Wrzeciono frezarskie do drewna. Jakie jest optymalne wrzeciono dla CNC
Wyrażenie „wrzeciono do frezarki CNC” jest zwykle rozumiane jako silnik z zamontowanym na nim uchwytem samozaciskowym tulei zaciskowej (jak w instrukcji frezarka), który służy do mocowania narzędzia tnącego, takiego jak frez, kamień szlifierski, wiertła itp. i przekazywania mu ruchu obrotowego z dużą prędkością.
Frezarki Cincinnati różne rozmiary. W swoim katalogu producent kładzie nacisk na wygodę i łatwość obsługi oraz. stabilność ramy zapewniona przez wewnętrzne wsporniki wzmacniające. Mniejsze modele były przeznaczone do wykonywania lub wykonywania wykrojników i matryc. ryciny, podczas gdy starsze są szczególnie uwydatnione.
Zostały zaprojektowane do ciężkich prac mielących przy użyciu truskawek. szybka stal. Wrzeciono, bardzo mocno osadzone, nie było naprężone. ponieważ tuleja koła impulsowego obraca się w specjalnym łożysku. nastawny. Starsze typy miały mechanizm przeciwny do ruchu wskazówek zegara. układ planetarny umieszczony wewnątrz puszki koła impulsowego. do 12 obrotów wrzeciona. Wrzeciona zostały nagwintowane na końcu, aby pomieścić przednią truskawkę. Regulacja pionowa wrzeciona odbywała się za pomocą dźwigni lub pedału. małe modele, a także kółko ręczne połączone z zamkiem błyskawicznym. w większych modelach, które obejmowały również automatyczne przesuwanie i . różna prędkość jest różna.
Klasyfikacja
Można je podzielić na 2 małe grupy - są to domowe i przemysłowe:
- Domowe obejmują różne wiertarki, małe domowe routery lub wiertarki.
- Silniki przemysłowe obejmują silniki zaprojektowane tak, aby wytrzymywać duże obciążenia podczas pracy, posiadające łożyska ceramiczne i często wyposażone w skomplikowany system chłodzenie cieczą lub powietrzem oraz system smarowania bezpośrednio do obszarów o wysokim poziomie tarcia i wysokiej temperatury.
Używając wiertarki jako wrzeciona w domowej maszynie CNC, należy pamiętać, że jej łożyska nie są przystosowane do dużego obciążenia bocznego i zaczną bardzo szybko „wyć”, co może prowadzić do dużego nagrzewania się uzwojeń, spadku moc wału, a następnie takie wrzeciono po prostu się spali.
Ruch wzdłużny był automatyczny po obu stronach, z wyjątkiem modelu. mniej, a także strzał. Zamiast tego ruch obrotowy. Okrągły stół zostało wykonane ręcznie lub, jeśli to konieczne, automatycznie. Promocja pulpitu została przeprowadzona za pomocą schodkowego koła pasowego, pudełka. koła zębate i wał napędowy.
Sześciokątny. Zastosowano model z dwoma wrzecionami. do frezowania kwadratowego i sześciokątnego, szt. brąz i mosiądz, m.in. skrzynki zaworowe i odwadniacze, nasadki do pras, klucze, orzechy itp. wykonując obie części jednocześnie. powierzchnie naprzeciwko siebie. Maszyna z czterema wrzecionami miała swoje zastosowanie w obróbce skrawaniem. jednocześnie z czterema powierzchniami w skrzynkach zaworowych. W obu modelach uchwyty wrzeciona są regulowane. z wałem gwintowanym, niezależnie od siebie.
W tym przypadku chłodzenie nie pomoże i konieczne jest dopracowanie samego wiertła, a mianowicie: zamień łożysko kulkowe wału na łożysko wałeczkowe (najlepiej na wałki ceramiczne), zamocuj je mocno w obudowie i zadbaj o stała obecność w nim smarowania.

