सीएनसी के लिए कार्यक्रमों का विकास। संख्यात्मक नियंत्रण के साथ एक मशीन उपकरण के लिए एक नियंत्रण कार्यक्रम का विकास
मशीन पर उत्पाद के प्रसंस्करण के क्रम के बारे में जानकारी फ्रेम दर फ्रेम दर्ज की जाती है। फ्रेम एक हिस्सा है नियंत्रण कार्यक्रम, एक इकाई के रूप में दर्ज और संसाधित किया गया और जिसमें कम से कम एक कमांड हो।
प्रत्येक फ्रेम में, प्रोग्राम के केवल उस हिस्से को रिकॉर्ड किया जाता है जो पिछले फ्रेम के संबंध में बदलता है।
एक फ्रेम में ऐसे शब्द होते हैं जो उनके बाद आने वाले डेटा के उद्देश्य को परिभाषित करते हैं।
उदाहरण के लिए:
N3 - फ्रेम की अनुक्रम संख्या
G02 - प्रारंभिक कार्य
(G01 - एक सीधी रेखा में एक बिंदु पर जाना
G02,G03 - गोलाकार प्रक्षेप दक्षिणावर्त या वामावर्त)
एक्स - कुल्हाड़ियों के साथ आंदोलन के अंत बिंदु के निर्देशांक, वाई - (उदाहरण के लिए, एक्स + 037540 (375.4 मिमी)
चाप केंद्र वृत्ताकार प्रक्षेप में समन्वय करता है
F4 - फीड कोड (जैसे F0060 (60mm/min)) S2 - स्पिंडल स्पीड कोड T2 - टूल नंबर
M2 - सहायक कार्य (उपकरण परिवर्तन, तालिका परिवर्तन, कूलिंग स्विच ऑन, वर्कपीस क्लैम्पिंग...)।
L3 - ज्यामितीय जानकारी में सुधार दर्ज करें और रद्द करें।
एलएफ - फ्रेम का अंत।
मशीन के काम करने वाले निकायों को स्थानांतरित करने के लिए एक कार्यक्रम बनाने के लिए, इसके साथ एक निश्चित समन्वय प्रणाली को जोड़ना आवश्यक है। Z अक्ष को मशीन के मुख्य धुरी के अक्ष के समानांतर चुना जाता है, X अक्ष हमेशा क्षैतिज होता है। किसी प्रोग्राम को संकलित करते समय, शून्य, प्रारंभिक और निश्चित बिंदुओं की अवधारणाओं का उपयोग किया जाता है।
नियंत्रण कार्यक्रम की तैयारी में शामिल हैं:
1. भाग की ड्राइंग और वर्कपीस के चयन का विश्लेषण।
अपनी तकनीकी क्षमताओं (आयाम, प्रक्षेप क्षमता, उपकरणों की संख्या, आदि) के अनुसार एक मशीन का चयन।
विकास तकनीकी प्रक्रियाभाग निर्माण, चयन काटने का उपकरणऔर काटने की स्थिति।
4. उपकरण के लिए भाग और प्रारंभिक बिंदु की समन्वय प्रणाली का चुनाव।
5. मशीन पर वर्कपीस को ठीक करने की विधि का चुनाव।
संदर्भ बिंदु निर्धारित करना, उपकरण की गति का निर्माण और गणना करना।
सूचना एन्कोडिंग
प्रोग्राम कैरियर को प्रोग्राम लिखना, उसका संपादन और डिबगिंग करना।
सीएनसी मशीनों के उपयोग ने उत्पादन वातावरण में किसी व्यक्ति के उपयोग की समस्या को काफी बढ़ा दिया है। सब करना
 स्वचालित मोड में एक मशीन उपकरण द्वारा एक भाग के निर्माण के लिए कार्यों ने व्यक्ति को वर्कपीस को स्थापित करने और हटाने के सबसे कठिन और गैर-रचनात्मक कार्य के साथ छोड़ दिया। इसलिए, सीएनसी मशीन टूल्स के विकास के साथ-साथ, "मैनुअल" श्रम के उपयोग की आवश्यकता वाले विशिष्ट कार्यों को करते समय किसी व्यक्ति को बदलने में सक्षम सिस्टम बनाने के लिए काम चल रहा था।
