स्क्रू-कटिंग खराद और इसके मुख्य घटक। पेंच काटने वाले खराद - संचालन सिद्धांत
स्क्रू-कटिंग लेथ (टीवीएस), जो आज है, बनने से पहले, विकास का एक लंबा सफर तय कर चुका है। विकास के प्रत्येक चरण के साथ, इस प्रकार के उपकरण आकार में बदल गए, इकाइयों की शक्ति में वृद्धि हुई, कार्यक्षमता का विस्तार हुआ, सटीकता के मापदंडों, एर्गोनॉमिक्स और कई अन्य संकेतकों में सुधार हुआ।
दिलचस्प बात यह है कि आविष्कार के बाद से इस तकनीक के संचालन का सिद्धांत वास्तव में नहीं बदला है। स्क्रू-कटिंग खराद का उपकरण शब्द के वैश्विक अर्थों के साथ-साथ इसके मूलभूत घटकों में अपरिवर्तित है। इस तकनीक पर काम करने के बुनियादी सिद्धांतों को भी संरक्षित रखा गया है।
आइए अधिक विस्तार से विचार करें कि यह उपकरण क्या है, जिसके बिना न केवल व्यक्तिगत औद्योगिक संरचनाओं, बल्कि अर्थव्यवस्था के पूरे क्षेत्रों की कल्पना करना असंभव है।
टीवीएस के काम का सार काफी सरल और तार्किक है। स्थिर भाग अनुदैर्ध्य अक्ष के अनुदिश घूमता है। इस प्रक्रिया को मुख्य आंदोलन कहा जाता है। बदले में, उपकरण को भाग में लाया जाता है और एक अनुप्रस्थ और अनुवादकीय स्ट्रोक बनाता है। इस तरह के जोड़तोड़ आपको वर्कपीस के हिस्से को हटाने की अनुमति देते हैं सही जगहसमाप्त भाग प्राप्त करने के लिए।
घर विशेष फ़ीचरएक पारंपरिक टर्निंग यूनिट से स्क्रू-कटिंग लेथ, यह माना जाता है कि इसका डिज़ाइन एक विशेष लीड स्क्रू की उपस्थिति के लिए प्रदान करता है, जिससे एक नया धागा बनाना संभव हो जाता है बाहररिक्त स्थान।
इकाई के प्रमुख घटक
स्क्रू-कटिंग लैट्स में कई बड़ी इकाइयाँ होती हैं। बिस्तर मशीन का मूलभूत हिस्सा है, जहां इसके अन्य सभी घटक तय होते हैं। बिस्तर बहुत मजबूत कच्चा लोहा से बना है। शीर्ष पर कई गाइड के साथ एक भारी आधार एक ऐसा डिज़ाइन है जो कई साल पहले खुद को साबित कर चुका है। यही कारण है कि पेंच काटने वाले खराद के निर्माता इस समय-परीक्षणित प्रारूप को नहीं बदलते हैं। गाइड टेलस्टॉक और कैलीपर को हिलाते हैं।

डिजाइन में एक और महत्वपूर्ण नोड हेडस्टॉक है, जहां स्पिंडल स्थित है, वर्कपीस को ठीक करने के लिए चक से लैस है। इसके अलावा हेडस्टॉक पर एक गियरबॉक्स होता है जो रोटेशन को प्रसारित करता है विद्युत मोटरधुरी।
समर्थन है महत्वपूर्ण तत्वकाटने के उपकरण को खिलाने के लिए। डिजाइन में एक विशेष गाड़ी, उपकरण धारक और एप्रन शामिल हैं। टूल को ठीक करने के लिए टूल होल्डर की आवश्यकता होती है। गाड़ी उपकरण को गाइड के साथ ले जाती है।
एप्रन के डिजाइन में कैलीपर नियंत्रण तंत्र और विशेष स्लाइड शामिल हैं जो सीधे अनुदैर्ध्य और अनुप्रस्थ दिशाओं में एप्रन के साथ चलती हैं। एप्रन के लिए ड्राइव फ़ीड बॉक्स की रिपोर्ट करता है। बॉक्स में निर्मित गिटार थ्रेड पिच को समायोजित करना संभव बनाता है। टेलस्टॉक गैर-मानक आकारों के लिए धारक के रूप में कार्य करता है। इसके अलावा, उस पर एक उपकरण स्थित है, चाहे वह ड्रिल, रीमर या काउंटरसिंक हो।
यह ध्यान दिया जाना चाहिए कि स्क्रू-कटिंग खराद के इस डिजाइन को इस प्रकार के उपकरणों के लिए एक मानक उपकरण माना जाता है। यह वैकल्पिक नोड्स की उपस्थिति को रोकता नहीं है। पर पिछले साल काकई निर्माता नकल तंत्र और मिलिंग के लिए विशेष नलिका के साथ उपकरण लैस करते हैं, जो पारंपरिक इकाई की कार्यक्षमता का काफी विस्तार करता है।
इसके अलावा, गंभीर प्रतिस्पर्धा मानक मॉडलसीएनसी पेंच काटने वाले खराद हैं। वैसे, बाद वाले को बढ़ी हुई उत्पादकता, सटीकता और उपयोग में आसानी की विशेषता है।
स्क्रू-कटिंग लेथ के उपकरण के आधार पर, इस उपकरण को कई विशेषताओं के अनुसार वर्गीकृत करना संभव है। यह वर्कपीस प्रसंस्करण प्रक्रियाओं के स्वचालन की डिग्री हो सकती है, डिज़ाइन विशेषताएँएक विशेष मॉडल की इकाई और इच्छित उद्देश्य।
आज, इस तकनीक का एक मोटा विभाजन स्वचालित और अर्ध-स्वचालित में इसका वर्गीकरण हो सकता है। साथ ही स्क्रू-कटिंग लैट्स हॉरिजॉन्टल और वर्टिकल टाइप के होते हैं। यह इस बात पर निर्भर करता है कि धुरी कहाँ स्थित है। ऊर्ध्वाधर प्रकार की इकाइयों का उपयोग तब किया जाता है जब छोटे, भारी भागों को संसाधित करने की आवश्यकता होती है।

सबसे महत्वपूर्ण मापदंडों में से एक जिसे मशीन चुनते समय मास्टर को ध्यान देने की आवश्यकता होती है, वह है चलती संरचनात्मक तत्वों पर भार का स्तर। मशीन का प्रत्येक व्यक्तिगत भाग जितना कमजोर होगा, उपकरण के अक्सर विफल होने और निष्क्रिय रहने की संभावना उतनी ही अधिक होगी। यह उन लोगों के लिए विशेष रूप से सच है जो गैर-नई तकनीक का उपयोग करते हैं।
सक्रिय उपयोग के वर्षों के बाद भी, फ्रेम की कठोरता अपने मूल स्तर पर बनी रहनी चाहिए, और प्रत्येक नोड को अपना कार्य त्रुटिपूर्ण रूप से करना चाहिए। केवल इस मामले में हम इसकी क्षमताओं की सीमा पर इकाई के उच्च प्रदर्शन के बारे में बात कर सकते हैं।
आज, पेंच काटने वाले खराद उच्च सटीकता के साथ खुश होंगे, पिछली शताब्दी के मध्य में उत्पादित इकाइयों के साथ अतुलनीय। यह तकनीक जिन उपकरणों से सुसज्जित है, वे उत्कृष्ट शक्ति के उच्च गुणवत्ता वाले कठोर मिश्र धातुओं से बने हैं। लगभग सभी आधुनिक मशीन टूल्स सटीकता और उत्पादकता के मानक हैं। यह सब एक बार फिर पुष्टि करता है कि, हालांकि यह तकनीक बाहरी रूप से इतनी नहीं बदली है, इसकी परिचालन विशेषताओं में हर साल प्रगति हो रही है।
निष्कर्ष
स्क्रू-कटिंग लैट्स ऐसे उपकरण हैं जिनकी रूस में स्थिर मांग है। आज गुरु उपलब्ध है विशाल चयननई और प्रयुक्त इकाइयां। घरेलू उत्पादकइस तरह की तकनीक इसकी जरूरतों को पूरी तरह से पूरा करती है। साथ ही, उनके पास गंभीर प्रतिस्पर्धी भी हैं, खासकर एशियाई और यूरोपीय ब्रांडों के बीच।
वैसे भी, रूसी निर्माण कंपनियों के पास उच्च गुणवत्ता वाले प्रतिस्पर्धी उपकरण बनाने के लिए सब कुछ है। वाजिब कीमत, उच्च गुणवत्ताघटक और प्रभावी इंजीनियरिंग विकास इस तकनीक को सोवियत के बाद के अंतरिक्ष में बहुत लोकप्रिय बनाते हैं।
प्रयोगशाला कार्य
उत्पादन और औद्योगिक प्रौद्योगिकियां
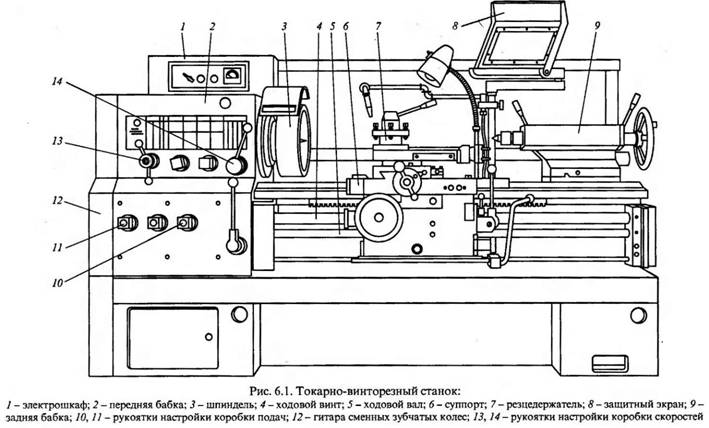
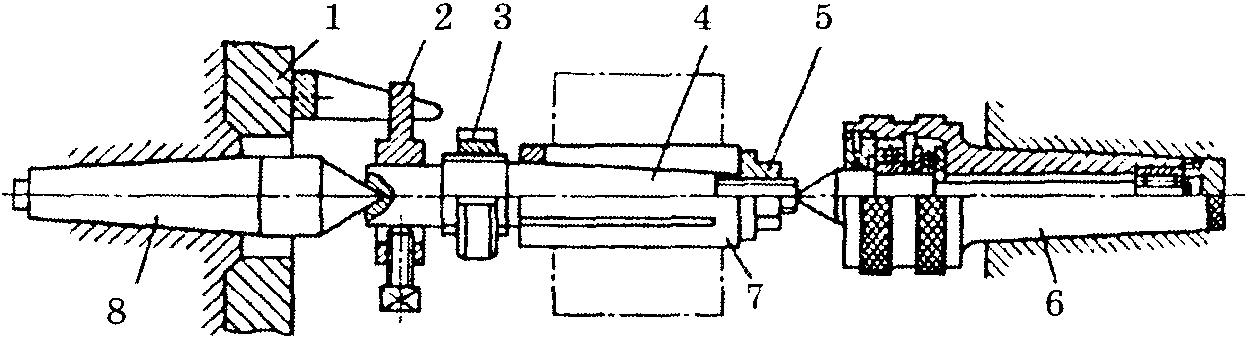
चावल। स्क्रू-कटिंग खराद मशीन के मुख्य घटक और आंदोलन 16K20 हेडस्टॉक में 1 अंजीर। संक्षिप्त तकनीकी निर्देशमशीन बिस्तर के ऊपर मशीनीकृत किए जाने वाले वर्कपीस का सबसे बड़ा व्यास मिमी 400 निचले सपोर्ट कैरिज के ऊपर मशीनीकृत किए जाने वाले वर्कपीस का सबसे बड़ा व्यास मिमी 220 मशीनीकृत बार का सबसे बड़ा व्यास मिमी 53 मशीनी किए जाने वाले वर्कपीस की सबसे बड़ी लंबाई मिमी 71010001400 तकला गति min1 1251600 धुरी गति की संख्या 22 धागे:...
स्क्रू-कटिंग खराद का उपकरण, उस पर किया गया कार्य, सहायक उपकरण और उपकरण
उद्देश्य: स्क्रू-कटिंग खराद के उपकरण और इसके मुख्य घटकों और भागों के उद्देश्य का अध्ययन करने के लिए; साथ परिचित काटने के उपकरण, ^ विभिन्न मोड़ संचालन करने के लिए प्रयोग किया जाता है; टर्निंग के प्रकार और इसके लिए उपयोग की जाने वाली एक्सेसरीज से खुद को परिचित करें।
उपकरण। स्क्रू-कटिंग लेथ मॉड। 16के20; टर्निंग टूल्स, ड्रिल्स, काउंटरसिंक्स, रीमर, टैप्स, डाइस; कारतूस, केंद्र, lunettes;
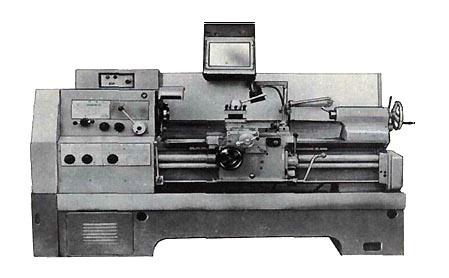
यूनिवर्सल स्क्रू-कटिंग खराद mod.16K20 को क्रांति के निकायों के साथ-साथ काटने के लिए वर्कपीस को संसाधित करने के लिए डिज़ाइन किया गया है विभिन्न प्रकार केसूत्र
चित्र एक। पेंच काटने वाला खराद
मशीन के मुख्य घटक और चालें 16K20
हेडस्टॉक 1 (चित्र 1) में, रखा गयाधुरी और गियरबॉक्स।,वर्कपीस के साथ स्पिंडल के रोटेशन की आवृत्ति और दिशा को बदलने के लिए डिज़ाइन किया गया।टेलस्टॉक 2 में काम करते समय वर्कपीस का समर्थन करता हैकेन्द्रों और सुरक्षित करने के लिए कार्य करता हैवाद्य यंत्र, प्रसंस्करण छेद(ड्रिल, काउंटरसिंक, रीमरआदि।)। वर्कपीस की लंबाई बदलते समय, टेलस्टॉक को गाइड के साथ ले जाया जाता है।कैलिपर 3 में एक कटर के साथ एक टूल होल्डर होता है और इसे एक अनुदैर्ध्य या अनुप्रस्थ की सूचना देता है वर्कपीस की धुरी के साथ आंदोलन।तहबंद 4 को कैलीपर से गति संचारित करने के लिए डिज़ाइन किया गया हैलीड स्क्रू 5 या लीड शाफ्ट 6 अनुदैर्ध्य और अनुप्रस्थ दिशाओं में। GearBox 8 फ़ीड को नियंत्रित करता है और लीड स्क्रू को चालू करता है।
बिस्तर पर 7 मशीन के मुख्य घटकों को माउंट किया। प्रसंस्करण करते समय खराद मुख्य आंदोलनहै धुरी रोटेशनतैयारी के साथ। एक बेलनाकार सतह को मोड़ते समय, कटर के साथ कैलीपर कैरिज में एक अनुदैर्ध्य फ़ीड होता है, और जब कैलीपर स्लाइड को स्थानांतरित किया जाता है,क्रॉस फीड।अंत काटते समय सतह, अनुप्रस्थ फ़ीड एक निरंतर आंदोलन बन जाता है, और अनुदैर्ध्य एक समय-समय पर कटर को वर्कपीस में डुबाने का कार्य करता है। परथ्रेडिंग मुख्य आंदोलनऔर अनुदैर्ध्य फ़ीड आंदोलन एक जटिल आकार देने वाले आंदोलन का गठन।
कटर से विभिन्न प्रकार के धागों को काटते समय मशीन को सेट करने के लिए विनिमेय गियर 9 के गिटार का उपयोग किया जाता है।
मशीन की संक्षिप्त तकनीकी विशेषताएं
संसाधित वर्कपीस का सबसे बड़ा व्यास
बिस्तर के ऊपर, मिमी 400
संसाधित किए जा रहे वर्कपीस का सबसे बड़ा व्यास
निचले कैलिपर कैरिज के ऊपर, मिमी 220
संसाधित का सबसे बड़ा व्यास
बार, मिमी 53
संसाधित की सबसे बड़ी लंबाई
रिक्त स्थान, मिमी 710,1000,1400
धुरी गति, मिनट-1 12,5-1600
धुरी गति की संख्या 22
सबमिशन, मिमी / रेव:
अनुदैर्ध्य 0.05-2.8
अनुप्रस्थ 0.025-1.4
धागे काटें:
मीट्रिक, पिच मिमी 0.5-112 . में
इंच, धागे की संख्या प्रति 1 इंच 56-0.5
मॉड्यूलर, मॉड्यूल में कदम 0.5-112
पिच, पिचों में 56-0.5
स्पिंडल होल व्यास, मिमी 55
मुख्य मोटर शक्ति, किलोवाट 11
मुख्य प्रकार के मोड़ कार्य
खराद पर, बेलनाकार सतहों को मोड़ना, सिरों को ट्रिम करना, बाहरी खांचे को मोड़ना, धातु को काटना, ड्रिलिंग, रीमिंग, रीमिंग, रीमिंग, बोरिंग होल और आंतरिक खांचे, केंद्र, प्रसंस्करण, "आकार के कटर के साथ सतह, डाई, नल, कटर के साथ थ्रेडिंग। धागा रोलिंग सिर, शंक्वाकार सतहों का प्रसंस्करण।
मोड़ में मुख्य उपकरण कटर हैं। प्रसंस्करण की प्रकृति के आधार पर, कटर खुरदरे और खत्म होते हैं। इन कटरों के काटने वाले हिस्से के ज्यामितीय पैरामीटर ऐसे होते हैं कि वे कट परत के बड़े और छोटे क्रॉस-सेक्शनल क्षेत्र के साथ काम करने के लिए अनुकूलित होते हैं।
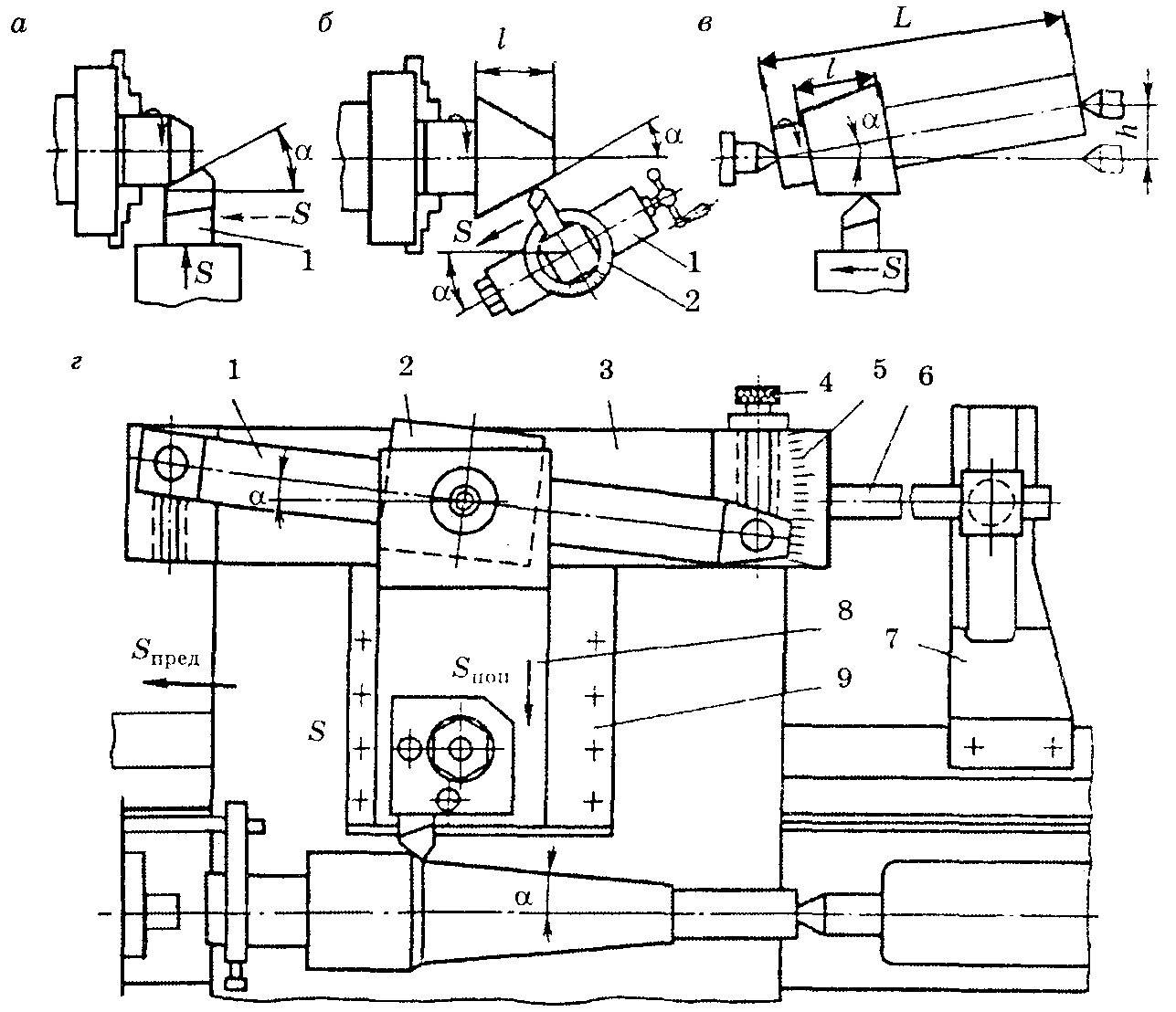
रॉड के सापेक्ष ब्लेड के आकार और स्थान के अनुसार, कृन्तकों को सीधे वाले में विभाजित किया जाता है (चित्र 2,एक), मुड़ा हुआ (चित्र 2, बी), और खींचा गया (चित्र 2, सी)। पीछे हटने वाले कृन्तकों में, ब्लेड की चौड़ाई आमतौर पर बन्धन वाले हिस्से की चौड़ाई से कम होती है। ब्लेड को कटर धारक की धुरी के संबंध में सममित रूप से स्थित किया जा सकता है या दाएं या बाएं स्थानांतरित किया जा सकता है।
फ़ीड आंदोलन की दिशा में, कटर को दाएं और बाएं में बांटा गया है। दाएँ incenders के लिए, मुख्य काटने का किनारा किनारे पर है अँगूठा दांया हाथ, यदि आप इसे ऊपर से कृन्तक पर लगाते हैं (चित्र 2, ए)। काम करने की गति में, ऐसे कटर दाएं से बाएं (टेलस्टॉक से सामने की ओर) चलते हैं। बाएं हाथ के समान थोपने के साथ बाएं चीरों में, मुख्य काटने का किनारा भी अंगूठे के किनारे पर स्थित होता है (चित्र 2, बी)। फ़ीड में ऐसे कटर बाएं से दाएं चलते हैं।
 उद्देश्य से, टर्निंग टूल्स को थ्रू, बोरिंग, कटिंग, कटिंग, शेप्ड, थ्रेडेड और ग्रूविंग में विभाजित किया जाता है।
उद्देश्य से, टर्निंग टूल्स को थ्रू, बोरिंग, कटिंग, कटिंग, शेप्ड, थ्रेडेड और ग्रूविंग में विभाजित किया जाता है।
उच्च श्रम उत्पादकता को बनाए रखते हुए भाग की आवश्यक सटीकता और सतह की गुणवत्ता सुनिश्चित करने के लिए,
बाएँ दाएँ बाएँ दाएँ
रेखा चित्र नम्बर 2। टर्निंग टूल्स के प्रकार:एक सीधी रेखा,
बी बेंट, सी कर्व्ड, डी ड्रा
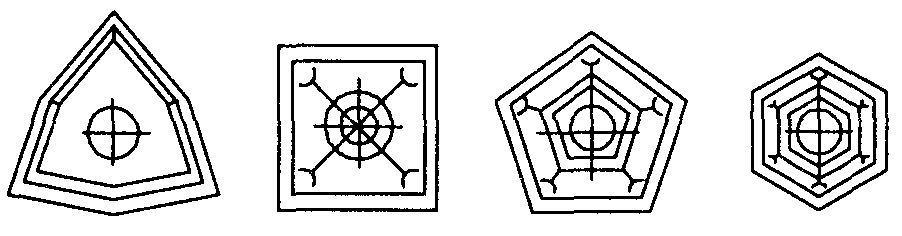
कटर की सही ज्यामिति चुनना आवश्यक है। योजना कोण यहां एक महत्वपूर्ण भूमिका निभाते हैं। योजना में कोण (चित्र 3) कटर के काटने वाले किनारों और फ़ीड दिशा के बीच के कोण हैं: φ योजना में मुख्य कोण, φ 1 योजना में सहायक कोण, कोना कोण (ε = 180° - φ -एक )। कोण और φ 1 कटर के तेज और स्थापना पर निर्भर करता है, और कोण ε केवल तेज करने पर निर्भर करता है। एक छोटे से कोण पर , काटने के किनारे का एक बड़ा हिस्सा काम में शामिल होता है, गर्मी हटाने में सुधार होता है, और उपकरण जीवन बढ़ता है। बड़े कोण φ पर, अत्याधुनिक का एक छोटा हिस्सा काम करता है, इसलिए उपकरण का जीवन कम हो जाता है। लंबे और पतले वर्कपीस को संसाधित करते समय, जब इसके विक्षेपण का खतरा होता है, तो बड़े कोण वाले कटर का उपयोग किया जाता है, क्योंकि इस मामले में दबाव बल कम होगा। वर्कपीस को आकार देने के लिए बड़ा व्यासपतले (गैर-कठोर) = 60 - 90° के लिए φ = 30 -45° चुनें।
सहायक कोण 1 द्वितीयक किनारे और फ़ीड दिशा के बीच का कोण। अगर 1 छोटा, फिर कटर के कुछ दबाव के कारण, सहायक किनारे मशीनी में कट जाता है
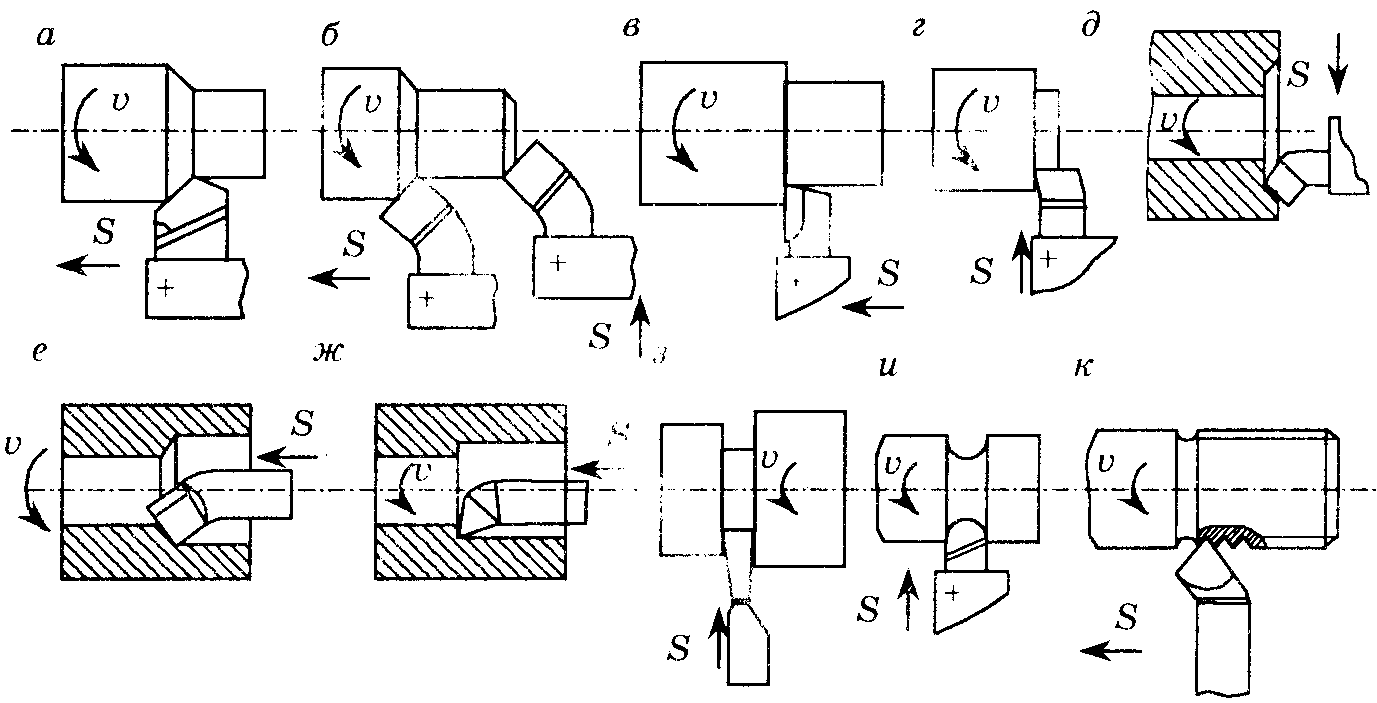
चित्र 4. टर्निंग टूल्स के प्रकार: ए पास स्ट्रेट और बी स्ट्रेट-थ्रू बेंट, में थ्रू-थ्रस्ट,डी, डी अंडरकट, ई बोरिंग थ्रू पैसेज, w बोरिंग थ्रस्ट,एच वियोज्य, और आकार, पिरोया करने के लिए
सतह और इसे खराब करें। बड़ा कोण 1 कृन्तक टिप के कमजोर होने के कारण अस्वीकार्य है। आमतौर पर 1 = 10 - 30°।
सीधी रेखाओं से होकर (चित्र 5.5,एक) और मुड़ा हुआ (चित्र 4,बी) बाहरी सतहों को संसाधित करने के लिए कटर का उपयोग किया जाता है। सीधे कटर के लिए, आमतौर पर योजना में मुख्य कोण φ \u003d 45 - 60 °, और सहायक 1 = 10-15°। तुला incenders के माध्यम से, योजना में कोण φ \u003d 1 = 45°। ये कटर अनुदैर्ध्य फ़ीड आंदोलन के दौरान पास-थ्रू के रूप में और अनुप्रस्थ फ़ीड आंदोलन के दौरान स्कोरिंग कटर के रूप में काम करते हैं।
एक बेलनाकार सतह और एक अंत विमान के एक साथ प्रसंस्करण के लिए, फीडथ्रू का उपयोग किया जाता है। लगातार कटर(अंजीर.4,में), अनुदैर्ध्य फ़ीड आंदोलन के साथ काम करना। योजना φ में मुख्य कोण = 90°।
वर्कपीस के सिरों को काटने के लिए स्कोरिंग कटर का उपयोग किया जाता है। वे केंद्र की ओर अनुप्रस्थ फ़ीड गति के साथ काम करते हैं (चित्र 4,जी) या केंद्र से (चित्र 4,ई) रिक्त स्थान।
बोरिंग कटरबोरिंग होल के लिए उपयोग किया जाता है, पूर्व-ड्रिल किया जाता है या मुद्रांकन या कास्टिंग द्वारा प्राप्त किया जाता है। दो प्रकार के बोरिंग कटर का उपयोग किया जाता है: थ्रू-होल फॉर थ्रू बोरिंग (चित्र 4, ई), बहरे के लिए जोर (चित्र 4,तथा)। वे ब्लेड के आकार में भिन्न होते हैं। बोरिंग कटर के माध्यम से, योजना में कोण φ \u003d 45-60 °, और जोर के लिए, कोण φ 90 ° से थोड़ा अधिक है।
कट-ऑफ कटर का उपयोग वर्कपीस को टुकड़ों में काटने, मशीनी वर्कपीस को काटने और ग्रूविंग के लिए किया जाता है। वे एक अनुप्रस्थ फ़ीड आंदोलन के साथ काम करते हैं (चित्र 2,एच)। काटने के उपकरण में कोण φ = 90° पर स्थित एक मुख्य काटने वाला किनारा होता है और कोण φ . के साथ दो सहायक होते हैं 1 = 1-2°।
आकार के कटर का उपयोग छोटे आकार की सतहों के प्रसंस्करण के लिए किया जाता है, जिनकी लंबाई 30-40 मिमी तक होती है। आकार के कटर के काटने के किनारे का आकार भाग के प्रोफाइल से मेल खाता है। डिजाइन के अनुसार, ऐसे कटर को रॉड, गोल, प्रिज्मीय और फ़ीड की गति की दिशा में - रेडियल और स्पर्शरेखा में विभाजित किया जाता है। पर पेंच काटनामशीनों पर, आकार की सतहों को एक नियम के रूप में, कोर कटर के साथ संसाधित किया जाता है, जो मशीन के उपकरण धारक में तय होते हैं (चित्र 4,तथा)।
थ्रेडेड कटर (चित्र। 5.5, जे) का उपयोग किसी भी प्रोफ़ाइल के बाहरी आंतरिक धागे बनाने के लिए किया जाता है: आयताकार, त्रिकोणीय, ट्रेपोजॉइडल। उनके काटने वाले ब्लेड का आकार काटे जा रहे धागों के प्रोफाइल और क्रॉस-सेक्शनल आयामों से मेल खाता है।
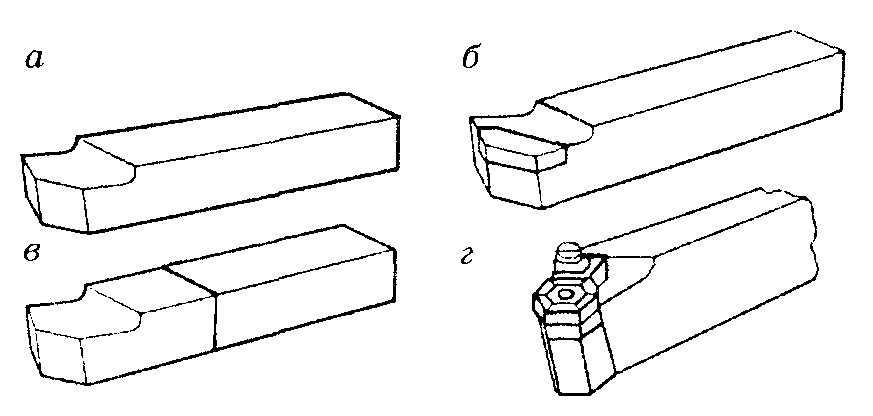 डिजाइन के अनुसार, एक-टुकड़ा कटर को एक वर्कपीस से बनाया जाता है; समग्र (इसके भागों के अभिन्न कनेक्शन के साथ); टांका लगाने वाली प्लेटों के साथ; प्लेटों के यांत्रिक बन्धन के साथ (चित्र 5)।
डिजाइन के अनुसार, एक-टुकड़ा कटर को एक वर्कपीस से बनाया जाता है; समग्र (इसके भागों के अभिन्न कनेक्शन के साथ); टांका लगाने वाली प्लेटों के साथ; प्लेटों के यांत्रिक बन्धन के साथ (चित्र 5)।
चित्र 5. टर्निंग टूल के प्रकार लेकिन डिज़ाइन: सॉलिड(ए, बी) मिलाप (में) या यांत्रिक बन्धन के साथ मिश्रित(डी) प्लेटें
उपकरण धारक आमतौर पर विभिन्न वर्गों के साथ संरचनात्मक स्टील्स 40, 45, 50 और 40X से बने होते हैं: वर्ग, आयताकार, गोल, आदि।
यंत्रवत् बन्धन वाले कार्बाइड आवेषण वाले कटरों में ब्रेज़्ड कटरों पर महत्वपूर्ण लाभ होते हैं, क्योंकि यह डिज़ाइन टांका लगाने के दौरान आवेषण में दरार की संभावना को रोकता है, और कटर के बढ़ते हिस्से के सेवा जीवन को लंबा करता है।
बहुआयामी कटिंग इंसर्ट तीन से बने होते हैं,चार, पांच और छह फलक (चित्र 6)। इंसर्ट की सामने की सतह पर एक सकारात्मक कोण बनाने के लिए, साथ में किनारें काटनासिंटरिंग के बाद दबाकर छेद और कक्ष बनाए जाते हैं।
बहुमुखी प्रतिभा धातु काटने की मशीनसहायक उपकरण और जुड़नार के साथ विस्तार योग्य। एक खराद पर, मुख्य हैं: कारतूस, केंद्र (चित्र 7), लुनेट्स। सहायक उपकरणों का भी उपयोग किया जाता है: ड्रिल चक, एडेप्टर स्लीव्स, क्लैम्प्स।
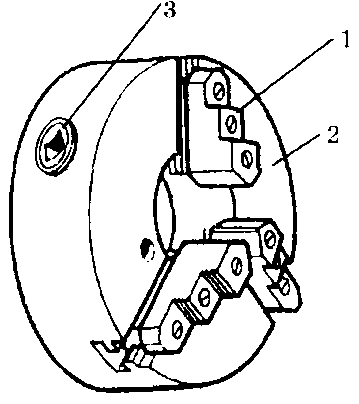
कारतूसों में से, स्व-केंद्रित तीन-जबड़े चक (चित्र। 8) का सबसे व्यापक रूप से उपयोग किया जाता है। इसका डिज़ाइन रेडियल दिशा में तीन कैमों की एक साथ गति प्रदान करता है, जिसके कारण वर्कपीस स्पिंडल की धुरी के साथ स्थित होता है।
 चित्र 6. बहुआयामी आवेषण
चित्र 6. बहुआयामी आवेषण
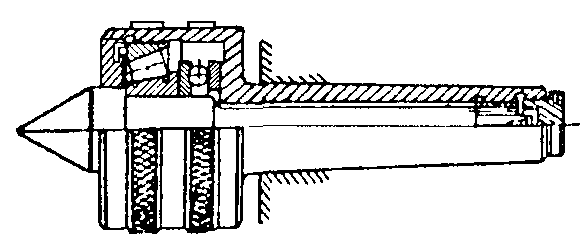
चित्र 7. परिक्रामी केंद्र
चित्र 8. आत्म-केंद्रित तीन-जबड़े चक
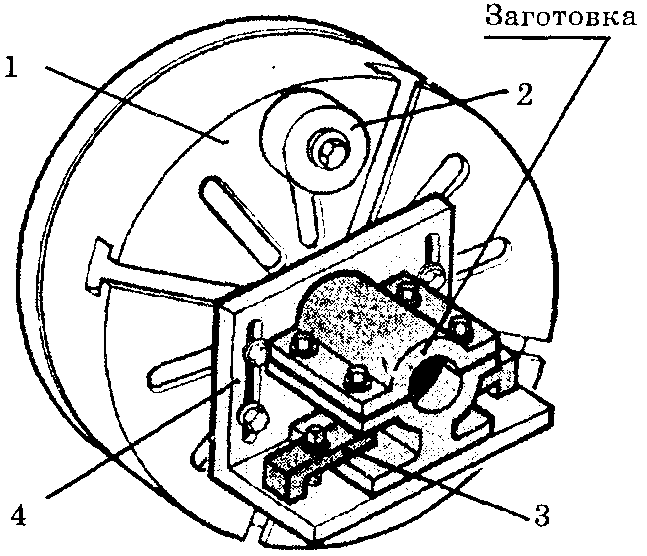 वर्कपीस के एक असममित खंड के साथ, जब इसे तीन-जबड़े चक में ठीक से ठीक करना संभव नहीं होता है, तो अलग-अलग जबड़े की क्लैम्पिंग या एक फेसप्लेट के साथ एक चार-जबड़े चक का उपयोग किया जाता है (चित्र। 9)।
वर्कपीस के एक असममित खंड के साथ, जब इसे तीन-जबड़े चक में ठीक से ठीक करना संभव नहीं होता है, तो अलग-अलग जबड़े की क्लैम्पिंग या एक फेसप्लेट के साथ एक चार-जबड़े चक का उपयोग किया जाता है (चित्र। 9)।
केंद्रों में प्रसंस्करण करते समय, वर्कपीस को रोटेशन प्रदान करने के लिए, पट्टा कारतूस (छवि 10) का उपयोग करें। जब छोटे व्यास के लंबे वर्कपीस के बाहरी प्रसंस्करण, विक्षेपण को रोकने के लिए, वे उपयोग करते हैं
चित्र.9. faceplate
स्थिर (चित्र। 11, ए) या चल (चित्र। 11, ए) चंद्र।
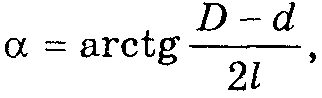
 खराद पर शंक्वाकार सतहों को निम्नलिखित तरीकों से संसाधित किया जाता है: एक विस्तृत मोड़ उपकरण के साथ, ऊपरी स्लाइड को मोड़कर,टेलस्टॉक बॉडी को अनुप्रस्थ दिशा में स्थानांतरित करके और एक कॉपी या शंकु शासक का उपयोग करके।
खराद पर शंक्वाकार सतहों को निम्नलिखित तरीकों से संसाधित किया जाता है: एक विस्तृत मोड़ उपकरण के साथ, ऊपरी स्लाइड को मोड़कर,टेलस्टॉक बॉडी को अनुप्रस्थ दिशा में स्थानांतरित करके और एक कॉपी या शंकु शासक का उपयोग करके।
चौड़ा कटर (चित्र 12,एक) आमतौर पर 25-30 मिमी की लंबाई वाली छोटी शंक्वाकार सतहों को घुमाया जाता है।
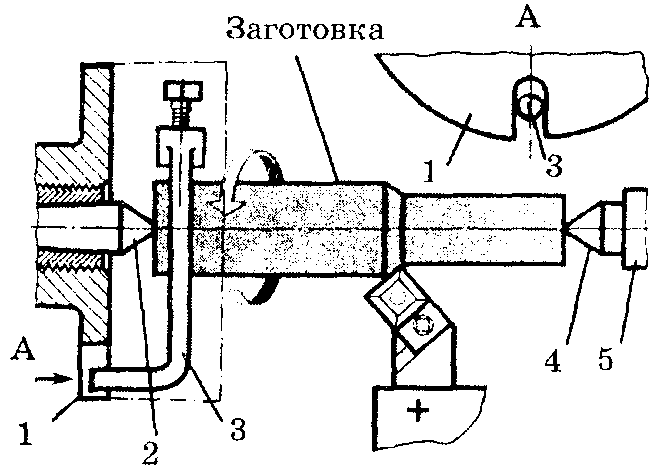
जब मशीनिंग शंक्वाकार सतहों को मोड़कर ऊपरी कैलिपर(अंजीर। 12, बी) यह एक कोण पर स्थापित है,संसाधित शंकु के शीर्ष पर आधे कोण के बराबर। प्रसंस्करण किया जाता है हस्त प्रविष्टि. रोटेशन का कोण सूत्र द्वारा निर्धारित किया जाता है
चित्र.10. केंद्रों में मशीनिंग: 1 ड्राइविंग चक, 2 फ्रंट सेंटर, 3 कॉलर, 4 रियर चक, 5 टेलस्टॉक क्विल
चित्र.11. एक स्टेशनरी का उपयोग करके लंबे वर्कपीस को संसाधित करना(एक) और चल (बी) lunettes
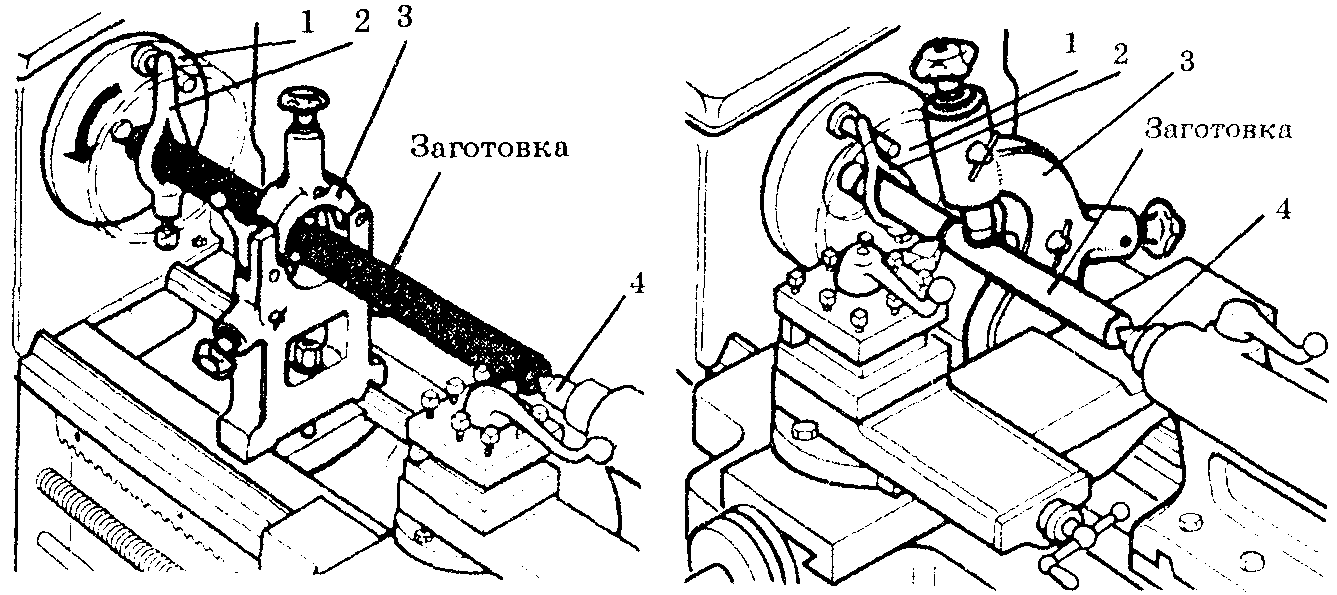
चित्र.12. शंकु मोड़ने के तरीके: एक विस्तृत कटर के साथ,बी ऊपरी समर्थन को मोड़कर,में टेलस्टॉक बॉडी का विस्थापन;जी कॉनम रूलर के साथ, 1 कुंडा रूलर, 2 स्लाइडर, 3 फिक्स्ड रूलर, 4 स्क्रू, 5 स्केल, 6 रॉड, 7 ब्रैकेट, 8 स्लाइड, 9 बॉडी
जहां डी और डी मशीनीकृत शंक्वाकार सतहों के व्यास, मिमी;मैं शंकु ऊंचाई, मिमी।
टेलस्टॉक के शरीर को अनुप्रस्थ दिशा (चित्र 12, बी) में स्थानांतरित करके, यह शीर्ष पर एक छोटे शंकु कोण (12 ° तक) के साथ लंबी शंक्वाकार सतहों को पीसता है। इस मामले में, अनुप्रस्थ दिशा में पीछे के केंद्र का विस्थापन अभिव्यक्ति से निर्धारित होता है
जहां ली संसाधित वर्कपीस की कुल लंबाई, मिमी।
शंक्वाकार शासक का उपयोग करके शंक्वाकार सतहों को संसाधित करने की विधि (चित्र। 12,जी), मशीन बिस्तर से जुड़ा हुआ है, आपको शीर्ष पर 40 ° तक के कोण के साथ एक शंक्वाकार सतह प्राप्त करने की अनुमति देता है। यांत्रिक फ़ीड को शामिल करके प्रसंस्करण किया जाता है।
वर्कपीस के आकार और आकार के आधार पर, विभिन्न तरीकेउनके बन्धन। जब वर्कपीस की लंबाई और व्यास का अनुपातएल/डी < 4 заготовку закрепляют в патроне. При4 < एल/डी < 10 заготовку устанавливают в центрах, а при एल/डी >10 स्थिर आराम का उपयोग करें।
केंद्रों में प्रसंस्करण एक सामान्य तरीका है (चित्र 13), क्योंकि यह आपको बाद के संरेखण के बिना मशीन से मशीन में भाग को पुनर्व्यवस्थित करने की अनुमति देता है। उसी समय, वर्कपीस के सिरों पर केंद्र छेद पूर्व-ड्रिल किए जाते हैं। केंद्र छिद्रों के आकार और आयाम (चित्र 14) मानकीकृत हैं। मशीन पर स्थापित होने पर, मशीन के फ्रंट और टेलस्टॉक्स के केंद्रों के बिंदु इन छेदों में प्रवेश करते हैं।
चित्र.13. केंद्रों में मशीनिंग: 1 ड्राइविंग चक, 2 कॉलर, 3 नट, 4 तना, 5 नट, 6 लाइव सेंटर, 7 झाड़ी, 8 फ्रंट सेंटर
हेडस्टॉक के स्पिंडल से वर्कपीस में रोटेशन को स्थानांतरित करने के लिए, एक ड्राइविंग चक 1 का उपयोग किया जाता है (चित्र 13), सेट
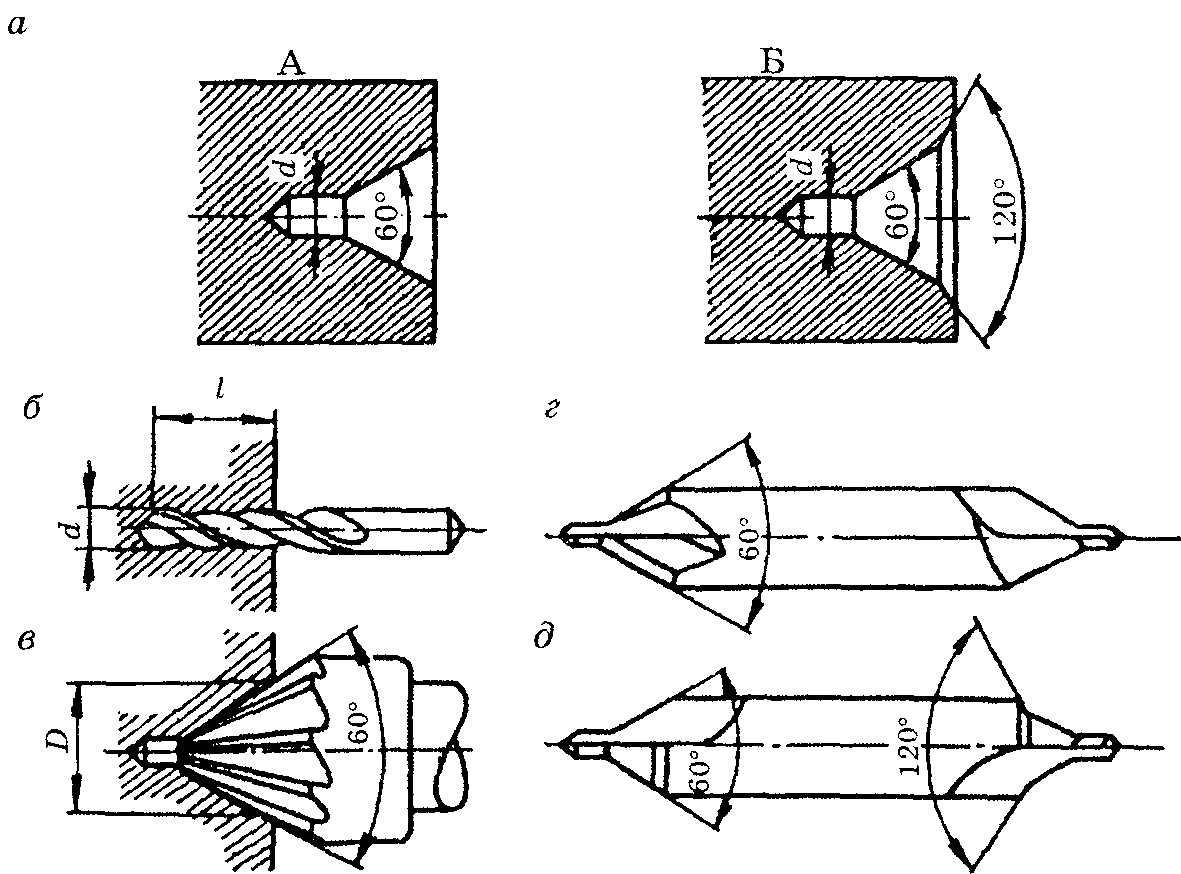
चित्र.14. केंद्र छेद (ए) और उपकरण (बी बेलनाकार ड्रिल,सी काउंटरसिंक, डी, डी ड्रिल संयोजन)
स्पिंडल पर डाली गई, और वर्कपीस पर तय की गई क्लैंप 2।
केंद्र मशीन स्पिंडल और टेलस्टॉक क्विल्स में स्थापित हैं। स्पिंडल में लगा हुआ केंद्र वर्कपीस के साथ घूमता है। टेलस्टॉक क्विल में स्थापित एक साधारण केंद्र (चित्र 15, ए) घूमता नहीं है, इसलिए यह अपने आप खराब हो जाता है और वर्कपीस के केंद्र छेद को खराब कर देता है। पहनने से रोकने के लिए, एक घूर्णन केंद्र का उपयोग किया जाता है (चित्र 7 देखें)। कभी-कभी इस्तेमाल किया जाता है: अंत को ट्रिम करते समय कट केंद्र; छोटे व्यास (5 मिमी तक) के वर्कपीस को मोड़ते समय रिवर्स सेंटर (चित्र 15, बी)।
![]()
चित्र.15. टर्निंग सेंटर: एक साधारण केंद्र (1 शंकु, 2 गर्दन, 3 शंकु, 4 टांग); बी रिवर्स सेंटर
साथ ही अन्य कार्य जो आपको रुचिकर लग सकते हैं |
|||
| 58029. | विश्व औपनिवेशिक साम्राज्यों के गठन का समापन। 19वीं शताब्दी के अंतिम तीसरे में अंतर्राष्ट्रीय संबंध | 122KB | |
| उद्देश्य: 19वीं शताब्दी के उत्तरार्ध में भारत का एक विचार तैयार करना; भारत में ब्रिटिश औपनिवेशिक नीति के सिद्धांतों से परिचित होना; सिपाहियों के विद्रोह के पाठ्यक्रम और परिणामों के कारणों का खुलासा कर सकेंगे; गोरे आदमी की बोझ विचारधारा के बारे में अपने निर्णय स्वयं बनाएं ... | |||
| 58030. | भारत। सांस्कृतिक - ऐतिहासिक विशेषताएं। आर्थिक और भौगोलिक विशेषताएं | 118KB | |
| उद्देश्य: भारत की संस्कृति और आर्थिक विशेषताओं के बारे में छात्रों के सामान्य विचार तैयार करना; स्वतंत्र रूप से सामग्री का चयन और विश्लेषण करने के लिए छात्रों के कौशल में सुधार करना; सामान्यीकरण और निष्कर्ष निकालने के लिए कौशल का निर्माण जारी रखें; जिम्मेदारी निभाना... | |||
| 58031. | पुराना भारत | 78.5KB | |
| पाठक का शब्द: Shanovnі uchnі shogodnі mi with you pomandruєmo on Skhid to tsіkavoї i गूढ़ Іndії। मानचित्र के साथ भारत रोबोट की नई सामग्री की भौगोलिक स्थिति का परिचय। | |||
| 58032. | Zastosuvannya dієprikmetnik परियोजनाओं की रक्षा में dієslіv के एक विशेष रूप के रूप में "pidlіtkіv की स्क्रीन के पीछे निगरानी की विशेषताएं" | 1.94MB | |
| मेटा: यूक्रेनी भाषा में बदलने से पहले सीखने के प्यार में बदलो; मैं आपके स्वास्थ्य में सुधार और सुरक्षा के लिए एक पहल और स्थापित करने की दृष्टि बनाता हूं; विभिन्न जीवन स्थितियों में भाषा के माध्यम से संप्रेषणीय रूप से संवाद करने के लिए शिक्षार्थियों और शिक्षार्थियों की सीखने की क्षमता को विकसित करना ... | |||
| 58033. | क्षेत्र की इकाइयों पर आयामों को शामिल करने के लिए सरल और फोल्ड करने योग्य कार्य | 58.5 केबी | |
| Tsіlі: osvіtnі: स्मार्ट और शुरुआती की संख्या बनाएं, समस्याओं को बेहतर ढंग से हल करें, गणितीय समस्याओं का विश्लेषण करें; विकास: तार्किक और एल्गोरिथम विचारों, ज्ञान और बौद्धिक क्षमता को विकसित करने के लिए, अपनी राय पर बहस करने के लिए सीखने के विकास को प्रोत्साहित करने के लिए ... | |||
| 58034. | प्रक्रियाओं के मॉडलिंग के लिए अभिन्न का कार्यान्वयन | 2.54MB | |
| प्रारंभ में: "एकात्म और योग अध्ययन" विषयों के साथ छात्रों के ज्ञान का अध्ययन और व्यवस्थित करना; इंटीग्रल के ज्यामितीय, भौतिक और आर्थिक परिवर्तन के बारे में समेकित ज्ञान प्राप्त करना; ज्ञान को व्यवस्थित और गहरा करने के लिए स्वतंत्र रूप से छात्रों के नवागंतुकों की दिमागीपन बनाने के लिए ... | |||
| 58035. | इंटीग्रल का अनुप्रयोग | 107केबी | |
| उद्देश्य: इंटीग्रल के अनुप्रयोग विषय पर ज्ञान को सामान्य और व्यवस्थित करना। बुनियादी ज्ञान का वास्तविककरण एंटीडेरिवेटिव की परिभाषा; अनिश्चितकालीन अभिन्न की परिभाषा; अभिन्न की परिभाषा... | |||
| 58036. | मनोनीत अभिन्न का विवरण | 558.5 केबी | |
| इंटीग्रल के ज्यामितीय और भौतिक परिवर्तन के बारे में समेकित ज्ञान प्राप्त करना। शिक्षक भाषण के अंत का उच्चारण करता है ताकि दृढ़ता का सूत्रीकरण सच हो: वक्रीय समलम्ब को दीया कहा जाता है जिसे पहले भेदभाव के लिए लपेटा जाता है और उसी कार्यों को केवल फिर से देखा जाता है ... | |||
| 58037. | अरब विजय। अरब खलीफा की स्थापना | 248.5 केबी | |
| सृष्टि के इतिहास की समीक्षा करें अरब खलीफाऔर इस्लाम का उदय, इस्लामी संस्कृति की उज्ज्वल उपलब्धियों से परिचित होने के लिए; एक ऐतिहासिक मानचित्र के साथ काम करने में कौशल में सुधार | |||
पर टोकर्नो पेंच काटने की मशीन ऑपरेशन का सरल सिद्धांत: वर्कपीस, जो एक क्षैतिज स्थिति में जकड़ा हुआ है, घूमना शुरू कर देता है और कटर, जो चल है, हटाया नहीं जाता है वांछित सामग्री. लेकिन इस सिद्धांत को लागू करने के लिए एक तंत्र की जरूरत है, जिसमें शामिल हैं एक बड़ी संख्या मेंतत्वों का सटीक मिलान। खराद नौ प्रकार के मशीन टूल्स को एकजुट करते हैं, जो विभिन्न तरीकों से भिन्न होते हैं: डिजाइन लेआउट में, उद्देश्य में, स्वचालन की डिग्री में।
मशीनों पर विशेष अतिरिक्त उपकरणों का उपयोग (मिलिंग के लिए, पीसने के लिए, रेडियल छेद ड्रिलिंग के लिए) उपकरण की तकनीकी कार्यक्षमता का विस्तार करता है।
लाठ, स्वचालित और अर्ध-स्वचालित, धुरी के स्थान के आधार पर लंबवत और क्षैतिज में विभाजित होते हैं, जो संसाधित होने वाले हिस्से के वर्कपीस को सेट करने के लिए एक स्थिरता रखता है। ऊर्ध्वाधर मशीनों का उपयोग मुख्य रूप से बड़े आयामों और वजन के भागों को संसाधित करने के लिए किया जाता है, लेकिन छोटी लंबाई के। उस समय की सबसे प्रसिद्ध लाठियां सोवियत संघ- 16K20 और 1K62। क्रांति के निकायों के रूप में भागों को प्राप्त करने के लिए खराद को काटने के द्वारा सामग्री को संसाधित करने के लिए डिज़ाइन किया गया है। आज कई मुख्य प्रकार के खराद हैं। सबसे बहुमुखी मोड़ समूह तकनीक है पेंच काटने वाले खरादछोटे पैमाने पर उत्पादन में उपयोग किया जाता है। और पेंच काटने वाले खराद, बदले में, भी प्रकारों में विभाजित हैं:
पेंच काटने वाला खराद उपकरण
पेंच काटने वाला खरादइसका अपना है व्यक्तिगत उपकरण. उपकरण का मुख्य शरीर तय हो गया है, और उपकरण विशेष सिर दबाकर अपना काम शुरू करता है। प्रसंस्करण के दौरान प्राप्त होने वाले भाग का उपयोग ऐसे कार्यों में किया जा सकता है। अब बहुत से लोग मानते हैं कि स्क्रू-कटिंग खराद का उपयोग इष्टतम नहीं है। सामग्रियों के प्रसंस्करण को बढ़ाया जा सकता है और अधिक दक्षता के साथ किया जा सकता है। लेकिन काम के बाद निर्माताओं द्वारा प्राप्त तत्व आमतौर पर संतुष्ट होता है।पेंच काटने वाला खराद - कुल्हाड़ी
एक्सिस स्क्रू-कटिंग खरादयह काफी नया उपकरण है। लेकिन, फिर भी, वह पहले से ही औद्योगिक क्षेत्र के विशेषज्ञों के बीच लोकप्रियता हासिल करने में कामयाब रहा है। एक्सिस लेथ, जिसे रैम के रूप में जाना जाता है, पारंपरिक लेथ टूल्स की विशेषताओं को एक्सिस स्टाइल क्विल के साथ जोड़ती है।एक खराद पर इस प्रकार केसंचालन का सिद्धांत उन लोगों के लिए भी काफी सरल और समझने योग्य है, जिन्होंने कभी उद्योग का सामना नहीं किया है। जिस समय उपकरण को संसाधित करने के लिए वर्कपीस से जोड़ा जाता है, वह इसकी सतह पर स्लाइड करना शुरू कर देता है। और इसलिए प्रसंस्करण तेज, आसान और उच्च गुणवत्ता वाला हो जाता है।
सीएनसी पेंच काटने खराद
यह मशीन बदलने में सक्षम है पुराना दृश्यउपकरण। मल्टी-स्पिंडल और अन्य सीएनसी टूल्स के कई फायदे हैं: वे स्थापित करना आसान और संचालित करने में आसान हैं। इस तरह की तकनीक पूरे मेंआज के नौकरी के विकास के रुझानों को पूरा करता है।
सीएनसी स्क्रू-काटने वाले खराद का प्रदर्शन दूसरों की तुलना में काफी अधिक है मौजूदा प्रकारउपकरण यह क्लास. यह ध्यान दिया जा सकता है कि ऐसी मशीनें खरीदने वाले संगठन अपनी उत्पादकता समस्याओं को एक सौ प्रतिशत हल करते हैं। एक स्क्रू-काटने वाले खराद को आसानी से सबसे अधिक माना जा सकता है यूनिवर्सल मशीनटर्निंग ग्रुप की सभी मौजूदा मशीनों से। इसका उपयोग विभिन्न भागों के छोटे पैमाने पर और एकल-टुकड़ा उत्पादन की स्थितियों में किया जाता है। अब, इसकी बहुमुखी प्रतिभा के कारण, यह आनंद लेता है काफी मांग मेंधातु उद्योग में काम करने वाले कई संगठनों में।
खराद आपको आंतरिक और बाहरी सतहों को संसाधित करने की अनुमति देता है। तकनीक विभिन्न आकृतियों (आकार, शंक्वाकार, बेलनाकार) के हिस्सों को पीसना, ड्रिलिंग, बोरिंग, रीमिंग होल, ट्रिमिंग एंड्स, नूरलिंग, थ्रेडिंग और अन्य ऑपरेशन करना संभव बनाती है। साथ ही, विशेष उपकरणों के उपयोग की संभावना आपको अन्य कार्य करने का अवसर देगी। उदाहरण के लिए, आप मिलिंग, पीसना, दांत काटना और अन्य कार्य कर सकते हैं।
पेंच काटने की तकनीक, सबसे पहले, यह एकल और छोटे पैमाने पर उत्पादन के लिए अभिप्रेत है। लेकिन, यदि आवश्यक हो, तो इसे अतिरिक्त उपकरणों और उपकरणों से लैस किया जा सकता है जो बड़े पैमाने पर उत्पादन में विस्तार करना संभव बना देगा। बड़े पैमाने पर उत्पादन में, अर्ध-स्वचालित मशीनों और स्वचालित मशीनों को मोड़ने और घूमने का उपयोग किया जाता है। मशीन के रखरखाव में आवधिक समायोजन, मशीन को सामग्री की आपूर्ति और वर्कपीस का नियंत्रण शामिल है।
एक अर्ध-स्वचालित मशीन में, रिक्त स्थान को हटाने और लोड करने से जुड़ी गतिविधियां स्वचालित नहीं होती हैं। ऐसे . का स्वचालित कार्यप्रवाह प्रबंधन पेंच काटने वाले खरादकैमशाफ्ट के लिए धन्यवाद किया जाता है जहां कैम स्थापित होते हैं।
काम का उद्देश्य: मशीन पर किए गए स्क्रू-कटिंग खराद, उपकरण, फिक्स्चर और काम के प्रकार के सामान्य उपकरण का अध्ययन करना; मुड़ते समय मशीन का समय निर्धारित करना सीखें।
कार्यस्थल उपकरण
1. पेंच काटने वाला खराद।
2. टर्निंग टूल्स का एक सेट।
3. स्क्रू-कटिंग लेथ के लिए अटैचमेंट।
4. दिशानिर्देश।
I. स्क्रू-काटने वाले खराद का उपकरण
स्क्रू-कटिंग लैट्स उच्च-प्रदर्शन और सबसे आम मशीनें हैं। मशीन को विभिन्न धातुओं और गैर-धातु सामग्री के प्रसंस्करण के लिए डिज़ाइन किया गया है। मशीन पर सभी प्रकार के टर्निंग ऑपरेशन किए जाते हैं: आंतरिक बेलनाकार और शंक्वाकार सतहों के बाहरी और बोरिंग को मोड़ना, कटिंग, ड्रिलिंग, काउंटरसिंकिंग और रीमिंग होल, विभिन्न थ्रेड्स को काटना आदि। मशीन पर हाइड्रोकॉपियर का उपयोग करके, आप टर्निंग और कॉपी करने का काम कर सकते हैं। धातु काटने वाली मशीनों के वर्गीकरण के अनुसार स्क्रू-कटिंग लैट्स, समूह I, टाइप 6 (उदाहरण के लिए, मशीन मॉडल 16K20) से संबंधित हैं।
अंजीर पर। 2.1 स्क्रू-कटिंग लेथ का आरेख दिखाता है।
सभी मशीन घटकों की स्थापना के लिए, अनुदैर्ध्य प्रिज्मीय गाइड के साथ एक फ्रेम 2 का उपयोग किया जाता है। बिस्तर कुरसी पर तय किया गया है। बाएं पेडस्टल I में, मशीन के मुख्य ड्राइव की इलेक्ट्रिक मोटर लगाई गई है, दाहिने पेडस्टल 12 में - शीतलक के लिए एक टैंक और एक पंपिंग स्टेशन। हेडस्टॉक 6 को फ्रंट पेडस्टल के ऊपर फ्रेम पर स्थापित किया गया है।मशीन स्पीड बॉक्स और खोखले स्पिंडल हेडस्टॉक में लगाए गए हैं। गियरबॉक्स के तंत्र और प्रसारण आपको स्पिंडल की विभिन्न गति प्राप्त करने की अनुमति देते हैं, जिससे मुख्य गति (वी) की गति सुनिश्चित होती है। स्पिंडल पर, क्लैंपिंग डिवाइस (कैम चक, ड्राइवर चक, प्लान वॉशर) को संसाधित किए जा रहे वर्कपीस में टॉर्क संचारित करने के लिए तय किया जाता है। हेडस्टॉक के सामने की तरफ 5 गियरबॉक्स तंत्र के लिए एक नियंत्रण कक्ष है।
5 6 7 8 9 10 11
चावल। 2.1. पेंच काटने वाले खराद की योजना
बिस्तर के सामने की तरफ, हेडस्टॉक के नीचे, एक फीड बॉक्स 3 जुड़ा हुआ है। बॉक्स में तंत्र और गियर लगे होते हैं, जिससे आप कैलीपर्स की गति की विभिन्न गति प्राप्त कर सकते हैं। फीड बॉक्स बॉक्स 4 में फ्रेम के बाईं ओर स्थित एक गिटार नामक विनिमेय गियर की मदद से गियरबॉक्स से घूर्णी गति प्राप्त करता है।
एक अनुदैर्ध्य समर्थन 7 फ्रेम के गाइड के साथ चलता है, कटर (एस पीआर) को अनुदैर्ध्य फ़ीड प्रदान करता है। अनुप्रस्थ गाड़ी वर्कपीस के रोटेशन की धुरी के लंबवत अनुदैर्ध्य समर्थन के गाइड के साथ चलती है, जिस पर ऊपरी समर्थन 9 लगा होता है। अनुप्रस्थ गाड़ी कटर (S p) को अनुप्रस्थ फ़ीड प्रदान करती है। ऊपरी रोटरी समर्थन को किसी भी कोण पर वर्कपीस के रोटेशन की धुरी पर सेट किया जा सकता है, जो कि शंक्वाकार सतहों को मशीनिंग करते समय आवश्यक है।
ऊपरी सपोर्ट पर चार पोजीशन वाला रोटरी टूल होल्डर 8 लगा है, जिसमें एक साथ चार कटर लगाए जा सकते हैं। एक एप्रन 10 अनुदैर्ध्य कैलीपर से जुड़ा हुआ है। तंत्र और गियर एप्रन में लगे होते हैं जो लीड रोलर या लीड स्क्रू के घूर्णी आंदोलन को कैलीपर्स के ट्रांसलेशनल मूवमेंट में परिवर्तित करते हैं। रनिंग रोलर (एक अनुदैर्ध्य स्लॉटेड खांचे के साथ) और रनिंग स्क्रू (बाहरी धागे के साथ) फ्रेम के साथ स्थित होते हैं और फीड बॉक्स से घूर्णी गति प्राप्त करते हैं। एप्रन के तंत्र को इस तरह से डिज़ाइन किया गया है कि कैलीपर की गति या तो चिकनी मोड़ के लिए लीड रोलर से या थ्रेडिंग के लिए लीड स्क्रू से की जा सकती है।
टेलस्टॉक 11 फ्रेम के दाईं ओर स्थापित है और इसके गाइड के साथ चलता है। टेलस्टॉक क्विल को एक रियर सेंटर या प्रसंस्करण छेद (ड्रिल, काउंटरसिंक, रीमर) के लिए एक उपकरण से सुसज्जित किया जा सकता है। टेलस्टॉक का शरीर अनुप्रस्थ दिशा में आधार के सापेक्ष विस्थापित होता है, जो बाहरी लंबी शंक्वाकार सतहों को मोड़ते समय आवश्यक होता है।
सामान्य कामकाजी परिस्थितियों को सुनिश्चित करने के लिए, मशीन व्यक्तिगत प्रकाश व्यवस्था और एक विशेष सुरक्षात्मक स्क्रीन से सुसज्जित है जो कार्यकर्ता को चिप्स गिरने से चोट से बचाती है।
स्क्रू-कटिंग लैट्स में निम्नलिखित जुड़नार और सहायक उपकरण होते हैं: चक, केंद्र, ड्राइविंग चक, स्थिर आराम और कॉपी शासक।
कोई भी पेंच काटने वाला खराद (डेस्कटॉप, यूनिवर्सल, सीएनसी) एक उपकरण है जिसके साथ धातु उत्पादों और अन्य सामग्रियों को मोड़ना किया जाता है।
1 स्क्रू-कटिंग खराद का उपकरण - मुख्य घटक और तंत्र
यूनिवर्सल स्क्रू-कटिंग लैट्स इस तरह के धातु संचालन को संभव बनाता है जैसे:
- रीमिंग छेद;
- आकार, शंक्वाकार, बेलनाकार सतहों को मोड़ना और उबाऊ करना;
- रीमिंग;
- प्रसंस्करण और ट्रिमिंग समाप्त होता है;
- धागा काटने;
- ड्रिलिंग
इस समूह की सभी मशीनों में एक समान उपकरण होता है। उनकी मुख्य असेंबली इकाइयाँ निम्नलिखित नोड हैं:
- कैलिपर;
- सामने और;
- गियरबॉक्स;
- बिस्तर;
- धुरी;
- इलेक्ट्रिक स्टार्टिंग उपकरण;
- अलमारियाँ;
- विनिमेय प्रकार के गिटार गियर;
- चल रहा रोलर;
- एप्रन;
- गियरबॉक्स;
- प्रमुख स्क्रू ( यह इसकी उपस्थिति है जो एक पारंपरिक मोड़ से एक स्क्रू-काटने वाली मोड़ इकाई को अलग करती है).
उल्लेखनीय है कि विचाराधीन मशीनों के सभी घटक तत्वों का न केवल एक ही उद्देश्य और नाम है, बल्कि एक ही स्थान पर स्थित हैं।
इसका मतलब यह है कि 16K20 इकाई, 1970 के दशक में Krasny सर्वहारा संयंत्र द्वारा उत्पादित, और चेल्याबिंस्क Stankomash OJSC से दो भाइयों की तरह एक दूसरे के समान हैं। यहां तक कि एक संख्यात्मक के साथ एक स्क्रू-काटने वाले खराद की योजना कार्यक्रम प्रबंधन(उदाहरण के लिए,) पुराने मॉडलों से केवल इसी सीएनसी की उपस्थिति में भिन्न होता है।

मुख्य इकाइयों के अलावा, स्क्रू-कटिंग समूह की इकाइयों में कई नियंत्रण हैंडल होते हैं जिनके साथ ऑपरेटर मशीन पर अपना काम करता है। निम्नलिखित हैंडल उपलब्ध हैं:
- धुरी गति में परिवर्तन;
- काटे जा रहे धागे की पिच और फीड सेट करना;
- बढ़ी हुई या सामान्य थ्रेड पिच की स्थापना;
- स्लेज का आंदोलन (अनुदैर्ध्य और अनुप्रस्थ);
- ऊपरी स्लाइड की गति;
- लीड स्क्रू (इसके नट) को शुरू और अक्षम करें;
- थ्रेड निष्पादन की दिशा का चुनाव (दाएं- या बाएं हाथ);
- मुख्य इलेक्ट्रिक मोटर को शुरू और बंद करें;
- क्विल फिक्सेशन;
- स्वचालित अनुदैर्ध्य फ़ीड शुरू करें;
- क्विल की गति (इस हैंडल को आमतौर पर स्टीयरिंग व्हील कहा जाता है);
- खिलाना शुरू करना और बंद करना;
- कैलीपर को तीव्र गति के मोड में बदलना;
- टेलस्टॉक को ठीक करना;
- स्पिंडल स्टॉप और दिशा परिवर्तन दिया गया तत्वमशीन।
2 पेंच काटने वाले समूह के समुच्चय के वर्गीकरण के सिद्धांत
वर्णित उपकरण तीन तकनीकी विशेषताओं के अनुसार कई प्रकारों में विभाजित हैं:
- मशीन वजन;
- उत्पाद की अधिकतम लंबाई जिसे किसी विशेष इकाई पर संसाधित किया जा सकता है;
- उस हिस्से का अधिकतम व्यास जिसे मशीन संभाल सकती है।
मशीनीकृत की जा सकने वाली सबसे लंबी वर्कपीस लंबाई खराद के केंद्रों के बीच की दूरी पर निर्भर करती है। पंक्ति अधिकतम खंडहम जिस उपकरण पर विचार कर रहे हैं, उसके लिए प्रसंस्करण 100 मिलीमीटर के व्यास से शुरू होता है और 4,000 मिलीमीटर के व्यास के साथ समाप्त होता है। यह जानना महत्वपूर्ण है कि वर्कपीस के एक ही स्वीकार्य खंड वाली विभिन्न मशीनों को अक्सर वर्कपीस की अलग-अलग लंबाई की विशेषता होती है।
वजन से, सभी पेंच काटने वाले उपकरणों को चार वर्गों में बांटा गया है:
- 400 टन तक - भारी मशीनें ( सबसे बड़ा व्यासउनमें प्रसंस्करण के लिए भागों - 1600-4000 मिमी);
- 15 टन तक - बड़ा (व्यास 600 से 1250 मिमी तक भिन्न होता है);
- 4 टन तक - मध्यम (250 से 500 मिमी तक);
- 0.5 टन तक - प्रकाश (100 से 200 मिमी तक)।

लाइट मशीनों को आमतौर पर उनके डेस्कटॉप संशोधनों के रूप में समझा जाता है जिनका उपयोग घरेलू कारीगरों द्वारा निजी उद्देश्यों और छोटे व्यवसायों के लिए किया जाता है:
- पौधों के प्रायोगिक और प्रायोगिक खंड;
- घड़ी कंपनियों;
- साधन कंपनियों।
भारी और बड़ी इकाइयों का उपयोग आमतौर पर बिजली और भारी इंजीनियरिंग में किया जाता है। उनका उपयोग विभिन्न तंत्रों के विशेष प्रसंस्करण के लिए भी किया जाता है:
- टरबाइन रोटार;
- रेलवे कारों के पहिया जोड़े;
- धातुकर्म पौधों में तत्व।
अधिकांश टर्निंग ऑपरेशन से संबंधित प्रतिष्ठानों पर किए जाते हैं मध्य समूह. वे सभी धातु कार्यों का लगभग 80 प्रतिशत हिस्सा हैं। वे आपको विभिन्न प्रकृति के धागे काटने के लिए अर्ध-परिष्करण और परिष्करण संचालन करने की अनुमति देते हैं।
ऐसी मशीनों का डिज़ाइन काम करने वाले उपकरण और स्पिंडल गति, पर्याप्त कठोरता के फ़ीड की एक बड़ी रेंज की विशेषता है। वे स्वीकार्य शक्ति के इलेक्ट्रिक मोटर्स से लैस हैं, जो सुपरहार्ड मिश्र धातुओं और कठोर सामग्रियों से बने उपकरणों का उपयोग करके धातु और अन्य उत्पादों को बहुत ही किफायती तरीके से संसाधित करना संभव बनाता है।
इसके अलावा, मध्यम-वजन वाली इकाइयां अपनी तकनीकी क्षमता का विस्तार करने के लिए कई विशेष उपकरणों से लैस हैं। इस तरह की "घंटियाँ और सीटी" टर्निंग इकाइयों पर वर्कपीस प्रसंस्करण की गुणवत्ता को बढ़ाती हैं और टर्नर्स के काम को सुविधाजनक बनाती हैं। इन उपकरणों के कारण, मशीनें कई गुना अधिक स्वचालित और उपयोग में सुविधाजनक हो जाती हैं।
यूएसएसआर में प्रोग्राम कंट्रोल (सीएनसी) के साथ लैट्स काफी सक्रिय रूप से बनाए गए थे। ऐसी मशीनों का उत्पादन लेनिनग्राद प्लांट (मॉडल LA155), कुइबिशेव (16B16) और अन्य द्वारा किया गया था। सीएनसी मशीनों का आमतौर पर उपयोग किया जाता है बड़े उद्यमउत्पादित उत्पादों की एक बड़ी श्रृंखला के बहु-परिचालन प्रसंस्करण में छोटे बैचों में(दो सौ टुकड़ों से अधिक नहीं)। धातु के काम की उच्च दोहराव और कम बदलाव के समय इस स्थिति में सीएनसी मशीनों को अपरिहार्य बनाते हैं।
3 पेंच काटने वाले समूह की मशीनों पर काम करने के सामान्य तरीके
अक्सर टर्निंग उपकरणबेलनाकार बाहरी सतहों के प्रसंस्करण (कटर के माध्यम से) का उत्पादन करें। इस मामले में, भाग को 7 से 12 मिलीमीटर के भत्ते के साथ कारतूस में डाला जाता है (यह समझा जाता है कि उत्पाद की आवश्यक लंबाई बिल्कुल संकेतित मूल्य से कम होगी)। इस तरह के "रिजर्व" की आवश्यकता इस तथ्य के कारण है कि टर्नर को तैयार वर्कपीस को काटने की आवश्यकता होगी, साथ ही साथ इसके सिरों को भी संसाधित करना होगा।
![]()
अंत को ट्रिम करने के लिए, लगातार या सीधे, साथ ही ट्रिमिंग कटर का उपयोग करें। अंत सतह से धातु की परत को हिलाने से हटा दिया जाता है कटर के माध्यम सेअनुप्रस्थ दिशा में। यदि स्कोरिंग टूल का उपयोग किया जाता है, तो भाग को उसके केंद्र से अनुदैर्ध्य दिशा में मशीनीकृत किया जाता है। उत्पाद पर छोटे किनारों को ट्रिम करने और मोड़ने का संचालन करने के लिए, आमतौर पर एक थ्रस्ट कटर का उपयोग किया जाता है।
जब एक स्क्रू-कटिंग खराद एक वर्कपीस के बाहर एक ग्रूविंग प्रक्रिया करता है, तो ऑपरेटर विशेष ग्रूविंग टूल का उपयोग करता है। वे उनके साथ कम गति पर काम करते हैं (सिरों को ट्रिम करने की प्रक्रिया की तुलना में, धुरी की गति 4-5 गुना कम होती है)। उसी समय, खांचे को बिना किसी प्रयास के, यथासंभव सुचारू रूप से और धीरे से काट दिया जाता है।

काटने पर भी यही सिद्धांत लागू होता है। तैयार उत्पाद. यह ऑपरेशन उस समय पूरा होता है जब वर्कपीस पर पुल का खंड लगभग 2.5 मिलीमीटर होता है। उसके बाद, इकाई बंद हो जाती है, कटर को स्लॉट से हटा दिया जाता है, और फिर उत्पाद बस टूट जाता है।
हम भी अनुशंसा करते हैं
 प्रश्न का उत्तर कैसे दें "आपने अभी तक शादी क्यों नहीं की"?
प्रश्न का उत्तर कैसे दें "आपने अभी तक शादी क्यों नहीं की"?
 यह क्या है - वजन घटाने के लिए उचित पोषण, घर पर खाना पकाने के मेनू और व्यंजन जल्दी से वजन कम करने के लिए सही तरीके से कैसे खाएं
यह क्या है - वजन घटाने के लिए उचित पोषण, घर पर खाना पकाने के मेनू और व्यंजन जल्दी से वजन कम करने के लिए सही तरीके से कैसे खाएं
 विटामिन बी 2. विटामिन बी 2 (राइबोफ्लेविन)। महिला शरीर की जरूरत के लिए विटामिन बी2 विटामिन बी2 का विवरण, कार्य और स्रोत
विटामिन बी 2. विटामिन बी 2 (राइबोफ्लेविन)। महिला शरीर की जरूरत के लिए विटामिन बी2 विटामिन बी2 का विवरण, कार्य और स्रोत
 सूचनाएं जहां से संदेश आते हैं
सूचनाएं जहां से संदेश आते हैं
 असमान विवाह: जब एक महिला बड़ी होती है जोड़े जहां एक पुरुष एक महिला से छोटा होता है
असमान विवाह: जब एक महिला बड़ी होती है जोड़े जहां एक पुरुष एक महिला से छोटा होता है
 क्या कॉन्यैक और नींबू से वजन कम करना संभव है?
क्या कॉन्यैक और नींबू से वजन कम करना संभव है?