Fúrógép. Fúrógép - minden szögből nélkülözhetetlen felszerelésről
Termelés és ipari technológiák
Gép 2H135 ábra. A 2. táblázatban T-hornyok találhatók a satuszerelvények vagy alkatrészek rögzítéséhez. Rizs. Rövid Műszaki adatok szerszámgép 2Н135 Az asztal munkafelületének méretei mm szélesség x hossz 450x500 A legnagyobb fúrási átmérő acélban mm 35 Az orsó Morse kúpja 4. számú Az asztal legnagyobb függőleges elmozdulása mm 300 Orsó fordulatszám fokozatok száma 12 Orsó fordulatszám min1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Orsó előtolási lépések száma 9 Orsó előtolások mm ford. 01; 014; 02;...
Függőleges fúrógép berendezése és beállítása furatok megmunkálásához
Célkitűzés: megismerkedjen a függőleges fúrógép céljával, berendezésével, kinematikai diagramjával, a használt furatmegmunkáló és vágószerszámokkal, a gép beállításával, beállításával.
Berendezések és anyagok.Függőleges fúrógép, gépi satu, acél tuskó StZ 100-as méret x 150 x 50 mm; fúrók 015; 28 mm; süllyesztő 029, 75; dörzsárak 029, 95 és 30 H7; süllyesztés 030 mm; adapter perselyek Morse kúpos KM4-3; 4-2; körző; érdesség szabványok.
A függőleges fúrógépeket úgy tervezték, hogy lyukakat készítsenek tömör fém munkadarabokon fúró segítségével, majd ezt követően feldolgozzák.süllyesztők, dörzsárak, süllyesztők, süllyesztők, csapok, marók,kombinált szerszámok egyéni és kisüzemi termelés körülményei között.
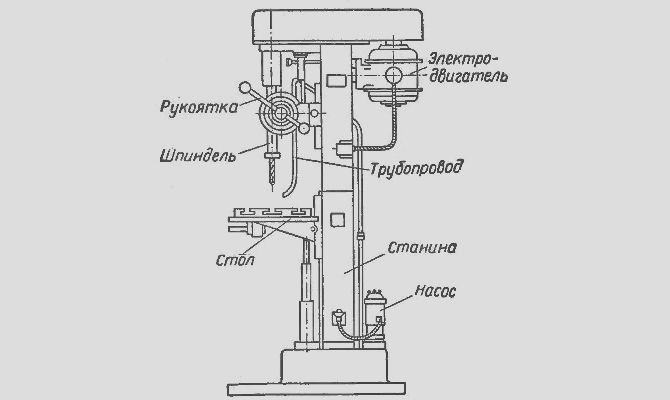
A 2H135 gép (1. ábra) a következő fő alkatrészekkel rendelkezik: 1. lemez, 3. oszlop, 2. táblázat, 6. fejtartó. A vágószerszám a 4. orsó belső kúpjában (4. morze) van rögzítve. Az 1. a gép, belső ürege pedig hűtőfolyadék tartály. A függőleges vezetőoszlopok 3 lehetővé teszik a 6 fejszár és a 2 asztal mozgatását a munkavégzéshez kényelmes helyzetbe. Az oszlopon belüli fejtartó kiegyensúlyozásához egy teher felfüggesztésre kerül. A 2. táblázat T-hornyokat tartalmaz satu, rögzítőelem vagy munkadarab rögzítéséhez. A b fejrészen van egy villanymotor és a fő mozgás és előtolás meghajtására szolgáló mechanizmusok, az orsó forgásának bekapcsolására szolgáló mechanizmusok, egy orsó és a gépvezérlők.
1. ábra. Függőleges fúrógép 2H135
A lyuk fúrásához a kézikereket 5 "maga felé" fordítva engedje le az orsót. Az orsó előtolás automatikusan bekapcsol, amikor a fúró a munkadarabon fekszik. A fúrási mélységet a 12 bütyök, a menetvágást a 14 bütyök állítja be. A bütykök a 13 szár mentén vannak beállítva. Az orsót az 5 kézikerék „maga felé” forgatásával lehet megemelni. Ezzel letiltja az orsó előtolását.
A 7-es fogantyú tartalmazza a szükséges orsó-fordulatszámot. A 11-es fogantyú tartalmazza a kívánt adagolást. A gép a 9-es kapcsolóval csatlakozik a hálózathoz, a hűtőfolyadék ellátása a 10-es kapcsolón keresztül történik. A 8-as vezérlőgombok lehetővé teszik az orsó be- és kikapcsolását.
A gép rövid műszaki jellemzői
2Н135
- Az asztal munkafelületének méretei,
mm (szélesség x hossz) 450 x500
- Maximális fúrási átmérő
acélban, 35 mm
- Orsó morze kúpos№4
- Maximális függőleges mozgás
asztal, 300 mm
- Az orsó sebességfokozatainak száma 12
- Orsó fordulatszám, min-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Az orsó előtolási lépéseinek száma 9
- Orsó előtolás, mm/ford 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- A főmozgás hajtás villanymotorjának teljesítménye, kW 4 A gép kinematikai diagramja a 2. ábrán látható. Lánc
fő mozgása az elektromos motort köti össze ml U1 orsóval 25-30-35, 35-42, 50-15 blokkokkal ellátott sebességváltón keresztül. A főmozgás hajtásának kinematikai láncának egyensúlyi egyenlete:

A gép 12 különböző orsó-fordulatszámra állítható be a tartományban p w = 31,5-1400 ford./perc,
Az orsó és a hüvely minden egyes fordulatánál függőleges előtolás történik a kerékről z \u003d 34. Ez a lánc 34/60-as és 10/54-es állandó fogaskerekekből, 16-31-45 és 26-31-36-os hajtómű fogaskerekekből, M2 tengelykapcsolóból, M3 biztonsági tengelykapcsolóból, 1/60 csigakerékből és fogaslécből és fogaslécből áll 2 = 13 fogaskerék, amely t = 3 mm-rel mozgatja a sínt és az orsó 4 hüvelyét.
Ennek a kinematikai láncnak a mérlegegyenlete a következő:

A gép a tartományban kilenc különböző előtolásra állítható be s p \u003d 0,1-1,6 mm / ford.
Az orsó kézi mozgatása a kézikerék előtolással történő elforgatásával történik
S in = 122,46 mm / ford.
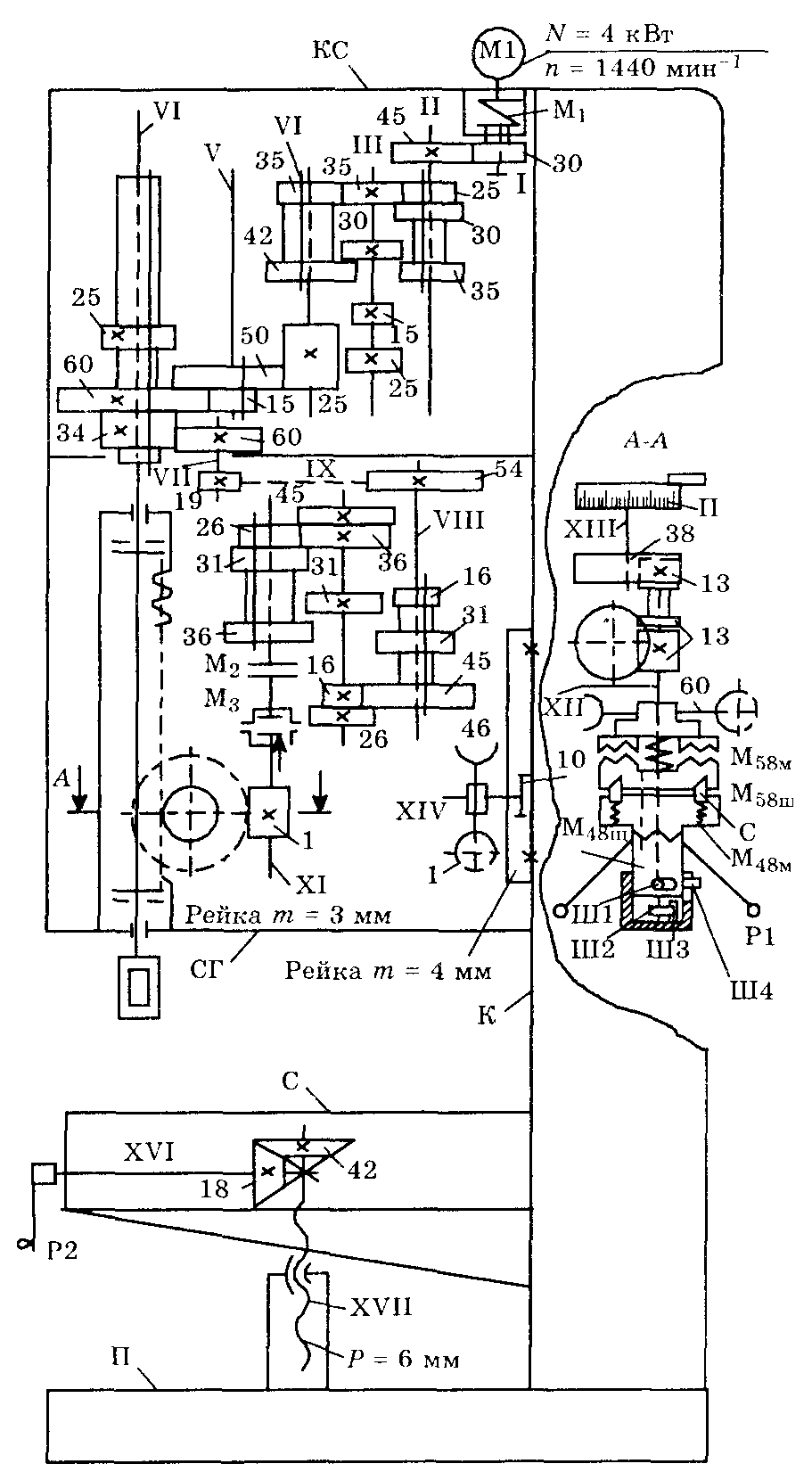
2. ábra. Függőleges fúrógép kinematikai diagramja 2N135
Furatok kialakítása függőleges fúráskor
szerszámgépek
Függőleges fúrógépeken a következő módszereket alkalmazzák a lyukak kialakítására.
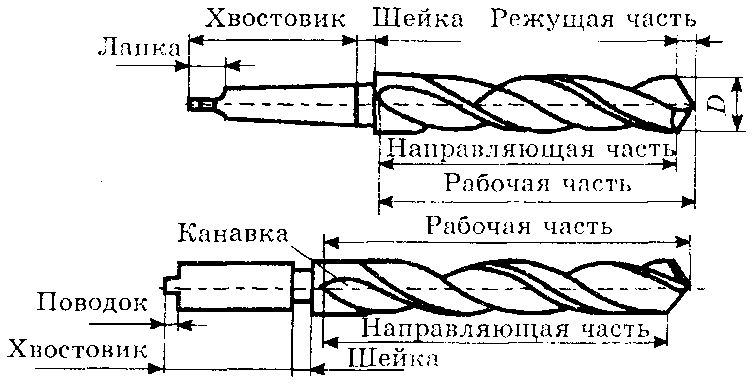
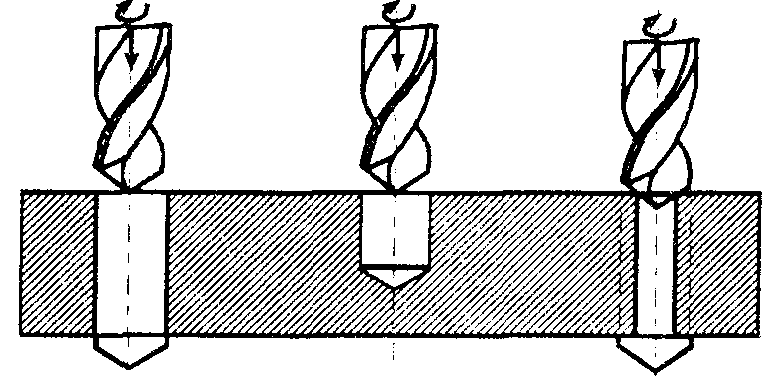
1. Tömör fém fúrása és dörzsárazás spirál-, ásó- és csigás fúróval (3. ábra, a B C) Csigafúrókkal átmérőjű lyukakat készítenek d = 0,3-85 mm és mélység 10-ig d, toll - átmérő d = 6...40, csavar - átmérővel d= 5...20 30 mélységű furatokhoz d. A fúrás 14-12 minőségi pontosságot és 12-25 mikronos felületi érdességeket biztosít.A csigafúró (4. ábra) egy kétfogú szerszám, amely egy munkadarabból, egy nyakból, egy hengeres vagy kúpos szárból és egy lábból áll. A munkarész egy két fő vágóéllel rendelkező vágórészből, egy keresztirányú vágásból (híd) és egy két vezetőrészből áll.
segédélek (szalagok) a fogak spirális felületén és hornyok a forgácskilépéshez. A spatula fúró egy vagy kétlépcsős penge, és nehéz munkakörülmények között használható. A csigafúró háromszögletű köszörült horonyprofillal és sík csiszolt elülső és hátsó felülettel rendelkezik.
2. Öntvényben, kovácsolt vagy sajtolt vagy előzőleg tömör és héjas süllyesztéssel fúrt lyukak süllyesztése. A süllyesztő egy 3 vagy 4 fogú szerszám, amely jobb furatközpontosítást és nagyobb merevséget biztosít. A dörzsárazási ráhagyás 0,5-3 mm. Süllyesztéskor 11 fokos pontosság és felületi érdesség biztosított Ra = 3,2-6,3 µm.
3. Pontos furatok kiépítése (5. ábra) dörzsárral: kézi vagy gépi, hengeres, kúpos és lépcsős; egyenes és spirális hornyokkal, jobb és bal vágás. A dörzsár 6-12 fogú,
nagy merevség. A dörzsárazási ráhagyás: 0,15-0,5 mm-es merüléssel; befejező - 0,05-0,15 mm. 9-7 minőségi pontosság és felületi érdesség, Ra = 0,8-1,6 µm vagy kevesebb.
4. Süllyesztés és süllyesztés - kúpos feldolgozás (6. ábra, a, b) és végei (6. ábra, c) a lyukak felületei és a "highlanders nyúlványok" (6. ábra, G).
5. Fúrás végtüskékbe rögzített fúróvágókkal.
6. Menetelés gépi menetfúrókkal, a menetfúrók típusait a 8. ábra mutatja.
 7. Plasztikus deformáció módszere görgős görgők és kalibráló eszközök segítségével
7. Plasztikus deformáció módszere görgős görgők és kalibráló eszközök segítségével
3. ábra. Lyukak fúrása és dörzsárazása Rizs. 4. csavarfúró

