Frezarki poziome do metalu. Frezarki poziome i centra obróbcze
Szwajcarska firma produkcyjno-inżynieryjna ENCE GmbH (ЭНЦЕ ГмбХ) została założona w 1999 roku, posiada 16 przedstawicielstw i biur w krajach WNP, oferuje sprzęt i komponenty z zakładów produkcyjnych w Turcji i Republice Korei, jest gotowa rozwijać się i dostarczać zgodnie z do twojej osoby zakres zadań frezarki.
Proces frezowania
Frezowanie jest operacja technologiczna związane z obróbką powierzchni frezami.
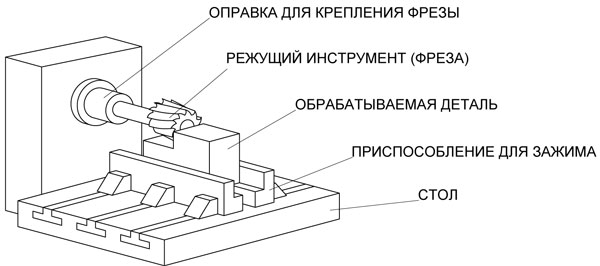
Podczas procesu frezowania frez głównie się obraca, a posuw odbywa się w kierunku prostoliniowym i prostopadłym do frezu, tj. do swojej osi. Na stole frezarki obrabiany przedmiot jest mocowany za pomocą imadła.
Funkcja frezu jest inna niż narzędzi wieloostrzowych spotykanych w wiertarkach.
Ze względu na posuw prostopadły względem osi obrotu noża, każdy z jego zębów dotyka przedmiotu obrabianego, ale wykonuje tylko niewielką część jego obrotu. Kilka zębów tnących pracuje jednocześnie, chociaż może pracować tylko jeden ząb. Frez ma wiele zębów, z których każdy pracuje przez krótki czas. Podczas głównej części obrotu frez jest chłodzony, co z kolei gwarantuje długą żywotność samego frezu oraz wydajność procesu frezowania.
Struktura geometryczna każdego zęba tnącego noża jest podobna do typu noża. Proces frezowania ma jednak swoją specyficzną cechę: charakter kontaktu zębów frezu z powierzchnią części jest przerywany, co korzystnie wpływa na proces pod względem zmniejszenia wpływu ciepła wydzielanego podczas frezowania na pionierski nowatorski narzędzie i nie powoduje tak spokojnego i płynnego procesu, jak przy toczeniu.
W zależności od kształtu zęba frezy dzielą się na:
- noże wyposażone w spiczaste zęby;
- frezy z zaostrzonymi zębami.
W przypadku frezów pierwszego typu profil cięcia zębów składa się z linii prostych, zęby są ostrzone wzdłuż tylnej krawędzi, a tylne zęby frezów są ostrzone, przeciwnie, wzdłuż krawędzi przedniej. Podczas szlifowania zachowany jest profil zęba frezu oporowego, co jest dużą zaletą w porównaniu z frezami spiczastymi, które są używane do frezowania z dużymi prędkościami, a zatem są wykonane z węglika.
Frezy cylindryczne wykorzystywane są również do obróbki powierzchni przez frezowanie, gdy stół maszyny porusza się w kierunku frezu (frezowanie przednie) lub porusza się w tym samym kierunku co frez (frezowanie współbieżne). Wióry w postaci przecinka są usuwane tymi metodami przez każdy ząb frezu. Przy frezowaniu w górę grubość wióra stopniowo wzrasta, natomiast przy frezowaniu w dół, przeciwnie, zmniejsza się podczas skrawania. Frezowanie w górę przyczynia się do stopniowego wzrostu obciążenia zęba, co jest zaletą, a wadą tej metody jest próba oderwania przez frez części od powierzchni stołu. Frezowanie współbieżne robi wszystko odwrotnie, więc wybór metody zależy od konkretnych warunków pracy.
Parametry skrawania frezowania
prędkość cięcia jest obwodową prędkością obrotową frezu.
V = πD n/1000, m/min,
gdzie D - frez Ø, mm,
Okres pełnienia obowiązków- ruch przedmiotu obrabianego wzdłuż osi frezu na jednostkę czasu.
S m = S z z n, mm/min,
gdzie z to liczba zębów frezu,
n - liczba obrotów wykonywanych przez frez / min
Głębokość cięcia- warstwa metalu, która usuwa frezy w jednym przejściu;
Szerokość frezowania- długość powierzchni stykającej się z frezem w kierunku prostopadłym do kierunku posuwu.
Grubość wióra- wartość usunięta przez każdy ząb frezu.
Siły skrawania i moc frezowania
W procesie skrawania na każdy ząb frezu działa pewna siła, której kierunki i wielkości różnią się w zależności od charakteru frezowania i kierunku posuwu. Przy frezowaniu końcówek frezem, z przeciwposuwem, siłę skrawania P działającą na ząb frezu można podzielić na dwie wielkości składowe: styczną P z i promieniową P y . Zgodnie z siłą promieniową P y trzpień, na którym osadzony jest frez, jest obliczany na zginanie. Całkowita wartość P z jest zdefiniowana jako suma sił działających na zęby:
Suma P z \u003d P z 1 + P z 2 + P z 3 kg
Moment frezowania:
M \u003d P z D / 2 kg mm,
gdzie D - frez Ø,
Moc frezowania:
N = Mn / 974000 kW,
gdzie M to moment obrotowy,
n to liczba obrotów wykonanych przez frez w ciągu 1 minuty.
Główne typy frezów
Frez to frezarka przeznaczona do cięcia i posiadająca kilka zębów. Ząb to nic innego jak frez do wiórów.
Cięcie w operacji frezowania różni się jednak od procesów cięcia w szlifierka lub wiercenia. Na frezie, jak wspomnieliśmy powyżej, zęby podczas cięcia nie są zaangażowane w pracę, ale naprzemiennie. Wydłuża się w ten sposób żywotność frezu i zwiększa wydajność procesu frezowania.
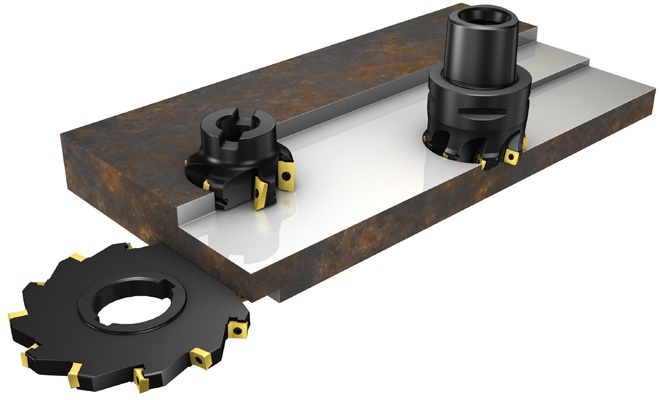
Poniższy rysunek przedstawia różne frezy, które różnią się różne funkcje i funkcje:
- do ich stosowania,
- zgodnie z kształtem zębów
- w kierunku zębów
- zgodnie z ich wykonaniem
- według rodzaju ich mocowania na frezarce itp.
Zgodnie z projektem frezy mogą być:
- cały,
- lutowane,
- skład,
- głowice frezarskie oparte na wymiennych zębach.
1. Frezy pełne, są to pozycje 1, 2, 4 i 7 na rysunku. Są to pojedynczy kawałek wysokiej jakości materiału przeznaczony do produkcji frezów i innych urządzeń tnących.
2. Do lutowania frezów stosuje się zwykłą niedrogą stal konstrukcyjną. Kawałek lub płytka z wysokiej jakości metalu jest przylutowana do górnej części zęba lub frezu.
3. Frez do składania tekstu, to jest pozycja 3 na naszym rysunku. Jest to okrągły korpus wykonany ze stopowej stali konstrukcyjnej, w który zęby są wkładane i mocowane za pomocą klina lub kołka stożkowego. Do ostrzenia frez do ustawiania typu nie jest demontowany, ale przetwarzany w stanie zmontowanym.
4. Głowice frezarskie, na naszej figurze pozycja 15. Głowica wyposażona jest w szybkowymienne zęby, konwencjonalne frezy. Do ostrzenia głowicy frezarskiej nie można demontować, ale obrabiać w stanie zmontowanym lub można ostrzyć zęby pojedynczo, a następnie przymocować je do korpusu.
W zależności od rodzaju mocowania rozróżnia się frezy:
- zamontowane
- ogon
- koniec
Młyny łupinowe, pozycje 1, 3, 4 i 7 na naszym rysunku to frezy z otworem i rowkiem wpustowym, montowane są bezpośrednio na trzpieniu wrzeciona.
Obcinaki ogonowe, pozycje 6 i 9, są kontynuacją ogona (stożkowe lub cylindryczne) i wraz z ogonem stanowią integralną część.
Frezy czołowe, pozycja 15, są montowane na końcu wału za pomocą śrub.
Zgodnie z zakresem noża dzielą się na następujące główne typy:
- do obróbki samolotów,
- szczelinowy (poz.5),
- ryflowane (pozycje 4, 9 i 6),
- narożnik (pozycje 7 i 8),
- w kształcie (pozycja 10),
- do cięcia zębów (pozycje 11, 12 i 16),
- do gwintowania (pozycje 14 i 13) i
- specjalny.
Podstawowe operacje wykonywane przez frezowanie różnymi frezami
Poniższy rysunek przedstawia szereg operacji przeprowadzonych przy użyciu różnych typów frezów w procesie frezowania.
Frezy walcowe i czołowe, pozycje 1 i 2 na rysunku 3, służą do obróbki płaszczyzn. Zadaniem frezów tarczowych, końcowych, rowków i narożników, pozycja 3 na rysunku, jest tworzenie rowków i rowków na przedmiocie obrabianym. Pozycja 4 wyświetla ukształtowane frezy używane do obróbki ukształtowanych powierzchni. Nożyce tarczowe i palcowe w postaci modułów, pozycje 5 i 6, nacinają zęby na kołach zębatych.

Frezarki
Główne typy frezarek:
1) obrabiarki ogólny cel: frezowanie poziome, frezowanie uniwersalne i frezowanie pionowe.
2) maszyny o określonym przeznaczeniu i specjalistyczne.
Frezarki poziome wyposażone są w łoże, po którym w kierunku pionowym porusza się konsola z prowadnicami, po której z kolei suport poprzeczny przebiega równolegle do osi wrzeciona. Stół z przekładnią i skrzynią podającą porusza się w kierunku prostopadłym do osi wrzeciona.
Do trzpienia przymocowane są frezy. Frezy są wkładane do wrzeciona i centrowane za pomocą stożkowego gniazda.
Stół frezarki uniwersalnej, w przeciwieństwie do frezarki poziomej, można obrócić w płaszczyźnie poziomej o 45 stopni. Dzięki temu kierunek posuwu stołu może zmieniać się w stosunku do osi wrzeciona od 45 do 90 stopni, co jest wymagane przy frezowaniu spiral.
Frezarki pionowe mają wrzeciono pionowe, poza tym są takie same jak frezarki poziome.
Stoły frezarek wzdłużnych mogą poruszać się tylko w płaszczyźnie poziomej usytuowanej prostopadle do osi wrzecion pionowych lub poziomych, których obecność umożliwia obróbkę części z kilku stron jednocześnie. Części są obrabiane przez noże stykające się z wrzecionami. Stół nie wysuwa się ani nie porusza w kierunku poprzecznym, a narzędzia montuje się poprzez wysuwanie wrzecion wzdłuż ich osi i przesuwanie wrzecienników wzdłuż prowadnic.
Frezarki karuzelowe stosowane do ciągłej obróbki płaskich powierzchni mają okrągłe stoły o dużych średnicach, części są usuwane, gdy stół nadal się obraca.
Przeznaczenie frezarek bębnowych jest takie samo jak frezarek obrotowych. Różnica polega na tym, że na bębnie frezarki równoległe płaszczyzny są przetwarzane jednocześnie z dwóch stron. Wewnątrz ramy tych maszyn obraca się bęben, na którym umieszczane są obrabiane części, a gotowe są usuwane. Frezy znajdują się w wrzeciennikach, każda para frezów wykonuje kolejno najpierw frezowanie zgrubne, a następnie dokładne. Maszyny te charakteryzują się dobrą sztywnością i wysoką wydajnością.
Specjalistyczne frezarki przetwarzają głównie duże części w produkcji masowej.
Opis i zasada działania frezarek
Jednym z rodzajów uniwersalnych narzędzi jest frezarka. Jest to obrabiarka z narzędziem tnącym zwanym frezem z wieloma ostrzami. Głównym ruchem noża jest jego obrót. Nóż montowany jest na pionowym wale. Ale wał można również zamontować w inny sposób, aby patrzył na obrabiany przedmiot pod kątem. Stół maszyny można przesuwać ręcznie lub za pomocą napędu, jednak mechanicznego. Jednocześnie sterowanie odbywa się dość dokładnie na wagach wyposażonych w system zoomu optycznego.
Wał frezarki, czyli potocznie nazywany wrzecionem, na którym osadzony jest frez, jest poziomy. Część do obróbki jest zamocowana na stole. Stół z kolei jest najprostszy, z ruchem w 3 osiach. Istnieją również stoły uniwersalne. Mają zdolność obracania się pod kątem.
Nowoczesna inżynieria mechaniczna umożliwia obróbkę części o złożonej powierzchni profilu: mogą to być powierzchnie matryc, form, w których ważne jest kształtowanie itp.
Aby uzyskać części o takich powierzchniach, stosuje się takie rodzaje obróbki, jak odlewanie, tłoczenie, cięcie. Jednak dopiero cięcie umożliwia uzyskanie parametrów powierzchni zbliżonych do określonych wartości (zadanych) i skrócenie czasu późniejszej obróbki. Często tylko frezowanie możliwa metoda do wykonywania tego rodzaju obróbki, ponieważ tak wiele fabryk i zakładów budowy maszyn przeszło na produkcję masową i na małą skalę. W tego typu produkcjach uważa się za opłacalne przetwarzanie części przez frezowanie.
Proces obróbki technologicznej powierzchni o złożonym profilu opiera się na następujących operacjach:
1) zbieranie, 2) mielenie, 3) wykańczanie.
Procedura wykańczania wykonywana jest ręcznie. Złożoność tej operacji i koszty robocizny związanej z nią są zdeterminowane przez końcowe parametry powierzchni, które zachodzą po frezowaniu. Jeżeli na etapie frezowania zapewniona jest wysoka klasa chropowatości, możliwe jest skrócenie czasu poświęconego na wykończenie. Wykańczanie jest bowiem najbardziej czasochłonnym etapem procesu obróbki technologicznej.
Klasyfikacja i przeznaczenie frezarek
Powierzchnie mogą być obrabiane na frezarkach różne formy. Są to zarówno płaszczyzny zewnętrzne, jak i wewnętrzne. Możesz przetwarzać:
- rowki;
- samoloty;
- rowki;
- powierzchnie o liniowym kształcie.
Do obróbki tych ostatnich stosuje się specjalne typy frezarek, ponieważ jest to praca ze złożonymi płaszczyznami przestrzennymi. Za tokarkami frezarki znajdują się na jednej z czołowych pozycji pod względem rozpowszechnienia, ponieważ są bardzo wydajne i dość wszechstronne.
Rodzaje frezarek:
- konsola- frezarki;
- frezowanie bez konsoli;
- frezowanie wzdłużne;
- frezowanie kopiowe.
Mogą być pionowe, poziome, uniwersalne i bardzo wszechstronne. Ta maszyna jest bardzo popularna. Wyposażenie w konsolę wyróżnia ją spośród innych typów maszyn. Konsola, sztywno zamocowana na korpusie samej maszyny, porusza się wzdłuż prowadnic na ramie, a suwak umieszczony na górze przesuwa konsolę w kierunku poprzecznym. W przeciwieństwie do wrzeciona, które praktycznie się nie porusza, włączone ten typ ruch stołu maszyny. Obrabiany przedmiot jest na nim mocowany, wraz z którym porusza się w przestrzeni, wykonując zarówno ruchy prostopadłe, jak i ruchy pod kątem względem osi wrzeciona.
Obróbka na frezarkach. Rodzaje frezowania
Obróbka frezarska wiąże się z wykonywaniem operacji na częściach o różnych płaszczyznach i powierzchniach na frezarkach. Są to operacje bezpośrednio związane z:
- przetwarzanie samolotów;
- ukształtowane powierzchnie;
- wycinanie rowków;
- cięcie nici;
- wycinanie zębów na kołach zębatych;
- po prostu wycinając kawałek metalu.
Frezarka uniwersalna
Na uniwersalnej frezarce powierzchnie płaskie i kształtowe (zewnętrzne i wewnętrzne), rowki, półki, korpusy obrotowe, otwory, połączenia gwintowane, zęby kół zębatych. Ten typ maszyny znajduje szerokie zastosowanie w działach naprawczych, ślusarskich, stolarniach i warsztatach, wyposażonych w cyfrowe urządzenie pomiarowe w trzech osiach: posuw pionowy konsoli w trybie szybkim, posuw stołu w obu kierunkach w trybie szybkim. W maszynie znajduje się działające oświetlenie i układ chłodzenia.
Wykonywane operacje: procedury wiercenia, frezowania, gwintowania itp.
Centrum obróbcze CNC do frezowania poziomego
Poziome centrum obróbcze CNC do frezowania należy do ciężkiej serii tego typu konstrukcji i przeznaczone jest do następujących rodzajów obróbki: zgrubnej, półwykańczającej i wykańczającej. Praca w trudnych warunkach funkcjonalnych obróbki wielkogabarytowych części karoserii z złożony projekt Wykonany z żeliwa, stali konstrukcyjnej, stali nierdzewnej, stali żaroodpornej oraz stopów, centrum to gwarantuje wysoką sztywność i odporność na wibracje. Prowadnice hydrodynamiczne maszyny gwarantują bezpieczeństwo parametrów precyzji, a także możliwość cięcia materiałów trudnoobrabialnych.
Wymiary stołu obróbkowego: 630x630 mm;
Ruchy w osiach X/Y/Z: 900/800/710 mm;
Prędkość obrotowa wrzeciona: 4500 obr./min. (910 Nm - 1080 Nm);
Ilość narzędzi: 60;
system CNC;
Wyposażenie podstawowe do poziomego centrum obróbczego CNC,
- system CNC z kolorowym ekranem graficznym;
- Stół obrotowy;
- Sklep z narzędziami;
- Układ chłodzenia wrzeciona;
- System zasilania chłodziwem;
- Obudowa całkowicie zakrywająca obszar roboczy maszyny;
- Pilot;
- Zestaw narzędzi do konserwacji;
- Przenośnik taśmowy z wózkiem (do usuwania wiórów);
- Lampa oświetleniowa Obszar roboczy;
- Automatyczne wyłączanie odżywianie;
- Miska olejowa;
- System chłodzenia szafy elektrycznej;
- Instrukcja użytkowania i naprawy maszyny
Prace prowadzone na frezarkach
Zakres prac, które można wykonać na frezarkach jest bardzo różnorodny i duży. Są to procedury obróbki płaszczyzn, frezowania rowków i rowków, frezowania powierzchni kształtowych, frezowania powierzchni obrotowych, skrawania zębów kół zębatych itp.
Rodzaje prac na frezarkach i stosowanych narzędziach:
- Obróbka powierzchni frezem cylindrycznym z zębem spiralnym
- Obróbka płaszczyzny frezem palcowym z wstawionymi zębami
- Cięcie boczne z nożem tarczowym
- Obróbka obu stron otwartego rowka za pomocą dwustronnego obcinaka tarczowego
- Frezowanie rowka trójstronnym frezem tarczowym
- Frezowanie dwóch stron otwartego rowka frezem walcowo-czołowym
- Frezowanie rowka frezem palcowym
- Frezowanie boków występu zestawem dwóch dwustronnych frezów tarczowych
- Frezowanie rowka półokrągłego frezem kształtowym półokrągłym
- Frezowanie złożonego profilu prefabrykowanym zestawem frezów różnego typu.
Oprzyrządowanie do frezarek
Wśród dostępnych do frezarek uchwytów znajdują się uniwersalne, znormalizowane i specjalne. Są one z kolei podzielone na pojedyncze i wielomiejscowe, wśród których znajdują się stałe, ruchome i obrotowe, do frezowania ciągłego.
Znane nam wszystkim podzielnice, imadła maszynowe, stoły obrotowe, stoły narożne stoły obrotowe są uniwersalnymi urządzeniami do frezowania.
Imadła maszynowe są zwykle wyposażone w konwencjonalny ręczny zacisk śrubowy (mimośrodowy lub pneumatyczny) do mocowania na nich części.
Najczęściej używane imadło pneumatyczne z gumową membraną. Obrabiany przedmiot jest zaciśnięty między szczękami. Wraz z wejściem powietrza do komory imadła membrana porusza się wraz z tarczą i prętem, a pręt obraca dźwignię korby, a przedmiot obrabiany jest mocowany z siłą 900 kg przy ciśnieniu powietrza 4 atm.
Podzielnice zmieniają kąt części względem noża i dzielą się na proste, uniwersalne i optyczne. Istnieją trzy metody dzielenia za pomocą podzielnic: bezpośrednia, prosta i różnicowa. Metoda bezpośrednia polega po prostu na obróceniu głowicy (podziału) wrzeciona o zadany kąt. Do tego celu nadają się proste i uniwersalne głowice.
Obszary zastosowania podzielnic uniwersalnych są bardzo zróżnicowane:
- okresowej rotacji przedmiotu o pewne podane kąty
- do ciągłego obrotu obrabianego przedmiotu podczas frezowania spiral
- aby nadać przedmiotowi zadane położenie kątowe względem płaszczyzny stołu na maszynie
W przypadku konieczności obserwowania dokładnego obrotu przedmiotu pod żądanym kątem (dopuszczalny błąd maks. 0,25') stosuje się podzielnice optyczne wyposażone w tarczę. Skala kończyny jest obserwowana przez okular układu optycznego wewnątrz podzielnicy.
Jeśli konieczne jest obrócenie przedmiotu obrabianego w płaszczyźnie poziomej, zastosowanie obrotowego stoły uniwersalne. Takie stoły są wprawiane w ruch ręcznie lub mechanicznie.
Aby ustawić część w stosunku do płaszczyzny samego stołu frezarki pod pewnym kątem, nadaj priorytet stołom narożnym.
Do obróbki pozycyjnej wybierane są stoły obrotowe.
Frezarka konsolowa
- podstawa w postaci skrzynki, w której znajduje się skrzynia biegów i jednostka sterująca skrzynią biegów;
- montaż wrzeciona;
- bagażnik samochodowy;
- zawieszenie;
- trzpienie do frezowania wrzecion;
- konsola;
- sanki;
- stół, na którym część jest umieszczana do obróbki;
- płyta podstawowa.
Frezarki bezkonsolowe podzielone:
- dla pionowych i
- poziomy.
Bez konsoli frezarki typ pionowy służy do wykonywania operacji na częściach o dość dużych rozmiarach. Frezowanie odbywa się z dużą prędkością z automatycznym cyklem kontrolnym. Cykl automatyczny wykonuje:
- przepływ pracy,
- cofać z dużą prędkością i
- zatrzymać.
W nowoczesnych frezarkach bez konsoli frez jest automatycznie wycofywany z powierzchni części w celu jej ochrony. Na tych maszynach proces frezowania realizowany jest z dużą prędkością, co jest ich dużą wartością. Maszyna obrabia części karoserii z dużym naddatkiem na obróbkę. Stół ruch pionowy nie ma tylko ruchu poprzecznego i wzdłużnego. Głowica wrzeciona porusza się pionowo. Samo wrzeciono stoi pionowo i ma duża liczba obrotów, do 1250 obr/min, dzięki czemu frezowanie odbywa się z bardzo dużą prędkością.
Frezarka CNC
Frezarki CNC to maszyny z automatycznym systemem sterowania. Automatyzacja przesuwa stół i kontroluje prędkość wrzeciona. Czasami wrzeciono umieszcza się na wózku lub suwaku, co przyczynia się do jego ruchu w kierunku wzdłuż osi i w pionie. Na tego typu maszynie CNC części są seryjnie obrabiane z bardzo precyzyjną obróbką powierzchni w przestrzeni trójwymiarowej. Na przykład części dla lotnictwa lub przemysł energetyczny jak łopaty śmigieł samolotów i helikopterów, łopatki turbin i duże wentylatory przemysłowe.
Mówiąc o kopiarko-frezarkach, od razu pojawia się pomysł skopiowania, stworzenia kopii lub odtworzenia czegoś, powtórzenia kopii węglowej. Dlatego frezarki kopiujące tworzą niepłaską powierzchnię na części, jednocześnie obrabiając zakrzywione powierzchnie matryc, stempli, które są następnie wykorzystywane do tłoczenia części z blachy stalowej. Jednocześnie powstała forma niejako kopiowała daną próbkę, upodabniając się do niej. Podczas przetwarzania frez przesuwa profil kopiarki na obrabiany przedmiot.
Jeśli na frezarce CNC zainstalowany jest automatyczny zmieniacz frezów, maszyna będzie pełnić funkcje centrum obróbczego, wykonując jednocześnie wiele czynności obróbczych w trybie automatycznym.
Numeryczne kontrola programu przyczynia się do realizacji najbardziej złożonych działań technologicznych dotyczących obróbki części w trybie automatycznym. Działania operatora nie są konieczne podczas pracy. System sterowania jest załadowany programami dla różnych etapów przetwarzania. Program do obróbki jest wybierany przed rozpoczęciem procesu. Wyboru programu dokonuje operator ze stanowiska kontrolnego. Z tego samego stanowiska można sterować maszyną w trybie ręcznym oraz wyłączyć maszynę w razie niebezpieczeństwa. System wizualny wyświetla wszystkie czynności wykonywane przez maszynę, operator monitoruje wykonanie operacji na ekranie wyświetlacza.
Na frezarce CNC obrabiane są części wykonane z żeliwa, stali, a także stopów metali lekkich. Na tym sprzęcie obrabiane są części karoserii z pełnym zakresem operacji w 3 współrzędnych (X, Y, Z) w podstawowej wersji maszyny oraz w czterech lub pięciu współrzędnych - w opcjonalnej wersji maszyny CNC, opracowanej w w świetle najnowszych światowych technologii niezbędnych do produkcji małoseryjnej i jednostkowej.
Proponowane maszyny wyposażone są w system CNC, ekran graficzny, co gwarantuje wysoką precyzję wykonywania poleceń. Serwonapędy wyposażone w cyfrowe sterowanie gwarantują dokładny i szybki ruch w trzech osiach.
Optymalny specyfikacje maszyna pozwala na wykonanie wielu operacji przy jednym ustawieniu: frezowanie, wytaczanie, wiercenie, gwintowanie. Okucia stołowe i suwmiarki wykonane ze specjalnego żeliwa o wysokiej wytrzymałości, które charakteryzuje się dużą sztywnością i odpornością na wibracje, a także projekt mocne wrzeciono oraz zautomatyzowany system doprowadzania chłodziwa do strefy skrawania przyczyniają się do wzrostu popularności maszyny.
Podstawowe wyposażenie frezarki CNC:
- system CNC firmy Siemens;
- Pokrywa ochronna;
- Zautomatyzowany system chłodzenie;
- Separator oleju i chłodziwa;
- Zautomatyzowany system smarowania;
- Śruby montażowe do montażu na fundamencie;
- Wymiennik ciepła szafy elektrycznej;
- Sygnalizacja;
- Dokumentacja w języku rosyjskim.
Frezarki CNC to urządzenia odpowiadające wysokiemu poziomowi nowoczesnych rozwiązań stworzonych przez człowieka, za pomocą których uzyskuje się precyzyjne części z wysokimi, owocnymi zwrotami.
Frezarka pionowa. Opis.
Frezarka pionowa może wykonywać wiele operacji frezowania różne rodzaje noże
Przeznaczeniem frezarek pionowych jest wiercenie, rozwiercanie i wytaczanie otworów, obróbka płaszczyzn poziomych i pionowych, wycinanie rowków, ram, narożników, wycinanie zębów kół zębatych itp.
Maszyna może pracować z powierzchniami stalowymi, żeliwnymi, a także obrabiać części ze stopów, metali kolorowych, tworzyw sztucznych itp. Podczas obróbki frez zaczyna się obracać wraz z wrzecionem, wykonując ruchy obrotowe. Obrabiany przedmiot również jest w ruchu. Czy to proste, czy ruch krzywoliniowy i nazywa się frezowaniem. Część lub przedmiot obrabiany jest przymocowany do maszyny za pomocą pinezek, imadła maszynowego.
W pionowej frezarce konsolowej wrzeciono montowane jest pionowo.
Frezarki pionowe typu bezkonsolowego obrabiają powierzchnie nachylone w pionie. Łóżko montuje się bezpośrednio na fundamencie. Na prowadnicach łóżka przesuwa się zjeżdżalnia i stół. Ta wersja maszyny zapewnia jej dużą sztywność, sztywność zapewnia dokładność obróbki oraz możliwość pracy z całościowymi detalami.
frezarki konstrukcja pionowałatwy w użyciu, dzięki szybkiej wymianie narzędzi i osprzętu.
Frezarka pozioma. Opis
W przeciwieństwie do frezarek pionowych, maszyny typ poziomy wrzeciono jest poziome. Prawie wszystkie typy frezów mogą być stosowane na frezarkach poziomych.
Do montażu noża stosuje się trzpień o długości proporcjonalnej do szerokości blatu.
Wszystkie posuwy dla frezarek poziomych realizowane są za pomocą ruchu stołu. Sterowanie ruchem stołu może być ręczne lub zmechanizowane. Obrabiana część jest mocowana w rowkach teowych stołu. Z reguły stół porusza się w trzech kierunkach. Ale w niektórych przypadkach ruch pionowy jest zapewniany nie przez ruch stołu, ale przez ruch głowicy frezarskiej.
Na niektórych frezarkach typu poziomego znajduje się stół z urządzeniem obrotowym, które zapewnia obrót w poziomie ±45°. Ma to tę zaletę, że obrabiany przedmiot może być podawany pod kątem do osi wału (wrzeciona).
Frezarka pionowo-pozioma. Opis
frezarki powyższego typu przeznaczone są do obróbki powierzchni pionowych, poziomych, nachylonych, rowków w częściach duże rozmiary. Z reguły ich korpus jest wykonany z żeliwa i jest konstrukcją odlewaną. Zalety tak sztywnej konstrukcji:
- dobrze tłumi drgania
- zapewnia doskonałe parametry chropowatości podczas obróbki.
Podobnie jak frezarki bez konsoli, również te maszyny nie posiadają konsoli. Łóżko montuje się bezpośrednio na fundamencie. Na prowadnicach łóżka przesuwa się zjeżdżalnia i stół. Ta wersja maszyny zapewnia jej również dużą sztywność, sztywność zapewnia dokładność obróbki oraz możliwość pracy z wymiarowymi detalami i częściami.
Głowica pionowa tej frezarki poziomo-pionowej ma obrót o ±45 stopni.
Elementy sterujące znajdują się na lokalnym panelu sterowania. Zapewnia to dodatkową wygodę podczas obsługi maszyny, będąc w pobliżu maszyny w momencie sterowania.
frezarki typ pionowo-poziomy należy do szerokiej gamy frezarek.
Sugerowane frezarki
Frezarki serii UNF 1

Seria UNF1 - stabilna konstrukcja i wysoka dokładność obróbki
Cechy charakterystyczne:
- bardzo duży pulpit
- uniwersalna głowica frezarska, możliwość montażu pod dowolnym kątem przestrzennym
Standardowe akcesoria:

| Specyfikacje UNF 1 | ||
|---|---|---|
| Strefa pracy | ||
| Powierzchnia montażowa stołu | 1120x260 | |
| Kształt litery T rowki (liczba-szerokość-odległości) | 5-14-50 | 350 kg |
| Podajnik | X podróż | 600 mm |
| Podróż w osi Y | 300 mm | |
| Z podróży | 440 mm | |
| Prędkość przesuwu w osi X | 24 - 720 mm/min | |
| Szybki przesuw w osi X | 1040 mm/min | |
| Pionowy. głowica frezarska | ||
| Stożek wrzeciona | ISO 40 | |
| Prędkość wrzeciona | 40–1600 obr/min | |
| Konsola | 60–500 mm | |
| Odległość od końcówki wrzeciona do stołu | 0–440 mm | |
| Zakres obrotu głowy | 360° | |
| Głowica frezarska pozioma | ||
| Stożek wrzeciona | ISO 40 | |
| Prędkość wrzeciona | 40–1600 obr/min | |
| Moc napędu | ||
| Główny silnik | 2,2 kW | |
| Wymiary dł. x szer. x wys. | 1655 x 1325 x 1730 mm | |
| Waga | 1360 kg | |
Frezarki serii UNF 10, UNF 12B, UNF 15B
Cechy charakterystyczne:
- Wyposażony w serwo x, y, z
- Duży zasięg działania
- Bezstopniowa regulacja prędkości posuwu za pomocą serwomotoru i sterownika osiowego (produkcja angielska) we wszystkich osiach
- Szybki dojazd we wszystkich kierunkach
- Wszystkie koła zębate są hartowane, szlifowane, azotowane i podczas obracania przechodzą przez kąpiel olejową
- Jednoczesne włączanie posuwu i mocowania stołu jest wykluczone
- Prowadnice mają powłokę Turcite-B
- Osie mogą być napędzane jednocześnie
- Istnieje podwójna liczba wszystkich elementów sterujących: do sterowania maszyną z przodu iz lewej strony
- Stabilne, odporne na przekrzywienie prowadnice ramienia (współrzędna y), prowadnice kwadratowe we współrzędnych x i z
- Uniwersalną głowicę frezarską można ustawić pod dowolnym kątem przestrzennym
- Automatyczne smarowanie
- Szeroka gama akcesoriów
- Uchylny panel sterowania ze wszystkimi elementami funkcjonalnymi
- Hamulec wrzeciona
Standardowe akcesoria:
- uniwersalna głowica obrotowa
- narzędzia pomocnicze
- scentralizowany automatyczny system smarowania
- dozownik chłodziwa
- protokół produkt końcowy zgodnie z DIN 8615
| Specyfikacje | UNF 10 | UNF 12B | UNF 15B |
|---|---|---|---|
| Blat (dł. x szer.) | 1235 x 460 mm | 1635 x 500 mm | 2000 x 500 mm |
| Liczba rowków teowych | 5 | 5 | 5 |
| Rozmiar rowka T | 18 mm | 18 mm | 18 mm |
| Szerokość rowka T | 80 mm | 80 mm | 80 mm |
| Odległość między rowkami teowymi | 900 mm | 1300 mm | 1500 mm |
| Ruch wzdłużny stołu wzdłuż osi X | 450 mm | 450 mm | 500 mm |
| Boczny ruch osi Y | 650 mm | 650 mm | 650 mm |
| Zakres kąta głowicy | 360° | 360° | 360° |
| Zacisk wrzeciona | ISO 40 | ISO 50 | ISO 50 |
| Prędkość wrzeciona | (27) 30–2050 mm/min | (27) 30–2050 mm/min | (27) 30–2050 mm/min |
| Posuw wzdłużny (bezstopniowy) | 10–1000 mm/min | 10–1000 mm/min | 10-3000 mm/min |
| Posuw poprzeczny (bezstopniowy) | 10–1000 mm/min | 10–1000 mm/min | 10-3000 mm/min |
| Posuw pionowy (bezstopniowy) | 6–640 mm/min | 5–500 mm/min | 5–500 mm/min |
| Wysoka prędkość wzdłużna | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Szybki ruch | 2540 mm/min | 2200 mm/min | 2200 mm/min |
| Szybki ruch w pionie. | 1700 mm/min | 1300 mm/min | 1100 mm/min |
| Odległość końcówki wrzeciona - stół | 50 - 500 mm | 80 - 530 mm | 50 - 530 mm |
| Wyjazd | 63 - 713 mm | 60 - 760 mm | 28 - 760 mm |
| Moc głowy. silnik | 5,5 kW | 7,5 kW | 7,5 kW |
| Napędy osiowe | Serwo DC | Serwo DC | Serwo DC | 800 kg | 1800 kg | 1800 kg |
| Wymiary (DxSxW), mm | 1940x2200x2115 | 2140 x 2621 x 1940 | 2140 x 2986 x 1940 |
| Waga | 3000 kg | 3400 kg | 5500 kg |

| Charakterystyka | Sugerowana maszyna |
| Podróż wzdłuż osi X, mm | 1400 |
| Przesuw w osi Y, mm | 600 |
| Ruch wzdłuż ogh 2, mm | 600 |
| Wymiary stołu, mm | 1700 x 410 |
| rowki teowe, mm | 4x 18x70 | 1200 |
| Przesuw osi, mm/min Szybki przesuw mm/min |
XYZ 10-3000 X Y Z 4800 |
| Typ wrzeciona | NT50 |
| Średnica, mm | 127,53 |
| Prędkość obrotowa wrzeciona, obr/min | 60-3000 |
| Odległość od głowicy wrzeciona do powierzchni stołu, mm | 690 |
| Moc napędu głównego, kW | 10 |
| Masa maszyny, kg | 4300 |
Proponowana maszyna charakteryzuje się niższym poborem mocy, co nie wpływa na produktywność, ze względu na wyższe prędkości obróbki. Wymiary stołu pozwalają na ujednolicenie dwóch typów maszyn uwzględnionych w projekcie w jedną.
Zawartość dostawy
Teleskopowa oś X
Teleskopowe przeciągarki w osi Y
Frezarki poziome różnią się konstrukcją, mogą być jedno- i dwukolumnowe, konsolowe i bez konsoli. Maszyny CNC z reguły mają stół obrotowy, którego pewną trajektorię ruchu ustala wbudowany program.
Frezarki poziome - maszyny z poziomym wrzecionem, a także posiadające możliwość przesuwania stołu w trzech wzajemnie prostopadłych kierunkach.
Podstawą frezarki poziomej jest łoże, na którym znajdują się wszystkie węzły i mechanizmy maszyny:
- skrzynia biegów;
- konsola poruszała się wzdłuż pionowych prowadnic łóżka;
- stół do montażu półwyrobu włożony do specjalnego urządzenia lub zamocowany w zainstalowanym na nim imadle. cechą stołu frezarki jest to, że jego ruch może odbywać się w trzech kierunkach
- wzdłuż szyny prowadzącej następuje ruch wzdłużny;
- ruch boczny uzyskuje się przesuwając sanki wzdłuż prowadnic konsoli;
- Stół otrzymuje ruch pionowy, gdy konsola porusza się wzdłuż prowadnic ramy.
- wrzeciono - główna część obrotowa w mechanizmie maszyny;
- pojemnik na paszę umieszczony w konsoli;
- bagażnik służący do zabezpieczenia zawieszenia;
- słupek frezujący jest podtrzymywany przez koniec wieszaka.
Uniwersalne maszyny nazywane są frezarkami poziomymi z obrotową płytą, dzięki której blat może zamienić się z powierzchni poziomej w pochyloną. Maszyny te mogą być również wyposażone w CNC, ale nie przyspieszy to, a raczej spowolni produkcję z uwagi na to, że przeprogramowanie maszyny zajmie dużo czasu.
Układ frezarek poziomych Schemat kinematyczny 6Р81 Urządzenie frezarki poziomej
Frezy cylindryczne służą do obróbki poziomej płaszczyzny części. W pionie metalowe półfabrykaty są toczone za pomocą frezów czołowych lub tarczowych. W razie potrzeby stosuje się kombinowaną obróbkę przedmiotu obrabianego, kilka różnych frezów. Dokładność zadania jest bezpośrednio zależna od stabilności frezów w uchwycie na całej długości przesyłki. Zawieszenia pomagają zwiększyć sztywność mocowania. Jednak żadna dodatkowa podpora nie zapewni wystarczającej stabilności frezowi, gdy jego średnica wzrośnie poza normy określone przez producenta maszyny. Najdokładniejsze wykonanie pracy nastąpi, jeśli maszyna będzie wyposażona w CNC.
Sztywność poziomych frezarek do metalu wzrasta wraz z poprawą konstrukcji ramy, montażem dodatkowego wspornika i wzmocnieniem stołu. Praca wykonana na tokarka do metalu, mogą być również produkowane na poziomych urządzeniach do frezowania przy użyciu specjalnych głowic frezujących. Montażowi CNC na maszynie zawsze towarzyszy wzmocnienie konstrukcji.
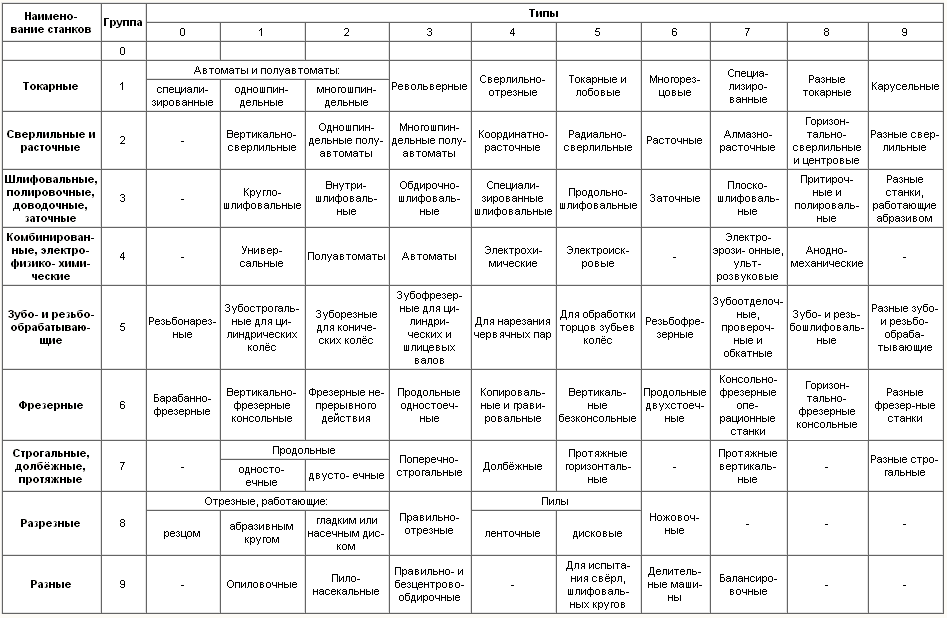
W klasyfikacji frezarki poziome zaliczane są do grupy szóstej, ale niektóre z nich mogą również należeć do piątej jako sprzęt do nacinania kół zębatych i gwintowania. CNC jest częściej instalowany na maszynach 6. grupy. Sprzęt grupy 5 nie jest przeznaczony do wykonywania szczególnie precyzyjnych zadań. CNC można tutaj zainstalować tylko w celu przyspieszenia produkcji, w razie potrzeby przetwarzać identyczne detale w w dużych ilościach.
Zgodnie z tabelą klasyfikacji urządzeń tokarskich do metalu, maszyny są podzielone według masy:
- Grupa 1 - lekka, ważąca do 1 tony;
- Grupa 2 - średnie, których waga nie przekracza 10 ton,
- Grupa 3 - ciężka. Ta grupa jest podzielona.
- Duży - od 10 do 30 ton;
- Ciężki - od 30 do 100 ton;
- wyjątkowy, ponad 100 ton wagi.
Każdy sprzęt do metalu może być wyposażony w CNC.
Drugim kryterium podziału sprzętu jest automatyczne, półautomatyczne lub ręczne sterowanie maszyną. Przy sterowaniu ręcznym włączanie, zatrzymywanie, zbliżanie się do narzędzia, regulacja posuwów i prędkości, instalowanie części i usuwanie ich z powierzchni roboczej odbywa się za pomocą tokarza.

Półautomat jest skonfigurowany do określonego cyklu przetwarzania. Pracownik musi zainstalować obrabiany przedmiot, naprawić go i nacisnąć przycisk start. Po zakończeniu cyklu obracające się wrzeciono automatycznie się zatrzyma. Tokarz będzie musiał usunąć gotową część, włożyć następny przedmiot i ponownie uruchomić maszynę.
Podczas pracy nad sprzęt automatyczny, tokarz otrzymuje rolę obserwatora i debuggera sprzętu. CNC do obrabiarek może być inny, ale wszystkie procesy wytwarzania części odbywają się bez bezpośredniego udziału operatora.
Wpływa na kolumnę, w której rozmieszczony jest sprzęt w tabeli klasyfikacyjnej, położenie wrzeciona, jego położenie odzwierciedlone jest w nazwie i oznaczeniu - nachylone, pionowe, poziome.
Podział na podgrupy następuje według parametrów przetwarzania w trybie 2-płaszczyznowym lub 4-współrzędnym. Odzwierciedla się to również w pozycji w stole i możliwości obróbki jednej lub więcej części jednocześnie. Obecność w konstrukcji maszyny CNC nie ma znaczenia dla podgrupy w tabeli klasyfikacyjnej.
Wielonarzędziowe frezarki poziome posiadają kilka frezów, które jednocześnie obrabiają powierzchnię jednej części z różnych stron, a maszyny wielopozycyjne obrabiają kilka detali jednocześnie. Oba typy urządzeń pracują wydajniej z CNC.
Wniosek
Na poziomych urządzeniach do frezowania metalu rowki na klucze są wykonywane w półfabrykatach. Można je wykonać na kilka sposobów, w zależności od narzędzia używanego na różnym sprzęcie – frezarkach pionowych lub sprzęcie ogólnego przeznaczenia służącym do wykonywania różnorodnych prac ślusarskich.
Obróbka powierzchni wielowypustowych Frezowanie wału z wielowypustem Skrawanie wału wielowypustowego
Wielowypusty na wałach o średnicy do 100 mm wykonywane są w jednym cyklu frezowania. Na szerszych wałach operację tę można przeprowadzić w dwóch przejściach. Do frezowania zgrubnego niezbędne są mechanizmy dzielące. Są one dostępne na frezarkach poziomych, co czyni ten sprzęt wygodniejszy do obróbki wałków o dużej średnicy.
Wybór frezu do pracy
Frezowanie wzdłużne można wykonać na wielowrzecionowych frezarkach poziomych do metalu przy użyciu różnych frezów zainstalowanych w wieży. W przypadku obróbki części metalowych za pomocą kilku różnych frezów, montaż narzędzia można również przeprowadzić w transporcie, a następnie na wrzecionie.
Trójstronne frezy tarczowe służą do toczenia rowków wpustowych. Aby osiągnąć większą dokładność, lepiej wykonać tę pracę za jednym razem. Jeśli konieczne jest wykonanie szerokiego rowka w jednym kroku, trudno jest przeprowadzić tę operację. Drugie przejście wykańczające zostanie wykonane frezem o dużej średnicy. Frez będzie bezpiecznie zamocowany, gdy zostanie zainstalowany we wrzecionie z dwoma podporami.
Istnieją maszyny przeznaczone do pracy tylko z jednym lub kilkoma rodzajami frezów. Frezarki poziome, przeznaczone do pracy z frezami tarczowymi i cylindrycznymi, posiadają dodatkowo możliwość zastosowania frezów palcowych, co nieco zwiększa zakres zastosowania tego sprzętu.
Znakowanie maszynowe
Frezarki często mają wąską specjalizację, co znajduje odzwierciedlenie w znakowaniu. Pierwsza cyfra to grupa, do której należy maszyna zgodnie z tabelą klasyfikacyjną. Druga cyfra wskazuje rodzaj sprzętu:
- 1 - pionowy wspornik frezarski;
- 2 - ciągłe działanie - praca nad strumieniem. Produkują te same części.
- 3 - kopiarki pracują na szablonie zamocowanym na ramie nad częścią roboczą;
- 4 - grawerowanie;
- 5 - pionowe bez konsoli mają stół krzyżowy;
- 6 - frezarki wzdłużne nie różnią się szerokim zakresem możliwości, są stosowane w produkcji seryjnej;
- 7 - szeroko-uniwersalne mają wiele możliwości, co czyni je doskonałym wyposażeniem warsztatów i produkcji jednostkowej na małą skalę;
- 8 - wspornik-poziomy;
- 9 - różne.
Trzecia, a czasem czwarta cyfra oznacza wymiary. Litera od 1 do 2 cyfr wskazuje, że jest to ulepszony model. Jeśli litera znajduje się na końcu oznaczenia, wskazuje to na cechę modernizacji modelu podstawowego. Litery P, B, A, C - wskazują klasę dokładności. Ш wskazuje na szeroką wszechstronność modelu, który oprócz poziomo umieszczonego wrzeciona posiada pień z pionową głowicą. G wskazuje, że ta maszyna jest frezarką poziomą.
Jeśli znajdziesz błąd, zaznacz fragment tekstu i kliknij Ctrl+Enter.
Nowoczesny frezarki, zarówno poziomych jak i pionowych, w tym frezarki CNC - połącz oba klasyczne rozwiązania wypracowane przez lata, a więc najnowocześniejsze osiągnięcia światowego przemysłu obrabiarkowego. Frezarki CNC są jednymi z najpopularniejszych i najbardziej poszukiwanych na rynku obróbki metali. Główne kryteria, według których obróbka metali frezarki- dostępność CNC i układ: frezarki poziome i pionowe. We frezarkach pionowych oś wrzeciona znajduje się pionowo, we frezarkach poziomych - poziomo. W naszym katalogu znajdują się zarówno frezarki uniwersalne, jak i frezarki CNC wyłącznie produkcji europejskiej.
Frezarki pionowe, uniwersalne - to są maszyny tradycyjne wzornictwo bez CNC, z pionowym wrzecionem i poziomym stołem przesuwnym. Mogą być wyposażone w DRO - cyfrowe urządzenia wskazujące, które ułatwiają sterowanie ruchami wzdłuż osi. Charakteryzuje się prostym i wytrzymała konstrukcja, przeznaczone są do produkcji jednostkowej i małoseryjnej.
Analogi modeli 6P11, 6T11, 6P12, 6T12, 6P13, 6T13, VM127.
Frezarki poziome, uniwersalne - maszyny bez CNC, z poziomą osią obrotu narzędzia i poziomym stołem ruchomym. Mogą być wyposażone w cyfrowy odczyt (DRO) do kontroli ruchu wzdłuż osi. Stosowane są do pojedynczych prac i produkcji małoseryjnej.
Wymiary stołu: 315x1250, 375x1600 mm.
Frezarki poziome konsolowe, uniwersalne - maszyny bez CNC, z poziomą osią obrotu narzędzia i poziomym stołem ruchomym. Mogą być wyposażone w cyfrowy odczyt (DRO) do kontroli ruchu wzdłuż osi. Stosowane są do pojedynczych prac i produkcji małoseryjnej.
Analogi modeli 6P81, 6T81, 6P82, 6T82, 6P83, 6T83.
Wymiary stołu: 400x1600, 450x1800 mm.
Szeroko uniwersalne frezarki konsolowe - bez CNC, łączące możliwości zarówno układu poziomego jak i pionowego. Posiadają dwa wrzeciona: pionowe i poziome. Pozwala to na użycie jednej zamiast dwóch maszyn, co znacznie oszczędza obszar produkcji. Obrabiarki mogą być wyposażone w cyfrowe urządzenie wskazujące (DRO) do kontroli ruchu wzdłuż osi. Wykorzystywane są do pojedynczych prac i produkcji małoseryjnej.
Analogi maszyn 6R82Sh, 6T82Sh, 6R83Sh, 6R83Sh.
Wymiary stołu: 315x1250, 375x1600, 400x1600, 450x1800 mm.
Centra obróbcze CNC do frezowania pionowego - maszyny o układzie klasycznym: wrzeciono znajduje się pionowo nad poziomym stołem ruchomym. Stół porusza się w dwóch prostopadłych osiach poziomych, wrzeciennik porusza się w pionie. Zapewnia obróbkę detali w 3 współrzędnych - standardowy zestaw podstawowy. Maszyny są dostępne w wersjach 4- i 5-osiowych, wyposażone w automatyczny zmieniacz narzędzi z magazynami narzędzi i stanowią proste i niedrogie rozwiązanie połączone z dużą uniwersalnością.
Poziome centra obróbcze CNC - maszyny z poziomym wrzecionem. Stół takiej maszyny z reguły znajduje się również poziomo. Zaletą takiej maszyny jest większa sztywność układu stół-wrzeciono, a także dobre odprowadzanie wiórów ze strefy skrawania. Jednocześnie z reguły mają większe wymiary niż maszyny do układania pionowego. Często takie maszyny wyposażone są w system wymiany palet (stołu), co skraca czas demontażu i montażu obrabianego przedmiotu.
Analogi modeli krajowych IR 500, IS 500, IR 800, IS 800.
Pionowe centra frezarsko-tokarskie CNC to najnowocześniejsze maszyny łączące możliwości frezarskiego centrum obróbczego oraz pionowej tokarki CNC. Maszyna może być wyposażona w 1-2-3-osiowe wrzeciono frezarskie, system wymiany głowicy wrzeciona, wrzeciono tokarskie i szlifierskie. System automatycznej wymiany głowicy i narzędzia pozwala na wykonanie maksymalnej liczby operacji w jednej instalacji przedmiotu obrabianego, skracając czas ponownej instalacji części, rekonfiguracji maszyny i eliminując niedokładności, które pojawiają się podczas ponownego instalowania przedmiotu obrabianego. Ponadto, łącząc tokarkę i frezarkę w jeden projekt, konstruktorzy zmniejszyli prawie o połowę wymaganą powierzchnię produkcyjną.
Frezarki ciężkie z ruchomym stołem i poziomym wrzecionem dostępne są zarówno z ruchomą jak i stałą kolumną. Wyposażone są w wymienne głowice frezujące do zadań Klienta. Mogą to być zarówno zwykłe głowice frezarskie lub wytaczarskie, jak i kątowe, a także 2-3-osiowe. Maszyny wyposażone są w automatyczne magazynki na wymienne głowice i narzędzia. Konfiguracja maszyny, ruchy wzdłuż osi, konstrukcja i wymiary stołów dobierane są zgodnie z wymaganiami klienta.
Frezarki ciężkie z ruchomym stołem obrotowym - maszyny ze stałą kolumną, na której znajduje się wrzeciono z poziomą osią obrotu i możliwością ruchu pionowego. Pozostałe ruchy zapewnia mobilność stołu. Szeroka gama rozmiarów stołów i konfiguracji głowic pozwala na obróbkę skomplikowanych detali z dużymi siłami skrawania.
Frezarki ciężkie z ruchomą kolumną to maszyny z poziomą osią wrzeciona. Ruchoma kolumna maszyn może poruszać się po stole o znacznej długości - do 25 metrów. Maszyny tego typu to podstawowy moduł, do którego dobierany jest stół o wymaganej wielkości lub kilka stołów (np. główny stół stały i mały stół obrotowy). Maszyny mogą być wyposażone systemy automatyczne zmiana narzędzi i głowic frezarskich na wymaganą liczbę pozycji.
Ciężkie frezarki portalowe ze stołem przesuwnym to maszyny w kształcie litery U z pionową osią wrzeciona. Wrzeciono zapewnia ruch pionowy i poprzeczny, a ruch wzdłużny zapewnia ruchomy stół. Taka konstrukcja jest najprostsza i najczęściej spotykana, charakteryzuje się dużą sztywnością i doskonałymi parametrami dynamicznymi. Oferowany szeroki wybór głowice frezarskie o różnych konfiguracjach do obróbki części o dowolnej złożoności.
Frezarki portalowe ciężkie z portalem ruchomym - maszyny, których portal porusza się w całości nad stołem stałym po prowadnicach umieszczonych wzdłuż stołu po obu stronach. Maszyny charakteryzują się sztywną stabilną konstrukcją i wysoką dynamiką oraz duży wybór konfiguracje i rozmiary stołów, a także głowice frezujące, pozwalają na obróbkę części o skomplikowanych konfiguracjach.
Frezarki bramowe z trawersem ruchomym to maszyny ciężkie o najwyższej dynamice i precyzji. Posuw poziomy maszyny wraz z pionowym wrzecionem porusza się nad stołem po prowadnicach znajdujących się na szczycie bocznych kolumn nośnych znajdujących się po bokach stołu stałego. Dzięki minimalnej wadze systemu trawers/wrzeciono i całkowicie symetrycznej konstrukcji, maszyna umożliwia wysoką dynamikę ruchu przy maksymalnej sztywności i stabilności konstrukcji.
Frezarki z Europy - najlepszy wybór
W naszym katalogu możesz wybrać samodzielnie lub z pomocą naszych specjalistów, frezarki Europejskich producentów, aby rozwiązać każdy problem i na każdą kieszeń. Zwracamy uwagę na to, że nasza firma nie ogranicza się tylko do tych producentów - specjalizujemy się w dostawie dowolnego europejskiego sprzętu. Katalog zawiera producentów obrabiarek, z którymi przez lata wykształciły się dobre relacje, a przez lata eksploatacji w warunkach rosyjskich maszyny potwierdziły swoją jakość.
Pomoc w wyborze
Nasi specjaliści, mając duże doświadczenie w dostarczaniu europejskich maszyn do Rosji, z przyjemnością pomogą Państwu w wyborze dostawcy i modelu frezarki, uwzględniając wszystkie zadania i potrzeby Klienta.
Jak kupić?
Skontaktuj się telefonicznie z naszymi specjalistami, e-mail lub poprzez formularze zamówień na stronie! Będziesz mógł otrzymać wyczerpujące odpowiedzi na wszystkie swoje pytania w możliwie najkrótszym czasie. Cenimy naszych klientów! Pokażmy to!
OOO Mir Stanochnika oferuje zakup importowanego sprzętu do obróbki metali w Moskwie. Każdy produkt jest inny wysoka jakość produkcja i montaż. Jesteśmy gotowi do zaoferowania korzystne warunki dokonuje zakupów i samodzielnie dostarcza towar do obiektu.
Wyświetlanie wszystkich 7 wyników
Frezarka CNC pozioma do metalu znalazła szerokie zastosowanie w różnych dziedzinach produkcji. Służy do obróbki dużych detali. Ponadto maszyna często pracuje jako wytaczarka do wykonywania otworów o różnych głębokościach i średnicach.
W tego typu sprzęcie narzędzie tnące znajduje się poziomo, czyli równolegle do podłogi. Obrabiany przedmiot jest zamocowany na specjalnym stole, który obraca się wokół własnej osi, rozszerzając w ten sposób możliwości maszyny.
Zalety poziomych centrów obróbczych do frezowania:
- Wrzeciono poziome. Dzięki temu wióry nie gromadzą się wokół powierzchni roboczej.
- Wysoka prędkość. Podawanie automatyczne narzędzie i półfabrykaty pozwala wykluczyć osobę z procesu obróbki materiałów za pomocą poziomej frezarki CNC.
- Wysoka celność. Błąd produktu końcowego to setne części milimetra.
- Łatwość użycia. Maszyna musi tylko ustawić parametry pracy i podać obrabiane przedmioty.
Korzyści z zakupu u nas frezarek poziomych CNC
Firma World of the Machine Tool zapewnia klientom najdogodniejsze warunki zakupu maszyn CNC:
- Pomoc w wyborze. Zaoferujemy frezarkę poziomą CNC wraz z osprzętem wg korzystna cena w oparciu o potrzeby konkretnej firmy. W tym celu nasz specjalista przeanalizuje rysunki wyprodukowanych części.
- Dostawa sprzętu.
- Szeroka gama produktów, obecność większości maszyn na magazynie.
- Tworzenie Oferta handlowa w ciągu dnia roboczego po skontaktowaniu się z firmą.
Polecamy również
 Zasilacz impulsowy: naprawa i udoskonalenie
Zasilacz impulsowy: naprawa i udoskonalenie
 Zdalne sterowanie światłem
Zdalne sterowanie światłem
 Lekcje pływania dla dzieci w wieku przedszkolnym
Lekcje pływania dla dzieci w wieku przedszkolnym
 Uwagi dla mistrza - domowe alarmy domowe
Uwagi dla mistrza - domowe alarmy domowe
 Śmigło zegarowe w Atmega8
Śmigło zegarowe w Atmega8
 Przykłady zastosowania urządzenia i przekaźnika, jak prawidłowo dobrać i podłączyć przekaźnik Mikrokontroler i proste obwody przełączające przekaźnika
Przykłady zastosowania urządzenia i przekaźnika, jak prawidłowo dobrać i podłączyć przekaźnik Mikrokontroler i proste obwody przełączające przekaźnika