ตรงผ่านเครื่องตัด มีดกลึง ตรงผ่านขวา T15K6: รูปถ่าย ขนาด เรขาคณิต
เครื่องตัดแบบโค้งงอเป็นเครื่องมือตัดที่ใช้สำหรับการกลึงชิ้นส่วนที่มีรูปร่างต่างๆ ใช้สำหรับแปรรูปพื้นผิวด้านนอกของชิ้นส่วน เช่น ลูกกลิ้งทรงกระบอก กรวย และสิ่งของทรงกระบอกอื่นๆ ฟันผ่าตรงไม่ได้ใช้งานได้หลากหลายเหมือนแบบที่ฟันงอ แต่มีความแข็งแรงและราคาถูกกว่าฟันกราม ในทางกลับกัน พวกเขาอาจมีปัญหาในการทำงานในสถานที่ที่เข้าถึงยาก
ภาพ: เครื่องตัดแบบเลี้ยวตรง
หัวกัดกลึงแนวตรงมีความแข็งแกร่งที่ดีเยี่ยม เนื่องจากถูกใช้เป็นหนึ่งในเครื่องมือหลักในการทำงานในโรงกลึง เช่นเดียวกับในอุตสาหกรรมเครื่องมือ เครื่องมือกล และการสร้างเครื่องจักร คุณสามารถสร้างพื้นผิวที่เรียบหรือขรุขระขึ้น ขจัดชั้นโลหะต่างๆ ออกจากชิ้นงาน และอื่นๆ ทั้งนี้ขึ้นอยู่กับรุ่นที่เลือก
สำหรับการทำงานของเครื่องมือนี้จะใช้ทั้งเกียร์ตามยาวและตามขวาง ด้วยการผสมผสานอย่างชำนาญของการกระทำ คุณสามารถตัดแต่งส่วนปลายที่ยื่นออกมา ลบมุม เช่นเดียวกับการบดพื้นผิวและดำเนินการอื่นๆ ที่จำเป็นเพื่อให้ได้ผลลัพธ์ตามที่ต้องการ เครื่องมือเหล่านี้มีหลายประเภท ซึ่งอาจแตกต่างกันไปตามขนาด วัสดุในการผลิต และอื่นๆ หัวกัดเซาะร่องตรงทำงานได้ดีกับชิ้นงานแข็ง โดยเฉพาะอย่างยิ่งหากเลือกเครื่องมือที่ทำจากวัสดุคาร์ไบด์ เครื่องมือเจาะทะลุถูกสร้างขึ้นตาม GOST 18868-73 ซึ่งเป็นเครื่องมือเดียวกับที่รวมเม็ดมีดคาร์ไบด์ตาม GOST 18879-73
ประเภทของเครื่องตัดตรง
มีเครื่องดนตรีหลายแบบที่มีพันธุ์เฉพาะของตัวเอง แต่ยังคงเป็นของประเภทนี้ การเปลี่ยนใบมีดตรงผ่านทางเดินนั้นแบ่งออกเป็นแบบหยาบหรือที่เรียกกันว่าการลอกและการตกแต่ง ตัวเลือกแรกเหมาะสำหรับการประมวลผลแบบหยาบในระยะแรก ในเวลานี้คุณสามารถรับ จำนวนมากที่สุดชั้นของโลหะเพื่อให้ชิ้นงานเข้าใกล้ ขนาดที่ต้องการ. เครื่องมือเก็บผิวละเอียดมีไว้สำหรับการประมวลผลที่ละเอียดและละเอียดอ่อนยิ่งขึ้น เมื่อความหนาของการลอกออกไม่เกินหนึ่งในสิบของมิลลิเมตร มีความคมชัดและมีความแม่นยำในการประมวลผลเพิ่มขึ้น
หากเราพิจารณาการออกแบบผลิตภัณฑ์ มีตัวเลือกแบบชิ้นเดียวพร้อมจานซึ่งบางรายการสามารถถอดออกได้ ตามกฎแล้ว ส่วนหลักทำจากเหล็กกล้าเครื่องมือ และส่วนการทำงานทำจากเหล็กความเร็วสูงหรือวัสดุทนไฟที่ออกแบบมาเพื่อทำงานกับโลหะที่มีความหนาแน่นสูง
