่วนของเฟืองและ การเชื่อมต่อแบบเกลียว: การตัดเฟือง (รวมถึงที่มีไว้สำหรับแปรรูปล้อทรงกรวย), การตัดเฟือง - สำหรับเฟืองทรงกระบอก, เฟืองเฟือง, เกลียว, เกลียวและเจียรเฟือง, การตกแต่งเฟือง, การทดสอบ, การกัดเกลียว, อุปกรณ์สำหรับแปรรูปส่วนปลายของฟันและองค์ประกอบของเฟืองตัวหนอน ;
- เครื่องตัดโลหะที่อยู่ในกลุ่มงานกัด: คอนโซล (รุ่นแนวตั้ง แนวนอน และสากล) และแบบไม่มีคอนโซล (อุปกรณ์แนวตั้ง แนวยาว แบบจำลองการคัดลอกและการแกะสลัก)
- อุปกรณ์ไสและรุ่นสำหรับวัตถุประสงค์ที่คล้ายกัน: เครื่องตามยาวที่ติดตั้งชั้นวางหนึ่งหรือสองชั้นวาง อุปกรณ์เจาะแนวนอนและแนวตั้ง
- อุปกรณ์ตัด: ติดตั้งแผ่นโลหะเรียบ เครื่องตัด หรือเลื่อย การออกแบบต่างๆ(เทป, ดิสก์, เลือยตัดโลหะ); ประเภทการตัดที่ถูกต้องของเครื่องจักรงานโลหะ
- เครื่องจักรประเภทอื่นๆ สำหรับการแปรรูปช่องว่างโลหะ: การแบ่ง, ใช้ในการควบคุมดอกสว่านและล้อเจียร, การตะไบ, การทรงตัว, การยืดผมและการกัดหยาบไร้ศูนย์กลาง, การเลื่อย

แนวตั้ง- เครื่องกัด— หนึ่งในตัวแทนของกลุ่มงานสีที่กว้างขวาง
การจำแนกประเภทของเครื่องตัดโลหะยังดำเนินการตามพารามิเตอร์ต่อไปนี้:
- ตามน้ำหนักและขนาดโดยรวมของอุปกรณ์: ใหญ่ หนัก และไม่เหมือนใคร
- ตามระดับความเชี่ยวชาญ: เครื่องจักรที่ออกแบบมาสำหรับการประมวลผลชิ้นงานที่มีขนาดเท่ากัน - พิเศษ; สำหรับชิ้นส่วนที่แตกต่างกัน แต่มีขนาดเท่ากัน - เฉพาะ อุปกรณ์สากลซึ่งคุณสามารถประมวลผลชิ้นส่วนขนาดและรูปร่างใดก็ได้
- ตามระดับความแม่นยำในการประมวลผล: เพิ่มขึ้น - P, ปกติ - N, สูง - B, ความแม่นยำสูงโดยเฉพาะอย่างยิ่ง - A; ยังแยกความแตกต่างระหว่างเครื่องจักรที่คุณสามารถทำการประมวลผลที่แม่นยำเป็นพิเศษ - C เรียกอีกอย่างว่าความแม่นยำ
เครื่องหมายเครื่อง
การจำแนกประเภทอุปกรณ์ที่ออกแบบมาสำหรับการประมวลผลช่องว่างโลหะแสดงให้เห็นว่าเมื่อเห็นการทำเครื่องหมายแล้ว ผู้เชี่ยวชาญคนใดก็สามารถบอกได้ทันทีว่าเครื่องตัดโลหะเครื่องใดอยู่ตรงหน้าเขา เครื่องหมายนี้มีตัวอักษรและตัวเลขที่ระบุ ลักษณะเฉพาะตัวอุปกรณ์
ตัวเลขตัวแรกคือกลุ่มของเครื่องตัดโลหะ ตัวที่สองคือประเภทของอุปกรณ์ ประเภทของเครื่องตัด ตัวที่สาม (และในบางกรณีที่สี่) คือขนาดยูนิตหลัก

หลังจากตัวเลขที่ระบุในเครื่องหมายรุ่น อาจมีตัวอักษรที่ระบุว่ารุ่นของเครื่องตัดโลหะมีลักษณะพิเศษหรือไม่ ลักษณะดังกล่าวของอุปกรณ์อาจรวมถึงระดับความแม่นยำหรือข้อบ่งชี้ของการดัดแปลง บ่อยครั้งในการกำหนดเครื่อง ตัวอักษรสามารถพบได้หลังจากหลักแรก: นี้บ่งชี้ว่า คุณมีรูปแบบที่ทันสมัยอยู่ตรงหน้าคุณ ในการออกแบบทั่วไปที่มีการเปลี่ยนแปลงใดๆ
ตัวอย่างเช่น คุณสามารถถอดรหัสเครื่องหมายของเครื่อง 6M13P ตัวเลขในการกำหนดนี้ระบุว่าเรามีเครื่องกัด (“6”) ประเภทแรก (“1”) ซึ่งเป็นของขนาดมาตรฐานที่ 3 (“3”) และช่วยให้การประมวลผลมีความแม่นยำเพิ่มขึ้น (ตัวอักษร “P” ). ตัวอักษร "M" อยู่ในเครื่องหมาย เครื่องมือนี้แสดงว่าได้รับการปรับปรุงให้ทันสมัย
ระดับการทำงานอัตโนมัติ
ประเภทของเครื่องกลึงรวมถึงอุปกรณ์สำหรับวัตถุประสงค์อื่นซึ่งใช้ในการผลิตจำนวนมากและขนาดใหญ่เรียกว่ามวลรวม พวกเขาได้รับชื่อนี้เนื่องจากหน่วย (แอสเซมบลี) ประเภทเดียวกันเสร็จสมบูรณ์: เตียง หัวทำงาน โต๊ะ หน่วยแกนหมุน และกลไกอื่น ๆ ใช้หลักการที่แตกต่างกันโดยสิ้นเชิงในการสร้างเครื่องจักรที่จำเป็นสำหรับการผลิตขนาดเล็กและชิ้นเดียว การออกแบบอุปกรณ์ดังกล่าวซึ่งมีความอเนกประสงค์สูงนั้นมีเอกลักษณ์เฉพาะตัว

การจำแนกประเภทของเครื่องกลึง (รวมถึงอุปกรณ์ในหมวดอื่น ๆ ) ตามระดับของระบบอัตโนมัติหมายถึงการแบ่งประเภทออกเป็นประเภทต่อไปนี้:
- รุ่นคู่มือ, การดำเนินการทั้งหมดที่ทำในโหมดแมนนวล;
- กึ่งอัตโนมัติซึ่งเป็นส่วนหนึ่งของการดำเนินการทางเทคโนโลยี (การตั้งค่าชิ้นงาน, การสตาร์ทอุปกรณ์, การถอดชิ้นส่วนสำเร็จรูป) ด้วยตนเอง (การดำเนินการอื่น ๆ ทั้งหมดที่เกี่ยวข้องกับอุปกรณ์เสริมจะดำเนินการโดยอัตโนมัติ)
- อัตโนมัติสำหรับการทำงานที่จำเป็นในการตั้งค่าพารามิเตอร์การประมวลผลเท่านั้นพวกเขาดำเนินการอื่น ๆ ทั้งหมดอย่างอิสระตามโปรแกรมที่กำหนด
- หน่วยตัดโลหะ CNC (กระบวนการทั้งหมดในเครื่องจักรดังกล่าวถูกควบคุมโดยโปรแกรมพิเศษที่มีระบบเข้ารหัสของค่าตัวเลข)
- อุปกรณ์ตัดโลหะที่อยู่ในหมวดหมู่ของโมดูลอัตโนมัติที่ยืดหยุ่นได้
ตัวแทนที่โดดเด่นที่สุดของเครื่องตัดโลหะคืออุปกรณ์ CNC ซึ่งควบคุมโดยโปรแกรมคอมพิวเตอร์พิเศษ โปรแกรมดังกล่าวซึ่งผู้ปฏิบัติงานป้อนลงในหน่วยความจำของเครื่องจะกำหนดพารามิเตอร์เกือบทั้งหมดของการทำงานของหน่วย: ความเร็วแกนหมุน ความเร็วในการประมวลผล ฯลฯ
