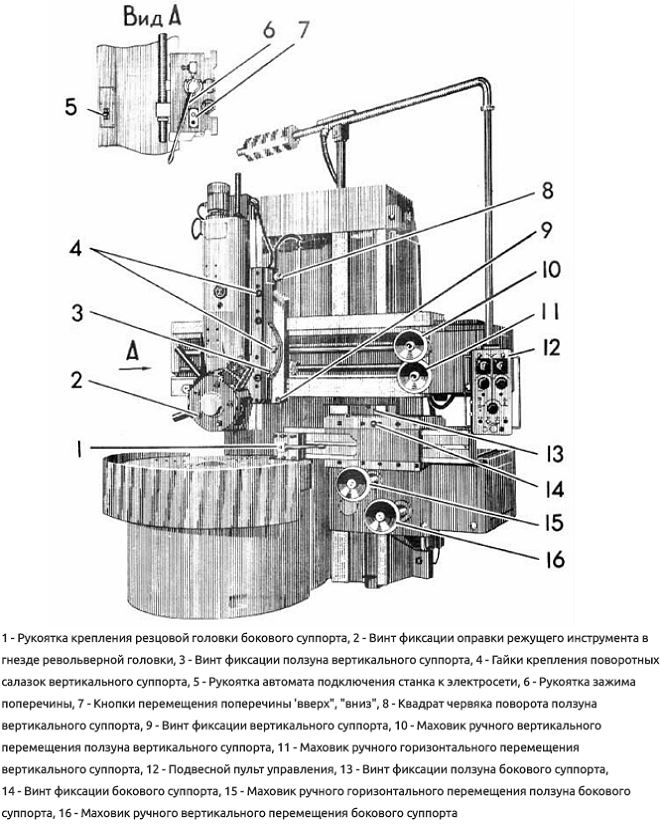
Vrtiljak 1516
Stružnica, ki je nadomestila čelne naprave in jih skoraj popolnoma izrinila s trga, je bila zasnovana za obdelavo obdelovancev, ki se odlikujejo po impresivnem premeru in teži, vendar imajo majhno dolžino.
Uporaba in prednosti stružnih vrtiljakov
Z uporabo stružnic se ukvarjajo z obdelavo celotnih vztrajnikov, zobnikov in drugih podobnih delov. Tehnične zmogljivosti takšnih naprav vam omogočajo izvajanje naslednjih tehnoloških operacij:
- struženje in vrtanje obdelovancev, ki imajo cilindrično in stožčasto konfiguracijo;
- rezanje koncev in njihova obdelava;
- obdelava površin nagnjenega tipa;
- tvorba obročastih utorov na površini dela;
- vrtanje;
- uvajanje;
- vrtanje.
Navpične stružnice so opremljene tudi s posebnimi napravami, ki so dobavljene posebej, kar vam omogoča izvajanje naslednjih operacij na tej opremi: rezkanje, dletenje, vrezovanje navojev različne vrste, obdelava oblikovanih površin z elektrokopirnim strojem, brušenje, obdelava obdelovancev z uporabo stopnic. Značilnosti vertikalnih stružnic omogočajo obdelavo obdelovancev iz železnih in neželeznih kovin s premerom do 25 m.

Glavno gibanje v strojih obravnavane skupine izvaja namizje (čelna plošča), na katero je del pritrjen. Gibanje pomika, tako kot pri vseh stružnicah, v stružni in rotacijski opremi izvaja čeljust.
Stroj za vrtiljak zaradi svojih oblikovnih značilnosti odlikuje visoka varnost, zanesljivost, enostavnost vzdrževanja in delovanja. Med najpomembnejšimi prednostmi takšne opreme je treba izpostaviti naslednje:
- natančnost in visoka kakovost obdelave ob predpostavki minimalnega odstotka zavrnitev;
- enostavnost nadzora opreme, kar je še posebej značilno za strojna orodja, opremljena s CNC sistemom;
- visoka hitrost izvedbe vseh tehnološke operacije.
Vendar, kot ugotavljajo številni strokovnjaki, so najpomembnejše prednosti stružnic varnost njihovega delovanja.
Kako so urejene stružnice
Najpomembnejši element zasnove skupine stružnice-vrtiljak je njihova delovna miza, na kateri je nameščena prednja plošča. Tukaj je fiksiran obdelovanec, ki zahteva obdelavo. Delovna površina mize je nameščena v vodoravni ravnini, kar poenostavlja postopek namestitve obdelovancev s pomembnimi dimenzijami in težo nanjo.
Glede na model in oblikovne značilnosti se med stroji stružne in rotacijske skupine razlikujejo eno- in dvostebri. Na prvem je nameščena prednja plošča s premerom do 1600 mm. Takšne enote se uporabljajo za delo z obdelovanci s premerom do 1500 mm. Bolj impresivne lastnosti imajo dvostebrne enote, na katere je mogoče namestiti prednjo ploščo s premerom do 25000 mm, kar omogoča obdelavo zelo velikih obdelovancev.
Na okvirju dvostebrne enote, ki se nahaja v navpični ravnini, sta dve vodili, vzdolž katerih se premika prečni nosilec z dvema čeljustima, nameščenima na njem - kupolo in dolgočasno. Čeljusti stroja se po drugi strani premikajo po vodoravnih vodilih prečke.
Čeljust kupole, ki se lahko premika v navpični in vodoravni smeri, vključuje vzdolžni nosilec in drsnik, ki se premika vzdolž navpične osi. Pritrjen je na drsnik s posebnimi luknjami za namestitev rezalno orodje. S pomočjo nosilca kupole in v njem pritrjenega rezalnega orodja se izvajajo takšne tehnološke operacije, kot so obdelava zunanjih površin, vrtanje lukenj, rezanje koncev dela.
Zasnova vrtalne čeljusti vključuje vzdolžni voziček, na katerega je nameščen rotacijski mehanizem. Slednji ima drsnik z nameščenim držalom orodja. S pomočjo vrtalne čeljusti in v njej pritrjenega orodja se izvaja obdelava stožčastih površin, vrtanje lukenj in rezanje notranjih utorov.
