ใบมีดโค้งงอผ่าน ฟันผ่าน - เกือบทุกอย่างเกี่ยวกับพวกเขา
บ่อยครั้งในการผลิต เพื่อดำเนินการกับลูกกลิ้งแบบขั้นบันไดแบบต่างๆ และชิ้นส่วนที่ไม่แข็งแบบต่างๆ จะใช้เครื่องตัดผ่าน เมื่อทำงานกับเครื่องมือนี้ การกลึงหยาบจะได้รับรัศมีความโค้งที่น้อยกว่าการผ่านการเก็บผิวละเอียด หากจำเป็น เพื่อให้ได้พื้นผิวเรียบอย่างสมบูรณ์ ให้ใช้ใบมีดตัดผ่าน
หัวกัดทะลุใช้สำหรับการเก็บผิวละเอียดตามยาวภายนอกและการกลึงเก็บผิวละเอียดของชิ้นส่วนต่างๆ ในขณะเดียวกัน ใช้ความเร็วตัดที่สูงขึ้นสำหรับการกัดหยาบ และเศษจะถูกลบออกที่มีขนาดใหญ่กว่าการกลึงละเอียด
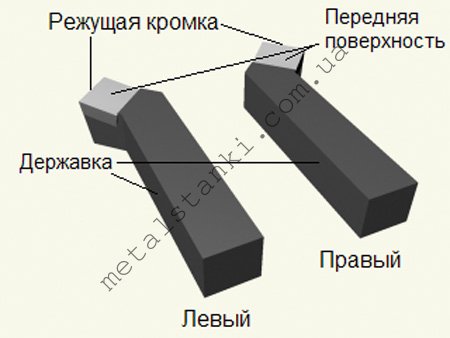
หัวกัดทะลุสามารถโค้งงอ ต่อเนื่อง และตรงได้ และในทิศทางฟีด มีเครื่องมือขวาและซ้าย ในกรณีนี้ ด้านซ้ายใช้สำหรับการประมวลผลพื้นผิวภายนอกในทิศทางจากซ้ายไปขวา ด้านขวา - จากขวาไปซ้าย
คัตเตอร์ตัดตรงมีมุมหลักในแผนผังเท่ากับ φ = 75, 60 และ 450 คัตเตอร์งอ φ = 400-450 และเครื่องมือแทง φ = 900 ความต้านทานของคัตเตอร์ทั้งหมดโดยรวม ในขณะที่ขนาดเล็กกว่า มุมยิ่งความเร็วที่อนุญาตและความต้านทานของคัตเตอร์สูงขึ้น อย่างไรก็ตาม บ่อยครั้งที่ค่าต่ำสุดของคุณลักษณะนี้ การสั่นสะเทือนอาจเกิดขึ้นเนื่องจากความแข็งแกร่งไม่เพียงพอของโครงสร้างเครื่องจักร ชิ้นส่วนยึด หรือตัวเครื่องมือเอง ดังนั้นด้วยความแข็งแกร่งที่เพียงพอจึงใช้คัตเตอร์แบบโค้งงอซึ่งเป็นแบบที่แพร่หลายที่สุดเนื่องจากช่วยให้คุณทำไม่เพียง แต่ในแนวยาว แต่ยังรวมถึงการเลี้ยวตามขวาง หากความแข็งแกร่งไม่เพียงพอ จะใช้เครื่องตัดหยุด ซึ่งช่วยให้สามารถแปรรูปชิ้นส่วนที่มีหิ้งเล็กๆ และใช้กันอย่างแพร่หลายสำหรับการประมวลผลชิ้นส่วนที่ไม่แข็ง
อีกประการหนึ่ง พารามิเตอร์ที่สำคัญไม่น้อยไปกว่ากันคือมุมเสริมในแผน ส่งผลต่อความเร็วตัด ความหยาบของพื้นผิวที่หมุน และลดการมีส่วนร่วมของตัวช่วย ล้ำสมัยตลอดกระบวนการ เมื่อกัดหยาบ ค่านี้สำหรับเครื่องมือจะถูกเลือก 10-150
ลักษณะสำคัญต่อไปของเครื่องมือเช่นหัวกัดทะลุคือรัศมีความโค้ง ส่งผลต่ออายุการใช้งานของเครื่องมือและความแข็งแรงของคมตัด พารามิเตอร์ที่เพิ่มขึ้นนี้จะช่วยลดความหยาบของพื้นผิวที่จะตัดเฉือน แต่ในขณะเดียวกันก็ทำให้น้ำหนักของหัวกัดป้อนเพิ่มขึ้นด้วย ซึ่งทำให้เกิดการสั่นสะท้าน ดังนั้นรัศมีสำหรับเครื่องมือที่มีเม็ดมีดคาร์ไบด์ 0.5 มม. ถือว่าเหมาะสมที่สุดกับหน้าตัดของตัวจับยึดขนาด 10 มม. x 16 มม. และ 12 มม. x 20 มม. 1 มม. สำหรับส่วนขนาด 16 มม. x 25 มม. และ 20 มม. x 32 มม. 1.5 มม. สำหรับหัวกัดที่มีหน้าตัดของ 25 มม.x40 มม. และ 30 มม.x45 มม.