เครื่องจักรงานโลหะทุกประเภทที่ติดตั้งระบบ CNC มีองค์ประกอบทั่วไปในการออกแบบดังต่อไปนี้
- คอนโซลของผู้ปฏิบัติงาน (หรือคอนโซล) ซึ่งโปรแกรมคอมพิวเตอร์ถูกเก็บไว้ในหน่วยความจำของเครื่องที่ควบคุมการทำงานของเครื่อง นอกจากนี้ ด้วยความช่วยเหลือของรีโมตคอนโทรลดังกล่าว คุณยังสามารถทำการควบคุมพารามิเตอร์ทั้งหมดของเครื่องด้วยตนเองได้อีกด้วย
- ผู้ควบคุม - องค์ประกอบที่สำคัญระบบซีเอ็นซีด้วยความช่วยเหลือซึ่งไม่เพียง แต่สร้างคำสั่งควบคุมที่ถูกส่งไปยังองค์ประกอบการทำงานของอุปกรณ์และควบคุมความถูกต้องของการดำเนินการ แต่ยังรวมถึงทั้งหมด การคำนวณที่จำเป็น. ขึ้นอยู่กับระดับความซับซ้อนของรุ่นยูนิต สามารถใช้ทั้งคอมเพรสเซอร์ทรงพลังและไมโครโปรเซสเซอร์ทั่วไปเป็นตัวควบคุมในการติดตั้งได้
- หน้าจอหรือจอแสดงผลที่ทำหน้าที่เป็นคำสั่งและแผงควบคุมสำหรับผู้ปฏิบัติงาน องค์ประกอบดังกล่าวทำให้คุณสามารถตรวจสอบการทำงานของเครื่องตัดโลหะได้แบบเรียลไทม์ ควบคุมกระบวนการแปรรูป และหากจำเป็น ให้เปลี่ยนพารามิเตอร์และการตั้งค่าอย่างรวดเร็ว
หลักการทำงานของเครื่องจักรโลหะที่ติดตั้งระบบ CNC นั้นง่ายมาก โปรแกรมถูกเขียนขึ้นเบื้องต้นโดยคำนึงถึงข้อกำหนดทั้งหมดสำหรับการประมวลผลชิ้นงานเฉพาะ จากนั้นผู้ปฏิบัติงานจะเข้าสู่ตัวควบคุมเครื่องจักรโดยใช้โปรแกรมเมอร์พิเศษ คำสั่งที่ฝังอยู่ในโปรแกรมดังกล่าวจะถูกส่งไปยังองค์ประกอบการทำงานของอุปกรณ์ และหลังจากดำเนินการแล้ว เครื่องจะปิดโดยอัตโนมัติ
การใช้เครื่องตัดโลหะพร้อมกับตัวเลข การจัดการโปรแกรมช่วยให้คุณดำเนินการประมวลผลด้วยความแม่นยำและประสิทธิผลสูงซึ่งเป็นสาเหตุของ ใช้งานอยู่อุปกรณ์ ผู้ประกอบการอุตสาหกรรมผลิตสินค้าเป็นชุดใหญ่ หน่วยดังกล่าวเกิดจาก ระดับสูงของระบบอัตโนมัติของพวกเขาถูกรวมเข้ากับสายการผลิตอัตโนมัติขนาดใหญ่อย่างสมบูรณ์แบบ
การออกแบบเครื่อง
เครื่องจักรทั้งหมดที่อยู่ในหมวดงานโลหะมีมากมาย คุณสมบัติทั่วไปในการออกแบบ อันที่จริงอุปกรณ์และลักษณะทางเทคนิคของหน่วยดังกล่าวควรตรวจสอบให้แน่ใจว่าการเคลื่อนไหวทางเทคโนโลยีของสองประเภทถูกต้อง:
- การเคลื่อนที่ของฟีดที่เกิดจากสิ่งที่แนบมากับการตัดหรือตัวชิ้นงานเอง
- การเคลื่อนไหวที่ทำการตัด
เพื่อทำการเคลื่อนไหวเหล่านี้ และเพื่อให้มั่นใจถึงความเสถียรของการทำงานขององค์ประกอบอื่น ๆ ของอุปกรณ์โลหะการ การออกแบบรวมถึงร่างกายการทำงานต่อไปนี้:
- ระบบควบคุมที่รับผิดชอบในการสตาร์ทและหยุดเครื่องตรวจสอบพารามิเตอร์ทั้งหมดของการทำงาน
10.09.2011 18:36
ประเภทอุปกรณ์ที่ใช้กันทั่วไปในการผลิตเครื่องจักรที่ทันสมัยและการผลิตเครื่องมือคือ เครื่องประมวลผล วัสดุก่อสร้างโดยการกำจัดเศษ. การจำแนกประเภทของเครื่องมือกลที่นำมาใช้ในสหภาพโซเวียตนั้นขึ้นอยู่กับวิธีการทางเทคโนโลยีของการประมวลผลชิ้นงานซึ่งมีลักษณะตามประเภทของพื้นผิวที่ตัดเฉือนประเภทของเครื่องมือกลและประเภท เครื่องมือตัด. ชิ้นงานและวิธีการแปรรูปที่หลากหลาย กำหนดไว้ล่วงหน้าว่ามีเครื่องมือกลหลายประเภทและหลายรุ่น วิศวกรรมทั่วไป(เครื่องมือวัดความเที่ยงตรงยังไม่มีระบบการจำแนกที่ชัดเจนซึ่งเป็นที่ยอมรับตามมาตรฐาน)
เครื่องตัดโลหะที่พบมากที่สุด
ขึ้นอยู่กับลักษณะของงานที่ทำกับพวกเขาและเครื่องมือตัดที่ใช้เครื่องจักรจะถูกแบ่ง (จำแนก) ออกเป็นกลุ่ม ตามการจำแนกประเภทที่เสนอโดยสถาบันวิจัยการทดลองของมอสโกแห่งเครื่องมือเครื่องตัดโลหะ (ENIMS) ในสหภาพโซเวียต เครื่องมือเครื่องจักรที่ผลิตในปริมาณมากทั้งหมดถูกแบ่งออกเป็น 11 กลุ่ม ในทางกลับกันเครื่องจักรแต่ละกลุ่มเหล่านี้แบ่งออกเป็นสิบสายพันธุ์ (ประเภท) 0-10 ตามคุณสมบัติหลักดังต่อไปนี้:
- คุณสมบัติทางเทคโนโลยีของเครื่อง (ลอก, ตกแต่ง);
- ระดับของระบบอัตโนมัติ
- จำนวนหน่วยงาน (หรือเครื่องมือ) ที่สำคัญที่สุดและที่ตั้ง ฯลฯ แต่ละประเภทมี 10 ขนาดมาตรฐาน
กลุ่มศูนย์และประเภทศูนย์ถูกสงวนไว้
กลุ่มเครื่องมือกล
- กลุ่มศูนย์และเครื่องจักรประเภทศูนย์อยู่ในสถานะสแตนด์บาย
- กลุ่มแรก - เครื่องกลึง(ในรูป ตำแหน่ง 1 - 6) กลุ่มนี้รวมถึงเครื่องจักรที่ออกแบบมาสำหรับการประมวลผลพื้นผิวของการหมุน เมื่อดำเนินการกับเครื่องจักรของกลุ่มนี้ การเคลื่อนที่ของการตัดเกิดจากการหมุนของชิ้นงาน
- กลุ่มที่สอง - เครื่องเจาะและคว้าน(ในรูปตำแหน่ง 7 - 10) วัตถุประสงค์หลักของเครื่องจักรในกลุ่มนี้คือการประมวลผลรูกลมในส่วน การเคลื่อนที่ของการตัดมาจากการหมุนของเครื่องมือกล ในเครื่องจักรบางประเภทในกลุ่มนี้ การเคลื่อนไหวเกิดขึ้นได้โดยการเคลื่อนย้ายโต๊ะด้วยชิ้นส่วนที่ตายตัว