W modelu czterech wrzecion występują dwie głowice. są również regulowane w pionie. dolne horyzonty są poziome, dla ich adaptacji. wymiary przedmiotu obrabianego. Stół przesuwany jest poprzecznie za pomocą pokrętła i wałka gwintowanego. Wrzeciona obracają się z prędkością 875 obr/min. Wynalezienie funkcji interpolacji liniowej i kołowej oraz automatycznej wymiany narzędzi umożliwiło zbudowanie generacji maszyn, za pomocą których było ono wiercone. Zastosowanie sterowania numerycznego ma korzystny wpływ na koszty produkcji, zachęcając do zmniejszenia liczby typów maszyn wykorzystywanych w obrabiarce. dla dużych partii. takich jak wiercenie. konieczne jest przygotowanie oprogramowania sterowania numerycznego operacji procesowych. na przykład wykonanie powierzchni kulistych. lub metrologia.
Funkcje wrzeciona w zależności od typu
Zasadniczo podczas pracy frezarek wszystkie obciążenia są prostopadłe do osi wrzeciona, a obciążenia równoległe pojawiają się dopiero w momencie włożenia w korpus przedmiotu obrabianego. Dlatego konieczne jest wybranie silnika, który wytrzyma takie obciążenia dla długi okres czas, ponieważ praca frezarek może być ciągła w ciągu dnia, a nawet więcej.
Zastosowanie sterowania numerycznego obejmuje wiele różnych procesów. wątek. takich jak montaż. Sztulen. przemiał. czas jazdy jest krótszy w aucie z Sterowanie numeryczne niż w normalnym samochodzie. czas gotowania partii jest dłuższy w maszynie CNC niż w maszynie konwencjonalnej. w ciągu dekady. Zakres sterowania numerycznego Zastosowanie komputerowych systemów sterowania numerycznego w obrabiarkach pozwala na zwiększenie produktywności w stosunku do maszyn konwencjonalnych oraz umożliwiło realizację skoordynowanych operacji, które nie mogą być realizowane z dużą dokładnością pomiarową w maszynach konwencjonalnych.
Wrzeciona przeznaczone do celów przemysłowych nie wymagają ciągłego czyszczenia i smarowania łożysk przez cały okres eksploatacji, ale jeśli zaczniesz dostrzegać obce dźwięki na biegu jałowym, to i tak lepiej zdemontować obudowę silnika, wydmuchać cały brud od środka sprężonym powietrzem (jeśli takie występuje) i dobrze nasmaruj łożysko specjalnym smarem, który nie traci swoich właściwości w wysokich temperaturach.
Procesy z wykorzystaniem maszyn CNC zarządzanie programem, mają wyższy koszt godzinowy niż procesy wykorzystujące konwencjonalne maszyny. Aplikacje dzielą się na dwie kategorie: aplikacje z obrabiarkami. i aplikacje bez maszyn. zasada wspólna praca wszystkich zastosowań sterowania numerycznego jest kontrolowanie względnego położenia narzędzia lub elementu obróbkowego w stosunku do obrabianego przedmiotu. i głównie używano wierteł. więc. utrzymanie lub poprawa jego jakości. śledzone.
Początkowo przesunięcia były od punktu do punktu. Koncepcja sterowania numerycznego obejmowała wykorzystanie danych w układzie odniesienia do określenia powierzchni konturu śmigieł śmigłowca. Proces ten jest bardziej ekonomiczny przy użyciu specjalistycznych maszyn z mechanizmami transferowymi. ale gorsze od tych procesów, które wykorzystują specjalne maszyny z mechanizmami przenoszenia, które pozwalają zautomatyzować dostarczanie i usuwanie części. laminat walcowany. frezowanie, a nawet toczenie i zostały przemianowane na centra obróbcze zamiast samych frezarek. obróbka jest bardziej ekonomiczna dzięki sterowaniu cyfrowemu.