स्वचालित मोड में एक मशीन उपकरण द्वारा एक भाग के निर्माण के लिए कार्यों ने व्यक्ति को वर्कपीस को स्थापित करने और हटाने के सबसे कठिन और गैर-रचनात्मक कार्य के साथ छोड़ दिया। इसलिए, सीएनसी मशीन टूल्स के विकास के साथ-साथ, "मैनुअल" श्रम के उपयोग की आवश्यकता वाले विशिष्ट कार्यों को करते समय किसी व्यक्ति को बदलने में सक्षम सिस्टम बनाने के लिए काम चल रहा था।
संख्यात्मक के साथ मिलिंग मशीन और मल्टी-ऑपरेशन मशीन (मशीनिंग सेंटर) कार्यक्रम प्रबंधन
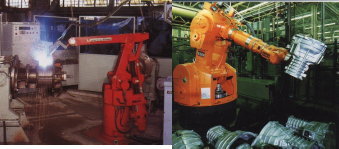
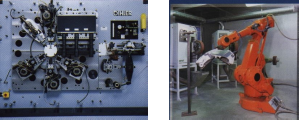
3.3 औद्योगिक रोबोट
औद्योगिक रोबोट (IR) प्रोग्राम नियंत्रण के साथ एक यांत्रिक जोड़तोड़ है।
एक जोड़तोड़ एक यांत्रिक उपकरण है जो उत्पादन की वस्तु के साथ मानव हाथों की क्रियाओं का अनुकरण या स्थानापन्न करता है।
औद्योगिक रोबोट तकनीकी में विभाजित हैं (परिवर्तन
वस्तु के गुण) और परिवहन।
तकनीकी रोबोट वेल्डिंग करता है, परिवहन रोबोट वर्कपीस को प्रसंस्करण क्षेत्र में ले जाता है।
ले जाने की क्षमता में विभाजित हैं:
 वस्तु वजन अल्ट्रा-लाइट 1 किलो तक हल्का 1-10 किलो मध्यम 10-100 किलो भारी 100-1000 किलो अतिरिक्त भारी 1000 किलो से अधिक
वस्तु वजन अल्ट्रा-लाइट 1 किलो तक हल्का 1-10 किलो मध्यम 10-100 किलो भारी 100-1000 किलो अतिरिक्त भारी 1000 किलो से अधिक
अल्ट्रा-लाइट रोबोट डिवाइस को इकट्ठा करते हैं, एक भारी रोबोट बड़े आकार के वर्कपीस को स्थानांतरित करता है।
सीएनसी प्रणाली (बंद और खुले, समोच्च और स्थिति, सीएनसी, डीएनसी, एचएनसी) के अनुसार, पीआर को काम करने वाले निकाय की स्वतंत्रता की डिग्री की संख्या के अनुसार भी विभाजित किया जाता है।
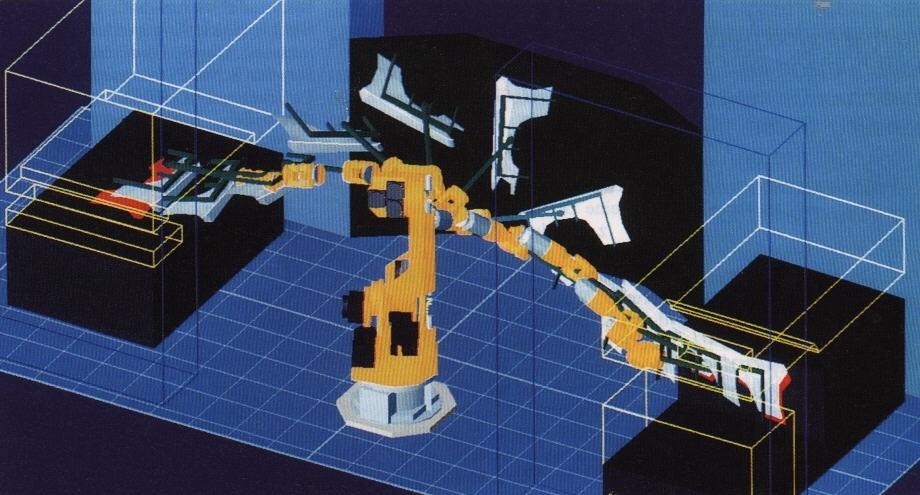
परिवहन रोबोट का सेवा क्षेत्र और वर्कपीस की गति का प्रक्षेपवक्र
वर्तमान में व्यापक उपयोगप्राप्त परिवहन रोबोट जो तकनीकी उपकरण लोड करते हैं, गोदाम से रिक्त स्थान और परिवहन भागों को गोदाम तक पहुंचाते हैं। स्टैम्पिंग ऑपरेशन के उत्पादन में, ट्रांसपोर्ट रोबोट स्टैम्प को रिक्त स्थान की आपूर्ति करते हैं और उन्हें हटा देते हैं।
रोबोटों का व्यापक रूप से उपयोग किया गया है जो कार निकायों को वेल्ड करते हैं और उन्हें पेंट करते हैं। रोबोट का उपयोग इलेक्ट्रॉनिक उपकरणों, घड़ियों और अन्य उपकरणों के संयोजन में किया जाता है।
सीएनसी सिस्टम के साथ तकनीकी उपकरणों के साथ, औद्योगिक रोबोट जटिल उत्पादन स्वचालन के लिए आधार बनाते हैं।
