Vízszintes marógépek fémekhez. Vízszintes marógépek és megmunkáló központok
A svájci ENCE GmbH (ЭНЦЕ ГмбХ) gyártó és mérnöki vállalat 1999-ben alakult, 16 képviselettel és irodával rendelkezik a FÁK-országokban, berendezéseket és alkatrészeket kínál a törökországi és a Koreai Köztársaságbeli gyártóhelyekről, készen áll a fejlesztésre és szállításra. az egyéniségére feladatmeghatározás marógépek.
Marási folyamat
A marás az technológiai működés maróval végzett felületkezeléssel kapcsolatos.
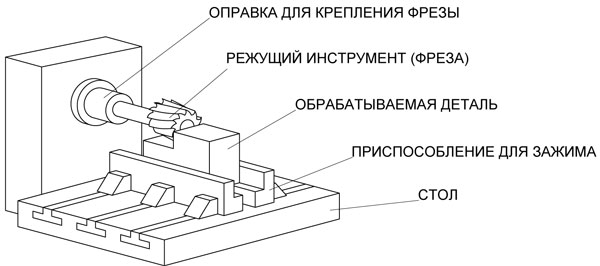
A marás során a maró főként forog, és az előtolás a maróhoz képest egyenes és merőleges irányban megy, azaz. tengelyéhez. A marógép asztalán a munkadarabot satuval rögzítjük.
A maró funkciója eltér a fúrópréseken található többkéses szerszámokétól.
A maró forgástengelyéhez képest merőleges előtolás miatt minden foga hozzáér a munkadarabhoz, de csak egy kis részét teszi meg a forgásnak. Több vágófog működik egyszerre, bár csak egy fog működhet. A vágónak sok foga van, amelyek mindegyike rövid ideig működik. A forgás fő részében a maró lehűl, ami viszont garantálja magának a marónak a hosszú élettartamát és a marási folyamat hatékonyságát.
A maró minden egyes vágófogának geometriai felépítése hasonló a maró típusához. Az őrlési folyamatnak azonban megvan a maga sajátossága: a maró fogai és az alkatrész felületével való érintkezés jellege szakaszos, ami kedvezően befolyásolja a folyamatot a marás során felszabaduló hő hatásának csökkentésében. élvonalbeli eszköz, és nem olyan nyugodt és gördülékeny folyamatot okoz, mint az esztergálásnál.
Foguk alakja szerint a vágógépeket a következőkre osztják:
- hegyes fogakkal felszerelt vágógépek;
- éles fogazatú marók.
Az első típusú maróknál a fogak vágóprofilja egyenes vonalakból áll, a fogak a hátsó él mentén vannak élezve, a marók hátulsó fogai pedig éppen ellenkezőleg, az elülső él mentén. Újraköszörüléskor a hátas maró fogprofilja megmarad, ami nagy előnyt jelent a nagy fordulatszámú maráshoz használt, ezért keményfémből készült hegyes marókkal szemben.
A hengeres marószerszámokat marással történő felületkezelésre is használják, amikor a gépasztal a maró felé mozog (felfelé irányuló marás), vagy a maróval azonos irányba (mászómarás). A vessző formájában lévő forgácsokat ezekkel a módszerekkel a vágó minden egyes foga eltávolítja. Felmarásnál a forgácsvastagság fokozatosan növekszik, míg lemarásnál éppen ellenkezőleg, forgácsolás közben csökken. A felmarás hozzájárul a fog terhelésének fokozatos növekedéséhez, ami előny, és ennek a módszernek az a hátránya, hogy a maró megpróbálja letépni az alkatrészt az asztal felületéről. A mászómarás mindent fordítva csinál, így a módszer megválasztását a konkrét munkakörülmények határozzák meg.
Marási forgácsolási adatok
vágási sebesség a vágó kerületi forgási sebessége.
V = πD n/1000, m/perc,
ahol D - vágó Ø, mm,
Megbízatási idő- a munkadarab mozgása a maró tengelye mentén időegység alatt.
S m = S z n, mm/perc,
ahol z a vágófogak száma,
n - a vágó által megtett fordulatok száma / perc
Vágásmélység- egy fémréteg, amely egy menetben eltávolítja a marókat;
Marási szélesség- a maróval érintkező felület hossza az előtolási irányra merőleges irányban.
Forgácsvastagság- az egyes vágófogak által eltávolított érték.
Vágóerők és marási teljesítmény
A forgácsolás során a maró minden egyes fogára egy bizonyos erő hat, melynek irányai és nagyságai a marás jellegétől és az előtolás irányától függően eltérőek. A végek marással, ellenelőtolással a maró fogára ható P forgácsolóerő két komponens mennyiségre osztható: érintőleges P z és radiális P y . A P y sugárirányú erőnek megfelelően azt a tüskét, amelyre a maró ül, a hajlításra számítjuk. A P z összértéke a fogakra ható erők összege:
P z összeg \u003d P z 1 + P z 2 + P z 3 kg
Marási nyomaték:
M \u003d P z D / 2 kg mm,
ahol D - vágó Ø,
Marási teljesítmény:
N = M n / 974000 kW,
ahol M a nyomaték,
n a vágó által 1 perc alatt megtett fordulatok száma.
A vágógépek fő típusai
A maró egy olyan marógép, amelyet vágáshoz terveztek és több foga van. A fog nem más, mint forgácsvágó.
A marási műveletben végzett vágás azonban eltér a vágási folyamatoktól őrlőgép vagy fúrás. A vágónál, ahogy fentebb említettük, a vágás során a fogak nem mind részt vesznek a munkában, hanem felváltva. Ezáltal megnövekszik a maró élettartama, és nő a marási folyamat hatékonysága.
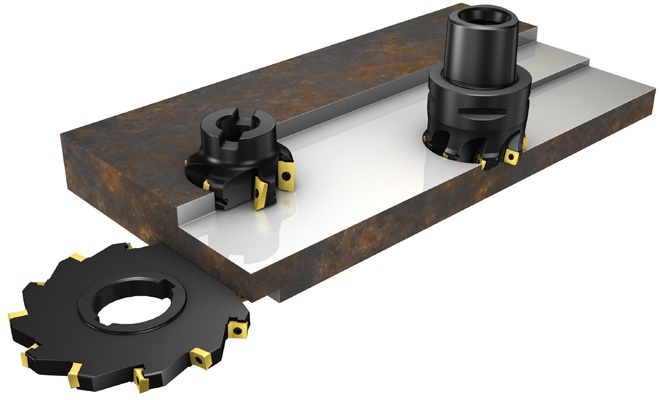
Az alábbi ábra különböző vágóeszközöket mutat be, amelyek különböznek egymástól különböző jellemzőkés jellemzői:
- alkalmazásukhoz,
- a fogak alakja szerint
- a fogak irányába
- végrehajtásuk szerint
- marógépen való rögzítésük típusa szerint stb.
A kialakítás szerint a vágószerszámok lehetnek:
- egész,
- forrasztott,
- betűszedés,
- cserélhető fogazatú marófejek.
1. Tömör marók, ezek az 1., 2., 4. és 7. pozíciók az ábrán. Ezek egy darab kiváló minőségű anyagból készültek, amelyeket marók és egyéb forgácsolóberendezések gyártására használnak.
2. A keményforrasztott marókhoz közönséges olcsó szerkezeti acélt használnak. Egy jó minőségű fémdarabot vagy lemezt forrasztanak a fog vagy a vágó felső részére.
