สไลด์บนของคาลิปเปอร์กลึง เครื่องกลึงเกลียว
ความสำเร็จที่สำคัญที่สุดอย่างหนึ่งของวิศวกรรมเครื่องกลในตอนต้นของศตวรรษที่ 19 คือการแพร่กระจายของเครื่องมือกลด้วยเครื่องวัดเส้นผ่าศูนย์กลาง - ตัวจับยึดแบบกลไกสำหรับหัวกัด แม้จะดูเรียบง่ายและในแวบแรกนั้นอาจดูเหมือนไม่มีนัยสำคัญต่ออุปกรณ์นี้ อาจกล่าวได้โดยไม่ต้องพูดเกินจริงว่าอิทธิพลที่มีต่อการปรับปรุงและการกระจายของเครื่องจักรนั้นยิ่งใหญ่พอๆ กับอิทธิพลของการเปลี่ยนแปลงที่ทำขึ้นโดยวัตต์ใน รถจักรไอน้ำ. การนำคาลิปเปอร์มาใช้ในคราวเดียวนำไปสู่การปรับปรุงและลดต้นทุนของเครื่องจักรทั้งหมด ทำให้เกิดการพัฒนาและสิ่งประดิษฐ์ใหม่ๆ ก้ามปูได้รับการออกแบบให้เคลื่อนไหวในระหว่างการประมวลผล เครื่องมือตัดแก้ไขในที่ยึดเครื่องมือ ประกอบด้วยสไลด์ด้านล่าง (รองรับตามยาว) 1 ซึ่งเคลื่อนที่ไปตามไกด์ของเฟรมโดยใช้ที่จับ 15 และทำให้มั่นใจถึงการเคลื่อนไหวของคัตเตอร์ไปตามชิ้นงาน บนสไลด์ด้านล่างตามเส้นบอก 12 ให้เลื่อนสไลด์ข้าม ( ข้ามการสนับสนุน) 3 ซึ่งรับประกันการเคลื่อนไหวของคัตเตอร์ตั้งฉากกับแกนหมุนของชิ้นงาน (ส่วน) บนสไลด์ข้าม 3 มีแผ่นโรตารี่ 4 ซึ่งยึดด้วยน็อต 10 สไลด์ด้านบน 11 เลื่อน (โดยใช้ที่จับ 13) ไปตามไกด์ 5 ของแผ่นโรตารี่ 4 ซึ่งร่วมกับเพลท 4 สามารถทำได้ หมุนในระนาบแนวนอนที่สัมพันธ์กับสไลด์ข้ามและให้แน่ใจว่าการเคลื่อนไหวของคัตเตอร์ทำมุมกับแกนหมุนของชิ้นงาน (ส่วน) ที่จับเครื่องมือ (หัวตัด) 6 พร้อมสลักเกลียว 8 ติดอยู่กับสไลด์ด้านบนโดยใช้ที่จับ 9 ซึ่งเคลื่อนที่ไปตามสกรู 7 คาลิปเปอร์ถูกขับเคลื่อนจากลีดสกรู 2 จากแกนนำที่อยู่ใต้ลีดสกรู หรือ ด้วยตนเอง รวม ฟีดอัตโนมัติผลิตโดยด้ามจับ 14.