ถึง รายการทั่วไปสามารถเพิ่มได้ว่ามีการตัดทางซ้ายและขวาด้วยซึ่งตำแหน่งของส่วนการทำงานนั้นแตกต่างกัน
มิติหลักของเครื่องตัดตรง
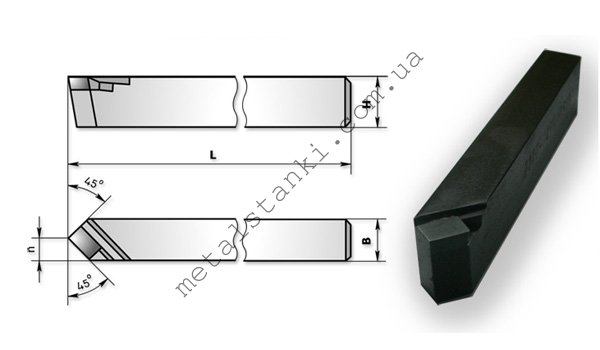
| ความสูง mm | ความกว้าง mm | ความยาว mm |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
เหล็กกล้าความเร็วสูงใช้สำหรับผลิตภัณฑ์ที่ทำงานกับชิ้นงานที่ไม่เป็นโลหะผสมและให้ความร้อน และวัสดุคาร์ไบด์ใช้สำหรับผลิตภัณฑ์ที่ใช้เครื่องจักรที่ยากต่อการตัดเฉือน
เครื่องตัดแบบเส้นตรงมีมุมที่สำคัญหลายมุม ทั้งหมดอยู่บนหัวของมันซึ่งเป็นส่วนการทำงานหลัก ส่วนหน้าของส่วนหัวช่วยให้มั่นใจได้ว่าเศษจะไหลตามปกติ ซึ่งจะไม่รบกวนกระบวนการทำงาน เครื่องมือนี้ยังมีขอบต่อท้ายเล็กน้อยและขอบท้ายขนาดใหญ่ โดยหันเข้าหาชิ้นส่วนที่กำลังกลึง

กระบวนการตัดที่สำคัญทั้งหมดดำเนินการโดยคมตัดหลัก เกิดขึ้นจากจุดตัดของพื้นผิวด้านหน้าและขอบท้ายหลัก นอกจากส่วนหลักแล้ว ยังมีขอบเสริมซึ่งอยู่ที่จุดตัดของส่วนเสริมด้านหลังและพื้นผิวเสริมด้านหน้า ปลายใบมีดอยู่ที่จุดตัดของตัวช่วย ล้ำสมัยและส่วนหลัก มุมในหัวกัดแต่ละอันขึ้นอยู่กับรุ่นเฉพาะ เนื่องจากต้องเลือกแยกกันสำหรับงานและวัสดุแต่ละประเภท
ทางเลือกของเครื่องตัดผ่าน
หัวกัดกลึงแนวตรงมีได้หลายรุ่น ซึ่งส่งผลกระทบอย่างมากต่อผลงาน ขนาดของผลิตภัณฑ์ โลหะของคมตัด ลักษณะของคุณสมบัติการออกแบบขนาดเล็ก และอื่นๆ อาจแตกต่างกัน เพื่อรับของปกติ ตัวเลือกที่เหมาะสมต้องคำนึงถึงปัจจัยหลายอย่าง “คำแนะนำของผู้เชี่ยวชาญ! สำหรับใช้งาน งานประจำคุณควรมีชุดเครื่องมือที่เหมือนกันทั้งแบบต่างๆ และสำรอง
ปัจจัยแรกในการเลือกคือสิ่งที่คุณต้องทำงานด้วยเสมอ เนื่องจากเครื่องมือนี้ถูกเลือกสำหรับคุณสมบัติของชิ้นงาน เป็นไปไม่ได้เสมอที่จะใช้ชุดที่สมบูรณ์ดังนั้นจึงแนะนำให้ตัดสินใจสิ่งที่จำเป็นที่สุดทันที
การเลือกที่เหมาะสมจะช่วยหลีกเลี่ยงการเปลี่ยนส่วนประกอบบ่อยครั้งระหว่างการทำงาน ซึ่งจะช่วยประหยัดเวลาและความพยายาม ตลอดจนทำให้การผลิตมีกำไรมากขึ้น เลือกวัสดุได้ง่าย เนื่องจากวัสดุทนไฟเหมาะสำหรับชิ้นส่วนแข็งที่เหล็กความเร็วสูงรับไม่ได้ เพราะออกแบบมาสำหรับชิ้นงานที่อ่อนนุ่มธรรมดา ข้อได้เปรียบของพวกเขาคือราคาเท่านั้นเนื่องจากมีราคาถูกกว่ามาก
เงื่อนไขการตัด
