क्षैतिज मिलिंग मशीन। धातु के लिए क्षैतिज मिलिंग मशीन
स्विस निर्माण और इंजीनियरिंग कंपनी ENCE GmbH (ЭНЦЕ мбХ) की स्थापना 1999 में हुई थी, जिसके CIS देशों में 16 प्रतिनिधि कार्यालय और कार्यालय हैं, तुर्की और कोरिया गणराज्य में उत्पादन स्थलों से उपकरण और घटक प्रदान करता है, विकसित करने और आपूर्ति करने के लिए तैयार है। अपने व्यक्ति के लिए संदर्भ की शर्तें मिलिंग मशीन.
मिलिंग प्रक्रिया
मिलिंग कटर का उपयोग करके सतह के उपचार से जुड़ा एक तकनीकी ऑपरेशन है।
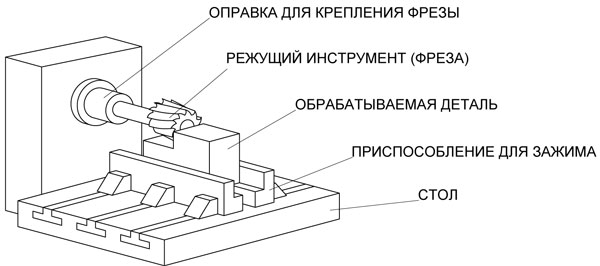
मिलिंग प्रक्रिया के दौरान, कटर मुख्य रूप से घूमता है, और फ़ीड कटर के संबंध में एक सीधी और लंबवत दिशा में जाता है, अर्थात। अपनी धुरी को। मिलिंग मशीन की मेज पर, वर्कपीस को एक वाइस के साथ तय किया गया है।
मिलिंग कटर का कार्य ड्रिल प्रेस पर पाए जाने वाले मल्टी-ब्लेड टूल से भिन्न होता है।
कटर के रोटेशन की धुरी के सापेक्ष लंबवत फ़ीड के कारण, इसका प्रत्येक दांत वर्कपीस को छूता है, लेकिन इसकी क्रांति का केवल एक छोटा सा हिस्सा बनाता है। कई कटर दांत एक ही समय में काम करते हैं, हालांकि केवल एक दांत ही काम कर सकता है। कटर में कई दांत होते हैं, जिनमें से प्रत्येक थोड़े समय के लिए काम करता है। रोटेशन के मुख्य भाग के दौरान, कटर को ठंडा किया जाता है, जो बदले में, कटर की लंबी सेवा जीवन और मिलिंग प्रक्रिया की दक्षता की गारंटी देता है।
कटर के प्रत्येक काटने वाले दांत की ज्यामितीय संरचना कटर के प्रकार के समान होती है। हालांकि, मिलिंग प्रक्रिया की अपनी विशिष्ट विशेषता है: भाग की सतह के साथ कटर के दांतों के संपर्क की प्रकृति रुक-रुक कर होती है, जो मिलिंग के दौरान जारी गर्मी के प्रभाव को कम करने के संदर्भ में प्रक्रिया को अनुकूल रूप से प्रभावित करती है। अग्रणीउपकरण और कारण ऐसी शांत और चिकनी प्रक्रिया नहीं है, जैसा कि मोड़ में है।
उनके दांत के आकार के अनुसार, कटर में विभाजित हैं:
- नुकीले दांतों से लैस कटर;
- नुकीले दांतों के साथ मिलिंग कटर।
पहले प्रकार के मिलिंग कटर के लिए, दांतों की कटिंग प्रोफाइल में सीधी रेखाएं होती हैं, दांतों को पीछे के किनारे से तेज किया जाता है, और कटर के पीछे वाले दांतों को तेज किया जाता है, इसके विपरीत, सामने के किनारे के साथ। रिग्राइंड करते समय, एक समर्थित कटर के टूथ प्रोफाइल को बनाए रखा जाता है, जो नुकीले कटरों पर एक बड़ा फायदा है, जो उच्च गति पर मिलिंग के लिए उपयोग किए जाते हैं और इसलिए कार्बाइड से बने होते हैं।
बेलनाकार मिलिंग कटर का उपयोग मिलिंग द्वारा सतह के उपचार के लिए भी किया जाता है, जब मशीन टेबल कटर (अपस्ट्रीम मिलिंग) की ओर बढ़ती है या कटर (चढ़ाई मिलिंग) के समान दिशा में चलती है। कटर के प्रत्येक दांत द्वारा इन विधियों से अल्पविराम के रूप में चिप्स को हटा दिया जाता है। अप मिलिंग के साथ, चिप की मोटाई धीरे-धीरे बढ़ती है, जबकि डाउन मिलिंग के साथ, इसके विपरीत, यह काटने के दौरान घट जाती है। अप मिलिंग दांत पर भार में धीरे-धीरे वृद्धि में योगदान देता है, जो एक फायदा है, और इस विधि का नुकसान टेबल की सतह से भाग को फाड़ने के लिए कटर का प्रयास है। चढ़ाई मिलिंग सब कुछ दूसरे तरीके से करती है, इसलिए विधि का चुनाव विशिष्ट कार्य परिस्थितियों द्वारा निर्धारित किया जाता है।
मिलिंग कटिंग डेटा
काटने की गतिकटर के घूर्णन की परिधीय गति है।
वी = D n/1000, मी/मिनट,
जहां डी - कटर , मिमी,
पारी- समय की प्रति यूनिट कटर की धुरी के साथ वर्कपीस की गति।
एस एम = एस जेड जेड एन, मिमी/मिनट,
जहाँ z काटने वाले दाँतों की संख्या है,
n - कटर / मिनट द्वारा किए गए चक्करों की संख्या
कटौती की गहराई- धातु की एक परत जो एक पास में कटर को हटाती है;
मिलिंग चौड़ाई- फ़ीड दिशा के लंबवत दिशा में कटर के संपर्क में सतह की लंबाई।
चिप मोटाई- प्रत्येक कटर दांत द्वारा हटाया गया मान।
काटने की शक्ति और मिलिंग शक्ति
काटने की प्रक्रिया में, कटर के प्रत्येक दांत पर एक निश्चित बल कार्य करता है, जिसकी दिशा और परिमाण अलग-अलग होते हैं, जो मिलिंग की प्रकृति और फ़ीड की दिशा पर निर्भर करता है। जब एक कटर के साथ सिरों को मिलाते हैं, एक काउंटर फीड के साथ, कटर के दांत पर अभिनय करने वाले काटने वाले बल P को दो घटक मात्राओं में विभाजित किया जा सकता है: स्पर्शरेखा P z और रेडियल P y । रेडियल बल P y के अनुसार, मैंड्रेल जिस पर कटर बैठा है, झुकने के लिए गणना की जाती है। P z के कुल मान को दांतों पर लगने वाले बलों के योग के रूप में परिभाषित किया जाता है:
पी जेड योग \u003d पी जेड 1 + पी जेड 2 + पी जेड 3 किलो
मिलिंग टॉर्क:
एम \u003d पी जेड डी / 2 किलो मिमी,
जहां डी - कटर ,
मिलिंग पावर:
एन = एम एन / 974000 किलोवाट,
जहां एम टोक़ है,
n कटर द्वारा 1 मिनट में किए गए चक्करों की संख्या है।
मुख्य प्रकार के कटर
एक मिलिंग कटर एक मिलिंग मशीन उपकरण है जिसे कई दांतों को काटने और रखने के लिए डिज़ाइन किया गया है। दांत एक चिप कटर से ज्यादा कुछ नहीं है।
एक मिलिंग ऑपरेशन में काटना, हालांकि, प्रक्रियाओं को काटने से अलग है चक्कीया ड्रिलिंग। कटर पर, जैसा कि हमने ऊपर उल्लेख किया है, काटने के दौरान दांत सभी काम में शामिल नहीं होते हैं, लेकिन वैकल्पिक रूप से। इस प्रकार कटर की सेवा जीवन में वृद्धि होती है और मिलिंग प्रक्रिया की दक्षता बढ़ जाती है।
नीचे दिया गया आंकड़ा विभिन्न प्रकार के कटर दिखाता है जो अलग-अलग हैं विभिन्न विशेषताएंऔर विशेषताएं:
- उनके आवेदन के लिए,
- दांतों के आकार के अनुसार
- दांतों की दिशा में
- उनके निष्पादन के अनुसार
- मिलिंग मशीन आदि पर उनके बन्धन के प्रकार से।
डिजाइन के अनुसार, कटर हो सकते हैं:
- पूरा का पूरा,
- मिलाप,
- टाइपसेटिंग,
- बदली दांतों के आधार पर मिलिंग हेड।
1. ठोस कटर, ये आकृति में स्थान 1, 2, 4 और 7 हैं। वे मिलिंग कटर और अन्य काटने के उपकरण के निर्माण के लिए उच्च गुणवत्ता वाली सामग्री का एक टुकड़ा हैं।
2. सामान्य सस्ते स्ट्रक्चरल स्टील का उपयोग ब्रेज़्ड कटर के लिए किया जाता है। उच्च गुणवत्ता वाली धातु का एक टुकड़ा या प्लेट दांत या कटर के ऊपरी भाग पर टांका जाता है।
3. टाइप-सेटिंग कटर, यह हमारे फिगर में पोजिशन 3 है। यह मिश्र धातु वाले संरचनात्मक स्टील से बना एक गोल शरीर है, जहां दांतों को एक कील या शंक्वाकार पिन के साथ डाला और तय किया जाता है। तेज करने के लिए, टाइप-सेटिंग कटर को अलग नहीं किया जाता है, लेकिन इकट्ठे राज्य में संसाधित किया जाता है।
4. मिलिंग हेड्स, हमारे फिगर में यह पोजिशन 15 है। हेड क्विक-चेंज दांत, पारंपरिक कटर से लैस है। तेज करने के लिए, मिलिंग सिर को अलग नहीं किया जा सकता है, लेकिन इकट्ठे राज्य में संसाधित किया जा सकता है, या आप दांतों को अलग-अलग तेज कर सकते हैं, और फिर उन्हें शरीर से जोड़ सकते हैं।
बन्धन के प्रकार के अनुसार, कटर प्रतिष्ठित हैं:
- घुड़सवार
- पूंछ
- समाप्त
शेल मिल्स, हमारे आंकड़े में 1, 3, 4 और 7 की स्थिति, एक छेद और एक कीवे के साथ कटर हैं, वे सीधे स्पिंडल आर्बर पर लगे होते हैं।
पूंछ कटर, स्थिति 6 और 9, पूंछ (शंक्वाकार या बेलनाकार) की निरंतरता है और पूंछ के साथ एक अभिन्न अंग हैं।
फेस मिल्स, स्थिति 15, बोल्ट के साथ शाफ्ट के अंत में लगे होते हैं।
कटर के दायरे के अनुसार, उन्हें निम्नलिखित मुख्य प्रकारों में विभाजित किया गया है:
- विमान प्रसंस्करण के लिए,
- स्लॉटेड (स्थिति 5),
- अंडाकार (स्थिति 4, 9 और 6),
- कोने (स्थिति 7 और 8),
- आकार (स्थिति 10),
- दांत काटने के लिए (स्थिति 11, 12 और 16),
- थ्रेडिंग के लिए (पद 14 और 13) और
- विशेष।
विभिन्न कटरों का उपयोग करके मिलिंग द्वारा किए गए बुनियादी संचालन
नीचे दिया गया आंकड़ा मिलिंग प्रक्रिया में विभिन्न प्रकार के कटरों का उपयोग करके किए गए कई कार्यों को दर्शाता है।
बेलनाकार और फेस मिल, चित्र 3 में स्थिति 1 और 2, का उपयोग प्रसंस्करण विमानों के लिए किया जाता है। डिस्क, एंड, ग्रूव और कॉर्नर कटर का उद्देश्य, आकृति में स्थिति 3, वर्कपीस पर खांचे और खांचे बनाना है। स्थिति 4 आकार की सतहों को संसाधित करने के लिए उपयोग किए जाने वाले आकार के कटर प्रदर्शित करता है। मॉड्यूल के रूप में डिस्क और फिंगर कटर, 5 और 6 की स्थिति, गियर पर दांत काटते हैं।