อุปกรณ์สนับสนุนข้ามแสดงในรูปด้านล่าง ตามแนวทางของคาลิปเปอร์ตามยาว 1 ลีดสกรู 12 พร้อมที่จับ 10 จะเลื่อนสไลด์ของคาลิปเปอร์ตามขวาง ลีดสกรู 12 ถูกตรึงที่ปลายด้านหนึ่งในส่วนค้ำยันตามยาว 1 และที่ปลายอีกด้านเชื่อมต่อกับน็อต (ประกอบด้วยสองส่วน 15 และ 13 และลิ่ม 14) ซึ่งติดกับสไลด์ขวาง 9 การขันให้แน่น สกรู 16 ดันน็อต (ลิ่ม 14) ออกจากกัน 15 และ 13 โดยที่ เลือกช่องว่างระหว่างสกรูนำ 12 และน็อต 15 ปริมาณการเคลื่อนที่ของส่วนรองรับตามขวางถูกกำหนดโดยแขนขา 11 แผ่นหมุน 8 ติดอยู่กับส่วนรองรับตามขวาง (พร้อมน็อต 7) ซึ่งสไลด์ด้านบน 6 และด้ามเครื่องมือ 5 หมุนได้ ในเครื่องบางเครื่องมีการติดตั้ง cross slide 9 ไว้ด้านหลัง tool holder 2 สำหรับการเซาะร่อง การตัด และงานอื่น ๆ ที่สามารถทำได้โดยการเคลื่อนตัวรองรับตามขวางเช่นเดียวกับตัวยึด 3 พร้อมตัวป้องกัน 4 ที่ ปกป้องคนงานจากเศษและน้ำมันตัดกลึง
คาลิปเปอร์ กลึง
ซ่อมคาลิปเปอร์เครื่องกลึง
การติดตั้งเครื่องมือตัดเฉือนโลหะด้วยเครื่องวัดเส้นผ่าศูนย์กลางเป็นหนึ่งในความสำเร็จที่ยิ่งใหญ่ที่สุดของอุตสาหกรรมวิศวกรรมแห่งศตวรรษที่ 19 ก้ามปูคือส่วนที่เคลื่อนที่ได้ของตัวเครื่องที่ยึดเครื่องมือโลหะ ในกระบวนการแปรรูปชิ้นงาน คาลิปเปอร์จะเคลื่อนที่ไปตามแนวนำของเครื่องกลึง โดยจะขยับหัวกัดโดยอัตโนมัติหรือด้วยมือ แม้จะดูเรียบง่าย แต่กลไกนี้มีบทบาทสำคัญในการลดต้นทุนของเครื่องมือกล ตลอดจนในการปรับปรุงเพิ่มเติม
ส่วนประกอบหลักของคาลิปเปอร์คือแคร่เลื่อน, สไลด์ตามยาวเคลื่อนที่ไปตามไกด์ของแคร่ตลับหมึก (สไลด์ล่าง), สไลด์ด้านบน, ที่จับเครื่องมือ, แผ่นหมุน, ไดรฟ์ที่กำหนดกลไกให้เคลื่อนที่ เครื่องวัดเส้นผ่าศูนย์กลางแตกต่างกันไปตามหลักการของตำแหน่งบนตัวเครื่อง ตามทิศทางและคุณลักษณะของการเคลื่อนไหว (ตามขวาง, ตามยาว, การแกว่ง) และตามการออกแบบของหัวตัด (การตัดหรือหมุน)
สถานะของไกด์ก้ามปูเป็นตัวกำหนดความแม่นยำของกระบวนการผลิตผลิตภัณฑ์ ระหว่างการทำงานของเครื่อง ร่วมกับส่วนประกอบอื่นๆ ของเครื่อง พื้นผิวการทำงานและส่วนประกอบก้ามปูจะสึกหรออย่างสม่ำเสมอ อันเป็นผลมาจากการที่เครื่องสูญเสียฟังก์ชันการทำงาน การซ่อมคาลิปเปอร์เครื่องกลึงอาจเป็นส่วนหนึ่งของการดำเนินการระหว่าง ยกเครื่องอุปกรณ์หรือเป็นมาตรการอิสระที่มุ่งขจัดความผิดปกติของกลไก (ดู "")