รูปร่างของพื้นผิวด้านหน้าของหัวกัดขึ้นอยู่กับวัสดุที่กำลังดำเนินการ ลักษณะที่ต้องการของการประมวลผล ตัวเลือกในการป้อนผลิตภัณฑ์ และเงื่อนไขอื่นๆ จำนวนหนึ่ง ตัวอย่างเช่น ใช้การลับรูปทรงแบนและมุมบวกกับหัวกัดความเร็วสูงและคาร์ไบด์ทุกประเภท ขอแนะนำให้ใช้สำหรับการแปรรูปเหล็กหล่อ ในขณะเดียวกัน หัวกัดป้อนที่ทำจากเหล็กกล้าความเร็วสูงมีอัตราป้อนงานน้อยกว่า 0.2 มม./รอบ เมื่อกลึงเหล็ก
รูปร่างแบนราบที่มีมุมคายเป็นลบใช้สำหรับหัวกัดที่มีใบมีดอัลลอยด์แข็งเมื่อทำการแปรรูปเหล็กที่มีขนาดเกิน 80 กก./มม.2 โดยมีระบบเทคโนโลยีที่เข้มงวด
บ่อยครั้ง หัวกัดที่เจาะทะลุจะเสริมความแข็งแกร่งเพิ่มเติมด้วยการลบมุม 0.2-1.2 มม. โดยมีมุมลบสูงสุด -50 ตลอดคมตัด รูปทรงแบนพร้อมลบมุมใช้สำหรับเครื่องมือที่ทำจากเหล็กกล้าความเร็วสูง เมื่อใช้ในการกลึงเหล็กที่มีอัตราการป้อนมากกว่า 0.2 มม. / รอบ เช่นเดียวกับหัวกัดคาร์ไบด์สำหรับการแปรรูปเหล็กที่มีค่า σv น้อยกว่าหรือเท่ากับ ถึง 80 kgf / mm2 เช่นเดียวกับ σin มากกว่าและเท่ากับ 80 kgf/mm2 ต่อหน้าระบบที่ไม่แข็งกระด้าง ใช้สำหรับการแปรรูปเหล็กและการหล่อเหล็ก เช่นเดียวกับเหล็กหล่อที่หลอมได้
อย่างไรก็ตาม เมื่อทำงานกับเครื่องมือดังกล่าว จะเกิดอันตราย โค้งงอเล็กน้อย และไม่สะดวกสำหรับการขนส่งเศษจำนวนมาก ในเวลาเดียวกัน มีความเป็นไปได้สูงที่จะพันชิ้นส่วนและกลายเป็นอันตรายสำหรับคนงาน เพื่อหลีกเลี่ยงปัญหานี้ เศษจะม้วนงอ ทำให้ส่วนหน้าของหัวกัดมีเนื้อที่มีรัศมีตั้งแต่ 3 มม. ถึง 18 มม. และสำหรับชิ้นส่วนการตัดเฉือนที่มีความแข็งแรงต่ำกว่า จะเลือกค่ารัศมีที่เล็กกว่า ดังนั้นจึงได้คัตเตอร์ของแบบฟอร์มต่อไปนี้
หัวกัดปาดที่มีรูปทรงรัศมีพร้อมลบมุม ออกแบบมาสำหรับเครื่องมือทุกประเภทที่ทำด้วยเหล็กกล้าความเร็วสูง ยกเว้นขอบตัดที่มีรูปทรงซับซ้อน เช่นเดียวกับเครื่องมือที่มีเม็ดมีดคาร์ไบด์เมื่อป้อนด้วยความเร็ว มากกว่า 0.3 มม. / รอบ สำหรับการแปรรูปเหล็กที่จำเป็นโดย σin มากกว่าและเท่ากับ 80 kgf/mm2
ไม่ว่าจะใช้หัวกัดแบบใดก็ตาม เพื่อไม่ให้เกิดปัญหาอีกต่อไปและทำงานได้อย่างมีประสิทธิภาพสูงสุด จึงมีการใช้หัวฉีดเพิ่มเติมและอุปกรณ์เสริมต่างๆ จำนวนมาก ออกแบบมาเพื่อปกป้องเครื่องมือ และยังช่วยลดความซับซ้อนของกระบวนการทางเทคโนโลยีทั้งหมด ซึ่งมีความสำคัญอย่างยิ่งในการประมวลผลชิ้นส่วนที่มีโครงสร้างที่ซับซ้อน
แตะ
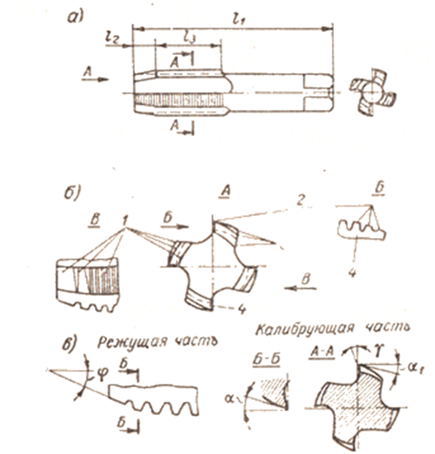 ดอกต๊าปเป็นเครื่องมือตัดสำหรับตัดเกลียวในรูที่เจาะไว้ล่วงหน้า ต๊าปเป็นลูกกลิ้งทรงกระบอกที่มีคมตัดที่ปลายด้านหนึ่ง ปลายอีกด้านของต๊าป (ด้าม) ได้รับการออกแบบมาให้จับยึดกับหัวจับหรือจับไว้ที่ปลอกคอระหว่างการใช้งาน
ดอกต๊าปเป็นเครื่องมือตัดสำหรับตัดเกลียวในรูที่เจาะไว้ล่วงหน้า ต๊าปเป็นลูกกลิ้งทรงกระบอกที่มีคมตัดที่ปลายด้านหนึ่ง ปลายอีกด้านของต๊าป (ด้าม) ได้รับการออกแบบมาให้จับยึดกับหัวจับหรือจับไว้ที่ปลอกคอระหว่างการใช้งาน
ก๊อกประเภทหลัก:
แมนนวล - ออกแบบมาสำหรับการทำเกลียวด้วยมือในชุดที่ประกอบด้วยสองหรือสามชิ้น
น็อต - สำหรับการตัดในครั้งเดียวผ่านเกลียวเต็มเข้าไปในรู
เครื่องจักร - สำหรับการกลึงเกลียว ส่วนใหญ่จะเป็นรูตันบนเครื่องเจาะ เครื่องอัตโนมัติ และเครื่องจักรโมดูลาร์พิเศษ (ส่วนใหญ่ผลิตเป็นชิ้นเล็กชิ้นน้อย แต่มาในชุด 2 หรือ 3 ชิ้น)
เครื่องมือกล - สำหรับการดึงเกลียวผ่านรูบนเครื่องต๊าปเกลียว ไม่มีร่อง (เครื่องขึ้นรูป) - สำหรับการตัดเกลียวในรูทะลุผ่านครั้งเดียว