Na enostebrnih stružnicah skupine za struženje in vrtanje je nameščena stranska podpora, sestavljena iz vzdolžnega vozička, drsnika in držala orodja. Namen takšne čeljusti je zagotoviti obdelavo zunanjih površin.

Uporaba dveh rezalnih orodij hkrati v procesu obdelave je še posebej pomembna na področju težkega inženiringa – pri izdelavi hidravličnih turbin, generatorjev in drugih delov, ki so velikih in težkih delov.
Glavne značilnosti opreme
Pri izbiri skupine stružnic in vrtiljaka je treba upoštevati naslednje značilnosti:
- moč stroja;
- število hitrosti in obseg vrtilne hitrosti prednje plošče;
- kot vrtenja drsnika navpične podpore;
- vrednost največjega premika nosilcev opreme v vodoravni in navpični smeri;
- največje dimenzije obdelovanca, ki ga je treba obdelati (višina, premer);
- največja vrednost premikanje prečke (za dvostebrne stroje);
- dimenzije prednje plošče.
Obdelava na stružnicah skupine za struženje in vrtiljak se izvaja pri visokih hitrostih. To je sprejemljivo, ker obdelovanec in vreteno nimata znatnih konzolnih obremenitev, saj je prednja plošča pritrjena na namizje na poseben način.
Poleg glavnega gibanja in pomika se na strojih te skupine uporablja prečka (imenovana tudi prečka) dodatno gibanje. Z njegovo pomočjo se rezalno orodje pripelje na površino obdelovanca, ki se obdeluje.
Kot je navedeno zgoraj, podrobnosti velik premer(16,5–25 m) se obdelujejo na dvostebrnih stružnicah rotacijsko-vrtalnega tipa, enostebrne enote pa se uporabljajo za obdelovance manjših dimenzij. CNC sistemi so nameščeni na vrtiljačnih napravah z enim stolpcem, kar omogoča uporabo takšne opreme za obdelavo delov s kompleksno konfiguracijo, za katero je značilna prisotnost pravolinijskih in krivolinijskih generatric.

Povedano je, da na stružnicah, opremljenih s CNC, stranska podpora ni nameščena: vse tehnološke operacije na njih se izvajajo z uporabo opore kupole, katere delovanje, tako kot pogon glavnega gibanja, nadzoruje poseben program. Vnešen v krmilno enoto stroja, je odgovoren za izvajanje takšnih tehnoloških operacij, kot so:
- izbira in namestitev zahtevane hitrosti vrtenja prednje plošče opreme;
- obračanje kupole v položaj, potreben za obdelavo, in pritrditev v tem položaju;
- nadzor izvedenih pomikov in položaja, ki ga zasedajo delovne naprave;
- namestitev rezalnega orodja v ničelni položaj;
- nadzor premikov delovnega orodja.
Modeli domače stružne in rotacijske opreme
Zgodovina domačih stružnih in vrtalnih strojev se je začela leta 1935, ko je v Krasnodarskem strojnem obratu, poimenovanem po G.M. Sivi lasje so bili izdani kot prva taka enota. Treba je opozoriti, da ta rastlina dolgo časa veljal za najbolj znanega in avtoritativnega proizvajalca stružnic tipa vrtiljak. Izdelki tovarne - visokokakovostni in zanesljivi stroji za struženje in vrtanje - so se aktivno uporabljali po vsem ozemlju Sovjetska zveza. Veliko teh naprav je še vedno mogoče najti v industrijskih podjetjih.

Najbolj priljubljeni modeli opreme tega proizvajalca vključujejo stroj 1516. Ta model enostebrnega stroja (skupaj z modelom 1512) spada v kategorijo univerzalnih stružnih in rotacijskih naprav, namenjenih obdelavi obdelovancev iz železnih in barvnih kovin v pogojih. male in serijske proizvodnje.
Tehnične značilnosti strojev obeh zgoraj omenjenih modelov zagotavljajo izvedbo skoraj vseh stružnih operacij, vendar se te naprave uporabljajo predvsem za struženje in vrtanje:
- cilindrične površine;
- ravni konci praznih delov;
- konične površine.
Najdete lahko nekaj modifikacij teh strojev, na katere je proizvajalec namestil samocentrične prednje plošče. Seveda so tehnološke zmogljivosti opreme s takšnimi prednjimi ploščami veliko širše od tistih pri običajnih modelih.
Proizvedeno v tovarni po imenu G.M. Sivi lasje in dvostebrne stružnice skupine za struženje in vrtiljak. Tukaj je presenetljiv primer model 1525. Med izjemnimi lastnostmi stroja tega modela velja omeniti naslednje: možnost spreminjanja smeri vrtenja prednje plošče (vzvratno); prisotnost v zasnovi dveh zgornjih čeljusti rotacijskega tipa. Pogon glavnega gibanja stroja modela 1525 je bil opremljen z dvostopenjskim menjalnikom in električnim motorjem, katerega hitrost gredi je nastavljiva. Dve elektromagnetni sklopki sta odgovorni za izbiro obsega hitrosti vrtenja prednje plošče v zasnovi stroja, hitrost vrtenja glavne gredi motorja pa je brezstopenjsko regulirana s posebnim električnim vezjem.
Vsi zgoraj navedeni modeli obdelovalnih strojev so bili izdelani tudi s CNC, nato pa je njihova oznaka izgledala takole: 1512F2, 1516F2, 1525F2. Kot krmilni sistem na teh napravah so bili nameščeni domači programski sistemi (P32-3M, H55-2) ali elektronska oprema Bosch (Nemčija) in Alcatel (Francija).
Priljubljeni tuji stroji skupine za struženje in vrtiljak
Predstavljeno na domačem trgu velika izbira stružna in vrtilna oprema tujih proizvajalcev. O najbolj priljubljenih modelih in blagovnih znamk je treba omeniti ločeno.