ขั้นตอนที่ใช้เวลานานที่สุดวิธีหนึ่งคือการคืนค่าตัวกั้นแคร่ตลับหมึก วัตถุประสงค์ของงานคือการคืนค่าความขนานและความตั้งฉากของพื้นผิวของไกด์ที่สัมพันธ์กับระนาบที่สอดคล้องกัน เพื่อคืนค่าการจัดตำแหน่งของรูที่จัดตำแหน่งทั้งหมด ในขณะเดียวกัน สิ่งสำคัญคือต้องรักษาการมีส่วนร่วมของเฟืองท้ายด้วยอุปกรณ์ป้อนเชิงกลอย่างเต็มที่
การซ่อมแซมส่วนรองรับเครื่องกลึงที่เกี่ยวข้องกับการบูรณะตัวนำทางเป็นงานที่รับผิดชอบและซับซ้อนซึ่งต้องใช้อุปกรณ์ที่มีความแม่นยำสูงพิเศษ ตามกฎแล้ว สำนักงานออกแบบของเรารับเครื่องกลึงระดับกลางและหนักซึ่งไม่เพียงต้องซ่อมแซมคาลิปเปอร์เท่านั้น แต่ยังต้อง งานซ่อมรวมกับหน่วยและกลไกอื่น ๆ ของหน่วย ในกรณีส่วนใหญ่ เรากำลังพูดถึงเกี่ยวกับการยกเครื่อง
คาลิปเปอร์เป็นส่วนสำคัญของเครื่องกลึง อันที่จริง ทำหน้าที่เหมือนมือคนงาน จับคัตเตอร์แล้วเคลื่อนไปตามชิ้นงาน การบำรุงรักษาที่เหมาะสมตัวยึดเชิงกลจะยืดอายุการใช้งานและหลีกเลี่ยงปัญหาการซ่อมที่ร้ายแรง
การดูแลคาลิปเปอร์นั้นเกี่ยวข้องกับการปรับช่องว่างในไกด์เป็นระยะ การกำจัดฟันเฟือง การทำความสะอาดตามกำหนดเวลาหรือการเปลี่ยนแพกเกจของต่อม การหล่อลื่นรางสไลด์เป็นประจำ และการปกป้องจากความเสียหายทางกล
ส่วนรองรับของเครื่องกลึงออกแบบมาเพื่อยึดเครื่องมือตัดและบอกการเคลื่อนที่ของฟีดระหว่างการประมวลผล
แผ่นด้านล่าง 1 ของคาลิปเปอร์ (รูปที่ 7) เรียกว่าแคร่เลื่อนหรือสไลด์ตามยาว ถูกเลื่อนไปตามตัวกั้นเฟรมแบบกลไกหรือแบบแมนนวล ในกรณีนี้ หัวกัดจะเคลื่อนที่ไปในทิศทางตามยาว (นี่คืออัตราป้อนตามยาว) บนพื้นผิวด้านบนของแคร่มีไกด์ขวาง 12 ในรูปแบบของประกบซึ่งตั้งอยู่ในแนวตั้งฉากกับไกด์เตียง บนไกด์ 12 สไลด์ขวาง 3 ของก้ามปูจะเคลื่อนที่โดยที่คัตเตอร์จะเคลื่อนที่ในแนวตั้งฉากกับแกนสปินเดิล
รูปที่ 7 รองรับเครื่องกลึงเกลียว
บนพื้นผิวด้านบนของสไลด์ข้าม 3 มีแผ่นคาลิปเปอร์แบบหมุน 4 ซึ่งได้รับการแก้ไขหลังจากหมุนด้วยน็อต 10
ไกด์ 5 อยู่ที่พื้นผิวด้านบนของจานหมุน ซึ่งเมื่อหมุนที่จับ 13 แผ่นด้านบน 11- สไลด์บนของคาลิปเปอร์จะเคลื่อนที่
ที่จับเครื่องมือและหัวตัด