อัตโนมัติ - สำหรับการตัดเกลียวในน็อตบนเครื่องต๊าปเกลียว
ram และ uterine - สำหรับการทำเกลียวและปรับเทียบและขจัดครีบในรูเกลียวของดายกลม
ประเภทเธรด: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT
วัสดุสำหรับการผลิตต๊าปคือเครื่องมือโลหะผสมและเหล็กตัดความเร็วสูง
หัวกัดแรงขับเป็นเครื่องมือที่ใช้กันทั่วไปในการกลึง ในบทความนี้เราจะมาดูวิธีทำคัตเตอร์ด้วยมือของเรา มีดกัดชนิดใด มุมการติดตั้งและมุมคมตัด และความแตกต่างอื่นๆ
บทความนี้จะเป็นบทความต่อเนื่องเกี่ยวกับเครื่องกลึง เครื่องมือ และอุปกรณ์จับยึดสำหรับการกลึงในโรงจอดรถบนเว็บไซต์ ฉันได้เขียนเกี่ยวกับการติดตั้งสำหรับเครื่องกลึงแล้วและผู้ที่ต้องการสามารถอ่านเกี่ยวกับพวกเขาและ เกี่ยวกับการลับคมและปรับแต่งเครื่องมือกลึงด้วยมือของฉันเองฉันแนะนำให้คุณอ่านและดูวิดีโอที่นี่
และในบทความนี้ เราจะมาดูรายละเอียดเกี่ยวกับเครื่องมือหลักสำหรับการกลึง - มีดคัตเตอร์
ในการเริ่มต้น มาพิจารณากันก่อนว่าหัวกัดชนิดใด ทำจากอะไร มุมลับคม วิธีการยึดเพลทคาร์ไบด์ของหัวกัดเหล่านี้ และความแตกต่างอื่นๆ และในตอนท้ายจะมีการบอกและแสดงวิธีการดัดเครื่องตัดด้วยแผ่นคาร์ไบด์แบบเปลี่ยนได้ที่บ้านด้วยมือของคุณเอง
หัวกัดแบบลอดผ่านได้รับการออกแบบมาสำหรับการกลึงตามยาวของพื้นผิวทรงกระบอกด้านนอก และหัวกัดแบบตัดเฉือนจะใช้สำหรับการกลึงขอบและพื้นผิวปลาย อย่างไรก็ตาม คัตเตอร์ตัดผ่านบางประเภท (เช่นที่ฉันทำในวิดีโอด้านล่างบทความและในรูปภาพที่ 1 ด้านล่าง) และคัตเตอร์ให้คะแนนจะใช้สำหรับการกลึงตามยาวและตามขวางของพื้นผิว
ผ่านใบมีดจะละเอียดและหยาบ หัวกัดหยาบถูกออกแบบมาสำหรับการกลึงหยาบของชิ้นงาน ซึ่งเรียกว่าการลอก (และบางคนเรียกมันว่าการลอก) และหัวกัดเก็บผิวละเอียดมีไว้สำหรับการชุบผิวขั้นสุดท้ายและเพื่อให้ได้ผิวสำเร็จของชิ้นงานในระดับที่สูงขึ้น ด้านล่างเราจะพิจารณารายละเอียดประเภทของเครื่องตัดผ่าน
โค้งงอผ่านใบมีด .
มีดคัตเตอร์ดังกล่าวมักใช้ในการกลึงเนื่องจากความสะดวกและความเป็นไปได้ที่หลากหลาย และนี่คือวิธีที่ฉันสร้างคัตเตอร์ดังกล่าวซึ่งฉันถ่ายทำวิดีโอที่สามารถดูได้ในบทความนี้ เนื่องจากหัวกัดที่โค้งงอ หัวกัดดังกล่าวทำให้คุณสามารถแปรรูปพื้นผิวของชิ้นส่วนที่อยู่ใกล้กับลูกเบี้ยวของหัวจับกลึงได้
I - การเลี้ยวตามยาว, II - การเลี้ยวตามขวาง
และคัตเตอร์ดังกล่าวใช้สำหรับทั้งตามยาว (ดูรูปที่ 1.I) และการหมุนตามขวาง (รูปที่ 1.II) ใบมีดดังกล่าวทำขึ้นทางขวาและซ้ายขึ้นอยู่กับว่าหัวจะโค้งอย่างไร
เครื่องตัดตรง
I - ขวาผ่านคัตเตอร์ II - ซ้ายผ่านคัตเตอร์
หัวกัดเหล่านี้ออกแบบมาสำหรับการกลึงชิ้นส่วนตามยาว เช่นเดียวกับใบมีดโค้งงอ มีทั้งแบบขวา (ดูรูปที่ 2.I) ซึ่งใช้ในทิศทางปกติของการเคลื่อนที่ของส่วนรองรับเครื่องจักร และด้านซ้าย (รูปที่ 2.II) ซึ่งใช้เมื่อหมุนไปในทิศทาง จากส่วนหัวไปด้านหลัง
ใบมีดตัดตรงเป็นวิธีการผลิตที่ง่ายที่สุดเนื่องจากรูปร่างที่เรียบง่าย (ไม่งอ) ของที่จับ
ถาวรผ่านเครื่องตัด
I - พื้นผิวปลายตัด (หิ้ง), II - การเลี้ยวปลาย
หัวกัดเหล่านี้ใช้สำหรับการกลึงชิ้นส่วนตามยาว (ดูรูปที่ 3.I) และการตัดแต่งพื้นผิวปลายของหิ้งพร้อมกัน (ที่ส่วนท้ายของทางเดิน) หากคุณหมุนที่จับเครื่องมือด้วยหัวกัดดังกล่าวในมุมหนึ่ง (ดูรูปที่ 3.II) คุณสามารถใช้หัวกัดดังกล่าวสำหรับการพลิกหน้าของส่วนปลายของชิ้นส่วนได้
หัวกัดแบบแทงใช้กันอย่างแพร่หลายในการประมวลผลชิ้นส่วนที่ไม่แข็งเช่นเดียวกับชิ้นงานขั้นบันได
เครื่องตัดสำเร็จ .