5. ábra. Lyukak fúrása dörzsárakkal

6. ábra. Lyuk minták


7. ábra. Furatok sémája maróval (a) és úszótömbbel (b)
8. ábra. Csapok típusai: a - kézi (1. sz. - huzat, 2. sz. - közepes, 3. sz. - simító), b - gépi kézi, c - gép, d - kúpos
8. Megmunkálás kombinált szerszámokkal: fúrószár, süllyesztőfúró, menetfúró, dörzsárfúró stb.
Gépbeállítás furatmegmunkáláshoz 03OH7
Lyukformálás, 03OH7 (7 pontossági fokozat) felületi érdességekkel Ra = 1,6 µm tömör fémben, ajánlott a következő sorrendben végrehajtani:
- lyuk fúrása 015 mm-es csavarfúróval;
- lyukat fúrni fúróval 028 mm;
- süllyesztő furat süllyesztővel 029,75 mm;
- durva söprés 029,95 mm;
- finom dörzsárazás 03OH7 dörzsárral.
A 03OH7 furat feldolgozási feltételeit az 1. táblázat tartalmazza.
Asztal 1
Feldolgozási feltételek

Valamint más művek, amelyek érdekelhetik Önt |
|||
| 79178. | Technika és technikatudomány a modern globális tanulmányok kontextusában. A technika mint a modernitás kommunikációs stratégiája | 28KB | |
| Technika és technikatudomány a modern globális tanulmányok kontextusában. A technika mint a modernitás kommunikációs stratégiája. tág értelemben technológiafogalmak: mesterséges vagy szervezett technika, amely fokozza, javítja vagy megkönnyíti a cselekvést, írástechnika, úszástechnika, kérdések technikája stb. A technológia kreatív természete, azok sokfélesége; szempontjából... | |||
| 79180. | A technológia és a technológiai tudás fejlődésének etikai vonatkozása. A tudományos tevékenység és a műszaki tervezés erkölcsi dimenziója, a szabadság és a felelősség problémája | 15,99 KB | |
| A technológia és a technológiai tudás fejlődésének etikai vonatkozása. Ugyanakkor a tudomány és a technológia fejlődése nemcsak előnyökkel jár az embereknek, hanem számos felfedezés veszélyezteti az emberiség létét és az egész földi életet. A technológia felfogásának 2 szintje: Pozitív. | |||
| 79181. | A technológia teológiai fogalmai. A technika a vallási tapasztalat részeként, a technotudomány összefüggése a fenomenális és a noumenális között | 12,83 KB | |
| A technológia teológiai fogalmai. A technológia fogalma, mint találkozás Istennel Friedrich Dessauer 1881-1963. Művek Műszaki kultúra 1908 Technikafilozófia. A megvalósítás problémája 1927 Lélek a technika szférájában 1945 és Viták a technológia körül 1956. | |||
| 79182. | A műszaki újítások filozófiai vonatkozásai. Műszaki találmány és tudományos felfedezés kapcsolatában | 33 KB | |
| Ha az innovációról beszélünk, nagyon gyakran új, szenzációs és egészen hétköznapi jelenségek felfedezését jelentik. Az újítások között megfontolandó az új fogalmak, új kifejezések bevezetése is. Beszélhetünk például a kutatási programok megváltoztatásáról, ezen belül új kutatási módszerek és eszközök létrehozásáról és a gyűjtési módszerek programjainak megváltoztatásáról, új kérdések felvetéséről új jelenségek felfedezésével vagy kiemelésével, új rendszerezési módok megjelenéséről. tudás. | |||
| 79183. | A technotudomány ökológiai diskurzusa | 29,5 KB | |
| A technológia negatív társadalmi és egyéb következményeinek problémái A mérnök etikai önrendelkezésének problémái a mérnöki szakma megjelenésének pillanatától kezdve felmerültek. Ma az emberiség alapvetően új helyzetben van, amikor az új berendezések és technológiák bevezetésének következményeinek problémái iránti figyelmetlenség az egész civilizáció és a föld bioszférája számára visszafordíthatatlan negatív eredményekhez vezethet. Ezenkívül a tudományos és technológiai fejlődésnek abban a szakaszában vagyunk, amikor az ilyen következmények lehetségesek és szükségesek ahhoz, hogy legalább részben előre láthassuk és ... | |||
| 79184. | Technika és technotudomány a szinergetikus paradigma keretein belül. A technológia mint önszervező rendszer | 22,5 KB | |
| Sherrington szinergikus vagy integratív összehangolt cselekvésnek nevezte idegrendszer gerincvelő az izommozgások szabályozásában. Zabusky 1967-ben arra a következtetésre jutott, hogy szükség van egy egységes szinergikus megközelítésre, vagyis a hagyományos analízis és a numerikus gépi matematika együttes alkalmazására, hogy megoldást találjanak az egyenletrendszer matematikai és fizikai tartalmára vonatkozó ésszerűen feltett kérdésekre. Szinergikus megközelítés a természettudományban Alapelvek A természet hierarchikusan felépített... | |||
| 79185. | Technika és technotudomány a futurológiai elméletekben. A technológia fejlődésének jellemzői a posztindusztriális társadalomban | 15,58 KB | |
| Az információs társadalom fogalma a posztindusztriális társadalom egyfajta elmélete. A tőke és a munka, mint az ipari társadalom alapja, átadja helyét az információnak és a tudásnak információs társadalom. A technotronikus társadalom elmélete Z. Brzezinski szerint egy szociológiai koncepció, amely azon a tényen alapszik, hogy az új technológiák és az elektronika döntő tényező a társadalmi-gazdasági változásokban és a konvergencia társadalmi előrehaladásában. különféle rendszerekés előre meghatározzák a társadalom belépését a technotronikus korszakba. | |||
| 79186. | A technológia és a technológiai ismeretek filozófiai diskurzusa, lényege, tárgya és sajátossága a filozófiai tudás általános rendszerében. Tudományfilozófia és technológiafilozófia kapcsolatukban | 38KB | |
| Itt a természettudomány és a technikatudomány számos kritikus fejlődési útja fonódik össze: a hasonlóság elméletének fejlesztése a hasonlóság új formáinak fejlesztése fizikai folyamatok ideértve a fibbonaciánus sorozatokkal spirálisan kalibrált természeti fejlődési folyamatok szimmetriájának elvei alapján hibrid modellezési technológiák fejlesztését, beleértve V. Wenda hibrid intelligens rendszerek elméletét is; termodinamikai és az abból származó szinergetikus modellezés fejlesztése; a kísérlettervezés elméletének fejlesztése a... | |||
Fúrógép– ideális berendezés nagy pontosságú furatok fúrásához. Ez volt az eredeti célja. A modern fúróberendezéseken nem csak tökéletesen kerek keresztmetszetű, akár 100 mm átmérőjű furatokat készítenek, hanem a megfelelő rögzítések és szerszámok segítségével számos egyéb műveletet is végeznek.
1 A fúrógépek célja, berendezése és működési elve
A fúrógép fő célja, hogy lyukakat készítsen (átmenő és vak) munkadarabokon és különféle anyagok forgácsok eltávolításával fúrószerszámként. Az ilyen típusú berendezések teljes flottájának oroszlánrészét különféle ipari gépek adják, és csak néhány típus háztartási, csak rendeltetésszerűen, személyes vagy oktatási célokra használják. Az ipari berendezések a fúráson kívül más műveleteket is végezhetnek, amelyeket az alábbiakban ismertetünk.
A fúrógép általános eszköze és működési elve a legkönnyebben szétszedhető a berendezés háztartási típusainak példáján. Mindegyik meglehetősen kompakt és ideális az otthoni műhelyben való használatra. Asztalra vagy bármely más magaslatra való felszerelésre készült, amely megkönnyíti a használatot, és a függőleges fúráshoz tartozik. Ez a legelterjedtebb berendezéstípus a tervezés szempontjából.
A háztartási fúrógép tervezése a következő fő elemeket tartalmazza:
- orsófej, amelybe fúrótokmány van rögzítve;
- fúrófej, amelybe egy orsófej és egy szíjhajtású villanymotor van beépítve;
- függőleges állványoszlop, amelyre a fúrófejet rögzítik;
- masszív keret - öntött fémből (acélból vagy öntöttvasból) készült lapos tartó, amely biztosítja a gép stabilitását, amelyhez az állvány mereven rögzítve van.
A fúrógép egyszerűen felszerelhető egy asztallal, vagy a tartóban lévő lyukakon keresztül a munkaasztalhoz csavarozható.
A fúrást a gépen, valamint az ipari berendezések és egyéb műveletek használatakor az orsó fő- és segédmozgásai - az előtolás forgása és transzlációs mozgása - miatt hajtják végre.
Függőleges előtolás - az orsó fentről lefelé mozog. Ezért ez a függőleges fúróberendezésekre vonatkozik. Az orsót egy speciális adagoló fogantyú segítségével kézzel mozgatják.
2 Gépelemek működése és interakciója az otthoni műhely számára
Az orsót elektromos motor hajtja. Háztartási gépeken 250-1000 watt lehet. A motor tengelyének forgása az utóbbi hajtásán keresztül az orsóhoz egy szíjmechanizmus segítségével kerül továbbításra, beleértve a V-alakú szíjtárcsákat is. Sok gépen beállíthatja a fúró forgási sebességét. Szíjhajtásukban szíjtárcsák vannak, amelyeken több különböző átmérőjű horony (sín) található a szíj számára. Az orsó fordulatszámának megváltoztatásához először ki kell kapcsolnia a fúrógépet. Ezután dobjuk a szíjat a szíjtárcsa egyik helyzetéből a másikba, és kapcsoljuk be az elektromos motort. Így 450-3000 ford./perc tartományban változtathatja a fordulatszámot. Bármilyen kisebb sebességet állít be, ha nagy lyukakat kell fúrni keményfába és fémbe.
A háztartási berendezések fúrótokmánya megegyezik az elektromos fúrókra szerelt fúrótokmányokkal, és általában legfeljebb 12 mm átmérőjű fúrókhoz tervezték. 3 öncentráló pofával rendelkezik, amelyek körültekerik és rögzítik a szerszám szárát. Speciális kulccsal a fúrótokmány rögzítése vagy meglazítása a fúró rögzítése, illetve eltávolítása érdekében történik.