3. Típusbeállító vágó, ez a 3. pozíció az ábránkon. Ötvözött szerkezeti acélból készült kerek test, amelybe a fogakat ékkel vagy kúpos csappal rögzítik és rögzítik. Az élezéshez a típusbeállító marót nem szétszereljük, hanem összeszerelt állapotban feldolgozzuk.
4. Marófejek, ábránkon ez a 15. pozíció. A fej gyorscserélő fogakkal, hagyományos marókkal van felszerelve. Az élezéshez a marófej nem szétszerelhető, hanem összeszerelt állapotban feldolgozható, vagy a fogakat külön-külön is élezheti, majd rögzítheti a testhez.
A rögzítés típusa szerint a vágókat megkülönböztetik:
- felszerelt
- farok
- vége
Az ábránkon az 1., 3., 4. és 7. pozíciójú héjmarók furattal és reteszeléssel ellátott marók, közvetlenül az orsó tengelyére vannak felszerelve.
A 6. és 9. pozíciójú farokvágók a farok (kúpos vagy hengeres) folytatását képezik, és a farokkal együtt szerves részét képezik.
A 15-ös pozíciójú homlokmarók a tengely végére csavarokkal vannak felszerelve.
A vágó hatóköre szerint a következő fő típusokra oszthatók:
- repülőgépes feldolgozáshoz,
- hornyolt (5. poz.),
- hornyolt (4., 9. és 6. pozíció),
- sarok (7. és 8. pozíció),
- alakú (10. pozíció),
- fogak vágásához (11, 12 és 16 pozíciók),
- menetvágáshoz (14. és 13. pozíció) és
- különleges.
Különböző marógépekkel végzett marással végzett alapműveletek
Az alábbi ábra számos műveletet mutat be, amelyeket a marási folyamat során különböző típusú marószerszámokkal hajtanak végre.
A 3. ábrán 1. és 2. pozíciójú hengeres és homlokmarókat a síkok megmunkálására használják. Az ábrán 3. pozícióban található tárcsa-, vég-, horony- és sarokvágók célja, hogy hornyokat és hornyokat hozzon létre a munkadarabon. A 4. pozícióban a formázott felületek megmunkálására használt formázott marók láthatók. Tárcsás és ujjvágó modulok formájában, 5. és 6. pozíció, fogaskerekek vágási fogai.

Marógépek
A marógépek fő típusai:
1) szerszámgépek Általános rendeltetésű: vízszintes marás, univerzális marás és függőleges marás.
2) meghatározott célú és speciális gépek.
A vízszintes marógépek ágyakkal vannak felszerelve, amely mentén függőleges irányban egy vezetős konzol mozog, amelyen viszont az orsó tengellyel párhuzamos keresztszán fut. Az asztal a sebességváltóval és az adagolódobozsal az orsó tengelyére merőleges irányban mozog.
A tüskére marószerszámok vannak rögzítve. A szármarókat az orsóba helyezik, és egy kúpos foglalattal központosítják.
Az univerzális marógép asztala a vízszintes marógépekkel ellentétben vízszintes síkban 45 fokkal elfordítható. Így az asztal előtolási iránya az orsó tengelyéhez képest 45-ről 90 fokra változhat, ami spirálmarásnál szükséges.
A függőleges marógépek függőleges orsóval rendelkeznek, egyébként megegyeznek a vízszintes marógépekkel.
A hosszanti marógépek asztalai csak a függőleges vagy vízszintes orsók tengelyeire merőleges vízszintes síkban mozoghatnak, amelyek jelenléte lehetővé teszi az alkatrészek egyidejű feldolgozását több oldalról. Az alkatrészek feldolgozása az orsókkal érintkező marókkal történik. Az asztal nem nyúlik ki és nem mozdul el keresztirányban, és a szerszámok felszerelése az orsók tengelyük mentén történő meghosszabbításával és a fejtartók vezetők mentén történő mozgatásával történik.
A sík felületek folyamatos megmunkálására használt körhinta-marógépek nagy átmérőjű kerek asztalokkal rendelkeznek, az alkatrészeket eltávolítják, amikor az asztal tovább forog.
A dobmarógépek rendeltetése megegyezik a forgómarógépekkel. A különbség az, hogy a dobon marógépek párhuzamos síkok egyidejű feldolgozása két oldalról történik. Ezeknek a gépeknek a vázán belül egy dob forog, amelyre ráhelyezik a megmunkálandó alkatrészeket és kiszedik a készeket. A marók a fejtartóban vannak, minden marópár egymás után először nagyoló, majd finommarást végez. Ezek a gépek jó merevséggel és nagy termelékenységgel rendelkeznek.
A speciális marógépek tömeggyártásban főként nagy alkatrészeket dolgoznak fel.
Marógépek leírása és működési elve
Az univerzális szerszámok egyik fajtája a marógép. Ez egy szerszámgép egy marószerszámmal, sok pengével. A vágó fő mozgása a forgása. A vágó függőleges tengelyre van felszerelve. De a tengely más módon is felszerelhető, hogy ferdén nézzen a munkadarabra. A gépasztal mozgatható manuálisan vagy hajtással, de mechanikusan. Ugyanakkor a vezérlés meglehetősen pontosan történik olyan mérlegeken, amelyek optikai zoomrendszerrel rendelkeznek.
A marógép tengelye, vagy ahogyan szokás nevezni, az orsó, amelyre a marószerszám fel van szerelve, vízszintes. A megmunkálandó alkatrészt az asztalra rögzítjük. Az asztal viszont a legegyszerűbb, 3 tengely mentén mozog. Vannak univerzális asztalok is. Ezek képesek szögben megfordulni.
A modern gépészet lehetővé teszi összetett profilfelületű alkatrészek megmunkálását: ezek lehetnek matricák, formák felületei, ahol fontos az alakítás stb.
Az ilyen felületű alkatrészek előállításához olyan feldolgozási módokat használnak, mint az öntés, bélyegzés, vágás. De csak a vágás teszi lehetővé olyan felületi paraméterek elérését, amelyek közel állnak a megadott értékekhez (alapjel), és csökkenti a későbbi feldolgozás idejét. Gyakran a marás az egyetlen lehetséges módszer ilyen típusú feldolgozás elvégzésére, hiszen nagyon sok gépgyártó gyár és üzem tért át tömeg- és kisüzemi termelésre. Az ilyen jellegű gyártásoknál pedig költséghatékonynak tartják az alkatrészek marással történő feldolgozását.
A komplex profilú felületek technológiai kezelésének folyamata a következő műveleteken alapul:
1) betakarítás, 2) marás, 3) kikészítés.
A befejező eljárás manuálisan történik. Ennek a műveletnek a bonyolultságát és az ezzel kapcsolatos munkaerőköltségeket a marás után végbemenő végső felületi paraméterek határozzák meg. Ha a marás szakaszában magas érdesség osztályt biztosítunk, akkor csökkenthető a simításra fordított idő. A befejezés a technológiai feldolgozás folyamatának legidőigényesebb szakasza.
Marógépek osztályozása és rendeltetése
A felületek marógépeken megmunkálhatók különféle formák. Ezek külső és belső síkok is. Feldolgozhatja:
- hornyok;
- repülőgépek;
- hornyok;
- lineáris alakú felületek.
Ez utóbbi feldolgozására speciális marógépeket használnak, mivel ez összetett térsíkokkal való munka. Esztergagépek mögött marógépek elterjedtségében az egyik vezető pozícióban vannak, mivel rendkívül termelékenyek és meglehetősen sokoldalúak.