ฉัน - สำหรับการเลี้ยว เปิดช่องว่าง, II - สำหรับการเลี้ยว สถานที่ที่เข้าถึงยาก.
หัวกัดดังกล่าวส่วนใหญ่ใช้สำหรับการกลึงด้วยอัตราป้อนต่ำ และแตกต่างจากหัวกัดทั่วไปในรัศมีความโค้งขนาดใหญ่ (r = 2-5 มม.)
สำหรับการกลึงชิ้นส่วนที่เปิดโล่ง ให้ใช้เครื่องตัดแบบตรงซึ่งทำงานได้ทั้งสองทิศทาง (ดูรูปที่ 4.I) และสำหรับการเลี้ยวในจุดที่เข้าถึงยาก จะใช้หัวกัดโค้ง (ดูรูปที่ 4.II) ทั้งด้านขวาและด้านซ้าย
จบใบมีดกว้าง .
หัวกัดเหล่านี้ออกแบบมาเพื่อการกลึงชิ้นงานละเอียดและอัตราป้อนสูง แต่ในขณะเดียวกัน หัวกัดเหล่านี้มักจะเอาชั้นโลหะเล็กๆ ออกจากชิ้นงาน
b คือความกว้างของคมตัด s คืออัตราป้อน
ที่อัตราป้อนสูง (s
ด้านล่างนี้ เราจะพิจารณาตัวเลือกต่างๆ สำหรับเครื่องตัดผ่าน ซึ่งแตกต่างกันไปตามการติดของแผ่นตัด
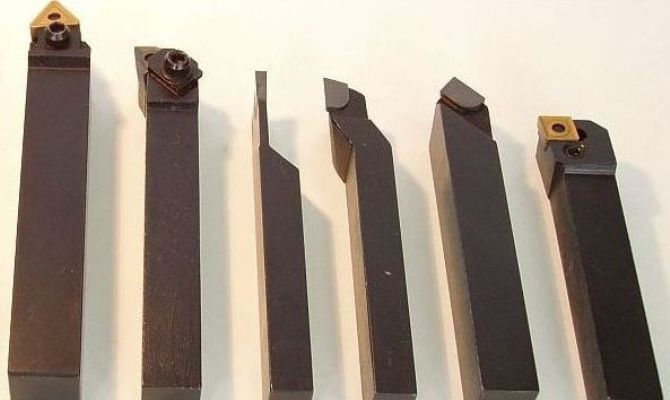
ใบมีดกลึงพร้อมการยึดด้วยกลไกของแผ่นตัด
การยึดเพลตในรังพิเศษของที่ยึดสปริงคัท
การออกแบบหัวกัดดังกล่าว (ซึ่งพัฒนาขึ้นในศตวรรษที่ผ่านมาที่สถาบันเทคโนโลยีใน GDR) ให้การยึดเม็ดมีดคาร์ไบด์แบบสมมาตรในด้ามมีดโดยใช้สกรูหนึ่งหรือสองตัว (พร้อมรูปหกเหลี่ยมภายใน) เครื่องตัดผ่านดังกล่าวแสดงในรูปด้านล่าง
เพลตนี้ได้รับการแก้ไขโดยการเชื่อมระหว่างพิน 3 กับผนังรองรับด้านหลังของที่ยึดโดยใช้ลิ่มพิเศษ 5 และสกรู 4 ในกรณีนี้ เพลตจะถูกกดอย่างแน่นหนากับพื้นผิวรองรับของตัวคัตเตอร์ (ตัวยึด) .
ดังแสดงในรูป เพลทที่ผลิตในโรงงานจะมาพร้อมกับฟิเลต์สำหรับม้วนผมและลบมุมแข็งอีกอันที่พื้นผิวด้านหน้า (ลบมุมกว้าง 0.2 - 0.3 มม.) นอกจากนี้ มุมคายบนเนื้อเป็นค่าบวก และค่าที่ต้องการของมุมด้านหลังมีให้โดยการติดตั้งเพลตในมุมที่ต้องการบนตัวจับยึด (มุมประมาณ 15 - 18 °เทียบกับแกนของที่ยึด)
การออกแบบที่อธิบายไว้สำหรับการติดเพลทแบบเปลี่ยนได้นั้นทำด้วยตนเองได้ยากเล็กน้อยที่บ้าน และจะไม่ได้ผลสำหรับหัวกัดขนาดเล็กเกินไปของเครื่องกลึงขนาดเล็ก (เช่น โรงเรียน "เทวาชคา") เนื่องจากรายละเอียดทั้งหมดจะต้องเป็น ทำให้มีขนาดเล็กมาก ดังนั้นสำหรับฟันซี่เล็ก คุณสามารถติดเพลทแบบเปลี่ยนได้ด้วยวิธีที่ง่ายกว่า ดังที่ฉันทำในวิดีโอในบทความนี้
และถ้าคุณทำขั้นตอนบนตัวยึดอย่างแม่นยำเพียงพอและเจาะรูสำหรับสกรูยึดนั่นคือตรวจสอบให้แน่ใจว่าเมื่อขันสกรูให้แน่นแล้วแผ่นหลังจะถูกดึงดูดอย่างแน่นหนาไปยังขั้นตอน (ไหล่บนตัวยึด ) ดังนั้นการยึดดังกล่าวแม้จะเรียบง่าย แต่ก็ค่อนข้างน่าเชื่อถือ
นอกจากนี้ขั้นตอนที่ทำในลักษณะที่ภายใต้ภาระขอบด้านหลังของแผ่นถูกลิ่มในขั้นตอนเนื่องจากขั้นตอนและแท่นรองรับสำหรับแผ่นจะทำมุม (ประมาณ 10 - 15 °ด้วย เกี่ยวกับแกนของผู้ถือ) ตัวจับยึดควรทำด้วยเหล็กกล้าคาร์บอน 40X, 40X13 หรือเหล็กกล้า 45, 50
การทำฟันหน้าโค้งโดยใช้แสตมป์ 1 - เมทริกซ์ 2 - หมัดกด
ยิ่งกว่านั้นผู้ถือใบมีดโค้ง (และแสดงโดยฉันในวิดีโอด้านล่าง) ไม่ใช่โดยการดัดเหมือนที่พวกเขาทำที่โรงงานด้วยความช่วยเหลือของแม่พิมพ์พิเศษและดังแสดงในรูปด้านซ้าย แต่ง่ายกว่า ด้วยวิธีง่ายๆ โดยการตัดและกลึงจากเหล็กชิ้นหนึ่ง
เพลต Polyhedral ผลิตขึ้นในรูปทรงสาม สี่ ห้า และหกเหลี่ยม ขนาดของใบมีดผ่านใบมีดที่มีแผ่น polyhedral นั้นไม่แตกต่างจากขนาดของใบมีดที่มีแผ่นคาร์ไบด์บัดกรีที่มีความสูงเท่ากัน