เครื่องตัดตรงใช้สำหรับการทำงานที่ค่อนข้างง่าย ดังนั้นโหมดการทำงานด้วยเครื่องตัดตรงมักจะกลายเป็นเรื่องพื้นฐาน การเคลื่อนไหวหลักที่นี่คือการเคลื่อนไหวตามยาวและตามขวาง การกำจัดชั้นโลหะจะเกิดขึ้นเป็นขั้นตอนเพื่อไม่ให้เครื่องมือเสียหาย เนื่องจากการจับภาพที่ความหนามากอาจส่งผลเสียต่อหัวกัดได้ การใช้เครื่องมือกัดหยาบสำหรับการประมวลผลขั้นต้น และเครื่องมือเก็บผิวละเอียดสำหรับการประมวลผลขั้นสุดท้าย คุณสามารถยืดอายุการใช้งานและทำให้งานดีขึ้นได้
![]()
เครื่องหมาย
หัวกัด T15K6 แบบตรงสามารถเป็นตัวอย่างที่ดีเยี่ยมสำหรับการแยกวิเคราะห์ผลิตภัณฑ์ เนื่องจากวางตามวัสดุที่ใช้ในชิ้นส่วนตัดหลัก มีการระบุไว้ในที่นี้ว่าในวัสดุคาร์ไบด์ของกลุ่มไทเทเนียม-ทังสเตน มีไททาเนียม 15% และโคบอลต์ 6%
ผู้ผลิต
- CHIZ (เชอร์นิฮิฟ, ยูเครน);
- Seco (สวีเดน);
- Intertool (จีน);
- Ukrmetiz (ยูเครน);
- OOO เมลิโทโพล ตราสาร
ผ่านเครื่องตัดตรง: วิดีโอ
คุณสมบัติของวัสดุเครื่องมือ เครื่องมือตัดทำงานภายใต้สภาวะที่มีแรงกด อุณหภูมิสูง แรงเสียดทาน และการสึกหรอ ดังนั้นวัสดุเครื่องมือจะต้องมีคุณสมบัติทางปฏิบัติการและทางกายภาพและทางกลบางอย่าง วัสดุของชิ้นส่วนตัดของเครื่องมือมีความแข็งสูงและมีค่าสูงของการดัด แรงตึง การอัด และความเค้นบิดที่อนุญาต ความแข็งของส่วนตัดของเครื่องมือต้องมากกว่าความแข็งของวัสดุชิ้นงานอย่างมาก เหล็กกล้าเครื่องมือคาร์บอนประกอบด้วย 1.0 ... 1.3% C สำหรับการผลิตเครื่องมือจะใช้เหล็กคุณภาพสูง U10A, U11A, U13A หลังจาก การรักษาความร้อนเหล็กมีความแข็งสีแดง 200…240 °C ที่อุณหภูมินี้ ความแข็งของเหล็กจะลดลงอย่างรวดเร็ว และเครื่องมือไม่สามารถทำการตัดได้ ความเร็วตัดที่อนุญาตไม่เกิน 0.2...0.3 m/s ดอกต๊าป ดาย ใบเลื่อยตัดโลหะ ดอกสว่าน และดอกเคาเตอร์ซิงค์ที่มีเส้นผ่านศูนย์กลางขนาดเล็กทำจากเหล็กเหล่านี้ เหล็กกล้าเครื่องมือโลหะผสมคือเหล็กกล้าเครื่องมือคาร์บอนที่ผสมกับโครเมียม ทังสเตน วาเนเดียม ซิลิกอน และองค์ประกอบอื่นๆ หลังจากการอบชุบด้วยความร้อน เหล็กกล้าเจือจะมีความแข็งสีแดง 220...260 °C เมื่อเทียบกับเหล็กกล้าคาร์บอนอัลลอยด์ พวกมันมีความเหนียวที่เพิ่มขึ้นในสถานะชุบแข็งและความสามารถในการชุบแข็งที่สูงขึ้น แนวโน้มที่จะเปลี่ยนรูปและแตกร้าวน้อยลงในระหว่างการชุบแข็ง ความเร็วตัดที่อนุญาต 0.25…0.5 ม./วินาที สำหรับการผลิตโบรชัวร์ ใช้ดอกสว่าน ต๊าป ดาย รีมเมอร์ เหล็กกล้า 9X VG, KhVG, KhG, 6XC, 9XC เหล็กกล้าความเร็วสูงประกอบด้วย 5.5 ... .19% W, 0.7 ... 