Háztartási gépen 20-90 cm a maximális munkadarab magasság, amelybe lyukat lehet fúrni, ez a különböző berendezéseknél eltérő. Az oszlop mentén emelhető és leengedhető fúrófej legmagasabb pozíciójának magasságától függ. A legkisebb könnyű gépeken ez általában magát a fúrómodult közvetlenül kézzel mozgatva, a nagyobb és nehezebb modelleknél pedig speciális fogantyúval vagy kézikerékkel felszerelt meghajtással történik. BAN BEN kívánt pozíció a fej egy erre kialakított fogantyúval van rögzítve. Ugyanígy a fúrt furatok mélységét állítjuk be és minimális magasság munkadarabokat, mivel az orsóra szerelt tokmány maximális lenyúlása előtoláskor kicsi - géptípustól függően 5-40 cm.
A fúrógép másik fontos jellemzője a fúró túlnyúlása. Ez a távolság a fúrótokmányba rögzített fúró vagy más szerszám középső függőleges tengelye és az állvány között. Minél nagyobb, annál jobb - ez attól függ, hogy milyen messze lehet lyukat fúrni a munkadarab szélétől. A háztartási gép túlnyúlása 10-20 cm.
A berendezés vázának kellően nehéznek és nagynak kell lennie - súlyának és méreteinek megfelelőnek. Ellenkező esetben nem tudja biztosítani a gép elfogadható stabilitását és működésének stabilitását. A keret felső, a tokmány felé néző oldala asztali munkafelületként szolgál. Részben vagy teljesen teljesen sík felületű, több résszel: a középső az asztal és a fúró kölcsönös károsodása nélkül biztosítja a lyukak fúrását, az oldalsó pedig satu, sablonok és ütközők felszerelésére használható.

A fúrótokmányban rögzített fúrót a jobb oldali fúrófejre szerelt kar típusú adagoló fogantyú megnyomásával engedjük le a munkadarabra. Rugós terhelésű, és amikor az ütés megszűnik, magától, automatikusan visszatér eredeti helyzetébe. Egyes gépeknél a visszahúzó mechanizmus egy szorítókarral blokkolható, így a fogantyú, és így a fúró is egy bizonyos helyzetben marad.
A villanymotor működését indító és leállító gombjai vezérlik. Lehetséges egy fordított forgáskapcsoló is. Az elektromos motor tápfeszültsége általában 220 V.
3 Kiegészítő felszerelés háztartási gépekhez
A fúrógép speciális munkaasztallal szerelhető fel, állványra rögzítve. Egyes berendezésmodelleknél kézzel le- és felemelhető, majd szorítócsavarral rögzíthető a kívánt helyzetbe. Másoknál fogasléces adagoló mechanizmus van felszerelve, amelyet egy kar fogantyú hajt meg. Így az akasztóasztal segítségével beállítható a munkadarab magassága és a fúrt furatok mélysége. Kivágások is vannak rajta. Ugyanarra a célra készültek, mint az ágy munkaasztala.

Az ilyen berendezéssel ellátott fúrógép 2 típusú. Az első ágy szerkezetileg csak fő funkcióját tölti be - támasztékként, a másodikat pedig - a fent leírtak szerint - kiegészítő asztalként. A berendezés felszerelhető ferde függőasztallal - a függőleges tengely körül forgatható. Olyan fúrógépet kell választani, amelynek asztala 45 ° -os szögben dönthető.
A fúrógép felszerelhető a fúrási mélység beállítására szolgáló mechanizmussal. Használatához meg kell jelölni a kívánt furatmélységet a munkadarab oldalán. Ezután engedje le a tokmányt arra a szintre, amelynél a fúró hegye egy síkban van a jelöléssel, és húzza meg a mélységállító szorítókarját, ezzel korlátozva a szerszám löketét.

Sok berendezésmodell védőburkolattal van felszerelve - védő képernyő. Célja, hogy megakadályozza a bő ruházat és a hosszú haj elemeinek beesését és ráhúzását a forgó patronba. A védőburkolat általában átlátszó műanyagból készül, és fúrás előtt felemelhető, leengedhető és elforgatható, hogy biztonságosan zárja a gépi tokmányt.
4 típusú ipari gépek - a fúrási munkák teljes skálája
Néhány speciális gép kivételével szinte minden ipari gép univerzális - nemcsak fúrásra, hanem számos egyéb műveletre is alkalmas. A fémmegmunkálás során használt szerszámgépek a következőkre oszthatók:
- Asztali - kis átmérőjű lyukak fúrására és feldolgozására szolgál. 3, 6, 12 és 16 mm-es maximális szerszámátmérőre gyártják.
- Függőleges fúrás vagy oszlopos fúrásnak is minősülnek. Olyan furatokkal végzett munkák elvégzésére szolgálnak, amelyek átmérője elérheti a 18, 25, 35, 50 és 75 mm-t. Az oszlopos gépeket alkatrészek és munkadarabok viszonylagos megmunkálásakor használják nem nagy méretek javítóműhelyekben a kisüzemi és egyedi gyártás feltételeit.
- Radiális fúrás - nagy és nehéz munkadarabokat, valamint olyan részeket dolgoznak meg, amelyekben a lyukak körív mentén helyezkednek el. Ezt egy nagy orsó túlnyúlás biztosítja - 1300-2000 mm. Ezenkívül ezen a berendezésen a szerszám tengelyeinek és a furatok igazítása az orsó mozgatásával történik, és az alkatrész mozdulatlan marad.
- Koordináta fúrás - olyan alkatrészekkel végzett munka során használják, amelyekre különösen magas követelmények vonatkoznak a furatok kölcsönös elhelyezésének pontosságára.
- Vízszintes fúrás (mélyfúrás) - általában mély lyukakat dolgoznak fel, például tengelyekben, tengelyekben, rudakban, tüzérségi és puskarendszerek csöveiben.
- Központozás - a munkadarabok végeibe fúrt középső furatok gyártására szolgál.
- Többorsós - ezen a berendezésen akár több tucat lyukat is feldolgoznak (főleg fúrnak), és ez különböző oldalakról és különböző síkokban történhet: vízszintesen és függőlegesen, valamint szögben.
- Különböző kombinált - a lyukakkal végzett munka mellett a kiegészítő berendezések által biztosított műveleteket is elvégzik. Fúrásnál és marásnál - minden marásnál, fúrásnál és esztergálásnál - esztergálásnál és így tovább: fúrás és hornyolás, menetvágás, fúrás.

Mindezen gépeken nem csak különféle fémek, hanem más anyagok is feldolgozhatók. A legtöbb széleskörű felhasználás függőleges és vízszintes fúróberendezést kapott. A CNC-vel felszerelt gépek részben vagy teljesen automatizálják a furatkészítési folyamatot, és jelentősen növelik annak pontosságát. Többorsós berendezéseket más változatokban nem gyártanak - csak beépített számítógéppel.
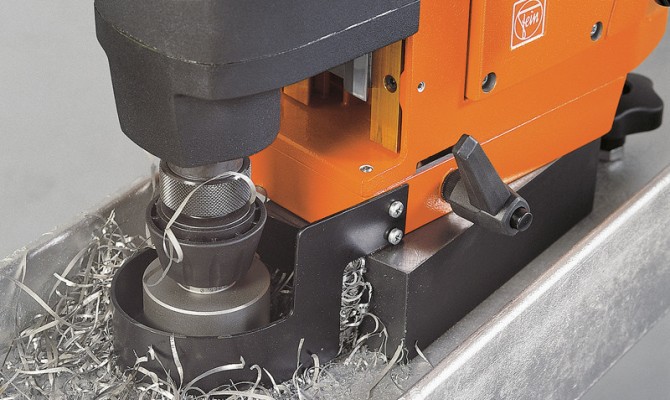
Többféle speciális fúróberendezést kell megemlíteni. Mágneses gépek - akkor használják, ha lehetetlen vagy nehéz munkát végezni álló berendezéseken. Kis súlyuk miatt manuálisan áthelyezhetők jó helyen fémszerkezetek, ahol ez utóbbira tetszőleges térbeli helyzetben felszerelik. Az erős mágneses talp tartja a fúrógépet. Ez a berendezés hajókon, hidakon, felépítményeken, gerendákon, csővezetékeken végez munkát.
Famegmunkáláshoz speciális gépeket gyártanak: egy- és többorsós vízszintes és függőleges, valamint forgóorsóval. Ezen a berendezésen a lyukak fúrása mellett eltávolítják a csomókat, fészkeket, hornyokat stb.
A bútorgyárak használat különböző típusok fúró és töltőberendezések. Ezek a gépek biztosítják jó minőségés a keletkező lyukak pontossága, a gyártási folyamat rugalmassága.
5 Az ipari berendezések elrendezése és az elvégzett munkatípusok
Az ipari fúróprés kialakítása sokkal összetettebb, mint az otthoni műhelyben használté, még akkor is, ha csak egy orsóval rendelkezik. Az etetés automatikusan villanymotorral történik, de kézi vezérlésre is átkapcsolható. Az előtolás és az orsó fordulatszáma állítható. Ehhez egy doboz és egy mechanizmus az előtolási sebességek kapcsolására, valamint ugyanazok a forgásvezérlő egységek vannak felszerelve.
Minden meghajtó és mechanizmus bonyolultabb és megbízhatóbb kialakítású. A kívánt furatmegmunkálási mélység elérésekor automatikusan megfordul a szerszám előtolása és forgása. A fúrógép fel van szerelve automatikus rendszer hűtőfolyadék-ellátás a kezelési területre. Felszerelhető egy mechanizmus, amely az orsót a rögzített munkadarab fúrásának helyére hozza, és még sok más.

Minden művelet automatizálható és CNC-vel vezérelhető. Ebben az esetben, ha fúrógépen dolgozik, elegendő csak beállítani a végrehajtandó művelet típusát és beszerelni a tokmányba megfelelő eszköz, és a berendezés maga választja ki a megvalósításhoz szükséges módokat.
A fémfúrógép típusától és rendeltetésétől függően a furatok fúrásán és dörzsárazásán kívül többféle munka is elvégezhető rajta. A leggyakoribb műveletek, amelyeket szinte minden modern ipari berendezés képes kezelni:
- süllyesztés - lehetővé teszi, hogy kész lyukat kapjon kisebb érdességgel és nagyobb pontossággal (minőséggel), mint a fúrás után;
- furat dörzsárazás - kikészítés, lényegében a süllyesztéshez hasonló, de kisebb érdesség és jobb felületi minőséget biztosít;
- süllyesztés - letörések, kúpos és hengeres mélyedések kialakítása a furatok felső részében.

Amikor fúrógépeken dolgozik, mindenekelőtt szükséges követelményeket biztonsági óvintézkedések, mivel a berendezés használata során a kezelő káros és veszélyes tényezőknek lehet kitéve:
- mozgó mechanizmusok és a gép elemei;
- az áramütés lehetősége;
- leeső anyagok, tárgyak, munkadarabok vagy kilökődnek belőlük munkaterület laza részek.
Fúrógépeken végzett munka során csak javítható szerelvényeket, szerszámokat használjon, és csak a rendeltetésüknek megfelelően.
A gépeken végzett fúrás és a fúrógépek használata az alábbiak szerint történik Általános szabályok. A munkadarab lyukasztóval történő jövőbeni lyukak megjelölése során meg kell jelölni a központokat. Ez biztosítja, hogy a fúrás kezdetén a szerszám a kialakított mélyedésbe kerüljön, ami hozzájárul a nagyobb pontossághoz.

Csak jól élezett szerszámokat szabad használni. A tompa nem csak rossz minőségű lyukakat képez, hanem gyorsan használhatatlanná is válik., süllyesztőket és egyéb vágószerszámokat kellő időben, speciális gépen, az előírt szögek és szabályok betartásával kell előállítani.
Fémek és ötvözeteik fúrása során a súrlódás miatt az alkalmazott szerszám nagyon forró, ami gyors kopását okozza. A fúró hőmérsékletének csökkentése és tartósságának növelése érdekében különféle hűtőfolyadékokat, köztük vizet használnak a fúrógépeken végzett munka során.
Vastag munkadarabok mélyfúrása során, ha a furatmélység meghaladja az 5 szerszámátmérőt, időszakonként el kell távolítani a furatból, és meg kell szabadítani az egyszerűen kifújható forgácsoktól. Ellenkező esetben a fúró elakadhat.