เม็ดมีดสามเหลี่ยมมีมุมเท่ากับ 80º ที่ส่วนยอดทำงาน และใช้สำหรับผ่านหัวกัดแบบแทงที่มีมุมนำ φ=90º (ดูรูปด้านล่างตัวอักษร a ด้านล่าง)
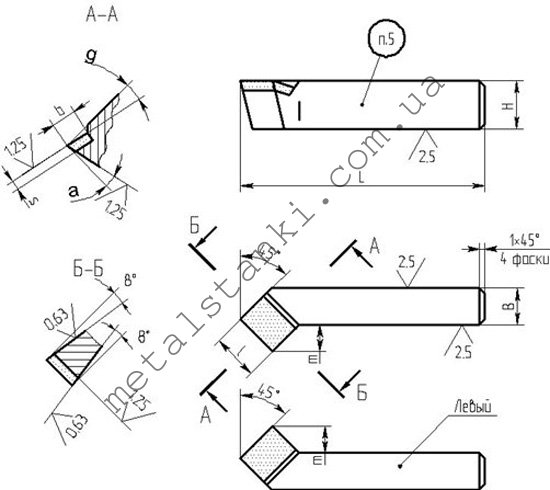
ใบมีดโค้งงอใช้สำหรับหมุนพื้นผิวด้านนอกของชิ้นส่วนหมุน ซึ่งรวมถึงพื้นผิวทรงกรวยที่มีความยาวมาก ลูกกลิ้งทรงกระบอก และสิ่งอื่น ๆ หัวกัดแบบโค้งผ่านมีความแพร่หลายมากกว่า ต่างจากหัวกัดตรง เนื่องจากมีความสามารถที่เป็นสากลในการทำงาน พวกมันมีความแข็งแกร่งสูงกว่าและด้วยรูปทรงของมัน พวกมันจึงสามารถแปรรูปชิ้นส่วนได้แม้ในที่ที่ยากต่อการเข้าถึง ใช้เพื่อสร้างชิ้นส่วน การกลึงหยาบและการเก็บผิวละเอียดของชิ้นงานในวิศวกรรมเครื่องกลและการสร้างเครื่องมือกล ในโรงงานกลึงมืออาชีพเกือบทุกแห่ง หัวกัดโค้งผ่านเป็นเครื่องมือที่จำเป็นสำหรับการประมวลผล
ภาพ: หมุนใบมีดผ่านการโค้งงอ
การทำงานของเครื่องมือนี้ดำเนินการทั้งกับฟีดตามยาวและตามขวาง พวกเขาสามารถทำการเปิดด้านบนของชิ้นงาน ลบมุม และตัดแต่งปลาย นั่นคือ การทำงานพื้นฐานทั้งหมดที่อาจเป็นประโยชน์ในกรณีนี้ เครื่องมือเหล่านี้อยู่ในเครื่องมือแบบกว้างและมีขนาดและพารามิเตอร์อื่นๆ ที่หลากหลาย พวกเขาทำงานได้ดีในการทำงานกับชิ้นส่วนที่แข็ง เครื่องตัดแบบโค้งงอผลิตขึ้นตาม GOST 18868-73
ประเภทของการกลึงผ่านหัวกัดโค้ง
เครื่องมือประเภทนี้สามารถแบ่งออกเป็นประเภทการตกแต่งและแบบร่าง การตกแต่งสำเร็จจะมีรัศมีความโค้งที่ใหญ่ขึ้นอย่างเห็นได้ชัด วิธีนี้ช่วยให้คุณได้พื้นผิวที่กลึงได้แม่นยำยิ่งขึ้น ใช้ในขั้นตอนสุดท้ายของการผลิตและสำหรับการสร้างชิ้นส่วนที่ค่อนข้างเล็ก หากคุณต้องการความเรียบและความสะอาดเป็นพิเศษ ตามกฎแล้วจะใช้ใบมีดตัดไม้พายซึ่งช่วยให้ได้ผลลัพธ์ที่ดีขึ้น
การหยาบใช้สำหรับการแปรรูปแบบหยาบ รัศมีความโค้งของมันต่ำกว่า แต่ป้อมปราการนั้นสูงขึ้นอย่างเห็นได้ชัด เหมาะอย่างยิ่งสำหรับการใช้งานที่คุณต้องการขจัดโลหะจำนวนมากออกจากชิ้นงาน ทรัพยากรการทำงานของพวกเขานั้นสูงกว่ามาก ดังนั้นจากมุมมองทางเศรษฐกิจ การประมวลผลด้วยหัวกัดสองประเภทจึงให้ผลกำไรมากกว่ามาก มีความแม่นยำน้อยกว่า แต่จะทำให้ขั้นตอนแรกของการลบเร็วขึ้น
นอกจากนี้ ยังสามารถแยกประเภทฟันกรามขวาและฟันซ้ายผ่านทางเดินได้ ตำแหน่งของคมตัดแตกต่างกัน เช่นเดียวกับเครื่องมืออื่นๆ อีกหลายประเภท
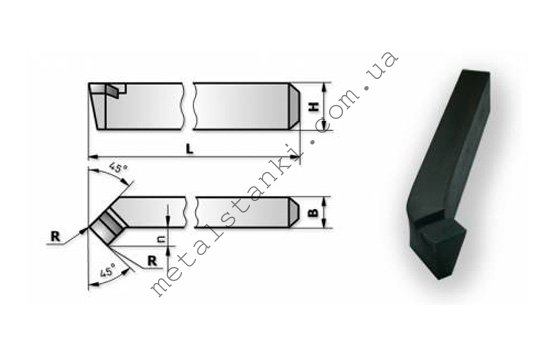
ขนาดหลักของใบมีดโค้งผ่าน
| ความสูง mm | ความกว้าง mm | ความยาว mm |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
หัวกัดโค้งผ่านทำจากวัสดุคาร์ไบด์เป็นส่วนใหญ่ เนื่องจากชิ้นงานส่วนใหญ่ประกอบด้วยวัสดุแข็ง แต่สามารถใช้เครื่องมือที่ทำจากเหล็กความเร็วสูงได้เช่นกัน
รูปทรงของหัวกัดโค้งทะลุ
ส่วนการทำงานหลักของเครื่องตัดคือหัวซึ่งอยู่บนแกน มันถูกแทรกเข้าไปในที่จับเครื่องมือสำหรับงานต่อไป บนพื้นผิวด้านหน้าของส่วนหัวมีพื้นผิวที่ให้เศษไหล นอกจากนี้ยังมีขอบด้านท้ายสองด้าน ได้แก่ ขอบเสริมและขอบหลัก พวกเขาเรียกว่าพื้นผิวเหล่านั้นที่เผชิญกับชิ้นส่วนที่กำลังดำเนินการ