- กลุ่มที่สาม - เครื่องบด(ในรูปตำแหน่ง 20-24) ในเครื่องจักรกลุ่มนี้ การประมวลผลจะดำเนินการโดยใช้ล้อเจียรที่มีฤทธิ์กัดกร่อน
- กลุ่มที่สี่ - เครื่องกัด(ในรูปตำแหน่ง 11-14) ในกลุ่มเครื่องจักรนี้ การประมวลผล (การตัด) ดำเนินการโดยใช้เครื่องตัด
- กลุ่มที่ห้า - เครื่องไส(ในรูปตำแหน่ง 15-17) เครื่องจักรกลุ่มนี้รวมถึงเครื่องจักรที่มีคุณสมบัติทั่วไปคือการใช้การเคลื่อนที่แบบลูกสูบตรงของหัวกัดหรือชิ้นงานเป็นการเคลื่อนที่ของการตัด
- กลุ่มที่หก - เครื่องเจาะ (ในรูปตำแหน่งที่ 18 และ 19) กลุ่มนี้รวมถึงเครื่องจักรที่ใช้เจาะเป็นเครื่องมือตัด
- กลุ่มที่เจ็ด - เครื่องขัดและตกแต่งปัจจัยที่รวมกันเป็นกลุ่มนี้คือเครื่องมือตัดเฉือน: สายพานขัด, ผง, น้ำพริก, แท่งขัด
- กลุ่มที่แปด - เครื่องเกียร์. เครื่องจักรกลุ่มนี้มีไว้สำหรับการประมวลผลฟันล้อ รวมถึงเครื่องบดเกียร์ด้วย
- กลุ่มที่เก้า - เครื่องทำเกลียวเครื่องจักรกลุ่มนี้มีไว้สำหรับการผลิตเกลียว (ยกเว้นเครื่องกลึง)
- กลุ่มที่สิบ - เครื่องจักรต่างๆและเสริมเครื่องมือกลที่ไม่รวมอยู่ในกลุ่มอื่น
การจำแนกประเภทนี้ช่วยให้ กำหนดหมายเลขรหัสให้กับเครื่องผลิตแบบอนุกรมแต่ละเครื่อง(ดัชนี) - สัญลักษณ์ประเภทและรุ่น ดัชนีประกอบด้วยสามถึงสี่หลัก: หลักแรกระบุกลุ่ม, ที่สอง - ประเภท (หลากหลาย) ของเครื่องภายในกลุ่มนี้, ที่สามและสี่ - กำหนดลักษณะหนึ่งในมิติที่สำคัญที่สุดของเครื่องหรือชิ้นงาน ตัวพิมพ์ใหญ่หลังหลักแรกแสดงว่าอัพเกรดเครื่อง ตัวอักษรหลังตัวเลขทั้งหมดระบุถึงการดัดแปลง (modification) ของรุ่นพื้นฐานของเครื่องหรือ คุณสมบัติทางเทคโนโลยีมัน (เช่น เพิ่มความแม่นยำ) ตัวอย่างเช่น มาถอดรหัสการกำหนดม็อดเครื่อง 3740 หมายเลข 3 หมายถึงเครื่องที่อยู่ในกลุ่มเครื่องบด หมายเลข 7 ระบุประเภท - การเจียรผิวด้วย โต๊ะกลม; ตัวเลขสองหลักสุดท้ายระบุเส้นผ่านศูนย์กลางโต๊ะที่ใหญ่ที่สุด - 400 มม. รุ่นเครื่อง 2135: หมายเลข 2 หมายถึงเครื่องของกลุ่มที่สอง (เจาะ) หมายเลข 1 - แนวตั้ง 35 - สูงสุดที่อนุญาต เส้นผ่านศูนย์กลางเล็กน้อยเจาะเหล็กกำลังปานกลาง 650 MPa รุ่น 2H135 เป็นเครื่องจักรที่ทันสมัย
ในการกำหนดแบบจำลองของเครื่องจักรเฉพาะทางและแบบพิเศษในสหภาพโซเวียต โรงงานเครื่องมือเครื่องจักรแต่ละแห่งได้รับมอบหมายดัชนีหนึ่งหรือสองตัวอักษร ตัวอักษรเหล่านี้เสริมด้วยตัวเลขที่ระบุหมายเลขซีเรียลของเครื่องจักรพิเศษที่กำลังผลิต (เช่น AM - Minsk Plant of Automatic Lines; MP - Minsk Machine-Tool Plant ตั้งชื่อตาม Kirov; MK - Moscow Machine-Tool Plant "Red Proletarian" เป็นต้น)
ตามระดับของความเป็นสากลและความเชี่ยวชาญ เครื่องจักรมีความโดดเด่น
- สากลหรือ วัตถุประสงค์ทั่วไป, ซึ่งดำเนินการต่าง ๆ สำหรับการประมวลผลชิ้นส่วนของระบบการตั้งชื่อต่างๆ (เครื่องกลึงเกลียว, การหมุน, ฯลฯ );
- เฉพาะ - สำหรับการประมวลผลบางส่วนของชื่อเดียวหรือสองสามชื่อที่คล้ายกันในการกำหนดค่า แต่มี ขนาดต่างๆใช้เป็นหลักในการผลิตจำนวนมาก
- พิเศษ - สำหรับการประมวลผลส่วนหนึ่งหรือบางส่วนที่มีขนาดมาตรฐานเดียวกัน ใช้ในการผลิตจำนวนมาก บางครั้งในการผลิตขนาดใหญ่
เครื่องตัดโลหะสำหรับงานวิศวกรรมทั่วไปขึ้นอยู่กับมวล
- เบา - มากถึง 1 ตัน
- กลาง - มากถึง 10 ตัน
- หนัก - มากกว่า 10 ตัน
และในทางกลับกันก็กลายเป็นขนาดใหญ่ - 10-30 ตันหนักจริง - 30-100 ตันและหนักโดยเฉพาะอย่างยิ่ง (ไม่ซ้ำกัน) - มากกว่า 100 ตัน
ตามระดับความแม่นยำคลาสของเครื่องมือกลมีความโดดเด่น
- ความแม่นยำปกติ - H;
- เพิ่มความแม่นยำ - P;
- ความแม่นยำสูง - B (ความแม่นยำ);
- ความแม่นยำสูงเป็นพิเศษ - A
- แม่นยำเป็นพิเศษ - C ("ต้นแบบ" - เครื่องจักรที่ผลิตขึ้นเอง)
ความแม่นยำในการตัดเฉือนนั้นพิจารณาจากวิธีการตัดเฉือนและระดับความแม่นยำของเครื่องจักรเป็นหลัก ดังนั้น เครื่องจักรที่มีความแม่นยำปกติจึงมีวัตถุประสงค์หลักสำหรับการประมวลผลชิ้นส่วนขนาดกลางภายในคุณสมบัติ 7-9
เครื่องมือกลพร้อมโปรแกรมควบคุม (PU)