रोबोट कार निकायों को वेल्ड करते हैं और स्थापित करते हैं लकड़ी के पैनलप्रसंस्करण मशीन के लिए (रोबोट अनुप्रयोगों के उदाहरण)
![]()
टेस्ट प्रश्न:
1. कौन सी सीएनसी प्रणाली आपको खराद पर गोलाकार सतहों को संसाधित करने की अनुमति देती है?
2. ड्रिलिंग मशीनों पर कौन सी सीएनसी प्रणाली का उपयोग किया जाना चाहिए?
3. खराद पर वर्कपीस को संसाधित करते समय कितने निर्देशांक प्रक्षेप संभव हैं? - मिलिंग मशीनों पर?
4. चक्रीय कार्यक्रम नियंत्रण प्रणाली और सीएनसी प्रणाली में क्या अंतर है?
5. औद्योगिक रोबोट क्या कार्य करते हैं?
परीक्षण नियंत्रण कार्ड के नमूना प्रश्न।
समोच्च नियंत्रण के साथ सीएनसी सिस्टम का उपयोग करने के लिए किन कार्यों में सलाह दी जाती है?
लेकिन)। स्टेप्ड रोलर्स को मोड़ते समय।
बी) । डबल वक्रता की सतहों को मिलाते समय।
पर)। मुद्रित सर्किट बोर्डों में छेद संसाधित करते समय।
जटिल आकार के भागों को पेंट करने के लिए किस प्रकार के रोबोट का उपयोग किया जाता है? लेकिन)। समोच्च नियंत्रण के साथ तकनीकी।
बी)। स्थिति नियंत्रण के साथ बड़े आकार।
पर)। समोच्च नियंत्रण के साथ परिवहन।
सामान्य तौर पर, मेरा मानना है कि यह यूई नहीं है जिसका मूल्यांकन मौद्रिक संदर्भ में किया जाना चाहिए, बल्कि तकनीक को उत्पादन में पेश किया जाना चाहिए। एनसी प्राप्त करने में कुछ सेकंड लगते हैं, सीएएम में प्रसंस्करण रणनीतियों को सेट करने के लिए भी लंबा नहीं है, लेकिन शेर का समय कार्य विश्लेषण पर खर्च किया जाता है: डिजाइन दस्तावेज, मशीन पार्क, टूल बेस, विकास/फिक्स्चर के निर्माण का अध्ययन (या यूएसपी असेंबली), कटिंग मोड्स का चयन, ड्राफ्टिंग मार्ग नक्शा(और अन्य उत्पादन साइटों के साथ इसका समन्वय) या मौजूदा रूट मैप का विश्लेषण, एक सेटअप मैप तैयार करना, ग्राहक के साथ परिणामों का समन्वय करना, मशीन समय / उपकरण लागत / उपकरण जीवन / अंतिम परिणाम के लिए उसकी इच्छाओं को ध्यान में रखते हुए "नीचे से मशीन"। यहां, इन (और कई अन्य कारकों) के अनुसार, सीएएम में उपयुक्त रणनीतियों का चयन किया जाता है और संबंधित यूई प्राप्त किया जाता है। इसके अलावा, उत्पादन प्रक्रिया में आने वाले परिवर्तनों की संभावना के बारे में मत भूलना। और, साथ ही, उपकरण और महंगे उपकरण, वर्कपीस आदि के समय और अखंडता के लिए जिम्मेदारी के बारे में मत भूलना।प्रश्न उठा: किसी विशिष्ट भाग को संसाधित करने के लिए लिखित कार्यक्रम के लिए पर्याप्त कीमत क्या है? मैंने इंटरनेट पर खोज की - बहुत सारे ऑफ़र हैं, लेकिन कीमतों की घोषणा नहीं की गई है। क्या कोई मुझे कीमतें बता सकता है, यह अच्छा होगा कि कीमतें भाग की जटिलता के आधार पर या आपके काम का मूल्यांकन करने के लिए किन मानदंडों के आधार पर हों। यह भी संभव है कि आपको मशीनों से निपटना होगा, और फिर ऑपरेटर को प्रशिक्षित करना होगा, इसके लिए क्या कीमत मांगनी है? मुझे बताओ, मैं खुद को भी नहीं जानता। =\