A lépcsős lyukakat kétféleképpen lehet előállítani:
- Először fúrja meg a legkisebb átmérővel, majd (a kívánt mélységig) - a legnagyobb és az utolsó - a legnagyobb lyukat.
- Az első ellentéte: először fúrjon vele legnagyobb átmérőjű, és az utolsó a legkisebb lyuk.
Annak érdekében, hogy a kompozit anyagok ne repedjenek meg a fúrás során, a munka megkezdése előtt fel kell tölteni vízzel és le kell fagyasztani. A nagy szilárdságú anyagok - öntöttvas, acél és ötvözetei - a hagyományos fúrók rosszak vagy egyáltalán nem használhatók. Fúrásukhoz jobb gyémántszerszámot vagy győztes hegyeket használni.
A fúrógépek rendeltetése
A fúrógépeket vak- és átmenőlyukak fúrására tömör anyagban, dörzsárazásra, süllyesztésre, dörzsárazásra, belső menetek vágására, tárcsák vágására tervezték. lap anyaga. Az ilyen műveletek végrehajtásához fúrókat, süllyesztőket, dörzsárakat, menetfúrókat és egyéb szerszámokat használnak. A fúrógépeken a furatok megmunkálásakor az alakító mozgások a szerszám fő forgómozgását és a szerszám tengelye mentén történő transzlációs mozgását jelentik.
A gép fő paramétere a legnagyobb névleges átmérő lyukak fúrása (acélhoz). Ezenkívül a gépet túlnyúlás és a legnagyobb orsóút, sebesség és egyéb mutatók jellemzik.
A fúrógépek osztályozása
A fúrógépeket a következő típusokra osztják:
- Függőleges fúrógépek;
- Egyorsós félautomata;
- Többorsós félautomata berendezések;
- Koordináta fúrógépek;
- Radiális fúrógépek;
- Vízszintes fúrás;
- Gyémánt fúrás;
- Vízszintes fúrógépek;
- Különféle fúrás.
A gépmodelleket betűk és számok jelölik. Az első számjegy jelzi, hogy a gép melyik csoportba tartozik, a második - melyik típushoz, a harmadik és negyedik számjegy a gép vagy a megmunkálandó munkadarab méretét jellemzi. Az első számjegy utáni betű azt jelenti, hogy ezt a gépmodellt frissítették (javították). Ha a betű a végén van, akkor ez azt jelenti, hogy a fő modell alapján más gép készült.
Például a 2H118 típusú gép egy függőleges fúrógép, a megmunkált furat maximális átmérője 18 mm, jobb a 2118 és 2A118 típusú fúrógépekhez képest. A 2H118A gépmodell szintén függőleges fúrás, a megmunkált furat átmérője 18 mm, de automatizált, kis- és tömeggyártásra tervezték.
Alkalmazási területtől függően megkülönböztetünk univerzális és speciális fúrógépeket. Szintén széles körben használatosak a nagy- és tömeggyártásra alkalmas speciális fúrógépek, amelyeket univerzális gépek alapján hoznak létre, többorsós fúró- és menetvágó fejekkel szerelve és automatizálva a munkaciklust.
Az összes fúrógép közül az univerzális gépek következő fő típusai különböztethetők meg: egy- és többorsós függőleges fúrás; radiális fúrás; vízszintes fúrás mélyfúráshoz.
Kézi fúrógépek
Függőleges fúrógép.
Rizs. 1. Függőleges fúrógép:
1 - oszlop (ágy); 2 - villanymotor; 3 - fúrófej; 4 - fogantyúk a sebességváltók és a takarmányok kapcsolásához; 5 - kézi adagolókerék; 6 — végtag a feldolgozás mélységének szabályozására; 7 - orsó; 8 - tömlő a hűtőfolyadék-ellátáshoz; 9 - asztal; 10 - asztalemelő fogantyú; 11 - alaplemez; 12 - elektromos szekrény.
A gép 1. vázán a fő alkatrészek találhatók. Az ágyon függőleges vezetők vannak, amelyek mentén a 9 asztal és a 3 fúrófej mozog, hordozva a 7 orsót és a 2 villanymotort. A munkadarabot vagy a rögzítőelemet a gép 9 asztalára kell felszerelni, és a lyukat a munkadarabban kell beállítani. az orsót pedig a munkadarab mozgatásával érjük el.
A sebességváltókat és az előtolásokat a 4 fogantyúk vezérlik, kézi adagolás- egy kormánykerék 5. A megmunkálás mélységét a végtag szabályozza 6. Az ellensúly egy fülkében, az elektromos berendezés külön szekrényben 12 található. Alapozó lemez 11 a gép támasztékaként szolgál. Közepes és nehéz gépeknél felső síkja munkadarabok beállítására szolgál. A hűtőfolyadékot elektromos szivattyú látja el a 8-as tömlőn keresztül. A fúrófej-szerelvények kenése szivattyúval történik, a többi rész kenése manuálisan történik.
A 3 fúrófej öntöttvas, amelybe a sebességváltó, az előtoló mechanizmusok és az orsó fel van szerelve. A sebességváltó két- és háromkoronás fogaskerekes blokkokat tartalmaz, amelyek átkapcsolásával a 4 fogantyúk egyikével az orsó különböző szögsebességeket kap. Az orsó fordulatszáma általában lépésenként változik, amelyet egy sebességváltó és egy kétsebességes villanymotor biztosít 2.
A radiális fúrógépben végzett függőleges fúrástól eltérően a munkadarabban lévő furat és az orsó tengelyeit úgy kombinálják, hogy az orsót az álló munkadarabhoz képest radiális és körirányban (poláris koordinátákban) mozgatják. Tervezés szerint a radiális fúrógépeket gépekre osztják Általános rendeltetésű, hordozható nagyméretű munkadarabok furatainak megmunkálásához (gépek szállítják daru a munkadarabhoz és a függőleges, vízszintes és ferde furatokat megmunkálni) és önjáró, kocsikra szerelve és a feldolgozás során sarukkal rögzítve.
CNC fúrógépek
CNC függőleges fúrógép.
 Rizs. 2. CNC függőleges fúrógép:
Rizs. 2. CNC függőleges fúrógép:
1 - önálló CNC rack; 2 - erősáramú elektromos berendezések szekrénye; 3 - torony; 4 - asztal; 5 - léptetőmotor; b, 7, 8, 11 - vezérlőegységek; 9 - kód konverter; 10 - olvasó.
A gépet acélból, öntöttvasból és színesfémekből készült alkatrészek fúrására, süllyesztésére, dörzsárazására, menetfúrására és könnyű egyenes vonalú marására tervezték kis- és tömeggyártásban. Az automatikus szerszámcserével ellátott torony 3 és a keresztasztal 4 lehetővé teszi az olyan alkatrészek koordinált feldolgozását, mint a karimás burkolatok, az előzetes jelölés nélküli panelek és a vezetékek használata.
A helyszíni anyagok alapján
Cél: megismerkedni a fúrógép céljával és berendezésével, annak tervezési jellemzők, a munkára való felkészítés szabályai, a fúrógépen végzett biztonságos munkavégzés szabályai; megtanulni olvasni és követni a kinematikai sémáját; figyelmesség ápolására technológiai műveletek végzése során.
Alapfogalmak:
asztali fúrógép, ágy, asztal, csomagtartó, orsó, tricam tokmány, lendkerék, kormánykerék, oszlop, nyomógomb állomás.
Várható eredmények: a cél magyarázatának képessége fúrógép készülék, a forgó mozgás átvitelének folyamata az elektromos motorról az orsóra és a mozgásátalakító mechanizmus működése; felismeri a vágómozgás és az előtolás mozgásának mechanizmusait, a hajtó és hajtott alkatrészeket; a fúrógép munkára való előkészítésének képessége; kinematikai diagramjának elolvasása és végrehajtása; rögzítse a kívánt átmérőjű fúrót egy hárompofás tokmányba, és rögzítse a munkadarabot egy satuba; előkészületeket végezni technológiai műveletek fúrás előtt.
Felszerelés:
merevítő, kézi fúró, fúrókészlet, fúrógép, féknyereg, vonalzó.
Az óra szerkezete
én Idő szervezése
II Ismeretek és motiváció frissítése tanulási tevékenységek hallgatók
III Új anyag tanulása
1. Az asztali fúrógép felépítése és célja.
2. A gép fő részeinek kijelölése.
3. Fúrógép vezérlési technikái.
IV. Gyakorlati munka "Fúrógép vezérlés"
V. Óraösszefoglaló
VI. Házi feladat
Az órák alatt
I szervezési pillanat
II A tudás aktualizálása és a tanulók tanulási tevékenységének motiválása
Beszélgetés.
1) Vannak lyukak a jövőbeli terméked részleteiben?
2) Milyen eszközökkel lehet lyukat készíteni az alkatrészeken?
3) Milyen eszközt használnak ehhez?
4) Mi a folyamat a fúró elve mögött?
A tanulók válaszait összegezve a tanár mechanikai képpel számol be a hengeres furatok készítésének sajátosságairól.
Új anyagok tanulása
A téma tanulmányozásakor figyelembe kell venni, hogy a hatodik osztályos tanulók számára a fúrógép összetett műszaki gép.
Ezért a szerkezet, a cél és a praktikus alkalmazás a gépnek nem kell túlterhelnie a tanulókat olyan felesleges információkkal, amelyek nem járulnak hozzá a fejlődésükhöz kognitív érdekek, logikus gondolkodás és tervezési képességek. Csak a fúrógép fő alkatrészeire és jellemző mechanizmusaira kell figyelni.
1. A fúrógép berendezése, célja, működési elve.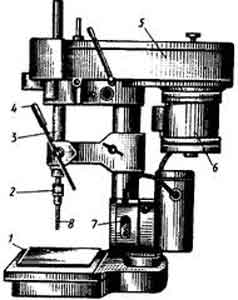 Tanári történet.
Tanári történet.
- A fúrógép milyen mechanizmusai segítségével forog a fúró, melyek segítségével - halad előre?
Figyelembe véve a fúrógép lépcsőzetes szíjhajtását, célszerű aktivizálni a tanulók tudását e mechanizmus áttételi arányáról. A tanár bemutatja a hajtóművet a gépen vagy a modellen, és elmagyarázza a benne lévő forgó mozgás átvitelének elvét a hajtott kerekekről a hajtott kerekekre. A fogasléc és fogaskerekes mechanizmus szerkezetét elmagyarázva a tanár összehasonlítja a fogasléces sebességváltóval. Ugyanakkor ugyanazokra az alkatrészekre (fogaskerekekre) mutat rá, amelyek mindkét mechanizmusban vannak, és egy másik részre (fogasléc), amelyek csak sín mechanizmus.
A megbeszélés eredményeként a tanulóknak arra a következtetésre kell jutniuk, hogy a fogaskerék a forgó mozgás mechanizmusa, mivel fogaskerekei (hajtó, hajtott) csak forgó mozgást hajtanak végre, a sínhajtómű pedig a forgó mozgást átalakító mechanizmus. egy fogaskerék egy fokozatos mozgása egy fogaskerék lécek.
Annak érdekében, hogy a tanulók könnyebben megértsék egy adott mechanizmus összes elemének kölcsönhatását, a tanár egy fúrógép kinematikai diagramja segítségével elmagyarázza annak célját és a mechanizmusok grafikus képeinek jellemzőit. A tanulóknak arra kell összpontosítaniuk, hogy kinematikai diagram segítségével sokkal könnyebb megérteni bármely mechanizmus vagy gép működési elvét, mint a rajzokat. Ez utóbbi általában túlterhelt másodlagos részletekkel, és nehéz nyomon követni rajta a mozgás egyik részről (részletről) a másikra való átvitelének láncát.
2. A gép fő részeinek kijelölése.
Tanári történet.
Az orsó kúpos szárára egy fúrótokmány fúróval van felhelyezve. Az orsó magasságát és süllyesztését egy fogantyú szabályozza. A gép bekapcsolása a szekrény pajzsán található gomb megnyomásával történik.
A tanár bemutatja a gépnek azt a részét, amely a forgácsolószerszám rögzítésére és annak mozgására szolgál, bemutatja, hogyan csatlakozik a fúrótokmány a fúrótokmányhoz és a tokmány a gép orsójához. Ha van tanulási idő, a tanár elmagyarázza a tanulóknak, hogyan lehet elérni a fúró maximális és minimális sebességét, valamint a lépcsős csigákon a passzváltás technikáit.
3. Fúrógép vezérlési technikái.
Tanári történet.
A fúrási teljesítményt két paraméter határozza meg: a vágási sebesség és a fúró előtolási sebessége. A forgó fúrót annak a résznek az irányába mozgatják, amelyben a furat készül. Ezt a mozgást fúró előtolásnak nevezik. Fúráskor ellenőrizni kell, hogy az előtolás ne legyen túl nagy, ez a fúró töréséhez vezethet, különösen, ha kicsi az átmérője.
Fúrás előtt biztonságosan rögzíteni kell a fúrót a tokmányban.
(A tanár bemutatja a tanulóknak a kúpos és hengeres szárú fúrókat, és elmagyarázza, hogyan kell helyesen és biztonságosan rögzíteni mindegyiket a tokmányban.)  A fúrási munkák sikeres elvégzéséhez az is fontos, hogy a munkadarabokat megfelelően rögzíteni lehessen a fúrógépen. A nagy alkatrészeket gyakran prizmák és bilincsek segítségével rögzítik az asztalra.
A fúrási munkák sikeres elvégzéséhez az is fontos, hogy a munkadarabokat megfelelően rögzíteni lehessen a fúrógépen. A nagy alkatrészeket gyakran prizmák és bilincsek segítségével rögzítik az asztalra.
(A tanár bemutatja a tanulóknak, hogyan lehet nagy és kis alkatrészeket rögzíteni a fúrógépen. Ha lehetséges, a tanár bemutatja a tanulóknak univerzális szögeket és gépi satukat, és beszél ezek előnyeiről a munkadarabok fúrógépen történő rögzítésére szolgáló egyéb eszközökkel szemben.)
Fúráskor biztosítani kell a fúró egyenletes előtolását. Az átmenő furat fúrásának végén a fúró könnyebben adagolható, és az egyenletes előtolás érdekében az adagológombra nehezedő nyomás csökken. Fúrás közben, amikor a fúró kilép a munkadarabból, annak élén sorja képződik, amihez beakadhat élvonalbeli fúró. Ez a töréséhez vezet. A törés elkerülése érdekében a fúrás végén a munkadarab alá kell helyezni fa tömbés csökkenti a fúró előtolását.
(A tanár bemutatja a gép beindítását, a fúrónak az alkatrész feltűzött részére történő hozzávezetését és a fúrás menetét. Figyelmeztetni kell a tanulókat az előtolás növelésének veszélyére, amikor a fúró kilép az átmenő furatból.)
IV. GYAKORLATI MUNKA "Fúrógép vezérlése"
Végrehajtási utasítás praktikus munka.
A tanulók felváltva olvassák el a tankönyvben a fúrógép biztonságos üzemeltetésének szabályait. A tanár kommentálja őket, felhívva a tanulók figyelmét arra, hogy mi történhet, ha nem tanulják meg ezeket a szabályokat, és nem tartják be őket szigorúan.
A tanár elmondja, hogyan kell megszervezni munkahely a munka elvégzéséhez szükséges mechanizmusok, alkatrészek, eszközök elhelyezése a munkapadon; milyen követelményeknek kell megfelelnie ennek az eszköznek, és a gondozásának szabályai.
Gyakorlati munkavégzés
A gyakorlati gyakorlatok megkezdésével a tanulók először készítik elő a fúráshoz szükséges nyersdarabokat. Ezután középső lyukasztóval lyukat készítenek a leendő furat helyére, megtanítják a fúrók rögzítését a fúróorsótokmányba, elindítják és kikapcsolják, és közben vezérlését is.
A tanár ügyel arra, hogy a tanulók betartsák a gépen végzett biztonságos munkavégzés szabályait, elmagyarázza, hogy a munka megkezdése előtt szükséges a helyes munkatartás felvétele. A magyarázathoz egy táblázat vagy egy tankönyvből vett rajz bemutatása társul, a törzs és a lábfej helyzetére fókuszálva.
A tanár úgy tervezze meg a munkát, hogy a tanulók felváltva dolgozzanak a fúrógépeken. A tapasztalatok azt mutatják, hogy a diákok szívesen dolgoznak fúrógépen, de vannak, akik félnek bekapcsolni a gépet, és még inkább félnek rajta dolgozni.
A tanárnak gondosan tanulmányoznia kell minden diák reakcióját, amikor megtanul dolgozni egy fúrógépen, hogy időben segítsen azoknak, akiknek szükségük van rá. Amikor a tanuló először közeledik a géphez, figyelni kell a reakciójára. Ha szűk vagy tágra nyílt a szeme, remeg a keze, ráncos a homloka vagy kilóg a nyelve, akkor ezt a tanulót egyénileg kell megdolgozni, hogy leküzdje pszichológiai akadályait. Csak miután megbizonyosodott arról, hogy a tanulók képesek önállóan dolgozni, engedélyezheti számukra a munka megkezdését.
V. ÓRA ÖSSZEFOGLALÓ
A tanár elemzi a gyakorlati munka végrehajtását, jelzi a hibákat és azok kiküszöbölésének módjait.
A fúrógép egy sokoldalú berendezés, amellyel különféle konfigurációjú lyukakat lehet kialakítani. Az eszköz megismeréséhez javasoljuk, hogy tanulmányozza a legnépszerűbb modell elrendezését egy függőlegesen elhelyezett orsóval.
Általános információk a tervezésről
Függetlenül attól, hogy a fúrógép szerkezete hogyan készül, működési elve minden típusnál ugyanaz. Forgó fúró segítségével fa, fém vagy polimer termékeket dolgoznak fel.
Ennek a műveletnek a végrehajtásához a gép kialakításának egy alaplemezből kell állnia, amelyre a berendezés egyéb alkatrészeit rögzítik. A függőleges helyzetű modelleknél a fúróegység tartóállványra van felszerelve. Két funkciót tud végrehajtani - a feldolgozó rész rögzítését és annak függőleges síkban történő elmozdulását.
Ezenkívül a következő tényezők tulajdoníthatók a tervezési jellemzőknek:
- asztali típus. Egyes modelleknél álló helyzetben van, funkcióját az alaplap látja el. Ez a kialakítás a masszív termékek feldolgozására vonatkozik. A támasztóállványon elhelyezett mozgatható munkaasztallal ellátott fúróberendezések a precíz műveletek elvégzésére szolgálnak;
- a fúróegység párosítása az elektromos motorral. Ez szíjhajtással történik. Különböző átmérőjű tárcsák vannak felszerelve az alkatrészek tengelyeire. A hajtószíj helyzetének megváltoztatásával az orsófej fordulatszáma beállítható;
- az alkatrészek szögben történő fúrásának képessége. Ezt lemezjátszóval lehet megtenni. Alternatív lehetőség egy elmozdító mechanizmus jelenléte a fúrótömbben.
Ez az alapvető információ egy klasszikus fúrógép tervezéséről. Ezek az egyedi tervezéstől, céltól és technológiai követelményektől függően eltérőek lehetnek.
A szerkezet méreteinek csökkentése érdekében a szíjhajtást fogaskerékhajtásra lehet cserélni. Ez azonban rendkívül ritkán és csak speciális modelleknél történik.
A fúróberendezések működési elve