मिलिंग मशीन
मिलिंग मशीन के मुख्य प्रकार:
1) मशीन टूल्स सामान्य उद्देश्य: क्षैतिज मिलिंग, यूनिवर्सल मिलिंग और वर्टिकल मिलिंग।
2) एक विशिष्ट उद्देश्य और विशेष के लिए मशीनें।
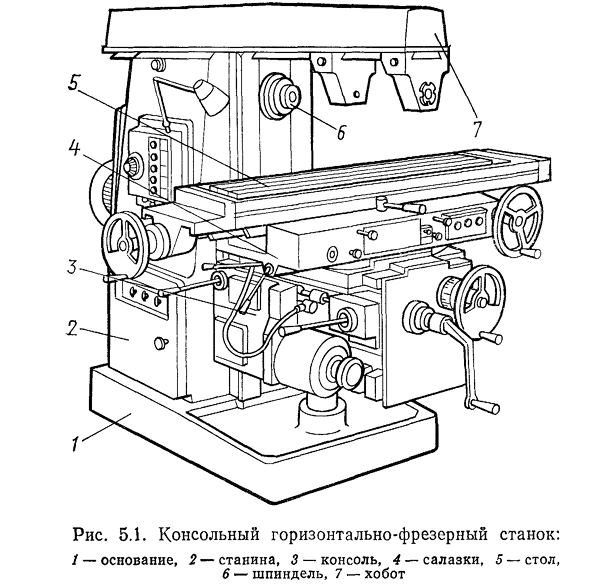
क्षैतिज मिलिंग मशीनें एक बिस्तर से सुसज्जित होती हैं जिसके साथ गाइड के साथ एक कंसोल ऊर्ध्वाधर दिशा में चलता है, जिसके साथ, एक क्रॉस स्लाइड स्पिंडल अक्ष के समानांतर चलती है। गियरबॉक्स और फीड बॉक्स के साथ तालिका धुरी अक्ष के लंबवत दिशा में चलती है।
मिलिंग कटर खराद का धुरा से जुड़े होते हैं। एंड मिल्स को स्पिंडल में डाला जाता है और एक शंक्वाकार सॉकेट के साथ केंद्रित किया जाता है।
एक सार्वभौमिक मिलिंग मशीन की तालिका, क्षैतिज मिलिंग मशीन के विपरीत, क्षैतिज तल में 45 डिग्री तक घुमाई जा सकती है। तो तालिका की फ़ीड दिशा स्पिंडल अक्ष के संबंध में 45 से 90 डिग्री तक बदल सकती है, जो कि सर्पिल मिलिंग करते समय आवश्यक होती है।
ऊर्ध्वाधर मिलिंग मशीनों में एक ऊर्ध्वाधर धुरी होती है, अन्यथा वे क्षैतिज मिलिंग मशीनों के समान होती हैं।
अनुदैर्ध्य मिलिंग मशीनों के टेबल केवल ऊर्ध्वाधर या क्षैतिज स्पिंडल की कुल्हाड़ियों के लंबवत स्थित एक क्षैतिज विमान में जा सकते हैं, जिसकी उपस्थिति एक ही समय में कई पक्षों से भागों को संसाधित करने की अनुमति देती है। भागों को स्पिंडल के संपर्क में कटर द्वारा संसाधित किया जाता है। तालिका अनुप्रस्थ दिशा में विस्तार या गति नहीं करती है, और उपकरण धुरी के साथ धुरी को बढ़ाकर और गाइड के साथ हेडस्टॉक्स को स्थानांतरित करके स्थापित किए जाते हैं।
समतल सतहों के निरंतर प्रसंस्करण के लिए उपयोग की जाने वाली हिंडोला-मिलिंग मशीनों में बड़े व्यास की गोल मेजें होती हैं, जब तालिका घूमती रहती है तो भागों को हटा दिया जाता है।
ड्रम मिलिंग मशीनों का उद्देश्य रोटरी मिलिंग मशीनों के समान ही होता है। अंतर यह है कि ड्रम मिलिंग मशीनों पर समानांतर विमानों को एक साथ दो तरफ से संसाधित किया जाता है। इन मशीनों के फ्रेम के अंदर एक ड्रम घूमता है, जिस पर प्रसंस्कृत होने वाले पुर्जे रखे जाते हैं और तैयार किए गए हिस्से हटा दिए जाते हैं। कटर हेडस्टॉक्स में हैं, कटर की प्रत्येक जोड़ी क्रमिक रूप से पहले रफ, फिर फाइन मिलिंग करती है। इन मशीनों में अच्छी कठोरता और उच्च उत्पादकता होती है।
विशिष्ट मिलिंग मशीन बड़े पैमाने पर उत्पादन में मुख्य रूप से बड़े हिस्से की प्रक्रिया करती है।
मिलिंग मशीनों के संचालन का विवरण और सिद्धांत
सार्वभौमिक उपकरणों के प्रकारों में से एक मिलिंग मशीन है। यह एक काटने के उपकरण के साथ एक मशीन उपकरण है जिसे कई ब्लेड के साथ मिलिंग कटर कहा जाता है। कटर का मुख्य आंदोलन इसका घूर्णन है। कटर एक ऊर्ध्वाधर शाफ्ट पर लगाया जाता है। लेकिन शाफ्ट को एक अलग तरीके से भी स्थापित किया जा सकता है ताकि यह वर्कपीस को एक कोण पर देख सके। मशीन तालिका को मैन्युअल रूप से या ड्राइव के माध्यम से स्थानांतरित किया जा सकता है, हालांकि, एक यांत्रिक। उसी समय, ऑप्टिकल ज़ूम सिस्टम वाले तराजू पर नियंत्रण काफी सटीक रूप से किया जाता है।
मिलिंग मशीन का शाफ्ट, या, जैसा कि आमतौर पर कहा जाता है, स्पिंडल जिस पर कटर लगा होता है, क्षैतिज होता है। संसाधित किया जाने वाला हिस्सा टेबल पर तय किया गया है। तालिका, बदले में, सबसे सरल है, जिसमें 3 अक्षों के साथ गति होती है। यूनिवर्सल टेबल भी हैं। ये एक कोण पर घूमने की क्षमता रखते हैं।
आधुनिक मैकेनिकल इंजीनियरिंग एक जटिल प्रोफ़ाइल सतह के साथ भागों को संसाधित करना संभव बनाता है: ये मरने, मोल्ड, जहां आकार देना महत्वपूर्ण है, आदि की सतह हो सकती है।
ऐसी सतहों के साथ भागों को प्राप्त करने के लिए, इस तरह के प्रसंस्करण जैसे कास्टिंग, मुद्रांकन, काटने का उपयोग किया जाता है। लेकिन केवल काटने से सतह के मापदंडों को प्राप्त करना संभव हो जाता है जो निर्दिष्ट मूल्यों (सेटपॉइंट्स) के करीब होते हैं, और बाद के प्रसंस्करण के लिए समय कम करते हैं। अक्सर मिलिंग ही होती है संभव तरीकाइस प्रकार के प्रसंस्करण को करने के लिए, क्योंकि कई मशीन-निर्माण कारखानों और संयंत्रों ने बड़े पैमाने पर और छोटे पैमाने पर उत्पादन पर स्विच किया है। और इस तरह की प्रस्तुतियों में, मिलिंग द्वारा भागों को संसाधित करना लागत प्रभावी माना जाता है।
एक जटिल प्रोफ़ाइल के साथ सतहों के तकनीकी उपचार की प्रक्रिया निम्नलिखित कार्यों पर आधारित है:
1) कटाई, 2) मिलिंग, 3) परिष्करण।
परिष्करण प्रक्रिया मैन्युअल रूप से की जाती है। इस ऑपरेशन की जटिलता और इसके लिए श्रम लागत मिलिंग के बाद होने वाले अंतिम सतह मापदंडों द्वारा निर्धारित की जाती है। यदि मिलिंग के चरण में उच्च खुरदरापन वर्ग सुनिश्चित किया जाता है, तो परिष्करण पर लगने वाले समय को कम करना संभव है। परिष्करण के लिए तकनीकी प्रसंस्करण की प्रक्रिया में सबसे अधिक समय लेने वाला चरण है।
मिलिंग मशीनों का वर्गीकरण और उद्देश्य
मिलिंग मशीन पर सतहों को संसाधित किया जा सकता है विभिन्न रूप. ये दोनों बाहरी और आंतरिक विमान हैं। आप संसाधित कर सकते हैं:
- खांचे;
- विमान;
- खांचे;
- रैखिक आकार की सतहें।
बाद के प्रसंस्करण के लिए, विशेष प्रकार की मिलिंग मशीनों का उपयोग किया जाता है, क्योंकि यह जटिल स्थानिक विमानों के साथ काम करता है। लाठों के पीछे मिलिंग मशीनअपने प्रसार में अग्रणी पदों में से एक हैं, क्योंकि वे अत्यधिक उत्पादक और काफी बहुमुखी हैं।
मिलिंग मशीन के प्रकार:
- सांत्वना देना- मिलिंग मशीन;
- कंसोललेस मिलिंग;
- अनुदैर्ध्य मिलिंग;
- कॉपी-मिलिंग।
वे लंबवत, क्षैतिज, सार्वभौमिक और अत्यधिक बहुमुखी हो सकते हैं। यह मशीन बहुत लोकप्रिय है। कंसोल से लैस करना इसे अन्य प्रकार की मशीनों से अलग करता है। कंसोल, मशीन के शरीर पर सख्ती से तय किया गया है, फ्रेम पर गाइड के साथ चलता है, और शीर्ष पर स्थित स्लाइड कंसोल को अनुप्रस्थ दिशा में ले जाती है। धुरी के विपरीत, जो व्यावहारिक रूप से नहीं चलती है, तालिका इस प्रकार की मशीन पर चलती है। उस पर वर्कपीस तय किया गया है, जिसके साथ यह अंतरिक्ष में चलता है, स्पिंडल अक्ष के सापेक्ष कोण पर लंबवत आंदोलनों और आंदोलनों दोनों को बनाता है।
मिलिंग मशीनों पर प्रसंस्करण। मिलिंग के प्रकार
मिलिंग प्रसंस्करण विभिन्न विमानों के भागों और मिलिंग मशीनों पर सतहों के संचालन के प्रदर्शन से जुड़ा है। ये सीधे संबंधित ऑपरेशन हैं:
- विमान प्रसंस्करण;
- आकार की सतह;
- खांचे काटने;
- धागा काटने;
- गियर के पहियों पर दांत काटना;
- केवल धातु के टुकड़े को काटकर।
यूनिवर्सल मिलिंग मशीन
एक सार्वभौमिक मिलिंग मशीन पर, सपाट और आकार की सतहों (बाहरी और आंतरिक), खांचे, कगार, रोटेशन बॉडी, छेद, पिरोया कनेक्शन, गियर के दांते। इस प्रकार की मशीन का व्यापक रूप से मरम्मत विभागों, ताला बनाने वालों, बढ़ईगीरी की दुकानों और कार्यशालाओं में उपयोग किया जाता है, जो तीन अक्षों में एक डिजिटल माप उपकरण से लैस होता है: फास्ट मोड में वर्टिकल कंसोल फीड, फास्ट मोड में दोनों दिशाओं में टेबल फीड। मशीन में वर्किंग लाइटिंग और कूलिंग सिस्टम है।
प्रदर्शन किए गए ऑपरेशन: ड्रिलिंग, मिलिंग, थ्रेडिंग आदि के लिए प्रक्रियाएं।
सीएनसी क्षैतिज मिलिंग मशीनिंग केंद्र
सीएनसी क्षैतिज मिलिंग मशीनिंग केंद्र इस प्रकार के डिजाइन की भारी श्रृंखला से संबंधित है और इसे निम्न प्रकार के मशीनिंग के लिए डिज़ाइन किया गया है: रफिंग, सेमी-फिनिशिंग और अंतिम परिष्करण। बड़े आकार के शरीर के अंगों के प्रसंस्करण की कठिन कार्यात्मक परिस्थितियों में काम करना जटिल डिजाइनकच्चा लोहा, संरचनात्मक स्टील, स्टेनलेस स्टील, गर्मी प्रतिरोधी स्टील और मिश्र धातुओं से बना, यह केंद्र उच्च कठोरता और कंपन के प्रतिरोध की गारंटी देता है। मशीन के हाइड्रोडायनामिक गाइड सटीक मापदंडों की सुरक्षा के साथ-साथ हार्ड-टू-कट सामग्री को काटने की क्षमता की गारंटी देते हैं।
मशीनिंग टेबल आयाम: 630x630 मिमी;
एक्स/वाई/जेड अक्ष में आंदोलन: 900/800/710 मिमी;
धुरी गति: 4500 आरपीएम। (910 एनएम - 1080 एनएम);
उपकरणों की संख्या: 60;
सीएनसी प्रणाली;
सीएनसी क्षैतिज मिलिंग मशीनिंग केंद्र के लिए बुनियादी उपकरण
- रंगीन ग्राफिक स्क्रीन के साथ सीएनसी प्रणाली;
- रोटरी मेज़;
- उपकरण की दुकान;
- धुरी शीतलन प्रणाली;
- शीतलक आपूर्ति प्रणाली;
- एक आवरण जो मशीन के कार्य क्षेत्र को पूरी तरह से कवर करता है;
- रिमोट कंट्रोल;
- रखरखाव उपकरण किट;
- ट्रॉली के साथ बेल्ट कन्वेयर (चिप हटाने के लिए);
- कार्य क्षेत्र को रोशन करने के लिए दीपक;
- स्वचालित शटडाउनपोषण;
- नाबदान;
- इलेक्ट्रिक कैबिनेट शीतलन प्रणाली;
- मशीन के उपयोग और मरम्मत के लिए निर्देश
मिलिंग मशीनों पर किया गया कार्य
मिलिंग मशीनों पर किए जा सकने वाले कार्य का दायरा बहुत विविध और बड़ा है। ये प्रसंस्करण विमानों, खांचे और खांचे, मिलिंग आकार की सतहों, क्रांति की मिलिंग सतहों, गियर के दांतों को काटने आदि के लिए प्रक्रियाएं हैं।
मिलिंग मशीनों और प्रयुक्त उपकरणों पर काम के प्रकार:
- एक सर्पिल दांत के साथ एक बेलनाकार कटर के साथ भूतल मशीनिंग
- सम्मिलित दांतों के साथ एक अंतिम चक्की के साथ एक विमान की मशीनिंग
- डिस्क कटर से साइड कटिंग
- खुले स्लॉट के दोनों किनारों को दो तरफा डिस्क कटर से मशीनिंग करना
- तीन-तरफा डिस्क कटर के साथ खांचे को मिलाना
- एक खुले स्लॉट के दो किनारों को एक एंड मिल के साथ मिलाना
- एक अंत चक्की के साथ एक नाली मिलिंग
- दो डिस्क दो तरफा कटर के एक सेट के साथ फलाव के किनारों को मिलाना
- एक अर्ध-गोलाकार खांचे को एक आकार के अर्ध-वृत्ताकार कटर से मिलाना
- विभिन्न प्रकार के कटरों के पूर्वनिर्मित सेट के साथ एक जटिल प्रोफ़ाइल की मिलिंग।
मिलिंग मशीन के लिए टूलींग
मिलिंग मशीनों के लिए उपलब्ध फिक्स्चर में, सार्वभौमिक, सामान्यीकृत और विशेष हैं। वे उप-विभाजित हैं, बदले में, एकल और बहु-स्थान में, जिनमें से निरंतर मिलिंग के लिए स्थिर, चल और रोटरी हैं।
हम सभी को ज्ञात विभाजित सिर, मशीन दोष, रोटरी टेबल, कोने की मेज, रोटरी टेबल सार्वभौमिक मिलिंग जुड़नार हैं।
मशीन वाइस आमतौर पर उन पर बढ़ते भागों के लिए एक पारंपरिक मैनुअल स्क्रू क्लैंप (सनकी या वायवीय) से लैस होते हैं।
