Mi befolyásolja a marógép orsójának teljesítményét. Mi az optimális orsó CNC-hez? Tervezési jellemzők és specifikációk
Ár: 0r-tól.
Az orsót motornak nevezzük, amelyre patront helyeznek, amit "hüvelynek" neveznek. A gép orsója egy szerszámot tart és forgat, például fúrót, gravírozót, vágót. Ez az eszköz feltételesen két kategóriába sorolható: ipari és amatőr. Lássuk, mi a különbség köztük.
- Termelő (ipari) orsó marógép nagy oldalterhelésre számított és tervezett. Bonyolult hűtőrendszerrel és kenési rendszerrel rendelkezik.
- Az amatőr orsók közé tartozik hagyományos fúró vagy a mindennapi életben leggyakrabban használt kis teljesítményű marógép. Vegye figyelembe, hogy a fúró munkája függőleges terhelést jelent a szerszám mentén, meglehetősen gyenge tengelytartó csapágyakkal rendelkezik.
termelési orsó
A gép gyártóorsója a kapott terhelésre merőlegesen van beépítve az egységbe, ezért jó minőségű csapágyak nélkül a nyomás elviselhetetlen lesz számára. Egy ilyen készülék nem igényel kenést, nem igényel tisztítást, általában minimális karbantartást igényel a teljes használati ideje alatt. Gyártási típusú géporsó vásárlása azt jelenti, hogy megkímélheti magát az ápolással járó fáradságtól és attól a kockázattól, hogy a készülék nem bírja a terhelést.
Ipari és alkalmazási támogatás
Mérnökeink szinte az összes fém maróorsós motorral dolgoztak, és garantálni tudják, hogy minden alkalommal gondoskodni fognak Önről. Megbízható kialakítást szeretne, amely nem hagy cserben, mi pedig magas áron és gyors átfutási idővel szeretnénk Önnek biztosítani.
Szabadalmaztatott gyarmati szerszámtechnológiák az Ön számára
Bármelyik motoros orsót is használja, mi segítünk megtalálni helyes döntéseket gépi orsó. Ezek bizonyítják, hogy szerszámgép-orsó-gyártóként képesek vagyunk motoros orsók gyártására speciális alkalmazások. Ezt a technológiát alkalmazhatjuk maróorsós motorokhoz, köszörűorsós motorokhoz és számos géphez, például elektromos orsómotorokhoz. Mindegyiket úgy tervezték, hogy jelentős teljesítmény-, sebesség- és csatlakozási előnyöket biztosítson.
Az orsó-konfigurációban található patronos bilincsnek köszönhetően a munkaszerszám szilárdan és biztonságosan rögzítve van. A készüléket szabványos szerszámbilincshez tervezték, tipikus szárral. A legnépszerűbb befogópatronok az ER11 és az ER16. 2,5-3, illetve 3,2-8 mm szárú szerszámmal vannak kombinálva. A 16 mm-es száron lévő 25-ös befogópatron csak speciális műveletekhez használható vastag fémrétegek eltávolítására. Ezenkívül a vezetők nem lesznek képesek teljes mértékben együttműködni egy ilyen szár átmérőjű szerszámmal. Ezért itt nem működik a „több, annál jobb” elv. Egy ilyen szerszám elhelyezésével deformálódott vezetők és törött egység lesz. A legmegfelelőbb ER11 befogópatron jelölés.
A motoroktól és a hajtásoktól a hűtésig, dedikált technológiánk továbbra is a globális ügyfeleink számára biztosít minden munkát. Ezek az ikerorsós géppuskák olajjáratokat fúrnak a főtengelyekben fúróperselyek segítségével.
Ezen összehasonlítás szerint a duplex megmunkálás legalább 25 százalékkal csökkentheti a darabonkénti költségeket. Az összehasonlítás azt is sugallja, hogy a kétorsós gép leggazdaságosabb használata akkor valósul meg, ha ciklusonként négy darabot dolgoznak meg.
Ez az ikerorsós gép egy csonkot használ, hogy az orsóknak több opciója legyen egy beállításban. A koronát gyakran duplával egészítik ki forgóasztalok hogy két rész ötoldalas feldolgozását biztosítsa. Ez a négyorsós megmunkálóközpont viszonylag kisméretű alkatrészek, például szeleptestek és generátorházak nagy volumenű gyártására alkalmas.
hobbi maró orsó
Képzeljen el egy maróegységbe épített háztartási fúrót. Mi sül ki belőle? A csapágyak gyorsan meghibásodnak, mert nem tudnak ellenállni az ilyen terhelésnek, a patron rezeg és ver, a munka pontossága csökken. Ezenkívül a fúró gyorsan túlmelegszik, és az egység több mint egy órán keresztül működik. A fúró automatikus leállítása egyszerűen biztonsági okokból működik, és a router egy-két óra múlva leáll. De a CNC marógép szoftvere nem tudja, mi az a háztartási fúró, és mik a működési paraméterei. Maga az útválasztó nem áll le, és továbbra is működik. Az eredmény a berendezés meghibásodása lesz.
Mekkora teljesítményű legyen az orsó
Kétorsós gépen önálló mozgásra képes orsókkal, esetenként többet is hatékony felhasználása az, hogy az egyik orsóvágó legyen, miközben a másik orsószerszámot cserélik. A megmunkáló központok az évek során gyorsabbak, pontosabbak és olcsóbbak lettek. Az evolúció a nagyüzemi gyártásban ehhez a gyakori jelenséghez vezetett: a gyárak megmunkálóközpontokból álló csoportokat használnak olyan alkatrészek előállításához, amelyeket egyébként elő lehetne állítani összetett rendszerátruházás.
Mekkora teljesítményű legyen az orsó
Ebben az esetben igaz a „több, annál jobb” szabály. Ha fúrást, gravírozást kell végezni, akkor egy 400-600 watt teljesítményű orsó az optimális. Fém, keményfa CNC marógépen történő vágásához 1000-1500 watt teljesítményű orsóra van szükség. Az anyagot érő komolyabb behatásokhoz legalább 2000 W teljesítményű orsóra van szükség. Ez az anyag keménységére vagy a feldolgozás mélységére vonatkozik.
A megmunkálóközpontok könnyen átválthatnak egy cikkszámú futtatásról egy kapcsolódó alkatrész futtatására ugyanabban a családban. A megmunkálóközpont általában könnyen átkonfigurálható egyéb munkákhoz is. Mindez a rugalmasság azonban különféle költségekkel jár, nem utolsósorban az egyes gépek által elfoglalt hely mennyiségében tükröződő rezsiköltségekkel.
Valójában nagy mennyiségű munka esetén a hagyományos megmunkálóközpont kialakítása egyszerűen túl rugalmas. Ez egy olyan gép, amely alkalmas a munkaműhelyekre jellemző napi alkatrészcsere kezelésére. Azok a szolgáltatások, amelyek nagyobb termelékenységet és kevesebb átállást igényelnek, mint amennyire egy üzlet működéséhez szükséges, jól hasznosíthatnák a megmunkálóközpontot, amelyet ennél kicsit dedikáltabbnak terveztek.
Az orsó jellemzői a teljesítmény szempontjából
Meg kell jegyezni, hogy a marás lehet erős és nagy sebességű. Itt két lehetőség van: az egyik esetben a vágó lassan, gyors forgással, a másodikban gyorsan, de lassan forog.
Hogyan válasszunk marógép orsót teljesítmény szerint
Tehát a fentiek alapján kiderül, hogy a maróorsót fordulatszám vagy teljesítmény alapján kell kiválasztani. A cél maximális, de biztonságos a felszerelésre, a szerszám felpörgetésére. A gyártóorsókat nem kell kiválasztani. Itt minden benne van: fordulatszám paraméterek - több mint 20 000 fordulat, előtolási erő a vágón - 2000 W felett. Vagyis a marást 8000-15000 fordulatszámmal hajtják végre.
Lépjen be a megmunkálási központba két orsóval. NÁL NÉL utóbbi évek a különböző nagy volumenű szerszámgépgyártó cégek kínálatukat olyan megmunkálóközpontokkal bővítették, amelyek két párhuzamos orsóval rendelkeznek, amelyek képesek egyidejűleg két azonos alkatrész megmunkálására.
Hűtött orsók áttekintése és összehasonlítása
A tervezés különösen fontos az autóipar beszállítói számára. A feldolgozási munkák egyre növekvő kiszervezésével e vállalatok egy része a megszokottnál nagyobb feldolgozási mennyiséget lát. Ugyanakkor ezek a cégek vállalkozók maradnak – ami azt jelenti, hogy egyszerre több ügyfelet kell kiszolgálniuk, és fel kell készülniük arra, hogy kevés előzetes figyelmeztetéssel új állásokat nyerjenek el, illetve elveszítsék a meglévőket. A szerszámgépek kiválasztásánál egyensúlyt kell teremteni a rugalmasság, a termelékenység és a gazdaságosság között.
Kényelmes megfelelés, amelyet a gyártó szabványnak tekint. De nem mindig egy ilyen forgatás adja a kívánt eredményt. Például a fa apró darabokban történő feldolgozása fapor képződik. Eltömíti a vágóelemeket, és növeli a súrlódást, illetve felmelegíti az alkatrészeket. Ennek eredményeként a gép működő részei túlmelegednek. Ez károsíthatja a berendezést.
Sok ilyen alkalmazás esetén a kettős orsós megmunkálóközpontok állnak a legközelebb a megfelelő egyensúly eléréséhez. A duplex gépek beszállítóival folytatott beszélgetések során arról, hogy ügyfeleik miért vásárolják őket, újra és újra előkerül egy kifejezés: a terület. A duplex gépek csaknem kétszer akkora termelékenységet biztosítanak, mindössze rövid időn belül kis méret mint egyetlen orsós gép. Legalább egy nagy megmunkálási vállalkozó, aki most az ikerorsós gépeket részesíti előnyben, csak akkor vált erre a kialakításra, amikor a cég egyik létesítménye falnak ütközött - szó szerint -, mert képes volt befogadni egy másik egyorsós gépet.
Egy fontos figyelmeztetés: ha a 3 fázisú orsókat vesszük figyelembe, akkor ezekben 3 tápvezeték plusz egy földelés van. A megfelelő számú vezetékhez vannak csatlakoztatva.
A CNC orsó a legkritikusabb alkatrész és a leginkább terhelt egység. Mert jó választás mindig vegye figyelembe, hogy a motor teljesítményének és a kinematika mechanikai szilárdságának meg kell haladnia a számított értékek 2-szeresét. Erre azért van szükség, hogy ékeléskor megőrizzék a drága alkatrészeket.
A cég alig több mint két éve ikerorsós megmunkálóközpontokkal egészítette ki ezt a megoldási kört. Míg a duplex gép talált alkalmazásokat például kormánycsuklók és felfüggesztési alkatrészek megmunkálására, a négyorsós gép potenciálisan jól használható kisebb és könnyebb alkatrészekhez, például szeleptestekhez és generátorházakhoz. váltakozó áram. Ezek a gépek nemcsak a területet, hanem az adott termelékenység eléréséhez szükséges kezelők számát is egyesítik.
Csökkentik a műhelykarbantartási munkaterhelést is, mivel két, két alkatrészt kezelő orsó osztozik a folyadékrendszereken és más gépi erőforrásokon, amelyek egyébként külön karbantartást igényelnének külön gépeken.
alapinformációk
A CNC gépek programjait a szerkezet merevsége és az orsó maximális fordulatszáma szerint írjuk. Nál nél marás figyelembe kell venni a forgó szerszám hő vagy fémfáradás miatti törésének lehetőségét. Ezért gyakran biztonsági tengelykapcsolókat szerelnek fel, amelyeket a motor tengelyének meghatározott méreteihez és a patron átmérőjéhez terveztek.
Mindezen konszolidáció eredménye a hagyományos gépekhez képest alacsonyabb tuskóköltség. Megmutatják, hogy egy kétorsós gép, amely egyszerre két munkadarabot vág, nem pontosan felezi az egyes részek által képviselt feldolgozási idő hányadát, de jelentős mértékben megfelezi azt. A darabonkénti költség szempontjából az optimális eset, ha négy bilincset egyszerre rögzítenek, így minden orsó két munkadarabot dolgoz meg egy ciklus során. Itt az egységenkénti költség 70 százalék alá esik, ha ugyanazt a négyrészes beállítást egyorsós gépeken hajtják végre.
A CNC gépek minden programját előzőleg lépésről lépésre dolgozzák ki a tengelyek mozgatása nélkül. Amikor a felhasználó 100%-ban biztos abban, hogy az orsó bütykeit nem érinti, akkor léptető üzemmódban vagy egyszeri ciklusokban kezd el mozogni. Amikor a munkadarab nélküli ellenőrzés véget ért, folytatják az alkatrész közvetlen vágását.
Sokan azt szeretik, ha két orsó megosztva marad két különböző gép között egyfajta biztosításként, így továbbra is 50 százalék lesz a rendelkezésre álló teljesítmény, ha egy orsó leesik. Mások – mondja – aggódnak amiatt, hogy az egyik orsó helyzete a másikhoz képest eltolódik, esetleg hőhatások miatt előfordulhat a hiba.
Striy szerint ez az aggodalom nem terjedhet ki a mai autókra. A még pontosabb pontosság érdekében megjegyzi, hogy lehet hagyni egy szerszámot az egyik orsóról, miközben a másik orsó be van kapcsolva. egy kis idő egyedül vág. Például egy nagyon precíz furattal rendelkező alkatrész kétorsós üzemmódban minden funkcióhoz megmunkálható, kivéve azt a furatot. A lyukat először a bal oldali orsóban lévő szerszámmal, majd a jobb oldali szerszámmal lehetett fúrni.
A CNC orsó drága egység és a legerősebb, azonban a berendezés hanyag kezelésével könnyen letiltható. Egyes rendszereknek van összetett számítások korrektorok, amelyek helytelen meghatározása hosszadalmas javításokat eredményez. Minden új gépen való munkavégzés a kezelő előzetes átképzését igényli, még akkor is, ha már van tapasztalata hasonló állványon.
Hothal szerint az eszköz a legvalószínűbb hibaforrás a két orsó között. Az ikerorsóval rendelkező felhasználók precíz szerszámbeállítást és kiváló minőséget igényelnek vágó eszközök hogy a méreteket szerszámról szerszámra illessze. A nagy volumenű, precíziós megmunkáláshoz szokott létesítmények azonban valószínűleg már alkalmazzák ezeket a szabályokat egyorsós gépeiken.
A két párhuzamos orsót egy megmunkáló központon teljesen más módon használják, amely inkább váltakozó vágásokat foglal magában, nem pedig egyidejű megmunkálást. Ahelyett, hogy egyszerre két azonos alkatrészt gyártana, a duplex gép mindkét orsót használhatja ugyanazon alkatrész megtámadására ugyanabban a ciklusban. Az ezt a stratégiát alkalmazó gépek továbbra is ikerorsós gépeknek tekinthetők, de mivel az orsók eltérő munkát végeznek, az ikrek testvérek, nem egyformák.
Lehetőségek
A CNC orsót a következő kritériumok szerint kell kiválasztani:
- A berendezés hűtési típusa: levegő, folyadék.
- Az orsómotor teljesítménye és áttételi aránya.
- A motor típusa.
- A csapágyak típusa és kenésük módja.
- Üzemmódok, fékrendszer típusa.
- A helymeghatározás pontossága és a nyomkövető érzékelő típusa.
- Orsó rögzítés

Amíg az egyik orsót vágják, a másik szerszámcserén megy keresztül, és készül a következő vágásra. Így a kétorsós, egy darabból álló stratégia csökkenti a szerszámcsere idejének hatását. A cég mindkét típusú duplex gépet szállítja. A "Synchro" modellje egyszerre két munkadarabot, míg a "2 orsós" modellje egyszerre egy orsót vág. Ez a tengely mozgatja a munkadarabot oda-vissza két orsó között. Ezzel a funkcióval kompenzálható a két szerszám közötti szerszámmérés különbsége.
A fenti paraméterek mellett fontos magának a motornak a kialakítása is: a tekercsek száma, a forgórész típusa, a tekercsek eltávolításának és terhelésnek a módja. Figyelembe veszik a nyomatékot és a csomópont középpontjainak az előtolási tengelyekhez viszonyított beállítási lehetőségét. A tokmányoknak is változniuk kell: önfeszítő, hidraulikus, kézi, pneumatikus.
A CNC orsó kiválasztásakor figyelembe kell venni a fogyó alkatrészek cseréjének lehetőségét. Érdemes megnézni a raktáron lévő csapágyak opcióit, tájékozódni a szállítási időkről. Előfordulhat, hogy egy kis fogyóeszköz miatt a gyártás hosszú időre leáll, vagy tízszeres árat kell fizetni egy alkatrész gyártásáért. A CNC marógép kis orsójának könnyű felépítésűnek és kis méretűnek kell lennie.
Használható nagyobb meghibásodás utáni kompenzációra is, ha a hiba az orsó helyzetében eltérést okoz. c rész viszonylag hosszú idők a szabálytalan szerszámcserék közötti vágás alkalmasabb két munkadarab egyidejű megmunkálására. De egy része nagy mennyiség A szerszámcserék és a forgácsolási időhöz képest több szerszámcsere-idő termelékenyebben megmunkálható egy munkadarab ciklusonkénti sebességével - feltéve, hogy a szerszámcserék üzemen kívüli ideje csökkenthető.
Miből tudsz magad csomót csinálni?
Orsó fa, műanyag és egyéb maráshoz puha anyagok lehet egy hagyományos elektromos fúró. Fontos, hogy a szintnek megfelelően állítsa be és mérje meg a vágó ütéseit. azt olcsó lehetőség a meglévő tervezés javítására. 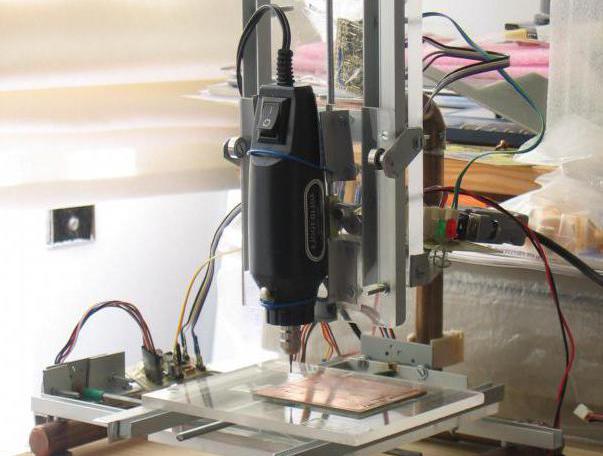
Ebben az esetben a kétorsós vágást egy váltakozó orsójú gép végzi. Néha mindkét stratégiát ugyanazon a gépen használják, ezért eltérő stratégiák vonatkozhatnak a különböző cikkszámokra. És néha mindkét stratégiát ugyanabban a ciklusban használják, így különböző megközelítések alkalmazhatók a különböző alkatrészfunkciókra. A gép körülbelül 5 éve áll rendelkezésre, és mára több mint 300 telepítve van.
Amikor két orsó ugyanazokat az alkatrészeket dolgozza meg egyszerre, az orsók külön szerszámkorrekciós értékeket használhatnak. A gép egyik olyan tulajdonsága, amely megkönnyíti a váltást az orsók egyidejű és váltakozó használata között, a megosztott szerszámtár.
Forgó tengelyként minden pontosan beállított szerszámmal rendelkező motor megfelel. Megbízható és merev orsótartót választottak. Az axiális játék a legtöbb furatnál nem lehet nagyobb 0,01 mikronnál. Megfelelő fúró, ötletes fúró, akár a motort is hozzáigazíthatja mosógép vagy varrni. Az, hogy egy adott esetben melyik orsó alkalmas, a céltól függ. Figyelembe veszik az anyag típusát, az alkatrész megkívánt méretpontosságát, a munkaterhelést az automatikus ciklusban. Már rendelhető kulcsrakész megoldások az online áruházban.
Egyedi motorok
A gyártott alkatrészek pontosságának javítására és a gyártási idő csökkentésére használják. Egyetlen termék esetében a berendezés költsége meghaladja a gyártásba fektetett összeget. Olcsóbb lesz bármely fémfeldolgozó cégtől alkatrészt rendelni. 
Házi készítésű orsóhoz kész motorokat rendelnek. Népszerű motorok egyenáram, szinkron és aszinkron. A 12 ezres forgalom ilyen motoroknál nem a határ. Opcionálisan kézi vagy automata sebességváltó is használható. A nagy teljesítményű orsómotorok stabil tápellátást igényelnek. Ez a hiányosságuk. De ha a legegyszerűbb hajtást és motort teszed hozzá Visszacsatolás, akkor egy ilyen gépen már többet is lehet feldolgozni összetett termékek. A CNC-be egy további tengely kerül be, amely nemcsak a vágót, hanem a hengeres részeket is megtartja.
Melyek a legjobb motorok, amelyek rendelhetők?
A gyári motorok már kiegyensúlyozott tengelyt és válogatott csapágyakat kaptak minimális kifutással. Már csak a kész motort szabványos tartóra kell helyezni, és be kell állítani az igazítást a jelzőállványon. A gyártás során marási pontosság szükséges nyomtatott áramkörök, a kinematika részletei. 
A szinkronmotorok jól mutatták magukat az ékszeralkatrészek gravírozással történő gyártásában. Az állandó motorok működés közben alacsony zajszinttel rendelkeznek, ami hasznos lehet a termelésük javítására törekvő menedzserek számára. Van azonban olyan tulajdonságuk, hogy nagy sebességnél üzem közben felmelegednek. Ezért külön kell biztosítani a hűtést, legalább levegőt.
A szakemberek kiválasztása
A drágább orsómotorok szükségszerűen folyadékhűtéssel vannak felszerelve. Nagyobb pozicionálási pontossággal, kellően erős nyomatékkal és a jelzettnél többszörösen nagyobb megbízhatósággal rendelkeznek. Általában 3-4 csapágyra vannak felszerelve, és nem 2-re, mint a klasszikus motorok. Ennek köszönhetően a szerszám vagy a munkadarab minimális kifutása a tokmányban érhető el.
Azt is ajánljuk
 A Darksiders II Key to Redemption játék áthaladása
A Darksiders II Key to Redemption játék áthaladása
 A második fejezet fő és mellékküldetésének teljes áttekintése
A második fejezet fő és mellékküldetésének teljes áttekintése
 Spongyabob Kockanadrág (Bejárás)
Spongyabob Kockanadrág (Bejárás)
 spongebob játékok kockanadrág
spongebob játékok kockanadrág
 Escape Impossible: Revenge Walkthrough Walkthrough Tudsz menekülni videó
Escape Impossible: Revenge Walkthrough Walkthrough Tudsz menekülni videó
 És jött a sárkány. A választás nehézsége. A játék legfontosabb pontjai A The Witcher 2 öld meg a sárkányt, vagy menekülj a következmények elől
És jött a sárkány. A választás nehézsége. A játék legfontosabb pontjai A The Witcher 2 öld meg a sárkányt, vagy menekülj a következmények elől