A marógépek típusai:
- konzol- marógépek;
- konzol nélküli marás;
- hosszirányú marás;
- másolás-marás.
Lehetnek függőlegesek, vízszintesek, univerzálisak és rendkívül sokoldalúak. Ez a gép nagyon népszerű. A konzollal való felszerelés megkülönbözteti a többi géptípustól. A magára a gép testére mereven rögzített konzol a vázon lévő vezetők mentén mozog, a tetején elhelyezett csúszka pedig keresztirányban mozgatja a konzolt. Ellentétben az orsóval, amely gyakorlatilag nem mozog, tovább ez a típus gépasztal mozog. Rögzítik rajta a munkadarabot, amellyel együtt mozog a térben, mind merőleges, mind az orsó tengelyéhez képest szöget bezáró mozgásokat végezve.
Feldolgozás marógépeken. A marás fajtái
A marási feldolgozás a marógépeken a különféle síkok és felületek részein végzett műveletekhez kapcsolódik. Ezek a műveletek közvetlenül kapcsolódnak:
- sík feldolgozás;
- formázott felületek;
- hornyok vágása;
- menetvágás;
- fogak vágása a fogaskerekeken;
- egyszerűen levágva egy fémdarabot.
Univerzális marógép
Univerzális marógépen sík és formázott felületek (külső és belső), hornyok, peremek, forgótestek, furatok, menetes csatlakozások, fogaskerék fogak. Ezt a géptípust széles körben használják javítórészlegekben, lakatosokban, asztalosműhelyekben és műhelyekben, három tengelyen digitális mérőeszközzel szerelve: függőleges konzolos előtolás gyors üzemmódban, asztali előtolás mindkét irányban gyors üzemmódban. A gépben működő világítás és hűtőrendszer található.
Elvégzett műveletek: fúrási, marási, menetvágási eljárások stb.
CNC vízszintes maró megmunkáló központ
A vízszintes CNC maró megmunkáló központ az ilyen típusú tervezés nehéz sorozatába tartozik, és a következő megmunkálási típusokhoz készült: nagyolás, félsimítás és végső simítás. Munkavégzés nehéz funkcionális körülmények között nagy méretű testrészek megmunkálásával összetett kialakításöntöttvasból, szerkezeti acélból, rozsdamentes acélból, hőálló acélból és ötvözetekből készült, ez a központ nagy merevséget és rezgésállóságot garantál. A gép hidrodinamikai vezetői garantálják a precíziós paraméterek biztonságát, valamint a nehezen vágható anyagok vágásának lehetőségét.
Megmunkáló asztal méretei: 630x630 mm;
Elmozdulások X/Y/Z tengelyekben: 900/800/710 mm;
Orsó fordulatszám: 4500 ford./perc. (910 Nm - 1080 Nm);
Szerszámok száma: 60;
CNC rendszer;
CNC vízszintes maró megmunkáló központ alapfelszereltsége
- CNC rendszer színes grafikus képernyővel;
- Forgóasztal;
- Szerszámbolt;
- Orsós hűtőrendszer;
- hűtőfolyadék-ellátó rendszer;
- Egy burkolat, amely teljesen lefedi a gép munkaterületét;
- Távirányító;
- Karbantartó szerszámkészlet;
- Szállítószalag kocsival (forgácseltávolításhoz);
- Világító lámpa munkaterület;
- Automatikus kikapcsolás táplálás;
- Tócsa;
- Elektromos szekrény hűtőrendszer;
- A gép használati és javítási útmutatója
Marógépeken végzett munka
A marógépeken végezhető munkák köre igen változatos és nagy. Ezek az eljárások síkok megmunkálására, hornyok és hornyok marására, formázott felületek marására, forgásfelületek marására, forgácsoló fogaskerekek fogai stb.
A marógépeken és az alkalmazott szerszámokon végzett munka típusai:
- Felületi megmunkálás spirálfogú hengeres maróval
- Sík megmunkálása behelyezett fogazatú szármaróval
- Oldalvágás tárcsavágóval
- Nyitott horony mindkét oldalának megmunkálása kétoldalas tárcsás maróval
- Horony marása háromoldali tárcsás maróval
- Nyitott horony két oldalának marása szármaróval
- Horony marása szármaróval
- Kiemelkedés oldalainak marása két tárcsás kétoldalas marókészlettel
- Félkör alakú horony marása formázott félkör alakú maróval
- Összetett profil marása különféle típusú előregyártott marókészlettel.
Szerszámok marógépekhez
A marógépekhez elérhető szerelvények között vannak univerzális, normalizált és speciális. Ezek viszont egy- és többhelyesre vannak felosztva, amelyek között vannak rögzített, mozgatható és forgó, folyamatos marás.
Mindannyiunk által ismert osztófejek, gépsatuk, forgóasztalok, sarokasztalok, a forgóasztalok univerzális marószerelvények.
A gépsatuk általában hagyományos kézi csavaros bilinccsel (excenteres vagy pneumatikus) vannak felszerelve az alkatrészek rászereléséhez.
A leggyakrabban használt pneumatikus satu gumi membránnal. A munkadarabot a pofák közé kell szorítani. A levegő bejutásával a satukamrába a membrán együtt mozog a tárcsával és a rúddal, és a rúd elfordítja a forgattyúkart, és a munkadarabot 900 kg-os erővel rögzítik 4 atm légnyomás mellett.
Az osztófejek megváltoztatják az alkatrész szögét a vágóhoz képest, és egyszerű, univerzális és optikai részekre oszthatók. Az osztófejes felosztásnak három módja van: közvetlen, egyszerű és differenciális. A közvetlen módszer egyszerűen magában foglalja a fej (osztó) orsó előre meghatározott szögben történő elforgatását. Az egyszerű és univerzális fejek alkalmasak erre a célra.
Az univerzális osztófejek felhasználási területei nagyon változatosak:
- a munkadarab időszakos elforgatásához bizonyos adott szögek
- a munkadarab folyamatos forgásához spirálmaráskor
- hogy a munkadarab adott szöghelyzetet adjon a gépen lévő asztal síkjához képest
Ha a munkadarab kívánt szögben történő pontos elforgatását kell megfigyelni (megengedett hiba max. 0,25'), akkor tárcsával ellátott optikai osztófejeket használunk. A végtag skáláját az osztófejen belüli optikai rendszer okulárján keresztül figyeljük meg.
Ha a munkadarabot vízszintes síkban kell elforgatni, akkor forgót kell használni univerzális asztalok. Az ilyen asztalokat kézzel vagy mechanikusan lehet mozgásba hozni.
Ahhoz, hogy az alkatrészt a marógép asztal síkjához képest bizonyos szögben elhelyezze, adjon elsőbbséget a sarokasztaloknak.
A forgóasztalokat a helyzetmegmunkáláshoz választják ki.
Konzol marógép
- doboz alakú alap, ahol a sebességváltó és a sebességváltó vezérlőegysége található;
- orsó összeállítás;
- törzs;
- felfüggesztés;
- orsós maró tüskék;
- konzol;
- szánkó;
- egy asztal, ahol az alkatrészt feldolgozásra helyezik;
- alaplemez.
Konzol nélküli marógépek felosztva:
- függőleges és
- vízszintes.