रबर डायाफ्राम के साथ सबसे अधिक इस्तेमाल किया जाने वाला वायवीय वाइस। वर्कपीस को जबड़ों के बीच जकड़ा जाता है। वाइस चैंबर में हवा के प्रवेश के साथ, डायाफ्राम डिस्क और रॉड के साथ चलता है, और रॉड क्रैंक लीवर को बदल देता है, और वर्कपीस को 900 किलोग्राम के बल के साथ 4 एटीएम के वायु दाब पर तय किया जाता है।
विभाजित सिर कटर के सापेक्ष भाग के कोण को बदलते हैं और सरल, सार्वभौमिक और ऑप्टिकल में विभाजित होते हैं। विभाजित सिरों के साथ विभाजित करने के तीन तरीके हैं: प्रत्यक्ष, सरल और अंतर। सीधी विधि में केवल एक पूर्व निर्धारित कोण के माध्यम से सिर (विभाजित) धुरी को मोड़ना शामिल है। इस उद्देश्य के लिए सरल और सार्वभौमिक शीर्ष उपयुक्त हैं।
यूनिवर्सल डिवाइडिंग हेड्स के उपयोग के क्षेत्र बहुत विविध हैं:
- निश्चित रूप से वर्कपीस के आवधिक रोटेशन के लिए दिए गए कोण
- सर्पिल मिलिंग करते समय वर्कपीस के निरंतर घूर्णन के लिए
- मशीन पर टेबल के तल के सापेक्ष वर्कपीस को एक कोणीय स्थिति देने के लिए
यदि वांछित कोण पर वर्कपीस के सटीक रोटेशन का निरीक्षण करना आवश्यक है (अनुमेय त्रुटि अधिकतम 0.25 '), एक डायल से लैस ऑप्टिकल डिवाइडिंग हेड्स का उपयोग किया जाता है। डिवाइडिंग हेड के अंदर ऑप्टिकल सिस्टम के ऐपिस के माध्यम से लिम्ब स्केल को देखा जाता है।
यदि क्षैतिज विमान में वर्कपीस को घुमाना आवश्यक है, तो घूर्णन का उपयोग यूनिवर्सल टेबल. ऐसी तालिकाओं को मैन्युअल रूप से या यंत्रवत् गति में सेट किया जाता है।
एक निश्चित कोण पर मिलिंग मशीन टेबल के विमान के संबंध में भाग को रखने के लिए, कोने की तालिकाओं को प्राथमिकता दें।
रोटरी टेबल को पोजिशनल प्रोसेसिंग के लिए चुना जाता है।
कंसोल मिलिंग मशीन
- एक बॉक्स के रूप में आधार, जहां गियरबॉक्स और गियरबॉक्स नियंत्रण इकाई स्थित हैं;
- धुरी विधानसभा;
- सूँ ढ;
- निलंबन;
- धुरी मिलिंग खराद का धुरा;
- सांत्वना देना;
- स्लेज;
- एक मेज जहां प्रसंस्करण के लिए भाग रखा जाता है;
- बेस प्लेट।
कंसोललेस मिलिंग मशीनउपविभाजित:
- ऊर्ध्वाधर और . के लिए
- क्षैतिज।
कंसोललेस मिलिंग मशीनऊर्ध्वाधर प्रकार का उपयोग बड़े आकार के भागों पर संचालन करने के लिए किया जाता है। स्वचालित नियंत्रण चक्र के साथ उच्च गति पर मिलिंग की जाती है। स्वचालित चक्र किया जाता है:
- कार्य प्रवाह,
- उच्च गति पर रिवर्स और
- विराम।
आधुनिक कंसोललेस मिलिंग मशीनों पर, कटर को बचाने के लिए भाग की सतह से स्वचालित रूप से वापस ले लिया जाता है। इन मशीनों पर मिलिंग प्रक्रिया तेज गति से की जाती है, जो कि इनका बहुत बड़ा मूल्य है। मशीन शरीर के अंगों को एक बड़े मशीनिंग भत्ते के साथ संसाधित करती है। टेबल ऊर्ध्वाधर आंदोलननहीं है, केवल अनुप्रस्थ और अनुदैर्ध्य आंदोलन है। धुरी का सिर लंबवत चलता है। स्पिंडल स्वयं सीधा खड़ा होता है और होता है बड़ी संख्याक्रांति, 1250 आरपीएम तक, ताकि मिलिंग बहुत तेज गति से हो।
सीएनसी मिलिंग मशीन
सीएनसी मिलिंग मशीन स्वचालित नियंत्रण प्रणाली वाली मशीनें हैं। स्वचालन तालिका को स्थानांतरित करता है और धुरी की गति को नियंत्रित करता है। कभी-कभी धुरी को गाड़ी या स्लाइड पर रखा जाता है, जो अक्ष के साथ और लंबवत दिशा में इसके आंदोलन में योगदान देता है। इस प्रकार की सीएनसी मशीन पर, भागों को त्रि-आयामी अंतरिक्ष में उच्च-सटीक सतह उपचार के साथ क्रमिक रूप से मशीनीकृत किया जाता है। उदाहरण के लिए, विमानन के लिए पुर्जे या ऊर्जा उद्योगजैसे हवाई जहाज और हेलीकॉप्टर प्रोपेलर ब्लेड, टर्बाइन ब्लेड और बड़े औद्योगिक पंखे।
कॉपी-मिलिंग मशीनों की बात करें तो, तुरंत कॉपी करने, कॉपी बनाने या किसी चीज़ को पुन: पेश करने, कार्बन कॉपी को दोहराने का विचार उठता है। इसलिए, कॉपी-मिलिंग मशीन भाग पर एक गैर-सपाट सतह बनाती है, जबकि मरने, घूंसे की घुमावदार सतहों को संसाधित करती है, जो बाद में शीट स्टील से भागों को मुद्रित करने के लिए उपयोग की जाती है। उसी समय, परिणामी रूप, जैसा कि था, दिए गए नमूने की नकल करता है, इसके समान होता है। प्रसंस्करण करते समय, कटर कॉपियर के प्रोफाइल को वर्कपीस में बदल देता है।
यदि सीएनसी मिलिंग मशीन पर एक स्वचालित परिवर्तक स्थापित है काटने का उपकरण, तो मशीन स्वचालित मोड में बहुत सारी प्रसंस्करण क्रियाओं को करते हुए, एक मशीनिंग केंद्र के कार्य करेगी।
संख्यात्मक कार्यक्रम नियंत्रणस्वचालित मोड में प्रसंस्करण भागों के लिए सबसे जटिल तकनीकी कार्यों के कार्यान्वयन में योगदान देता है। ऑपरेशन के दौरान ऑपरेटर कार्रवाई आवश्यक नहीं है। नियंत्रण प्रणाली विभिन्न प्रसंस्करण चरणों के लिए कार्यक्रमों से भरी हुई है। प्रक्रिया शुरू होने से पहले प्रसंस्करण कार्यक्रम का चयन किया जाता है। कार्यक्रम का चुनाव ऑपरेटर द्वारा कंट्रोल पोस्ट से किया जाता है। उसी पोस्ट से, आप मशीन को मैनुअल मोड में नियंत्रित कर सकते हैं और आपात स्थिति में मशीन को बंद कर सकते हैं। दृश्य प्रणाली मशीन द्वारा किए गए सभी कार्यों को प्रदर्शित करती है, ऑपरेटर डिस्प्ले स्क्रीन पर संचालन के निष्पादन की निगरानी करता है।
सीएनसी मिलिंग मशीन पर, कच्चा लोहा, स्टील, साथ ही हल्की धातु मिश्र धातुओं से बने भागों को संसाधित किया जाता है। इस उपकरण पर, शरीर के अंगों को मशीन के मूल संस्करण में 3 निर्देशांक (X, Y, Z) में संचालन की पूरी श्रृंखला के साथ संसाधित किया जाता है और चार या पांच निर्देशांक में - सीएनसी मशीन के वैकल्पिक संस्करण में विकसित किया जाता है। लघु-स्तरीय और एकल प्रस्तुतियों के लिए आवश्यक नवीनतम विश्व प्रौद्योगिकियों का प्रकाश।
प्रस्तावित मशीनें एक सीएनसी प्रणाली, एक ग्राफिक स्क्रीन से सुसज्जित हैं, जो आदेशों के उच्च-सटीक निष्पादन की गारंटी देती हैं। डिजिटल नियंत्रण से लैस सर्वो ड्राइव तीन अक्षों के साथ सटीक और तेज गति की गारंटी देते हैं।
इष्टतम विशेष विवरणमशीन आपको एक सेटिंग के साथ कई ऑपरेशन करने की अनुमति देती है: मिलिंग, बोरिंग, ड्रिलिंग, थ्रेडिंग। टेबल और कैलिपर हार्डवेयर विशेष उच्च शक्ति वाले कच्चा लोहा से बना होता है, जिसमें उच्च कठोरता और कंपन प्रतिरोध होता है, साथ ही साथ डिजाईनएक शक्तिशाली धुरी और काटने के क्षेत्र में शीतलक की आपूर्ति के लिए एक स्वचालित प्रणाली मशीन की उच्च लोकप्रियता के विकास में योगदान करती है।
सीएनसी मिलिंग मशीन के बुनियादी उपकरण:
- सीमेंस सीएनसी प्रणाली;
- रक्षात्मक आवरण;
- स्वचालित प्रणालीठंडा करना;
- तेल और शीतलक विभाजक;
- स्वचालित स्नेहन प्रणाली;
- नींव पर स्थापना के लिए बढ़ते बोल्ट;
- इलेक्ट्रिक कैबिनेट हीट एक्सचेंजर;
- संकेतन;
- रूसी में दस्तावेज़ीकरण।
सीएनसी मिलिंग मशीन ऐसे उपकरण हैं जो आधुनिक मानव निर्मित समाधानों के उच्च स्तर से मेल खाते हैं, जिनकी मदद से उच्च उपयोगी रिटर्न के साथ सटीक भागों को प्राप्त किया जाता है।
ऊर्ध्वाधर मिलिंग मशीन। विवरण।
वर्टिकल टाइप मिलिंग मशीन कई मिलिंग ऑपरेशन कर सकती है विभिन्न प्रकार केकटर
ऊर्ध्वाधर मिलिंग मशीनों का उद्देश्य ड्रिलिंग, रीमिंग और बोरिंग छेद, क्षैतिज और ऊर्ध्वाधर विमानों को संसाधित करना, खांचे, फ्रेम, कोनों को काटना, गियर के दांतों को काटना आदि है।
मशीन स्टील, कच्चा लोहा सतहों के साथ काम कर सकती है, मिश्र धातु, अलौह धातुओं, प्लास्टिक आदि से बने भागों को भी संसाधित कर सकती है। प्रसंस्करण के दौरान, कटर धुरी के साथ घूमना शुरू कर देता है, जिससे घूर्णी गति होती है। संसाधित किया जा रहा वर्कपीस भी गति में है। क्या यह सीधा है या वक्रीय गतिऔर मिलिंग कहा जाता है। भाग या वर्कपीस मशीन से टैक के साथ जुड़ा हुआ है, एक मशीन वाइस।
एक लंबवत कंसोल मिलिंग मशीन में, स्पिंडल लंबवत रूप से घुड़सवार होता है।
कंसोललेस टाइप की वर्टिकल मिलिंग मशीन वर्टिकल इंक्लाइन सतहों को प्रोसेस करती है। बिस्तर सीधे नींव पर स्थापित किया गया है। बिस्तर के गाइड पर, स्लाइड और टेबल को ले जाया जाता है। मशीन का यह संस्करण इसे उच्च कठोरता प्रदान करता है, कठोरता प्रसंस्करण की सटीकता और समग्र वर्कपीस के साथ काम करने की क्षमता सुनिश्चित करती है।
मिलिंग मशीन ऊर्ध्वाधर डिजाइनउपकरण और फिक्स्चर के त्वरित परिवर्तन के कारण उपयोग में आसान।
क्षैतिज मिलिंग मशीन। विवरण
ऊर्ध्वाधर मिलिंग मशीनों के विपरीत, मशीनें क्षैतिज प्रकारधुरी क्षैतिज है। क्षैतिज मिलिंग मशीनों पर लगभग सभी प्रकार के कटरों का उपयोग किया जा सकता है।
कटर को स्थापित करने के लिए, डेस्कटॉप की चौड़ाई के समानुपाती लंबाई के साथ एक खराद का धुरा का उपयोग किया जाता है।
क्षैतिज मिलिंग मशीनों के लिए सभी फीड टेबल मूवमेंट के माध्यम से किए जाते हैं। टेबल मूवमेंट कंट्रोल या तो मैनुअल या मैकेनाइज्ड हो सकता है। संसाधित किया जाने वाला भाग तालिका के टी-स्लॉट में तय किया गया है। एक नियम के रूप में, तालिका तीन दिशाओं में चलती है। लेकिन कुछ मामलों में, ऊर्ध्वाधर आंदोलन तालिका की गति से नहीं, बल्कि मिलिंग हेड के आंदोलन द्वारा प्रदान किया जाता है।
कुछ क्षैतिज प्रकार की मिलिंग मशीनों पर एक रोटरी डिवाइस के साथ एक टेबल होती है, जो क्षैतिज रूप से ±45 ° का रोटेशन प्रदान करती है। इसका यह फायदा है कि वर्कपीस को शाफ्ट (स्पिंडल) की धुरी के कोण पर खिलाया जा सकता है।
लंबवत-क्षैतिज मिलिंग मशीन। विवरण
मिलिंग मशीनउपरोक्त प्रकार के ऊर्ध्वाधर, क्षैतिज, इच्छुक सतहों, भागों में खांचे के प्रसंस्करण के लिए डिज़ाइन किए गए हैं बड़े आकार. एक नियम के रूप में, उनका शरीर कच्चा लोहा से बना होता है और एक कच्चा ढांचा होता है। इस तरह के कठोर डिजाइन के फायदे:
- कंपन को अच्छी तरह से कम करता है
- प्रसंस्करण के दौरान उत्कृष्ट खुरदरापन पैरामीटर प्रदान करता है।
कंसोललेस टाइप मिलिंग मशीनों की तरह इन मशीनों में भी कंसोल नहीं होता है। बिस्तर सीधे नींव पर स्थापित किया गया है। बिस्तर के गाइड पर, स्लाइड और टेबल को ले जाया जाता है। मशीन का यह संस्करण इसे उच्च कठोरता प्रदान करता है, कठोरता प्रसंस्करण की सटीकता और समग्र वर्कपीस और भागों के साथ काम करने की क्षमता सुनिश्चित करती है।
इस लंबवत-क्षैतिज मिलिंग मशीन के लंबवत सिर में ± 45 डिग्री का घूर्णन होता है।
नियंत्रण घटक स्थानीय नियंत्रण कक्ष पर स्थित होते हैं। यह मशीन को संचालित करते समय अतिरिक्त सुविधा प्रदान करता है, नियंत्रण के समय मशीन के पास होने में सक्षम होता है।
मिलिंग मशीनऊर्ध्वाधर-क्षैतिज प्रकार मिलिंग मशीनों की विस्तृत-उद्देश्य श्रेणी से संबंधित हैं।
सुझाई गई मिलिंग मशीन
मिलिंग मशीन श्रृंखला UNF 1