पी.एस. विषय का शीर्षक ठीक करें, अन्यथा मैं इसे स्वयं नहीं ढूँढ सकता =\
व्यक्तिगत रूप से, मैं अपने बारे में कह सकता हूं कि दूर से काम करने के मामले में, मैं ग्राहक के साथ लगभग निम्नलिखित सिद्धांत के अनुसार संवाद करता हूं। कार्य पूरा करने के लिए अनुमानित समय के आधार पर। मैं इसे 2 से गुणा करता हूं (ग्राहक की ओर से अप्रत्याशित परिस्थितियों को ध्यान में रखते हुए)। मैं प्राप्त समय को $100/दिन से गुणा करता हूँ। मैं जटिलता कारक से गुणा करता हूं (मैं काम की जटिलता को ध्यान में रखता हूं, वर्कपीस की कीमत, उपकरण, आदि, साथ ही साथ ग्राहक को मेरे काम से मिलने वाले लाभ)। मैं ग्राहक के साथ संबंधों की प्रकृति को ध्यान में रखता हूं (यदि ग्राहक विश्वसनीय और सिद्ध है, तो मैं छूट देता हूं)। मैं आमतौर पर काम के प्रदर्शन के लिए शब्द को 2 और से गुणा करता हूं (यह भुगतान में नहीं जाता है, क्योंकि यह मेरी ओर से अप्रत्याशित परिस्थितियों के लिए एक शब्द है)। मैं ग्राहक को राशि और शर्तों की घोषणा करता हूं, और यह भी अच्छी तरह से बताता हूं कि इस राशि में कौन सी सेवाएं शामिल हैं (गलतफहमी से बचने के लिए)।
ट्यूशन दरों के मुद्दे पर: ऐसी सेवाएं प्रदान करने वाले कार्यालय, साप्ताहिक के लिए बुनियादी पाठ्यक्रमलगभग 30k.r ले लो एक व्यक्ति से। इस राशि से और मार्गदर्शन करें।
सीएनसी सिस्टम बनाने वाली कंपनियां आईएसओ मानक का पालन करती हैं, लेकिन अक्सर विचलन की अनुमति देती हैं। यह बहु-पैरामीट्रिक तकनीकी आदेशों (उदाहरण के लिए, बदलते उपकरण) के कार्यान्वयन में माइक्रो कंप्यूटर की "कमजोरी" के कारण है। इसलिए, एक विशिष्ट सीएनसी प्रणाली के लिए कार्यक्रमों को संकलित करते समय, "उपयोगकर्ता के मैनुअल" पर ध्यान देना आवश्यक है, जो प्रोग्रामिंग मशीन के लिए सेट किए गए दस्तावेज़ीकरण में शामिल है।
आईएसओ -7 बिट कोड एक चरित्र को सात-बिट बाइनरी नंबर के रूप में परिभाषित करता है। यदि इस वर्ण के बिट्स को परिभाषित करने वाले छिद्रित टेप पर छेदों की संख्या विषम है, तो DPD (डेटा तैयारी उपकरण) स्वचालित रूप से इस वर्ण के एन्कोडिंग को आठवें ट्रैक पर एक छेद के साथ पूरक करता है - एक समता बिट। ईआईए कोड (अमेरिका, जापान) के लिए, आठवां ट्रैक विषम संख्या में छिद्रों का नियंत्रण है।
यूई में, आंदोलन को क्रमादेशित किया जाता है, समन्वय अक्षों द्वारा परिभाषित किया जाता है एक्स, वाई, जेड, या उनके चारों ओर रोटेशन, क्रमशः, ए, बी, सी (उदाहरण के लिए, मशीन तालिका का रोटेशन)। पत्रयू, वी, डब्ल्यू क्रमशः एक्स, वाई और जेड अक्ष के समानांतर माध्यमिक आंदोलन कार्यों को परिभाषित करते हैं।