งานตัดหลักดำเนินการโดยคมตัดหลัก ส่วนนี้เกิดขึ้นที่จุดตัดของพื้นผิวด้านหลังหลักและด้านหน้าของเครื่องมือ การออกแบบนี้ยังให้คมตัดเสริมที่เกิดขึ้นที่จุดตัดของพื้นผิวเสริมด้านหน้าและด้านหลัง จุดตัดของคมตัดรองและคมตัดหลักก่อให้เกิดส่วนปลายของใบมีด แต่ละรุ่นสร้างมุมที่เป็นเอกลักษณ์ของตัวเอง ซึ่งทำให้ผลิตภัณฑ์มีความเหมาะสมกับวัตถุประสงค์บางอย่างมากขึ้น ตัวอย่างเช่น การตัดเฉือนชิ้นส่วนประเภทขั้นบันไดต้องใช้หัวกัดที่มีมุม 90 องศา
ทางเลือกของเครื่องตัดโค้ง
หัวกัดกลึงโค้งมีให้เลือกหลายรุ่น ซึ่งมีขนาด วัสดุหัวกัด และพารามิเตอร์อื่นๆ ที่แตกต่างกัน เมื่อเลือกคุณควรใส่ใจกับช่องว่างที่คุณต้องจัดการ หากใช้ชิ้นส่วนที่หลากหลายในการผลิต คุณก็ไม่ควรมีคัตเตอร์พาสทรูแบบโค้งเพียงชิ้นเดียว แต่มีครบชุดสำหรับเคสต่างๆ
ขนาดของผลิตภัณฑ์ถูกเลือกตามขนาดของชิ้นงาน โดยทั่วไปแล้วคือตัวเลือกขนาดกลางที่ไม่ต้องการการแทนที่สำหรับการทำงานส่วนใหญ่กับผลิตภัณฑ์ประเภทต่างๆ “คำแนะนำของผู้เชี่ยวชาญ! การเปลี่ยนหัวกัดบ่อยครั้งส่งผลให้เสียเวลาและอุปกรณ์หยุดทำงานจำนวนมาก ดังนั้นควรพิจารณาตัวเลือกที่ดีที่สุดล่วงหน้า”
สำหรับวัสดุ มีแนวโน้มง่ายๆ ในที่นี้ เมื่อเกรดโลหะที่อ่อนและไม่ชุบแข็งได้รับการประมวลผลโดยหัวกัดทะลุตรง งอซ้ายและขวา ซึ่งทำจากเหล็กความเร็วสูง มีราคาถูกกว่า แต่ใช้งานได้จริงน้อยกว่าเมื่อพูดถึงวัสดุแข็ง ในกรณีนี้ คุณควรใช้หัวกัดร่องเกลียวกับหัวกัดที่ทำจากวัสดุคาร์ไบด์ ทนทานต่อการสั่นสะเทือนและอุณหภูมิที่เพิ่มขึ้นระหว่างการทำงานได้อย่างสมบูรณ์แบบ ดังนั้นอายุการใช้งานจึงยาวนานกว่ามาก
เงื่อนไขการตัด
หัวกัดกลึงโค้งใช้ในโหมดการทำงานที่ค่อนข้างง่าย พวกเขาดำเนินการเคลื่อนไหวตามยาวและตามขวางขึ้นอยู่กับโปรไฟล์การประมวลผล คุณสามารถเลือกและสั่งซื้อสกรูเกลียวปล่อยสำหรับโปรไฟล์โลหะในราคาที่ดีที่สุดในยูเครนบนสตรีม ขอแนะนำให้ทำการกัดหยาบด้วยเครื่องมือเดียวที่ออกแบบมาเพื่อจุดประสงค์นี้โดยเฉพาะ จากนั้นจึงผ่านการเก็บผิวละเอียดบนพื้นผิวที่เกือบจะเสร็จแล้ว หากในการหยาบที่มีความหนาสูงถึงหลายมิลลิเมตรค่อยๆ ลบออก จากนั้นในการตกแต่งให้เสร็จ ตัวเลขนี้จะไปถึงหนึ่งในสิบของมิลลิเมตรในหลายรอบ
เครื่องหมาย
ในตัวอย่างของเครื่องมือเช่นเครื่องตัดแบบโค้งงอ T15K6 เราสามารถพิจารณาตัวอย่างการทำเครื่องหมายได้ พื้นผิวการทำงานที่นี่ทำจากวัสดุโลหะผสมแข็งที่อยู่ในกลุ่มไทเทเนียมทังสเตน ปริมาณโคบอลต์ (K6) คือ 6% และไททาเนียมคาร์ไบด์ (T15) คือ 15%
ผู้ผลิต
- CHIZ (เชอร์นิฮิฟ, ยูเครน);
- Ukrmetiz (ยูเครน);
- Intertool (จีน);
- Melitopol ตราสาร LLC;
- Seco (สวีเดน)
ผ่านเครื่องตัดโค้ง: วิดีโอ
เครื่องตัดตรง A เป็นเครื่องมือยอดนิยมสำหรับการแปรรูปโลหะและวัสดุแข็งอื่นๆ มักใช้กับเครื่องกลึง ซึ่งมักใช้กับเครื่องกัดร่องและเครื่องไส
1
ผ่านเครื่องตัดโลหะ (PR) เป็นเครื่องมือทั่วไปและง่ายต่อการผลิต ด้วยความช่วยเหลือของมันทำให้หมุนในทิศทางตามยาวของพื้นผิวด้านนอกทรงกระบอกและทรงกรวย อุปกรณ์จับยึดที่เรากำลังพิจารณาอยู่นั้นเหมาะอย่างยิ่งสำหรับการแปรรูปผลิตภัณฑ์ที่มีความยาวมาก พีอาร์แบ่งออกเป็น:
- งอ;
- ตรง.