Konzol nélküli marógépek A függőleges típust meglehetősen nagy méretű részeken történő műveletek elvégzésére használják. A marás nagy sebességgel, automatikus vezérlőciklussal történik. Az automatikus ciklus a következőket hajtja végre:
- munkafolyamat,
- tolatás nagy sebességgel és
- álljon meg.
A modern konzol nélküli marógépeken a maró automatikusan visszahúzódik az alkatrész felületéről, hogy megvédje azt. A marási folyamat ezeken a gépeken nagy sebességgel történik, ami nagy értékük. A gép nagy megmunkálási ráhagyással dolgozza meg a testrészeket. asztal függőleges mozgás nincs, csak keresztirányú és hosszirányú mozgása van. Az orsófej függőlegesen mozog. Maga az orsó egyenesen áll és van nagy szám fordulatszámig, 1250 ford./percig, így a marás nagyon nagy sebességgel megy végbe.
CNC marógép
A CNC marógépek olyan gépek, amelyek automatikus vezérlőrendszerrel rendelkeznek. Az automatika mozgatja az asztalt és szabályozza az orsó fordulatszámát. Néha az orsót kocsira vagy csúszdára helyezik, ami hozzájárul a mozgásához a tengely mentén és függőlegesen. Az ilyen típusú CNC gépeken az alkatrészek soros megmunkálása történik nagy pontosságú felületkezeléssel háromdimenziós térben. Például a repüléshez való alkatrészek ill energiaipar mint a repülőgépek és helikopterek légcsavarok, turbinalapátok és nagy ipari ventilátorok.
Ha már a másoló-maró gépeknél tartunk, azonnal felvetődik a másolás gondolata, másolatot készíteni vagy reprodukálni valamit, megismételni egy másolatot. Ezért a másoló-marógépek nem sík felületet hoznak létre az alkatrészen, miközben feldolgozzák a matricák, lyukasztók ívelt felületeit, amelyeket ezt követően acéllemezből alkatrészek sajtolására használnak. Ugyanakkor a kapott forma mintegy lemásolta az adott mintát, ahhoz hasonlóvá válva. Feldolgozáskor a vágó a másoló profilját a munkadarabra tolja.
Ha egy CNC marógépre automatikus maróváltót szerelnek fel, a gép a megmunkálóközpont funkcióit látja el, miközben számos feldolgozási műveletet hajt végre automatikus üzemmódban.
Numerikus programvezérlés hozzájárul a legösszetettebb technológiai műveletek végrehajtásához az alkatrészek automatikus üzemmódban történő feldolgozásához. Működés közben nincs szükség kezelői beavatkozásra. A vezérlőrendszer különféle feldolgozási lépésekhez programokkal van feltöltve. A feldolgozási program kiválasztása a folyamat megkezdése előtt történik. A program kiválasztását az irányítópont kezelője végzi el. Ugyanerről a posztról kézi üzemmódban vezérelheti a gépet és vészhelyzet esetén kikapcsolhatja a gépet. A vizuális rendszer megjeleníti a gép által végrehajtott összes műveletet, a kezelő a kijelzőn figyeli a műveletek végrehajtását.
CNC marógépen öntöttvasból, acélból, valamint könnyűfém ötvözetekből készült alkatrészeket dolgoznak fel. Ezen a berendezésen a karosszériaelemek teljes műveletsorral dolgoznak fel 3 koordinátában (X, Y, Z) a gép alapváltozatában és négy vagy öt koordinátában - a CNC gép opcionális változatában, amelyet a kisüzemi és egyedi gyártáshoz szükséges legújabb világtechnológiák fényében.
A javasolt gépek CNC rendszerrel, grafikus képernyővel vannak felszerelve, ami garantálja a parancsok nagy pontosságú végrehajtását. A digitális vezérléssel ellátott szervohajtások pontos és gyors mozgást garantálnak három tengely mentén.
Optimális specifikációk A gép lehetővé teszi számos művelet elvégzését egyetlen beállítással: marás, fúrás, fúrás, menetvágás. Asztal és féknyereg speciális, nagy szilárdságú öntöttvasból, amely nagy merevséggel és rezgésállósággal rendelkezik, valamint tervezés egy erős orsó és egy automatizált rendszer a hűtőfolyadék vágási zónába való ellátására hozzájárul a gép nagy népszerűségének növekedéséhez.
A CNC marógép alapfelszereltsége:
- Siemens CNC rendszer;
- Védőborítás;
- Automatizált rendszer hűtés;
- Olaj- és hűtőfolyadék-leválasztó;
- Automatizált kenőrendszer;
- Rögzítőcsavarok az alapra szereléshez;
- Elektromos szekrényes hőcserélő;
- Jelzés;
- Orosz nyelvű dokumentáció.
A CNC marógépek olyan berendezések, amelyek a modern ember alkotta megoldások magas szintjének felelnek meg, amelyek segítségével precíziós alkatrészeket érnek el magas termékeny megtérüléssel.
Függőleges marógép. Leírás.
A függőleges típusú marógép számos marási műveletet végezhet különféle típusok vágók
A függőleges marógépek célja a lyukak fúrása, dörzsárazása, fúrása, vízszintes és függőleges síkok megmunkálása, hornyok, keretek, sarkok vágása, forgácsoló fogaskerekek fogai stb.
A gép acél, öntöttvas felületekkel dolgozhat, ötvözetek, színesfémek, műanyagok stb. A feldolgozás során a vágó az orsóval együtt forogni kezd, forgó mozgásokat végezve. A megmunkálás alatt álló munkadarab is mozgásban van. Egyenes vagy görbe vonalú mozgásés marásnak nevezik. Az alkatrészt vagy munkadarabot kapcsokkal, gépi satuval rögzítjük a géphez.
A függőleges konzolos marógépben az orsó függőlegesen van felszerelve.
A konzol nélküli típusú függőleges marógépek függőleges ferde felületeket dolgoznak meg. Az ágy közvetlenül az alapra van felszerelve. Az ágyvezetőkön a csúszda és az asztal mozgatható. A gép ezen változata nagy merevséggel rendelkezik, a merevség biztosítja a feldolgozás pontosságát és a munkadarabok teljes munkavégzését.
marógépek függőleges kialakítás könnyen használható, a gyors szerszám- és szerelvénycsere miatt.
Vízszintes marógép. Leírás
Ellentétben a függőleges marógépekkel, gépekkel vízszintes típus az orsó vízszintes. Szinte minden típusú maró használható vízszintes marógépeken.
A vágó felszereléséhez az asztal szélességével arányos hosszúságú tüskét használnak.
A vízszintes marógépek minden előtolása asztalmozgatással történik. Az asztal mozgásvezérlése lehet kézi vagy gépesített. A megmunkálandó alkatrész az asztal T-nyílásaiban van rögzítve. Az asztal általában három irányba mozog. De bizonyos esetekben a függőleges mozgást nem az asztal, hanem a marófej mozgása biztosítja.
Egyes vízszintes típusú marógépeken van egy forgóeszközzel ellátott asztal, amely ±45°-os vízszintes elforgatást biztosít. Ennek az az előnye, hogy a munkadarab a tengely (orsó) tengelyéhez képest szögben adagolható.
Függőleges-vízszintes marógép. Leírás
marógépek A fenti típusok függőleges, vízszintes, ferde felületek, hornyok részenkénti megmunkálására szolgálnak nagy méretek. A testük általában öntöttvasból készül, és öntött szerkezet. Az ilyen merev kialakítás előnyei:
- jól csillapítja a rezgéseket
- kiváló érdességi paramétereket biztosít a feldolgozás során.
A konzol nélküli típusú marógépekhez hasonlóan ezeken a gépeken sincs konzol. Az ágy közvetlenül az alapra van felszerelve. Az ágyvezetőkön a csúszda és az asztal mozgatható. A gép ezen változata nagy merevséggel is rendelkezik, a merevség biztosítja a feldolgozás pontosságát és a teljes munkadarabokkal és alkatrészekkel való munkaképességet.
Ennek a függőleges-vízszintes marógépnek a függőleges feje ±45 fokos elfordulással rendelkezik.
A vezérlőelemek a helyi vezérlőpanelen találhatók. Ez további kényelmet biztosít a gép üzemeltetése során, mivel az ellenőrzés idején a gép közelében lehet.
marógépek A függőleges-vízszintes típusok a marógépek széles skálájába tartoznak.
Javasolt marógépek
Marógépek UNF 1 sorozat

UNF1 sorozat - stabil kialakítás és nagy megmunkálási pontosság
Megkülönböztető tulajdonságok:
- nagyon nagy asztali
- univerzális marófej, bármilyen térszögben beépíthető
Standard tartozékok:

| Specifikációk UNF 1 | ||
|---|---|---|
| Munka zóna | ||
| Az asztal rögzítési területe | 1120x260 | |
| T-alakú hornyok (szám-szélesség-távolságok) | 5-14-50 | 350 kg |
| Etető | X utazás | 600 mm |
| Y tengely mozgása | 300 mm | |
| Z utazás | 440 mm | |
| X-tengely haladási sebesség | 24 - 720 mm/perc | |
| X-tengely gyorsmenet | 1040 mm/perc | |
| Függőleges. marófej | ||
| Orsó kúpos | ISO 40 | |
| Orsó fordulatszám | 40-1600 ford./perc | |
| Konzol | 60-500 mm | |
| Távolság az orsó orrától az asztalig | 0-440 mm | |
| Fej forgási tartománya | 360° | |
| Vízszintes marófej | ||
| Orsó kúpos | ISO 40 | |
| Orsó fordulatszám | 40-1600 ford./perc | |
| Hajtásteljesítmény | ||
| Fő motor | 2,2 kW | |
| Méretek H x Szé x Ma | 1655 x 1325 x 1730 mm | |
| Súly | 1360 kg | |
UNF 10, UNF 12B, UNF 15B marógépek
Megkülönböztető tulajdonságok:
- x,y,z szervóval szerelve
- Nagy munkatartomány
- Fokozatmentesen változtatható előtolás szervomotoron és axiális vezérlőn keresztül (angol gyártás) minden tengelyen
- Gyors hozzáférés minden irányba
- Minden fogaskereket edzett, csiszolt, nitridált, és forgás közben olajfürdőn futtatják át
- Az előtolás bekapcsolása és az asztal befogása egyidejűleg kizárt
- A vezetősínek Turcite-B bevonattal vannak ellátva
- A tengelyek egyidejűleg hajthatók
- Dupla számú kezelőszerv található: a gép elölről és bal oldalról történő vezérlésére
- Stabil, ferdeségálló vezetők a felkaron (y-koordináta), négyzetvezetők x és z koordinátákkal
- Az univerzális marófej bármilyen térszögbe állítható
- Automatikus kenés
- Kiegészítők széles választéka
- Dönthető kezelőpanel minden funkcionális elemmel
- Orsófék
Standard tartozékok:
- univerzális forgófej
- segédszerszámok
- központi automata kenőrendszer
- hűtőfolyadék adagoló
- jegyzőkönyv elkészült termékek DIN 8615 szerint
| Műszaki adatok | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Asztallap (H x Szé) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| T-nyílások száma | 5 | 5 | 5 |
| T-nyílás mérete | 18 mm | 18 mm | 18 mm |
| T-horony szélessége | 80 mm | 80 mm | 80 mm |
| A T-nyílások közötti távolság | 900 mm | 1300 mm | 1500 mm |
| Az asztal hosszirányú mozgása az X tengely mentén | 450 mm | 450 mm | 500 mm |
| Oldalirányú Y-tengely mozgás | 650 mm | 650 mm | 650 mm |
| Fejszög tartomány | 360° | 360° | 360° |
| Orsóbilincs | ISO 40 | ISO 50 | ISO 50 |
| Orsó fordulatszám | (27) 30–2050 mm/perc | (27) 30–2050 mm/perc | (27) 30–2050 mm/perc |
| Hosszirányú előtolás (fokozatmentes) | 10-1000 mm/perc | 10-1000 mm/perc | 10-3000 mm/perc |
| Keresztirányú előtolás (fokozat nélküli) | 10-1000 mm/perc | 10-1000 mm/perc | 10-3000 mm/perc |
| Feed függőleges (fokozatmentes) | 6–640 mm/perc | 5-500 mm/perc | 5-500 mm/perc |
| Nagy sebességű hosszanti | 2540 mm/perc | 2200 mm/perc | 2200 mm/perc |
| Gyors átfutás | 2540 mm/perc | 2200 mm/perc | 2200 mm/perc |
| Gyors mozgás függőleges. | 1700 mm/perc | 1300 mm/perc | 1100 mm/perc |
| Távolság orsó orr - asztal | 50-500 mm | 80 - 530 mm | 50 - 530 mm |
| Indulás | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Fej ereje. motor | 5,5 kW | 7,5 kW | 7,5 kW |
| Axiális hajtások | DC szervo | DC szervo | DC szervo | 800 kg | 1800 kg | 1800 kg |
| Méretek (HxSzxM), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Súly | 3000 kg | 3400 kg | 5500 kg |

| Jellemzők | Ajánlott gép |
| Haladjon az X tengely mentén, mm | 1400 |
| Y tengely mozgása, mm | 600 |
| Mozgás ogh 2 mentén, mm | 600 |
| Asztal méretei, mm | 1700x410 |
| T-hornyok, mm | 4x18x70 | 1200 |
| Tengelyút, mm/perc Gyorsmenet mm/perc |
X Y Z 10-3000 X Y Z 4800 |
| Orsó típusa | NT50 |
| Átmérő, mm | 127,53 |
| Orsó fordulatszám, ford | 60-3000 |
| Távolság az orsófejtől az asztal felületéig, mm | 690 |
| Főhajtás teljesítménye, kW | 10 |
| A gép súlya, kg | 4300 |
A javasolt gép alacsonyabb fogyasztású, ami nem befolyásolja a termelékenységet a nagyobb feldolgozási sebesség miatt. A táblázat méretei lehetővé teszik a projektben szereplő két típusú gép egyesítését.
A szállítás tartalma
Teleszkópos X-tengely
Teleszkópos Y-tengelyes préselőgépek
A vízszintes marógépek felépítésükben különböznek egymástól, lehetnek egyoszlopos és kétoszlopos, konzolos és konzol nélküliek. A CNC gépeknek általában van egy forgóasztaluk, amelynek bizonyos mozgási pályáját a beágyazott program határozza meg.
Vízszintes marógépek - vízszintes orsóval rendelkező gépek, amelyek képesek az asztalt három egymásra merőleges irányban mozgatni.
A vízszintes marógép alapja az ágy, amelyen a gép összes csomópontja és mechanizmusa található:
- sebességváltó;
- a konzol az ágy függőleges vezetői mentén mozgott;
- egy asztal a nyersdarab beszereléséhez, speciális eszközbe helyezve vagy rászerelt satuba rögzítve. a marógép asztal jellemzői, hogy mozgása három irányban történhet
- hosszanti mozgás történik a vezetősín mentén;
- oldalirányú mozgást úgy érünk el, hogy magát a szánt a konzolvezetők mentén mozgatjuk;
- Az asztal függőleges mozgást kap, amikor a konzol a keretvezetők mentén mozog.
- orsó - a fő forgó része a gép mechanizmusában;
- a konzolban található adagolódoboz;
- csomagtartó, amely a felfüggesztés rögzítésére szolgál;
- a maróoszlopot az akasztóvég támasztja alá.
Az univerzális gépeket vízszintes marógépeknek nevezzük forgólappal, aminek köszönhetően az asztal vízszintes felületről ferde felületté alakulhat. Ezek a gépek CNC-vel is felszerelhetők, de ez nem gyorsítja, hanem lassítja a gyártást, mivel a gép átprogramozása sok időt vesz igénybe.
Vízszintes marógépek elrendezése Kinematikai diagram 6Р81 Vízszintes marógép berendezése
Az alkatrészek vízszintes síkjának feldolgozására hengeres marókat használnak. Függőlegesen a fémdarabokat homlok- vagy tárcsavágókkal esztergatják. Szükség esetén a munkadarab kombinált feldolgozását, több különböző marószerszámot használnak. A feladat pontossága közvetlenül függ a tartóban lévő marók stabilitásától a szállítmány hosszában. A felfüggesztések segítenek növelni a tartó merevségét. De egyetlen kiegészítő támasz sem biztosít kellő stabilitást a vágó számára, ha átmérője meghaladja a gép gyártója által meghatározott szabványokat. A munka legpontosabb végrehajtása akkor lesz, ha a gép CNC-vel van felszerelve.
A fém vízszintes marógépeinek merevsége a keret kialakításának javításával, egy kiegészítő konzol felszerelésével és az asztal megerősítésével nő. -on végzett munka esztergapad fémhez, vízszintes maróberendezéseken is gyártható speciális marófejekkel. A CNC gépre szerelését mindig a szerkezet megerősítése kíséri.
A besorolásban a vízszintes marógépek a hatodik csoportba tartoznak, de egy részük az ötödikbe is tartozhat, mint fogaskerék- és menetvágó berendezés. A CNC-t gyakrabban telepítik a 6. csoportba tartozó gépekre. Az 5. csoportba tartozó berendezéseket nem kifejezetten precíz feladatok elvégzésére tervezték. A CNC itt csak a gyártás felgyorsítása érdekében telepíthető, szükség esetén azonos munkadarabokat dolgozhat be nagy számban.
A fémesztergáló berendezések osztályozási táblázata szerint a gépeket tömeg szerint osztják fel:
- 1. csoport - könnyű, legfeljebb 1 tonna;
- 2. csoport - közepes, amelynek tömege nem haladja meg a 10 tonnát,
- 3. csoport - nehéz. Ez a csoport megosztott.
- Nagy - 10-30 tonna;
- Nehéz - 30-100 tonna;
- egyedi, több mint 100 tonna tömegű.
Bármely fémberendezés felszerelhető CNC-vel.
A berendezések felosztásának második kritériuma a gép automatikus, félautomata vagy kézi vezérlése. Kézi vezérléssel a bekapcsolás, leállítás, szerszám megközelítése, az előtolás és a fordulatszám beállítása, az alkatrészek beszerelése és a munkafelületről történő eltávolítása esztergályos segítségével történik.

A félautomata egy adott feldolgozási ciklushoz van konfigurálva. A dolgozónak fel kell szerelnie a munkadarabot, rögzítenie kell, és meg kell nyomnia az indítógombot. A ciklus befejezése után a forgó orsó automatikusan leáll. Az esztergagépnek el kell távolítania a kész alkatrészt, be kell helyeznie a következő munkadarabot, és újra kell indítania a gépet.
Amikor dolgozik automata berendezések, a fordító megkapja a megfigyelő és a berendezés hibakereső szerepét. A szerszámgépekhez használt CNC eltérő lehet, de az alkatrészek gyártásának minden folyamata a kezelő közvetlen részvétele nélkül történik.
Befolyásolja azt az oszlopot, amelyben a berendezés el van osztva az osztályozási táblázatban, az orsó helyét, helyzetét a név és a jelölés tükrözi - ferde, függőleges, vízszintes.
Az alcsoportokra osztás a feldolgozási paraméterek szerint történik 2-sík vagy 4-koordinátás módban. A táblázatban elfoglalt pozícióban és egy vagy több rész egyidejű feldolgozásának képességében is tükröződik. A CNC gép tervezésében való jelenléte nem számít alcsoportonként az osztályozási táblázatban.
A többszerszámos vízszintes marógépek több marószerszámmal rendelkeznek, amelyek egyszerre dolgozzák meg egy alkatrész felületét különböző oldalról, a többpozíciós gépek pedig több munkadarabot dolgoznak meg egyszerre. Mindkét típusú berendezés hatékonyabban működik CNC-vel.
Alkalmazás
A fém vízszintes maróberendezésein a kulcshornyokat nyersdarabokban készítik. Többféleképpen is elvégezhetők, attól függően, hogy milyen szerszámot használnak a különböző berendezéseken - függőleges marógépeken vagy általános célú berendezéseken, amelyeket különféle fémmunkák elvégzésére használnak.
Bordás felületek megmunkálása Bordás tengely marása Bordás tengely vágása
A legfeljebb 100 mm átmérőjű tengelyek bordáit egy marási ciklusban készítik el. Szélesebb tengelyeken ez a művelet két menetben hajtható végre. A durva maráshoz osztómechanizmusokra van szükség. Vízszintes marógépeken kaphatók, ami kényelmesebbé teszi ezt a berendezést a nagy átmérőjű tengelyek megmunkálásához.
Vágó kiválasztása a munkához
A hosszirányú marást többorsós vízszintes fémmarógépekkel lehet elvégezni a toronyba felszerelt különféle marókkal. Fémalkatrészek több különböző maróval történő megmunkálásakor a szerszám felszerelése a szállítás során is elvégezhető, majd az orsóra továbbítható.
A háromoldalas tárcsavágók hornyokon keresztül történő reteszhornyok elfordítására szolgálnak. A nagyobb pontosság elérése érdekében jobb, ha ezt a munkát egy menetben végzi el. Ha egy lépésben széles hornyot kell létrehozni, akkor ezt a műveletet nehéz elvégezni. A második, befejező lépés nagy átmérőjű maróval történik. A vágó biztonságosan rögzítve lesz, ha két támasztékkal ellátott orsóba szerelik.
Vannak olyan gépek, amelyek csak egy vagy több típusú maróval működnek. A tárcsás és hengeres marógépekkel való munkavégzéshez tervezett vízszintes marógépek további szármaró alkalmazási lehetőséggel rendelkeznek, ami némileg megnöveli a berendezés alkalmazási körét.
Gépi jelölés
A marógépek gyakran szűk szakterülettel rendelkeznek, ami a jelölésben is megmutatkozik. Az első számjegy az a csoport, amelybe a gép az osztályozási táblázat szerint tartozik. A 2. számjegy a berendezés típusát jelzi:
- 1 - függőleges maró konzol;
- 2 - folyamatos cselekvés - a patakon való munka. Ugyanazokat az alkatrészeket gyártják.
- 3 - a másolók a munkarész feletti keretre rögzített sablonon dolgoznak;
- 4 - gravírozás;
- 5 - a függőleges konzol nélküliek keresztasztallal rendelkeznek;
- 6 - a hosszanti marógépek nem különböznek a lehetőségek széles körében, tömeggyártásban használják őket;
- 7 - a széles-univerzális sok lehetőséggel rendelkezik, ami kiváló felszerelést biztosít műhelyekhez és kis darabszámú gyártáshoz;
- 8 - konzolos-vízszintes;
- 9 - különböző.
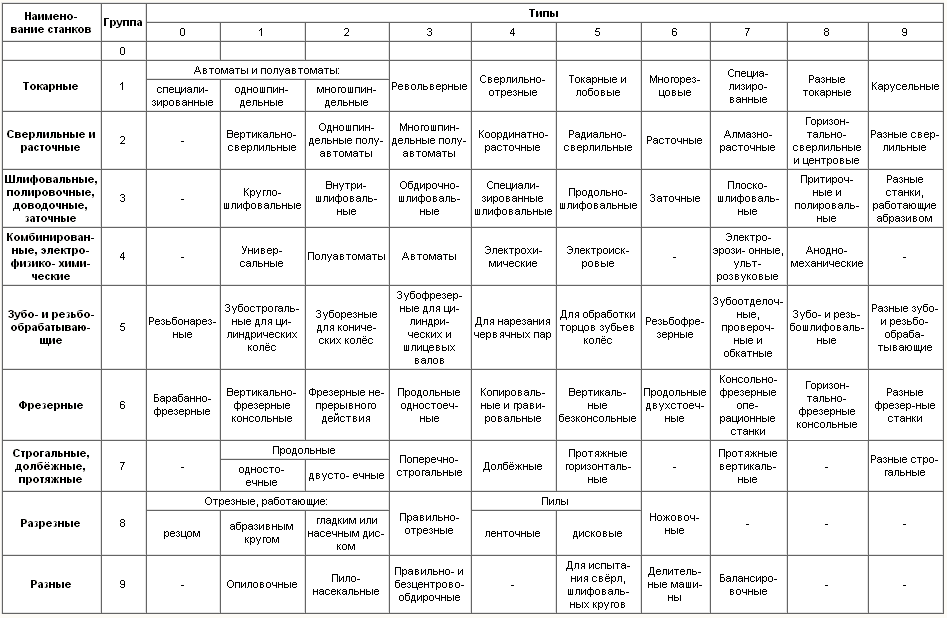
A harmadik és néha a negyedik számjegy a méreteket jelzi. Az 1 és 2 szám közötti betű azt jelzi, hogy ez egy továbbfejlesztett modell. Ha a betű a jelölés végén van, akkor ez az alapmodell frissítésének jellemzőjét jelzi. A P, B, A, C betűk a pontossági osztályt jelzik. A Ш jelzi a modell széles körű sokoldalúságát, amely a vízszintesen elhelyezett orsó mellett függőleges fejű törzstel rendelkezik. A G azt jelzi, hogy ez a gép egy vízszintes marógép.
Ha hibát talál, kérjük, jelöljön ki egy szövegrészt, és kattintson rá Ctrl+Enter.
Modern marógépek, mind vízszintes, mind függőleges, beleértve a CNC marógépeket is - kombinálja mindkettőt klasszikus megoldások az évek során kidolgozott, így a világ szerszámgépiparának legmodernebb fejlesztései. A CNC marógépek az egyik legelterjedtebb és legkeresettebb a fémmegmunkálási piacon. A fémmegmunkálás főbb kritériumai marógépek- CNC elérhetőség és elrendezés: vízszintes és függőleges marógépek. Függőleges marógépeknél az orsó tengelye függőlegesen, vízszintes marógépeknél vízszintesen helyezkedik el. Katalógusunk univerzális marógépeket és csak európai gyártású CNC marógépeket egyaránt tartalmaz.
Függőleges marógépek, univerzális - ezek a gépek hagyományos kialakítás CNC nélkül, függőleges orsóval és vízszintes tolóasztallal. Felszerelhetők DRO - digitális jelzőberendezésekkel, amelyek leegyszerűsítik a tengelyek mentén történő mozgások vezérlését. Jellemzője az egyszerű és robusztus kialakítás, egyedi és kisüzemi gyártásra szolgálnak.
A 6P11, 6T11, 6P12, 6T12, 6P13, 6T13, VM127 modellek analógjai.
Vízszintes marógépek, univerzális - CNC nélküli gépek, a szerszám vízszintes forgástengelyével és egy vízszintes mozgatható asztallal. Felszerelhetők digitális kijelzéssel (DRO) a tengelyek mentén történő mozgás szabályozására. Egyedi munkákhoz és kisüzemi gyártáshoz alkalmazzák.
Asztalméretek: 315x1250, 375x1600 mm.
Vízszintes konzolos marógépek, univerzális - CNC nélküli gépek, a szerszám vízszintes forgástengelyével és egy vízszintes mozgatható asztallal. Felszerelhetők digitális kijelzéssel (DRO) a tengelyek mentén történő mozgás szabályozására. Egyedi munkákhoz és kisüzemi gyártáshoz alkalmazzák.
A 6P81, 6T81, 6P82, 6T82, 6P83, 6T83 modellek analógjai.
Asztalméretek: 400x1600, 450x1800 mm.
Széles körben univerzális konzolmarógépek - CNC nélkül, kombinálva a vízszintes és függőleges elrendezés lehetőségeit. Két orsójuk van: függőleges és vízszintes. Ez lehetővé teszi, hogy két gép helyett egyet használjon, jelentősen megtakarítva termelési terület. A szerszámgépek felszerelhetők digitális jelzőkészülékkel (DRO) a tengelyek mentén történő mozgás szabályozására. Egyedi munkákhoz és kisüzemi gyártáshoz használják.
A 6R82Sh, 6T82Sh, 6R83Sh, 6R83Sh gépek analógjai.
Asztalméretek: 315x1250, 375x1600, 400x1600, 450x1800 mm.
Függőleges marás CNC megmunkálóközpontok - klasszikus elrendezésű gépek: az orsó függőlegesen a vízszintes mozgatható asztal fölött helyezkedik el. Az asztal két merőleges vízszintes tengelyben, a fejtartó függőlegesen mozog. A részletek 3 koordinátában történő feldolgozását biztosítja - ez egy szabványos alap komplett készlet. A gépek 4 és 5 tengelyes változatban is kaphatók, automata szerszámcserélővel, szerszámtárral, és egyszerű és olcsó megoldást jelentenek nagy sokoldalúsággal kombinálva.
CNC vízszintes megmunkáló központok - vízszintes orsós gépek. Az ilyen gép asztala általában vízszintesen is elhelyezkedik. Egy ilyen gép előnye az asztal-orsó rendszer nagyobb merevsége, valamint a jó forgácseltávolítás a vágási zónából. Ugyanakkor ezek általában nagyobb méretűek, mint a függőleges elrendezésű gépek. Az ilyen gépeket gyakran raklap (asztal) cserélő rendszerrel látják el, ami csökkenti a munkadarab eltávolításának és beszerelésének idejét.
A hazai modellek IR 500, IS 500, IR 800, IS 800 analógjai.
A CNC függőleges maró-esztergaközpontok a legmodernebb gépek, amelyek egyesítik a maró megmunkáló központ és a CNC függőleges eszterga képességeit. A gép felszerelhető 1-2-3 tengellyel maróorsó, orsófej váltó rendszer, esztergáló és köszörű orsó. Az automatikus fej- és szerszámcsere-rendszer lehetővé teszi a maximális számú művelet elvégzését a munkadarab egy-egy telepítése során, csökkentve az alkatrész visszaszereléséhez szükséges időt, a gép újrakonfigurálását és kiküszöbölve a munkadarab visszaszerelésekor fellépő pontatlanságokat. Ráadásul az eszterga- és marógép egy konstrukcióban való kombinálásával a tervezők csaknem felére csökkentették a szükséges gyártási területet.
A mozgatható asztallal és vízszintes orsóval ellátott nehéz marógépek mozgatható és rögzített oszloppal is kaphatók. Cserélhető marófejekkel vannak felszerelve a Megrendelő feladataihoz. Ezek lehetnek közönséges maró- vagy fúrófejek és szögletes, valamint 2-3 tengelyesek. A gépek automata tárral vannak felszerelve a cserélhető fejekhez és szerszámokhoz. A gép konfigurációja, a tengelyek mentén történő mozgások, az asztalok kialakítása és méretei a megrendelő igényei szerint kerülnek kiválasztásra.
Nehéz marógépek mozgatható forgóasztallal - fix oszlopos gépek, amelyeken vízszintes forgástengelyű és függőleges mozgási lehetőséggel rendelkező orsó található. A többi mozgást az asztal mobilitása biztosítja. Az asztalméretek és vágófej-konfigurációk széles választéka lehetővé teszi összetett munkadarabok nagy forgácsolóerővel történő megmunkálását.
A mozgó oszlopos nehézmarógépek vízszintes orsótengelyű gépek. A mozgatható géposzlop jelentős hosszúságú asztal mentén mozoghat - akár 25 méterig. Az ilyen típusú gépek egy alapmodul, amelyhez egy megfelelő méretű asztal van kiválasztva, vagy több asztal (például a fő fix asztal és egy kis forgóasztal). A gépek felszerelhetők automata rendszerek szerszámok és marófejek cseréje a kívánt számú pozícióhoz.
A tolóasztalos nehéz portálmarógépek U-alakú gépek függőleges orsótengellyel. Az orsó függőleges és keresztirányú mozgást, a hosszirányú mozgást pedig egy mozgatható asztal biztosítja. Ez a kialakítás a legegyszerűbb és leggyakoribb, nagy merevséggel és kiváló dinamikus paraméterekkel rendelkezik. Felajánlott széles választék különböző konfigurációjú marófejek bármilyen bonyolultságú alkatrészek feldolgozásához.
Nehéz portálmarógépek mozgatható portállal - gépek, amelyek portálja teljes egészében egy rögzített asztal felett mozog, az asztal mentén mindkét oldalon elhelyezett vezetők mentén. A gépek merev, stabil szerkezettel és nagy dinamikával rendelkeznek, ill nagy választék A táblázatok konfigurációi és méretei, valamint a marófejek lehetővé teszik összetett konfigurációk részeinek feldolgozását.
A mozgó keresztmetszetű portálmarógépek a legnagyobb dinamikájú és pontosságú nehézgépek. A gép vízszintes átmenete a függőleges orsóval együtt a rögzített asztal oldalain elhelyezkedő oldalsó tartóoszlopok tetején elhelyezkedő vezetők mentén az asztal felett mozog. A traverz/orsó rendszer minimális súlyának és a teljesen szimmetrikus kialakításnak köszönhetően a gép nagy mozgásdinamikát tesz lehetővé, maximális merevséggel és szerkezeti stabilitással.
Marógépek Európából - a legjobb választás
Katalógusunkban önállóan vagy szakembereink segítségével választhat, marógépek európai gyártók, bármilyen probléma megoldására és bármilyen költségkeret mellett. Felhívjuk a figyelmet, hogy cégünk nem korlátozódik ezekre a gyártókra – bármilyen európai berendezés szállítására szakosodtunk. A katalógusban olyan szerszámgépgyártók szerepelnek, akikkel az évek során jó kapcsolat alakult ki, és a gépek az orosz körülmények között eltelt évek során megerősítették minőségüket.
Segítség a választásban
Szakembereink, akik nagy tapasztalattal rendelkeznek az európai gépek oroszországi szállításában, örömmel segítenek a marógépek szállítójának és modelljének kiválasztásában, figyelembe véve az Ügyfél összes feladatát és igényeit.
Hogyan kell vásárolni?
Keresse szakembereinket telefonon, email vagy az oldalon található megrendelőlapokon keresztül! A lehető legrövidebb időn belül minden kérdésére kimerítő választ kaphat. Nagyra értékeljük ügyfeleinket! Mutassuk meg!
Az OOO Mir Stanochnika importált fémmegmunkáló berendezéseket vásárol Moszkvában. Minden termék más jó minőség gyártás és összeszerelés. Készek vagyunk felajánlani jövedelmező feltételek megvásárolja és önállóan szállítja az árut a létesítménybe.
Mind a 7 eredmény megjelenítése
A CNC vízszintes fémmarógép széles körű alkalmazást talált a gyártás különböző területein. Nagyméretű munkadarabok feldolgozására használják. Ezenkívül a gépet gyakran fúrógépként üzemeltetik különböző mélységű és átmérőjű lyukak létrehozására.
Az ilyen típusú berendezésekben vágóeszköz vízszintesen, azaz a padlóval párhuzamosan helyezkedik el. A munkadarabot egy speciális asztalra rögzítik, amely a tengelye körül forog, ezáltal bővítve a gép képességeit.
A vízszintes maró megmunkáló központok előnyei:
- Vízszintes orsó. Ennek köszönhetően a forgács nem halmozódik fel a munkafelület körül.
- Magassebesség. Automatikus adagolás A szerszám és a nyersdarabok lehetővé teszik egy személy kizárását az anyagok CNC vízszintes marógéppel történő feldolgozásának folyamatából.
- Nagy pontosság. A végtermék hibája századmilliméter.
- Egyszerű használat. A gépnek csak az üzemi paramétereket kell beállítania és a munkadarabokat adagolnia kell.
CNC vízszintes marógépek vásárlásának előnyei tőlünk
A Szerszámgép Világa cég a legkényelmesebb feltételeket biztosítja ügyfelei számára a CNC gépek vásárlásához:
- Segítség a választásban. szerinti CNC vízszintes marógépet és tartozékait kínáljuk kedvező ár egy adott cég igényei alapján. Ehhez szakemberünk tanulmányozza a gyártott alkatrészek rajzait.
- Berendezések szállítása.
- Széles termékválaszték, a legtöbb gép jelenléte raktáron.
- Képződés üzleti ajánlat a céggel való kapcsolatfelvételt követő munkanapon belül.
Azt is ajánljuk
 Kapcsolt tápegység: javítás és finomítás
Kapcsolt tápegység: javítás és finomítás
 A fény távirányítója
A fény távirányítója
 Úszásoktatás óvodás korú gyermekek számára
Úszásoktatás óvodás korú gyermekek számára
 Megjegyzések a mesternek - otthoni háztartási riasztók
Megjegyzések a mesternek - otthoni háztartási riasztók
 Órapropeller az Atmega8-on
Órapropeller az Atmega8-on
 Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök
Példák az eszközre és a relé alkalmazására, hogyan válasszunk és csatlakoztassunk helyesen relét Mikrokontroller és relé egyszerű kapcsolóáramkörök