UE क्रमांकित वाक्यों का एक क्रम है जिसे फ़्रेम कहा जाता है। फ़्रेम संख्या एक लेबल है जिसके द्वारा आप इसे संपादित करने या इस फ़्रेम से NC प्रारंभ करने के लिए आवश्यक फ़्रेम ढूंढ सकते हैं। यूई का निर्माण करते समय, केवल वह जानकारी जो कार्यक्रम के पिछले भाग के संबंध में बदलती है, फ्रेम में दर्ज की जाती है।
फ्रेम शब्दों से बना है। प्रत्येक शब्द का एक पता (लैटिन अक्षरों में से एक) और एक दशमलव संख्या होती है। दशमलव संख्याशब्द प्रारूप के अनुसार एक शब्द में लिखा जाता है। पर आधुनिक प्रणालीसंख्याएं आमतौर पर दशमलव बिंदु के साथ लिखी जाती हैं, हालांकि, किसी विशेष मशीन के लिए उपयोगकर्ता के निर्देशों के अनुसार संख्या प्रारूप को स्पष्ट करना आवश्यक है (ऐसे सीएनसी सिस्टम हैं जहां शब्द प्रारूप सीएनसी रैम में संग्रहीत पैरामीटर द्वारा निर्धारित किया जाता है)।
ब्लॉक के अंत में LF कैरेक्टर (कैरिज रिटर्न) लिखा होता है। उदाहरण के लिए: N10 G90 X10,2 Z-100 (LF) ब्लॉक नंबर 10 में, एक आंदोलन को निरपेक्ष संदर्भ प्रणाली (G90) में निर्देशांक (10.2, -100) के साथ एक बिंदु पर परिभाषित किया गया है। एलएफ चरित्र केवल छिद्रित टेप पर देखा जा सकता है, यह डिस्प्ले पर अदृश्य है। इसे यूई की सूची में भी नहीं जोड़ा गया है।
एनसी ब्लॉक में शब्दों को किसी भी क्रम में दर्ज किया जा सकता है, सीएनसी पहले तकनीकी कार्यों एस, एफ, टी, एम और फिर प्रारंभिक जी के आदेशों को आयामी आंदोलनों के प्रदर्शन के साथ संसाधित करेगा।
मोडुलो यूई नियंत्रण।
जैसा कि पहले उल्लेख किया गया है, वर्णों को कूटबद्ध करते समय ISO-7bit कोड मानता है, सम संख्याछिद्रित टेप में छेद। यदि हम कैरेक्टर कोड को बाइनरी नंबर के रूप में मानते हैं, तो आईएसओ मानक के अनुसार, इसमें इकाइयों की एक सम संख्या होनी चाहिए। यह गुण एकल त्रुटि (एक बिट या एक अतिरिक्त बिट की हानि) के विरुद्ध जाँच की गारंटी देता है। इसलिए, कुछ सिस्टम अधिक उपयोग करते हैं विश्वसनीय उपस्थितिमॉड्यूल नियंत्रण।
डेटा तैयारी डिवाइस (पीडीडी) यूई फ्रेम रिकॉर्ड करते समय स्वचालित रूप से प्रत्येक फ्रेम के लिए चेकसम की गणना करता है और उन्हें 10 से विभाजित करता है, जो शेष (मॉड) को 10 के गुणक में निर्धारित करता है। यह जोड़ चेकसम होगा (0... .9) फ्रेम के लिए और UPD "फ्रेम के अंत" (LF) वर्ण के बाद स्वचालित रूप से लिखा जाएगा। सीएनसी, एनसी ब्लॉक पढ़ते समय, प्रत्येक ब्लॉक के लिए पैडिंग की गणना भी करता है और प्रोग्राम माध्यम पर पैडिंग के साथ उनकी तुलना करता है। यदि ये मान मेल नहीं खाते हैं, तो यह प्रोग्राम माध्यम पर एक त्रुटि संदेश का कारण बनता है। चेकसम सभी वर्णों के संख्यात्मक कोड के योग के बराबर है, जिसमें "फ़्रेम का अंत" (LF) वर्ण शामिल है। वर्ण कोड एक द्विआधारी संख्या है, उदाहरण के लिए कोड N 1001110| 2=78| दस
