तेल और गैस का बड़ा विश्वकोश। घर का बना ब्रोचिंग मशीन। क्षैतिज ब्रोचिंग मशीनें
ब्रोचिंग मशीनों का उद्देश्य किसी दिए गए कॉन्फ़िगरेशन के अनुसार भाग की आंतरिक (बाहरी) सतह को सटीक रूप से संसाधित करना है।
सतह के उपचार के बाद प्राप्त आकृति, हो सकता है विभिन्न आकार, जो काटने वाले ब्रोच के प्रोफाइल द्वारा निर्धारित किया जाता है।
1 प्रमुख विशेषताएं
ब्रोकिंग मशीनों के मॉडल कई तरह से भिन्न होते हैं:
अनियमित टुकड़ों के लिए, उल्टे डाई में छेद करना बहुत मुश्किल होगा। "अनुस्मारक या एम्बॉसिंग"। इस प्रकार की प्रक्रिया से, आप टुकड़े प्राप्त कर सकते हैं उच्च ऊंचाईऔर मात्रा जिसके साथ वे बर्तन, रसोई के सिंक, लालटेन, ट्राफियां आदि बनाते हैं।
बिना शीट प्रेस के भी उपकरण बनाए जा सकते हैं। इस प्रयोजन के लिए, कर्षण के क्षण में सामग्री की आवाजाही को सुविधाजनक बनाने के लिए मरने को उपयुक्त कक्षों के साथ वातानुकूलित किया जाना चाहिए, जैसा कि ग्राफ में दिखाया गया है। वे आसानी के लिए जिम्मेदार हैं या नहीं जिसके साथ सामग्री कर्षण के दौरान चलती है, वे सिलवटों के गठन के लिए भी जिम्मेदार हैं जो सामग्री को फाड़ देगी, सॉसेज के परिणामस्वरूप सामग्री की अधिक कठोरता प्राप्त करेगी।
- उद्देश्य - आंतरिक या बाहरी ब्रोच;
- सार्वभौमिकता - सामान्य और अत्यधिक विशिष्ट उद्देश्य;
- काम करने की दिशा - क्षैतिज या ऊर्ध्वाधर;
- कामकाजी आंदोलन की प्रकृति - परिपत्र, ब्रोच आंदोलन, वर्कपीस आंदोलन;
- गाड़ियों की संख्या - एक या अधिक;
- पद - पारंपरिक मशीनें(एकल स्थिति), साथ रोटरी टेबल(बहु-स्थिति);
- सीएनसी की उपलब्धता।

तन्यता बल के परिणामस्वरूप, जड़ा हुआ पदार्थ पंच से चिपक जाता है और यदि पंच को हटाने की सुविधा के लिए कोई प्रणाली प्रदान नहीं की जाती है, तो यह बाद की समस्याओं का संकेत दे सकता है, एक उपयुक्त आकार नीचे दी गई तालिका में दिखाया गया है। मैट्रिक्स के नीचे एक प्रोजेक्शन या एड़ी बनाकर संलग्न करें।
आमतौर पर स्प्लिट रिंग का उपयोग किया जाता है, जो एक स्प्रिंग से जुड़ा होता है, जो एक एक्सट्रैक्टर के रूप में कार्य करता है, भीतरी व्यासरिंग में एक उपयुक्त गोलाई होनी चाहिए जो पंच और सामग्री के पारित होने की अनुमति देती है, उसी के वंश के दौरान वसंत को खींचती है, पंच उठाते समय, वसंत संकुचित होता है और अंगूठी एक चिमटा के रूप में कार्य करती है।
मुख्य प्रकार हैं:
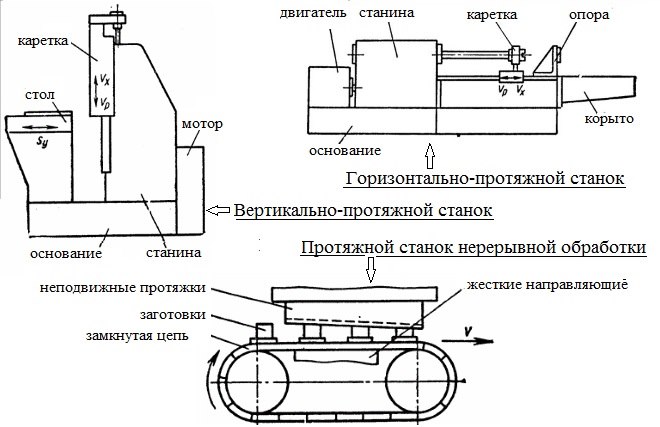
- क्षैतिज रूप से ब्रोचिंग मशीन (छेद के आंतरिक प्रसंस्करण के लिए);
- वर्टिकल ब्रोकिंग मशीन (आंतरिक और बाहरी ब्रोचिंग के लिए);
- सीएनसी केंद्र जिनके पास स्वचालित स्थापना / वर्कपीस को हटाने और उपकरण परिवर्तन के लिए उपकरण हैं।
प्रदर्शन विशेषताओं में कर्षण बल जैसे संकेतक शामिल हैं - 50 से 1000 kN तक, और ब्रोच स्ट्रोक की लंबाई - 1000 से 2000 मिमी तक।
संक्षेप में, ड्राइंग एक खोखले टुकड़े को बनाने के लिए संपीड़ित और तन्यता तनाव के अधीन शीट का एक टुकड़ा बनाना है। ड्राइंग की मदद से आप बड़ी सीरीज, वेव्स, कवर्स, कवर्स, लाइट्स के लिए रिफ्लेक्टर, ट्राफियां बना सकते हैं। कास्टिंग, धातुओं और प्लास्टिक के इंजेक्शन आदि के लिए मोल्ड भी प्राप्त किए जा सकते हैं। इस प्रक्रिया का उपयोग करके, आप टुकड़े प्राप्त कर सकते हैं उच्च ऊंचाईऔर मात्रा, जो रोजमर्रा की जिंदगी में बहुत उपयोगी हैं।
लैमिनेट स्टील लेमिनेशन सिलेंडरों के बीच यांत्रिक विरूपण द्वारा निर्मित धातुओं का प्लास्टिक विरूपण है। यह एक ऐसी प्रक्रिया है जो विपरीत दिशा में घूमने वाले सुपरिंपोज्ड रोलर्स के बीच से होकर सामग्री को संशोधित करती है। लेमिनेशन आमतौर पर गर्म किया जाता है, हालांकि, कोल्ड रोलिंग होती है, लेकिन कोल्ड रोल्ड धातुएं चिड़चिड़ी हो जाती हैं और उन्हें अंतिम एनीलिंग के अधीन किया जाना चाहिए। रोलिंग के लिए प्रारंभिक सामग्री गोल या अंडाकार चतुर्भुज क्रॉस-सेक्शन के साथ-साथ स्लैब के साथ डाली जाती है आयताकार खंड.