UNF1 श्रृंखला - स्थिर डिजाइन और उच्च मशीनिंग सटीकता
विशिष्ट सुविधाएं:
- बहुत बड़ा डेस्कटॉप
- यूनिवर्सल मिलिंग हेड, किसी भी स्थानिक कोण पर स्थापित किया जा सकता है
मानक सहायक सामग्री:

| निर्दिष्टीकरण यूएनएफ 1 | ||
|---|---|---|
| कार्य क्षेत्र | ||
| तालिका का बढ़ते क्षेत्र | 1120x260 | |
| टी आकार खांचे (संख्या-चौड़ाई-दूरी) | 5-14-50 | 350 किग्रा |
| फीडर | एक्स यात्रा | 600 मिमी |
| वाई-अक्ष यात्रा | 300 मिमी | |
| जेड यात्रा | 440 मिमी | |
| एक्स-अक्ष यात्रा गति | 24 - 720 मिमी/मिनट | |
| एक्स-अक्ष रैपिड ट्रैवर्स | 1040 मिमी/मिनट | |
| खड़ा। मिलिंग हेड | ||
| स्पिंडल टेपर | आईएसओ 40 | |
| स्पिंडल स्पीड | 40-1600 आरपीएम | |
| सांत्वना देना | 60-500 मिमी | |
| स्पिंडल नाक से टेबल तक की दूरी | 0–440 मिमी | |
| सिर कुंडा रेंज | 360° | |
| क्षैतिज मिलिंग हेड | ||
| स्पिंडल टेपर | आईएसओ 40 | |
| स्पिंडल स्पीड | 40-1600 आरपीएम | |
| ड्राइव पावर | ||
| मुख्य इंजन | 2.2 किलोवाट | |
| आयाम एल एक्स डब्ल्यू एक्स एच | 1655 x 1325 x 1730 मिमी | |
| वज़न | 1360 किग्रा | |
मिलिंग मशीन श्रृंखला UNF 10, UNF 12B, UNF 15B
विशिष्ट सुविधाएं:
- एक्स, वाई, जेड सर्वो से लैस
- बड़ी ऑपरेटिंग रेंज
- सभी अक्षों में सर्वोमोटर और अक्षीय नियंत्रक (अंग्रेजी उत्पादन) के माध्यम से असीमित परिवर्तनीय फ़ीड दर
- सभी दिशाओं में तेज़ पहुँच
- सभी गियर कठोर, जमीन, नाइट्राइड होते हैं और घूमते समय तेल स्नान के माध्यम से चलते हैं
- फ़ीड को एक साथ चालू करना और टेबल की क्लैंपिंग को बाहर रखा गया है
- गाइड रेल में टर्साइट-बी कोटिंग होती है
- धुरों को एक साथ चलाया जा सकता है
- सभी नियंत्रणों की संख्या दोगुनी है: मशीन को आगे की ओर से और बाईं ओर से नियंत्रित करने के लिए
- ऊपरी भुजा (y-निर्देशांक) की स्थिर, तिरछी प्रतिरोधी मार्गदर्शिकाएँ, x और z निर्देशांक में वर्ग मार्गदर्शिकाएँ
- यूनिवर्सल मिलिंग हेड को किसी भी स्थानिक कोण पर सेट किया जा सकता है
- स्वचालित स्नेहन
- सहायक उपकरण की विस्तृत श्रृंखला
- सभी कार्यात्मक तत्वों के साथ झुकाने योग्य नियंत्रण कक्ष
- स्पिंडल ब्रेक
मानक सहायक सामग्री:
- यूनिवर्सल कुंडा सिर
- सहायक उपकरण
- केंद्रीकृत स्वचालित प्रणालीस्नेहक
- कूलेंट डिस्पेंसर
- मसविदा बनाना तैयार उत्पाददीन 8615 के अनुसार
| विशेष विवरण | यूएनएफ 10 | यूएनएफ 12बी | यूएनएफ 15बी |
|---|---|---|---|
| टेबल टॉप (एल एक्स डब्ल्यू) | 1235 x 460 मिमी | 1635 x 500 मिमी | 2000 x 500 मिमी |
| टी-स्लॉट की संख्या | 5 | 5 | 5 |
| टी-स्लॉट आकार | 18 मिमी | 18 मिमी | 18 मिमी |
| टी-स्लॉट चौड़ाई | 80 मिमी | 80 मिमी | 80 मिमी |
| टी-स्लॉट के बीच की दूरी | 900 मिमी | 1300 मिमी | 1500 मिमी |
| X अक्ष के अनुदिश तालिका का अनुदैर्ध्य संचलन | 450 मिमी | 450 मिमी | 500 मिमी |
| पार्श्व वाई-अक्ष आंदोलन | 650 मिमी | 650 मिमी | 650 मिमी |
| हेड एंगल रेंज | 360° | 360° | 360° |
| धुरी दबाना | आईएसओ 40 | आईएसओ 50 | आईएसओ 50 |
| स्पिंडल स्पीड | (27) 30-2050 मिमी/मिनट | (27) 30-2050 मिमी/मिनट | (27) 30-2050 मिमी/मिनट |
| अनुदैर्ध्य फ़ीड (स्टेपलेस) | 10-1000 मिमी/मिनट | 10-1000 मिमी/मिनट | 10-3000 मिमी/मिनट |
| अनुप्रस्थ फ़ीड (स्टेपलेस) | 10-1000 मिमी/मिनट | 10-1000 मिमी/मिनट | 10-3000 मिमी/मिनट |
| फ़ीड वर्टिकल (स्टेपलेस) | 6-640 मिमी/मिनट | 5-500 मिमी/मिनट | 5-500 मिमी/मिनट |
| उच्च गति अनुदैर्ध्य | 2540 मिमी/मिनट | 2200 मिमी/मिनट | 2200 मिमी/मिनट |
| त्वरित ट्रावर्स | 2540 मिमी/मिनट | 2200 मिमी/मिनट | 2200 मिमी/मिनट |
| तेजी से ऊर्ध्वाधर चाल। | 1700 मिमी/मिनट | 1300 मिमी/मिनट | 1100 मिमी/मिनट |
| दूरी धुरी नाक - तालिका | 50 - 500 मिमी | 80 - 530 मिमी | 50 - 530 मिमी |
| प्रस्थान | 63 - 713 मिमी | 60 - 760 मिमी | 28 - 760 मिमी |
| सिर की शक्ति। यन्त्र | 5.5 किलोवाट | 7.5 किलोवाट | 7.5 किलोवाट |
| अक्षीय ड्राइव | डीसी सर्वो | डीसी सर्वो | डीसी सर्वो | 800 किग्रा | 1800 किग्रा | 1800 किग्रा |
| आयाम (एलएक्सडब्ल्यूएक्सएच), मिमी | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| वज़न | 3000 किलो | 3400 किग्रा | 5500 किग्रा |