सीएनसी मशीन के लिए नेकां के टुकड़े
प्रारंभिक कार्य जी
ध्यान दें: एनसी कमांड फ़ंक्शन एक विशिष्ट सीएनसी मॉडल के लिए नहीं दिए गए हैं, लेकिन पाठ्यक्रम में विकासशील कार्यक्रमों के लिए उनके सामान्यीकृत रूप हैं और स्नातक डिजाइन. पता जी के साथ कार्य, प्रारंभिक कार्य कहलाते हैं, सीएनसी मशीन के मोड और संचालन की स्थिति निर्धारित करते हैं। उन्हें G00 से G99 तक कोडित किया गया है। 4
G00 पोजिशनिंग। प्रोग्राम किए गए बिंदु पर तेजी से ट्रैवर्स पर जाएं।
G01 रैखिक प्रक्षेप। फास्ट फीड पर एक सीधी रेखा में चलना।
G02 दक्षिणावर्त वृत्ताकार प्रक्षेप एक वृत्ताकार चाप के साथ दक्षिणावर्त दिशा में गति करता है जब गति के तल के लंबवत अक्ष की सकारात्मक दिशा से देखा जाता है।
G03 वृत्ताकार प्रक्षेप वामावर्त गति के तल के लंबवत अक्ष की धनात्मक दिशा से देखे जाने पर वृत्त के एक चाप के साथ वामावर्त गति करना।
G04 विराम। नेकां के निष्पादन समय में देरी की शुरुआत करता है।
G17 G18 G19 गोलाकार प्रक्षेप विमान का चयन। विमान XY - G17, XZ - G18, YZ - G19 निर्दिष्ट करना जब परिपत्र चाप के साथ आंदोलन की प्रोग्रामिंग और कटर व्यास के लिए मुआवजा।
G25 कार्यक्रम एनसी ब्लॉकों के समूह के एकाधिक दोहराव को दोहराता है।
G41 G42 कटर व्यास मुआवजा बाएँ और दाएँ। मशीनीकृत किए जा रहे समोच्च के सापेक्ष कटर केंद्र के टूलपथ को स्थानांतरित करने के लिए उपयोग किया जाता है।
G60 फाइन पोजिशनिंग एक दिशा से एक स्थिति के करीब पहुंचकर तेजी से आगे बढ़ें।
G81 ... G89 डिब्बाबंद चक्र। भागों की विशिष्ट सतहों की गतिविधियों को क्रमादेशित किया जाता है।
G80 डिब्बाबंद साइकिल रद्द। डिब्बाबंद चक्र रद्द
G81 G89 G90 निरपेक्ष आयाम। निरपेक्ष संदर्भ प्रणाली में निर्देशांक की प्रोग्रामिंग।
G91 वृद्धिशील आकार। सापेक्ष संदर्भ प्रणाली में निर्देशांक की प्रोग्रामिंग।
G92 कोऑर्डिनेट सिस्टम सेटिंग। मशीन के कार्य निकायों की निर्दिष्ट स्थिति के सापेक्ष समन्वय प्रणाली की उत्पत्ति निर्धारित करता है।
G94 G95 फ़ीड मान की इकाई निर्धारित करें
G94 - मिमी/मिनट
G95 - मिमी / रेव G96 लगातार काटने की गति। निरंतर काटने की गति के साथ प्रोग्रामिंग प्रसंस्करण।
G98 G99 डिब्बाबंद चक्रों में गुणों को परिभाषित करें। G81 89 . चलाने के बाद वापसी बिंदु सेट करें
सहायक कार्य M