Dobro razmerje med ceno in kakovostjo kažejo stroji kitajskega podjetja Dalian Guofeng Machine Tools, v oznaki katerih je črka "C".
5231, 5240, 5250, 52630Ti modeli sodijo v kategorijo stružne in rotacijske opreme dvostebričnega tipa, glede na njihovo Tehnične specifikacije so v marsičem podobni strojem tovarne. G.M. Sivi lasje. Te naprave omogočajo izvedbo surovcev z dovolj visoko natančnostjo, za katero so značilne preproste in zapletene konfiguracije.

Dalian Guofeng Machine Tools C5250 - strojno orodje kitajskega proizvajalca
5110, 5116, 5123, 5125, 5131To so enostebrni modeli stružne in rotacijske opreme, katerih moč se giblje od 22 do 45 kW. Na enotah teh modelov je nameščen poenostavljen CNC sistem - digitalna indikacija, s pomočjo katere postane nadzor delovanja navpične stružnice bolj priročen, preprost in učinkovit. Opremljeni z dodatnimi servo motorji za osi X in Z, so ti stroji tudi zelo zanesljivi in natančni pri obdelavi.
Če upoštevamo bolj kakovostno (in zato dražjo) vertikalno struženje tujih proizvajalcev, ki je predstavljena in priljubljena na domačem trgu, potem velja omeniti izdelke švicarskega podjetja ENCE GmbH. Ta proizvajalec ponuja opremo več serij.

Dalian Guofeng Machine Tools C5116
LEN 3000-5000
Na opremi teh modelov se obdelujejo obdelovanci, katerih premer je v območju 315–500 cm. CNC sistem ni nameščen na strojih te serije, po potrebi pa jih je mogoče opremiti s takšnim sistemom Zelo hitro. Dvostopenjski pogon, ki uresničuje glavno gibanje, je opremljen z električnim motorjem, katerega hitrost gredi je mogoče spreminjati v 16 korakih. Na teh stružnicah se uporabljata dve vrsti vodil: navpična - drsna, vodoravna - hidrostatična (delujejo kot razkladalni elementi).
LEN 1250-2000Kot je razvidno iz oznake, se na teh napravah obdelujejo deli s premerom 125–200 cm.Enote te serije so opremljene z valjčnimi vodili, v gibljivih enotah katerih so nameščeni visoko precizni kotalni ležaji. Navpični in štiripozicijski drsniki teh navpičnih stružnic so hidravlično uravnoteženi, kar izboljša natančnost obdelave. Zanesljivost opreme te serije olajša tudi dejstvo, da je opremljena z električnimi komponentami iz znano podjetje Siemens.
SEN 1000-1800To je oprema za struženje in struženje Siemens Fanuc, opremljena s CNC. Med pomembne oblikovne značilnosti opremo te serije je treba izpostaviti servomotor z menjalnikom ZF (Nemčija) in toplotno simetrično delovno mizo. Ta oprema se proizvaja, za katero je značilno visoka hitrost obdelava in nizka raven hrupa, v treh glavnih kategorijah: standardni, težki in visoko natančni.
Ruska navpična stružnica 1516 je visokokakovostna in zmogljiva oprema. Uporablja se lahko za struženje obdelovancev s premerom do 1600 mm.
Značilnosti modela
Na voljo so naslednje operacije:
- struženje in vrtanje obdelovancev v obliki valja;
- obrezovanje koncev;
- rezanje utorov.
Ena od glavnih značilnosti navpične stružnice je premer prednje plošče. Na stroju 1516 ima prednja plošča premer 1400 mm in se lahko vrti v območju od 1 do 200 vrtljajev na minuto.
Dodatne lastnosti
Pri namestitvi dodatna oprema funkcionalnost stružnice 1516 je mogoče razširiti, zlasti je mogoče izvajati operacije za vrezovanje navojev, obdelavo stožčastih površin, pa tudi ukrivljenih površin s kopirnim strojem. Po želji lahko namestite tudi napravo za dovod hladilne tekočine, pa tudi samocentrično prednjo ploščo.
Na stroju modela 1516 je možno vgraditi bodisi digitalni indikacijski sistem (DRO) bodisi CNC. V prvem primeru bo stroj imel indeks "F1", v drugem - "F3".
Podjetje Russtanko vam ponuja nakup navpične stružnice 1516 po razumni ceni. O vseh vprašanjih o konfiguraciji opreme se lahko pogovorite z našimi zaposlenimi po telefonu ali preko elektronske prijave na spletni strani.
Navpična stružnica - posebne vrste oprema za obdelavo kovin, ki je zasnovana za delo z velikimi obdelovanci velikega premera, katerih teža je več deset ton. Značilnost zasnove takšnih strojev je delovna miza okrogle oblike. Ta posebnost močno poenostavi namestitev, poravnavo in pritrditev dela.
Za struženje vrtljivih površin s posebnim rezalnikom so potrebni stružni in rotacijski stroji. Če je enota opremljena s posebnim kupolom, je mogoče osrednje luknje v delu obdelati s svedri, grezli ali drugimi orodji.
Pri izbiri enote za struženje in struženje se mora poveljnik osredotočiti na ključne značilnosti, kot so največja višina in omejevalni premer struktura, ki se obdeluje. Glavno gibanje rezalnega dela se izvaja z vrtenjem delovne mize, na kateri je pritrjen obdelovanec.
Do danes, odvisno od števila regalov, ločimo eno- in dvo-regalne različice vrtiljakov. Enote so lahko opremljene z ročnim krmilnim sistemom ali numeričnim krmiljenjem. V drugem primeru lahko stroj sodeluje pri obdelavi obdelovancev s kompleksno konfiguracijo. Uporablja se tudi v tovarnah in delavnicah, kjer je treba obdelati površine z uporabo ukrivljenih in ravnih generatrik, za rezanje nestandardne niti In tako naprej. Oblikovna razlika strojev s programskim krmiljenjem je odsotnost stranske podpore pri prvih.

