Stružnica za vijačenje in njeni glavni sestavni deli. Stružnice za vijačenje - načela delovanja
Stružnica za rezanje vijakov (TVS), preden je postala to, kar je danes, je prehodila dolgo pot razvoja. Z vsako stopnjo razvoja se je ta vrsta opreme spreminjala v velikosti, moč enot je rasla, funkcionalnost se je razširila, izboljšali so se parametri natančnosti, ergonomije in številni drugi kazalniki.
Zanimivo je, da se načelo delovanja te tehnike od njenega izuma dejansko ni spremenilo. Naprava stružnice za vijačenje je nespremenjena v globalnem pomenu besede, pa tudi njeni temeljni sestavni deli. Ohranjena so tudi osnovna načela dela na tej tehniki.
Poglejmo podrobneje, kaj je ta oprema, brez katere si je nemogoče predstavljati ne le posamezne industrijske strukture, temveč tudi celotne sektorje gospodarstva.
Bistvo dela TVS je precej preprosto in logično. Fiksni del se vrti vzdolž vzdolžne osi. Ta proces se imenuje glavno gibanje. Po drugi strani se orodje pripelje do dela in naredi prečni in translacijski hod. Takšne manipulacije vam omogočajo, da odstranite del obdelovanca pravih mestih da dobim končni del.
Domov posebnost stružnica za vijačenje iz običajne stružne enote, se šteje, da njena zasnova predvideva prisotnost posebnega vodilnega vijaka, ki omogoča zelo natančno ustvarjanje novega navoja z zunaj praznine.
Ključne komponente enote
Stružnice za vijačenje so sestavljene iz več velikih enot. Postelja je temeljni del stroja, kjer so pritrjeni vsi njegovi drugi sestavni deli. Postelja je izdelana iz zelo močnega litega železa. Težka podlaga z več vodili na vrhu je dizajn, ki se je izkazal že pred mnogimi leti. Zato proizvajalci stružnic za vijačenje ne spreminjajo tega časovno preizkušenega formata. Vodila premikajo zadnji del in čeljust.

Drugo pomembno vozlišče v zasnovi je vzglavnik, kjer se nahaja vreteno, opremljeno z vpenjalno glavo za pritrditev obdelovanca. Tudi na vzglavju je menjalnik, ki prenaša vrtenje iz električni motor vreteno.
Podpora je pomemben element za podajanje rezalnega orodja. Zasnova vključuje poseben voziček, držalo za orodje in predpasnik. Za pritrditev orodja je potrebno držalo za orodje. Nosilec premika orodje vzdolž vodil.
Zasnova predpasnika vključuje mehanizme za upravljanje čeljusti in posebne drsnike, ki se premikajo neposredno vzdolž predpasnika v vzdolžni in prečni smeri. Pogon do predpasnika poroča o škatli za dovajanje. Kitara, vgrajena v škatlo, omogoča nastavitev višine niti. Zadnji nosilec služi kot držalo za nestandardne velikosti. Poleg tega je na njem nameščeno orodje, ne glede na to, ali gre za svedre, povrtala ali gredila.
Treba je opozoriti, da se ta zasnova stružnice za vijačenje šteje za standardno opremo te vrste opreme. To ne izključuje prisotnosti izbirnih vozlišč. AT Zadnja leta mnogi proizvajalci opremljajo opremo s kopirnimi mehanizmi in posebnimi šobami za mletje, kar znatno razširi funkcionalnost tradicionalne enote.
Poleg tega resna konkurenca standardni modeli so CNC stružnice za vijačenje. Mimogrede, za slednje je značilna povečana produktivnost, natančnost in enostavna uporaba.
Glede na napravo stružnice za vijačenje je mogoče to opremo razvrstiti po številnih značilnostih. To je lahko stopnja avtomatizacije procesov obdelave obdelovancev, oblikovne značilnosti enoto in predvideni namen določenega modela.