1.1 क्षैतिज रूप से ब्रोकिंग मशीनें
उपयोग किया जाता है रैखिक दिशा में विवरण की आंतरिक और बाहरी सतहों के प्रसंस्करण के लिएअलग-अलग प्रोफाइल वाले ब्रोच का उपयोग करना।
केवल ऑपरेशन के दौरान उपयोग किया जाता है सीधा गतिक्षैतिज दिशा में उपकरण (ब्रोचिंग) या वर्कपीस (भाग)। सामग्री का नमूनाकरण (काटना) ब्रोच पर दांतों की पूरी लंबाई के साथ समान रूप से बढ़ने के कारण होता है। सीएनसी सिस्टम स्थापित करके वर्कफ़्लो को स्वचालित किया जा सकता है।
अर्द्ध-तैयार उत्पादों के उत्पादन के लिए रफ सिल्लियों को रोल किया जाता है और तैयार उत्पाद. रैक से गुजरने वाली चादरों और पट्टियों के लिए रफ स्लैब को रोल किया जाता है। अतीत को रोलिंग सिलेंडर की एक जोड़ी के माध्यम से टुकड़े टुकड़े करने के लिए सामग्री को पारित करना कहा जाता है। एक फ्लैट पास अलग होता है जब एक पास के बाद उसी स्थिति में दूसरा पास होता है और एक किनारा पास जो फ्लैट पास के परिणामस्वरूप विस्तार की दिशा में लुढ़कता है। ऐसा करने के लिए, टुकड़े टुकड़े की जाने वाली सामग्री को 90 डिग्री घुमाया जाना चाहिए।
1.2 कार्यप्रवाह डी क्षैतिज ब्रोचिंग मशीन SGP12 (वीडियो)
1.3 लंबवत ब्रोचिंग मशीनें
ऊर्ध्वाधर ब्रोचिंग मशीन का कार्य सिद्धांत वही है जो क्षैतिज संस्करण, लेकिन कई फायदे हैं:
- ब्रोच की धुरी शिथिल या झुकती नहीं है;
- उत्पादकता बढ़ाने के लिए अपग्रेड करते समय, अतिरिक्त ब्रोच स्थापित करना आसान होता है;
- छोटे कब्जे वाले उत्पादन क्षेत्र, चूंकि काम करने की गति लंबवत होती है।
ब्रोचिंग मशीनों के 2 मॉडल
अधिकांश भाग के लिए, सभी, दोनों क्षैतिज और लंबवत उन्मुख मशीनें, अर्ध-स्वचालित मोड में काम करती हैं। कुछ मॉडल सीएनसी से लैस हैं, जो बहुत अधिक हैं उत्पादन प्रक्रिया को सरल और तेज करता है।ड्राइव हाइड्रोलिक या इलेक्ट्रोमैकेनिकल हो सकता है।
दो क्षैतिज रूप से व्यवस्थित भारी सिलेंडर हैं जो एक दूसरे से एक निश्चित दूरी से अलग होते हैं, और रॉड फैली हुई है जो निर्दिष्ट दूरी से अधिक मोटी है, इस प्रकार एक आंदोलन पैदा करती है। यह आंदोलन तब होगा जब सिलेंडर के व्यास और रॉड की ऊंचाई के बीच एक निश्चित संबंध हो। फिर सिलेंडर में ट्रिपल एक्शन होता है: रॉड के सेक्शन को कम करें। अनुदैर्ध्य विकृतिया रॉड का विस्तार। लैमिनेटरों को एक के बाद एक समूहों में रखा जाता है। तो आप एक निरंतर ट्रेन में जा सकते हैं।
2.1 मॉडल 7बी55
प्रसंस्करण के लिए क्षैतिज रूप से ब्रोचिंग मशीन 7B55 का उपयोग किया जाता है आंतरिक सतह, अलग-अलग आकार और आकार वाले, खींचकर। मशीन 7B55 का उपकरण इस प्रकार है:
वेल्डेड खोखले बिस्तर के अंदरूनी हिस्से में एक हाइड्रोलिक ड्राइव होता है, जिसमें एक पावर सिलेंडर और एक रॉड होता है, जो एक स्लाइड पर गाइड के साथ आगे बढ़ सकता है।
यह व्यवस्था कई फायदे प्रदान करती है, विशेष रूप से कम रोलिंग समय, यहां तक कि ठंडा करने, लंबी लैमिनेट लंबाई के संदर्भ में। लैमिनेटर को लैमिनेट करने वाली सामग्री या तैयार लैमिनेटिंग उत्पादों के आधार पर विभिन्न तरीकों से संदर्भित किया जाता है। इस मामले में, भारी, मध्यम और हल्की पीसने वाली ट्रेनें, अर्ध-तैयार उत्पादों की ट्रेनें, बीम, रेल, रबर बांध, स्टील की छड़ें आदि प्रतिष्ठित हैं। रोलिंग सिलेंडर की व्यवस्था के अनुसार, रोलिंग मशीन दो प्रकार की होती है: डुओ, रिवर्सिबल, डबल, आदि। यह वर्गीकरण सबसे अधिक इस्तेमाल किया जाता है।

रॉड (इसके मुक्त भाग में) पर एक झाड़ी लगाई जाती है, जिसमें ब्रोच को बन्धन के लिए एक कारतूस होता है। काटने के उपकरण का दूसरा सिरा सहायक चक में तय होता है।
वर्कपीस को बन्धन के लिए उपकरण, वर्कपीस के साथ ही, फ्रेम के शरीर के खिलाफ स्थित है। वर्किंग स्ट्रोक के दौरान, स्लाइड पर सहायक कार्ट्रिज ब्रोच के साथ एक हार्ड स्टॉप पर चला जाता है, जिसके बाद उनके बीच का कनेक्शन स्प्रिंग-लोडेड कैम द्वारा तोड़ दिया जाता है। जब काटने के ऑपरेशन के बाद उपकरण वापस किया जाता है, तो ब्रोच सहायक चक के साथ फिर से जुड़ जाता है।
वे भाग जो एक रोलिंग मिल बनाते हैं। रोलर्स या सिलेंडर: ये एक चिकनी बेलनाकार सतह हो सकती है या कुंडलाकार खांचे में मौजूद हो सकती है। उनके में सबसे सरल रूपउनका उपयोग सिल्लियों को टुकड़े टुकड़े करने के लिए किया जाता है जो स्लैब में कम हो जाते हैं। भेद तालिका, sprockets और युग्मन समाप्त होता है। टेबल - काम करने वाला हिस्सा, बेलनाकार, चिकना या नालीदार। लंबाई का व्यास के साथ कुछ संबंध है। झाड़ियों सिलेंडर को फॉस्फोर कांस्य समर्थन बीयरिंग में रखने की अनुमति देती हैं, और यह बदले में, फ्रेम में।
कई बक्से या विभाजकों को जोड़ने के लिए युग्मन सिरों की आवश्यकता होती है, जिनमें से रोलर्स एक सामान्य मोटर द्वारा संचालित होते हैं। बक्से, बक्से या पिंजरे: ये वे समर्थन हैं जहां रोलर्स रखने वाले बीयरिंग रखे जाते हैं। वे ऊर्ध्वाधर गाइड के साथ स्टील के हिस्से बनते हैं जिसमें बीयरिंग स्थित होते हैं। प्रत्येक समर्थन पर, एक स्क्रू ऊपरी सिलेंडर को एक निश्चित ऊंचाई पर रखता है। युगल, तिकड़ी और दोहरे युगल का प्रदर्शन। बार एक तरफ से डाला जाता है, और विपरीत दिशा में जाने के बाद, यह पिछली तरफ चला जाता है।
7B55 मशीन का उपकरण अर्ध-स्वचालित संचालन के लिए डिज़ाइन किया गया है, लेकिन पूर्ण स्वचालन के लिए सीएनसी तत्वों को स्थापित करना संभव हैकार्यप्रवाह।
ब्रोच की गति एक हाइड्रोलिक उपकरण द्वारा प्रदान की जाती है जिसमें दो पंप होते हैं। अधिक दबाव. एक मुख्य सिलेंडर को 200 लीटर प्रति मिनट की दर से तेल की आपूर्ति करता है, दूसरा 25 लीटर प्रति मिनट की दर से तेल की आपूर्ति के साथ एक सहायक हाइड्रोलिक सिलेंडर प्रदान करता है।
यह ऑपरेशन दो तरह से किया जा सकता है: इसे सिलिंडर के ऊपर रखकर या उसके नीचे से गुजरते हुए, सरौता से मोड़कर इसे फिर से सिलिंडर के बीच में डाला जाता है। तिकड़ी: बार के निष्क्रिय वापसी समय को कम करने के लिए उपयोग किया जाता है। तीसरा सिलेंडर युगल के नीचे या ऊपर रखा गया था। रॉड निचले सिलेंडर और मध्यवर्ती सिलेंडर के बीच से गुजरता है, और फिर मध्यवर्ती और ऊपरी सिलेंडर के बीच, रोलिंग ऑपरेशन करते हुए, निष्क्रिय समय को कम करता है। वे टिल्टिंग टेबल और ब्रॉडकास्ट रोलर्स के माध्यम से भी स्वचालित रूप से किए जाते हैं, जो बारी-बारी से दूसरी दिशा में मुड़ते हैं।
खींचने वाला बल 98 kN है, कार्यशील स्ट्रोक 1600 मिमी है, खींचने की गति 1.5 से 11.5 मीटर प्रति मिनट है, जबकि रिवर्स स्ट्रोक 20 से 25 मीटर / मिनट है। मुख्य पंप के लिए विद्युत मोटर की शक्ति 17 kW है। कुल वजन - 6900 किलो।
2.2 मॉडल 7523
मशीन मॉडल 7523 एक अर्ध-स्वचालित क्षैतिज ब्रोचिंग मशीन है। छेद के माध्यम से मशीनिंग भागों के लिए प्रयुक्त कई आकारऔर खींचकर आकार।
डबल युगल: उन्हें एक के बाद एक बक्से या पिंजरों में व्यवस्थित किया जाता है, लेकिन आगे अलग ऊंचाई. केवल नकारात्मक पक्ष पांचवें गियर का उपयोग है। झूठी तिकड़ी: दो जोड़ी सिलिंडर को एक दूसरे के बगल में रखकर भी तिकड़ी का लाभ प्राप्त किया जा सकता है। इस स्थिति को झूठी तिकड़ी कहा जाता है। इसका उपयोग विरल प्रोफाइल लैमिनेट्स में किया जाता है।
लाभ निरंतरता है और कम शीतलनरॉड के जमीन से संपर्क के कारण होता है। उन्हें उस क्षेत्र में कमी की सुविधा के लिए लचीलापन और लचीलापन प्रदान करने के लिए गर्म किया जाता है जिसके अधीन होना चाहिए। वर्कपीस को गर्म करने की प्रक्रिया में, इस पर विचार किया जाना चाहिए: स्टील के उच्च ताप तापमान से अनाज की अत्यधिक वृद्धि हो सकती है और स्टील को जलाने से होने वाला दोष हो सकता है, जिससे दरारें पैदा होती हैं जिन्हें हटाया नहीं जा सकता। हल्का तापमानहीटिंग स्टील की लचीलापन में कमी का कारण बनता है, विरूपण के प्रतिरोध को बढ़ाता है और रोलिंग के दौरान क्रैकिंग का कारण बन सकता है।

अर्ध-स्वचालित 7523 पर, गोल और स्लेटेड छेद खींचे जाते हैं, कुंजीमार्गआदि। मशीन 7523 को 1987 में उत्पादन में लाया गया और कुछ पुराने 7B57 को बदल दिया गया।
क्षैतिज ब्रोचिंग मशीन 7523 के लक्षण:
- सटीकता वर्ग - एच;
- काम कर रहे कर्षण बल - 100 केएन;
- कामकाजी स्लाइड का स्ट्रोक - 1250 मिमी;
- इलेक्ट्रिक ड्राइव पावर - 11 किलोवाट;
- लंबाई, चौड़ाई, ऊंचाई में समग्र आयाम - 6000 × 2000x1715 मिमी;
- वजन - 4100 किग्रा।
2.3 मॉडल 7534
हॉरिजॉन्टल ब्रोकिंग यूनिट 7534 पुल प्रसंस्करण के लिए उपयोग किया जाता हैगोल, स्लेटेड छेद, विभिन्न आकारों और आकारों के कीवे। इसका उपयोग बड़े और छोटे पैमाने पर उत्पादन के साथ-साथ व्यक्तिगत उपयोग के लिए भी किया जाता है।
स्टील की मोटाई कम होने पर रोलर्स के बीच की दूरी कम हो जाती है। रोल की पहली जोड़ी जिसके माध्यम से पिंड गुजरता है उसे रफिंग या रफिंग के रूप में जाना जाता है। रफिंग के बाद, स्टील रफ रोलिंग मिलों और फिनिशिंग ट्रेनों में चला जाता है, जो इसे सही के साथ शीट में कम कर देता है अनुप्रस्थ काट. निरंतर रोलिंग मिलों में कई प्रकार के सामान होते हैं जैसे कि एज रोल, अचार या रीसाइक्लिंग डिवाइस, और डिवाइस ट्रेन के अंत तक पहुंचने पर शीट को स्वचालित रूप से मोड़ने के लिए।
एज रोलर्स अपनी चौड़ाई बनाए रखने के लिए शीट के दोनों ओर स्थित ऊर्ध्वाधर रोलर्स के समूह हैं। पिकलिंग डिवाइस शीट की सतह पर बनने वाली छाल को यांत्रिक रूप से अलग करके, इसे एयर जेट से हटाकर, या रास्ते में किसी बिंदु पर शीट को तेजी से झुकाकर हटा देता है। तैयार शीट स्पूल को एक कन्वेयर बेल्ट पर रखा जाता है और एनीलिंग के लिए दूसरे स्थान पर ले जाया जाता है और अलग-अलग शीट में काट दिया जाता है।
सेमीऑटोमैटिक 7534 से लैस किया जा सकता है अतिरिक्त उपकरण, जिसकी मदद से विभिन्न आकृतियों की बाहरी सतहों को खींचने की प्रक्रिया करना संभव हो जाता है।

मशीन 7534 पर, स्वचालित लोडिंग और अनलोडिंग डिवाइस की स्थापना की अनुमति है और सीएनसी के नियंत्रण में, मशीन 7534 का संचालन पूरी तरह से स्वचालित हो जाता है।
स्टील शीट के अलावा, प्रोफाइल को ऐसे आकार के साथ भी तैयार किया जा सकता है जो रोलर्स के साथ बने होते हैं जो सुनिश्चित करने के लिए तैयार होते हैं सही फार्म. कोल्ड रोलिंगकेवल छोटे विशेष आकारों के लिए और मिश्र धातु स्टील्स और विशेष स्टील्स में टुकड़े टुकड़े करने के लिए उपयोग किया जाता है। एक युगल में प्लेटों को कोल्ड रोल्ड किया जाता है, और निकास क्षेत्र ऊपरी सिलेंडर की अपनी मूल स्थिति में लौट आता है; अपरिवर्तनीय युगल। अक्सर शीर्ष सिलेंडर नहीं होता है।
लॉट ट्रायो छोटे व्यास के मध्यवर्ती सिलेंडर के कारण बेहतर ड्राइंग प्रभाव प्रदान करता है। चौथी चक्की में, सामग्री के झुकने से बचने के लिए दो पतले काम करने वाले सिलेंडरों को दो बड़े व्यास के सिलेंडरों द्वारा समर्थित किया जाता है। ये रोलर्स प्रतिवर्ती मोड़ धाराओं के साथ काम कर सकते हैं। चौड़ा और कठोर स्टील की चादरकभी-कभी पांचवीं मिल में टुकड़े टुकड़े करना। उनके पास तीन पतले काम करने वाले सिलेंडर हैं जो दो बड़े व्यास के सिलेंडरों द्वारा समर्थित हैं। काम करने का तरीका तीनों के प्रकार से मेल खाता है। चौथी और पांचवीं मिलें एक पास में बढ़ाई जाती हैं।
क्षैतिज ब्रोचिंग मशीन 7534 की विशेषताएं:
- काम करने वाले आंदोलन की हाइड्रोलिक ड्राइव एक अक्षीय पिस्टन पंप के साथ प्रदान की जाती है;
- आधुनिक स्नेहन प्रणाली, जिसमें एक पैमाइश तेल की आपूर्ति और स्नेहन की समाप्ति का संकेत देने वाला अलार्म है;
- शुद्धिकरण की डिग्री के ठीक फिल्टर और इलेक्ट्रोविज़ुअल नियंत्रण का उपयोग करके काम कर रहे तरल पदार्थ का दोहरा निस्पंदन;
- ट्यूबों के बिना हाइड्रोलिक उपकरण की स्थापना, जिसमें एकीकृत प्लेटों का उपयोग किया जाता है;
- यह है हीट एक्सचेंज डिवाइस, जो हवा से हाइड्रोलिक ड्राइव में तेल को ठंडा करता है।
विशेष विवरण:
स्ट्रिप्स के कोल्ड लेमिनेशन के लिए विभिन्न लैमिनेटिंग बॉक्स लगाए गए हैं। सामान्य तौर पर, वे चौथे बॉक्स और रिवर्सिबल डुओ में लैमिनेटेड होते हैं, जहां डुओ बॉक्स अक्सर रफ परोसता है, हालांकि ऐसे बॉक्स अक्सर री-रोलिंग एनील्ड स्ट्रिप्स के लिए भी स्थापित किए जाते हैं। कई बक्सों की क्वार्टर वाली ट्रेनें भी हैं, जिनमें वेब को 2 मिमी की मोटाई में घुमाया जाता है। इन कई बक्सों में, काम करने वाले सिलेंडर बहुत पतले होते हैं, जिनका व्यास 4 मिमी से कम होता है। जिसके लिए उन्हें बड़े सिलेंडरों में ठीक से सहारा देना चाहिए।
काम करने वाले सिलेंडर का छोटा व्यास बड़े व्यास की तुलना में फायदेमंद होता है, क्योंकि यह रोलिंग बल को कम करता है, बेहतर बढ़ाव प्रदान करता है और इसके विपरीत, विस्तार को कम करता है। इसके अलावा, बैंडविड्थ में सटीकता अधिक है। स्ट्रिप लेमिनेशन में, स्ट्रिप रील से बाहर निकल जाती है और गुजरने के बाद दूसरी रील पर रिवाउंड हो जाती है। इस व्यवस्था के साथ, वेब में मजबूत तन्यता बल द्वारा रोलिंग प्रक्रिया को मजबूत करना संभव है, अनइंडिंग कॉइल को धीमा कर दिया जाता है, जिससे वेब इनपुट पक्ष से कर्षण बल प्राप्त करता है, और घुमावदार प्रतिक्रियाकैनवास के लिए संचार भी आउटपुट भाग पर तन्यता तनाव।
- खींचने वाला बल - 250 केएन;
- काम करने वाले स्लेज का स्ट्रोक - 1600 मिमी;
- सतह वर्किंग प्लेट- 450 × 450 मिमी;
- व्यास में फेसप्लेट - 360 मिमी;
- कार्य स्ट्रोक के दौरान गति - 1 से 13 मीटर प्रति मिनट तक;
- वर्कपीस का अधिकतम बाहरी व्यास - 600 मिमी;
- समग्र आयाम - 7205 × 2200x1810 मिमी;
- वजन - 6250 किग्रा।
2.4 घर का बना ब्रोचिंग मशीन
अपने हाथों से ब्रोचिंग मशीन बनाने के लिए, व्यक्तिगत उद्देश्यों के लिए काम करने के लिए, घरेलू कारीगरों की कोई विशेष आवश्यकता नहीं है। लेकिन फिर भी, ऐसे विशेषज्ञ हैं जो व्यक्तिगत रूप से काफी बड़ी मात्रा में भागों के इस प्रकार के प्रसंस्करण से निपटते हैं। इसलिए, कटिंग ब्रोच का उपयोग करने वाला ऐसा स्वयं का उपकरण बनाना उनके लिए काफी प्रासंगिक है।

मशीन स्वयं, जो हाथ से बनाई जाएगी, एक साधारण उपकरण हो सकता है जो हाइड्रोलिक्स या इलेक्ट्रोमैकेनिक्स का उपयोग करके काटने के उपकरण (ब्रोचिंग) की सीधी गति प्रदान करता है। अधिक सरल विकल्पहाइड्रोलिक ड्राइव का प्रदर्शन है।
अपने हाथों से काम करते समय उत्पन्न होने वाली मुख्य समस्या घर का बना मशीनब्रोच के साथ उत्पादन का प्रावधान है ( काटने का उपकरण).इसे स्वयं बनाना कठिन हैइसलिए, उनकी गणना में, विधानसभा के अनुसार घरेलू मशीनअपने हाथों से, आपको तैयार उत्पादन घटकों पर निर्माण करना चाहिए।
मशीन उपकरण:
- बिस्तर (खोखले से वेल्डेड) धातु की चादरडिब्बा);
- हाइड्रोलिक (इलेक्ट्रोमैकेनिकल) ड्राइव;
- बॉक्स के अंदर गाइड के साथ चलती स्लेज;
- एक स्लाइड पर लगी रॉड और एक छोर पर ब्रोच को ठीक करने के लिए एक कारतूस होना;
- बॉक्स के अंत में वर्कपीस को बन्धन के लिए उपकरण;
- काटने के उपकरण की गति के लिए नियंत्रण।
छोटे भागों के साथ काम करने के लिए, उदाहरण के लिए, कोग पिन के छेद में चयन करना, ब्रोच के मुक्त सिरे को बन्धन करना आवश्यक नहीं है। ब्रोच की काटने की सतह के स्नेहन और शीतलन को इसके लिए एक विशेष डिज़ाइन बनाए बिना मैन्युअल रूप से किया जा सकता है।
ब्रोचिंग एक उपकरण है जिसका उपयोग ब्रोचिंग द्वारा धातु को संसाधित करने के लिए किया जाता है (धातु काटने में सबसे आम तकनीकी कार्यों में से एक)। इस तकनीक का उपयोग कई उद्योगों में उपयोग किए जाने वाले भागों के लिए किया जाता है।
उद्देश्य और उपकरण के प्रकार के आधार पर ब्रोच की कामकाजी सतह में एक अलग प्रोफ़ाइल हो सकती है।
किस लिए खींच रहा है?
ब्रोकिंग के रूप में इस तरह के एक तकनीकी संचालन को सबसे अधिक में से एक माना जाता है प्रभावी तरीकेधातु को काटना। इसके कार्यान्वयन के लिए, एक ब्रोचिंग मशीन और एक विशेष उपकरण की आवश्यकता होती है, जिसके उपयोग से सतह को 0.32 माइक्रोन के क्रम की खुरदरापन और ग्रेड 6 के अनुरूप ज्यामितीय मापदंडों की सटीकता मिलती है।
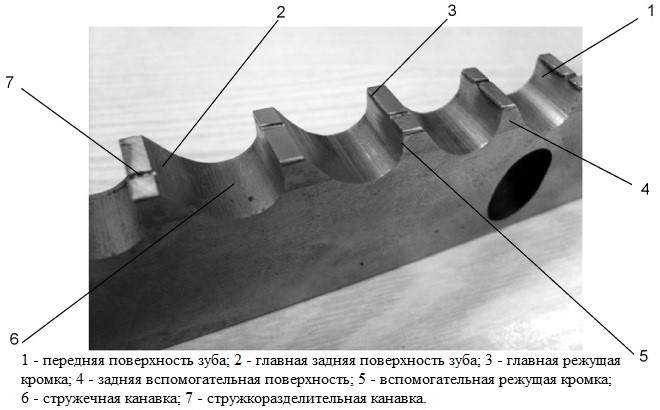
जिस उपकरण से ब्रोचिंग मेटल-कटिंग की जाती है, उसमें कई दांत होते हैं। मुख्य काटने की गति जिस दिशा में होती है, उस दिशा के लंबवत समतल में उनकी ऊंचाई पर मापे जाने पर प्रत्येक एक दूसरे से लंबा होता है। ब्रोच को काटने वाले ब्लेड की बहुलता से लैस करना और उन्हें एक निश्चित स्थिति में रखना, सतह को खुरदरा करने की प्रक्रिया में और इसके अंशांकन के दौरान चिप्स की पूरी आवश्यक मात्रा को हटाने के लिए केवल एक ऐसे उपकरण का उपयोग करने की अनुमति देता है।

ब्रोचिंग मशीनों के साथ-साथ विशेष उपकरणों का उपयोग करके, विभिन्न विन्यासों के उत्पादों की बाहरी और आंतरिक दोनों सतहों को संसाधित करना संभव है। ब्रोचिंग फ़ीड गति का उपयोग नहीं करता है: ब्रोचिंग द्वारा एक मुख्य गति का प्रदर्शन करके सभी प्रसंस्करण किया जाता है, जो घूर्णी या अनुवादक हो सकता है। एक छेद पंच उपकरण एक समान सिद्धांत पर काम करता है। इन तकनीकी कार्यों की सभी समानता के बावजूद, उनके बीच मूलभूत अंतर यह है कि फर्मवेयर उपकरण संपीड़न में काम करता है, और ब्रोच तनाव में काम करता है।
नीचे दिया गया वीडियो पाइप की आंतरिक सतह को खींचकर संसाधित करने की प्रक्रिया को दर्शाता है।
ब्रोचिंग, जब अन्य धातु काटने के तरीकों की तुलना में, फायदे की एक पूरी सूची है, जिसमें शामिल हैं:
- उपयोग किए गए उपकरणों के संचालन की लागत को कम करने की संभावना;
- ब्रोच के उच्च पहनने के प्रतिरोध;
- ऊँची दरमिनट फ़ीड इस तथ्य के कारण कि प्रसंस्करण एक बार में कई काटने वाले दांतों द्वारा किया जाता है;
- निम्न स्तर के पेशेवर प्रशिक्षण वाले विशेषज्ञों के लिए भी ब्रोकिंग मशीनों पर काम करने की क्षमता;
- उच्च सापेक्ष गति से सतह से स्टॉक हटाना (इसका अर्थ है उच्च प्रसंस्करण प्रदर्शन);
- उपचारित सतह के किसी भी प्रकार के विवाह को समाप्त करने की क्षमता;
- धातु उत्पादों की उच्च परिशुद्धता प्रसंस्करण।
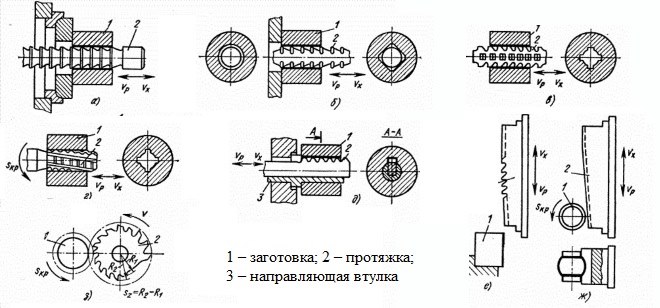
विभिन्न प्रकार के ड्रिलिंग छेद और सतहों के आरेख
ब्रोचिंग मशीनों से लैस उपकरण मुख्य रूप से मध्यम-मिश्र धातु सामग्री से बने होते हैं, जो काफी महंगे होते हैं। इस कारण से, बड़े और बड़े बैचों में अपने उत्पादों का उत्पादन करने वाले उद्योगों के लिए इसके उपयोग की सिफारिश की जाती है।
इस बीच, ब्रोचिंग मशीन और ब्रोचिंग का उपयोग धातु उत्पादों के छोटे पैमाने पर और एकल-टुकड़ा उत्पादन में भी किया जा सकता है, यदि उनके ज्यामितीय पैरामीटर मानकीकृत हैं। आप इस तरह के तकनीकी संचालन के बिना नहीं कर सकते हैं और उन मामलों में जब यह प्रसंस्करण का एकमात्र संभव या सबसे लाभदायक तरीका है।
ब्रोच की किस्में और डिजाइन
ब्रोच को कई मापदंडों के अनुसार वर्गीकृत किया जाता है। निम्नलिखित प्रकार के ब्रोच हैं:
- उच्च गति, उपकरण स्टील या कठोर मिश्र धातु से बने काटने वाले हिस्से के साथ;
- ठोस या पूर्वनिर्मित - पर निर्भर करता है डिजाईन;
- सिंगल या मल्टी-पास - इस पर निर्भर करता है कि एक वर्किंग सेट में कितने ब्रोच शामिल हैं;
- चरणबद्ध, प्रोफ़ाइल या प्रगतिशील विधि के अनुसार काम करना - इस पर निर्भर करता है कि भाग की सतह से भत्ता कैसे हटाया जाता है;
- काम करने वाले हिस्से पर ब्लेड काटने की सीधी और झुकी हुई या पेचदार और कुंडलाकार व्यवस्था के साथ।

विभिन्न प्रकार के ब्रोच को उनके मुख्य उद्देश्य के अनुसार भी प्रतिष्ठित किया जाता है, और इस वर्गीकरण को सबसे महत्वपूर्ण में से एक कहा जा सकता है। तो, इस पैरामीटर के आधार पर, बाहरी और आंतरिक सतहों के लिए ब्रोच प्रतिष्ठित हैं। बाहरी काम के लिए डिज़ाइन किए गए उपकरण की मदद से, विभिन्न कॉन्फ़िगरेशन (गियर, हेरिंगबोन-प्रकार के प्रोफाइल, खांचे, टी-आकार वाले, बेलनाकार शाफ्ट, विभिन्न आकृतियों के खांचे, जिसमें डोवेटेल, स्प्लिंड शाफ्ट, सहित) की सतहों को संसाधित करना संभव है। आदि।)।

ब्रोच विभिन्न प्रोफाइल की सतहों को संसाधित कर सकता है
होल ब्रोकिंग अधिक सामान्य है तकनीकी संचालनबाहरी सतहों के ब्रोचिंग की तुलना में। ब्रोचिंग मशीन और ब्रोचिंग का उपयोग करके, आप निम्न प्रकार की आंतरिक सतहों को संसाधित कर सकते हैं:
- मुख्य मार्ग;
- पेंच प्रकार खांचे;
- गोल छेद (गोल छेद के लिए ब्रोच);
- चेहरे की एक अलग संख्या के साथ छेद (मुखर ब्रोच);
- स्लॉटेड होल (स्लॉटेड ब्रोच)।

छेद बनाने के लिए स्लॉटेड ब्रोच
इस तथ्य के बावजूद कि आंतरिक सतहों के उपचार के लिए उपयोग किया जाता है विभिन्न प्रकार केब्रोच, इन उपकरणों का डिज़ाइन लगभग समान है और इसमें कई घटक शामिल हैं।के सामने
यह मार्गदर्शक तत्व है। प्रसंस्करण से पहले, उपकरण के सामने भाग को ठीक से तय किया जाता है, जो तब काम की सतह को सुचारू रूप से स्थानांतरित करता है किनारें काटनाब्रोच। उपकरण के सामने के हिस्से का नाममात्र भाग और मशीनीकृत होने वाले छेद के आकार का मिलान होना चाहिए, और ब्रोच और छेद की दीवारों के बीच आवश्यक अंतर को ध्यान में रखते हुए फिट की डिग्री का चुनाव किया जाता है।
टांगइस तत्व का उपयोग करते हुए, उपयोग किए गए उपकरणों के कारतूस में ब्रोच को ठीक किया जाता है। गोल और सपाट दोनों प्रकार के ब्रोच के लिए, प्रासंगिक के प्रावधानों द्वारा टांगों के आयामों को कड़ाई से निर्दिष्ट किया जाता है नियामक दस्तावेज(गोस्ट 4043-70 और 4044-70)।

काटने वाला भाग
इस ब्रोच तत्व में कई दांत होते हैं और यह मशीनी सतह से आवश्यक भत्ते को हटाने के लिए जिम्मेदार होता है। ब्रोच के काटने वाले दांतों के ज्यामितीय पैरामीटर, इसके सामने के हिस्से से शुरू होकर पीछे के साथ समाप्त होते हैं, धीरे-धीरे बदलते हैं। तो, सामने के दांत में संसाधित होने वाले छेद का आकार और आयाम होता है, और पीछे के काटने वाले तत्व में ज्यामितीय पैरामीटर होते हैं जो तैयार छेद की विशेषताओं के अनुरूप होते हैं। इस तथ्य के कारण कि ब्रोच के दांतों की ऊंचाई धीरे-धीरे इसके पीछे की ओर बढ़ती है, प्रसंस्करण के दौरान कोई फ़ीड आंदोलन नहीं होता है, जबकि मशीनिंग के लिए भत्ता सतह से प्रभावी रूप से हटा दिया जाता है।
लंबे और भारी ब्रोच इस तत्व से लैस हैं ताकि उन्हें एक स्थिर आराम के साथ समर्थन प्रदान किया जा सके।
रियर गाइडब्रोच का यह हिस्सा आवश्यक है ताकि जब आखिरी काटने वाला दांत अपना छेद छोड़ दे तो वर्कपीस विकृत न हो।
अंश अंश:इस तत्व को ब्रोच के काटने वाले हिस्से की तुलना में कम संख्या में दांतों की विशेषता है। कैलिब्रेटिंग भाग पर स्थित दांतों का आकार और आयाम पूरी तरह से समाप्त छेद के समान होते हैं।
स्लॉटेड ब्रोच के प्रकार और उनका दायरा
स्लॉटेड ब्रोच, जैसा कि ऊपर उल्लेख किया गया है, का उपयोग आंतरिक सतहों को संसाधित करने के लिए किया जाता है, जिस पर विभाजित तत्व होते हैं। इस तरह के उपकरण, कटर की संख्या और प्रकार के आधार पर, जो वे सुसज्जित हैं, हो सकते हैं:
- शामिल;
- नुकीला-नुकीला;
- 6 विभाजित;
- 8 विभाजित;
- 10 विभाजित।

स्लॉटेड ब्रोच, इसके प्रकार के आधार पर, निम्नलिखित नियामक दस्तावेजों में से एक के अनुसार तैयार किया जा सकता है:
- एक उलटा प्रकार प्रोफ़ाइल के साथ: 50038-92 - दो-पास संयुक्त; 50035-92, 28050-89 - नियमित संयुक्त प्रकार; 25158-82, 25159-82 - 15-90 मिमी के एक खंड के साथ एक छेद के प्रसंस्करण के लिए; 25157-82 - 12-14 मिमी के क्रॉस सेक्शन के साथ छेद के प्रसंस्करण के लिए; 25160-82 - 45-90 मिमी के क्रॉस सेक्शन के साथ छेद के प्रसंस्करण के लिए;
- एक सीधी तरफा प्रोफ़ाइल के साथ: 25971-83, 25972-83 - आठ-स्पलाइन छेदों के प्रसंस्करण के लिए; 25969-83, 25970-83 - छह-स्पलाइन छेद के प्रसंस्करण के लिए; 24822-81, 24823-81 - दस-स्पलाइन छेद के लिए;
- पेंच टांग के साथ: आर 50035-92, 50036-92, 50037-92, 28048-89, 28049-89, आदि।
कुछ मामलों में, जब एक मानक उपकरण का चयन करना संभव नहीं होता है, तो ब्रोच का उत्पादन विशेष रूप से विकसित डिजाइन प्रलेखन के अनुसार किया जा सकता है।
स्लॉटेड ब्रोच का उपयोग करके, आप निम्नलिखित तकनीकी कार्यों को प्रभावी ढंग से कर सकते हैं:
- कीवे और स्लॉट काटना;
- राइफल वाले हथियारों के बैरल का प्रसंस्करण;
- विभिन्न प्रकार के आंतरिक छिद्रों का अंशांकन;
- विमान के इंजन के लिए टरबाइन तत्वों का उत्पादन;
- एक जटिल विन्यास के साथ बाहरी सतहों की ब्रोचिंग।
खींचने के उपकरण
ब्रोचिंग मशीनों को कई मापदंडों के अनुसार विभिन्न प्रकारों में विभाजित किया जाता है। ये विकल्प हैं, विशेष रूप से:
- उद्देश्य - बाहरी या आंतरिक सतहों का प्रसंस्करण करना;
- सार्वभौमिकता की डिग्री - सामान्य और अत्यधिक विशिष्ट उद्देश्यों के लिए मशीनें;
- जिस दिशा में खींचा गया तत्व चलता है (काम करने की गति) - क्षैतिज ब्रोचिंग मशीन या ऊर्ध्वाधर ब्रोचिंग मशीन;
- प्रदर्शन किए गए कार्य आंदोलन का प्रकार - साथ राउंडअबाउट, ब्रोच या वर्कपीस की गति के साथ;
- मशीन पर स्थापित गाड़ियों की संख्या - सिंगल या मल्टी कैरिज;
- मशीन के कार्य तंत्र द्वारा कब्जा किए गए पदों की संख्या - एकल- और बहु-स्थिति (एक रोटरी डेस्कटॉप के साथ);
- स्वचालन का स्तर - सीएनसी के साथ और बिना।
ऐसे उपकरणों के सबसे आम प्रकार हैं:
- क्षैतिज रूप से टिका हुआ यूनिवर्सल मशीनआंतरिक सतहों के प्रसंस्करण के लिए उपयोग किया जाता है;
- ऊर्ध्वाधर प्रकार की मशीनें जिनका उपयोग बाहरी और आंतरिक दोनों सतहों के लिए किया जा सकता है;
हम भी अनुशंसा करते हैं
 उत्पादक और प्रजनन सोच
उत्पादक और प्रजनन सोच
 वाजिब अहंकार - उचित अहंकार का सिद्धांत क्या है?
वाजिब अहंकार - उचित अहंकार का सिद्धांत क्या है?
 रूस के पहले राष्ट्रपति बोरिस निकोलाइविच येल्तसिन
रूस के पहले राष्ट्रपति बोरिस निकोलाइविच येल्तसिन
 भूमिगत झगड़े। भूमिगत राजाओं। "जनता के लिए नहीं लड़ना" क्या है? आप पैसे के लिए कहां लड़ सकते हैं?
भूमिगत झगड़े। भूमिगत राजाओं। "जनता के लिए नहीं लड़ना" क्या है? आप पैसे के लिए कहां लड़ सकते हैं?
 याकोव पावलोव और स्टेलिनग्राद के अन्य नायकों को आपको जानना आवश्यक है
याकोव पावलोव और स्टेलिनग्राद के अन्य नायकों को आपको जानना आवश्यक है
 एक सपने में समुद्र में एक दुर्घटना से बचे - वास्तव में एक नए प्यार का अनुभव करें
एक सपने में समुद्र में एक दुर्घटना से बचे - वास्तव में एक नए प्यार का अनुभव करें