बेधन यंत्र। ड्रिलिंग मशीन - सभी कोणों से अपरिहार्य उपकरणों के बारे में
उत्पादन और औद्योगिक प्रौद्योगिकियां
मशीन 2H135 अंजीर। तालिका 2 में वाइस फिक्स्चर या भागों को जोड़ने के लिए टी-स्लॉट हैं। चावल। संक्षिप्त तकनीकी निर्देशमशीन टूल 2Н135 टेबल की कामकाजी सतह के आयाम मिमी चौड़ाई x लंबाई 450x500 स्टील में सबसे बड़ा ड्रिलिंग व्यास मिमी 35 स्पिंडल नंबर 4 का मोर्स टेपर टेबल का सबसे बड़ा ऊर्ध्वाधर आंदोलन मिमी 300 स्पिंडल गति चरणों की संख्या 12 स्पिंडल गति न्यूनतम 1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 स्पिंडल फीड स्टेप्स की संख्या 9 स्पिंडल फीड्स मिमी रेव 01; 014; 02;...
एक ऊर्ध्वाधर ड्रिलिंग मशीन का उपकरण और प्रसंस्करण छेद के लिए इसकी सेटिंग
उद्देश्य: एक ऊर्ध्वाधर ड्रिलिंग मशीन के उद्देश्य, उपकरण और गतिज आरेख, मशीन को स्थापित करने और समायोजित करने के लिए उपयोग किए जाने वाले छेद प्रसंस्करण और काटने के उपकरण से परिचित हों।
उपकरण और सामग्री।लंबवत ड्रिलिंग मशीन, मशीन वाइस, स्टील बिलेट एसटीजेड आकार 100एक्स 150 एक्स 50 मिमी; अभ्यास 015; 28 मिमी; काउंटरसिंक 029, 75; राइमर 029, 95 और 30 H7; काउंटरसिंक 030 मिमी; मोर्स टेंपर KM4-3 के साथ एडेप्टर झाड़ियों; 4-2; कैलिपर्स; खुरदरापन मानक।
ऊर्ध्वाधर ड्रिलिंग मशीनों को ड्रिल और उनके बाद के प्रसंस्करण का उपयोग करके ठोस धातु वर्कपीस में छेद बनाने के लिए डिज़ाइन किया गया हैकाउंटरसिंक, रीमर, काउंटरसिंक, काउंटरबोर, टैप, कटर,व्यक्तिगत और छोटे पैमाने पर उत्पादन की स्थितियों में संयुक्त उपकरण।
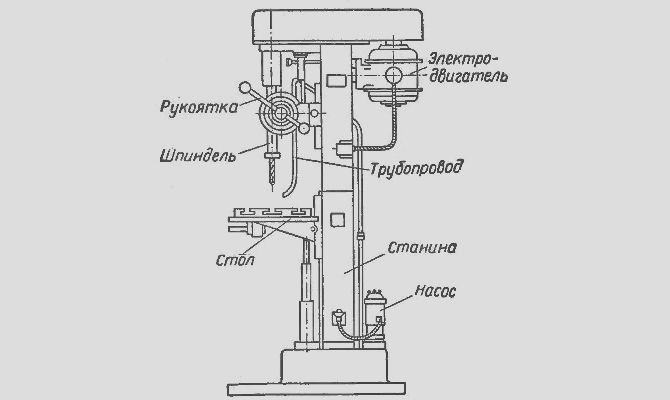
मशीन 2H135 (चित्र 1) में निम्नलिखित मुख्य घटक हैं: प्लेट 1, कॉलम 3, टेबल 2, हेडस्टॉक 6. कटिंग टूल स्पिंडल 4 के आंतरिक शंकु (मोर्स नंबर 4) में तय किया गया है। प्लेट 1 का आधार है मशीन, और इसकी आंतरिक गुहा शीतलक जलाशय है। लंबवत गाइड कॉलम 3 आपको हेडस्टॉक 6 और तालिका 2 को काम के लिए सुविधाजनक स्थिति में ले जाने की अनुमति देता है। कॉलम के अंदर हेडस्टॉक को संतुलित करने के लिए, एक वज़न निलंबित कर दिया जाता है। तालिका 2 में एक वाइस, फिक्स्चर या वर्कपीस संलग्न करने के लिए टी-स्लॉट हैं। हेडस्टॉक बी पर मुख्य आंदोलन और फ़ीड चलाने के लिए एक इलेक्ट्रिक मोटर और तंत्र है, स्पिंडल के घूर्णन को चालू करने के लिए तंत्र, एक स्पिंडल और मशीन नियंत्रण।
चित्र एक। कार्यक्षेत्र ड्रिलिंग मशीन 2H135
एक छेद ड्रिल करने के लिए, हैंडव्हील 5 को "खुद की ओर" मोड़ते हुए, स्पिंडल को नीचे करें। जब ड्रिल वर्कपीस पर टिकी होती है तो स्पिंडल फीड अपने आप चालू हो जाती है। ड्रिलिंग गहराई को कैम 12 द्वारा समायोजित किया जाता है, कैम 14 द्वारा थ्रेडिंग किया जाता है। कैम को 13 अंग के साथ सेट किया जाता है। हैंडव्हील 5 को "आप की ओर" घुमाकर धुरी को उठाया जाता है। यह स्पिंडल फ़ीड को अक्षम करता है।
हैंडल 7 में आवश्यक स्पिंडल गति शामिल है। हैंडल 11 में वांछित फ़ीड शामिल है। मशीन स्विच 9 द्वारा नेटवर्क से जुड़ी है, और शीतलक स्विच 10 द्वारा आपूर्ति की जाती है। नियंत्रण बटन 8 आपको स्पिंडल को चालू या बंद करने की अनुमति देता है।
मशीन की संक्षिप्त तकनीकी विशेषताएं
2Н135
- तालिका की कामकाजी सतह के आयाम,
मिमी (चौड़ाई x लंबाई) 450 x500
- अधिकतम ड्रिलिंग व्यास
स्टील में, मिमी 35
- स्पिंडल मोर्स टेपर№4
- अधिकतम लंबवत आंदोलन
टेबल, मिमी 300
- स्पिंडल गति चरणों की संख्या 12
- धुरी गति, मिनट-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- धुरी फ़ीड चरणों की संख्या 9
- स्पिंडल फीड, मिमी/रेव 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- मुख्य आंदोलन के ड्राइव की इलेक्ट्रिक मोटर की शक्ति, kW 4 मशीन का गतिज आरेख चित्र 2 में दिखाया गया है। जंजीर
मुख्य आंदोलन इलेक्ट्रिक मोटर को जोड़ता हैएमएल 25-30-35, 35-42, 50-15 ब्लॉक वाले गियरबॉक्स के माध्यम से U1 स्पिंडल के साथ। मुख्य आंदोलन की गति की गतिज श्रृंखला का संतुलन समीकरण:

मशीन को रेंज में 12 अलग-अलग स्पिंडल गति पर सेट किया जा सकता हैपी डब्ल्यू = 31.5-1400 आरपीएम,
पहिया से धुरी और आस्तीन की प्रत्येक क्रांति के लिए लंबवत फ़ीड किए जाते हैंजेड \u003d 34. इस श्रृंखला में स्थायी गियर 34/60 और 10/54, 16-31-45 और 26-31-36 ब्लॉक के साथ गियरबॉक्स गियर, एम 2 युग्मन, एम 3 सुरक्षा क्लच, वर्म गियर 1/60 और रैक और पिनियन शामिल हैं। गियर 2 = 13, जो रेल टी = 3 मिमी और स्पिंडल की आस्तीन 4 को स्थानांतरित करता है।
इस गतिज श्रृंखला के लिए संतुलन समीकरण है:

मशीन को रेंज में नौ अलग-अलग फीड पर सेट किया जा सकता हैएस पी \u003d 0.1-1.6 मिमी / रेव।
फ़ीड के साथ हैंडव्हील को घुमाकर धुरी को मैन्युअल रूप से स्थानांतरित किया जाता है
एस इन = 122.46 मिमी / रेव।
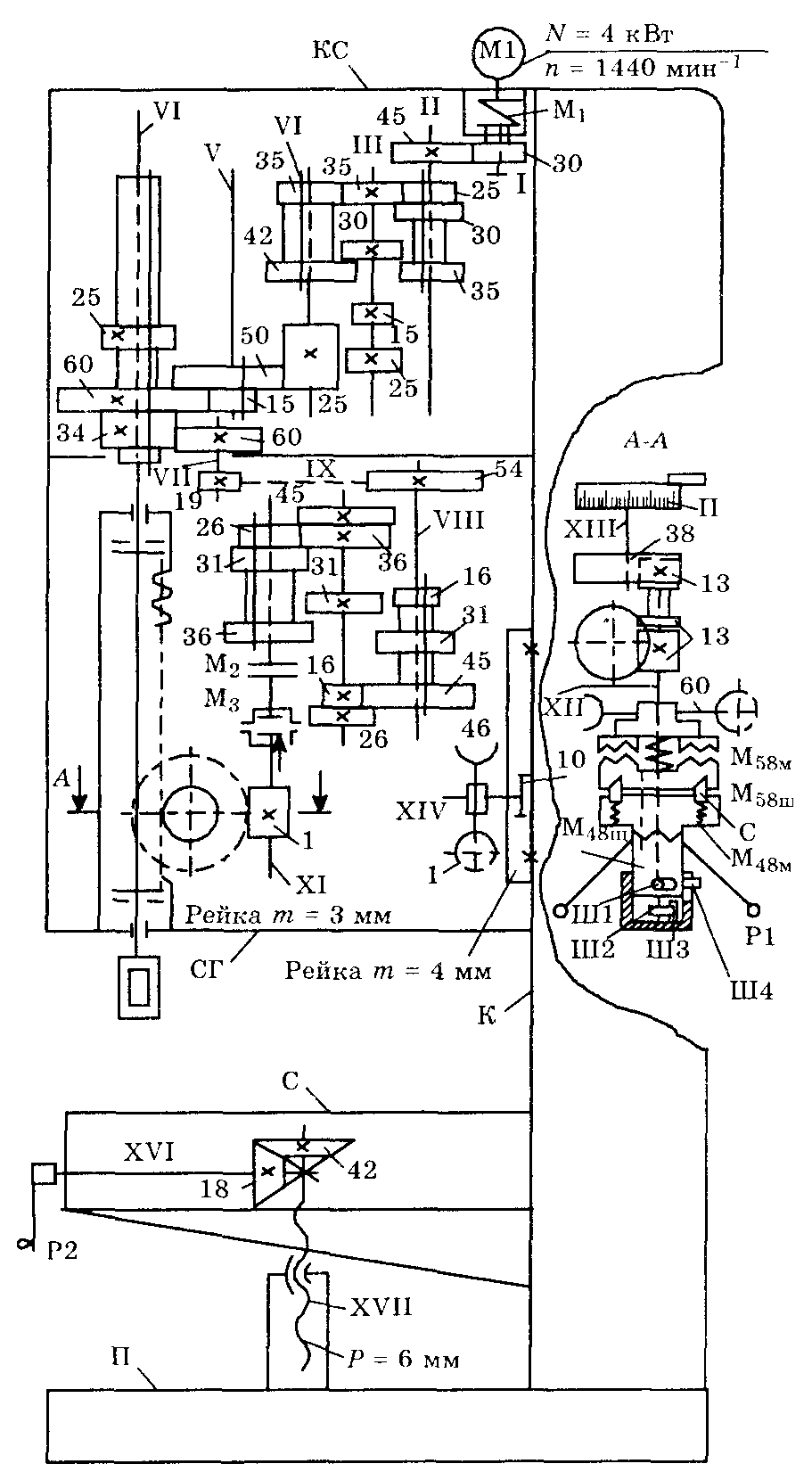
रेखा चित्र नम्बर 2। ऊर्ध्वाधर ड्रिलिंग मशीन 2H135 . का गतिज आरेख
ऊर्ध्वाधर ड्रिलिंग पर छिद्रों का निर्माण
मशीन टूल्स
ऊर्ध्वाधर ड्रिलिंग मशीनों पर, छेद बनाने के लिए निम्नलिखित विधियों का उपयोग किया जाता है।
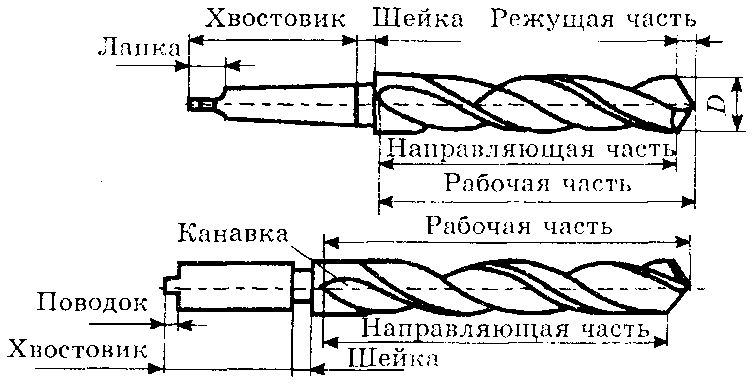
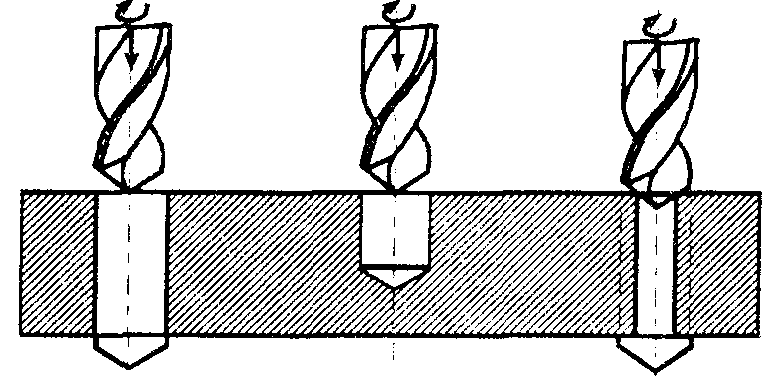
1. ठोस धातु में ड्रिलिंग और मोड़, कुदाल और बरमा ड्रिल के साथ रीमिंग (चित्र 3,ए बी सी) व्यास के साथ छेद बनाने के लिए ट्विस्ट ड्रिल का उपयोग किया जाता हैडी = 0.3-85 मिमी और गहराई 10 . तकडी, पंख - व्यासडी = 6...40, पेंच - व्यास के साथडी = 5...20 30 तक गहरे छेद के लिएडी। ड्रिलिंग 14-12 गुणवत्ता सटीकता और 12-25 माइक्रोन की सतह खुरदरापन प्रदान करती है।एक ट्विस्ट ड्रिल (चित्र 4) एक टू-टूथ टूल है और इसमें एक काम करने वाला हिस्सा, एक गर्दन, एक बेलनाकार या शंक्वाकार टांग और एक पैर होता है। काम करने वाले हिस्से में दो मुख्य काटने वाले किनारों के साथ एक काटने वाला हिस्सा होता है, एक अनुप्रस्थ काटने (पुल) और दो . के साथ एक गाइड भाग होता है
दांतों की पेचदार सतह पर सहायक किनारे (रिबन) और चिप से बाहर निकलने के लिए खांचे। स्पैटुला ड्रिल सिंगल या टू-स्टेज ब्लेड है और इसका उपयोग कठिन काम करने की परिस्थितियों में किया जाता है। ऑगर ड्रिल में त्रिकोणीय ग्राउंड फ्लूट प्रोफाइल और फ्लैट ग्राउंड फ्रंट और बैक सरफेस हैं।
2. कास्टिंग, फोर्जिंग या स्टांपिंग में प्राप्त छेदों की काउंटरसिंकिंग या ठोस और शेल काउंटरसिंक का उपयोग करके पहले ड्रिल किया गया। काउंटरसिंक एक 3- या 4-टूथ टूल है, जो बेहतर होल सेंटरिंग और अधिक कठोरता प्रदान करता है। रीमिंग भत्ता 0.5-3 मिमी है। काउंटरसिंकिंग करते समय, 11 डिग्री सटीकता और सतह खुरदरापन सुनिश्चित किया जाता हैआर ए = 3.2-6.3 µm.
3. रीमर का उपयोग करके सटीक छिद्रों का परिनियोजन (चित्र 5): मैनुअल या मशीन, बेलनाकार, शंक्वाकार और चरणबद्ध; सीधे और पेचदार खांचे के साथ, दाएं और बाएं काटने। रीमर के 6-12 दांत होते हैं,
उच्च कठोरता। रीमिंग भत्ता है: 0.15-0.5 मिमी के मसौदे के साथ; परिष्करण - 0.05-0.15 मिमी। सटीकता और सतह खुरदरापन की 9-7 गुणवत्ता प्रदान की,आरए = 0.8-1.6 µm या उससे कम।
4. काउंटरसिंकिंग और काउंटरसिंकिंग - शंक्वाकार का प्रसंस्करण (चित्र। 6,ए, बी) और अंत (चित्र। 6, सी) छिद्रों की सतह और "हाइलैंडर्स बॉस" (चित्र। 6,जी)।
5. बोरिंग कटर के साथ बोरिंग एंड मैनड्रेल में फिक्स्ड।
6. मशीन के नल से थ्रेडिंग, नल के प्रकार चित्र 8 में दिखाए गए हैं।
 7. रोलिंग रोलर्स और कैलिब्रेटिंग उपकरणों की मदद से प्लास्टिक विरूपण की विधि
7. रोलिंग रोलर्स और कैलिब्रेटिंग उपकरणों की मदद से प्लास्टिक विरूपण की विधि
चित्र 3. ड्रिलिंग और रीमिंग छेदचावल। 4. घूमा ड्रिल

चित्र 5. राइमर के साथ ड्रिलिंग छेद

चित्र 6. छेद पैटर्न


चित्र 7. एक कटर (ए) और एक फ्लोटिंग ब्लॉक (बी) के साथ बोरिंग छेद की योजना
चित्र 8. नल के प्रकार: ए - मैनुअल (नंबर 1 - ड्राफ्ट, नंबर 2 - मध्यम, नंबर 3 - फिनिशिंग), बी - मशीन-मैनुअल,सी - मशीन, डी - शंक्वाकार
8. संयुक्त उपकरणों के साथ प्रसंस्करण: ड्रिल बिट, काउंटरसिंक ड्रिल, टैप ड्रिल, रीमर ड्रिल इत्यादि।
छेद प्रसंस्करण के लिए मशीन सेटिंग 03OH7
छेद को आकार देना, सतह खुरदरापन के साथ 03OH7 (7 सटीकता ग्रेड)आरए = 1.6 µm ठोस धातु में, इसे क्रम में करने की अनुशंसा की जाती है:
- एक मोड़ ड्रिल 015 मिमी के साथ एक छेद ड्रिलिंग;
- एक ड्रिल के साथ एक छेद ड्रिलिंग 028 मिमी;
- काउंटरसिंक के साथ काउंटरसिंकिंग होल 029.75 मिमी;
- रफ स्वीप 029.95 मिमी;
- 03OH7 रीमर के साथ ठीक रीमिंग।
छेद 03OH7 के लिए प्रसंस्करण की स्थिति तालिका 1 में दी गई है।
तालिका नंबर एक
प्रसंस्करण की स्थिति