Dodatkowo wrzeciono przemysłowe wyposażone jest w wysokiej jakości oprawkę zaciskową, która ma minimalne bicie podczas pracy, zapewniając niezbędną dokładność obróbki, minimalną różnicę między rzeczywistym a rzeczywistym rozmiarem frezu oraz umożliwiając mocowanie frezów z konwencjonalnym chwytem cylindrycznym.
Tuleje zaciskowe
Zasadniczo najczęściej spotykane są tuleje zaciskowe typu ER11 i ER16, w które wchodzi wiertło lub frez o średnicy końcówki od 2,5 do 3,2 mm, nawet jeśli jest wykonany ze stożkiem. Istnieją również wkłady przeznaczone do większej średnicy narzędzia, ale są one używane do zgrubnej obróbki metalu lub frezowania stali i mają otwór zacisku narzędzia wynoszący 6 lub więcej milimetrów.
Materiały używane do produkcji truskawek to stale szybkie i metale twarde. Ruchy do przodu i przybliżenia wykonywane są w kawałkach. Truskawka wykonuje ruch obrotowy, który się składa. ale działanie usuwania wiórów jest rozłożone na różne krawędzie. Truskawka z twardą stalową krawędzią służy do obróbki materiałów trudnych do obróbki, które mają silne działanie ścierne na krawędzi. Krzywe. Obróbka wykonywana przez frezarkę nazywana jest frezowaniem.
Cięcie wzmacniające. Ruch wstępny. Możemy również wyróżnić ruchy pulpitu. Z niebieskim: poruszanie się do przodu. które można przesuwać ręcznie lub automatycznie:. co jest przybliżeniem truskawki z obszaru cięcia do obszaru nieskoszonego. Z czerwonym: ruch tnący. Jak w przypadku wszystkich maszyn. Ruchy robocze frezarki: Ruch skrawania. Z zielonym: ruch w głąb. czyli ruch obrotowy truskawki.

Pytasz, dlaczego nie mogę zainstalować go na mojej domowej maszynie CNC?
Jeśli zamocujesz frez o średnicy 2 mm i średnicy trzpienia 3,2 mm w oprawce zaciskowej, to podczas obróbki prawie nie zauważysz różnicy, ale jeśli zainstalujesz frez o średnicy 10 mm i trzpieniu 3,2 mm na maszynie amatorskiej można łatwo zdeformować prowadnice, ponieważ ich obciążenie w tym przypadku znacznie wzrasta. W maszynie wszystkie części muszą być ze sobą idealnie połączone, w przeciwnym razie będzie z tym więcej problemów niż jakość pracy. Dlatego zalecamy wybór tulei zaciskowej EP-13, wystarczy do niewielkich nakładów pracy i nadaje się do prawie każdego narzędzia roboczego używanego przy obróbce różnych materiałów.
Ruch boczny powoduje mniejsze zużycie Pivot wokół osi pionowej. Obrót wokół osi podłużnej. który jest prostopadły do płaszczyzny podłużnej, ale poziomej. znacznie wyższa wydajność niż w przypadku innych maszyn, ponieważ każdy ząb ich narzędzia nie styka się z detalem dłużej niż ułamek sekundy i. Dlatego.
To jest punkt podparcia na podłodze maszyny. dzięki śrubie obsługiwanej ręcznie lub mechanicznie. To jest pudełko. wrzeciono uzyskuje ruch, który dotrze do truskawek. Zamontowany na przesuwanym uchwycie, który dopasowuje się do kolumny i pozwala ustawić się w pożądanej pozycji. w dolnej części. z przodu 5 cali na stopę. Urządzenie, na którym montowany jest blat i które zapewnia ruch w osi stołu. Wózek wzdłużny. Porusza się w pionie. idzie do drabinki.
Moc wrzeciona
Wybierając moc wrzeciona należy kierować się złotą zasadą – im więcej tym lepiej. Podstawowe zasady wyboru władzy:
- Jeśli planujesz używać frezarek tylko do wiercenia lub grawerowania małych części, wystarczy wrzeciono o mocy do 600 watów.