เครื่องมือกลที่มีการควบคุมโปรแกรม (PU) สามารถอยู่กับระบบได้ วงจรควบคุมโปรแกรม(CPU) หรือ ด้วยระบบควบคุมเชิงตัวเลข(ซีเอ็นซี). เครื่องที่มีตัวบ่งชี้ดิจิตอลและการตั้งค่าพิกัดล่วงหน้าจะได้รับการจัดสรรในกลุ่มแยกต่างหาก ในเครื่องที่มี CPU (มีดัชนี C ในการกำหนดรุ่น) เฉพาะข้อมูลทางเทคโนโลยีเท่านั้นที่ป้อนลงในผู้ให้บริการโปรแกรม และการปรับมิติจะมีให้ในเครื่องโดยมีการหยุด ในเครื่อง CNC (ดัชนี F2, FZ, F4) การควบคุมจะดำเนินการจากผู้ให้บริการโปรแกรม ซึ่งมีการเข้ารหัสทั้งข้อมูลทางเทคโนโลยีและมิติ เครื่องมือกลที่มีตัวบ่งชี้แบบดิจิตอลและการตั้งค่าพิกัดล่วงหน้า (ดัชนี F1) มีอุปกรณ์อิเล็กทรอนิกส์ที่กำหนดพิกัดของจุดของพื้นผิวที่จะทำการตัดเฉือน และตารางกากบาทถูกนำไปยังตำแหน่งที่ต้องการ โต๊ะไขว้มีเซ็นเซอร์ป้อนกลับ โดยแต่ละตำแหน่งของโต๊ะจะแสดงบนรีโมทคอนโทรล (ตัวระบุแบบดิจิตอล) ในเครื่องจักรเหล่านี้ (ส่วนใหญ่มักจะเป็นเครื่องจักรที่น่าเบื่อ) มักจะใช้การตั้งค่าพิกัดล่วงหน้าหรือตัวบ่งชี้ดิจิทัล สำหรับ การประเมินทั้งหมดคุณภาพของเครื่องจักรใช้ระบบตัวชี้วัดทางเทคนิคและเศรษฐกิจ ตัวชี้วัดที่สำคัญที่สุดที่กำหนดความสมบูรณ์แบบของการออกแบบเครื่องจักรเมื่อเปรียบเทียบกับเครื่องจักรอื่นๆ ที่มีจุดประสงค์คล้ายคลึงกัน ได้แก่ ประสิทธิภาพการทำงาน ความแม่นยำในการประมวลผล ระดับของระบบอัตโนมัติ ความสามารถในการผลิต การใช้โลหะ รอยเท้า ต้นทุน
เครื่องตัดโลหะขึ้นอยู่กับวัตถุประสงค์แบ่งออกเป็นเก้ากลุ่มหลัก ซึ่งรวมถึงอุปกรณ์ต่อไปนี้:
1. การหมุน- เครื่องกลึงทุกประเภทของกลุ่มกลึง (ในการทำเครื่องหมายจะแสดงด้วยหมายเลข "1");
2. เจาะและคว้าน- เครื่องจักรสำหรับการขุดเจาะและการคว้าน (กลุ่ม "2");
3. ขัด ขัด จบ- เครื่องตัดโลหะสำหรับการตกแต่ง การเจียร การลับ และการขัดเงา (กลุ่ม "3");
4. รวมกัน- เครื่องตัดโลหะเพื่อวัตถุประสงค์พิเศษ (กลุ่ม "4");
5. แกะสลักและตัดเกียร์- เครื่องจักรสำหรับการประมวลผลองค์ประกอบของการเชื่อมต่อแบบเกลียวและเฟือง (กลุ่ม "5");
6. การโม่- เครื่องกัด (กลุ่ม "6");
7. เซาะร่อง ไส และเจาะ- เครื่องตัดโลหะที่มีการดัดแปลงต่างๆ ตามลำดับ สำหรับการไส เซาะร่อง และเจาะ (กลุ่ม "7")
8. แยก- อุปกรณ์สำหรับงานตัดรวมทั้งเลื่อย (กลุ่ม "8");
9. หลากหลาย- ตัวอย่างของหน่วยตัดโลหะดังกล่าว - ปอกเปลือกไม่มีศูนย์กลาง ใบเลื่อยและอื่น ๆ (กลุ่ม "9")
กลุ่มและประเภทของเครื่องตัดโลหะ (คลิกเพื่อดูภาพขยาย)
นอกจากนี้ เครื่องมือกลสามารถเป็นหนึ่งในประเภทต่อไปนี้:
· หลายแกนและแกนเดี่ยว เฉพาะ (กึ่งอัตโนมัติและอัตโนมัติ) คัดลอกหลายตัด หมุน เจาะและตัด หมุน หน้าผาก และเครื่องกลึงชนิดพิเศษ
อุปกรณ์สำหรับการดำเนินการทางเทคโนโลยีของการคว้านและการเจาะ: เครื่องเจาะแบบหลายแกนและแกนเดี่ยว, กึ่งอัตโนมัติ, แนวตั้ง, แนวนอนและแนวรัศมี, เครื่องคว้านแบบพิกัด, เครื่องคว้านเพชรและแนวนอน, รุ่นเจาะต่างๆ
· เครื่องเจียรประเภทต่างๆ (การเจียรแบบแบน, การเจียรภายในและแบบวงกลม), การกัดหยาบและการขัดเงา, การเจียรเครื่องมือและหน่วยเฉพาะ
ประเภทของเครื่องจักรงานโลหะที่ออกแบบมาสำหรับการประมวลผลองค์ประกอบของเฟืองและข้อต่อเกลียว: การตัดเฟือง (รวมถึงที่ออกแบบมาสำหรับการประมวลผลล้อทรงกรวย), เครื่องตัดเฟืองสำหรับเฟืองทรงกระบอก, เฟืองเฟือง, การตัดเกลียว, การกลึงเกลียวและการเจียรฟันเฟือง, การตกแต่งเฟือง, การทดสอบ, เกลียว การกัด , อุปกรณ์สำหรับการประมวลผลปลายฟันและองค์ประกอบของหนอนคู่
· เครื่องตัดโลหะที่อยู่ในกลุ่มงานกัด: คานยื่น (รุ่นแนวตั้ง แนวนอน และสากล) และไม่ใช่คานเท้าแขน (อุปกรณ์แนวตั้ง แนวยาว แบบจำลองการคัดลอกและการแกะสลัก)
อุปกรณ์ไสและรุ่นสำหรับวัตถุประสงค์ที่คล้ายกัน: เครื่องตามยาวที่ติดตั้งชั้นวางหนึ่งหรือสองชั้นวาง อุปกรณ์เจาะแนวนอนและแนวตั้ง
อุปกรณ์ตัด: ติดตั้งล้อขัดหรือแผ่นโลหะเรียบ เครื่องตัดหรือเลื่อยที่มีการออกแบบต่างๆ (เทป วงกลม เลื่อยเลือยตัดโลหะ) ประเภทการตัดที่ถูกต้องของเครื่องจักรงานโลหะ
เครื่องจักรประเภทอื่นๆ สำหรับการแปรรูปช่องว่างโลหะ: การแบ่ง, ใช้ในการควบคุมดอกสว่านและล้อเจียร, การตะไบ, การทรงตัว, การยืดผมและการกัดหยาบไร้ศูนย์กลาง, การเลื่อย
เครื่องกัดแนวตั้ง - หนึ่งในตัวแทนของกลุ่มงานกัดที่กว้างขวาง
การจำแนกประเภทของเครื่องตัดโลหะยังดำเนินการตามพารามิเตอร์ต่อไปนี้:
· โดยน้ำหนักและขนาดโดยรวมของอุปกรณ์: ใหญ่ หนัก และไม่เหมือนใคร
ตามระดับความเชี่ยวชาญ: เครื่องจักรที่ออกแบบมาสำหรับการประมวลผลชิ้นงานที่มีขนาดเท่ากัน - พิเศษ; สำหรับชิ้นส่วนที่แตกต่างกัน แต่มีขนาดเท่ากัน - เฉพาะ อุปกรณ์สากลที่คุณสามารถประมวลผลชิ้นส่วนขนาดและรูปร่างใดก็ได้
· ตามระดับความแม่นยำในการประมวลผล: เพิ่มขึ้น - P, ปกติ - N, สูง - B, ความแม่นยำสูงโดยเฉพาะอย่างยิ่ง - A; ยังแยกความแตกต่างระหว่างเครื่องจักรที่คุณสามารถทำการประมวลผลที่แม่นยำเป็นพิเศษ - C เรียกอีกอย่างว่าความแม่นยำ
เครื่องหมายเครื่อง
การจำแนกประเภทอุปกรณ์ที่ออกแบบมาสำหรับการประมวลผลช่องว่างโลหะแสดงให้เห็นว่าเมื่อเห็นการทำเครื่องหมายแล้ว ผู้เชี่ยวชาญคนใดก็สามารถบอกได้ทันทีว่าเครื่องตัดโลหะเครื่องใดอยู่ตรงหน้าเขา เครื่องหมายนี้มีตัวอักษรและตัวเลขที่ระบุคุณลักษณะเฉพาะของอุปกรณ์