A függőleges típusú fúrógép berendezésének sajátosságainak tanulmányozásához részletesen figyelembe kell venni a berendezésben a munkavégzés során előforduló folyamatokat. Ez az információ segít megérteni a működést műszaki tulajdonságok minden gépmodell.
A fő forgási mozgást a villanymotor a fúrófej orsójára továbbítja egy fordulatszám-mechanizmus segítségével. A klasszikus felszereltségi modellekben a telepítés tetején található. A fúrási művelet végrehajtásához le kell süllyeszteni vágóeszköz az alkatrész felületére. Az elsődleges pozicionáláshoz megváltoztathatja az asztal vagy a fúróegység helyzetét a függőleges tartórúdon lévő helyzetük megváltoztatásával. A precízebb feldolgozás az orsófej kioldására szolgáló mechanizmusok segítségével történik.
- az asztali méretek, egy bizonyos szögben történő elforgathatóság, valamint a főzés rögzítésére szolgáló alkatrészek jelenléte;
- maximális minimális méret telepített fúró;
- az orsófej sebességhatárai;
- sebességek száma;
- a fúrótokmány típusai és kialakítása;
- az elektromos motor névleges teljesítménye.
A legtöbb háztartási és félprofesszionális modell nem rendelkezik hűtőfolyadék-ellátó rendszerrel. A nagy szilárdságú acélból készült termékek feldolgozásakor azonban ez az eljárás kötelező. Alternatív megoldásként használhat speciális csuklós blokkot. A hűtőfolyadék-tartály a gép közelében bármely kényelmes helyre felszerelhető. Kis teljesítményű szivattyú segítségével a folyadék a bevezető csövön keresztül áramlik, melynek vége egy függőlegesen elhelyezett fúrófejre van felszerelve.
Gyári gépek esetleges korszerűsítése