| विशेषताएं | सुझाई गई मशीन |
| एक्स अक्ष के साथ यात्रा करें, मिमी | 1400 |
| वाई-अक्ष यात्रा, मिमी | 600 |
| ओग 2 के साथ आंदोलन, मिमी | 600 |
| तालिका आयाम, मिमी | 1700 x410 |
| टी-स्लॉट, मिमी | 4x 18 x 70 | 1200 |
| अक्ष यात्रा, मिमी/मिनट रैपिड ट्रैवर्स मिमी / मिनट |
एक्स वाई जेड 10-3000 एक्स वाई जेड 4800 |
| धुरी प्रकार | NT50 |
| व्यास, मिमी | 127,53 |
| धुरी गति, आरपीएम | 60-3000 |
| धुरी के सिर से टेबल की सतह तक दूरी, मिमी | 690 |
| मुख्य ड्राइव पावर, किलोवाट | 10 |
| मशीन वजन, किलो | 4300 |
प्रस्तावित मशीन में कम बिजली की खपत होती है, जो अधिक होने के कारण प्रदर्शन को प्रभावित नहीं करती है उच्च गतिप्रसंस्करण। तालिका के आयाम आपको परियोजना में शामिल दो प्रकार की मशीनों को एक में एकीकृत करने की अनुमति देते हैं।
वितरण की सामग्री
टेलीस्कोपिक एक्स-अक्ष
टेलीस्कोपिक वाई-एक्सिस ब्रोकिंग मशीनें
विभिन्न धातु भागों के निर्माण में, इसके उपयोग के बिना करना लगभग असंभव है। क्या सुविधाजनक है, धातु के काम के लिए एक मिलिंग मशीन उत्पादन की स्थिति और घरेलू कार्यशालाओं दोनों में समान रूप से सफलतापूर्वक उपयोग की जाती है। यह ध्यान दिया जाना चाहिए कि धातु के क्षेत्र में इस श्रेणी के उपकरण सबसे आम हैं।
लगभग सभी संशोधन मिलिंग उपकरणएक समान सिद्धांत पर काम करते हैं और एक समान डिजाइन रखते हैं। ऐसी मशीनों के मॉडल के बीच अंतर उनकी कार्यक्षमता में हो सकता है, जो उनके डिजाइन में अतिरिक्त घटकों और प्रणालियों को जोड़कर बनता है।
मिलिंग मशीनों की किस्में
हम मुख्य प्रकार की मिलिंग मशीनों को सूचीबद्ध करते हैं, जिनमें से प्रत्येक किस्म कभी-कभी अपने समकक्षों से काफी भिन्न होती है और डिजाइन और इसके काम करने के उद्देश्य में बहुत अंतर होता है।
लंबवत मिलिंगइस श्रेणी में एक काफी सामान्य प्रकार की मशीन वर्टिकल मिलिंग मशीन है। ऐसी मशीनों के लिए काम करने वाले उपकरण आकार के, बेलनाकार होते हैं, अंत मिलें, आप ड्रिलिंग ऑपरेशन भी कर सकते हैं। ऊर्ध्वाधर मिलिंग मशीन आपको निम्नलिखित कार्य करने की अनुमति देती है तकनीकी संचालन: विभिन्न धातुओं से बने भागों पर गियर और विभिन्न खांचे, कोनों, फ्रेम तत्वों, ऊर्ध्वाधर और क्षैतिज सतहों को संसाधित करना।