1.2% C; 2 ... 10% Co และ V. สำหรับการผลิตเครื่องมือใช้เหล็กกล้า R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2 ในเหล็กกล้าความเร็วสูงทั้งหมด เศษส่วนมวลของโครเมียมคือ 4% ดังนั้นตัวอักษร X จะไม่ระบุในการกำหนดตราสินค้า เครื่องมือตัดทำจากเหล็กความเร็วสูงหลังจากการอบชุบด้วยความร้อนมีความแข็งสีแดง 600 ... 640 ° C และมี เพิ่มความต้านทานการสึกหรอจึงสามารถทำงานด้วยความเร็วตัดสูงสุด 2 ม./วินาที เพื่อประหยัดเหล็กความเร็วสูง เครื่องมือตัดทำสำเร็จหรือเชื่อม ส่วนตัดของเครื่องมือทำจากเหล็กกล้าความเร็วสูง ซึ่งเชื่อมหรือต่อด้วยกลไกกับส่วนต่อของเหล็กโครงสร้าง 45, 50, 40X โลหะผสมแข็งรวมถึงวัสดุเครื่องมือที่ประกอบด้วยทังสเตน ไทเทเนียม แทนทาลัมที่มีความแข็งสูงและทนไฟสูง ซึ่งเชื่อมต่อด้วยพันธะโลหะ วัสดุเหล่านี้ผลิตโดยผงโลหะ ผงคาร์ไบด์ผสมกับผงโคบอลต์ กดและเผาที่อุณหภูมิ 1400....1550 °C ในระหว่างการเผาผนึก โคบอลต์จะละลายคาร์ไบด์บางส่วนและหลอมละลาย เป็นผลให้ได้วัสดุที่มีความหนาแน่นสูงซึ่งมีโครงสร้างประกอบด้วย 80 ... 85% ของอนุภาคคาร์ไบด์ที่เชื่อมต่อด้วยสารยึดเกาะ โลหะผสมแข็งใช้ในรูปแบบของเพลตที่มีรูปร่างและขนาดที่แน่นอน ซึ่งแบ่งออกเป็นสามกลุ่ม: - ทังสเตน - VK2, VK3, VK3M, VK8 เป็นต้น; - ไทเทเนียม - ทังสเตน - T30K4, T15K6, T14K8, T5K10, T5K12V; - ไททาเนียม-แทนทาลัม-ทังสเตน - TT7K12, T10K8B. แผ่นโลหะผสมแข็งมีความทนทานต่อการสึกหรอสูงและความแข็งสีแดง (800....1250 °C) ซึ่งช่วยให้สามารถตัดที่ความเร็วตัดสูงสุด 15 ม./วินาที เพลตบัดกรีกับตัวจับยึดหรือตัวเครื่องมือด้วยทองแดง บัดกรีทองเหลือง หรือยึดด้วยกลไก วัสดุที่ใช้กันอย่างแพร่หลายมากที่สุด (STM) คือวัสดุที่มีโซเดียมคิวบิกโบรอน (Elbor, Hexanite - R, Cyborite เป็นต้น) ผลิตขึ้นในรูปแบบของแผ่นรูปทรงเรขาคณิตต่างๆ ซึ่งติดตั้งเครื่องมือตัด STM ใช้สำหรับการกลึงละเอียด การกลึงละเอียด และการกัดเหล็กกล้าชุบแข็งและเหล็กหล่อ เครื่องดนตรี วัสดุเซรามิกสามารถแบ่งออกเป็นกลุ่มต่างๆ องค์ประกอบทางเคมี, วิธีการผลิตและพื้นที่ การใช้อย่างมีเหตุผล. เซรามิกออกไซด์ "สีขาว" ซึ่งประกอบด้วย Al2O3 ที่มีสารเจือปนผสม MgO, ZrO2 ฯลฯ ใช้สำหรับการเก็บผิวละเอียดและการเก็บผิวกึ่งละเอียดของเหล็กกล้าไม่ชุบแข็งและเหล็กหล่อสีเทาที่มีความเร็วตัดสูงสุด 