ตัวจับยึดเครื่องมือหรือหัวตัดติดตั้งอยู่ที่ส่วนบนของก้ามปูเพื่อยึดใบมีด
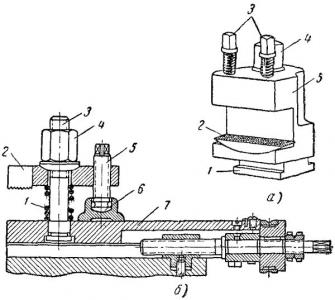
รูปที่ 8 - ตัวจับยึดเครื่องมือ
สำหรับเครื่องจักรขนาดเล็กและขนาดกลาง ใช้ตัวจับยึดเครื่องมือ 5 ตัวเดียว (รูปที่ 8, a) ส่วนล่าง 1 ของตัวจับเครื่องมือซึ่งมีรูปตัว T ยึดที่ส่วนบนของก้ามปูด้วยน็อต 4. เพื่อปรับตำแหน่ง ล้ำสมัยตามความสูงของศูนย์กลางในที่จับเครื่องมือจะมีซับใน 2 ซึ่งพื้นผิวทรงกลมด้านล่างที่วางอยู่บนผิวเดียวกันของบล็อกตัวจับเครื่องมือ ยึดใบมีดในที่ยึดใบมีดด้วยสลักเกลียว 3 ตัว
เครื่องกลึงขนาดใหญ่จะใช้ตัวจับยึดเครื่องมือเดี่ยว (รูปที่ 8, b) ในกรณีนี้ คัตเตอร์จะถูกติดตั้งบนพื้นผิว 7 ของส่วนบนของก้ามปูและยึดด้วยแท่ง 2 ขันน็อต 4 ให้แน่น เพื่อป้องกันไม่ให้โบลต์ 3 งอ แถบ 2 จะได้รับการสนับสนุนโดยสกรู 5 ที่วางอยู่บน รองเท้า 6. เมื่อคลายเกลียวน็อต 4 สปริง 1 จะยกแถบ 2
ส่วนใหญ่แล้วสำหรับเครื่องกลึงเกลียวขนาดกลางจะใช้หัวตัดแบบโรตารี่ทรงสี่เหลี่ยม (ดูรูปที่ 7)
หัวตัด 6 ติดตั้งอยู่ที่ด้านบนของคาลิปเปอร์ 11 สามารถติดตั้งใบมีดสี่ตัวโดยใช้สกรู 8 ตัวพร้อมกัน คุณสามารถทำงานกับเครื่องตัดที่ติดตั้งไว้ เมื่อต้องการทำสิ่งนี้ ให้หันหัวแล้วใส่คัตเตอร์ที่ต้องการเข้าไป ตำแหน่งงาน. ก่อนหมุนต้องคลายหัวโดยหมุนที่จับ 9 ที่ต่อกับน็อตที่สกรู 7 หลังจากหมุนแต่ละครั้ง จะต้องจับหัว 9 อีกครั้งด้วยที่จับ 9
- 707 การดู
ส่วนรองรับ (ดูรูปที่ 1a) ได้รับการออกแบบให้เคลื่อนที่ได้ในระหว่างการประมวลผลของเครื่องมือตัด ซึ่งติดตั้งอยู่ในตัวจับยึดเครื่องมือ ประกอบด้วยสไลด์ด้านล่าง (รองรับตามยาว) 1 ซึ่งเคลื่อนที่ไปตามไกด์ของเฟรมโดยใช้ที่จับ 15 และทำให้มั่นใจถึงการเคลื่อนไหวของคัตเตอร์ไปตามชิ้นงาน ที่สไลด์ด้านล่างตามไกด์ 12 สไลด์ข้าม (แนวรองรับตามขวาง) 3 เคลื่อนที่ซึ่งทำให้การเคลื่อนไหวของคัตเตอร์ตั้งฉากกับแกนหมุนของชิ้นงาน (ส่วนหนึ่ง) บนสไลด์ข้าม 3 มีแผ่นโรตารี่ 4 ซึ่งยึดด้วยน็อต 10 สไลด์ด้านบน 11 เลื่อน (โดยใช้ที่จับ 13) ไปตามไกด์ 5 ของแผ่นโรตารี่ 4 ซึ่งร่วมกับเพลท 4 สามารถทำได้ หมุนในระนาบแนวนอนที่สัมพันธ์กับสไลด์ข้ามและให้แน่ใจว่าการเคลื่อนไหวของคัตเตอร์ทำมุมกับแกนหมุนของชิ้นงาน (ส่วน) ที่จับเครื่องมือ (หัวตัด) 6 พร้อมสลักเกลียว 8 ติดอยู่กับสไลด์ด้านบนโดยใช้ที่จับ 9 ซึ่งเคลื่อนที่ไปตามสกรู 7 คาลิปเปอร์ถูกขับเคลื่อนจากลีดสกรู 2 จากแกนนำที่อยู่ใต้ลีดสกรู หรือ ด้วยตนเอง การรวมฟีดอัตโนมัติทำโดยที่จับ 14