เครื่องมือที่โค้งงอผ่านทางเดินมีความเป็นไปได้ทางเทคโนโลยีที่กว้างขึ้น หัวของมันทำการเจียรพื้นที่ของชิ้นงานที่อยู่ใกล้กับปากคาร์ทริดจ์มากที่สุด จุดสำคัญ เครื่องมือที่มีหัวงอใช้สำหรับการกลึงตามยาวและตามขวาง อีกหนึ่งความแตกต่างกันนิดหน่อย ส่วนหัวของเครื่องตัดสามารถงอไปทางซ้ายหรือขวาได้
ใบมีดตรงมีลักษณะเป็นรูปร่างปกติของที่ยึด
หัวของพวกเขาไม่มีรอยพับ ดังนั้นในการผลิตเครื่องมือดังกล่าวจึงมีราคาไม่แพง พวกเขาไม่ได้ดำเนินการตามขวาง หากการเลี้ยวนำไปสู่ส่วนท้ายของชุดเลี้ยวจากด้านหน้า จำเป็นต้องใช้ PR ด้านซ้าย หากคาลิปเปอร์ของเครื่องเคลื่อนที่ไปตามวิถีมาตรฐาน ฟันหน้าขวาจะถูกใช้
ฟันหน้ามีหลายประเภท
PRs ทั้งหมดแบ่งออกเป็นแบบร่างและการตกแต่ง สิ่งแรกเหล่านี้มีไว้สำหรับการกลึงหยาบ (การลอก) ของชิ้นส่วนบนเครื่องมือกล เครื่องมือตกแต่งใช้สำหรับเก็บผิวละเอียด ช่วยให้คุณได้พื้นผิวที่เรียบเนียนขึ้นด้วยดัชนีความหยาบที่กำหนด (สูงสุดระดับ 7)
2
เครื่องมือกลึงตัดโลหะใด ๆ ผลิตขึ้นอย่างเคร่งครัดตามข้อกำหนดของ GOST เฉพาะ วัสดุสำหรับการผลิตเครื่องมือที่เป็นปัญหาคือ ฟันหน้าหลายซี่มีการบัดกรีแบบพิเศษ พวกเขาทำจากโลหะผสมแข็ง เครื่องมือผ่านผลิตขึ้นตาม GOST ต่อไปนี้:
- 18869-73 - ใบมีดตรงที่ทำจากโลหะผสมความเร็วสูง
- 18868-73 และ 18877-73 - โค้งงอพร้อมกับชิ้นส่วนตัดที่ทำจากโลหะผสมความเร็วสูงและแข็ง
- 18878-73 - ตรงด้วยเม็ดมีดคาร์ไบด์
- 26611-85 - feedthroughs ประเภทต่างๆ พร้อมเม็ดมีดแบบเปลี่ยนได้ ซึ่งติดอยู่กับเครื่องมือตามรูปแบบแคลมป์ด้านบน
- 29132-91 - เครื่องมือที่มีหลายเหลี่ยมเพชรพลอย, เปลี่ยนได้หลังจากการพัฒนาเต็มรูปแบบ, เม็ดมีด
- 28980-91 - ฟิกซ์เจอร์ทำจากโลหะผสมซุปเปอร์ฮาร์ด
ใช้มากที่สุดคือ PR ตาม GOST 18868, 18869,18877, 18878 เครื่องมือที่มีองค์ประกอบการตัดหลายแง่มุมมักใช้น้อยกว่า ลักษณะเฉพาะของหัวกัดดังกล่าวคือใช้ชิ้นส่วนตัดโดยไม่ต้องลับคมตามระยะเวลาที่กำหนดอย่างเคร่งครัด เมื่อด้านใดด้านหนึ่งของผลิตภัณฑ์ไม่เหมาะกับการทำงาน (ทื่อ) เพลตจะถูกติดตั้งบนเครื่องมือด้วยด้านที่สอง จากนั้นจึงใช้ด้านที่สาม และอื่นๆ อุปกรณ์ดังกล่าวไม่สามารถกู้คืนได้ฟันที่ทื่อหมดจะถูกกำจัด
ใช้มากที่สุดคือเครื่องตัดตาม GOST 18868, 18869,18877, 18878
แผ่นที่ทำจากวัสดุแข็งยึดกับ PR ด้วยสกรูและลิ่ม องค์ประกอบเหล่านี้ช่วยให้สามารถติดตั้งอุปกรณ์จับยึดแบบหลายเหลี่ยมเพชรพลอยได้ระหว่างเครื่องมือ (ด้านหลัง) และหมุดเพิ่มเติม เม็ดมีดตัดมีมุมขูดชุบแข็งและเนื้อพิเศษ รูปร่างของฟันหน้าดังกล่าวสามารถมีได้ 3-6 ด้าน
เครื่องมือที่มีแผ่นบัดกรีนั้นแย่กว่าในแง่ของศักยภาพในการปฏิบัติงานมากกว่าหัวกัดหลายหน้า แต่ต้นทุนการผลิตสูงของรุ่นหลัง (ราคามากกว่า 25–35%) กำหนดความต้องการ PR ด้วยการบัดกรี หัวกัดที่ทำจากวัสดุที่มีความแข็งเพิ่มขึ้น (GOST 28980–91) มักใช้สำหรับงานโลหะในหน่วยที่มีการควบคุมเชิงตัวเลข