मिलिंग मशीन इस प्रकार केउनके डिज़ाइन में कंसोल नहीं है, और उनका डेस्कटॉप उपकरण बेड पर स्थित गाइड के साथ चलता है। ऊर्ध्वाधर प्रकार की मशीन, इसके डिजाइन की ख़ासियत के कारण, उच्च कठोरता की विशेषता है, जिससे इसके साथ धातु के हिस्सों को संसाधित करना संभव हो जाता है उच्च स्तरगुणवत्ता। ऐसी मिलिंग मशीन का गियरबॉक्स स्पिंडल हेड में स्थित होता है।
ऊर्ध्वाधर मिलिंग मशीनों को दो श्रेणियों में विभाजित किया गया है, जो डिजाइन में एक कंसोल की उपस्थिति से प्रतिष्ठित हैं। उनके नाम क्रमशः हैं:
- कंसोललेस वर्टिकल मिलिंग मशीन;
- ऊर्ध्वाधर कंसोल मिलिंग मशीन।
कंसोल के साथ, यह अलग है कि इसकी धुरी और आस्तीन उपकरण की धुरी के सापेक्ष स्थानांतरित हो सकती है। उनके डिजाइन में अंतर फोटो में साफ देखा जा सकता है।

क्षैतिज मिलिंग
क्षैतिज मिलिंग मशीन इस तथ्य के लिए उल्लेखनीय है कि इसकी धुरी एक क्षैतिज तल में स्थित है। इस समूह के उपकरण छोटे समग्र आयाम वाले भागों को संसाधित करने की अनुमति देते हैं। बहुमुखी प्रतिभा यह मशीनइस तथ्य के कारण प्रदान किया जाता है कि एक काम करने वाले उपकरण के रूप में यह कटर के अंत, बेलनाकार, आकार, अंत और का उपयोग करता है कोने का प्रकार. अपने मानक विन्यास में क्षैतिज मिलिंग मशीन पेचदार सतह के साथ भाग को संसाधित करने की अनुमति नहीं देती है, इसके लिए इसे सहायक उपकरणों से सुसज्जित होना चाहिए।

क्षैतिज मिलिंग समूह की मशीनों का उपकरण आपको उनके डेस्कटॉप को समानांतर में स्थापित करने की अनुमति देता है, साथ ही स्पिंडल अक्ष के लंबवत भी। इस उपकरण की सभी कार्यशील और बिजली इकाइयाँ फ्रेम पर स्थित हैं, और गियरबॉक्स, जो धुरी के रोटेशन की गति को नियंत्रित करता है, इसके आंतरिक भाग में स्थित है।
ड्रिलिंग और मिलिंगड्रिलिंग और मिलिंग की श्रेणी से संबंधित मशीनों को न केवल क्षैतिज और को संसाधित करने के लिए डिज़ाइन किया गया है ऊर्ध्वाधर सतह, लेकिन झुकाव भी। उनका उपयोग बड़े आकार के भागों के खांचे को संसाधित करने के लिए भी किया जाता है।
ऐसी धातु मिलिंग मशीन में एक ड्रिलिंग और मिलिंग हेड होता है जो आपको क्षैतिज अक्ष के कोण पर स्थित झुका हुआ ड्रिलिंग संचालन और मशीन सतहों को करने की अनुमति देता है। ऐसी मशीन की एक विशिष्ट विशेषता यह है कि इसका काम करने वाला सिर रिवर्स मोड में काम कर सकता है।

उनकी बहुमुखी प्रतिभा के कारण, दो सबसे लोकप्रिय कार्यों को करने की क्षमता के कारण, ऐसी मशीनें आर्थिक दृष्टि से बहुत फायदेमंद हैं, साथ ही उत्पादन क्षेत्र में जगह बचाने के मामले में भी बहुत फायदेमंद हैं। घरेलू कारीगरों में से कुछ घर पर ऐसी मशीन रखने से इंकार कर देंगे, क्योंकि ऐसा उपकरण एक ही बार में अपने डिजाइन में कई प्रभावी और उपयोगी उपकरणों को जोड़ता है।
सार्वभौमिकनिजी कार्यशालाओं या यांत्रिक मरम्मत कार्य में विशेषज्ञता वाले मध्यम आकार की कार्यशालाओं को लैस करने के लिए ऐसी धातु मशीनों का उपयोग करना बहुत सुविधाजनक है। यूनिवर्सल मशीनें क्षैतिज और ऊर्ध्वाधर विमानों के साथ-साथ एक सर्पिल प्रकार और टिकटों की सतहों के प्रसंस्करण की अनुमति देती हैं।