Stružni in rotacijski industrijski stroj s numerično krmiljenje sposoben izvajati delovanje programa. poleg tega nadzor programa pomeni popravljanje položaja rezalnega elementa. Program, ki ga ustvari operater, neodvisno spreminja intenzivnost vrtenja vretena, določa podajanje, premika orodje. Vse to včasih poveča produktivnost stroja.
Razmislite o dveh priljubljenih modelih - enoti 1516 in 1512, ki sta uspešna izdelka tovarne Sedin. To nam bo pomagalo razumeti posebnosti te tehnike.
Navpična stružnica 1516
Navpična stružnica 1516 je enostebrni stroj, ki se uporablja za obdelavo kovinskih delov v majhnih in velikih serijskih trgovinah. Ta model se ponaša s širokim naborom operacij, kot so vrtanje, struženje, vrtanje in drugo. Poleg tega je stroj sposoben končnega in polkončnega struženja.

Zasnova navpične stružnice 1516 vključuje navpične in vodoravne čeljusti. Navpična čeljust je opremljena s 5-pozicijsko glavo, opremljeno s sistemom samodejnega vrtenja. Vodoravni nosilec je opremljen s 4-pozicijskim držalom orodja.
Čeprav ima 1516 že v osnovni različici veliko funkcionalnosti, je slednjo mogoče razširiti z dodatnimi možnostmi, kot so samocentrična prednja plošča, hladilni sistem in visoko specializirana orodja za narezovanje in obdelavo nestandardnih površin.

Agregat 1516 je opremljen z močnim elektromotorjem glavnega pogona, kar je njegova pomembna prednost. Med prednostmi je treba omeniti tudi:
- Odlična togost glavnih delov enote, ki zagotavlja najbolj natančno obdelavo obdelovanca.
- Zanesljivost sestavni deli kinematična veriga.
- Možnost regulacije frekvence obratov prednje plošče v širokem razponu.
- Izbira pomikov za učinkovito rezanje pri visokih hitrostih.
Naj omenimo ključne značilnosti modela 1516:
- Največji premer obdelovanca je 160 cm;
- Dovoljena višina izdelka - 100 cm;
- Premer prednje plošče - 140 cm;
- Število hitrosti - 18 prestav;
- Razpon vrtenja prednje plošče - 5-250 mm;
- Moč elektromotorja - 30 kW;
- Dimenzije enote - 3170x3030x4100 mm;
- Teža - 20 ton.
Model obračanja in vrtiljaka 1512
Ker je zasnova stružnice 1512 v marsičem podobna modelu 1516, je smiselno upoštevati le tiste strojne parametre, ki se razlikujejo od lastnosti 1516. Predstavimo jih v obliki seznama:
- Dovoljeni premer obdelovanca - 125 cm;
- Največja višina izdelka je 100 cm;
- Premer prednje plošče - 112 cm;
- Dimenzije - 2750x2975x4100 mm;
- Teža - 16,5 tone.
Za vse ostale parametre stružnica 1512 je enak modelu 1516.
Rezultati
Vertikalne stružnice so nepogrešljivi pomočniki, ki lahko opravljajo naloge, ki jih tradicionalna stružnica ne zmore. Če morate delati z velikimi obdelovanci velikega premera, brez teh strojev ne morete.
Izbira v korist modelov 1512 in 1516 je zaupanje v dolgotrajno delovanje stroja brez težav. To potrjujejo dolgoletne izkušnje pri uporabi enot tovarne strojev Sedin po vsej SND.
Enostebrni stružnici 1512 in 1516 sta univerzalna stroja in sta zasnovana za obdelavo različnih izdelkov iz železnih in barvnih kovin v majhni in množični proizvodnji.
Stroj lahko izvaja naslednje operacije:
struženje cilindričnih in stožčastih površin;
vrtanje cilindričnih in stožčastih površin;
Struženje ravnih končnih površin z zgornjimi in stranskimi čeljustmi. Poleg tega se zgornja čeljust lahko uporablja za brušenje ravnih končnih površin ob ohranjanju stopenjsko konstantne hitrosti rezanja v načinih polfinalne obdelave;
vrtanje, vrtanje in vrtanje; žlebljenje in obrezovanje.
Pri uporabi posebnih naprav in naprav, ki so strojem dobavljene po posebnem naročilu in za plačilo, se stroji lahko uporabljajo za:
obdelava delov po določenih dimenzijah (na postankih);
vrezovanje navojev, struženje in vrtanje stožčastih površin;
obdelava oblikovanih površin vrtilnih teles vzdolž kopirnega stroja (elektrokopirni stroj); obdelava delov s hlajenjem.
V običajni izvedbi so stroji opremljeni z zgornjo kupolo z mehanskim vrtenjem in vpenjanjem kupole ter s stransko kupolo.
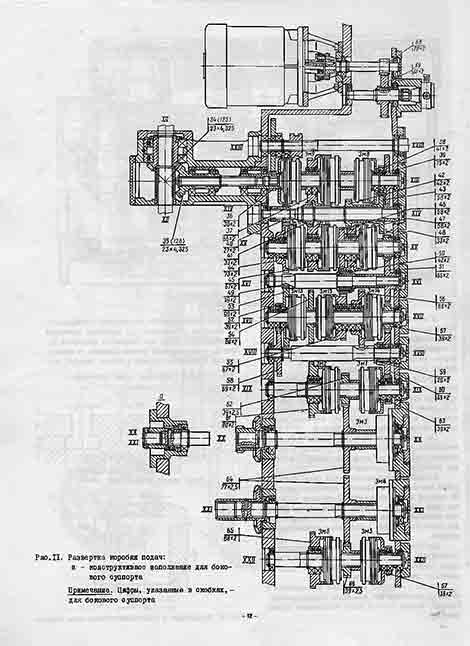
Kinematična shema
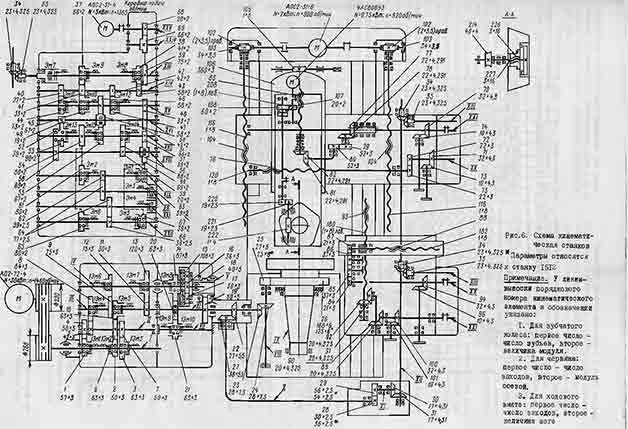
Kinematične sheme strojev 1512 in 1516 so si med seboj podobne in se med seboj razlikujejo le po kinematiki verige mehanizma za prenos gibanja na podajanje in številu zob zobnikov mize.
