सीधे कटर के माध्यम से। टर्निंग कटर, सीधे दाएं T15K6 के माध्यम से: फोटो, आयाम, ज्यामिति
बेंट पास कटर एक काटने का उपकरण है जिसका उपयोग विभिन्न आकृतियों के भागों को मोड़ने के लिए किया जाता है। इसका उपयोग बेलनाकार रोलर्स, शंकु और अन्य बेलनाकार चीजों जैसे भागों की बाहरी सतहों को संसाधित करने के लिए किया जाता है। सीधे कृन्तकों के माध्यम से उनकी मुड़ी हुई किस्मों की तरह बहुमुखी नहीं हैं, लेकिन वे उनसे अधिक मजबूत और सस्ती हैं। दूसरी ओर, उन्हें दुर्गम स्थानों पर काम करने में समस्या हो सकती है।
फोटो: स्ट्रेट टर्निंग कटर
स्ट्रेट लाइन टर्निंग कटर में उत्कृष्ट कठोरता होती है, जिसके कारण इन्हें टर्निंग वर्कशॉप के साथ-साथ टूल, मशीन टूल्स और मशीन बिल्डिंग उद्योगों में काम करने वाले मुख्य उपकरणों में से एक के रूप में उपयोग किया जाता है। चुने हुए मॉडल के आधार पर, आप चिकनी या खुरदरी सतहें बना सकते हैं, वर्कपीस से धातु की विभिन्न परतों को हटा सकते हैं, और इसी तरह।
इस उपकरण के संचालन के लिए अनुदैर्ध्य और अनुप्रस्थ गियर दोनों का उपयोग किया जाता है। क्रियाओं के कुशल संयोजन के लिए धन्यवाद, आप उभरे हुए सिरों, चम्फर को ट्रिम कर सकते हैं, साथ ही बस सतहों को पीस सकते हैं और वांछित परिणाम प्राप्त करने के लिए आवश्यक अन्य ऑपरेशन कर सकते हैं। इन उपकरणों की कई किस्में हैं, जो आकार, निर्माण की सामग्री आदि के अनुसार भिन्न हो सकती हैं। स्ट्रेट थ्रू कटर हार्ड वर्कपीस के साथ काम करने में अच्छा प्रदर्शन करता है, खासकर अगर कार्बाइड सामग्री से बने उपकरण का चयन किया जाता है। थ्रू-होल उपकरण GOST 18868-73 के अनुसार बनाए जाते हैं, वही जो GOST 18879-73 के अनुसार कार्बाइड आवेषण को शामिल करते हैं।
सीधे कटर के माध्यम से प्रकार
कई प्रकार के यंत्र हैं जिनकी अपनी अनूठी किस्में हैं, लेकिन फिर भी इस प्रकार के हैं। मार्ग के माध्यम से सीधे कटर को मोड़ना किसी न किसी में विभाजित किया जाता है, या जैसा कि उन्हें भी कहा जाता है, छीलने और परिष्करण। पहला विकल्प पहले चरण में किसी न किसी प्रसंस्करण के लिए उपयुक्त है। इस समय आप ले सकते हैं सबसे बड़ी संख्याधातु की परतें ताकि वर्कपीस आ जाए आवश्यक आयाम. परिष्करण उपकरण बेहतर और अधिक नाजुक प्रसंस्करण के लिए अभिप्रेत हैं, जब हटाने की मोटाई एक मिलीमीटर के दसवें हिस्से से अधिक नहीं होती है। वे तेज हैं और प्रसंस्करण सटीकता में वृद्धि हुई है।
यदि हम उत्पादों के डिजाइन पर विचार करते हैं, तो प्लेटों के साथ एक-टुकड़ा विकल्प होते हैं, जिनमें से कुछ को हटाया जा सकता है। एक नियम के रूप में, मुख्य भाग टूल स्टील से बना होता है, और काम करने वाला हिस्सा हाई-स्पीड स्टील या एक दुर्दम्य सामग्री से बना होता है जिसे घने प्रकार की धातु के साथ काम करने के लिए डिज़ाइन किया गया है।
सेवा सामान्य सूचीयह जोड़ा जा सकता है कि कटर के माध्यम से एक बाएँ और दाएँ भी होता है, जिसमें कार्य करने वाले भाग की स्थिति स्वयं भिन्न होती है।
सीधे कटर के माध्यम से मुख्य आयाम
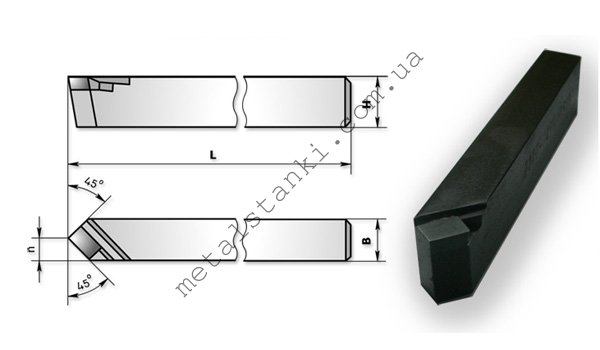
| ऊंचाई, मिमी | चौड़ाई, मिमी | लंबाई, मिमी |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 25 | 20 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
हाई स्पीड स्टील्स का उपयोग उन उत्पादों के लिए किया जाता है जो बिना अलॉय और गर्म वर्कपीस के साथ काम करते हैं, और कार्बाइड सामग्री का उपयोग उन लोगों के लिए किया जाता है जो मशीनी चीजों के साथ काम करते हैं।
स्ट्रेट लाइन कटर में कई महत्वपूर्ण कोण होते हैं। वे सभी मुख्य कार्य भाग के रूप में, इसके सिर पर स्थित हैं। सिर का अगला भाग सामान्य चिप प्रवाह सुनिश्चित करता है, जो कार्य प्रक्रिया में हस्तक्षेप नहीं करेगा। उपकरण में एक छोटा अनुगामी किनारा और एक प्रमुख अनुगामी किनारा भी होता है, दोनों का सामना करने वाले भाग को मशीनीकृत किया जाता है।

सभी प्रमुख काटने की प्रक्रिया मुख्य किनारे से की जाती है। यह सामने की सतह और मुख्य अनुगामी किनारे के चौराहे से बनता है। मुख्य के अलावा, एक सहायक किनारा भी है, जो पीछे की सहायक और सामने की सहायक सतहों के चौराहे पर स्थित है। कटर की नोक सहायक के चौराहे पर है अग्रणीऔर उसका मुख्य भाग। प्रत्येक कटर में कोण विशिष्ट मॉडल पर निर्भर करता है, क्योंकि इसे प्रत्येक प्रकार के काम और सामग्री के लिए व्यक्तिगत रूप से चुना जाना चाहिए।
कटर के माध्यम से चयन
स्ट्रेट लाइन टर्निंग कटर कई संस्करणों में मौजूद हो सकते हैं, जो काम के परिणाम को बहुत प्रभावित करते हैं। उत्पाद के आयाम, अत्याधुनिक धातु, छोटी डिज़ाइन सुविधाओं की उपस्थिति, और इसी तरह भिन्न हो सकते हैं। एक सामान्य लेने के लिए उपयुक्त विकल्पकई कारकों को ध्यान में रखा जाना चाहिए। "पेशेवरों की सलाह! सक्रिय के लिए पक्की नौकरीआपके पास विभिन्न और अतिरिक्त समान टूल दोनों का एक सेट होना चाहिए।
पसंद का पहला कारक हमेशा यह होता है कि आपको किस वर्कपीस के साथ काम करना है, क्योंकि टूल को ही वर्कपीस के गुणों के लिए चुना जाता है। एक पूरा सेट लेना हमेशा संभव नहीं होता है, इसलिए सलाह दी जाती है कि सबसे आवश्यक चीजों पर तुरंत निर्णय लें।
उचित चयन ऑपरेशन के दौरान घटकों के बार-बार प्रतिस्थापन से बच जाएगा, जिससे समय और प्रयास की बचत होगी, साथ ही उत्पादन अधिक लाभदायक होगा। सामग्री का चयन करना आसान है, क्योंकि दुर्दम्य सामग्री कठोर भागों के लिए उपयुक्त हैं जो उच्च गति वाले स्टील नहीं ले सकते हैं, क्योंकि यह सरल नरम वर्कपीस के लिए डिज़ाइन किया गया है। उनका फायदा केवल कीमत है, क्योंकि वे बहुत सस्ते हैं।
काटने की स्थिति
स्ट्रेट थ्रू कटर का उपयोग काफी सरल संचालन के लिए किया जाता है, इसलिए इसके साथ काम करने के तरीके अक्सर प्राथमिक हो जाते हैं। यहाँ की मुख्य गतियाँ अनुदैर्ध्य और अनुप्रस्थ गतियाँ हैं। यहां धातु की परत को हटाना चरणों में होता है, ताकि उपकरण खराब न हो, क्योंकि बड़ी मोटाई पर कब्जा करने से कटर के लिए दुखद परिणाम हो सकते हैं। प्राइमरी प्रोसेसिंग के लिए रफिंग टूल्स और फाइनल प्रोसेसिंग के लिए फिनिशिंग टूल्स का इस्तेमाल करके आप उनकी सर्विस लाइफ बढ़ा सकते हैं और काम को बेहतर बना सकते हैं।
![]()
अंकन
सीधे कटर के माध्यम से T15K6 उत्पाद अंकन को पार्स करने के लिए एक उत्कृष्ट उदाहरण हो सकता है, क्योंकि इसे मुख्य काटने वाले हिस्से में प्रयुक्त सामग्री के अनुसार रखा जाता है। यहां यह संकेत दिया गया है कि टाइटेनियम-टंगस्टन समूह की इस कार्बाइड सामग्री में 15% टाइटेनियम और 6% कोबाल्ट है।
निर्माताओं
- CHIZ (चेर्निहाइव, यूक्रेन);
- सेको (स्वीडन);
- इंटरटूल (चीन);
- उक्रमेटिज़ (यूक्रेन);
- OOO मेलिटोपोल इंस्ट्रूमेंट।
सीधे कटर के माध्यम से: वीडियो
उपकरण सामग्री के गुण काटने के उपकरण महत्वपूर्ण बल भार, उच्च तापमान, घर्षण और पहनने की स्थितियों के तहत काम करते हैं। इसलिए, उपकरण सामग्री में कुछ परिचालन और भौतिक-यांत्रिक गुण होने चाहिए। उपकरण के काटने वाले हिस्से की सामग्री में उच्च कठोरता और स्वीकार्य झुकने, तनाव, संपीड़न और मरोड़ तनाव के उच्च मूल्य हैं। उपकरण के काटने वाले हिस्से की कठोरता वर्कपीस सामग्री की कठोरता से काफी अधिक होनी चाहिए। कार्बन टूल स्टील्स में 1.0 ... 1.3% C होता है। उपकरणों के निर्माण के लिए, उच्च गुणवत्ता वाले स्टील्स U10A, U11A, U13A का उपयोग किया जाता है। बाद में उष्मा उपचारस्टील्स की लाल कठोरता 200…240 °C होती है। इस तापमान पर स्टील की कठोरता तेजी से कम हो जाती है, और उपकरण काटने का काम नहीं कर सकते। अनुमत काटने की गति 0.2...0.3 मीटर/सेकेंड से अधिक नहीं है। इन स्टील्स से छोटे व्यास के नल, डाई, हैक्सॉ ब्लेड, ड्रिल और काउंटरसिंक बनाए जाते हैं। मिश्र धातु उपकरण स्टील्स क्रोमियम, टंगस्टन, वैनेडियम, सिलिकॉन और अन्य तत्वों के साथ मिश्रित कार्बन टूल स्टील्स हैं। गर्मी उपचार के बाद, मिश्र धातु स्टील्स में 220...260 डिग्री सेल्सियस की लाल कठोरता होती है। कार्बन मिश्र धातु स्टील्स की तुलना में, उन्होंने कठोर अवस्था में कठोरता और उच्च कठोरता, सख्त होने के दौरान विरूपण और क्रैकिंग की कम प्रवृत्ति में वृद्धि की है। अनुमत काटने की गति 0.25…0.5 मीटर / सेकंड। ब्रोच के निर्माण के लिए, ड्रिल, नल, डाई, रीमर, स्टील्स 9X VG, KhVG, KhG, 6XC, 9XC का उपयोग किया जाता है। हाई-स्पीड स्टील्स में 5.5 ... .19% W, 0.7 ... 1.2% C होता है; 2 ... 10% Co और V। उपकरणों के निर्माण के लिए, स्टील्स R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2 का उपयोग किया जाता है। सभी हाई-स्पीड स्टील्स में, क्रोमियम का द्रव्यमान अंश 4% है, इसलिए, ब्रांड पदनाम में X अक्षर का संकेत नहीं दिया गया है। उच्च गति वाले स्टील से बने काटने के उपकरण में गर्मी उपचार के बाद 600 ... 640 डिग्री सेल्सियस की लाल कठोरता होती है और है पहनने के प्रतिरोध में वृद्धि, इसलिए यह 2 m/s तक की गति काटने के साथ काम कर सकता है। हाई स्पीड स्टील्स को बचाने के लिए काटने का उपकरणपूर्वनिर्मित या वेल्डेड बनाया गया। उपकरण का काटने वाला भाग उच्च गति वाले स्टील से बना होता है, जिसे वेल्डेड या यांत्रिक रूप से संरचनात्मक स्टील्स के कनेक्टिंग भाग 45, 50, 40X से जोड़ा जाता है। कठोर मिश्र धातुओं में धातु के बंधन से जुड़े टंगस्टन, टाइटेनियम, टैंटलम के अत्यधिक कठोर और दुर्दम्य कार्बाइड से युक्त उपकरण सामग्री शामिल है। इन सामग्रियों का उत्पादन पाउडर धातु विज्ञान द्वारा किया जाता है। कार्बाइड पाउडर को कोबाल्ट पाउडर के साथ मिलाया जाता है, 1400....1550 डिग्री सेल्सियस पर दबाया जाता है और पाप किया जाता है। सिंटरिंग के दौरान, कोबाल्ट कार्बाइड का हिस्सा घुल जाता है और पिघल जाता है। नतीजतन, एक घनी सामग्री प्राप्त होती है, जिसकी संरचना में 80 ... 85% कार्बाइड कण होते हैं जो एक बांधने की मशीन से जुड़े होते हैं। एक निश्चित आकार और आकार की प्लेटों के रूप में कठोर मिश्र धातुओं का उपयोग किया जाता है, जिन्हें तीन समूहों में विभाजित किया जाता है: - टंगस्टन - VK2, VK3, VK3M, VK8, आदि; - टाइटेनियम-टंगस्टन - T30K4, T15K6, T14K8, T5K10, T5K12V; - टाइटेनियम-टैंटलम-टंगस्टन - TT7K12, T10K8B। कठोर मिश्र धातु प्लेटों में उच्च पहनने के प्रतिरोध और लाल कठोरता (800....1250 डिग्री सेल्सियस) होती है, जो 15 मीटर/सेकेंड तक की गति को काटने की अनुमति देती है। प्लेटों को तांबे, पीतल के सोल्डर या यांत्रिक रूप से तय किए गए धारकों या उपकरण निकायों में मिलाया जाता है। सुपरहार्ड सामग्री (एसटीएम) के बीच सबसे व्यापक रूप से उपयोग की जाने वाली सामग्री क्यूबिक बोरॉन सोडियम (एल्बोर, हेक्सानाइट - आर, साइबोराइट, आदि) पर आधारित है। वे विभिन्न ज्यामितीय आकृतियों की प्लेटों के रूप में निर्मित होते हैं, जो काटने के उपकरण से सुसज्जित होते हैं। एसटीएम का उपयोग कठोर स्टील और कास्ट आयरन के महीन, बारीक मोड़ और मिलिंग के लिए किया जाता है। सहायक चीनी मिट्टी सामग्रीविभिन्न समूहों में विभाजित किया जा सकता है रासायनिक संरचना, उत्पादन विधि और क्षेत्र तर्कसंगत उपयोग. ऑक्साइड "सफेद" सिरेमिक, जिसमें मिश्र धातु एडिटिव्स MgO, ZrO2, आदि के साथ Al2O3 शामिल है, का उपयोग गैर-कठोर स्टील्स और ग्रे कास्ट आयरन के परिष्करण और अर्ध-परिष्करण के लिए किया जाता है, जिसमें 15 मीटर / सेकंड तक की गति होती है। ऑक्साइड-कार्बाइड "ब्लैक" सिरेमिक, जिसमें Al2O3, TiC, ZrO2 और अन्य दुर्दम्य धातु कार्बाइड शामिल हैं, का उपयोग निंदनीय, उच्च शक्ति और ठंडा संशोधित कच्चा लोहा और कठोर स्टील के प्रसंस्करण के लिए किया जाता है। सिलिकॉन नाइट्राइड-आधारित सिरेमिक का उपयोग कच्चा लोहा के अर्ध-परिष्करण के लिए किया जाता है। उपकरण को काटने की प्रक्रिया के दौरान संबंधित विकृतियों के प्रतिरोधी होने के लिए उच्च शक्ति गुण आवश्यक हैं, और सामग्री की पर्याप्त चिपचिपाहट सदमे गतिशील भार को अवशोषित करना संभव बनाती है। उपकरण सामग्री में उच्च लाल कठोरता (गर्मी प्रतिरोध) होनी चाहिए, अर्थात। गर्म होने पर कठोरता बनाए रखने की क्षमता। लाल कठोरता का मूल्यांकन उस तापमान से किया जाता है जिस पर सामग्री की कठोरता में तेज कमी होती है। उपकरण के काटने वाले हिस्से की सामग्री की सबसे महत्वपूर्ण विशेषता पहनने का प्रतिरोध है। पहनने का प्रतिरोध जितना अधिक होगा, उपकरण उतना ही धीमा होगा और इसकी आयामी स्थिरता उतनी ही अधिक होगी। इसका मतलब यह है कि एक ही उपकरण के साथ क्रमिक रूप से मशीनीकृत वर्कपीस का मशीनी सतहों के आयामों में न्यूनतम फैलाव होगा। उपकरणों के निर्माण के लिए सामग्री, यदि संभव हो तो, दुर्लभ तत्वों का सबसे छोटा प्रतिशत होना चाहिए। इन सभी आवश्यकताओं को कुछ हद तक पूरा किया जाता है। निम्नलिखित सामग्री: उपकरण स्टील्स, हार्ड मिश्र, सिंथेटिक सुपरहार्ड और सिरेमिक सामग्री, अपघर्षक और हीरे की सामग्री।
इसका उपयोग मशीनों पर विभिन्न उद्देश्यों के लिए प्रसंस्करण सामग्री के लिए किया जाता है, मुख्य रूप से टर्निंग ग्रुप के साथ-साथ प्लानिंग, स्लॉटिंग या विशेष। मुख्य रूप से बाहरी बेलनाकार सतहों के प्रसंस्करण में उपयोग किया जाता है। कृन्तक इस प्रकार केहाई-स्पीड स्टील से बने होते हैं या हार्ड-अलॉय सोल्डरिंग के साथ पूर्ण होते हैं, जिसे स्टील मैंड्रेल में मिलाया जाता है।
मशीनिंग सबसे आम में से एक है तकनीकी संचालनसे भागों के निर्माण में विभिन्न प्रकारग्रेड सामग्री। मशीनों के अधिकांश भाग, विशेष उपकरण और सटीक उपकरण सामग्री की एक परत को हटाने के साथ यांत्रिक मशीनों पर मशीनिंग द्वारा निर्मित होते हैं। की व्यापक रेंज कुछ अलग किस्म काऔद्योगिक पैमाने पर उत्पादित सामग्री, जो मैकेनिकल इंजीनियरिंग और अन्य उद्योगों में उपयोग की जाती है, प्रौद्योगिकीविदों के लिए औद्योगिक बाजार में उच्च आवश्यकताओं को ध्यान में रखते हुए सामग्री के सबसे तर्कसंगत और आर्थिक रूप से व्यवहार्य प्रसंस्करण के तरीकों और साधनों को चुनने के लिए एक चुनौती पेश करती है। , मशीनीकृत सतहों की सटीकता और गुणवत्ता के लिए।
मोड़चिप हटाने के साथ एक प्रकार की सामग्री प्रसंस्करण है। सामग्री को अलग करने की प्रक्रिया वर्कपीस की सतह से तकनीकी परत को काटकर की जाती है, जिसे भत्ता भी कहा जाता है। प्रसंस्करण सार्वभौमिक खराद पर किया जाता है, साथ ही साथ विशेष मशीनेंअंकगणित से लैस कार्यक्रम प्रबंधनकटर, ड्रिल और अन्य काटने के उपकरण का उपयोग करना।
टर्निंग ग्रुप की मशीनों पर, इस प्रकार के प्रसंस्करण किए जाते हैं: गोल बेलनाकार सतहों को मोड़ना, सिरों को काटना, शंक्वाकार बाहरी प्रसंस्करण और आंतरिक सतहसजावटी और विशेष भागों की घुंघराले और आकार की सतहों को मोड़ना, बाहरी और आंतरिक बेलनाकार और शंक्वाकार धागों को काटना, रोलिंग कॉरगेशन, ड्रिलिंग, रीमिंग, सटीक छेद और अन्य प्रकार के टर्निंग ऑपरेशन को काटना।
काम को मोड़ने में उपयोग किए जाने वाले मुख्य उपकरणों में से एक कटर है। प्रदर्शन किए गए प्रसंस्करण की प्रकृति के आधार पर, टर्निंग टूल्स को ड्राफ्ट और फिनिशिंग प्रकारों में विभाजित किया जाता है। ज्यामितीय आकारइन कटरों के काटने वाले हिस्से इस तरह से बनाए जाते हैं कि कुछ कटर कट परत के बड़े क्रॉस-सेक्शनल क्षेत्र के साथ काम करते हैं, जबकि अन्य छोटे के साथ काम करते हैं।
वाहक रॉड के सापेक्ष कटर ब्लेड के आकार और स्थान के आधार पर, टर्निंग ग्रुप की मशीनों पर उपयोग किए जाने वाले काटने के उपकरण को दाएं और बाएं, थ्रस्ट में विभाजित किया जाता है। सीधी रेखाओं के माध्यम से, स्ट्रेट-थ्रू बेंट, बोरिंग, कटिंग, कटिंग, शेप्ड, थ्रेडेड और अन्य।
स्कोरिंग कटरसंसाधित किए जा रहे वर्कपीस के सिरों को ट्रिम करने के लिए उपयोग किया जाता है। ये कटर वर्कपीस के केंद्र की ओर और दूर पार्श्व फ़ीड गति का उपयोग करके काम करते हैं।
बोरिंग कटरबोरिंग छेद के लिए उपयोग किया जाता है जो ड्रिल के साथ पूर्व-मशीनीकृत होते हैं या मुद्रांकन या कास्टिंग के बाद प्राप्त होते हैं। बोरिंग के लिए, बोरिंग कटर के दो प्रकारों का उपयोग किया जाता है, ये कटर के माध्यम से बोरिंग के लिए होते हैं और नॉन-थ्रू छेद के लिए स्टॉप कटर होते हैं।
काटने के काम और ग्रूविंग के लिए, कट-ऑफ कटर का उपयोग किया जाता है जो अनुप्रस्थ फ़ीड गति के साथ काम करते हैं।
आकार के कटरप्रसंस्करण के लिए उपयोग किया जाता है छोटे भूखंडघुंघराले सतह। इस तरह के कटर के काटने के किनारे का आकार इच्छित भाग के प्रोफाइल के अनुसार चुना जाता है।
डिजाइन के अनुसार, आकार के कटर को लगाव के आधार पर रॉड, प्रिज्मीय, गोल में विभाजित किया जाता है। सार्वभौमिक खराद पर पेंच काटने वाली मशीनें, एक आकार की प्रोफ़ाइल वाली सतहों को एक नियम के रूप में, रॉड-प्रकार के कटर के साथ संसाधित किया जाता है, जो मशीन के उपकरण धारक में स्थापित होते हैं।
थ्रेडिंग के लिए, प्रोफ़ाइल के अनुरूप कटिंग ब्लेड प्रोफ़ाइल आकार वाले कटर का उपयोग किया जाता है। अनुप्रस्थ काटमानक मान।
हम भी अनुशंसा करते हैं
 महान देशभक्तिपूर्ण युद्ध में नायक अग्रणी देशभक्ति युद्ध के नायकों की प्रस्तुति अग्रणी
महान देशभक्तिपूर्ण युद्ध में नायक अग्रणी देशभक्ति युद्ध के नायकों की प्रस्तुति अग्रणी
 प्रस्तुति "पूर्वस्कूली बच्चों में मुद्रा का गठन बच्चों के लिए सही मुद्रा प्रस्तुति की स्वच्छता"
प्रस्तुति "पूर्वस्कूली बच्चों में मुद्रा का गठन बच्चों के लिए सही मुद्रा प्रस्तुति की स्वच्छता"
 मानव शरीर के विज्ञान
मानव शरीर के विज्ञान
 प्रस्तुति "रोबोटिक्स के विकास के लिए इतिहास और संभावनाएं"
प्रस्तुति "रोबोटिक्स के विकास के लिए इतिहास और संभावनाएं"
 पोलोवत्सी के साथ रूस के संघर्ष का मूल्य
पोलोवत्सी के साथ रूस के संघर्ष का मूल्य
 द्वितीय विश्व युद्ध के बाद एशिया और अफ्रीका
द्वितीय विश्व युद्ध के बाद एशिया और अफ्रीका