धातु के लिए ऐसी मशीन अलग है डिज़ाइन विशेषताएँ: स्पिंडल असेंबली, बॉक्स, साथ ही मुख्य नोड्स बिस्तर के अंदर स्थित हैं। मशीन का डिज़ाइन ऊर्ध्वाधर और क्षैतिज गाइड प्रदान करता है जिसके साथ इसका कंसोल और डेस्कटॉप चलता है। इसके अलावा, काम की सतह को वांछित कोण पर उपकरण स्पिंडल के संबंध में सेट किया जा सकता है, जो इसे सबसे जटिल कॉन्फ़िगरेशन के साथ धातु के हिस्सों को संसाधित करने की अनुमति देता है।
डेस्कटॉप
घर पर, कार्यशालाओं में स्थापित इस तरह के एक बहुत ही कॉम्पैक्ट उपकरण शिक्षण संस्थानोंऔर छोटी उत्पादन दुकानों में, आपको विभिन्न तकनीकी संचालन करने की अनुमति मिलती है: धागे को काटें, छेद करें, सभी प्रकार के भागों और सामग्रियों को संसाधित करें विभिन्न प्रकार केकटर और अधिक।
इस प्रकार को अच्छी सटीकता से अलग किया जाता है, क्योंकि उनके डिजाइन में असाधारण कठोरता होती है (बेशक, उचित स्थापना के साथ)। ऐसी कंसोल मिलिंग मशीनें उच्च उत्पादकता द्वारा प्रतिष्ठित हैं, जो उन्हें सीरियल बैचों में उत्पादों के उत्पादन के लिए उपयोग करना संभव बनाती हैं। उनके उच्च प्रदर्शन और व्यापक कार्यक्षमता के बावजूद, ऐसी मशीनों को कम बिजली की खपत और कॉम्पैक्ट आकार से अलग किया जाता है, जो उन्हें एक छोटे से क्षेत्र में भी आसानी से रखने की अनुमति देता है।

इस तरह के उपकरणों का उपयोग विभिन्न उद्योगों में उच्च गुणवत्ता वाले भागों के बड़े पैमाने पर उत्पादन में सक्रिय रूप से किया जाता है। सीएनसी मशीनें अत्यधिक उत्पादक हैं और एक कॉपी में नहीं, बल्कि एक स्ट्रीम पर नायाब गुणवत्ता प्रदान करने में सक्षम हैं, जो उन्हें बनाता है अपरिहार्य उपकरणकिसी भी बड़े उद्योग में। ऐसी मशीनों और अन्य सभी प्रकार की मिलिंग मशीनों के बीच अंतर इतना महत्वपूर्ण है कि उन्हें एक अलग लेख में विस्तृत विश्लेषण की आवश्यकता होती है।
उच्च उत्पादकता और सटीकता के साथ विभिन्न धातुओं से भागों को संसाधित करने वाली सीएनसी मशीनों में एक बड़ी खामी है: एक सभ्य लागत, लेकिन निम्नलिखित सकारात्मक कारकों द्वारा इसकी पूरी तरह से भरपाई की जाती है:
- उत्पादन में योग्य विशेषज्ञों की आवश्यकता को कम करना;
- मैनुअल मशीनों के सापेक्ष उच्च उत्पादकता;
- उत्पादन चक्र की अवधि में कमी;
- नए उत्पादों के उत्पादन के लिए संक्रमण में तेजी लाने के लिए।

इस तरह के उपकरणों और पिछले प्रकार की मिलिंग मशीनों के बीच का अंतर और भी अधिक बहुमुखी प्रतिभा, यहां तक कि उच्च सटीकता और गति में निहित है। ऐसे उपकरण जो काम कर सकते हैं, उनमें संचालन और प्रक्रियाओं की एक विशाल सूची शामिल है जो सबसे उच्च तकनीक और जिम्मेदार उद्योगों में मांग में हैं। मशीनिंग केंद्रों के लिए आधुनिक सॉफ्टवेयर बड़ी वैश्विक कंपनियों द्वारा निर्मित किए जाते हैं। मशीनिंग केंद्रों के काम पर एक अलग लेख में विस्तार से चर्चा की जाएगी।

डेस्कटॉप सीएनसी
एक अलग श्रेणी सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) से लैस मिलिंग मशीनों के प्रकारों से बनी है। ऐसे उपकरण पेशेवर की श्रेणी से संबंधित हैं, इसके संचालन को विशेष नियंत्रकों द्वारा नियंत्रित किया जाता है जिन्हें कंप्यूटर डिवाइस से जोड़ा जाना चाहिए। अन्य प्रकार की मिलिंग मशीनों की तरह, सीएनसी मॉडल धातु पर विभिन्न तकनीकी संचालन कर सकते हैं: ड्रिलिंग, काउंटरसिंकिंग, बोरिंग, आदि।

आपके पास ऐसी मशीन होने के कारण, आप लगभग किसी भी सामग्री के साथ किसी भी प्रकार का मिलिंग कार्य कर सकते हैं। यदि हम एक क्षैतिज मिलिंग मशीन और एक सार्वभौमिक प्रकार की मशीन की तुलना करते हैं, तो इसका मुख्य अंतर यह है कि इसका डिज़ाइन एक अतिरिक्त स्पिंडल हेड प्रदान करता है, जो एक विशेष चल ट्रंक पर लगाया जाता है और वर्कपीस के संबंध में किसी भी कोण पर घुमाया जा सकता है।
आसानी से, ऐसी मशीन के दोनों स्पिंडल संयुक्त और ऑफलाइन दोनों भागों को संसाधित कर सकते हैं। कुंडा सिर पर एक और ओवरहेड मिलिंग हेड भी स्थापित किया जा सकता है, जिसके साथ आप और भी अधिक जटिल कॉन्फ़िगरेशन के धातु भागों को संसाधित कर सकते हैं - ड्रिलिंग, बोरिंग, काउंटरसिंकिंग, और इसी तरह।

व्यापक उद्देश्य वाली मशीनों के मॉडल भी हैं जिनके डिजाइन में कंसोल पैनल नहीं है। इसके बजाय, एक गाड़ी स्थापित की जाती है जो ऊर्ध्वाधर गाइड के साथ चलती है। इस गाड़ी की ऊर्ध्वाधर स्लाइड पर, विभिन्न उपकरणों का उपयोग किया जा सकता है (उदाहरण के लिए, एक विभाजन तालिका)। ऐसी मशीनें कुछ सस्ती हैं, लेकिन तकनीकी कार्यों की काफी बड़ी सूची को पूरा करने में भी सक्षम हैं।
मिलिंग मशीन चुनते समय, आपको सबसे पहले यह तय करना होगा कि यह किस लिए है। उपकरण चुनने का यह दृष्टिकोण आपको अपनी आवश्यकताओं के अनुसार इसे पूर्ण रूप से खरीदने का अवसर देगा, और उन सुविधाओं के लिए अधिक भुगतान नहीं करेगा जिनकी आपको कभी आवश्यकता नहीं होगी।
मिलिंग मशीन के संचालन का सिद्धांत
लगभग सभी मिलिंग मशीनें एक ही सिद्धांत पर काम करती हैं। अंतर केवल उनकी कार्यक्षमता में हो सकता है।
ऐसी मशीनों के मुख्य संरचनात्मक तत्व हैं: एक सहायक फ्रेम, एक कार्य तालिका, क्लैंपिंग तत्व, एक कोलेट और एक कोलेट चक जिसमें एक काम करने वाला उपकरण तय होता है, उस पर एक स्पिंडल वाला एक पोर्टल, जो चल सकता है, एक ड्राइव मोटर .
किसी भी मिलिंग मशीन का कार्य उपकरण एक कटर होता है, जिसका डिज़ाइन और आयाम संसाधित होने वाले भाग के विन्यास पर निर्भर करता है। काम करने वाले उपकरण को कोलेट चक में एक टांग की मदद से तय किया जाता है, और गियर सिस्टम के माध्यम से ड्राइव मोटर से रोटेशन को प्रेषित किया जाता है। कटर का मुख्य उद्देश्य वर्कपीस से धातु की एक अतिरिक्त परत को हटाना है, जो वास्तव में ऐसी मशीन पर प्रसंस्करण का सार है।
मशीन स्पिंडल को एक जंगम पोर्टल पर रखा जाता है, जिसके आंदोलनों को विशेष नियंत्रकों द्वारा नियंत्रित किया जाता है, यदि हम बात कर रहे हैंसीएनसी उपकरण के बारे में। ऐसे उपकरणों की इलेक्ट्रॉनिक प्रणाली में सीएनसी नियंत्रक (कंप्यूटर संख्यात्मक नियंत्रण), सिस्टम के सहायक तत्व और कनेक्टिंग भाग शामिल हैं। सीएनसी मशीन मॉडल के संचालन का सिद्धांत इस प्रकार है: एक विशेष कार्यक्रम प्रसंस्करण के परिणामस्वरूप प्राप्त होने वाले हिस्से के चित्र पढ़ता है, इलेक्ट्रॉनिक कमांड उत्पन्न करता है जो मशीन के कामकाजी निकाय को प्रेषित होता है।
सार्वभौमिक मशीनों पर विशेष ध्यान दिया जाना चाहिए, जो क्षैतिज और ऊर्ध्वाधर मॉडल का एक संकर है। उनके डिजाइन में एक कोलेट, कोलेट चक और क्लैंप भी हैं, लेकिन ऐसी मशीनों का गियरबॉक्स एक इलेक्ट्रिक मोटर से सभी आंदोलनों को प्रसारित करता है। उन्हें विशेष फ़ीचरएक मैनुअल मोड की उपस्थिति है, जिसके साथ आप रनिंग ब्लॉक के संचालन को नियंत्रित कर सकते हैं।
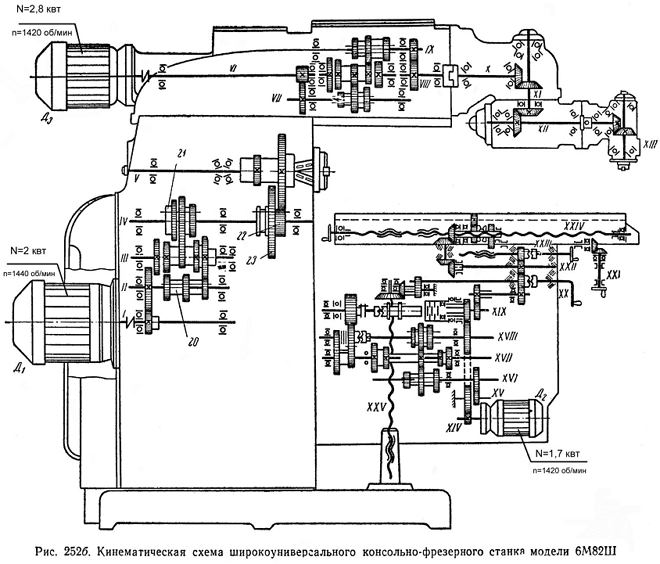
काइनेमेटिक आरेख का उदाहरण (ब्रैकट मिलिंग मशीन)
अतिरिक्त तत्वों में उनके डिजाइन में पांच-समन्वय और उत्कीर्णन उपकरण होते हैं। ऐसे उपकरण अतिरिक्त क्लैंपिंग तत्वों से लैस हैं जो आपको उस पर एक उत्कीर्णन स्थापित करने की अनुमति देते हैं। ऐसे उपकरण का उपकरण कार्डन शाफ्ट के कारण घूमता है, जिसके साथ यह सीधे इलेक्ट्रिक मोटर से जुड़ा होता है।
डिजाइन में सबसे सरल धातु के लिए मैनुअल मिलिंग मशीन हैं। इस तरह के उपकरण में कम शक्ति होती है, और इसके डिजाइन में कोलेट चक, रोटर, ड्राइव हेड और इलेक्ट्रिक मोटर के साथ कोलेट होता है। स्वाभाविक रूप से, ऐसी मशीन की कार्यक्षमता भी सीमित है: इसका उपयोग केवल सबसे सरल मिलिंग ऑपरेशन करने के लिए किया जा सकता है।
काम का संसाधन, जो एक मैनुअल प्रकार के मिलिंग समूह की मशीन है, वह भी कम है और 10,000 घंटे से अधिक नहीं है। ऐसे उपकरणों में सबसे कमजोर घटक, जो सबसे पहले विफल होते हैं, कोलेट और कोलेट चक, क्लैम्प्स, अटैचमेंट और स्पिंडल हैं। लेकिन इसकी कम विश्वसनीयता और स्थायित्व को कम लागत से पूरी तरह से मुआवजा दिया जाता है। यदि आप इसे अनियमित रूप से उपयोग करने की योजना बनाते हैं तो इसे प्राप्त करना समझ में आता है।
मशीन की लागत
मिलिंग मशीनों का वर्गीकरण उनकी लागत के अनुसार काफी व्यापक है। स्वाभाविक रूप से, इस सूची में सबसे सस्ते मॉडल चीनी निर्माताओं के मॉडल हैं। आप ऐसे उपकरणों की खरीद पर और भी अधिक बचत कर सकते हैं यदि आप इसे बिचौलियों के माध्यम से नहीं, बल्कि सीधे निर्माताओं से खरीदते हैं। जो सुविधाजनक है, चीन के निर्माता सरलतम दोनों की पेशकश करते हैं मैनुअल मशीनें, और पेशेवर, सीएनसी से लैस। यदि हम कीमतों की न्यूनतम सीमा पर विचार करते हैं, तो यह 7000-35000 रूबल के बीच भिन्न होता है।