Zaradi drugačna številka zobje zobnikov 25, 26 mize, stroji 1512 in 1516, z istim menjalnikom, imajo različne omejitve hitrosti čelne plošče.
Kinematika verig mehanizma za prenos gibanja na dovod je pri strojih različna, vendar so njihova prestavna razmerja izbrana tako, da je skupno prestavno razmerje kinematične verige od čelne plošče do dovoda enako za oba stroji. To vam omogoča, da uporabite iste škatle za dovajanje in dobite enake stopnje podajanja.
Kinematične verige mize, prečka in njen mehanizem premikanja, zgornji in stranski oporniki so preprosti in samoumevni.
postelja
Postelja služi kot osnova za vse sestavne dele stroja, ki zagotavlja njihovo gibanje in pravilnost medsebojni dogovor. Zaznava sile od rezalnih sil in mase njegovih sestavnih delov Okvir je votla ulitka, znotraj ojačana z ojačitvami, tako da ima z relativno majhno maso zadostno trdnost in togost. Na posteljo spredaj je pritrjena miza s prednjo ploščo.
Miza in postelja sta povezana z zatiči, ki zagotavljajo visoko togost spoja in delovanje stroja brez tresljajev, kar je potrebno za visoko natančnost obdelanih delov.
Na sprednji strani okvirja so vodila, po katerih se premikata prečni nosilec in stranska podpora. Desno od postelje je pritrjen na telo mehanizma za prenos gibanja na podajalnik, na vrhu pa mehanizem za premikanje prečke.
V posteljo je vstavljen menjalnik. Spodnja notranja votlina okvirja se uporablja kot rezervoar za olje, ki napaja centraliziran sistem mazanje menjalnika in mize.
Menjalnik
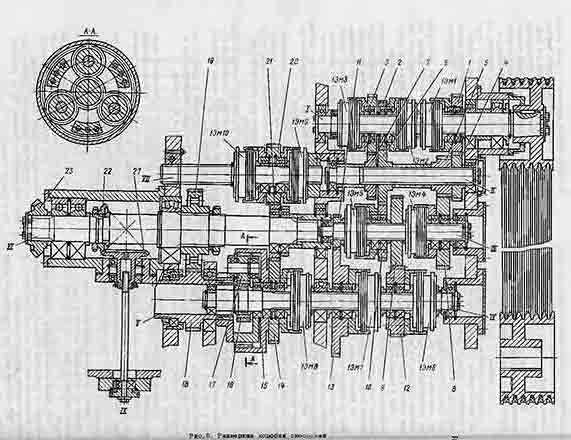
Menjalnik se uporablja za zagotavljanje vrtenja prednje plošče, pa tudi za zagon, ustavitev in spreminjanje hitrosti. Vrtenje na vhodni gredi menjalnika se prenaša z elektromotorja glavnega pogona preko klinastega jermena. Menjalnik obvešča sprednjo ploščo o 18 stopnjah hitrosti.
Krmiljenje škatle s hitrostmi - oddaljeno od viseče plošče.
Prisotnost elektromagnetnih sklopk v menjalniku omogoča preklapljanje hitrosti na poti in s tem zagotavljanje stopenjsko konstantne hitrosti rezanja pri obdelavi končnih površin.
Menjalnik ima šest gredi, nameščenih na kotalnih ležajih v ohišju z ločilno ravnino vzdolž osi gredi XY in y zaradi lažje montaže.
Pri višji hitrosti se zagon izvede postopno v dveh, treh ali pin stopnjah. Število stopenj pospeška se povečuje s povečanjem frekvence vrtenja prednje plošče.
Preklapljanje sklopke med stopenjskim pospeševanjem se izvede samodejno
Spreminjanje hitrosti iz stopnje I v stopnjo II se izvede z vklopom ustreznih kombinacij elektromagnetnih sklopk. Hkrati je sklopka 1Em8 izklopljena in prestavno razmerje planetarnega mehanizma je 1/4 (vklopljeni sta sklopki 1Em9 in 1EM10). Ko so vklopljeni koraki hitrosti 13-18, se prednje plošče sklopk 1Em9 in 1EM10 izklopijo, sklopka 1Em8 pa je vklopljena in prestavno razmerje planetarnega mehanizma je v tem primeru enako I
Za omogočanje tekaškega delovanja prednje plošče, ki se uporablja pri montaži in poravnavi dela, je potrebno stikalo na visečem upravljalniku nastaviti v položaj "Jog start" prednje plošče in pritisniti gumb Start na čelni plošči.
V menjalniku ni posebnih zavornih naprav, prednja plošča pa se zavira s hkratnim vklopom več elektromagnetnih sklopk, ki zapirata dva različna kinematična kroga, ki tvorita "ključavnico". Preostale sklopke menjalnika so izklopljene. Čas upočasnitve čelne plošče je odvisen od hitrosti vrtenja in teže obdelovanca. Približni čas za zaustavitev vrtenja prednje plošče po začetku zaviranja je od 2 do 10 s.
Za zagotovitev hkratnega vklopa zobnikov 15, 16, 17 planetarnega mehanizma je zobnik 16 povezan z gredjo 1U s pomočjo zobniške sklopke, ki omogoča njihovo samoporavnavo.
V menjalniku vijačni zobniki zagotavljajo gladko prestavljanje pri visokih obodnih hitrostih. Vse prestave so v stalni mreži.
Pri preklapljanju hitrosti na poti so možni udarci in upočasnitve pri vrtenju prednje plošče, kar ne vpliva na delovanje stroja in ni okvara.
Mazanje se izvaja iz ločene zobniške črpalke, ogrete na stranski steni ležišča. Olje se po ceveh dovaja do vseh delovnih elementov.
Dovod napetosti na kontaktne obroče vrtljivih elektromagnetnih sklopk se izvaja s ščetkami, nameščenimi na posebnih nosilcih.
Tabela
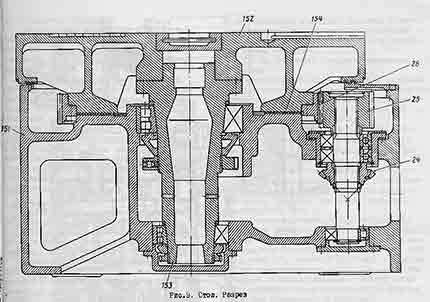
Na sl. prikazana je tabela stroja 1516. Med mizama strojev 1516 in 1512 ni bistvenih strukturnih razlik. Strojni deli so podobni in se med seboj razlikujejo le po velikosti.
Miza je sestavljena iz telesa 151, ki ima krožna vodila, prednje plošče 152 z vretenom 153 in pogona prednje plošče.
Telo mize je ulitek iz litega železa z razvitim sistemom reber, ki ji daje veliko togost.
V zgornjem delu telesa mize so obročasti izrastki, ki vstopajo v obročaste utore čelne plošče in tvorijo labirint. To preprečuje brizganje maziva in ščiti pred odrezki, prahom iz litega železa, emulzijo in drugimi onesnaževalci, ki vstopajo v mizo.
Pogon čelne plošče se izvaja od menjalnika skozi par stožčastih zobnikov s krožnim zobom 23 menjalnika in mizo 24 naprej skozi cilindrični par: zobnik 25 in krono 26, ki sta togo povezana s čelno ploščo.
Za zagotovitev nemotenega delovanja pri znatni hitrosti strojev so zobniki pogona čelne plošče vijačni, stožčasti zobniki pa s krožnim zobom.
Prednja plošča je votla plošča s številnimi notranjimi radialnimi in obročastimi robovi.
Na zgornji ravnini so strojne reže v obliki črke T, ki služijo za pritrditev vpenjalnih čeljusti, raznih naprav ali za neposredno vpenjanje obdelovancev.
Za natančno vgradnjo delov ali montažnih naprav v sredino prednje plošče je v prednji plošči izvrtana centrirna luknja, ki je s posebnim čepom zaščitena pred zarezi.
Osnovna različica stroja ima štiri čeljusti za vpenjanje obdelovancev. Vsaka odmika ima neodvisno gibanje.
Menjalnik
Zasnova dovodnih škatel stranskih in zgornjih čeljusti je enaka.
Menjalnik zgornja čeljust nameščen na desnem koncu prečke; dovod stranske čeljusti - neposredno na telo.
Telo dovodne škatle je litoželezno. ulitek v obliki škatle z zadostno togostjo. Vse gredi dovodne škatle so nameščene na kotalnih ležajih.
Pogon napajalnih škatel se izvaja iz navpične navojne gredi HP, ki sprejema vrtenje iz izhodne gredi U1 menjalnika skozi mehanizem za prenos gibanja na dovod. Podajalne škatle povedo čeljusti 18 delovnih pomikov (mm / vrt.) in 18 hitrosti namestitvenih premikov (mm / min). To dosežemo z vključitvijo ustreznih kombinacij elektromagnetnih sklopk napajalnih škatel.
Vsi zobniki napajalnih škatel so v stalni mreži.
Sklopka Em7 gredi XSh se uporablja za vklop delovnih pomikov. Ko je vklopljen, se izvede kinematična povezava med navpično gredjo mehanizma za prenos gibanja na dovod in dovodno škatlo. Ko je ta sklopka izklopljena, je mogoče vklopiti namestitvene premike čeljusti iz ločenega elektromotorja, ki je pritrjen na telo dovodne škatle.
Glede na zahtevano smer podajanja - desno, levo, gor, dol - se vklopi ena od štirih smernih sklopk Em1, Em2, Em5, EMZ in ena od izhodnih gredi XX ali XXI se vrti v izbrani smeri.
Zavorne sklopke Em3, Em4 na gredi XX in XXI služijo blažitvi vztrajnosti čeljusti in odpravljanju prekoračitev.
Uporaba elektromagnetnih sklopk omogoča daljinsko upravljanje: vklop in izklop delovnih pomikov in namestitvenih premikov ter izbiranje in preklapljanje dovodov na poti z viseče nadzorne plošče.
Prečka in mehanizem za premikanje prečke
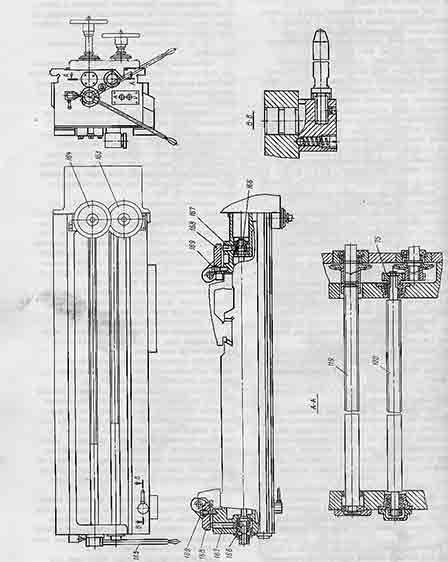
Prečka je nameščena na navpičnih vodilih okvirja. Telo prečke je ulitek, katerega prečni prerez ima vodoravna pravokotna vodila, po katerih se premika zgornja čeljust.
Med horizontalnima vodiloma v niši sta tekalna gred 119 in tekalni vijak 120, ki sta nameščena na kotalnih ležajih, ki se nahajajo v izvrtinah prečnih nosilcev.
Prečka ima navpično namestitev vzdolž vodil okvirja, ki jo izvaja mehanizem za premikanje prečke z uporabo dveh vijakov 116 in matic 104, ki sta togo povezana s prečko.
Mehanizem za premikanje prečke je nameščen na zgornji ravnini okvirja in je sestavljen iz dveh polžastih zobnikov, ki jih poganja ločen reverzibilni elektromotor. Zobniška sklopka II7, sestavljena iz polovic sklopke in povezuje gred motorja z gredjo 118, služi za namestitev prečke vzporedno z delovno površino čelne plošče. Z obračanjem polovice sklopke za en zob se prečni nosilec premakne za 0,005 mm.
Prečka se lahko namesti na vodila ležišča na različnih višinah znotraj njenega hoda. Hkrati je varno pritrjen ročno s posebnim vpenjalnim mehanizmom.
Gibanje prečke je prepleteno z vpenjalnim mehanizmom, tako da se, ko je prečka vpeta, njeno gibanje ne vklopi.
Gumbi za premikanje prečke "navzgor" in "dol" se nahajajo na levem koncu prečke pod ročajem mehanizma za vpenjanje prečke.
Za premikanje prečke se vpenjalni ročaj 165 umakne v desno. Ko pritisnete gumb "Gor" ali "Down", se prečka začne premikati. Gibanje traja, dokler je gumb pritisnjen oziroma dokler prečka ne doseže končnega položaja in pritisne eno od končnih stikal, ki omejujejo njeno gibanje.
Na koncu gibanja se vpenjanje prečnega nosilca na nevodilne nosilce izvede z obračanjem ročaja v levo.
Za zagotovitev stabilnega položaja prečke, ko je spuščena in za izbiro vrzeli, je električni tokokrog zasnovan tako, da se ob sprostitvi gumba elektromotor obrne in prečka se samodejno dvigne, nato pa se elektromotor ugasnjen.
Da prečni nosilec ne pade v primeru nenamernega striženja zavojev glavne matice 104, obstaja jeklena zaskočna matica, ki ujame prečni nosilec.
Zgornja čeljust
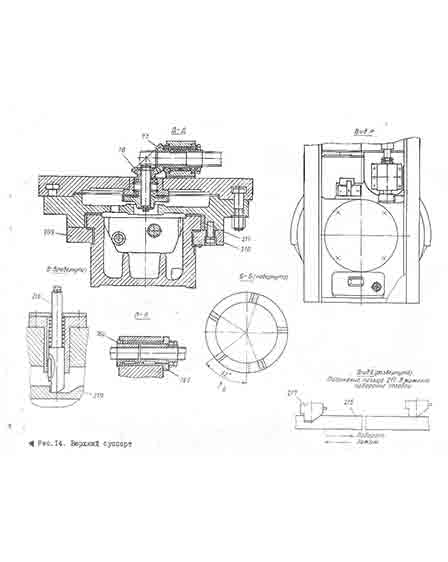
Zgornja čeljust je sestavljena iz: spodnjega dela - prečnega drsnika 196, ki se premika po vodoravnih vodilih prečnega nosilca; zgornji vrtljivi del - vrtljivi drsnik 197, drsnik 198 s kupolo, ki se premika v vodilnem vrtljivem drsniku; mehanizmi za pogon gibanja čeljusti in drsnika, obračanje in pritrditev kupole.
Prečni drsnik je izdelan v obliki plošče.
Na zadnji strani ima drsnik ravna vodila, katerih oblika in dimenzije ustrezajo sprednjim vodilom prečke.
Deske 199, 200 in zagozdi 201, 202, nameščeni na zadnji strani prečnega drsnika, jih držijo na prečnih tirnicah. S pomočjo klinov se regulira reža med vodili in letvicami, ki nastane med delovanjem stroja. Poleg tega sta nameščena dva razkladalnika za izbiro reže med spodnjim vodilom prečnega nosilca in drsom, pa tudi za zmanjšanje obrabe srednjega vodila in olajšanje premikanja čeljusti. Valj 203, nameščen na igelnem ležaju, se valja po zgornji tirnici prečnega nosilca. Belleville vzmeti 204 potegnejo čeljust navzgor, medtem ko vodilo prečke razbremenijo za približno 3/4 njegove mase.
Na sprednji ravnini prečnega drsnika so krožne T-reže, ki vključujejo vijake 224 za pritrditev vrtljivega drsnika.
Vrtljive sani se lahko zavrtijo za 45° na eno ali drugo stran. Vrtenje se izvaja ročno s pomočjo polža 105, ogretega na vrtljivem drsniku, in zobniškega sektorja, katerega zobje so vrezani na obodu prečnega drsnika.
Vodoravno gibanje čeljusti vzdolž prečnih nosilcev, ki so usmerjeni v njih, se izvaja s pomočjo vodilnega vijaka 120 in matice 76, ki sta togo povezana s čeljustjo. Vodilni vijak se vrti z izhodne gredi XX dovodne škatle. Matica 76 je sestavljena iz dveh polovic, od katerih je ena 76a pritrjena glede na čeljust, druga 76b pa ima možnost aksialnega premikanja, kar vam omogoča nastavitev reže v navojna povezavače je matica obrabljena.
Horizontalna čeljust (bočno)
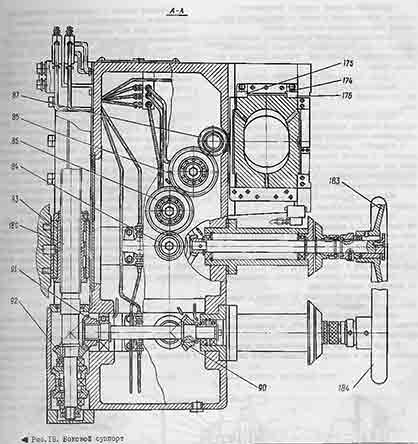
Stranska podpora je sestavljena iz telesa 170, drsnika 171 in mehanizmov za gibanje.
Telo stranske podpore je ulitek v obliki škatle iz litega železa, ojačan z notranjimi stenami in ojačitvami.
Pogonski mehanizmi gibanja se nahajajo v telesu. Na zadnji strani ima telo vodila za navpično premikanje čeljusti po vodilih okvirja, na sprednji strani pa vodila za premikanje drsnika.
Vodila imajo bronaste obloge, ki povečajo njihovo odpornost proti obrabi.
Čeljust drži na vodilih ležišča s trakom 172 in klinom 173, kar omogoča nastavitev reže in izravnavo obrabe vodil.
Drsnik je na vodilih pritrjen z nadglavnim trakom 174 in zagozdi 175, 176.
Premiki čeljusti v drsniku so omejeni s končnimi stikali.
Za zaščito vodil pred odrezki in prahom
nameščena zaščitna strgala.
Stranska čeljust je pritrjena na nosilce z vijakom 177, drsnik na vodilih čeljusti pa je privit 178.
Drsnik in čeljust se lahko premikata tako mehansko kot ročno z vztrajnikom 183 in 164.
Delovni pomiki in namestitveni premiki se poročajo čeljusti prek dovodne škatle. Gibanje izhodne gredi XXI dovodne škatle (navpično gibanje) se prenaša na gred čeljusti 179, nato pa prek dveh para stožčastih zobnikov 89 in 90,
91 in 92 na vodilnem vijaku 180.
Matica vodilnega vijaka je togo povezana z okvirjem. Zasnova matice omogoča možnost prilagajanja za izravnavo obrabe in izbranih vrzeli.
Z vodoravnim gibanjem se gibanje od izhodne gredi XX dovodne škatle prenaša na nosilno gred 181 in nato preko dveh para cilindričnih zobnikov 84, 85 in 86, 87 na par vijačnih matic 182-88. Matica vodilnega vijaka je togo povezana z drsnikom. Zasnova matice zagotavlja možnost izbire vrzeli med delovanjem.
Drsnik stranske podpore ima štiristransko vrtljivo držalo orodja 195, ki je nameščeno na zatič 191, ki je togo povezan z drsnikom.
V delovnem položaju je držalo orodja varno pritrjeno s ploščatimi zobniškimi sklopki 192 in 193.
Za enostransko odmik in osvetlitev ročno gibanječeljust in nanjo pritrjena napajalna škatla sta uravnotežena z obremenitvijo, ki je nameščena v notranjo votlino ležišča. Stranska podpora je povezana z bremenom z jekleno vrvjo, ki poteka skozi vodilne valje.
Žični diagram
Vrtiljačne stružnice so zasnovane za obdelavo obdelovancev velike mase in premera z relativno majhno dolžino. Da bi to naredili, je vreteno stroja nameščeno navpično - njegov zgornji konec je povezan s podložko, na katero je pritrjen obdelovanec (za pritrditev ima plan-podložka radialno drsne odmikače).
Rotacijski stroj 1516 vam omogoča izvajanje vseh obdelovalnih operacij, značilnih za opremo stružne skupine: struženje površin, vrtanje, vrtanje, vrtanje lukenj, obdelava stožčastih in valjastih elementov (tako zunaj kot znotraj obdelovanca) itd.
Remont strojev 1516
Remont stružnice je sprejemljiva alternativa nakupu nove opreme. Med remontom pride do popolne obnovitve lastnosti stružnice, ki jih je v njeno zasnovo prvotno vključil proizvajalec. Hkrati se izkaže, da so stroški večje prenove za red manjše od cene nove opreme (ob upoštevanju dejstva, da so številni stroji že ukinili, jih ni mogoče kupiti novih, uvoženih analogov pa je zelo drago!).

Naše podjetje izvaja remont strojna orodja različne vrste. Visoka kvaliteta delo je odvisno od razpoložljivosti potrebnih tehnoloških zmogljivosti - saj se popravilo izvaja v tovarni z uporabo sodobnih materialov in rešitve.
V procesu remonta stružnice 1516 se izvedejo naslednje operacije: . popolno razstavljanje stroja (vključno s podrobnim razstavljanjem enot in sklopov);
Temeljito odpravljanje težav (določanje seznama delov, ki jih je treba zamenjati/obnoviti);
Popravek geometrije stroja (vključno z brušenjem vodil ležišča);
Zamenjava vijačnega para križnega podajanja;
Popolna zamenjava vseh gumijastih izdelkov (RTI), kot tudi tesnil iz klobučevine, čistil za umazanijo itd.;
Natančna revizija vzglavja (če je potrebno, brušenje stožca vretena);
Zamenjava vseh ležajnih enot;
Zamenjava zobatih zobnikov v menjalnikih;
Revizija sklopa čeljusti;
Popravilo dovodne škatle in predpasnika;
Ocena zadnjega dela (če je potrebno - brušenje stožca peresa ali namestitev novega);
Zamenjava električnih vodov, vodnikov in drugih elementov električnega tokokroga;
Na koncu popravila vsi deli karoserije stroja so pobarvani.
Nato gre oprema skozi preskusni cikel (v skladu s specifikacijami proizvajalca).
Na željo kupcev vgrajujemo na stružnico frekvenčni pretvornik. To odpravlja potrebo po menjalniku. To zmanjša stroške energije za pogon zobnika in izgube zaradi trenja, kar pomeni, da se poveča energijska učinkovitost opreme. Dodaten plus: frekvenčni pretvornik omogoča brezstopenjsko spreminjanje hitrosti vretena z zelo majhnim korakom.
Zagotavljamo kakovost prenovljene opreme in skladnost prenovljene vertikalne stružnice 1516 z vsemi zahtevami glede natančnosti. Kot tudi širitev svojih tehnoloških zmogljivosti z uporabo sodobnih delov, sklopov in CNC električnih krmilnih sistemov v procesu popravil.