15 ม./วินาที เซรามิกออกไซด์-คาร์ไบด์ "สีดำ" ซึ่งประกอบด้วย Al2O3, TiC, ZrO2 และคาร์ไบด์โลหะที่ทนไฟอื่น ๆ ใช้สำหรับการประมวลผลเหล็กหล่อดัดแปลงที่หลอมได้ ความแข็งแรงสูง และแช่เย็นและเหล็กชุบแข็ง เซรามิกที่มีซิลิกอนไนไตรด์ใช้สำหรับการเก็บผิวกึ่งละเอียดของเหล็กหล่อ คุณสมบัติความแข็งแรงสูงเป็นสิ่งจำเป็นเพื่อให้เครื่องมือสามารถทนต่อการเสียรูปที่สอดคล้องกันในระหว่างกระบวนการตัด และความหนืดที่เพียงพอของวัสดุทำให้สามารถดูดซับโหลดไดนามิกของแรงกระแทกได้ วัสดุเครื่องมือต้องมีความแข็งสีแดงสูง (ทนความร้อน) กล่าวคือ ความสามารถในการรักษาความแข็งเมื่อถูกความร้อน ความแข็งสีแดงประเมินโดยอุณหภูมิที่เกิดความแข็งของวัสดุลดลงอย่างรวดเร็ว ลักษณะที่สำคัญที่สุดของวัสดุของส่วนตัดของเครื่องมือคือความต้านทานการสึกหรอ ยิ่งมีความต้านทานการสึกหรอสูงเท่าใด เครื่องมือก็จะยิ่งสึกช้าลงและมีเสถียรภาพในมิติที่สูงขึ้นเท่านั้น ซึ่งหมายความว่าชิ้นงานที่กลึงตามลำดับด้วยเครื่องมือเดียวกันจะมีการกระจายตัวน้อยที่สุดในขนาดของพื้นผิวที่กลึง หากเป็นไปได้ วัสดุสำหรับการผลิตเครื่องมือควรมีเปอร์เซ็นต์ที่น้อยที่สุดขององค์ประกอบที่หายาก เป็นไปตามข้อกำหนดทั้งหมดในระดับหนึ่ง วัสดุดังต่อไปนี้: เหล็กกล้าเครื่องมือ โลหะผสมแข็ง วัสดุซูเปอร์ฮาร์ดสังเคราะห์และเซรามิก วัสดุขัดและเพชร
มันถูกใช้สำหรับการประมวลผลวัสดุสำหรับวัตถุประสงค์ต่าง ๆ บนเครื่องจักร ส่วนใหญ่เป็นของกลุ่มการกลึง เช่นเดียวกับการไส การกัดร่อง หรืองานพิเศษ ส่วนใหญ่ใช้ในการประมวลผลพื้นผิวทรงกระบอกภายนอก ฟันหน้า ประเภทนี้ทำด้วยเหล็กกล้าความเร็วสูงหรือบัดกรีด้วยโลหะผสมแข็งซึ่งบัดกรีด้วยแกนเหล็ก
การตัดเฉือนเป็นเรื่องธรรมดาที่สุดอย่างหนึ่ง การดำเนินงานทางเทคโนโลยีในการผลิตชิ้นส่วนจาก ประเภทต่างๆวัสดุเกรด ชิ้นส่วนเครื่องจักร เครื่องมือพิเศษ และเครื่องมือวัดความเที่ยงตรงส่วนใหญ่ผลิตขึ้นโดยการตัดเฉือนบนเครื่องจักรทางกลด้วยการกำจัดชั้นของวัสดุ หลากหลาย ชนิดที่แตกต่างวัสดุที่ผลิตในระดับอุตสาหกรรมซึ่งใช้ในวิศวกรรมเครื่องกลและอุตสาหกรรมอื่น ๆ ถือเป็นความท้าทายสำหรับนักเทคโนโลยีในการเลือกวิธีการและวิธีการแปรรูปวัสดุที่มีเหตุผลและเป็นไปได้ทางเศรษฐกิจมากที่สุดโดยการตัดโดยคำนึงถึงความต้องการสูงในตลาดอุตสาหกรรม เพื่อความแม่นยำและคุณภาพของพื้นผิวกลึง