चीनी डेस्कटॉप ड्रिलिंग और मिलिंग मशीन ट्रायोड एमएमएस -20 ई (लागत लगभग 60 हजार रूबल)
एक ऊर्ध्वाधर मशीन आपको काफी खर्च करेगी, ऐसे उपकरणों की लागत 20,000 रूबल से शुरू होती है। इसके अलावा, इस कीमत पर आप सबसे सरल कॉन्फ़िगरेशन वाली मशीन खरीदेंगे: कोलेट और कोलेट चक, क्लैम्प्स, अटैचमेंट, स्पिंडल।
यदि आप अपने लिए खरीदारी करने पर विचार कर रहे हैं निर्माण उद्यम व्यापक सार्वभौमिक मशीन, फिर इस तथ्य के लिए तैयार हो जाइए कि ऐसे उपकरणों की कीमत 250,000 रूबल से शुरू होती है। धातु के काम के लिए मिलिंग मशीन, जो सीएनसी से लैस हैं, की लागत 2 मिलियन रूबल से शुरू होती है।
किसी भी मामले में, यदि आप एक लक्ष्य निर्धारित करते हैं, तो आप एक बहुत ही आकर्षक कीमत पर एक सीरियल मॉडल की धातु के लिए एक उच्च गुणवत्ता वाली मिलिंग मशीन खरीद सकते हैं।
क्षैतिज मिलिंग मशीनिंग केंद्रसीएनसी फर्म हासआपको उच्च प्रदर्शन प्रदान करते हुए विभिन्न प्रकार के कार्यों को सफलतापूर्वक हल करने की अनुमति देता है सस्ती कीमत. मशीनों पर, बड़े भागों के बहुपक्षीय प्रसंस्करण को एक सेटअप में व्यवस्थित करना आसान है, इस प्रकार जटिल उच्च-सटीक उत्पादों को प्राप्त करना न्यूनतम लागत. क्षैतिज मिलिंग मशीन का एक अन्य लाभ काटने के क्षेत्र से चिप्स की प्रभावी निकासी है।
स्वचालित फूस परिवर्तन वाली मशीनों पर, प्रसंस्करण लगातार किया जा सकता है, तैयार भागों को हटाने और नए रिक्त स्थान स्थापित करने के लिए मशीन को रोकने की कोई आवश्यकता नहीं है।
सभी क्षैतिज मिलिंग मशीन और मशीनिंग केंद्र
* मशीनों के लिए कीमतें वैट के बिना इंगित की जाती हैं, जिसमें खरीदार के कारखाने में डिलीवरी शामिल है, जिसमें स्थापना पर्यवेक्षण और प्रशिक्षण शामिल है
आपूर्ति की गई क्षैतिज मिलिंग मशीनों का वर्गीकरण
एबामेट द्वारा आपूर्ति की गई एचएएएस सीएनसी क्षैतिज मिलिंग मशीनों को निम्नलिखित मुख्य प्रकारों में विभाजित किया जा सकता है।
स्वचालित फूस परिवर्तन के साथ
इस समूह में मशीनें शामिल हैं ईसी-400 , ईसी-400पीपीऔर ईसी-500. कार्य फूस को 1° चरणों (मूल) में अनुक्रमित किया जा सकता है या पूर्ण चतुर्थ अक्ष (विकल्प) के रूप में कार्य किया जा सकता है। EC-400PP हॉरिजॉन्टल मिलिंग मशीन में 6-पैलेट चेंजर है। फूस जो अंदर नहीं है कार्य क्षेत्रमशीन, ऑपरेटर की सुविधा के लिए भी घुमाया जा सकता है।
बिना बिल्ट-इन पैलेट चेंजर
इस समूह में बड़ी मशीनें शामिल हैं ईसी-1600और ईसी-1600ZT। क्षैतिज सीएनसी राउटर ईसी-1600ZT"Z" अक्ष के साथ स्ट्रोक में 203 मिमी की वृद्धि हुई है। ज्यादा से ज्यादा स्वीकार्य वजनडेस्कटॉप पर - 4536 किग्रा। वैकल्पिक रूप से उपलब्ध एक रोटरी फेसप्लेट है जिसे 762 मिमी के व्यास के साथ डेस्कटॉप (चौथा अक्ष) में एकीकृत किया गया है, जो विभिन्न पक्षों से बड़े भागों को संसाधित करते समय मशीन की क्षमताओं का काफी विस्तार करता है।
सीएनसी क्षैतिज मिलिंग मशीन के मुख्य लाभ
 |
, 5 पक्षों से 1 सेटअप में संसाधित किया जाता है, जो उच्च सटीकता की गारंटी देता है। आवश्यक सख्त पसलियों के साथ मजबूत और सिद्ध डिजाइन। कच्चा लोहा उच्च भिगोने की क्षमता प्रदान करता है। |
 |
डिजाइन, जिसे एचएएएस द्वारा 30 से अधिक वर्षों के लिए सिद्ध किया गया है, सटीक स्थिति और परेशानी मुक्त संचालन की गारंटी देता है लंबे साल. डिजाइन एक उच्च-सटीक वर्म गियर पर आधारित है। |
 |
HAAS तेज़ और विश्वसनीय साइड-माउंटेड स्वचालित टूल चेंजर प्रदान करता है। सभी उपकरण पूरी तरह से HAAS कारखाने में निर्मित होते हैं। 24, 40 और 70 टूल के लिए चेंजर उपलब्ध हैं। |
अबामेट क्या पेशकश करता है और ऑर्डर कैसे दें
हम उपकरणों की आपूर्ति के लिए एक व्यापक दृष्टिकोण प्रदान करते हैं: अनुरोध का तकनीकी अध्ययन, चयन आवश्यक उपकरण, काटने के उपकरण, उपकरण और तकनीकी उपकरण। हम प्रमाणित इंजीनियरों द्वारा मशीन टूल्स का उच्च-गुणवत्ता और कुशल रखरखाव प्रदान करते हैं। 508