ข้าว. 1ก. เครื่องกลึงคาลิปเปอร์ 16K20
หัวจับกรามเทคนิค
สำหรับเครื่องกลึงจะใช้หัวจับแบบสอง สาม และสี่ขากรรไกรที่มีการจับยึดแบบแมนนวลและแบบกลไก ในหัวจับยึดตัวเองแบบสองขากรรไกร การหล่อและการตีขึ้นรูปต่างๆ จะได้รับการแก้ไข ลูกเบี้ยวของหัวจับดังกล่าวมักจะออกแบบให้จับยึดเพียงส่วนหนึ่งเท่านั้น ในหัวจับยึดศูนย์กลางตัวเองแบบสามขากรรไกร ชิ้นงานที่มีรูปร่างกลมและหกเหลี่ยมหรือ แท่งกลมเส้นผ่านศูนย์กลางขนาดใหญ่ ในหัวจับแบบสี่ขากรรไกรที่อยู่ตรงกลาง แท่งสี่เหลี่ยมได้รับการแก้ไข และในหัวจับที่มีการปรับขากรรไกรแยก ชิ้นส่วนรูปสี่เหลี่ยมผืนผ้าหรืออสมมาตรจะได้รับการแก้ไข หัวจับยึดด้วยตนเองแบบสามขากรรไกรพร้อมแคลมป์แบบแมนนวลเป็นอุปกรณ์ที่ใช้กันทั่วไปในการจับชิ้นงานบนเครื่องกลึงด้วยกลไกที่ทรงพลังแต่มีความละเอียดอ่อน หัวจับช่วยให้คุณยึดชิ้นส่วนได้อย่างปลอดภัยด้วยความแม่นยำในการตั้งศูนย์สูง งาน. สามารถติดตั้งหัวจับกลึงบนแกนหมุนของเครื่องหรืออุปกรณ์ได้ หัวจับยึดแบบสามขากรรไกรที่ใช้กันอย่างแพร่หลายมากที่สุด (Figurebelow) แคม 1, 2 และ 3 ของคาร์ทริดจ์เคลื่อนที่พร้อมกันด้วยความช่วยเหลือของดิสก์ 4 ที่ด้านหนึ่งของดิสก์นี้ร่อง (มีรูปร่างของเกลียวอาร์คิมีดีน) ซึ่งยื่นออกมาด้านล่างของลูกเบี้ยวและบน อีกอันหนึ่งเฟืองบายศรีถูกตัดผสมกับเฟืองบายศรีสามอัน 5. เมื่อล้ออันใดอันหนึ่ง 5 ถูกหมุนด้วยกุญแจดิสก์ 4 (ต้องขอบคุณเฟือง) ก็หมุนและด้วยเกลียวพร้อมกันและสม่ำเสมอ เคลื่อนลูกเบี้ยวทั้งสามตัวไปตามร่องของตัวคาร์ทริดจ์ 6 ขึ้นอยู่กับทิศทางของการหมุนของจาน ลูกเบี้ยวเข้าใกล้หรือเคลื่อนออกจากศูนย์กลางของหัวจับ จับยึดหรือปลดชิ้นส่วน โดยทั่วไปแล้ว กล้องจะทำในสามขั้นตอนและผ่านการชุบแข็งเพื่อเพิ่มความต้านทานการสึกหรอ มีลูกเบี้ยวสำหรับยึดชิ้นงานบนพื้นผิวด้านในและด้านนอก เมื่อยึดตามพื้นผิวด้านใน ชิ้นงานจะต้องมีรูที่สามารถวางลูกเบี้ยวได้