M00 तकनीकी पड़ाव। कमांड निष्पादित करने के बाद, प्रोग्राम रोक दिया जाता है। काम की निरंतरता - "प्रारंभ" कुंजी दबाकर।
M01 पुष्टि के साथ रोकें। M01 कमांड को निष्पादित किया जाता है, बशर्ते कि कंट्रोल पैनल पर संबंधित कुंजी को दबाया जाए।
M02 M30 कार्यक्रम समाप्त। कार्यक्रम ब्लॉक का अंत। इस यूई के प्रसंस्करण को पूरा करने का आदेश। प्रोग्राम कैरियर (चुंबकीय टेप, छिद्रित टेप) पर कई कार्यक्रम हो सकते हैं। इस आदेश का वास्तव में अर्थ है "टेप का अंत"।
M03 M04 स्पिंडल रोटेशन। धुरी के घूमने की दिशा दक्षिणावर्त होती है। स्पिंडल रोटेशन की दिशा वामावर्त है।
M05 स्पिंडल स्टॉप स्पिंडल स्टॉप का कारण बनता है, कूलिंग बंद कर देता है। M06 उपकरण परिवर्तन। उपकरण को काम करने की स्थिति में रखता है, जिसकी संख्या पता टी द्वारा निर्धारित की जाती है।
M08 M09 शीतलक आपूर्ति। कूलिंग चालू करता है। ठंडा करना बंद कर देता है।
M19 ओरिएंटेड स्पिंडल स्टॉप। स्पिंडल को निर्दिष्ट कोणीय स्थिति पर रुकने का कारण बनता है।
M17 सबरूटीन का अंत। बाहरी डिवाइस के साथ M20 संचार। यह एक औद्योगिक रोबोट को नियंत्रण के हस्तांतरण को सेट कर सकता है, परिवहन और भंडारण उपकरण के संचालन को आरंभ कर सकता है, आदि।
M41 M42 M43 स्पिंडल स्पीड रेंज। स्पिंडल स्पीड रेंज नंबर सेट करता है।
यह ध्यान दिया जाना चाहिए कि कई कार्य, जैसे "पूर्ण संदर्भ प्रणाली - G90", फ़ीड मान का आयाम (G94, G95), व्यास मुआवजा (G40) और अन्य, मशीन को संचालन के लिए तैयार करते समय स्वचालित रूप से सेट हो जाते हैं ( बिजली की आपूर्ति चालू करना)। उन्हें "डिफ़ॉल्ट फ़ंक्शन" कहा जाता है और उनकी प्रारंभिक स्थिति "उपयोगकर्ता के निर्देश" में निर्दिष्ट होती है।
पता एफ के तहत, फ़ीड मान प्रोग्राम किया गया है, और एस स्पिंडल गति के लिए मान है। पता पत्र एच लंबाई के लिए सुधारक संख्या और व्यास के लिए डी निर्धारित करता है।
हम भी अनुशंसा करते हैं
 कैसे बनाएं हेल्दी केले की स्मूदी
कैसे बनाएं हेल्दी केले की स्मूदी
 घर पर खाना पकाने के लिए सर्दियों के व्यंजनों के लिए शतावरी की कटाई
घर पर खाना पकाने के लिए सर्दियों के व्यंजनों के लिए शतावरी की कटाई
 तोरी और पनीर के साथ चिकन पाई डुकन की रेसिपी कुटीर चीज़ के साथ तोरी पाई
तोरी और पनीर के साथ चिकन पाई डुकन की रेसिपी कुटीर चीज़ के साथ तोरी पाई
 आइसिंग के साथ जिंजरब्रेड
आइसिंग के साथ जिंजरब्रेड
 केकड़े की छड़ें और गाजर के साथ सलाद कैसे पकाने के लिए
केकड़े की छड़ें और गाजर के साथ सलाद कैसे पकाने के लिए
 शिमला मिर्च के साथ पत्ता गोभी का सलाद - बेहतरीन रेसिपी
शिमला मिर्च के साथ पत्ता गोभी का सलाद - बेहतरीन रेसिपी