Danes je lahko groba delitev te tehnike njena razvrstitev na avtomatsko in polavtomatsko. Prav tako so stružnice za vijačenje vodoravnega in navpičnega tipa. Odvisno od tega, kje se nahaja vreteno. Enote navpičnega tipa se uporabljajo, ko je treba obdelati kratke, težke dele.

Eden najpomembnejših parametrov, na katerega mora biti mojster pozoren pri izbiri stroja, je stopnja obremenitve gibljivih strukturnih elementov. Šibkejši kot je vsak posamezen del stroja, večja je verjetnost, da bo oprema pogosto odpovedala in stala v mirovanju. To še posebej velja za tiste, ki uporabljajo nenovo tehnologijo.
Tudi po letih aktivne uporabe mora togost okvirja ostati na prvotni ravni, vsako vozlišče pa mora brezhibno opravljati svojo funkcijo. Samo v tem primeru lahko govorimo o visoki zmogljivosti enote na meji njenih zmogljivosti.
Danes bodo stružnice za vijačenje zadovoljile z visoko natančnostjo, neprimerljivo z enotami, proizvedenimi sredi prejšnjega stoletja. Orodja, s katerimi je ta tehnika opremljena, so izdelana iz visokokakovostnih trdih zlitin odlične trdnosti. Skoraj vsi sodobni strojni stroji so standard natančnosti in produktivnosti. Vse to še enkrat potrjuje, da čeprav se ta tehnika navzven ni toliko spremenila, njene operativne značilnosti vsako leto napredujejo.
ugotovitve
Stružnice za vijačenje so oprema, po kateri je v Rusiji stabilno povpraševanje. Danes je mojster na voljo velika izbira nove in rabljene enote. domači proizvajalci takšne tehnologije v celoti zadovoljijo potrebe po njej. Hkrati imajo tudi resne konkurente, predvsem med azijskimi in evropskimi znamkami.
Kakorkoli že, ruska proizvodna podjetja imajo vse, da ustvarijo visokokakovostno konkurenčno opremo. Ugodne cene, visoka kvaliteta komponente in učinkovit inženirski razvoj naredijo to tehniko zelo priljubljeno v postsovjetskem prostoru.
Laboratorijsko delo
Proizvodnja in industrijske tehnologije
riž. Stružnica za vijačenje Glavne komponente in premiki stroja 16K20 V glavi 1 sl. Kratko Tehnične specifikacije stroj Največji premer obdelovanca za obdelavo nad ležiščem mm 400 Največji premer obdelovanca za obdelavo nad spodnjim nosilnim vozičkom mm 220 Največji premer obdelane palice mm 53 Največja dolžina obdelovanca za obdelavo mm 71010001400 Hitrost vretena min1 1251600 Število vrtljajev vretena 22 niti:...
Naprava stružnice za vijačenje, opravljena dela na njej, pribor in orodja
Cilj: preučiti napravo stružnice za vijačenje in namen njenih glavnih sestavnih delov in delov; seznanjeni z orodja za rezanje, ^ uporablja se za izvajanje različnih operacij struženja; Seznanite se z vrstami struženja in pripomočki, ki se za to uporabljajo.