- Do frezowania twardego drewna i metalu trzeba już wziąć pod uwagę silnik o mocy od 600 do 1400 watów.
- Jeśli planowana jest dalsza modernizacja maszyny (są maszyny z dwoma lub więcej wrzecionami) lub potrzebny jest duży zapas mocy, należy zwrócić uwagę na wrzeciona o mocy powyżej 1,6 kW, które pozwolą na obróbkę niemal dowolnych materiałów , a jakość pracy będzie zależeć tylko od niezawodności części mechanicznej maszyn CNC.

Jest to formowana konstrukcja prostokątna. To jest ta część, która zachowuje narzędzie tnące i taki, który daje mu ruch. Jest montowany na łożyskach tocznych. Jest pusta i kończy się standaryzowaną stożkową samicą. część służąca jako podpora i reszta pozostałej części frezarki. na którym ślizgał się ręcznie za pomocą mechanizmu. z niektórymi przewodnikami. z niektórymi przewodnikami. na jakąkolwiek długość chcesz pracować. Wspornik odpowiada za trzymanie samochodu i stołu. zwykle w kształcie prostokąta.
Metody frezowania
Wyjaśnijmy pewne subtelności. Frezowanie można wykonać na dwa sposoby, albo z szybkim posuwem i wolnym obrotem frezu, albo z wolnym posuwem, ale z dużą prędkością obrotu frezu. Pierwsza metoda nazywa się szybkością, a druga - mocą.
W przemyśle frezowanie mechaniczne jest powszechnie stosowane w celu jak najszybszego usunięcia nadmiaru materiału z przedmiotu obrabianego. Wcześniej należy przestudiować opis i dane paszportowe określonego noża i wprowadzić do maszyny niezbędne warunki cięcia specjalnie dla niego, a mianowicie: prędkość obrotową, penetrację i posuw. W ten sposób możesz korzystać z przecinarki, uzyskując z niej maksymalną wydajność, bez przeciążania jej.
Ze skrzynią biegów lub skrzynią biegów. ze wzmocnioną podstawą. odpowiedni. Wspornik lub wózek pionowy: Jest to urządzenie montowane na przedniej powierzchni kolumny. Więc. bardzo podobne do tych, które można zobaczyć w odlewni. Napęd jest niezależny od tego, który został wykonany przez blok do przodu. Ze sprzęgłami przesuwnymi kół. Jest to mechanizm składający się z szeregu kół zębatych umieszczonych w dolnej części ramy. co pozwala na bardziej racjonalne określenie Lepsze warunki ciąć. Może poruszać się na boki.
Aby móc naprawić określone akcesoria. Napędy ręczne do wózków. krzyż. Zwykle umieszcza się go w górnej części ramy. Przekładnia wrzeciona. gdzie są śruby. To właśnie pozwala utworowi działać. Składa się z różnych kół zębatych, które można łączyć zgodnie z różnymi przełożeniami, aby zapewnić szeroki zakres prędkości wrzeciona. samochodem. Odpowiednie urządzenie umożliwia jego unieruchomienie. lub automatycznie przez okno zaliczek. wzdłużnie i pionowo.
Jeśli mechaniczna część maszyny nie pozwala na uzyskanie dobrej siły i zaczyna się odkształcać, lepiej nie eksperymentować, ale zastosować drugą metodę frezowania - dużą prędkość, po osiągnięciu maksymalnej prędkości obrotowej frez i ustawienie minimalnej prędkości posuwu.
Kryteria wyboru wrzeciona
Po przeanalizowaniu powyższego należy zdecydować, co jest dla nas ważniejsze, prędkość wrzeciona czy jego moc. Kupując wysokiej jakości i drogie wrzeciono nie można zadać takiego pytania, ponieważ większość z nich ma jednocześnie dość dużą moc i dużą prędkość obrotową.