Gyakran előfordul, hogy a gyári függőlegesen irányított fúrógépek alapfelszereltsége vagy kialakítása nem felel meg a felhasználónak. Ebben az esetben a berendezés korszerűsítésére tesznek kísérletet. Ezek új alkatrészek és komponensek beszereléséből vagy a meglévők javításából állnak.
A költségvetési modellek fő problémája a játék megjelenése a fúrási művelet során. Ennek oka a szerkezet alacsony stabilitása. Ez a probléma megoldható az alaplemez tömegének növelésével vagy egy további függőleges tartóoszlop felszerelésével. Ily módon kis átmérőjű lyukak nagy pontossággal alakíthatók ki.
A modernizáció ezen példáján kívül a szabványos gyári modellekre a következő változtatások és kiegészítések vonatkoznak:
- fúrásmélység-határolók használata. Ha a berendezés kialakítása nem rendelkezik ilyen funkcióval, speciális határolót lehet felszerelni a fúróra;
- az elektromos motor zökkenőmentes indítását biztosító eszköz csatlakoztatása. Hála neki, a berendezés kezdeti indításakor nem jelennek meg rándulások;
- asztali frissítés. A munkadarab rögzítéséhez elektromágneses párnával ellátott modelleket használhat. Ha összetett konfigurációjú termékeket kell feldolgozni, akkor forgó mechanizmust kell felszerelni;
- önálló világítási pont telepítése. Ez pozitívan befolyásolja az elvégzett munka minőségét.
A berendezés működésének biztonsága érdekében a csatlakoztatás során RCD használata javasolt. Asztali modelleknél fontos a megfelelő keret kiválasztása. A lehető legstabilabbnak kell lennie, és szintszabályzó funkcióval kell rendelkeznie.
TÓL TŐL részletes készülék függőlegesen orientált fúrógép megtalálható a videóban:
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Órapropeller az Atmega8-on
Órapropeller az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök