Big encyclopedia of oil and gas. Homemade broaching machine. Horizontal broaching machines
The purpose of broaching machines is to accurately process the inner (outer) surface of the part according to a given configuration.
Contours obtained after surface treatment, can be various shapes, which is set by the profile of the cutting broach.
1 Key Features
Models of broaching machines differ in several ways:
For irregular pieces, it would be very difficult to make holes in an inverted die. "Reminder or embossing". With this type of procedure, you can get pieces high altitude and volume with which they create pots, kitchen sinks, lanterns, trophies, etc.
Tools can also be made without sheet presses. For this purpose, the die must be conditioned with appropriate chamfers to facilitate material movement at the moment of traction, as shown in the graph. They are responsible for the ease or not with which the material moves during traction, they are also responsible for the formation of folds that the material will tear, get more hardness of the material as a result of the sausage.
- purpose - internal or external broach;
- universality - general and highly specialized purpose;
- the direction of the working movement - horizontal or vertical;
- the nature of the working movement - circular, broach movement, workpiece movement;
- number of carriages - one or more;
- position - conventional machines(single position), with rotary tables(multi-position);
- availability of CNC.

As a result of the tensile force, the inlaid material tends to stick to the punch and if a system is not provided to facilitate the removal of the punch, this may indicate subsequent problems, a suitable shape is shown in the table below. attached by making a projection or heel at the bottom of the matrix.
Usually split rings are used, connected by a spring, which act as an extractor, inner diameter the ring must have a suitable rounding that allows the passage of the punch and material, stretching the spring during the descent of the same, while lifting the punch, the spring is compressed and the ring acts as an extractor.
The main types are:
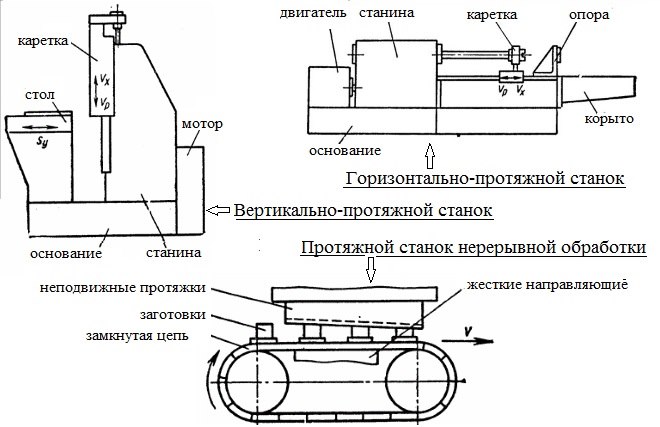
- horizontally broaching machine (for internal processing of holes);
- vertical broaching machine (for internal and external broaching);
- CNC centers that have devices for automatic installation / removal of workpieces and tool change.
The performance characteristics include such indicators as traction force - from 50 to 1000 kN, and broach stroke length - from 1000 to 2000 mm.
In short, the drawing is to form a piece of sheet by subjecting it to compressive and tensile stresses to form a hollow piece. With the help of the drawing, you can make large series, waves, covers, covers, reflectors for lights, trophies. Molds can also be obtained for casting, injection of metals and plastics, etc. using this procedure, you can get pieces high altitude and volume, which are very useful in everyday life.
Laminate Steel lamination is the plastic deformation of metals created by mechanical deformation between cylinders. This is a process that modifies the material by passing it between superimposed rollers that rotate in the opposite direction. Lamination is usually carried out hot, however, cold rolling takes place, but cold rolled metals become irritable and must be subjected to final annealing. The starting material for rolling are cast ingots of round or oval quadrangular cross-section, as well as slabs with rectangular section.
1.1 Horizontally broaching machines
Are used for processing of internal and external surfaces of details in the linear direction using broaches that have different profiles.
Only used during operation rectilinear motion tool (broaching) or workpiece (part) in the horizontal direction. Sampling (cutting) of the material occurs due to the uniform rise of the teeth on the broach along its entire length. The workflow can be automated by installing CNC systems.
Rough ingots are rolled to produce semi-finished products and finished products. Rough slabs are rolled for sheets and strips passing through racks. The past is called passing the material to be laminated through a pair of rolling cylinders. A flat pass differs when one pass is followed by another pass in the same position and an edge pass that is rolling in the direction of the expansion resulting from the flat pass. To do this, the material to be laminated must be rotated by 90°.
1.2 Workflow d horizontal broaching machine SGP12 (video)
1.3 Vertical broaching machines
The working principle of the vertical broaching machine is the same as that of horizontal version, but there are several advantages:
- the broach axis does not sag or bend;
- when upgrading to increase productivity, it is easier to install additional broaches;
- small occupied production area, since the working movement occurs vertically.
2 Models of broaching machines
For the most part, all, both horizontally and vertically oriented machines, operate in semi-automatic mode. Some models are equipped with CNC, which greatly simplifies and speeds up the production process. The drive can be hydraulic or electromechanical.
There are two horizontally arranged heavy cylinders which are separated from each other by a certain distance, and the rod extends which is thicker than the specified distance, thus creating a movement. This movement will occur if there is a certain relationship between the diameter of the cylinders and the height of the rod. Then the cylinders have a triple action: reduce the section of the rod. Longitudinal deformation or extension of the rod. The laminators are placed in groups one after the other. So you can get to a continuous train.
2.1 Model 7B55
Horizontally broaching machine 7B55 is used for processing internal surfaces, having different shapes and sizes, by pulling. The device of the machine 7B55 is as follows:
In the inner part of the welded hollow bed there is a hydraulic drive, consisting of a power cylinder and a rod, which can move along the guides on a slide.
This arrangement provides many advantages, especially in terms of reduced rolling time, even cooling, longer laminate length. Laminators are referred to in a variety of ways depending on the material to be laminated or the finished laminating products. In this case, heavy, medium and light grinding trains, semi-finished trains, beams, rails, rubber dams, steel rods, etc. are distinguished. according to the arrangement of the rolling cylinders, there are two types of rolling machine: duo, reversible, double, etc. this classification is the most commonly used.

A sleeve is mounted on the rod (in its free part), which has a cartridge for fastening the broach. The other end of the cutting tool is fixed in the auxiliary chuck.
The device for fastening the workpiece, together with the workpiece itself, abut against the body of the frame. During the working stroke, the auxiliary cartridge on the slide moves along with the broach to a hard stop, after which the connection between them is broken by a spring-loaded cam. When the tool is returned after a cutting operation, the broach reconnects with the auxiliary chuck.
The parts that make up a rolling mill. Rollers or Cylinders: These may be a smooth cylindrical surface or present in annular grooves. In their simplest form they are used for laminating ingots that are reduced to slabs. Distinguish table, sprockets and coupling ends. Table - working part, cylindrical, smooth or corrugated. Length has something to do with diameter. The bushings allow the cylinders to be placed in phosphor bronze support bearings, and this, in turn, in the frame.
Coupling ends are needed to connect several boxes or separators, the rollers of which are driven by a common motor. Crates, boxes or cages: These are the supports where the bearings that hold the rollers are placed. They are formed steel parts with vertical guides in which bearings are located. On each support, a screw holds the upper cylinder at a certain height. Performance of duet, trio and double duets. The bar is inserted from one side, and after moving to the opposite side, it moves to the previous side.
The device of the 7B55 machine is designed for semi-automatic operation, but it is possible to install CNC elements for full automation workflow.
The movement of the broach is provided by a hydraulic device that has two pumps. high pressure. One supplies oil to the main cylinder at a rate of 200 liters per minute, the other provides an auxiliary hydraulic cylinder with oil supply at a rate of 25 liters per minute.
This operation can be done in two ways: by placing it on top of the cylinders or passing it under it, bending it with pliers so that it is again inserted between the cylinders. Trio: used to reduce the passive return time of the bar. The third cylinder was placed below or above the duet. The rod passes between the lower cylinder and the intermediate cylinder, and then between the intermediate and upper cylinders, performing rolling operations, reducing idle time. They are also performed automatically by means of tilting tables and broadcast rollers, which alternately turn in the other direction.
The pulling force is 98 kN, the working stroke is 1600 mm, the pulling speed is from 1.5 to 11.5 meters per minute, while the reverse stroke is from 20 to 25 m/min. The power of the electric motor for the main pump is 17 kW. Total weight - 6900 kg.
2.2 Model 7523
Machine model 7523 is a semi-automatic horizontal broaching machine. Used for machining parts with through holes various sizes and shapes by pulling.
Double duet: they are arranged in boxes or cages, one after the other, but on different heights. The only downside is the use of fifth gear. False Trio: Trio advantage can also be obtained by placing two pairs of cylinders next to each other. This position is called the false trio. It is used in sparse profile laminates.
The advantage is continuity and low cooling caused by the contact of the rod with the ground. They are heated to provide ductility and malleability to facilitate reduction in the area to which it must be subjected. In the process of heating workpieces, it should be considered: the high heating temperature of the steel can lead to excessive grain growth and a defect caused by burning the steel, which causes cracks that cannot be removed. Low temperature heating causes a decrease in the ductility of the steel, increases the resistance to deformation and can cause cracking during rolling.

On the semi-automatic 7523, round and slotted holes are drawn, keyways etc. Machine 7523 was put into production in 1987 and replaced the somewhat outdated 7B57.
Characteristics of the horizontal broaching machine 7523:
- accuracy class - H;
- working traction force - 100 kN;
- stroke of the working slide - 1250 mm;
- electric drive power - 11 kW;
- overall dimensions in length, width, height - 6000 × 2000x1715 mm;
- weight - 4100kg.
2.3 Model 7534
Horizontal broaching unit 7534 used for pull processing round, slotted holes, keyways of various sizes and shapes. It is used for large and small-scale production, as well as for individual use.
The distance between the rollers decreases as the thickness of the steel decreases. The first pair of rolls through which the ingot passes is known as roughing or roughening. After roughing, the steel passes to rough rolling mills and finishing trains, which reduce it to sheets with the correct cross section. Continuous rolling mills are equipped with a range of accessories such as edge rolls, pickling or recycling devices, and devices for automatically bending the sheet when it reaches the end of the train.
Edge rollers are groups of vertical rollers located on either side of the sheet to maintain their width. The pickling device removes the bark that forms on the surface of the sheet by mechanically detaching it, removing it with an air jet, or sharply bending the sheet at some point along the way. The finished sheet spools are placed on a conveyor belt and moved to another location for annealing and cut into individual sheets.
Semiautomatic 7534 can be equipped with additional equipment, with the help of which it becomes possible to process the pulling of external surfaces of various shapes.

On the machine 7534, the installation of an automatic loading and unloading device is allowed and under the control of the CNC, the operation of the machine 7534 becomes fully automatic.
In addition to steel sheets, profiles can also be produced with shapes that are made with rollers that are grooved to ensure correct form. cold rolling only used for small special sizes and for laminating in alloy steels and special steels. The plates are cold rolled in a duet, and the exit zone returns to its original position of the upper cylinder; irreversible duet. Often the top cylinder does not.
The Laut Trio provides better drawing effect due to the smaller diameter intermediate cylinder. In the fourth mill, two thin working cylinders are supported by two large diameter cylinders to avoid material bending. These rollers can operate with reversible turning currents. Wide and hard steel sheets sometimes laminated at the fifth mill. They have three thin working cylinders supported by two larger diameter cylinders. The way of working corresponds to the type of trio. The fourth and fifth mills are increased in one pass.
Features of Horizontal Broaching Machine 7534:
- the hydraulic drive of the working movement is provided with an axial piston pump;
- modern lubrication system, which has a metered oil supply and an alarm signaling the termination of lubrication;
- double filtration of the working fluid using a fine filter and electrovisual control of the degree of purification;
- installation of hydraulic equipment without tubes, in which unified plates are used;
- It has heat exchange device, which cools the oil in the hydraulic drive by air.
Specifications:
Various laminating boxes are installed for cold lamination of strips. In general, they are laminated in fourth boxes and reversible duos where the duo box often serves the rough, however such boxes are also often installed for re-rolling annealed strips. There are also quartered trains of several boxes, in which the web is rolled to a thickness of 2 mm. In these many boxes, the working cylinders are very thin, less than 4 mm in diameter. For which they must be properly supported in large cylinders.
The small diameter of the working cylinders is advantageous compared to large diameters, since it reduces the rolling force, provides better elongation and, conversely, reduces the expansion. In addition, the accuracy in bandwidth is greater. In strip lamination, the strip exits the reel and is rewound onto a second reel after passing through. With this arrangement, it is possible to strengthen the rolling process by strong tensile force in the web, the unwinding coil is decelerated, so that the web receives traction force from the input side, and the winding feedback communicates to the canvas also tensile stress on the output part.
- pulling force - 250 kN;
- stroke of the working sled - 1600 mm;
- surface working plate- 450 × 450 mm;
- faceplate in diameter - 360 mm;
- speed during the working stroke - from 1 to 13 meters per minute;
- maximum outer diameter of the workpiece - 600 mm;
- overall dimensions - 7205 × 2200x1810 mm;
- weight - 6250 kg.
2.4 Homemade broaching machine
To make a broaching machine with your own hands, for work for individual purposes, there is no special need for home craftsmen. But still, there are specialists who individually deal with this type of processing of parts in fairly large volumes. Therefore, making a do-it-yourself device that uses a cutting broach is quite relevant for them.

The machine itself, which will be made by hand, can be a simple device that provides a rectilinear movement of the cutting tool (broaching) using hydraulics or electromechanics. More simple option is the performance of hydraulic drive.
The main problem that arises when working with your own hands on homemade machine is the provision of production with broaches ( cutting tool).It's hard to make it yourself therefore, in their calculations, according to the assembly home machine with your own hands, you should build on ready-made production components.
Machine equipment:
- bed (hollow welded from sheet metal box);
- hydraulic (electromechanical) drive;
- sled moving along guides inside the box;
- a rod fixed on a slide and having a cartridge for fixing the broach at one end;
- device for fastening the workpiece at the end of the box;
- controls for the movement of the cutting tool.
For work with small parts, for example, making a selection in the hole of the cog pin, fastening the free end of the broach is not necessary. Lubrication and cooling of the cutting surface of the broach can be carried out manually without creating a special design for this.
Broaching is a tool used to process metal by broaching (one of the most common technological operations in metal cutting). This technology is used for parts used in many industries.
The working surface of the broaches can have a different profile depending on the purpose and type of tool.
What is stretching for?
Such a technological operation as broaching is considered one of the most effective ways metal cutting. For its implementation, a broaching machine and a special tool are required, the use of which gives a surface with a roughness of the order of 0.32 microns and an accuracy of geometric parameters corresponding to grade 6.
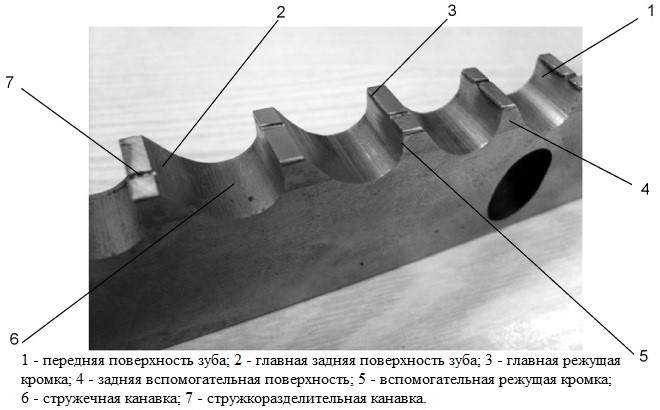
The tool with which broaching metal-cutting is performed consists of many teeth. Each one is taller than the other when measured at their height in a plane perpendicular to the direction in which the main cutting movement occurs. Equipping the broach with a plurality of cutting blades and placing them in a certain position allows using only one such tool in order to remove the entire required amount of chips both in the process of roughing the surface and during its calibration.

Using broaching machines, as well as specialized tools, it is possible to process both external and internal surfaces of products of various configurations. Broaching does not use a feed motion: all processing is carried out by making a main motion by broaching, which can be rotational or translational. A hole punch tool works on a similar principle. Despite all the similarity of these technological operations, the fundamental difference between them is that the firmware tool works in compression, and the broach works in tension.
The video below shows the process of processing the inner surface of the pipe by pulling.
Broaching, when compared with other metal cutting methods, has a whole list of advantages, which include:
- the possibility of reducing the cost of operating the equipment used;
- high wear resistance of broach;
- high rate minute feed due to the fact that the processing is performed by several cutting teeth at once;
- the ability to work on broaching machines even for specialists with a low level of professional training;
- stock removal from the surface at a high relative speed (this means high processing performance);
- the ability to eliminate any type of marriage of the treated surface;
- high precision processing of metal products.
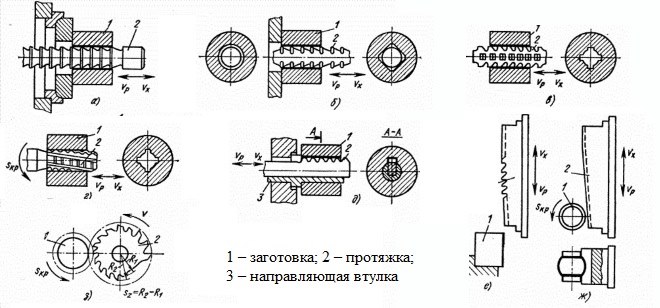
Diagrams of various types of drilling holes and surfaces
The tool that broaching machines are equipped with is mainly made of medium-alloyed materials, which are quite expensive. For this reason, its use is recommended for industries that produce their products in large and mass batches.
Meanwhile, broaching machines and broaching can also be used in small-scale and single-piece production of metal products, if their geometric parameters are standardized. You can not do without such a technological operation and in those cases when it is the only possible or the most profitable way of processing.
Varieties and design of broaches
Broaches are classified according to a number of parameters. There are the following types of broaches:
- with a cutting part made of high-speed, tool steel or hard alloy;
- solid or prefabricated - depending on design;
- single or multi-pass - depending on how many broaches are contained in one working set;
- working according to a stepped, profile or progressive method - depending on how the allowance is removed from the surface of the part;
- with straight and inclined or helical and annular arrangement of cutting blades on the working part.

Various types of broaches are also distinguished according to their main purpose, and this classification can be called one of the most important. So, depending on this parameter, broaches for external and internal surfaces are distinguished. With the help of a tool designed for outdoor work, it is possible to process surfaces of various configurations (gears, herringbone-type profiles, grooves, including T-shaped ones, cylindrical shafts, grooves of various shapes, including dovetail, splined shafts, etc.).

Broach can process surfaces of various profiles
Hole broaching is more common technological operation than broaching of outer surfaces. Using a broaching machine and broaching, you can process the following types of internal surfaces:
- keyways;
- screw type grooves;
- round holes (broaches for round holes);
- holes with a different number of faces (faceted broaches);
- slotted holes (slotted broaches).

Slotted broach for hole making
Despite the fact that for the treatment of internal surfaces are used Various types broaches, the design of these tools is almost identical and includes several components.the front of
This is the guiding element. Before processing, the part is fixed precisely on the front of the tool, which then smoothly transfers the work surface to cutting edges broaches. The nominal section of the front part of the tool and the size of the hole being machined must match, and the choice of the degree of fit is carried out taking into account the required gap between the broach and the walls of the hole.
ShankUsing this element, the broach is fixed in the cartridge of the equipment used. For broaches of both round and flat types, the dimensions of the shanks are strictly specified by the provisions of the relevant normative documents(GOSTs 4043-70 and 4044-70).

cutting part
This broach element consists of many teeth and is responsible for removing the required allowance from the machined surface. The geometric parameters of the cutting teeth of the broach, starting from its front part and ending with the back, gradually change. So, the front tooth has the shape and dimensions of the hole to be processed, and the rear cutting element has geometric parameters that correspond to the characteristics of the finished hole. Due to the fact that the height of the broach teeth gradually increases towards its rear, there is no feed movement during processing, while the allowance is effectively removed from the surface to be machined.
Long and heavy broaches are equipped with this element in order to provide them with support with a steady rest.
Rear guideThis part of the broach is necessary so that the workpiece does not warp when the last cutting tooth leaves its hole.
Calibrating partThis element is characterized by a smaller number of teeth than the cutting part of the broach. The shape and dimensions of the teeth located on the calibrating part are completely identical to those of the finished hole.
Types of slotted broaches and their scope
Slotted broach, as mentioned above, is used to process internal surfaces on which there are splined elements. Such tools, depending on the number and type of cutters they are equipped with, can be:
- involute;
- sharp-slotted;
- 6 splined;
- 8 splined;
- 10 splined.

Slotted broach, depending on its type, can be produced according to one of the following regulatory documents:
- with an involute type profile: 50038-92 - two-pass combined; 50035-92, 28050-89 - regular combined type; 25158-82, 25159-82 - for processing a hole with a section of 15–90 mm; 25157-82 - for processing holes with a cross section of 12–14 mm; 25160-82 - for processing holes with a cross section of 45–90 mm;
- with a straight-sided profile: 25971-83, 25972-83 - for processing eight-spline holes; 25969-83, 25970-83 - for processing six-spline holes; 24822-81, 24823-81 - for ten-spline holes;
- with screw shank: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89, etc.
In some cases, when it is not possible to select a standard tool, the production of broaches can be carried out according to specially developed design documentation.
Using slotted broaches, you can effectively perform the following technological operations:
- cutting keyways and slots;
- processing of barrels of rifled weapons;
- calibration of internal holes of various types;
- production of turbine elements for aircraft engines;
- broaching of external surfaces with a complex configuration.
Pulling equipment
Broaching machines are divided into different types according to a number of parameters. These options are, in particular:
- purpose - to perform the processing of external or internal surfaces;
- degree of universality - machines for general and highly specialized purposes;
- the direction in which the drawn element moves (working movement) - horizontal broaching machines or vertical broaching machines;
- type of work movement performed - with roundabout, with the movement of the broach or workpiece;
- the number of carriages installed on the machine - single or multi-carriage;
- the number of positions occupied by the working mechanism of the machine - single- and multi-position (with a rotary desktop);
- level of automation - with and without CNC.
The most common types of such equipment are:
- horizontally lingering universal machine used for processing internal surfaces;
- vertical type machines that can be used for both external and internal surfaces;
We also recommend
 Hero pioneers in the Great Patriotic War Heroes of the Patriotic War pioneers presentation
Hero pioneers in the Great Patriotic War Heroes of the Patriotic War pioneers presentation
 Presentation "Formation of posture in preschool children Hygiene of correct posture presentation for children
Presentation "Formation of posture in preschool children Hygiene of correct posture presentation for children
 Sciences of the human body
Sciences of the human body
 Presentation "history and prospects for the development of robotics"
Presentation "history and prospects for the development of robotics"
 The value of the struggle of Russia with the Polovtsy
The value of the struggle of Russia with the Polovtsy
 Asia and Africa after World War II
Asia and Africa after World War II