Części te można montować bezpośrednio na nim lub za pomocą akcesoriów montażowych. lub wzdłuż. Odbiera ruch bezpośrednio z głównego napędu maszyny. Jego możliwości są bardziej ograniczone niż te z uniwersalna głowica. Ten ma kolejny okrągły grzbiet, na którym spoczywa trzeci kadłub. Może się obracać tylko w płaszczyźnie pionowej. Unikaj uderzeń, które mogą uszkodzić powierzchnie łożysk. Dokładnie wyczyść stożek wrzeciona przed zainstalowaniem dowolnego uchwytu narzędziowego.
Przed uruchomieniem maszyny wygodnie jest obrócić ją ręcznie, aby upewnić się, że montaż został wykonany prawidłowo. w zależności od rodzaju używanego noża. Przestrzegać właściwe dopasowanie w ruchomych częściach maszyny. Kilka zaleceń dotyczących korzystania z tego akcesorium.
Maksymalnie takie wrzeciona praktycznie nie są używane, ale obciążają 60-80% całej mocy i zużywają do 90% prędkość maksymalna, co jest niewątpliwie dużą zaletą, gdyż w takich warunkach wrzeciono do frezarki CNC nie będzie się przegrzewało i nie zużywało. Wysoka prędkość obrót (18000-20000 obr./min) praktycznie nie jest używany, ponieważ podczas obróbki z takimi prędkościami narzędzie i przedmiot zaczynają się nagrzewać i palić, niszcząc całą pracę.
Brak poślizgu przy wejściu w kontakt z obiektem. Mają zmienną długość, aby umożliwić różne kombinacje, aby pomieścić truskawki. unikanie poślizgu w celu przeniesienia ruchu. Pozwala to na umieszczenie klucza w celu przeniesienia ruchu i mocy wrzeciona na narzędzie tnące. Otrzymuje nakrętkę, która zaciska i blokuje truskawkę w ostatecznej pozycji przez pierścienie dystansowe. Pasują do sworzni napędu wrzeciona. gwintowany otwór Impulse Shoulder Extensions Stożkowy gwintowany kołek gwintowany Umożliwia zablokowanie końca pręta zaciskowego lub kołka w celu przymocowania go do wrzeciona. co pozwala na całkowite przymocowanie go do wrzeciona za pomocą nakrętki i nakrętki zaciskowej, która wchodzi w drugi koniec. a tym samym zapobiega wypadnięciu z osi.

Osobno warto rozważyć wrzeciona napędzane przez sieć trójfazowa. Są one połączone pięcioma przewodami, z których trzy są liniowe, jeden to zero, a jeden do uziemienia. Nie można ich podłączyć do sieci domowej bez modyfikacji.
Wcześniej do takich celów używano kondensatorów rozruchowych, które zgodnie z prawami elektrotechniki zmieniały kąt fazowy i sztucznie tworzyły 3 fazy z jednej. Ale frezarka z CNC dla tej metody jest mało prawdopodobne, ponieważ w tym przypadku traci się możliwość kontrolowania prędkości obrotowej wrzecion. Dlatego w naszych czasach stosuje się elektroniczne przemienniki częstotliwości (FCs), których zasada działania opiera się na prostowaniu napięcia domowego i generowaniu z niego napięcia 3-fazowego z możliwością płynnej regulacji częstotliwości.
W przypadku tych trzpieni frez dokręca się nakrętką lub śrubą. Którego nie da się zmiażdżyć w powietrzu. Wałek uchwytu, który ma głowicę, jest ustawiony pod dowolnym kątem do powierzchni stołu. to rzeczywiście jeden z najważniejszych akcesoriów. Górna część może być na zawiasach lub na stałe. Jego głównym celem jest dokonanie podziału okrężnej ścieżki pracy i zachowanie materiału, który pracował. przeznaczony do użytku na stole routera. Inne należy wyczyścić i nasmarować po użyciu.
To akcesorium jest przymocowane do głównego wrzeciona maszyny. Elementy te powinny mieć gładkie powierzchnie i wolne od odkształceń, które mają być zastosowane. Dobra w uniwersalnym kubku. To bardzo dokładne i wszechstronne akcesorium. ale jego zasada działania jest taka sama. Posiada stopniowaną skalę do ustawiania stopni. Trzymaj kawałek na jednym końcu. Przegrody uniwersalne mogą różnić się wyglądem i kształtem. pomiędzy miską a końcówką lub pomiędzy końcówkami i możliwe jest wykonanie ruchu obrotowego w kierunku elementu w połączeniu z ruchem wzdłużnym stołu w celu frezowania śmigieł.
Przetwornica częstotliwości lub chastotnik, jak się ją potocznie nazywa, posiada wiele przydatnych funkcji, wśród których są: regulacja temperatury wrzecion, płynna regulacja ich prędkości obrotowej, a najbardziej użyteczną cechą jest możliwość podłączenia go do jednostki sterującej frezarki i oprogramowanie Oprogramowanie automatycznie ustawi wymaganą prędkość obrotową narzędzia. Ponadto chastotnik umożliwia płynne uruchamianie i hamowanie wrzecion, co znacznie wydłuża ich żywotność.

Chłodzenie
Jak wspomniano powyżej, wrzeciona mogą być wyposażone zarówno w chłodzenie powietrzem, jak i cieczą. Powietrze to konwencjonalny wirnik zamontowany na wale silnika i odmuchujący jego uzwojenia.
Dużą wadą tego typu chłodzenia jest to, że wirnik nie tylko nadmuchuje powietrze na rozgrzany silnik, ale również zasysa wióry, kurz i wszystko, co frez wycina z obrabianego przedmiotu do jego korpusu. Również przy obróbce z niskimi prędkościami chłodzenie powietrzem jest nieskuteczne, ponieważ zależy bezpośrednio od prędkości obrotowej wału wrzeciona.

System chłodzenia wodą nie ma takiej wady, ale przy jego stosowaniu wymagane jest osobne miejsce na zbiornik z chłodziwem i prawidłowe zamocowanie rur z nim na korpusie frezarki, co znacznie komplikuje konstrukcję, jeśli jest to frezarka dwuwrzecionowa.
Jest znacznie wydajniejszy niż system chłodzenia powietrzem, ponieważ prędkość przepływu płynu przez wrzeciono jest przez cały czas taka sama dzięki zastosowaniu specjalnej pompy. Głównym warunkiem, który należy przestrzegać przy wrzecionie chłodzonym wodą, jest to, że nie można włączyć silnika bez włączenia pompy, ponieważ w tym przypadku w ogóle się nie ochłodzi, bardzo szybko się przegrzeje, a w rezultacie wypali .
1 Najbardziej budżetowe wrzeciono dla domowe CNC obrabiarka - grawer, rysunek 1, cena od 500 rubli. Moc 125W. Minusem tego wyboru jest słaby moment obrotowy przy niskich prędkościach, w związku z czym nadaje się tylko do grawerowania i do pracy na miękkie rasy drewno za pomocą frezów o małej średnicy.
Obrazek 1
2 Druga wersja wrzeciona do domowej frezarki i grawerki stołowej - wiertarka Proxxon, zdjęcie 2, cena od 2000r. W porównaniu do niedrogich grawerek można zauważyć następujące zalety: pracuje znacznie ciszej, zacisk wkładki jest wysokiej jakości, nie traci tak bardzo momentu obrotowego przy niskich obrotach.

Rysunek 2
3 Trzecią opcją niedrogiego stołowego CNC są wrzeciona z silników prądu stałego na 12 ... 48 V, rysunek 3. Moc do 400W. Obroty do 12 000. Wymagane jest oddzielne zasilanie dla wrzeciona maszyny. Zaletami tego wrzeciona są: 1) dość niskie bicie, co sprawia, że dobry wybór jako wrzeciono do przewodów w produkcji płytki obwodów drukowanych lub przy tworzeniu modeli z 2) niski poziom hałasu, 3) standardowa tuleja zaciskowa ER11A. Wady: 1) wymagane dodatkowe źródło zasilanie, 2) stosunkowo mała moc ogranicza możliwość zastosowania frezów do 4 mm, nadających się tylko do frezowania wzdłuż miękkie materiały, 3) dość silne przegrzanie podczas pracy, które wymaga dobrego chłodzenia, przepływu powietrza i wentylowanego pomieszczenia.
Rysunek 3
W komplecie z elektroniką istnieje możliwość sterowania prędkością wrzeciona (rys. 4, z programu sterowania maszyną MACH3), w tym celu sterownik sterowania maszyną posiada wyjście PWM, oznaczone na obudowie jako PWM.

Rysunek 4
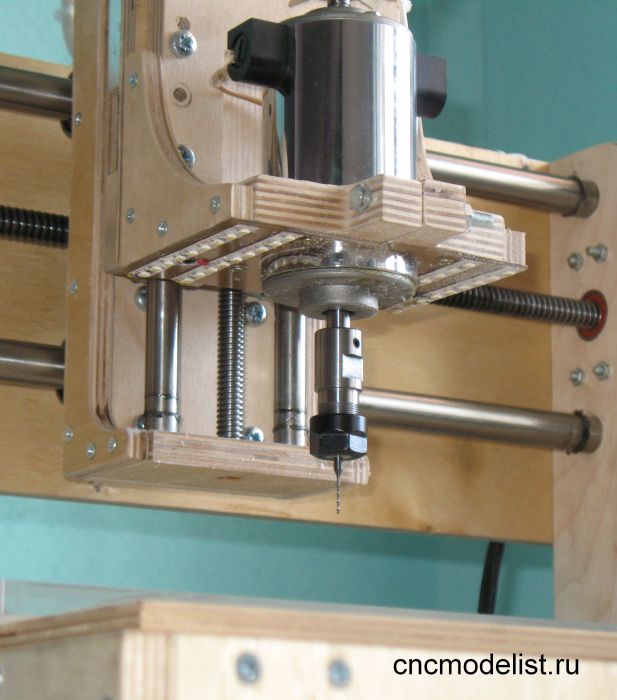
4 Kolejna opcja wrzeciona dla niedrogiego pulpitu CNC samodzielny montaż są to frezarki i szlifierki proste.
Frez Enkor FME-850W posiada wystarczającą moc do obróbki dowolnych materiałów (drewno, sklejka, metale kolorowe). Bardzo głośno w pracy. W zestawie znajduje się tuleja zaciskowa 6mm, która pozwala na zastosowanie adaptera 3v6mm do pracy z różnymi średnicami frezów od 0,1mm do 6mm. Należy zauważyć, że nie wszystkie frezy są wyposażone w tuleję 6mm, np. pospolity Interskol nie posiada tulei 6mm, co nie pozwala na zastosowanie frezów mniejszych niż 8mm i sprawia, że nie nadaje się do stosowania na frezowanie CNC maszyny. Wadą tego routera jest brak elektroniki utrzymującej stabilną prędkość, co utrudnia wykorzystanie go do obróbki akrylu i innych tworzyw sztucznych przetwarzanych przy niskich prędkościach. Jak również niską jakość łożysk, która ogranicza czas ciągłej pracy do 2 godzin. Tym razem wystarczy wyciąć słowa ze sklejki, czy małe rzeźbione obrazy 3D o wymiarach do 10x10 cm i panoramy, produkty 3D duże rozmiary będzie wymagało znacznie więcej czasu, a zatem wykorzystanie tego wrzeciona w produktach 3D duży rozmiar doprowadzi do zwiększonego zużycia łożyska i przedwczesnej awarii.
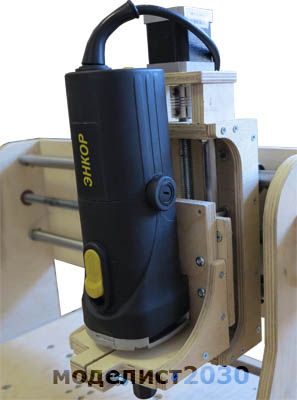
Rysunek 5
5 routerów Sparky, rysunek 6. Moc od 500W do 1050W. Modele 750W i 1050W posiadają elektronikę utrzymującą stabilną prędkość, co pozwala na zastosowanie ich do frezowania akrylu (pleksi), plastiku dwustronnego, PCV, plastiku modelarskiego itp. Tworzywa sztuczne są przetwarzane przy niskich prędkościach wrzeciona, aby uniknąć topienia tworzywa, podczas gdy wymagana jest wystarczająca moc, aby zapewnić akceptowalną wydajność, prędkość i uniknąć przegrzania w strefie frezowania i przyklejania się tworzywa do frezu. Do pracy z tworzywami sztucznymi stosuje się te jednowątkowe.

Rysunek 6
6. Router Kressa. najwyższej jakości z segmentu niedrogich wrzecion komutatorowych dla komputer stacjonarny ręcznie wykonany. Cena od 13tr. Bicie jest znormalizowane, co umożliwia przypisanie go do wyższej klasy wrzecion. Wysoka niezawodność, żywotność na maszynie CNC dla domu i małej firmy jest nieporównywalnie wyższa niż wszystkie powyższe wrzeciona i ustępuje tylko profesjonalnym wrzecionom bezszczotkowym (asynchronicznym)

7. Profesjonalny wrzeciona do chłodzenia cieczą.
Zalety: wysoka niezawodność, w konstrukcji takich wrzecion są 3 lub 4 łożyska, podczas gdy komutatory domowe mają tylko 2, oraz brak szczotek ścieralnych związanych z silnikami komutatorowymi.
dokładność montażu i wysoka jakość wyważarki zapewniają również minimalne bicie na wale, które jest niezbędne do wysokiej jakości obróbki cienkim i/lub długim narzędziem.
Przewaga wrzecion chłodzonych cieczą nad wrzecionami chłodzonymi powietrzem:
1) cichsza praca, ze względu na brak hałasu generowanego przez wirnik z wymuszonym obiegiem powietrza
2) możliwość pracy w nieklimatyzowanych pomieszczeniach w podwyższonych temperaturach otoczenia lub w ciasnych warunkach, w których nie jest możliwe zapewnienie normalnej cyrkulacji powietrza.
3) możliwość pracy w pomieszczeniach z zanieczyszczonym powietrzem zawierającym kurz, wrzeciona chłodzone powietrzem, podczas pracy w zakurzonych pomieszczeniach mogą zbierać i gromadzić cząstki ścierne, które prowadzą do uszkodzenia elementów mechanicznych wrzeciona
Wady to tylko cena 10000r i konieczność użycia przetwornica częstotliwości na żywność (kolejne 10000r) i układ chłodzenia.

Polecamy również
 Jak zrobić zdrowy koktajl bananowy
Jak zrobić zdrowy koktajl bananowy
 Zbiór szparagów na zimowe przepisy na gotowanie w domu
Zbiór szparagów na zimowe przepisy na gotowanie w domu
 Zapiekanka z kurczaka z cukinią i twarogiem Przepisy Dukana Zapiekanka z cukinii z twarogiem
Zapiekanka z kurczaka z cukinią i twarogiem Przepisy Dukana Zapiekanka z cukinii z twarogiem
 Piernik z polewą
Piernik z polewą
 Jak ugotować sałatkę z paluszkami krabowymi i marchewką
Jak ugotować sałatkę z paluszkami krabowymi i marchewką
 Surówka z kapusty z papryką - najlepsze przepisy
Surówka z kapusty z papryką - najlepsze przepisy