ตัวเลขตัวแรกคือกลุ่มของเครื่องตัดโลหะ ตัวที่สองคือประเภทของอุปกรณ์ ประเภทของเครื่องตัด ตัวที่สาม (และในบางกรณีที่สี่) คือขนาดยูนิตหลัก
ถอดรหัสเครื่องหมายของเครื่องตัดโลหะ
หลังจากตัวเลขที่ระบุในเครื่องหมายรุ่น อาจมีตัวอักษรที่ระบุว่ารุ่นของเครื่องตัดโลหะมีลักษณะพิเศษหรือไม่ ลักษณะดังกล่าวของอุปกรณ์อาจรวมถึงระดับความแม่นยำหรือข้อบ่งชี้ของการดัดแปลง บ่อยครั้งในการกำหนดเครื่อง ตัวอักษรสามารถพบได้หลังจากหลักแรก: นี้บ่งชี้ว่า คุณมีรูปแบบที่ทันสมัยอยู่ตรงหน้าคุณ ในการออกแบบทั่วไปที่มีการเปลี่ยนแปลงใดๆ
ตัวอย่างเช่น คุณสามารถถอดรหัสเครื่องหมายของเครื่อง 6M13P ตัวเลขในการกำหนดนี้ระบุว่าเรามีเครื่องกัด (“6”) ประเภทแรก (“1”) ซึ่งเป็นของขนาดมาตรฐานที่ 3 (“3”) และช่วยให้การประมวลผลมีความแม่นยำเพิ่มขึ้น (ตัวอักษร “P” ). ตัวอักษร "M" ที่ปรากฏบนเครื่องหมายของอุปกรณ์นี้ แสดงว่าได้รับการอัปเกรดแล้ว
ระดับการทำงานอัตโนมัติ
ประเภทของเครื่องกลึงรวมถึงอุปกรณ์สำหรับวัตถุประสงค์อื่นซึ่งใช้ในการผลิตจำนวนมากและขนาดใหญ่เรียกว่ามวลรวม พวกเขาได้รับชื่อนี้เนื่องจากหน่วย (แอสเซมบลี) ประเภทเดียวกันเสร็จสมบูรณ์: เตียง หัวทำงาน โต๊ะ หน่วยแกนหมุน และกลไกอื่น ๆ ใช้หลักการที่แตกต่างกันโดยสิ้นเชิงในการสร้างเครื่องจักรที่จำเป็นสำหรับการผลิตขนาดเล็กและชิ้นเดียว การออกแบบอุปกรณ์ดังกล่าวซึ่งมีความอเนกประสงค์สูงนั้นมีเอกลักษณ์เฉพาะตัว
เครื่องกลึง CNC
การจำแนกประเภทของเครื่องกลึง (รวมถึงอุปกรณ์ในหมวดอื่น ๆ ) ตามระดับของระบบอัตโนมัติหมายถึงการแบ่งประเภทออกเป็นประเภทต่อไปนี้:
1. แบบแมนนวล การดำเนินการทั้งหมดที่ดำเนินการในโหมดแมนนวล
2. กึ่งอัตโนมัติซึ่งเป็นส่วนหนึ่งของการดำเนินการทางเทคโนโลยี (การตั้งค่าชิ้นงาน, การสตาร์ทอุปกรณ์, การถอดชิ้นส่วนที่เสร็จแล้ว) ในโหมดแมนนวล (การดำเนินการอื่น ๆ ทั้งหมดที่เกี่ยวข้องกับอุปกรณ์เสริมเกิดขึ้นในโหมดอัตโนมัติ)
3. อัตโนมัติสำหรับการทำงานที่จำเป็นในการตั้งค่าพารามิเตอร์การประมวลผลเท่านั้นพวกเขาดำเนินการอื่น ๆ ทั้งหมดอย่างอิสระตามโปรแกรมที่ระบุ
4. หน่วยตัดโลหะ CNC (กระบวนการทั้งหมดในเครื่องจักรดังกล่าวถูกควบคุมโดยโปรแกรมพิเศษที่มีระบบเข้ารหัสของค่าตัวเลข)
5. อุปกรณ์ตัดโลหะที่อยู่ในหมวดหมู่ของโมดูลอัตโนมัติที่ยืดหยุ่น
ตัวแทนที่โดดเด่นที่สุดของเครื่องตัดโลหะคืออุปกรณ์ CNC ซึ่งควบคุมโดยโปรแกรมคอมพิวเตอร์พิเศษ โปรแกรมดังกล่าวซึ่งผู้ปฏิบัติงานป้อนลงในหน่วยความจำของเครื่องจะกำหนดพารามิเตอร์เกือบทั้งหมดของการทำงานของหน่วย: ความเร็วแกนหมุน ความเร็วในการประมวลผล ฯลฯ
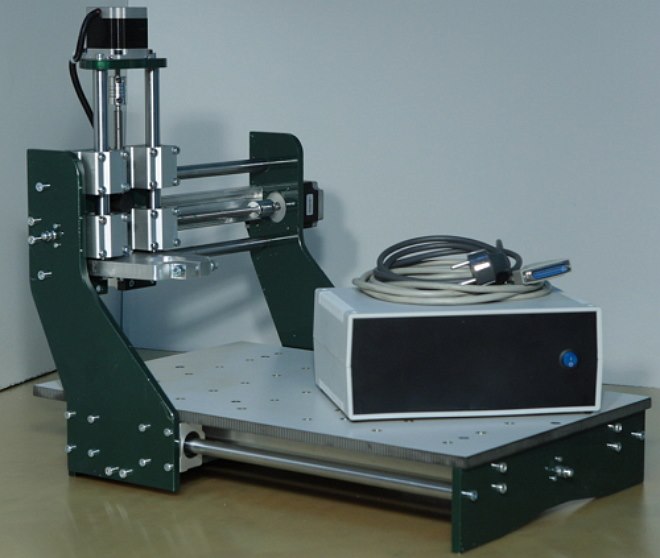
CNC สามารถติดตั้งได้แม้จะกะทัดรัดที่สุด เครื่องเดสก์ท็อป
เครื่องจักรงานโลหะทุกประเภทที่ติดตั้งระบบ CNC มีองค์ประกอบทั่วไปในการออกแบบดังต่อไปนี้
· คอนโซลของผู้ปฏิบัติงาน (หรือคอนโซล) ซึ่งโปรแกรมคอมพิวเตอร์ถูกเก็บไว้ในหน่วยความจำของเครื่องที่ควบคุมการทำงาน นอกจากนี้ ด้วยความช่วยเหลือของรีโมตคอนโทรลดังกล่าว คุณยังสามารถทำการควบคุมพารามิเตอร์ทั้งหมดของเครื่องด้วยตนเองได้อีกด้วย
· คอนโทรลเลอร์เป็นองค์ประกอบสำคัญของระบบ CNC ซึ่งไม่เพียงแต่สร้างคำสั่งควบคุม ส่งต่อไปยังองค์ประกอบการทำงานของอุปกรณ์ และควบคุมความถูกต้องของการดำเนินการ แต่ยังรวมถึงการคำนวณที่จำเป็นทั้งหมดด้วย ทำ. ขึ้นอยู่กับระดับความซับซ้อนของรุ่นยูนิต สามารถใช้ทั้งคอมเพรสเซอร์ทรงพลังและไมโครโปรเซสเซอร์ทั่วไปเป็นตัวควบคุมในการติดตั้งได้
· หน้าจอหรือจอแสดงผลที่ทำหน้าที่เป็นคำสั่งและแผงควบคุมสำหรับผู้ปฏิบัติงาน องค์ประกอบดังกล่าวทำให้คุณสามารถตรวจสอบการทำงานของเครื่องตัดโลหะได้แบบเรียลไทม์ ควบคุมกระบวนการแปรรูป และหากจำเป็น ให้เปลี่ยนพารามิเตอร์และการตั้งค่าอย่างรวดเร็ว
หลักการทำงานของเครื่องจักรโลหะที่ติดตั้งระบบ CNC นั้นง่ายมาก โปรแกรมถูกเขียนขึ้นเบื้องต้นโดยคำนึงถึงข้อกำหนดทั้งหมดสำหรับการประมวลผลชิ้นงานเฉพาะ จากนั้นผู้ปฏิบัติงานจะเข้าสู่ตัวควบคุมเครื่องจักรโดยใช้โปรแกรมเมอร์พิเศษ คำสั่งที่ฝังอยู่ในโปรแกรมดังกล่าวจะถูกส่งไปยังองค์ประกอบการทำงานของอุปกรณ์ และหลังจากดำเนินการแล้ว เครื่องจะปิดโดยอัตโนมัติ
การใช้เครื่องจักรที่มีการควบคุมเชิงตัวเลขช่วยให้สามารถประมวลผลได้อย่างแม่นยำและให้ผลผลิตสูง ซึ่งเป็นสาเหตุให้มีการใช้อย่างแข็งขันเพื่อให้องค์กรอุตสาหกรรมที่ผลิตผลิตภัณฑ์เป็นชุดใหญ่ หน่วยดังกล่าวเนื่องจากระบบอัตโนมัติในระดับสูง ถูกรวมเข้ากับสายการผลิตอัตโนมัติขนาดใหญ่อย่างสมบูรณ์แบบ
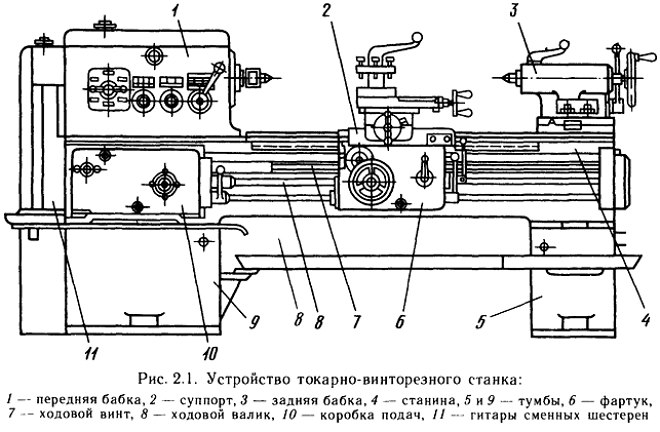
เครื่องกลึงเกลียว
การออกแบบเครื่อง
เครื่องจักรทั้งหมดที่อยู่ในหมวดงานโลหะมีคุณสมบัติทั่วไปหลายประการในการออกแบบ อันที่จริงอุปกรณ์และลักษณะทางเทคนิคของหน่วยดังกล่าวควรตรวจสอบให้แน่ใจว่าการเคลื่อนไหวทางเทคโนโลยีของสองประเภทถูกต้อง:
การเคลื่อนที่ของฟีดที่อุปกรณ์ตัดหรือชิ้นงานทำ
การเคลื่อนไหวที่ทำการตัด
เพื่อทำการเคลื่อนไหวเหล่านี้ และเพื่อให้มั่นใจถึงความเสถียรของการทำงานขององค์ประกอบอื่น ๆ ของอุปกรณ์โลหะการ การออกแบบรวมถึงร่างกายการทำงานต่อไปนี้:
ระบบควบคุมที่รับผิดชอบในการสตาร์ทและหยุดเครื่องตรวจสอบพารามิเตอร์ทั้งหมดของการทำงาน
โหนดด้วยความช่วยเหลือซึ่งการเคลื่อนไหวจากมอเตอร์ไฟฟ้าจะถูกแปลงและส่งไปยังแอคชูเอเตอร์
ตัวขับเองซึ่งอาจเป็นไฟฟ้า เครื่องกล นิวแมติกหรือไฮดรอลิก
เครื่องตัดโลหะเป็นเครื่องที่ออกแบบมาเพื่อประมวลผลชิ้นงานเพื่อสร้างพื้นผิวที่ระบุโดยการเอาเศษออกหรือโดยการเสียรูปพลาสติก การประมวลผลส่วนใหญ่ดำเนินการโดยการตัดด้วยใบมีดหรือเครื่องมือขัด เครื่องมือกลยังใช้สำหรับปรับพื้นผิวของชิ้นส่วนให้เรียบ สำหรับการกลิ้งพื้นผิวด้วยลูกกลิ้ง เครื่องกลึงโลหะใช้สำหรับตัดวัสดุที่ไม่ใช่โลหะ เช่น ไม้ textolite ไนลอน และพลาสติกอื่นๆ เครื่องจักรพิเศษยังแปรรูปเซรามิก แก้ว และวัสดุอื่นๆ
เครื่องจักรงานโลหะจำแนกตามเกณฑ์ต่างๆ ขึ้นอยู่กับประเภทของการแปรรูป เครื่องมือตัดที่ใช้ และรูปแบบ
เครื่องตัดโลหะที่พบมากที่สุด
การจำแนกประเภท
เครื่องตัดโลหะขึ้นอยู่กับลักษณะของงานที่ทำและประเภทของเครื่องมือตัดที่ใช้ แบ่งออกเป็น 11 กลุ่ม (ดูรูป)
- กลุ่มเครื่องกลึง(ข้อ 1 - 6) ประกอบด้วยเครื่องจักรที่ออกแบบมาสำหรับการประมวลผลพื้นผิวของการหมุน ลักษณะเฉพาะของเครื่องจักรในกลุ่มนี้คือการใช้การเคลื่อนที่แบบหมุนของชิ้นงานเป็นการเคลื่อนที่ของการตัด
- กลุ่มเครื่องเจาะ(ข้อ 7 - 10) รวมถึงเครื่องคว้านด้วย คุณสมบัติการรวมกลุ่มของเครื่องจักรกลุ่มนี้คือจุดประสงค์ - การประมวลผลรูกลม การเคลื่อนที่ของการตัดคือการเคลื่อนที่แบบหมุนของเครื่องมือ ซึ่งมักจะมาพร้อมกับการเคลื่อนที่ของฟีดด้วย ในเครื่องคว้านแนวนอน การป้อนสามารถทำได้โดยการเคลื่อนย้ายโต๊ะไปพร้อมกับชิ้นงาน
- กลุ่มเครื่องบด(ข้อ 20 - 24) รวมกันโดยใช้ล้อเจียรขัดเป็นเครื่องมือตัด
- กลุ่มเครื่องขัดและเก็บผิวละเอียดรวมกันบนพื้นฐานของการใช้แท่งขัด, สายพานขัด, ผงและน้ำพริกเป็นเครื่องมือตัด
- กลุ่มเครื่องเกียร์รวมถึงเครื่องจักรทั้งหมดที่ใช้สำหรับการประมวลผลฟันของล้อ รวมถึงการเจียร
- กลุ่มเครื่องกัด(ข้อ 11 - 14) ประกอบด้วยเครื่องจักรที่ใช้เครื่องมือหลายใบ - หัวกัดเป็นเครื่องมือตัด
- กลุ่มกบ(ข้อ 15 - 17) ประกอบด้วยเครื่องจักรซึ่งลักษณะทั่วไปคือการใช้การเคลื่อนที่แบบลูกสูบเป็นเส้นตรงของเครื่องตัดหรือชิ้นงานเป็นการเคลื่อนที่ของการตัด
- กลุ่มเครื่องตัดรวมถึงเครื่องจักรทุกประเภทที่ออกแบบมาสำหรับการตัดและเลื่อยวัสดุม้วน (แท่ง มุม ช่อง ฯลฯ)
- กลุ่มเครื่องเจาะ(เถา 18 และ 19) มีหนึ่ง ลักษณะทั่วไป: ใช้เป็นเครื่องมือตัดเครื่องมือหลายใบมีดพิเศษ - โบรชัวร์
- กลุ่มเครื่องต๊าปเกลียวรวมถึงเครื่องจักรทั้งหมด (ยกเว้นเครื่องจักรของกลุ่มการกลึง) ที่ออกแบบมาโดยเฉพาะสำหรับการผลิตเกลียว
- กลุ่มเครื่องจักรเบ็ดเตล็ดและเสริมรวมเครื่องทั้งหมดที่ไม่ได้อยู่ในกลุ่มข้างต้น
ตารางตัวเลขเครื่องมือกล
| ชื่อเครื่องจักร | รหัส กลุ่ม |
พิมพ์รหัส | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| จอง | 0 | - | |||||||||
| การหมุน | 1 | อัตโนมัติและกึ่งอัตโนมัติ: | การหมุน- หมุนเวียน |
เจาะ- ตัด |
ม้าหมุน | เลี้ยวและ หน้าผาก |
หลายตัดและ คัดลอก |
เฉพาะทาง ทำ |
หลากหลาย การหมุน |
||
| เชี่ยวชาญ ทำ |
หมุนครั้งเดียว- สมเหตุสมผล |
หลายสปิน- สมเหตุสมผล |
|||||||||
| เจาะและคว้าน | 2 | - | แนวตั้ง- การขุดเจาะ |
กึ่งอัตโนมัติ | พิกัดที่น่าเบื่อ | เรเดียล- การขุดเจาะ |
แนวนอน- น่าเบื่อ |
เพชร น่าเบื่อ |
แนวนอน- การขุดเจาะ |
หลากหลาย การขุดเจาะ |
|
| หมุนครั้งเดียว- สมเหตุสมผล |
หลายสปิน- สมเหตุสมผล |
||||||||||
| การเจียรและการตกแต่ง | 3 | ครูกลอชลี- โฟวัล |
ภายใน- โฟวัล |
ปอกเปลือก- บด |
เฉพาะทาง เฉียบคมบด |
- | ลับคม | การเจียรผิว | ขัด ขัด ขัด จบ | อุปมาต่างๆ | |
| ไฟฟ้า- ทางกายภาพและทางไฟฟ้า เคมี |
4 | - | ลำแสง | - | ไฟฟ้า- เคมี |
ไฟฟ้า- จุดประกาย |
- | ไฟฟ้า- การกัดเซาะการเจาะอัลตราโซนิก |
ขั้วบวก- การตัดด้วยเครื่องจักร |
- | |
| การตัดเฉือนฟันและด้าย- อิง |
5 | เกลียว- ปืนไรเฟิล |
การขึ้นรูปเฟืองสำหรับการแปรรูปทรงกระบอก ล้อคาลิค |
การตัดเฟืองสำหรับการแปรรูปล้อเอียง | เฟืองเกียร์ สำหรับการกลึงล้อทรงกระบอกและเพลาร่อง |
สำหรับตัดล้อหนอน | สำหรับการประมวลผลปลายฟันของล้อ | ไร้เกลียว ซีเรียล |
การจัดฟัน ครับ เช็ค- nye และวิ่ง |
ฟันและด้าย บอสลิโฟวัล- เนีย |
เฟืองและเกลียวต่างๆ ฉันประมวลผล- ชิ |
| การโม่ | 6 | - | แนวตั้ง- มิลลิ่งเท้าแขน |
มิลลิ่งไม่ใช่ การกระทำที่ไม่ต่อเนื่อง |
คอลัมน์เดียวตามยาว เนีย |
สำเนา- เนยและกรวด เร่ร่อน |
แนวตั้ง- ไม่มีคอนโซล |
สองคอลัมน์ตามยาว เนีย |
คอนโซล- โรงสี มีเหตุผล |
ขอบฟ้า- ตาล- มิลลิ่งเท้าแขน |
งานกัดต่างๆ |
| ไส เซาะร่อง เจาะ | 7 | ตามยาว | ข้าม- ไส |
สล็อต | แนวนอนยาว เนีย |
เจาะแนวตั้งเพื่อดึง | - | เครื่องไสต่างๆ | |||
| หนึ่ง- ชั้นวาง |
สอง- ชั้นวาง |
ภายใน | กลางแจ้ง | ||||||||
| แยก | 8 | ตัดพร้อมติดตั้ง | ถูกต้อง- ตัด |
เลื่อย | - | - | |||||
| เครื่องมือกลึง | บด วงกลม |
แผ่นเรียบหรือมีรอยบาก | เทป | ดิสก์ | เลื่อยวงเดือน | ||||||
| หลากหลาย | 9 | ข้อต่อและท่อ ต่อสู้ |
เลื่อยบาก | ถูกต้อง- และไร้ศูนย์กลาง ปอกเปลือก |
การทรงตัว | สำหรับการทดสอบ- เครื่องมือ |
ตัวแบ่ง- เครื่องจักร |
บาลานเซอร์- ทหาร |
- | - | |
หมายเลขเครื่อง
สหภาพโซเวียตนำระบบแบบครบวงจรมาใช้ สัญลักษณ์เครื่องตามการกำหนดรหัส (หมายเลข) ให้กับเครื่องแต่ละรุ่น การนับจำนวนเครื่องมือเครื่องตัดโลหะที่พัฒนาโดยสถาบันวิจัยทดลองเครื่องมือเครื่องตัดโลหะ (ENIMS) อิงตามระบบทศนิยม เครื่องทั้งหมดแบ่งออกเป็น 10 กลุ่ม แต่ละกลุ่มแบ่งออกเป็น 10 ประเภท และแต่ละประเภทแบ่งออกเป็น 10 ขนาด ดังที่เห็นได้จากตาราง การจัดกลุ่มเครื่องจักรออกเป็นกลุ่มต่างๆ ในระหว่างการนับนั้นมีหลักการที่แตกต่างไปจากการจัดหมวดหมู่เล็กน้อย หมายเลขที่กำหนดให้กับแต่ละรุ่นของเครื่องสามารถประกอบด้วยตัวเลขและตัวอักษรสามหรือสี่ตัว และตัวอักษรสามารถอยู่หลังหลักแรกหรือต่อท้ายหมายเลขได้ เช่น 612, 1616, 6H82, 2620, 6H12PB
ตัวเลขตัวแรกของตัวเลขระบุถึงกลุ่มที่เป็นสมาชิก เครื่องนี้. หลักที่สองระบุประเภทของเครื่องในกลุ่มนี้ หลักที่สามหรือสามและสี่รวมกันระบุขนาดตามเงื่อนไขของเครื่อง ตัวอย่างเช่น สำหรับเครื่องกลึง ตัวเลขที่สามและสี่จะแสดงความสูงของจุดศูนย์กลางเป็นเซนติเมตรหรือเดซิเมตร (1620, 1616, 1670) สำหรับเครื่องกลึงป้อมปืนและเครื่องจักรอัตโนมัติ - เส้นผ่านศูนย์กลางสูงสุดของแท่งแปรรูปเป็นมิลลิเมตร (1336, 1125, 1265) สำหรับเครื่องเจาะ - เส้นผ่านศูนย์กลางสูงสุดของการเจาะรูในเหล็กอ่อนในหน่วยมิลลิเมตร (2A125, 2A135, 2150) สำหรับเครื่องกัดคอนโซล ตัวเลขที่สามระบุขนาดของโต๊ะตามเงื่อนไข เพื่อแยกแยะ ออกแบบเครื่องขนาดเท่ากันแต่ต่างกัน ข้อกำหนดทางเทคนิค, มีการป้อนตัวอักษรระหว่างหลักแรกและหลักที่สอง ตัวอย่างเช่น เครื่องจักรทั้งหมดของรุ่น 162, 1A62, 1B62, 1K62 เป็นเครื่องกลึงที่มีความสูงตรงกลาง 200 มม. อย่างไรก็ตาม รุ่น 162 มี RPM สูงสุด 600 รุ่น 1A62-1200, 1B62-1500 และ แบบสมัยใหม่ 1K62 มี 2,000 รอบต่อนาที ตัวอักษรที่ท้ายตัวเลขแสดงถึงการดัดแปลงต่างๆ ของเครื่องในรุ่นพื้นฐานเดียวกัน ตัวอย่างเช่น เครื่องกัดแนวนอนรุ่น 6N82G เป็นเครื่องกัดอเนกประสงค์รุ่นพื้นฐานรุ่นง่ายอย่างง่าย 6N82 เครื่องกัดลอกแบบรุ่น 6N12K เป็นการดัดแปลงเครื่องกัดแนวตั้งพื้นฐานรุ่น 6N12 เป็นต้น ในบางกรณี ส่วนที่สี่ ตัวเลขยังหมายถึงเครื่องปล่อยที่มีขนาดมาตรฐานเท่ากัน แต่มีการออกแบบที่ดีขึ้น เช่น รุ่น 262 เป็นแนวนอน เครื่องคว้านขนาดที่สอง เครื่องคว้านที่ทันสมัยขนาดใกล้เคียงกัน การออกแบบใหม่รหัสเริ่มต้นในรุ่น 2620
การจำแนกประเภทเครื่อง ตามประเภท
เครื่องจักรประเภทเดียวกันอาจมีเลย์เอาต์ต่างกัน (เช่น การกัดอเนกประสงค์ แนวนอน แนวตั้ง) จลนศาสตร์ เช่น ชุดลิงก์ที่ส่งการเคลื่อนไหว การออกแบบ ระบบควบคุม มิติ ความแม่นยำในการประมวลผล ฯลฯ
มาตรฐานกำหนดมิติหลักที่กำหนดลักษณะของเครื่องจักรแต่ละประเภท สำหรับเครื่องกลึงและเครื่องเจียรทรงกระบอก นี่คือเส้นผ่านศูนย์กลางที่ใหญ่ที่สุดของชิ้นงานที่จะแปรรูป สำหรับเครื่องกัด ความยาวและความกว้างของโต๊ะที่ติดตั้งชิ้นงานหรือส่วนจับยึด สำหรับเครื่องไสกากบาท จังหวะที่ใหญ่ที่สุดของตัวเลื่อน ด้วยเครื่องตัด
กลุ่มของเครื่องจักรประเภทเดียวกันซึ่งมีเลย์เอาต์ จลนศาสตร์ และการออกแบบคล้ายกัน แต่มีมิติพื้นฐานต่างกัน ถือเป็นช่วงขนาด ดังนั้นตามมาตรฐานสำหรับเครื่องกัดเฟืองเกียร์เอนกประสงค์จะมีขนาดมาตรฐาน 12 ขนาดพร้อมเส้นผ่านศูนย์กลางของผลิตภัณฑ์ที่ติดตั้งตั้งแต่ 80 มม. ถึง 12.5 ม.
การออกแบบเครื่องจักรแต่ละขนาดซึ่งออกแบบมาสำหรับสภาพการตัดเฉือนที่กำหนด เรียกว่าแบบจำลอง แต่ละรุ่นได้รับรหัสของตัวเอง - ตัวเลขประกอบด้วยตัวเลขและตัวอักษรหลายตัว หลักแรกระบุกลุ่มของเครื่อง ที่สอง - ประเภท หลักที่สามหรือหลักที่สามและสี่ระบุขนาดหลักของเครื่อง ตัวอย่างเช่น รุ่น 16K20 หมายถึง: เครื่องกลึงเกลียวด้วย เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดชิ้นงาน 400 มม. ตัวอักษรระหว่างหลักที่สองและสามหมายถึงการอัพเกรดรุ่นพื้นฐานหลักของเครื่อง
การจำแนกประเภทของเครื่องจักรตามระดับความเก่งกาจมีเครื่องจักรดังต่อไปนี้ - สากลซึ่งใช้สำหรับการผลิตชิ้นส่วนที่หลากหลายโดยมีขนาดแตกต่างกันมาก เครื่องจักรดังกล่าวได้รับการดัดแปลงสำหรับการดำเนินงานทางเทคโนโลยีต่างๆ:
- เฉพาะซึ่งออกแบบมาสำหรับการผลิตชิ้นส่วนประเภทเดียวกันเช่นชิ้นส่วนของร่างกายเพลาขั้นบันไดที่มีรูปร่างคล้ายคลึงกัน แต่มีขนาดแตกต่างกัน
- พิเศษซึ่งออกแบบมาเพื่อผลิตชิ้นส่วนเฉพาะหรือรูปทรงที่มีขนาดแตกต่างกันเล็กน้อย
การจำแนกประเภทของเครื่องจักรตามระดับความแม่นยำเครื่องแบ่งออกเป็น 5 คลาส:
- H - เครื่องจักรที่มีความแม่นยำปกติ
- П - เครื่องจักรที่มีความแม่นยำเพิ่มขึ้น
- B - เครื่องจักรที่มีความแม่นยำสูง
- เอ - เครื่องจักรที่มีความแม่นยำสูง
- C - เครื่องจักรที่แม่นยำหรือต้นแบบโดยเฉพาะ
การกำหนดรุ่นอาจมีตัวอักษรแสดงลักษณะความแม่นยำของเครื่อง: 16K20P - เครื่องกลึงเกลียวที่มีความแม่นยำเพิ่มขึ้น
การจำแนกประเภทของเครื่องจักรตามระดับของระบบอัตโนมัติจัดสรรเครื่องมือกลและเครื่องจักรกึ่งอัตโนมัติ เครื่องจักรอัตโนมัติคือเครื่องจักรซึ่งหลังจากการปรับแล้ว การเคลื่อนไหวทั้งหมดที่จำเป็นเพื่อให้รอบการประมวลผลสมบูรณ์ รวมถึงช่องว่างในการโหลดและการขนชิ้นส่วนสำเร็จรูป จะดำเนินการโดยอัตโนมัติ กล่าวคือ ดำเนินการโดยกลไกของเครื่องโดยไม่ต้องมีส่วนร่วมของผู้ปฏิบัติงาน
รอบการทำงานกึ่งอัตโนมัติยังดำเนินการโดยอัตโนมัติ ยกเว้นการขนถ่ายซึ่งผู้ปฏิบัติงานดำเนินการ เขายังเริ่มเครื่องจักรกึ่งอัตโนมัติหลังจากโหลดแต่ละชิ้นงาน
สำหรับวัตถุประสงค์ของระบบอัตโนมัติที่ซับซ้อนสำหรับการผลิตขนาดใหญ่และจำนวนมาก สายการผลิตอัตโนมัติและคอมเพล็กซ์จะถูกสร้างขึ้นที่รวมเครื่องจักรต่างๆ และสำหรับการผลิตขนาดเล็ก - โมดูลการผลิตที่ยืดหยุ่น (FPM)
ระบบอัตโนมัติของการผลิตชิ้นส่วนขนาดเล็กทำได้โดยการสร้างเครื่องมือกลที่มีการควบคุมโปรแกรม (วนรอบ) ตัวอักษร C (หรือตัวอักษรตัวเลข F) ถูกนำมาใช้ในการกำหนดแบบจำลอง ตัวเลขหลังตัวอักษร F แสดงถึงคุณสมบัติของระบบควบคุม:
- F1 - เครื่องที่มีตัวบ่งชี้ดิจิตอล (พร้อมการแสดงตัวเลขที่สะท้อนเช่นตำแหน่งของตัวเครื่องที่เคลื่อนย้ายได้ของเครื่อง) และชุดพิกัดเบื้องต้น
- F2 - เครื่องที่มีระบบตำแหน่งหรือสี่เหลี่ยม
- F3 - เครื่องที่มีระบบรูปร่าง
- F4 - เครื่องที่มีระบบสากลสำหรับการประมวลผลตำแหน่งและรูปร่าง เช่น รุ่น 1B732F3 - กลึงด้วยระบบ CNC Contouring
การจำแนกประเภทของเครื่องจักรตามน้ำหนักเครื่องแบ่งออกเป็น:
- ปอด - มากถึง 1 ตัน
- กลาง - มากถึง 10 ตัน
- หนัก - มากกว่า 10 ตัน เครื่องจักรหนักแบ่งออกเป็นขนาดใหญ่ - จาก 16 ถึง 30 ตัน, เครื่องจักรหนัก - จาก 30 ถึง 100 ตัน;
- หนักเป็นพิเศษ - มากกว่า 100 ตัน
นอกจากนี้เรายังแนะนำ
 ความคิดที่มีประสิทธิผลและการเจริญพันธุ์
ความคิดที่มีประสิทธิผลและการเจริญพันธุ์
 ความเห็นแก่ตัวที่สมเหตุสมผล - ทฤษฎีความเห็นแก่ตัวที่สมเหตุสมผลคืออะไร?
ความเห็นแก่ตัวที่สมเหตุสมผล - ทฤษฎีความเห็นแก่ตัวที่สมเหตุสมผลคืออะไร?
 Boris Nikolaevich Yeltsin ประธานาธิบดีคนแรกของรัสเซีย
Boris Nikolaevich Yeltsin ประธานาธิบดีคนแรกของรัสเซีย
 การต่อสู้ใต้ดิน ราชาใต้ดิน อะไรคือ "การต่อสู้ไม่ใช่เพื่อมวลชน"? คุณจะต่อสู้เพื่อเงินได้ที่ไหน?
การต่อสู้ใต้ดิน ราชาใต้ดิน อะไรคือ "การต่อสู้ไม่ใช่เพื่อมวลชน"? คุณจะต่อสู้เพื่อเงินได้ที่ไหน?
 Yakov Pavlov และวีรบุรุษคนอื่น ๆ ของ Stalingrad ที่คุณต้องรู้
Yakov Pavlov และวีรบุรุษคนอื่น ๆ ของ Stalingrad ที่คุณต้องรู้
 เอาชีวิตรอดจากอุบัติเหตุกลางทะเลในฝัน - สัมผัสรักครั้งใหม่ในชีวิตจริง
เอาชีวิตรอดจากอุบัติเหตุกลางทะเลในฝัน - สัมผัสรักครั้งใหม่ในชีวิตจริง