การหมุนเป็นการแปรรูปวัสดุชนิดหนึ่งที่มีการขจัดเศษ กระบวนการแยกวัสดุดำเนินการโดยการตัดชั้นเทคโนโลยีออกจากพื้นผิวของชิ้นงานซึ่งเรียกอีกอย่างว่าค่าเผื่อ การประมวลผลจะดำเนินการบนเครื่องกลึงสากลเช่นเดียวกับใน เครื่องพิเศษพร้อมกับตัวเลข การจัดการโปรแกรมโดยใช้ใบมีด ดอกสว่าน และเครื่องมือตัดอื่นๆ
สำหรับเครื่องจักรของกลุ่มการกลึง การประมวลผลประเภทดังกล่าวจะดำเนินการดังนี้: การกลึงพื้นผิวทรงกระบอกทรงกลม ปลายตัดแต่ง การประมวลผลด้านนอกทรงกรวยและ พื้นผิวภายใน, การกลึงพื้นผิวลอนและรูปทรงของชิ้นส่วนตกแต่งและชิ้นส่วนพิเศษ, การตัดเกลียวทรงกระบอกและทรงกรวยภายนอกและภายใน, ลอนลอน, เจาะ, รีม, รีมรูที่แม่นยำ และการกลึงประเภทอื่นๆ
เครื่องมือหลักอย่างหนึ่งที่ใช้ในการกลึงคือเครื่องตัด เครื่องมือกลึงจะแบ่งออกเป็นแบบร่างและการตกแต่ง ทั้งนี้ขึ้นอยู่กับลักษณะของการประมวลผลที่ดำเนินการ รูปทรงเรขาคณิตชิ้นส่วนตัดของหัวกัดเหล่านี้ทำขึ้นในลักษณะที่หัวกัดบางตัวทำงานกับพื้นที่หน้าตัดขนาดใหญ่ของชั้นตัด ในขณะที่ส่วนอื่นๆ ใช้กับใบมีดขนาดเล็ก
ขึ้นอยู่กับรูปร่างและตำแหน่งของใบมีดคัตเตอร์ที่สัมพันธ์กับแกนแบริ่ง เครื่องมือตัดที่ใช้กับเครื่องจักรของกลุ่มการกลึงจะแบ่งออกเป็นขวาและซ้าย, แรงขับ, ผ่านเส้นตรง, โค้งตรง, คว้าน, ตัด, ตัด, ขึ้นรูป, ทำเกลียวและอื่นๆ
ตัวตัดคะแนนใช้สำหรับตัดแต่งปลายชิ้นงานที่กำลังดำเนินการ หัวกัดเหล่านี้ทำงานโดยใช้การเคลื่อนที่ป้อนด้านข้างเข้าหาและออกจากศูนย์กลางของชิ้นงาน
เครื่องตัดที่น่าเบื่อใช้สำหรับรูคว้านที่กลึงล่วงหน้าด้วยดอกสว่านหรือได้มาหลังจากปั๊มหรือหล่อ สำหรับการคว้าน มีการใช้หัวกัดคว้านสองแบบ ได้แก่ หัวกัดแบบตลอดสำหรับการคว้านรูและหัวกัดหยุดสำหรับรูที่ไม่ทะลุ
สำหรับงานตัดและการกลึงร่อง จะใช้หัวกัดตัดที่ทำงานกับการป้อนตามขวาง
เครื่องตัดรูปทรงใช้สำหรับการประมวลผล แปลงเล็กพื้นผิวหยิก รูปร่างของคมตัดของคัตเตอร์นั้นถูกเลือกตามโปรไฟล์ของชิ้นส่วนที่ต้องการ
โดยการออกแบบ เครื่องตัดรูปทรงจะแบ่งออกตามสิ่งที่แนบมาเป็นแท่ง ปริซึม กลม บนเครื่องกลึงอเนกประสงค์ เครื่องตัดเกลียว, พื้นผิวที่มีรูปทรงจะได้รับการประมวลผลตามกฎด้วยใบมีดแบบแท่งซึ่งติดตั้งอยู่ในที่จับเครื่องมือของเครื่อง
สำหรับการกลึงเกลียวจะใช้หัวกัดที่มีรูปร่างโปรไฟล์ของใบมีดตัดที่สอดคล้องกับโปรไฟล์ ภาพตัดขวางค่ามาตรฐาน