3
PR ทุกประเภท ยกเว้นเครื่องมือที่มีแผ่นรูปทรงหลายเหลี่ยม จำเป็นต้องมีการลับคมเป็นระยะ จะดำเนินการเมื่อใช้เครื่องตัดเป็นเวลานาน เงื่อนไขการลับเฉพาะจะถูกกำหนดโดยแผนที่เทคโนโลยีที่ได้รับอนุมัติจากสถานประกอบการด้านโลหะการ ประสิทธิภาพของการลับคมทำได้โดยการใช้เทคโนโลยีที่เหมาะสมและการเลือกใช้วัสดุขัดที่เหมาะสม สิ่งสำคัญที่นี่คือการเลือกเครื่องมือลับคมที่แข็งกว่าคัตเตอร์ ส่วนใหญ่มักใช้เม็ดแร่แข็งเพื่อลับคม PR พวกเขาจะยึดด้วยพันธะพิเศษในล้อเจียรพิเศษ โครงสร้างของหลังแตกต่างกันและขึ้นอยู่กับ:
- จำนวนรูพรุนในมวลรวมของเครื่องมือเจียร
- ประเภทของพันธบัตรที่ใช้
- ตำแหน่งสัมพัทธ์และเปอร์เซ็นต์ของเมล็ดพืช
ล้อเจียรมีโครงสร้างที่หลากหลาย จากมุมมองนี้ พวกเขามักจะแบ่งออกเป็นเปิด (หมายเลข - จาก 11 ถึง 18) กลาง (จาก 6 ถึง 10) และปิด (จาก 1 ถึง 5) ตามกฎแล้วเครื่องมือคาร์ไบด์จะลับให้คมโดยใช้เครื่องมือเพชร

หัวกัดทั้งหมดต้องมีการลับคมเป็นระยะ
การลับคม PR จะดำเนินการกับเครื่องเจียรประเภทต่างๆ ในขณะเดียวกัน หลักการในการดำเนินการกับหน่วยงานใด ๆ ก็เหมือนกัน การลับคมเริ่มจากด้านหลังของฟันหน้าเสมอ จากนั้นจึงประมวลผลพื้นผิวด้านหน้า บันทึก! บริเวณใบหน้าจะต้องมีความคมขึ้นในสองขั้นตอน ขั้นแรกให้เตรียมการลับคม ดำเนินการที่มุมหนึ่งของแผ่นยึดกับพื้นผิวทั้งหมดของเครื่องตัด หลังจากนั้นให้ทำการลับคมมุมสุดท้าย ขั้นตอนนี้ดำเนินการตามส่วนหน้าในพื้นที่จำกัดอย่างเคร่งครัด
การลับคมช่วยให้คุณได้พื้นผิวด้านหน้าของเครื่องมือตัดตามการกำหนดค่าที่ต้องการ การลับคมแบบโค้งจะดำเนินการเมื่อจำเป็นต้องทำให้การกำจัดเศษโลหะออกจาก PR ง่ายขึ้น จะดำเนินการตามคมตัดหลักตามรัศมีที่กำหนดเสมอ เพื่ออำนวยความสะดวกในการกำจัดเศษออกจากเครื่องมือกลึง ร่องรัศมีพิเศษจะถูกตัดเฉือนที่ใบหน้าด้วย จำเป็นต้องลับคมอีกครั้งที่ส่วนบนของหัวตัด ส่วนใหญ่จะทำตามแนวรัศมี
นอกจากนี้เรายังแนะนำ
 ปัญหาสิ่งแวดล้อมโลกของสิ่งแวดล้อมอากาศ
ปัญหาสิ่งแวดล้อมโลกของสิ่งแวดล้อมอากาศ
 Ingosstrakh ประกันชีวิต
Ingosstrakh ประกันชีวิต
-
การประกันภัย Ingosstrakh-life ใบอนุญาตของธนาคารกลางแห่งสหพันธรัฐรัสเซียเพื่อการประกันภัย
 การประกันภัย VTB สำหรับบุคลากรทางทหารของกองกำลังภายในของกระทรวงกิจการภายในและพนักงานของหน่วยงานภายในของสหพันธรัฐรัสเซียซึ่งพนักงานของกระทรวงมหาดไทยได้รับการประกันในปี
การประกันภัย VTB สำหรับบุคลากรทางทหารของกองกำลังภายในของกระทรวงกิจการภายในและพนักงานของหน่วยงานภายในของสหพันธรัฐรัสเซียซึ่งพนักงานของกระทรวงมหาดไทยได้รับการประกันในปี
 ประกันภัย Casco ใน Rosgosstrakh เศรษฐกิจ Casco Rosgosstrakh
ประกันภัย Casco ใน Rosgosstrakh เศรษฐกิจ Casco Rosgosstrakh
 คำถามยอดฮิต ตามข้อตกลงเพิ่มเติม
คำถามยอดฮิต ตามข้อตกลงเพิ่มเติม