साथ ही अन्य कार्य जो आपको रूचि दे सकते हैं |
|||
| 79178. | आधुनिक वैश्विक अध्ययन के संदर्भ में तकनीक और तकनीकी विज्ञान। आधुनिकता की संचार रणनीति के रूप में तकनीक | 28केबी | |
| आधुनिक वैश्विक अध्ययन के संदर्भ में तकनीक और तकनीकी विज्ञान। आधुनिकता की संचार रणनीति के रूप में तकनीक। व्यापक अर्थप्रौद्योगिकी की अवधारणाएं: एक कृत्रिम या संगठित तकनीक जो क्रिया को बढ़ाती है, सुधारती है या सुविधा प्रदान करती है; लेखन की एक तकनीक; तैराकी की एक तकनीक; प्रश्नों की एक तकनीक, आदि। प्रौद्योगिकी की रचनात्मक प्रकृति; उनकी सभी विविधता; के अनुसार... | |||
| 79180. | प्रौद्योगिकी और तकनीकी ज्ञान के विकास का नैतिक पहलू। वैज्ञानिक गतिविधि और तकनीकी डिजाइन का नैतिक आयाम, स्वतंत्रता और जिम्मेदारी की समस्या | 15.99KB | |
| प्रौद्योगिकी और तकनीकी ज्ञान के विकास का नैतिक पहलू। साथ ही, विज्ञान और प्रौद्योगिकी की प्रगति लोगों को न केवल लाभ देती है, बल्कि कई खोजों से मानव जाति और पृथ्वी पर सभी जीवन के अस्तित्व को खतरा है। प्रौद्योगिकी की धारणा के 2 स्तर: सकारात्मक। | |||
| 79181. | प्रौद्योगिकी की धार्मिक अवधारणाएँ। धार्मिक अनुभव के भाग के रूप में तकनीक, तकनीकी विज्ञान का अभूतपूर्व और नूमेनल के साथ संबंध | 12.83KB | |
| प्रौद्योगिकी की धार्मिक अवधारणाएँ। गॉड फ्रेडरिक डेसौअर के साथ एक मुठभेड़ के रूप में प्रौद्योगिकी की अवधारणा 1881-1963। वर्क्स टेक्निकल कल्चर 1908 फिलॉसफी ऑफ टेक्नोलॉजी। प्राप्ति की समस्या 1927 प्रौद्योगिकी के क्षेत्र में आत्मा 1945 और प्रौद्योगिकी के आसपास विवाद 1956। | |||
| 79182. | तकनीकी नवाचारों के दार्शनिक पहलू। उनके संबंधों में तकनीकी आविष्कार और वैज्ञानिक खोज | 33केबी | |
| बहुत बार, नवाचारों की बात करते हुए, उनका मतलब नई घटनाओं की खोज से है, दोनों सनसनीखेज और काफी सामान्य। नवाचारों के बीच नई अवधारणाओं और नए शब्दों की शुरूआत पर भी विचार किया जाना चाहिए। उदाहरण के लिए, हम अनुसंधान कार्यक्रमों को बदलने के बारे में बात कर सकते हैं, जिसमें नई विधियों और अनुसंधान के साधनों के निर्माण और संग्रह विधियों के कार्यक्रमों को बदलने के बारे में, नई घटनाओं की खोज या हाइलाइट करने के बारे में नए प्रश्न उठाने के बारे में, व्यवस्थित करने के नए तरीकों के उद्भव के बारे में बात कर सकते हैं। ज्ञान। | |||
| 79183. | तकनीकी विज्ञान का पारिस्थितिक प्रवचन | 29.5KB | |
| प्रौद्योगिकी के नकारात्मक सामाजिक और अन्य परिणामों की समस्याएं एक इंजीनियर के नैतिक आत्मनिर्णय की समस्याएं इंजीनियरिंग पेशे के उद्भव के क्षण से ही उत्पन्न हुई हैं। आज, मानव जाति एक मौलिक रूप से नई स्थिति में है, जब नए उपकरणों और प्रौद्योगिकी की शुरूआत के परिणामों की समस्याओं पर ध्यान न देने से पूरी सभ्यता और पृथ्वी के जीवमंडल के लिए अपरिवर्तनीय नकारात्मक परिणाम हो सकते हैं। इसके अलावा, हम वैज्ञानिक और तकनीकी विकास के उस चरण में हैं जब ऐसे परिणाम संभव हैं और कम से कम आंशिक रूप से पूर्वाभास के लिए आवश्यक हैं और ... | |||
| 79184. | सहक्रियात्मक प्रतिमान के ढांचे के भीतर तकनीक और तकनीकी विज्ञान। एक स्व-संगठन प्रणाली के रूप में प्रौद्योगिकी | 22.5KB | |
| शेरिंगटन ने सहक्रियात्मक या एकीकृत ठोस कार्रवाई कहा तंत्रिका प्रणालीमांसपेशियों की गतिविधियों को नियंत्रित करने में रीढ़ की हड्डी। 1967 में ज़ाबुस्की एक एकीकृत सहक्रियात्मक दृष्टिकोण की आवश्यकता के बारे में निष्कर्ष पर पहुंचे, जिसका अर्थ है कि पारंपरिक विश्लेषण और संख्यात्मक मशीन गणित का संयुक्त उपयोग समीकरणों की एक प्रणाली के गणितीय और भौतिक सामग्री के उचित रूप से प्रस्तुत प्रश्नों के समाधान प्राप्त करने के लिए। प्राकृतिक विज्ञान में सिनर्जेटिक दृष्टिकोण बुनियादी सिद्धांत प्रकृति को पदानुक्रम में संरचित किया गया है ... | |||
| 79185. | भविष्य के सिद्धांतों में तकनीक और तकनीकी विज्ञान। उत्तर-औद्योगिक समाज में प्रौद्योगिकी के विकास की विशेषताएं | 15.58KB | |
| सूचना समाज की अवधारणा उत्तर-औद्योगिक समाज का एक प्रकार का सिद्धांत है। औद्योगिक समाज के आधार के रूप में पूंजी और श्रम सूचना और ज्ञान का मार्ग प्रशस्त कर रहे हैं सुचना समाज. Z. Brzezinski के अनुसार टेक्नोट्रॉनिक समाज का सिद्धांत एक समाजशास्त्रीय अवधारणा है जो इस तथ्य पर आधारित है कि नई प्रौद्योगिकियां और इलेक्ट्रॉनिक्स सामाजिक-आर्थिक परिवर्तनों और अभिसरण की सामाजिक प्रगति में एक निर्णायक कारक हैं। विभिन्न प्रणालियाँऔर तकनीकी युग में समाज के प्रवेश को पूर्वनिर्धारित करते हैं। | |||
| 79186. | प्रौद्योगिकी और तकनीकी ज्ञान का दार्शनिक प्रवचन, इसका सार, विषय और दार्शनिक ज्ञान की सामान्य प्रणाली में विशिष्टता। विज्ञान का दर्शन और उनके संबंधों में प्रौद्योगिकी का दर्शन | 38KB | |
| यहां प्राकृतिक विज्ञान और तकनीकी विज्ञान के विकास के कई महत्वपूर्ण मार्ग आपस में जुड़े हुए हैं: समानता के सिद्धांत का विकास समानता के नए रूपों का विकास शारीरिक प्रक्रियाएंप्रकृति में विकास प्रक्रियाओं की समरूपता के सिद्धांतों के आधार पर फाइबोनैशियन श्रृंखला द्वारा सर्पिल रूप से कैलिब्रेटेड, हाइब्रिड मॉडलिंग प्रौद्योगिकियों का विकास, जिसमें वी। वेंडा द्वारा हाइब्रिड इंटेलिजेंट सिस्टम के सिद्धांत के आधार पर शामिल है; थर्मोडायनामिक का विकास और इससे सहक्रियात्मक मॉडलिंग; प्रयोग योजना के सिद्धांत के विकास के आधार पर... | |||
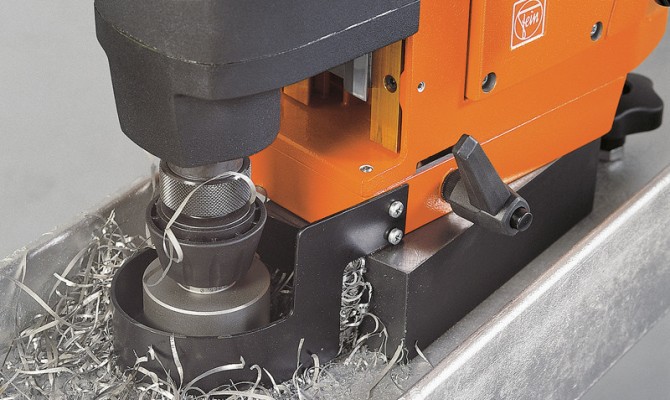
बेधन यंत्र- छिद्रों की उच्च परिशुद्धता ड्रिलिंग के लिए आदर्श उपकरण। यही इसका मूल उद्देश्य था। आधुनिक ड्रिलिंग उपकरणों पर, न केवल 100 मिमी तक के व्यास के साथ पूरी तरह से गोल क्रॉस-सेक्शन के छेद बनाए जाते हैं, बल्कि उपयुक्त जुड़नार और उपकरणों का उपयोग करके, कई अन्य ऑपरेशन भी किए जाते हैं।
1 ड्रिलिंग मशीनों के संचालन का उद्देश्य, उपकरण और सिद्धांत
ड्रिलिंग मशीन का मुख्य उद्देश्य से बने वर्कपीस और उत्पादों में छेद (थ्रू और ब्लाइंड) बनाना है विभिन्न सामग्रीकाटने के उपकरण के रूप में ड्रिल का उपयोग करके चिप्स को हटाकर। इस प्रकार के उपकरणों के पूरे बेड़े में शेर का हिस्सा विभिन्न औद्योगिक मशीनों से बना होता है, और केवल कुछ ही प्रकार के घरेलू होते हैं, जिनका उपयोग केवल अपने इच्छित उद्देश्य के लिए, व्यक्तिगत या शैक्षिक उद्देश्यों के लिए किया जाता है। औद्योगिक उपकरण ड्रिलिंग के अलावा अन्य कार्य भी कर सकते हैं, जिनका वर्णन नीचे किया जाएगा।
एक ड्रिलिंग मशीन का सामान्य उपकरण और इसके संचालन के सिद्धांत को इस उपकरण के घरेलू प्रकारों के उदाहरण का उपयोग करके अलग करना सबसे आसान है। ये सभी घरेलू कार्यशाला में उपयोग के लिए काफी कॉम्पैक्ट और आदर्श हैं। एक टेबल या किसी अन्य ऊंचाई पर स्थापना के लिए डिज़ाइन किया गया है जो उपयोग में आसानी प्रदान करता है, और लंबवत ड्रिलिंग से संबंधित है। डिजाइन के मामले में यह सबसे आम प्रकार का उपकरण है।
घरेलू ड्रिलिंग मशीन के डिजाइन में निम्नलिखित मुख्य तत्व शामिल हैं:
- इसमें एक ड्रिल चक के साथ एक स्पिंडल हेड;
- एक ड्रिलिंग हेड जिसमें एक स्पिंडल हेड और एक बेल्ट-चालित इलेक्ट्रिक मोटर स्थापित होती है;
- एक लंबवत स्टैंड-कॉलम जिस पर ड्रिलिंग हेड तय किया गया है;
- बड़े पैमाने पर फ्रेम - कच्चा धातु (स्टील या कच्चा लोहा) से बना एक सपाट समर्थन और मशीन की स्थिरता सुनिश्चित करना, जिससे रैक कठोर रूप से तय हो।
ड्रिलिंग मशीन को बस टेबल पर एक बिस्तर के साथ स्थापित किया जा सकता है या अतिरिक्त रूप से कार्यक्षेत्र के समर्थन में छेद के माध्यम से बोल्ट किया जा सकता है।
मशीन पर ड्रिलिंग, और औद्योगिक उपकरण और अन्य कार्यों का उपयोग करते समय, स्पिंडल के मुख्य और सहायक आंदोलनों के कारण क्रमशः फ़ीड के रोटेशन और ट्रांसलेशनल मूवमेंट के कारण किया जाता है।
लंबवत फ़ीड - धुरी ऊपर से नीचे की ओर चलती है। इसलिए, यह ऊर्ध्वाधर ड्रिलिंग उपकरण को संदर्भित करता है। स्पिंडल को एक विशेष फीड हैंडल का उपयोग करके मैन्युअल रूप से स्थानांतरित किया जाता है।
2 घरेलू कार्यशाला के लिए मशीन घटकों का संचालन और अंतःक्रिया
स्पिंडल एक इलेक्ट्रिक मोटर द्वारा संचालित होता है। घरेलू मशीनों पर, यह 250-1000 वाट हो सकता है। मोटर शाफ्ट के रोटेशन को वी-आकार के बेल्ट के लिए पुली सहित बेल्ट तंत्र के माध्यम से बाद के ड्राइव के माध्यम से स्पिंडल में प्रेषित किया जाता है। कई मशीनों पर, आप ड्रिल के रोटेशन की गति को समायोजित कर सकते हैं। उनके बेल्ट ड्राइव में बेल्ट के लिए विभिन्न व्यास के कई खांचे (पटरियों) के साथ पुली होते हैं। धुरी की गति को बदलने के लिए, आपको पहले ड्रिलिंग मशीन को बंद करना होगा। फिर हम बेल्ट को चरखी पर एक स्थान से दूसरे स्थान पर फेंकते हैं और इलेक्ट्रिक मोटर चालू करते हैं। तो आप 450-3000 rpm की रेंज में स्पीड बदल सकते हैं। कोई भी कम गति तब निर्धारित की जाती है जब दृढ़ लकड़ी और धातुओं में बड़े छेदों को ड्रिल करने की आवश्यकता होती है।
घरेलू उपकरणों के लिए ड्रिल चक इलेक्ट्रिक ड्रिल पर स्थापित के समान है और आमतौर पर 12 मिमी तक के व्यास के साथ ड्रिल के लिए डिज़ाइन किया गया है। इसमें 3 आत्म-केंद्रित जबड़े होते हैं जो चारों ओर लपेटते हैं और उपकरण की टांग को जकड़ते हैं। एक विशेष कुंजी के साथ, चक को क्रमशः ड्रिल को ठीक करने या हटाने के लिए लॉक या ढीला किया जाता है।

वर्कपीस की अधिकतम ऊंचाई जिसमें घरेलू मशीन पर छेद किया जा सकता है, 20-90 सेमी है। यह विभिन्न प्रकार के उपकरणों पर भिन्न होता है। ड्रिलिंग सिर की उच्चतम स्थिति की ऊंचाई पर निर्भर करता है, जिसे स्तंभ के साथ उठाया और उतारा जा सकता है। सबसे छोटी प्रकाश मशीनों पर, यह आमतौर पर ड्रिलिंग मॉड्यूल को सीधे हाथ से, और बड़े और भारी मॉडल पर, एक हैंडल या हैंडव्हील से लैस एक विशेष ड्राइव का उपयोग करके किया जाता है। में मनचाहा पदइसके लिए डिज़ाइन किए गए हैंडल के साथ सिर तय किया गया है। उसी तरह, ड्रिल किए गए छिद्रों की गहराई को समायोजित किया जाता है और न्यूनतम ऊंचाईवर्कपीस, चूंकि खिलाए जाने पर स्पिंडल पर लगे चक की अधिकतम नीचे की ओर पहुंच छोटी होती है - मशीन के प्रकार के आधार पर, 5–40 सेमी।
ड्रिलिंग मशीन की एक अन्य महत्वपूर्ण विशेषता ड्रिल ओवरहांग है। यह ड्रिल के केंद्रीय ऊर्ध्वाधर अक्ष या चक और स्टैंड में तय किए गए अन्य उपकरण के बीच की दूरी है। यह जितना बड़ा होगा, उतना ही बेहतर - यह इस बात पर निर्भर करता है कि आप वर्कपीस के किनारे से कितनी दूर एक छेद ड्रिल कर सकते हैं। घरेलू मशीन का ओवरहैंग 10-20 सेमी है।
उपकरण का फ्रेम पर्याप्त रूप से भारी और बड़ा होना चाहिए - इसके वजन और आयामों के अनुरूप। अन्यथा, यह मशीन की स्वीकार्य स्थिरता और इसके संचालन की स्थिरता प्रदान करने में सक्षम नहीं होगा। फ्रेम का ऊपरी भाग, चक के सामने, एक डेस्कटॉप के रूप में कार्य करता है। इसमें आंशिक रूप से या पूरी तरह से कई स्लॉट्स के साथ पूरी तरह से सपाट सतह होती है: केंद्रीय एक टेबल और ड्रिल को पारस्परिक क्षति के बिना छेद के माध्यम से ड्रिलिंग प्रदान करता है, और साइड वाले का उपयोग वाइस, टेम्प्लेट और स्टॉप स्थापित करने के लिए किया जा सकता है।

चक में तय की गई ड्रिल को दाईं ओर ड्रिलिंग हेड पर लगे लीवर-टाइप फीड हैंडल को दबाकर वर्कपीस पर उतारा जाता है। यह स्प्रिंग-लोडेड है और जब इस पर प्रभाव बंद हो जाता है, तो यह अपने आप ही अपनी मूल स्थिति में वापस आ जाता है। कुछ मशीनों पर वापसी तंत्र को कसने वाले लीवर से अवरुद्ध किया जा सकता है ताकि हैंडल, और इसलिए ड्रिल, एक निश्चित स्थिति में रहे।
इलेक्ट्रिक मोटर के संचालन को इसके स्टार्ट और स्टॉप बटन द्वारा नियंत्रित किया जाता है। रिवर्स रोटेशन स्विच भी हो सकता है। विद्युत मोटर की आपूर्ति वोल्टेज आमतौर पर 220 वी है।
घरेलू उपकरणों के लिए 3 अतिरिक्त उपकरण
ड्रिलिंग मशीन को एक स्टैंड पर तय की गई एक विशेष कार्य तालिका से सुसज्जित किया जा सकता है। उपकरणों के कुछ मॉडलों पर, इसे नीचे किया जा सकता है और मैन्युअल रूप से उठाया जा सकता है, और फिर एक चुटकी बोल्ट के साथ वांछित स्थिति में तय किया जा सकता है। दूसरों पर, इसके लिए एक रैक-एंड-पिनियन फीड मैकेनिज्म स्थापित किया जाता है, जो लीवर हैंडल द्वारा संचालित होता है। इस प्रकार, हैंगिंग टेबल का उपयोग करके, आप वर्कपीस की ऊंचाई और ड्रिल किए गए छेद की गहराई को समायोजित कर सकते हैं। इसमें कटआउट भी हैं। वे बिस्तर की कार्य तालिका के समान उद्देश्यों के लिए अभिप्रेत हैं।

ऐसे उपकरण वाली एक ड्रिलिंग मशीन 2 प्रकार की होती है। पहला बिस्तर संरचनात्मक रूप से केवल अपना मुख्य कार्य करने के लिए डिज़ाइन किया गया है - एक समर्थन होने के लिए, और दूसरा एक - एक अतिरिक्त डेस्कटॉप होने के लिए, जैसा कि ऊपर वर्णित है। उपकरण को एक झुकी हुई लटकी हुई मेज से सुसज्जित किया जा सकता है - इसे ऊर्ध्वाधर अक्ष के बारे में घुमाया जा सकता है। आपको ऐसी ड्रिलिंग मशीन चुननी चाहिए जिसकी टेबल को 45° के कोण पर झुकाया जा सके।
ड्रिलिंग मशीन को ड्रिलिंग गहराई को समायोजित करने के लिए एक तंत्र से लैस किया जा सकता है। इसका उपयोग करने के लिए, आपको वर्कपीस के किनारे पर आवश्यक छेद की गहराई को चिह्नित करने की आवश्यकता है। फिर चक को उस स्तर तक कम करें जिस पर ड्रिल की नोक निशान के साथ फ्लश हो, और गहराई समायोजक के कसने वाले लीवर को कस लें, जिससे उपकरण का स्ट्रोक सीमित हो जाए।

उपकरणों के कई मॉडल एक गार्ड से लैस हैं - सुरक्षात्मक स्क्रीन. इसका उद्देश्य ढीले कपड़ों और लंबे बालों के तत्वों को घूमने वाले कारतूस में गिरने और खींचने से रोकना है। आमतौर पर गार्ड पारदर्शी प्लास्टिक से बना होता है और मशीन चक को सुरक्षित रूप से बंद करने के लिए ड्रिलिंग से पहले उठाया और उतारा और घुमाया जा सकता है।
4 प्रकार की औद्योगिक मशीनें - ड्रिलिंग कार्य की पूरी श्रृंखला
कुछ विशिष्ट लोगों के अपवाद के साथ, लगभग सभी औद्योगिक मशीनें सार्वभौमिक हैं - वे न केवल ड्रिल कर सकती हैं, बल्कि कई अन्य ऑपरेशन भी कर सकती हैं। धातु के काम में प्रयुक्त मशीन टूल्स में विभाजित हैं:
- डेस्कटॉप - छोटे व्यास के छेदों की ड्रिलिंग और प्रसंस्करण के लिए उपयोग किया जाता है। वे 3, 6, 12 और 16 मिमी के अधिकतम उपकरण व्यास के लिए निर्मित होते हैं।
- लंबवत ड्रिलिंग या उन्हें कॉलमर के रूप में भी वर्गीकृत किया जाता है। वे छेद के साथ काम करने के लिए काम करते हैं, जिसका व्यास 18, 25, 35, 50 और 75 मिमी तक पहुंच सकता है। भागों और वर्कपीस को अपेक्षाकृत संसाधित करते समय कॉलम मशीनों का उपयोग किया जाता है नहीं बड़े आकारमरम्मत की दुकानों में, छोटे पैमाने पर और व्यक्तिगत उत्पादन की स्थिति।
- रेडियल ड्रिलिंग - वे बड़े और भारी वर्कपीस, साथ ही उन हिस्सों को संसाधित करते हैं जिनमें छेद एक सर्कल के चाप के साथ स्थित होते हैं। यह एक बड़े स्पिंडल ओवरहांग द्वारा सुनिश्चित किया जाता है - 1300-2000 मिमी। इसके अलावा, इस उपकरण पर, धुरी को घुमाकर उपकरण की कुल्हाड़ियों और छिद्रों का संरेखण किया जाता है, और हिस्सा स्थिर रहता है।
- समन्वय ड्रिलिंग - भागों के साथ काम करते समय उपयोग किया जाता है, जिसके लिए विशेष रूप से उच्च आवश्यकताओं को छेदों के पारस्परिक स्थान की सटीकता पर लगाया जाएगा।
- क्षैतिज ड्रिलिंग (गहरी ड्रिलिंग) - वे आमतौर पर गहरे छेद की प्रक्रिया करते हैं, उदाहरण के लिए, शाफ्ट, एक्सल, रॉड, तोपखाने के बैरल और राइफल सिस्टम में।
- केंद्रीकरण - वर्कपीस के सिरों पर ड्रिल किए गए केंद्र छेद के निर्माण के लिए उपयोग किया जाता है।
- मल्टी-स्पिंडल - इस उपकरण पर, कई दर्जन तक छेद एक साथ संसाधित होते हैं (मुख्य रूप से ड्रिल किए जाते हैं), और यह विभिन्न पक्षों से और विभिन्न विमानों में किया जा सकता है: दोनों क्षैतिज और ऊर्ध्वाधर, और एक कोण पर।
- विभिन्न संयुक्त - छेद के साथ सभी कार्यों के अलावा, वे अतिरिक्त उपकरणों द्वारा प्रदान किए गए किसी भी ऑपरेशन को करते हैं। ड्रिलिंग और मिलिंग पर - सभी मिलिंग, ड्रिलिंग और टर्निंग पर - टर्निंग वगैरह: ड्रिलिंग और स्लॉटिंग, थ्रेडिंग, बोरिंग।

इन सभी मशीनों पर न केवल विभिन्न धातुओं, बल्कि अन्य सामग्रियों को भी संसाधित करना संभव है। अधिकांश व्यापक उपयोगऊर्ध्वाधर और क्षैतिज ड्रिलिंग उपकरण प्राप्त किए। सीएनसी से लैस मशीनें छेद बनाने की प्रक्रिया का आंशिक या पूर्ण स्वचालन प्रदान करती हैं और इसकी सटीकता में काफी वृद्धि करती हैं। अन्य संस्करणों में मल्टी-स्पिंडल उपकरण का उत्पादन नहीं किया जाता है - केवल एक अंतर्निहित कंप्यूटर के साथ।
कई प्रकार के विशेष ड्रिलिंग उपकरण का उल्लेख किया जाना चाहिए। चुंबकीय मशीनें - उनका उपयोग तब किया जाता है जब स्थिर उपकरणों पर काम करना असंभव या मुश्किल होता है। उनके कम वजन के कारण, उन्हें मैन्युअल रूप से स्थानांतरित किया जाता है सही जगहधातु संरचनाएं, जहां वे बाद में किसी भी स्थानिक स्थिति में स्थापित की जाती हैं। शक्तिशाली चुंबकीय आधार ड्रिलिंग मशीन रखता है। यह उपकरण जहाजों, पुलों, सुपरस्ट्रक्चर, बीम, पाइपलाइनों पर काम करता है।
लकड़ी के काम के लिए, विशेष मशीनों का उत्पादन किया जाता है: एकल और बहु-धुरी क्षैतिज और ऊर्ध्वाधर, साथ ही एक रोटरी धुरी के साथ। इस उपकरण पर, ड्रिलिंग छेद के अलावा, गांठें हटा दी जाती हैं, घोंसले, खांचे आदि बनाए जाते हैं।
पर फर्नीचर कारखानेउपयोग विभिन्न प्रकारड्रिलिंग और भराव उपकरण। ये मशीनें प्रदान करती हैं उच्च गुणवत्ताऔर परिणामी छिद्रों की सटीकता, उत्पादन प्रक्रिया का लचीलापन।
5 औद्योगिक उपकरणों की व्यवस्था और प्रदर्शन किए गए कार्य के प्रकार
एक औद्योगिक ड्रिल प्रेस का डिज़ाइन घरेलू कार्यशाला में उपयोग किए जाने वाले की तुलना में बहुत अधिक जटिल है, भले ही इसमें केवल एक स्पिंडल हो। फीडिंग स्वचालित रूप से एक इलेक्ट्रिक मोटर द्वारा की जाती है, लेकिन इसे मैन्युअल नियंत्रण में भी स्विच किया जा सकता है। फ़ीड और धुरी गति समायोज्य हैं। इसके लिए, एक बॉक्स और फ़ीड दरों को स्विच करने के लिए एक तंत्र और एक ही रोटेशन नियंत्रण इकाइयाँ स्थापित की जाती हैं।
सभी ड्राइव और तंत्र में अधिक जटिल और विश्वसनीय डिज़ाइन होता है। आवश्यक छेद प्रसंस्करण गहराई तक पहुंचने पर उपकरण के फ़ीड और रोटेशन का एक स्वचालित उलट होता है। ड्रिलिंग मशीन सुसज्जित है स्वचालित प्रणालीउपचार क्षेत्र में शीतलक की आपूर्ति। स्पिंडल को एक निश्चित वर्कपीस की ड्रिलिंग के स्थान पर लाने के लिए एक तंत्र स्थापित किया जा सकता है, और भी बहुत कुछ।

सभी कार्यों को सीएनसी द्वारा स्वचालित और नियंत्रित किया जा सकता है। इस मामले में, ड्रिलिंग मशीन पर काम करते समय, यह केवल ऑपरेशन के प्रकार को सेट करने और चक में स्थापित करने के लिए पर्याप्त है सही उपकरण, और उपकरण स्वयं इसके कार्यान्वयन के आवश्यक तरीकों का चयन करेंगे।
धातु ड्रिलिंग मशीन के प्रकार और उद्देश्य के आधार पर, ड्रिलिंग और रीमिंग छेद के अलावा, इस पर कई प्रकार के कार्य किए जा सकते हैं। सबसे आम संचालन जो लगभग कोई भी आधुनिक औद्योगिक उपकरण संभाल सकता है वे हैं:
- काउंटरसिंकिंग - आपको ड्रिलिंग के बाद की तुलना में सतह की कम खुरदरापन और उच्च सटीकता (गुणवत्ता) के साथ एक समाप्त छेद प्राप्त करने की अनुमति देता है;
- होल रीमिंग - परिष्करण, अनिवार्य रूप से काउंटरसिंकिंग के समान, लेकिन कम खुरदरापन और उच्च सतह गुणवत्ता प्रदान करना;
- काउंटरसिंकिंग - छिद्रों के ऊपरी भाग में कक्ष, शंक्वाकार और बेलनाकार अवकाश प्राप्त करना।

ड्रिलिंग मशीनों पर काम करते समय, सबसे पहले, सभी आवश्यक आवश्यकताएंसुरक्षा सावधानियाँ, क्योंकि इस उपकरण का उपयोग करने की प्रक्रिया में ऑपरेटर हानिकारक और खतरनाक कारकों के संपर्क में आ सकता है:
- चलती तंत्र और मशीन के तत्व;
- बिजली के झटके की संभावना;
- गिरने वाली सामग्री, वस्तुएं, वर्कपीस या इससे बेदखल कार्य क्षेत्रढीले भाग।
ड्रिलिंग मशीनों पर काम करते समय, केवल सेवा योग्य फिक्स्चर, टूल्स का उपयोग करें, और केवल उनके इच्छित उद्देश्य के अनुसार।
मशीनों पर ड्रिलिंग और ड्रिल का उपयोग निम्नलिखित के अनुसार किया जाता है सामान्य नियम. भविष्य के छिद्रों पर एक पंच के साथ वर्कपीस को चिह्नित करने की प्रक्रिया में, केंद्रों को चिह्नित करना आवश्यक है। यह सुनिश्चित करेगा कि ड्रिलिंग की शुरुआत में, उपकरण को बनाए गए अवकाश में स्थापित किया गया है, जो अधिक सटीकता में योगदान देगा।

केवल तेज धार वाले औजारों का ही प्रयोग करना चाहिए। एक कुंद न केवल खराब-गुणवत्ता वाले छेद बनाता है, बल्कि जल्दी से अनुपयोगी भी हो जाता है।, काउंटरसिंक और अन्य काटने के उपकरण एक विशेष मशीन पर समयबद्ध तरीके से और निर्धारित कोणों और नियमों के अनुपालन में उत्पादित किए जाने चाहिए।
धातुओं और उनके मिश्र धातुओं की ड्रिलिंग के दौरान घर्षण के कारण उपयोग किया जाने वाला उपकरण बहुत गर्म होता है, जिससे यह तेजी से खराब हो जाता है। ड्रिल के तापमान को कम करने और इसके स्थायित्व को बढ़ाने के लिए, ड्रिलिंग मशीनों पर काम करते समय पानी सहित विभिन्न शीतलक का उपयोग किया जाता है।
मोटी वर्कपीस की गहरी ड्रिलिंग करते समय, यदि छेद की गहराई 5 टूल व्यास से अधिक है, तो इसे समय-समय पर छेद से हटा दिया जाना चाहिए और चिप्स से मुक्त किया जाना चाहिए जिसे आसानी से उड़ाया जा सकता है। अन्यथा, ड्रिल जाम हो सकती है।

चरणबद्ध छेद 2 तरीकों से प्राप्त किए जाते हैं:
- सबसे पहले, सबसे छोटे व्यास के साथ ड्रिल करें, फिर (वांछित गहराई तक) - सबसे बड़ा और आखिरी - सबसे बड़ा छेद।
- पहले के विपरीत: पहली ड्रिल के साथ सबसे बड़ा व्यास, और अंतिम सबसे छोटा वाला छेद है।
ताकि ड्रिलिंग के दौरान मिश्रित सामग्री में दरार न पड़े, काम शुरू करने से पहले, उन्हें पानी से भरना चाहिए और जमे हुए होना चाहिए। उच्च शक्ति वाली सामग्री - कच्चा लोहा, स्टील और इसके मिश्र - पारंपरिक अभ्यास खराब हैं या बिल्कुल भी नहीं लिए गए हैं। उन्हें ड्रिल करने के लिए, हीरे के उपकरण या विजयी युक्तियों का उपयोग करना बेहतर होता है।
ड्रिलिंग मशीनों का उद्देश्य
ड्रिलिंग मशीनों को अंधा ड्रिलिंग और ठोस सामग्री में छेद के माध्यम से, रीमिंग, काउंटरसिंकिंग, रीमिंग, आंतरिक धागे काटने, डिस्क काटने के लिए डिज़ाइन किया गया है शीट सामग्री. इस तरह के कार्यों को करने के लिए ड्रिल, काउंटरसिंक, रीमर, नल और अन्य उपकरणों का उपयोग किया जाता है। ड्रिलिंग मशीनों पर छेद के प्रसंस्करण में आकार देने की गति उपकरण का मुख्य घूर्णी आंदोलन है और इसकी धुरी के साथ उपकरण का अनुवाद संबंधी आंदोलन है।
मशीन का मुख्य पैरामीटर सबसे बड़ा है औसत व्यासड्रिलिंग छेद (स्टील के लिए)। इसके अलावा, मशीन को ओवरहांग और सबसे बड़ी धुरी यात्रा, गति और अन्य संकेतकों की विशेषता है।
ड्रिलिंग मशीनों का वर्गीकरण
ड्रिलिंग मशीनों को निम्न प्रकारों में विभाजित किया गया है:
- ऊर्ध्वाधर ड्रिलिंग मशीनें;
- सिंगल स्पिंडल सेमी-ऑटोमैटिक;
- मल्टी-स्पिंडल सेमीऑटोमैटिक डिवाइस;
- बोरिंग मशीनों का समन्वय;
- रेडियल ड्रिलिंग मशीन;
- क्षैतिज उबाऊ;
- हीरा उबाऊ;
- क्षैतिज ड्रिलिंग मशीनें;
- अलग ड्रिलिंग।
मशीन मॉडल अक्षरों और संख्याओं द्वारा निर्दिष्ट किए जाते हैं। पहला अंक इंगित करता है कि मशीन किस समूह से संबंधित है, दूसरा - किस प्रकार का है, तीसरा और चौथा अंक मशीन के आकार या संसाधित किए जा रहे वर्कपीस को दर्शाता है। पहले अंक के बाद के अक्षर का मतलब है कि इस मशीन मॉडल को अपग्रेड (सुधार) किया गया है। यदि पत्र अंत में है, तो इसका मतलब है कि मुख्य मॉडल के आधार पर एक अलग मशीन बनाई गई थी।
उदाहरण के लिए, मशीन मॉडल 2H118 एक ऊर्ध्वाधर ड्रिलिंग मशीन है, मशीनी छेद का अधिकतम व्यास 18 मिमी है, जो ड्रिलिंग मशीन मॉडल 2118 और 2A118 की तुलना में बेहतर है। मशीन मॉडल 2H118A भी लंबवत ड्रिलिंग है, संसाधित छेद का व्यास 18 मिमी है, लेकिन यह स्वचालित है और छोटे पैमाने पर और बड़े पैमाने पर उत्पादन में काम करने के लिए डिज़ाइन किया गया है।
आवेदन के क्षेत्र के आधार पर, सार्वभौमिक और विशेष ड्रिलिंग मशीनों के बीच अंतर किया जाता है। बड़े पैमाने पर और बड़े पैमाने पर उत्पादन के लिए विशेष ड्रिलिंग मशीनों का भी व्यापक रूप से उपयोग किया जाता है, जो सार्वभौमिक मशीनों के आधार पर उन्हें मल्टी-स्पिंडल ड्रिलिंग और थ्रेड-कटिंग हेड्स से लैस करके और कार्य चक्र को स्वचालित करके बनाया जाता है।
सभी ड्रिलिंग मशीनों में से, निम्नलिखित मुख्य प्रकार की सार्वभौमिक मशीनों को प्रतिष्ठित किया जा सकता है: सिंगल और मल्टी-स्पिंडल वर्टिकल ड्रिलिंग; रेडियल ड्रिलिंग; गहरी ड्रिलिंग के लिए क्षैतिज ड्रिलिंग।
मैनुअल ड्रिलिंग मशीन
ऊर्ध्वाधर ड्रिलिंग मशीन।
चावल। 1. लंबवत ड्रिलिंग मशीन:
1 - कॉलम (बिस्तर); 2 - इलेक्ट्रिक मोटर; 3 - ड्रिलिंग सिर; 4 - गियरबॉक्स और फीड स्विच करने के लिए हैंडल; 5 - मैनुअल फीड व्हील; 6 - प्रसंस्करण की गहराई को नियंत्रित करने के लिए अंग; 7 - धुरी; 8 - शीतलक आपूर्ति के लिए नली; 9 - टेबल; 10 - टेबल लिफ्टिंग हैंडल; 11 - नींव की प्लेट; 12 - विद्युत कैबिनेट।
मशीन के फ्रेम 1 पर मुख्य घटक हैं। बिस्तर में लंबवत गाइड होते हैं जिसके साथ तालिका 9 और ड्रिलिंग हेड 3 चलती है, स्पिंडल 7 और इलेक्ट्रिक मोटर 2 ले जाती है। वर्कपीस या स्थिरता मशीन की तालिका 9 पर स्थापित होती है, और वर्कपीस में छेद का संरेखण और वर्कपीस को स्थानांतरित करके स्पिंडल हासिल किया जाता है।
गियरबॉक्स और फीड को हैंडल 4 द्वारा नियंत्रित किया जाता है, हस्त प्रविष्टि- एक स्टीयरिंग व्हील 5. प्रसंस्करण की गहराई को अंग द्वारा नियंत्रित किया जाता है 6. काउंटरवेट को एक जगह में रखा जाता है, बिजली के उपकरण को एक अलग कैबिनेट में रखा जाता है। फाउंडेशन प्लेट 11 मशीन के समर्थन के रूप में कार्य करता है। मध्यम और भारी मशीनों में, इसके ऊपरी तल का उपयोग वर्कपीस सेट करने के लिए किया जाता है। शीतलक की आपूर्ति एक इलेक्ट्रिक पंप द्वारा नली 8 के माध्यम से की जाती है। ड्रिल हेड असेंबलियों को एक पंप के साथ चिकनाई की जाती है, शेष असेंबलियों को मैन्युअल रूप से चिकनाई की जाती है।
ड्रिलिंग हेड 3 एक कच्चा लोहा है, जिसमें गियरबॉक्स, फीड मैकेनिज्म और स्पिंडल लगे होते हैं। गियरबॉक्स में दो- और तीन-मुकुट वाले गियर ब्लॉक होते हैं, जिसे स्विच करके, हैंडल 4 में से एक का उपयोग करके, स्पिंडल को विभिन्न कोणीय गति प्राप्त होती है। स्पिंडल गति, एक नियम के रूप में, चरणों में परिवर्तन होता है, जो एक गियरबॉक्स और एक दो-स्पीड इलेक्ट्रिक मोटर द्वारा प्रदान किया जाता है।
ऊर्ध्वाधर ड्रिलिंग के विपरीत, एक रेडियल ड्रिलिंग मशीन में, वर्कपीस और स्पिंडल में छेद की कुल्हाड़ियों को रेडियल और गोलाकार दिशाओं (ध्रुवीय निर्देशांक में) में स्थिर वर्कपीस के सापेक्ष स्पिंडल को स्थानांतरित करके जोड़ा जाता है। डिजाइन के अनुसार, रेडियल ड्रिलिंग मशीनों को मशीनों में विभाजित किया जाता है सामान्य उद्देश्य, बड़े वर्कपीस में प्रसंस्करण छेद के लिए पोर्टेबल (मशीनें ले जाती हैं क्रेनवर्कपीस के लिए और ऊर्ध्वाधर, क्षैतिज और झुके हुए छेदों को संसाधित करें) और स्व-चालित, ट्रॉलियों पर लगाए गए और जूतों के साथ प्रसंस्करण के दौरान सुरक्षित।
सीएनसी ड्रिलिंग मशीन
सीएनसी ऊर्ध्वाधर ड्रिलिंग मशीन.
 चावल। 2. सीएनसी लंबवत ड्रिलिंग मशीन:
चावल। 2. सीएनसी लंबवत ड्रिलिंग मशीन:
1 - स्टैंड-अलोन सीएनसी रैक; 2 - बिजली बिजली के उपकरणों की कैबिनेट; 3 - बुर्ज; 4 - टेबल; 5 - स्टेपर मोटर; बी, 7, 8, 11 - नियंत्रण इकाइयाँ; 9 - कोड कनवर्टर; 10 - पाठक।
मशीन को छोटे पैमाने पर और बड़े पैमाने पर उत्पादन में स्टील, कच्चा लोहा और अलौह धातुओं से बने भागों की ड्रिलिंग, काउंटरसिंकिंग, रीमिंग, थ्रेडिंग और लाइट स्ट्रेट-लाइन मिलिंग के लिए डिज़ाइन किया गया है। स्वचालित उपकरण परिवर्तन और क्रॉस टेबल 4 के साथ बुर्ज 3, निकला हुआ किनारा कवर, प्रारंभिक अंकन के बिना पैनल और कंडक्टर के उपयोग जैसे भागों के समन्वय प्रसंस्करण की अनुमति देता है।
साइट सामग्री के आधार पर
लक्ष्य:ड्रिलिंग मशीन के उद्देश्य और उपकरण से परिचित होने के लिए, इसकी डिज़ाइन विशेषताएँ, काम की तैयारी के नियम, ड्रिलिंग मशीन पर सुरक्षित काम के नियम; इसकी गतिज योजना को पढ़ना और उसका पालन करना सीखें; तकनीकी संचालन करते समय सावधानी बरतने के लिए।
मूल अवधारणा:
डेस्कटॉप ड्रिलिंग मशीन, बेड, टेबल, ट्रंक, स्पिंडल, ट्राइकैम चक, फ्लाईव्हील, स्टीयरिंग व्हील, कॉलम, पुश-बटन स्टेशन।
अपेक्षित परिणाम:उद्देश्य की व्याख्या करने की क्षमता ड्रिलिंग मशीन डिवाइस, इलेक्ट्रिक मोटर से स्पिंडल तक घूर्णी गति को स्थानांतरित करने की प्रक्रिया और गति रूपांतरण तंत्र का संचालन; आंदोलन और फ़ीड आंदोलन, ड्राइविंग और संचालित भागों को काटने के तंत्र को पहचानें; काम के लिए ड्रिलिंग मशीन तैयार करने की क्षमता; इसके गतिज आरेख को पढ़ें और निष्पादित करें; तीन-जबड़े चक में आवश्यक व्यास की ड्रिल को ठीक करें और वर्कपीस को एक वाइस में जकड़ें; तैयारी करना तकनीकी संचालनड्रिलिंग से पहले।
उपकरण:
ब्रेस, हाथ वाली ड्रिल, ड्रिल का सेट, ड्रिलिंग मशीन, कैलीपर्स, रूलर।
पाठ संरचना
मैं आयोजन का समय
II ज्ञान और प्रेरणा को अद्यतन करना शिक्षण गतिविधियांछात्रों
III नई सामग्री सीखना
1. डेस्कटॉप ड्रिलिंग मशीन की संरचना और उद्देश्य।
2. मशीन के मुख्य भागों की नियुक्ति।
3. ड्रिलिंग मशीन को नियंत्रित करने की तकनीक।
चतुर्थ। व्यावहारिक कार्य "ड्रिलिंग मशीन नियंत्रण"
वी. पाठ सारांश
VI. होम वर्क
कक्षाओं के दौरान
मैं संगठनात्मक क्षण
II ज्ञान की प्राप्ति और छात्रों की सीखने की गतिविधियों की प्रेरणा
बातचीत।
1) क्या आपके भविष्य के उत्पाद के विवरण में छेद हैं?
2) भागों में छेद करने के लिए किन उपकरणों का उपयोग किया जा सकता है?
3) इसके लिए किस टूल का उपयोग किया जाता है?
4) ड्रिल के सिद्धांत के पीछे की प्रक्रिया क्या है?
छात्रों के उत्तरों को सारांशित करते हुए, शिक्षक एक यांत्रिक छवि द्वारा बेलनाकार छिद्रों के निर्माण की विशेषताओं पर रिपोर्ट करता है।
नई सामग्री सीखना
इस विषय का अध्ययन करते समय, यह ध्यान में रखा जाना चाहिए कि छठी कक्षा के छात्रों के लिए, ड्रिलिंग मशीन एक जटिल तकनीकी मशीन है।
इसलिए, संरचना, उद्देश्य और का अध्ययन करते समय व्यावहारिक आवेदनमशीन को अनावश्यक जानकारी के साथ छात्रों को अधिभारित करने की आवश्यकता नहीं है जो उनके विकास में योगदान नहीं करते हैं संज्ञानात्मक रुचियांतार्किक सोच और डिजाइन क्षमता। केवल मुख्य घटकों और ड्रिलिंग मशीन के विशिष्ट तंत्र पर ध्यान देना आवश्यक है।
1. ड्रिलिंग मशीन का उपकरण, इसका उद्देश्य और संचालन का सिद्धांत।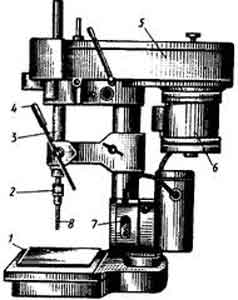 शिक्षक की कहानी।
शिक्षक की कहानी।
- ड्रिलिंग मशीन के किस मैकेनिज्म की मदद से ड्रिल घुमाती है, जिसकी मदद से - क्या यह आगे बढ़ती है?
ड्रिलिंग मशीन के स्टेप्ड बेल्ट ड्राइव को ध्यान में रखते हुए, इस तंत्र के गियर अनुपात के बारे में छात्रों के ज्ञान को सक्रिय करने की सलाह दी जाती है। शिक्षक मशीन पर या मॉडल पर गियर ट्रेन दिखाता है और उसमें घूर्णन गति को ड्राइविंग पहियों से चालित पहियों में स्थानांतरित करने के सिद्धांत की व्याख्या करता है। रैक और पिनियन तंत्र के उपकरण की व्याख्या करते हुए, शिक्षक इसकी तुलना एक गियर ?? ट्रांसमिशन से करता है। साथ ही, वह उन्हीं हिस्सों (गियर-व्हील्स) की ओर इशारा करता है जो दोनों तंत्रों में हैं, और एक अलग हिस्से (गियर रैक) की ओर इशारा करते हैं, जो केवल रेल तंत्र.
चर्चा के परिणामस्वरूप, छात्रों को इस निष्कर्ष पर आना चाहिए कि एक गियर घूर्णी गति के लिए एक तंत्र है, क्योंकि इसके गियर (ड्राइविंग, चालित) केवल घूर्णी गति करते हैं, और रेल ट्रांसमिशन घूर्णी गति को परिवर्तित करने के लिए एक तंत्र है। एक गियर के एक प्रगतिशील आंदोलन में एक गियर ?? slats।
छात्रों के लिए एक विशेष तंत्र के सभी तत्वों की बातचीत को समझना आसान बनाने के लिए, शिक्षक, एक ड्रिलिंग मशीन के गतिज आरेख का उपयोग करते हुए, इसके उद्देश्य और तंत्र की ग्राफिक छवियों की विशेषताओं की व्याख्या करता है। छात्रों को इस तथ्य पर ध्यान केंद्रित करना चाहिए कि चित्रों की तुलना में गतिज आरेख का उपयोग करके किसी भी तंत्र या मशीन के संचालन के सिद्धांत को समझना बहुत आसान है। उत्तरार्द्ध, एक नियम के रूप में, माध्यमिक विवरणों के साथ अतिभारित है, और उस पर एक भाग (विवरण) से दूसरे भाग में आंदोलन के संचरण की श्रृंखला का पता लगाना मुश्किल है।
2. मशीन के मुख्य भागों की नियुक्ति।
शिक्षक की कहानी।
एक ड्रिल के साथ एक ड्रिल चक को स्पिंडल के पतला टांग पर रखा जाता है। धुरी की ऊंचाई और निचला भाग एक हैंडल द्वारा नियंत्रित किया जाता है। कैबिनेट की ढाल पर स्थित एक बटन दबाकर मशीन को चालू किया जाता है।
शिक्षक दिखाता है कि काटने के उपकरण और उसके आंदोलन को ठीक करने के लिए डिज़ाइन की गई मशीन का हिस्सा, यह दर्शाता है कि ड्रिल ड्रिल चक से कैसे जुड़ा है, और चक मशीन स्पिंडल से जुड़ा हुआ है। यदि अध्ययन का समय है, तो शिक्षक छात्रों को ड्रिल की अधिकतम और न्यूनतम गति कैसे प्राप्त करें, और पास को स्टेप्ड पुली पर स्विच करने की तकनीक के बारे में बताते हैं।
3. ड्रिलिंग मशीन को नियंत्रित करने की तकनीक।
शिक्षक की कहानी।
ड्रिलिंग प्रदर्शन दो मापदंडों द्वारा निर्धारित किया जाता है: काटने की गति और ड्रिल फ़ीड दर। घूर्णन ड्रिल को उस भाग की दिशा में ले जाया जाता है जिसमें छेद बनाया जाता है। इस आंदोलन को ड्रिल फीड कहा जाता है। ड्रिलिंग करते समय, यह नियंत्रित करना आवश्यक है कि फ़ीड बहुत बड़ी नहीं है, इससे ड्रिल टूट सकती है, खासकर जब इसका व्यास छोटा हो।
ड्रिलिंग से पहले, चक में ड्रिल को सुरक्षित रूप से जकड़ना आवश्यक है।
(शिक्षक छात्रों को टेपर और बेलनाकार टांगों के अभ्यास का प्रदर्शन करते हैं और बताते हैं कि चक में उनमें से प्रत्येक को सही ढंग से और सुरक्षित रूप से कैसे बांधा जाए।)  ड्रिलिंग कार्य को सफलतापूर्वक पूरा करने के लिए, ड्रिलिंग मशीन पर वर्कपीस को ठीक से ठीक करने में सक्षम होना भी महत्वपूर्ण है। बड़े हिस्से अक्सर प्रिज्म और क्लैम्प की मदद से टेबल पर लगाए जाते हैं।
ड्रिलिंग कार्य को सफलतापूर्वक पूरा करने के लिए, ड्रिलिंग मशीन पर वर्कपीस को ठीक से ठीक करने में सक्षम होना भी महत्वपूर्ण है। बड़े हिस्से अक्सर प्रिज्म और क्लैम्प की मदद से टेबल पर लगाए जाते हैं।
(शिक्षक छात्रों को दिखाता है कि ड्रिलिंग मशीन पर बड़े और छोटे भागों को कैसे ठीक किया जाए। यदि संभव हो तो, शिक्षक छात्रों को सार्वभौमिक कोण और मशीन के दोष दिखाता है और ड्रिलिंग मशीन पर वर्कपीस को ठीक करने के लिए अन्य उपकरणों पर उनके फायदे के बारे में बात करता है।)
ड्रिलिंग करते समय, ड्रिल की एक समान फ़ीड सुनिश्चित करना आवश्यक है। एक छेद के माध्यम से ड्रिलिंग के अंत में, ड्रिल को अधिक आसानी से खिलाया जाता है, और एक समान फीडिंग प्राप्त करने के लिए, फ़ीड नॉब पर दबाव कम हो जाता है। जब ड्रिलिंग के माध्यम से, जब ड्रिल वर्कपीस से बाहर निकलती है, तो इसके किनारे पर गड़गड़ाहट होती है, जिसके लिए यह पकड़ सकता है अग्रणीड्रिल इससे उसका ब्रेकअप हो जाता है। टूटने से बचाने के लिए, ड्रिलिंग के अंत में वर्कपीस के नीचे रखना आवश्यक है लड़की का ब्लॉकऔर ड्रिल फीड कम करें।
(शिक्षक मशीन को शुरू करने, ड्रिल को भाग के पिन वाले हिस्से में लाने और ड्रिलिंग प्रक्रिया को प्रदर्शित करता है। जब ड्रिल छेद के माध्यम से बाहर निकलती है तो फ़ीड दर में वृद्धि के खतरे के बारे में छात्रों को चेतावनी देना आवश्यक है।)
चतुर्थ। व्यावहारिक कार्य "ड्रिलिंग मशीन का नियंत्रण"
क्रियान्वयन के निर्देश व्यावहारिक कार्य.
छात्र पाठ्यपुस्तक में बारी-बारी से ड्रिलिंग मशीन के सुरक्षित संचालन के नियमों को पढ़ते हैं। शिक्षक उन पर टिप्पणी करते हैं, छात्रों का ध्यान आकर्षित करते हैं कि क्या हो सकता है जब वे इन नियमों को नहीं सीखते हैं और उनका सख्ती से पालन नहीं करते हैं।
शिक्षक बताता है कि इसे कैसे व्यवस्थित किया जाना चाहिए कार्यस्थलकार्यक्षेत्र पर काम पूरा करने के लिए आवश्यक तंत्र, भागों, उपकरणों को कैसे रखा जाए; इस उपकरण को किन आवश्यकताओं को पूरा करना चाहिए, और इसकी देखभाल के नियम।
व्यावहारिक कार्य करना
प्रायोगिक अभ्यास शुरू करते हुए, छात्र पहले ड्रिलिंग के लिए रिक्त स्थान तैयार करते हैं। फिर वे एक केंद्र पंच के साथ भविष्य के छेद के स्थान पर एक छेद बनाते हैं, ड्रिल स्पिंडल चक में फिक्सिंग ड्रिल में ट्रेन करते हैं, इसे शुरू करते हैं और बंद करते हैं, और इस प्रक्रिया में इसे नियंत्रित करने में भी।
शिक्षक यह सुनिश्चित करता है कि छात्र मशीन पर सुरक्षित कार्य के नियमों का पालन करें, समझाते हैं कि काम शुरू करने से पहले, काम करने की सही मुद्रा लेना आवश्यक है। स्पष्टीकरण के साथ एक टेबल या एक पाठ्यपुस्तक से एक चित्र का प्रदर्शन होता है, जो धड़ और पैरों की स्थिति पर ध्यान केंद्रित करता है।
शिक्षक को काम की योजना इस तरह से बनानी चाहिए कि छात्र बारी-बारी से ड्रिलिंग मशीनों पर काम करें। अनुभव से पता चलता है कि छात्र स्वेच्छा से ड्रिलिंग मशीन पर काम करते हैं, लेकिन उनमें से कुछ मशीन को चालू करने से डरते हैं, और इससे भी ज्यादा इस पर काम करने से डरते हैं।
ड्रिलिंग मशीन पर काम करना सीखते समय शिक्षक को प्रत्येक छात्र की प्रतिक्रिया का ध्यानपूर्वक अध्ययन करना चाहिए ताकि उन लोगों की मदद की जा सके जिन्हें समय पर इसकी आवश्यकता है। मशीन के लिए छात्र के पहले दृष्टिकोण के दौरान, उसकी प्रतिक्रिया पर ध्यान देना आवश्यक है। यदि उसकी संकीर्ण या चौड़ी आंखें हैं, हाथ कांपते हैं, झुर्रीदार माथे या उभरी हुई जीभ है, तो इस छात्र को अपने मनोवैज्ञानिक अवरोध को दूर करने में मदद करने के लिए व्यक्तिगत रूप से काम करने की आवश्यकता है। यह सुनिश्चित करने के बाद ही कि छात्र स्वतंत्र रूप से काम कर सकते हैं, आप उन्हें काम शुरू करने की अनुमति दे सकते हैं।
वी. पाठ सारांश
शिक्षक व्यावहारिक कार्य के कार्यान्वयन का विश्लेषण करता है, त्रुटियों को इंगित करता है और उन्हें खत्म करने के तरीके बताता है।
ड्रिलिंग मशीन उपकरण का एक बहुमुखी टुकड़ा है जिसका उपयोग विभिन्न विन्यासों के साथ छेद बनाने के लिए किया जा सकता है। डिवाइस के साथ खुद को परिचित करने के लिए, लंबवत स्थित स्पिंडल के साथ सबसे लोकप्रिय मॉडल के लेआउट का अध्ययन करने की अनुशंसा की जाती है।
डिजाइन के बारे में सामान्य जानकारी
भले ही ड्रिलिंग मशीन का उपकरण कैसे भी बनाया जाए, इसके संचालन का सिद्धांत सभी प्रकार के लिए समान रहता है। एक घूर्णन ड्रिल की सहायता से लकड़ी, धातु या बहुलक उत्पादों को संसाधित किया जाता है।
इस ऑपरेशन को करने के लिए, मशीन के डिजाइन में एक बेस प्लेट होनी चाहिए, जिस पर उपकरण के अन्य घटक लगे हों। लंबवत उन्मुख मॉडल में, ड्रिलिंग इकाई को एक समर्थन स्टैंड पर रखा जाता है। यह दो कार्य कर सकता है - प्रसंस्करण भाग को ठीक करना और ऊर्ध्वाधर विमान में इसका विस्थापन।
इसके अलावा, निम्नलिखित कारकों को डिजाइन सुविधाओं के लिए जिम्मेदार ठहराया जा सकता है:
- डेस्कटॉप प्रकार। कुछ मॉडलों में, यह स्थिर होता है और इसका कार्य बेस प्लेट द्वारा किया जाता है। यह डिज़ाइन बड़े पैमाने पर उत्पादों के प्रसंस्करण के लिए प्रासंगिक है। एक समर्थन स्टैंड पर चल कार्य तालिका के साथ ड्रिलिंग उपकरण का उपयोग सटीक संचालन करने के लिए किया जाता है;
- ड्रिलिंग यूनिट को इलेक्ट्रिक मोटर के साथ पेयर करना। यह एक बेल्ट ड्राइव के साथ किया जाता है। घटक शाफ्ट पर विभिन्न व्यास के पुली लगाए जाते हैं। ड्राइव बेल्ट की स्थिति को बदलकर, स्पिंडल हेड के क्रांतियों की संख्या को समायोजित किया जाता है;
- एक कोण पर भागों को ड्रिल करने की क्षमता। यह एक टर्नटेबल के साथ किया जा सकता है। वैकल्पिक विकल्पड्रिलिंग ब्लॉक में विस्थापन तंत्र की उपस्थिति है।
यह एक क्लासिक ड्रिलिंग मशीन के डिजाइन के बारे में बुनियादी जानकारी है। वे विशिष्ट डिजाइन, उद्देश्य और तकनीकी आवश्यकताओं के आधार पर भिन्न हो सकते हैं।
संरचना के आयामों को कम करने के लिए, बेल्ट ड्राइव को गियर ड्राइव से बदला जा सकता है। हालांकि, यह अत्यंत दुर्लभ और केवल विशेष मॉडलों के लिए किया जाता है।
ड्रिलिंग उपकरण के संचालन का सिद्धांत

एक ऊर्ध्वाधर प्रकार की ड्रिलिंग मशीन के उपकरण की बारीकियों का अध्ययन करने के लिए, काम के निष्पादन के दौरान उपकरण में होने वाली प्रक्रियाओं पर विस्तार से विचार करना आवश्यक है। यह जानकारी आपको परिचालन को समझने में मदद करेगी तकनीकी गुणप्रत्येक मशीन मॉडल।
गति तंत्र के माध्यम से मुख्य घूर्णी गति को इलेक्ट्रिक मोटर से ड्रिलिंग हेड स्पिंडल तक प्रेषित किया जाता है। क्लासिक उपकरण मॉडल में, यह स्थापना के शीर्ष पर स्थित है। ड्रिलिंग ऑपरेशन करने के लिए, कम करना आवश्यक है काटने का उपकरणभाग की सतह तक। प्राथमिक स्थिति के लिए, आप ऊर्ध्वाधर समर्थन पट्टी पर उनकी स्थिति बदलकर डेस्कटॉप या ड्रिलिंग इकाई की स्थिति बदल सकते हैं। स्पिंडल हेड के प्रस्थान के लिए तंत्र की सहायता से अधिक सटीक प्रसंस्करण होता है।
- डेस्कटॉप आयाम, इसे एक निश्चित कोण पर घुमाने की क्षमता, साथ ही खाना पकाने को ठीक करने के लिए घटकों की उपस्थिति;
- ज्यादा से ज्यादा न्यूनतम आकारस्थापित ड्रिल;
- धुरी सिर की गति सीमा;
- गति की संख्या;
- ड्रिल चक के प्रकार और डिजाइन;
- इलेक्ट्रिक मोटर की रेटेड शक्ति।
अधिकांश घरेलू और अर्ध-पेशेवर मॉडल में शीतलक आपूर्ति प्रणाली नहीं होती है। हालांकि, उच्च शक्ति वाले स्टील्स से उत्पादों को संसाधित करते समय, यह प्रक्रिया अनिवार्य है। वैकल्पिक रूप से, आप एक विशेष टिका हुआ ब्लॉक का उपयोग कर सकते हैं। शीतलक टैंक मशीन के पास किसी भी सुविधाजनक स्थान पर स्थापित किया गया है। कम-शक्ति वाले पंप की मदद से, इनलेट पाइप के माध्यम से तरल बहता है, जिसका अंत लंबवत स्थित ड्रिलिंग हेड पर लगाया जाता है।
फैक्ट्री मशीनों का संभावित आधुनिकीकरण

अक्सर, कारखाने के मानक उपकरण लंबवत निर्देशित ड्रिलिंग मशीन या उसके डिजाइन उपयोगकर्ता के अनुरूप नहीं होते हैं। इस मामले में, उपकरणों को आधुनिक बनाने का प्रयास किया जाता है। वे नए घटकों और घटकों को स्थापित करने या मौजूदा में सुधार करने में शामिल हैं।
बजट मॉडल की मुख्य समस्या ड्रिलिंग ऑपरेशन के दौरान खेल की उपस्थिति है। यह संरचना की कम स्थिरता के कारण है। बेस प्लेट के द्रव्यमान को बढ़ाकर या अतिरिक्त लंबवत समर्थन कॉलम स्थापित करके इस समस्या को हल किया जा सकता है। इस तरह, उच्च परिशुद्धता के साथ छोटे व्यास के छेद बनाए जा सकते हैं।
आधुनिकीकरण के इस उदाहरण के अतिरिक्त, मानक फ़ैक्टरी मॉडल निम्नलिखित परिवर्तनों और परिवर्धन के अधीन हैं:
- ड्रिलिंग गहराई सीमा का उपयोग। यदि उपकरण के डिजाइन में ऐसा कोई फ़ंक्शन प्रदान नहीं किया गया है, तो ड्रिल पर एक विशेष सीमक स्थापित किया जा सकता है;
- इलेक्ट्रिक मोटर की सुचारू शुरुआत के लिए एक उपकरण का कनेक्शन। उसके लिए धन्यवाद, उपकरण के प्रारंभिक स्टार्ट-अप के दौरान झटके नहीं दिखाई देंगे;
- डेस्कटॉप अपग्रेड। वर्कपीस को ठीक करने के लिए, आप विद्युत चुम्बकीय कुशन वाले मॉडल का उपयोग कर सकते हैं। यदि यह जटिल विन्यास वाले उत्पादों को संसाधित करने वाला है, तो एक रोटरी तंत्र लगाया जाता है;
- एक स्वायत्त प्रकाश बिंदु की स्थापना। यह प्रदर्शन किए गए कार्य की गुणवत्ता को सकारात्मक रूप से प्रभावित करेगा।
उपकरण संचालन की सुरक्षा के लिए, कनेक्शन के दौरान आरसीडी का उपयोग करने की सिफारिश की जाती है। डेस्कटॉप मॉडल के लिए, सही फ्रेम चुनना महत्वपूर्ण है। यह यथासंभव स्थिर होना चाहिए और इसमें एक स्तर नियंत्रण कार्य होना चाहिए।
से विस्तृत उपकरणलंबवत उन्मुख ड्रिलिंग मशीन वीडियो में पाई जा सकती है:





