Programok fejlesztése cnc számára. Számvezérlésű szerszámgép vezérlőprogramjának kidolgozása
A termék gépen történő feldolgozási sorrendjére vonatkozó információk kockánként kerülnek megadásra. A FRAME egy alkatrész vezérlő program, egyetlen egységként beírva és feldolgozva, és legalább egy parancsot tartalmaz.
Minden keretben csak a program azon része kerül rögzítésre, amely az előző képkockához képest változik.
A keret olyan szavakból áll, amelyek meghatározzák az őket követő adatok célját.
Például:
N3 - a keret sorszáma
G02 - előkészítő funkció
(G01 - egyenes vonalban haladva egy pontig
G02,G03 - körkörös interpoláció az óramutató járásával megegyező vagy ellentétes irányba)
X - A mozgás végpontjának koordinátái a tengelyek mentén, Y - (például X + 037540 (375,4 mm)
Az ív középpontjának koordinátái körinterpolációban
F4 - előtolási kód (pl. F0060 (60mm/perc)) S2 - orsófordulatszám kód T2 - szerszámszám
M2 - segédfunkció (szerszámcsere, asztalcsere, hűtés bekapcsolása, munkadarab befogása...).
L3 - geometriai információk korrekciójának bevitele és megszakítása.
LF - a keret vége.
A gép munkatesteinek mozgatására szolgáló program létrehozásához hozzá kell rendelni egy bizonyos koordináta-rendszert. A Z tengely a gép főorsójának tengelyével párhuzamosan kerül kiválasztásra, az X tengely mindig vízszintes. A program összeállításánál a nulla, a kezdeti és a fix pont fogalmát használjuk.
Az ellenőrzési program elkészítése magában foglalja:
1. Az alkatrész rajzának elemzése és a munkadarab kiválasztása.
Egy gép kiválasztása technológiai adottságai szerint (méretek, interpolációs képességek, szerszámok száma stb.).
Fejlődés technológiai folyamat alkatrész gyártás, kiválasztás vágóeszközés vágási feltételek.
4. Az alkatrész koordinátarendszerének és a szerszám kezdőpontjának megválasztása.
5. A munkadarab gépen történő rögzítésének módjának megválasztása.
Referenciapontok beállítása, szerszám felépítése, mozgásának számítása.
Információk kódolása
Program írása programhordozóra, szerkesztése, hibakeresése.
A CNC gépek használata jelentősen súlyosbította az ember termelési környezetben való használatának problémáját. Mindent megtesz
 az alkatrésznek egy szerszámgéppel automatikus üzemmódban történő gyártására irányuló műveletek a munkadarabok beszerelésének és eltávolításának legnehezebb és legkevésbé kreatív munkáját hagyták a személynek. Ezért a CNC szerszámgépek fejlesztésével egyidejűleg olyan rendszerek létrehozására törekedtek, amelyek képesek helyettesíteni egy személyt olyan konkrét műveletek végrehajtása során, amelyek "kézi" munkát igényelnek.
az alkatrésznek egy szerszámgéppel automatikus üzemmódban történő gyártására irányuló műveletek a munkadarabok beszerelésének és eltávolításának legnehezebb és legkevésbé kreatív munkáját hagyták a személynek. Ezért a CNC szerszámgépek fejlesztésével egyidejűleg olyan rendszerek létrehozására törekedtek, amelyek képesek helyettesíteni egy személyt olyan konkrét műveletek végrehajtása során, amelyek "kézi" munkát igényelnek.
Marógép és többműves gép (megmunkáló központ) numerikus program menedzsment
3.3 Ipari robotok
Az ipari robot (IR) egy mechanikus manipulátor programvezérléssel.
A manipulátor olyan mechanikus eszköz, amely utánozza vagy helyettesíti az emberi kéz tevékenységét egy termelési tárgyra.
Az ipari robotokat technológiai (változás
a tárgy tulajdonságai) és a szállítás.
A technológiai robot hegesztést végez, a szállító robot a munkadarabokat a feldolgozó zónába mozgatja.
A teherbírás szerint a következőkre oszthatók:
 Tárgysúly ultrakönny 1 kg-ig könnyű 1-10 kg közepes 10-100 kg nehéz 100-1000 kg extra nehéz 1000 kg felett
Tárgysúly ultrakönny 1 kg-ig könnyű 1-10 kg közepes 10-100 kg nehéz 100-1000 kg extra nehéz 1000 kg felett
Ultrakönnyű robotok szerelik össze az eszközt, egy nehéz robot mozgatja a nagy méretű munkadarabokat.
A PR is fel van osztva a munkatest szabadságfokainak száma szerint, a CNC rendszer szerint (zárt és nyitott, kontúr és pozíció, CNC, DNC, HNC).
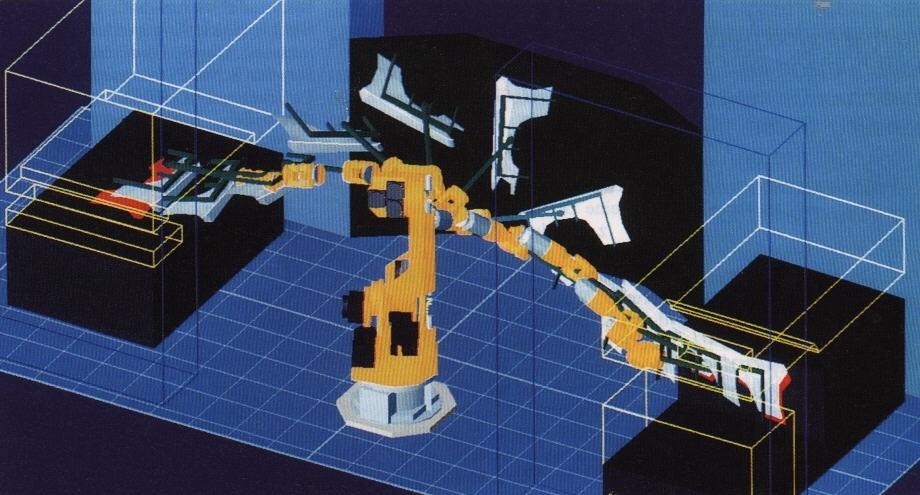
A szállítórobot szolgáltatási területe és a munkadarab mozgásának pályája
Jelenleg széleskörű felhasználás szállító robotokat kapott, amelyek technológiai berendezéseket rakodnak be, nyersdarabokat szállítanak ki a raktárból és alkatrészeket szállítanak a raktárba. A bélyegzési műveletek gyártása során a szállítórobotok nyersdarabokat szállítanak a bélyegzőhöz és eltávolítják azokat.
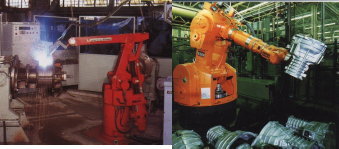
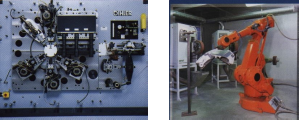
Széles körben elterjedtek az autók karosszériájának hegesztésére és festésére szolgáló robotok. A robotokat elektronikus berendezések, órák és egyéb eszközök összeszerelésére használják.
A CNC rendszerekkel felszerelt technológiai berendezésekkel együtt az ipari robotok képezik a komplex gyártásautomatizálás alapját.
Robotok hegesztik az autó karosszériáját és szerelik fa panelek a feldolgozó géphez (példák robotalkalmazásokra)
![]()
Tesztkérdések:
1. Milyen CNC-rendszerek teszik lehetővé gömbfelületek megmunkálását esztergagépeken?
2. Milyen CNC rendszereket kell használni a fúrógépeken?
3. Hány koordinátával lehetséges az interpoláció munkadarabok esztergagépen történő megmunkálásakor? - marógépeken?
4. Mi a különbség a ciklikus programvezérlő rendszerek és a CNC rendszerek között?
5. Milyen funkciókat látnak el az ipari robotok?
A tesztellenőrző kártya mintakérdései.
Milyen műveleteknél célszerű kontúrvezérléssel ellátott CNC rendszereket használni?
DE). Lépcsős görgők forgatásakor.
B) . Kettős görbületű felületek marásakor.
NÁL NÉL). Nyomtatott áramköri lapokon lévő lyukak feldolgozásakor.
Milyen típusú robotokat használnak összetett alakú alkatrészek festésére? DE). Technológiai kontúrvezérléssel.
B). Nagy méretű, helyzetszabályozással.
NÁL NÉL). Szállítás kontúrvezérléssel.
Általánosságban úgy gondolom, hogy nem az EU-t kell pénzben értékelni, hanem a gyártásba bevezetett technológiát. Néhány másodpercet vesz igénybe az NC megszerzése, a feldolgozási stratégiák CAM-ban történő beállítása szintén nem sok, de az idő oroszlánrészét a feladatelemzés tölti el: tervdokumentáció, géppark, szerszámbázis tanulmányozása, fixtures fejlesztés/gyártás (ill. USP összeszerelés), vágási módok kiválasztása, rajzolás útvonal térkép(és annak egyeztetése más gyártóhellyel) vagy meglévő útvonaltérkép elemzése, beállítási térkép készítése, az eredmények egyeztetése a megrendelővel, figyelembe véve a gépidő/szerszámköltség/szerszámélettartam/végeredmény iránti igényét "altól a gép". Itt ezekkel (és sok más tényezővel) összhangban kiválasztják a megfelelő stratégiákat a CAM-ban, és megkapják a megfelelő UE-t. Ne feledkezzünk meg a gyártási folyamatban felbukkanó változások valószínűségéről sem. És ne feledkezzünk meg a berendezések, valamint a drága szerszámok, munkadarabok stb. időzítéséért és integritásáért való felelősségről sem.Felmerült a kérdés: mennyi a megfelelő ára egy írott programnak egy adott alkatrész feldolgozására? Keresgéltem az interneten - sok ajánlat van, de az árakat nem közölték. Valaki tudna nekem árakat mondani, jó lenne, ha az alkatrész bonyolultságától függően vagy milyen szempontok szerint értékelné a munkáját. Az is lehet, hogy a gépekkel kell majd foglalkozni, majd a kezelőt betanítani, ennek milyen árat kell kérni? Mondd, én magam sem tudom. =\
P.S. Javítsd ki a téma címét, különben magam sem találom =\
Személyesen elmondhatom magamról, hogy távmunka esetén nagyjából a következő elv szerint kommunikálok az ügyféllel. A munka befejezésének becsült ideje alapján. Megszorzom 2-vel (figyelembe véve a megrendelő részéről előre nem látható körülményeket). A kapott időt megszorzom 100 dollárral/nap. A komplexitási tényezővel szorozok (figyelembe veszem a munka összetettségét, a munkadarab, szerszám stb. árát, valamint azt, hogy a megrendelő milyen előnyben részesül a munkámból). Figyelembe veszem a vevővel való kapcsolat jellegét (ha megbízható és bevált az ügyfél, akkor kedvezményt adok). A munkavégzés időtartamát általában 2-vel szorozom (ez nem megy bele a fizetésbe, mert ez részemről előre nem látható körülményekre vonatkozik). Bejelentem az ügyfélnek az összeget és a feltételeket, valamint alaposan elmagyarázom, hogy ez az összeg milyen szolgáltatásokat tartalmaz (a félreértések elkerülése végett).
A tandíj kérdésében: ilyen szolgáltatást nyújtó irodák, heti rendszerességgel alaptanfolyam kb 30k.r. egy személytől. Ebből az összegből és irányítani kell.
A CNC rendszereket gyártó cégek betartják az ISO szabványt, de gyakran megengedik az eltéréseket. Ennek oka a mikroszámítógép „gyengesége” a többparaméteres technológiai parancsok végrehajtásában (például az eszközök megváltoztatása). Ezért egy adott CNC rendszer programjainak összeállításakor a „Felhasználói kézikönyvre” kell összpontosítani, amelyet a programozógép dokumentációs készlete tartalmaz.
Az ISO-7 bites kód a karaktert hét bites bináris számként határozza meg. Ha a lyukszalagon a karakter bitjeit meghatározó lyukak száma páratlan, akkor a DPD (adat-előkészítő eszköz) automatikusan kiegészíti ennek a karakternek a kódolását egy lyukkal a nyolcadik sávon - egy paritásbittel. Az EIA kód (Amerika, Japán) esetében a nyolcadik sáv a páratlan számú lyuk vezérlése.
Az UE-ben a mozgást az X, Y, Z koordinátatengelyek, illetve ezek körüli forgás, illetve A, B, C határozzák meg (például a gépasztal elforgatása). Levelek U, V, W meghatározza a másodlagos mozgási függvényeket, párhuzamosan az X, Y és Z tengellyel.
Az UE számozott mondatok sorozata, amelyet kereteknek neveznek. A keretszám egy címke, amelyen megtalálhatja a kívánt keretet, hogy szerkeszthesse, vagy ebből a keretből indítsa el az NC-t. Az UE felépítésekor csak a program előző részéhez képest megváltozott információ kerül rögzítésre a keretekben.
A keret szavakból áll. Minden szóhoz tartozik egy cím (a latin betűk egyike) és egy decimális szám. Decimális szám szó formátumának megfelelő szóban van írva. NÁL NÉL modern rendszerek a számokat általában tizedesvesszővel írjuk, azonban szükséges a számformátum pontosítása az adott gép felhasználói utasításai szerint (vannak olyan CNC-rendszerek, ahol a szóformátumot a CNC RAM-ban tárolt paraméter határozza meg).
A blokk végén az LF karaktert (kocsivissza) írjuk. Például: N10 G90 X10,2 Z-100 (LF) A 10. mondatban az abszolút vonatkoztatási rendszerben (G90) egy mozgást definiálunk egy ponthoz koordinátákkal (10.2, -100). Az LF karakter csak lyukszalagon látható, a kijelzőn nem látható. Az UE listáján sem szerepel.
Az NC mondatokban lévő szavak tetszőleges sorrendben beírhatók, a CNC először az S, F, T, M technológiai függvények, majd az előkészítő G parancsait dolgozza fel, méretmozgások végrehajtásával.
Modulo UE vezérlés.
Ahogy korábban megjegyeztük, az ISO-7 bites kód a karakterek kódolásakor feltételezi, páros szám lyukak a lyukszalagon. Ha a karakterkódot bináris számnak tekintjük, akkor az ISO szabvány szerint páros számú egységet kell tartalmaznia. Ez a tulajdonság garantálja az ellenőrzést egyetlen hibával szemben (egy bit elvesztése vagy egy extra bit). Ezért egyes rendszerek többet használnak megbízható megjelenés modulo vezérlés.
Az adat-előkészítő eszköz (PDD) az UE-kockák rögzítésekor automatikusan kiszámítja az ellenőrző összegeket minden egyes képkockához, és elosztja azokat 10-zel, meghatározva az összeadás (mod) maradékát 10 többszöröséhez. Ez az összeadás lesz az ellenőrző összeg (0... .9) a kerethez és az UPD automatikusan a „keret vége” (LF) karakter után lesz írva. A CNC az NC-mondatok beolvasásakor kiszámítja az egyes mondatok kitöltését is, és összehasonlítja azokat a programhordozón lévő paddingokkal. Ha ezek az értékek nem egyeznek, akkor hibaüzenet jelenik meg a program adathordozóján. Az ellenőrző összeg megegyezik az összes karakter numerikus kódjának összegével, beleértve a "keret vége" (LF) karaktert is. A karakterkód bináris szám, például N 1001110| 2=78| tíz
NC töredékei CNC géphez
Előkészítő funkciók G
Figyelem: Az NC parancsfunkciói nem egy adott CNC-modellhez vannak megadva, hanem azok általánosított formái a kurzusban, ill. érettségi tervezés. A G címmel rendelkező függvények, az úgynevezett előkészítő függvények határozzák meg a CNC gép üzemmódját és működési feltételeit. G00-tól G99-ig vannak kódolva. 4
G00 Helymeghatározás. Menjen a programozott pontra gyorsmenetben.
G01 Lineáris interpoláció. Egyenes mozgás gyors előtolásnál.
G02 Óramutató járásával megegyező irányú körinterpoláció Mozgás körív mentén az óramutató járásával megegyező irányban, ha a mozgássíkra merőleges tengely pozitív irányából nézzük.
G03 Körinterpoláció az óramutató járásával ellentétes irányban Mozgás egy körív mentén az óramutató járásával ellentétes irányba, ha a mozgássíkra merőleges tengely pozitív irányából nézzük.
G04 Szünet. Inicializálja az NC végrehajtási idejének késleltetését.
G17 G18 G19 A körinterpolációs sík kiválasztása. Az XY - G17, XZ - G18, YZ - G19 sík megadása a körív menti mozgás és a maróátmérő kompenzációja programozásakor.
G25 Program ismétlés NC mondatok csoportjának többszöri ismétlése.
G41 G42 Vágó átmérő kompenzáció balra és jobbra. A maró középpontjának szerszámpályájának eltolására szolgál a megmunkált kontúrhoz képest.
G60 Finom pozicionálás Gyorsmenetben mozogjon, egy pozíciót egy irányból közelít meg.
G81 … G89 Konzervált ciklusok. Az alkatrészek tipikus felületeinek mozgása programozott.
G80 Előkészített ciklus törlése. Törli a beépített ciklusokat
G81 G89 G90 Abszolút méret. Koordináták programozása abszolút vonatkoztatási rendszerben.
G91 Növekményes méret. Koordináták programozása relatív vonatkoztatási rendszerben.
G92 Koordinátarendszer beállítása. Meghatározza a koordinátarendszer origóját a gép munkatesteinek meghatározott helyzetéhez viszonyítva.
G94 G95 Határozza meg az előtolás mértékegységét
G94 - mm/perc
G95 - mm/ford G96 Állandó vágási sebesség. A feldolgozás programozása állandó vágási sebességgel.
G98 G99 Tulajdonságok meghatározása a rögzített ciklusokban. Állítsa be a visszatérési pontot a G81 89 futtatása után
Segédfunkciók M
M00 Technológiai megálló. A parancs végrehajtása után a program leáll. A munka folytatása - a "Start" gomb megnyomása.
M01 Leállítás megerősítéssel. Az M01 parancs végrehajtásra kerül, feltéve, hogy megnyomja a megfelelő gombot a központon.
M02 M30 Program vége. Programmondat vége. Az UE feldolgozásának befejezésére szolgáló parancs. Egy programhordozón több program is lehet (mágnesszalag, lyukszalag). Ez a parancs valójában azt jelenti, hogy "szalag vége".
M03 M04 Orsó forgása. Az orsó forgási iránya az óramutató járásával megegyező. Az orsó forgási iránya az óramutató járásával ellentétes.
M05 Orsó leállás Orsóleállást okoz, kikapcsolja a hűtést. M06 Szerszámcsere. Munkahelyzetbe hozza a szerszámot, melynek számát a T cím határozza meg.
M08 M09 Hűtőfolyadék-ellátás. Bekapcsolja a hűtést. Kikapcsolja a hűtést.
M19 orientált orsóütköző. Az orsót a megadott szöghelyzetben megállítja.
M17 Az alprogram vége. M20 Kommunikáció külső eszközzel. Beállíthatja az irányítás átadását egy ipari robotra, inicializálhatja egy szállító és tároló eszköz működését stb.
M41 M42 M43 Orsó fordulatszám tartomány. Beállítja az orsó fordulatszám tartomány számát.
Meg kell jegyezni, hogy számos funkció, mint például az "abszolút referenciarendszer - G90", az előtolási érték mérete (G94, G95), az átmérő kompenzáció (G40) és egyebek automatikusan beállítódnak a gép üzembe helyezésekor ( az áramellátás bekapcsolása). Ezeket "alapértelmezett függvényeknek" nevezik, és kezdeti állapotukat a "Felhasználói utasítás" határozza meg.
Az F cím alatt az előtolás értékét programozzuk, S pedig az orsó fordulatszámát. A cím H betű határozza meg a hossz korrektorszámát, a D pedig az átmérőt.
Azt is ajánljuk
 Milyen SIM-kártya kell az iPhone-hoz?
Milyen SIM-kártya kell az iPhone-hoz?
 Webmoney-fiók feltöltése a telefonról
Webmoney-fiók feltöltése a telefonról
 A csengőhang beállításának minden módja iPhone-on
A csengőhang beállításának minden módja iPhone-on
 Címek és telefonszámok Japánban Hogyan hívjunk Japánból Oroszországba
Címek és telefonszámok Japánban Hogyan hívjunk Japánból Oroszországba
 Távirányító a TV-hez egy mobiltelefonban: hogyan kell vezérelni a TV-t android segítségével?
Távirányító a TV-hez egy mobiltelefonban: hogyan kell vezérelni a TV-t android segítségével?
 Szénszálas vinil fóliák
Szénszálas vinil fóliák