oprema. Stružnica za vijačenje mod. 16K20; stružna orodja, svedri, gredila, povrtarja, pipe, matrice; kartuše, centri, lunete;
Univerzalna stružnica za vijačenje mod.16K20 je zasnovana za obdelavo obdelovancev v obliki vrtljivih teles, kot tudi za rezanje različne vrste niti
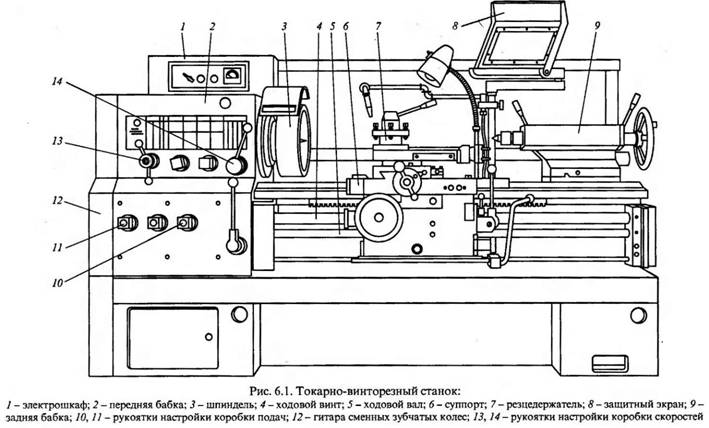
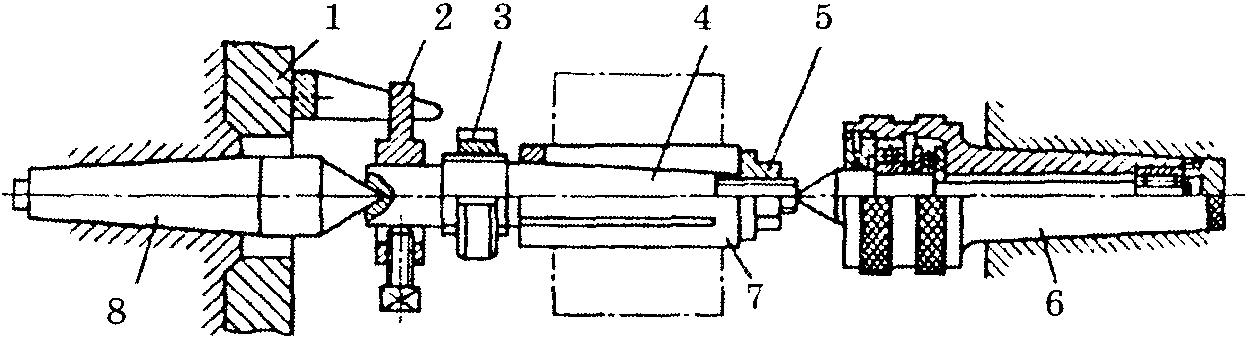
sl.1. Stružnica za vijačenje
Glavne komponente in premiki stroja 16K20
V vzglavnik 1 (slika 1), nameščen vreteno in menjalnik.,zasnovan za spreminjanje frekvence in smeri vrtenja vretena z obdelovancem. zadnji del 2 podpira obdelovanec pri delu centrov in služi za zavarovanje instrument, luknja za obdelavo(svedre, pogrezala, povrtarjaitd.). Pri spreminjanju dolžine obdelovanca se zadnji del premika vzdolž vodil. Kaliper 3 nosi držalo orodja z rezilom in ga obvešča o vzdolžnem ali prečnem gibanje vzdolž osi obdelovanca. Predpasnik 4 je zasnovan za prenos gibanja na čeljust iz vodilni vijak 5 ali svinčna gred 6 v vzdolžni in prečni smeri. Menjalnik 8 uravnava podajanje in vklopi vodilni vijak.
Na postelji 7 montiral glavne komponente stroja. Pri obdelavi na stružnica glavno gibanje je vrtenje vretenas pripravo. Pri obračanju cilindrične površine ima nosilec čeljusti z rezilom vzdolžni pomik, ko se drsnik čeljusti premakne,navzkrižno krmljenje. Pri rezanju konca na površini, prečni pomik postane neprekinjeno gibanje, vzdolžni pa služi za občasno potapljanje rezila v obdelovanec. Priglavno gibanje navoja in vzdolžno gibanje podajanja predstavljajo kompleksno oblikovno gibanje.
Kitara izmenljivih zobnikov 9 se uporablja za nastavitev stroja pri rezanju različnih vrst niti z rezalnikom.
Kratke tehnične značilnosti stroja
Največji premer obdelanega obdelovanca
nad posteljo, mm 400
Največji premer obdelovanca, ki se obdeluje
nad spodnjim nosilcem čeljusti, mm 220
Največji premer obdelanega
palica, mm 53
Največja dolžina obdelane
surovci, mm 710,1000,1400
Hitrost vretena, min-1 12,5-1600
Število vrtljajev vretena 22
Oddaja, mm/vrt:
vzdolžno 0,05-2,8
prečno 0,025-1,4
Rezanje niti:
metrika, korak v mm 0,5-112
palec, število niti na 1 palec 56-0,5
modularni, korak v modulih 0,5-112
višine, v višinah 56-0,5
Premer luknje za vreteno, mm 55
Moč glavnega motorja, kW 11
Glavne vrste stružnih del
Na stružnicah, struženje cilindričnih površin, obrezovanje koncev, struženje zunanjih utorov, rezanje kovine, vrtanje, povrtanje, vrtanje, vrtanje, vrtanje lukenj in notranjih utorov, centriranje, obdelava, "površine z oblikovanimi rezili, narezovanje navojev z matricami, navoji, rezkarji, glave za valjanje navojev, obdelava stožčastih površin.
Glavna orodja pri struženju so rezila. Odvisno od narave obdelave so rezalniki grobi in končni. Geometrijski parametri rezalnega dela teh rezalnikov so takšni, da so prilagojeni za delo z velikim in majhnim prečnim prerezom rezanega sloja.
Glede na obliko in lokacijo rezila glede na palico se sekalci delijo na ravne (slika 2, a), upognjena (slika 2, b) in vlečena (slika 2, c). Pri umaknjenih sekalcih je širina rezila običajno manjša od širine pritrdilnega dela. Rezilo je lahko nameščeno simetrično glede na os držala rezalnika ali pa se premakne v desno ali levo.
V smeri gibanja podajanja so rezalniki razdeljeni na desno in levo. Pri desnih sekalcih je glavni rezalni rob ob strani palec desno roko, če ga položite na sekalec od zgoraj (slika 2, a). Pri delovnem gibanju se takšni rezalniki premikajo od desne proti levi (od zadnjega droga naprej). Pri levih sekalcih se s podobnim nalaganjem leve roke nahaja tudi glavni rezalni rob na strani palca (slika 2, b). Takšni rezalniki se pri podajanju premikajo od leve proti desni.
 Po namenu so stružna orodja razdeljena na skozna, vrtalna, rezalna, rezalna, oblikovana, navojna in utorna.
Po namenu so stružna orodja razdeljena na skozna, vrtalna, rezalna, rezalna, oblikovana, navojna in utorna.
Za zagotovitev zahtevane natančnosti in kakovosti površine dela ob ohranjanju visoke produktivnosti dela,
Levo Desno Levo Desno
sl.2. Vrste stružnih orodij: a - naravnost
b - upognjen, c - ukrivljen, d - narisan
potrebno je izbrati pravilno geometrijo rezalnika. Tu igrajo pomembno vlogo načrtovalni koti. Koti v načrtu (slika 3) so koti med rezalnimi robovi rezalnika in smerjo podajanja: φ je glavni kot v načrtu, φ 1 - pomožni kot v tlorisu, ε - kot na vrhu (ε = 180° - φ - φ ena). Kota φ in φ 1 odvisen od ostrenja in namestitve rezila, kot ε pa je odvisen le od ostrenja. Pri majhnem kotu φ je v delo vključen velik del rezalnega roba, izboljša se odvajanje toplote in podaljša življenjska doba orodja. Pri velikem kotu φ deluje manjši del rezalnega roba, zato se življenjska doba orodja zmanjša. Pri obdelavi dolgega in tankega obdelovanca, ko obstaja nevarnost njegovega upogibanja, se uporabljajo rezila z velikim kotom φ, saj bo v tem primeru sila stiskanja manjša. Za oblikovanje obdelovancev velik premer izberite φ \u003d 30 - 45 °, za tanke (netoge) - φ \u003d 60 - 90 °.
Pomožni kot φ 1 je kot med sekundarnim robom in smerjo podajanja. Če φ 1 majhna, nato pa se zaradi nekaj pritiska rezalnika pomožni rob zareže v obdelano
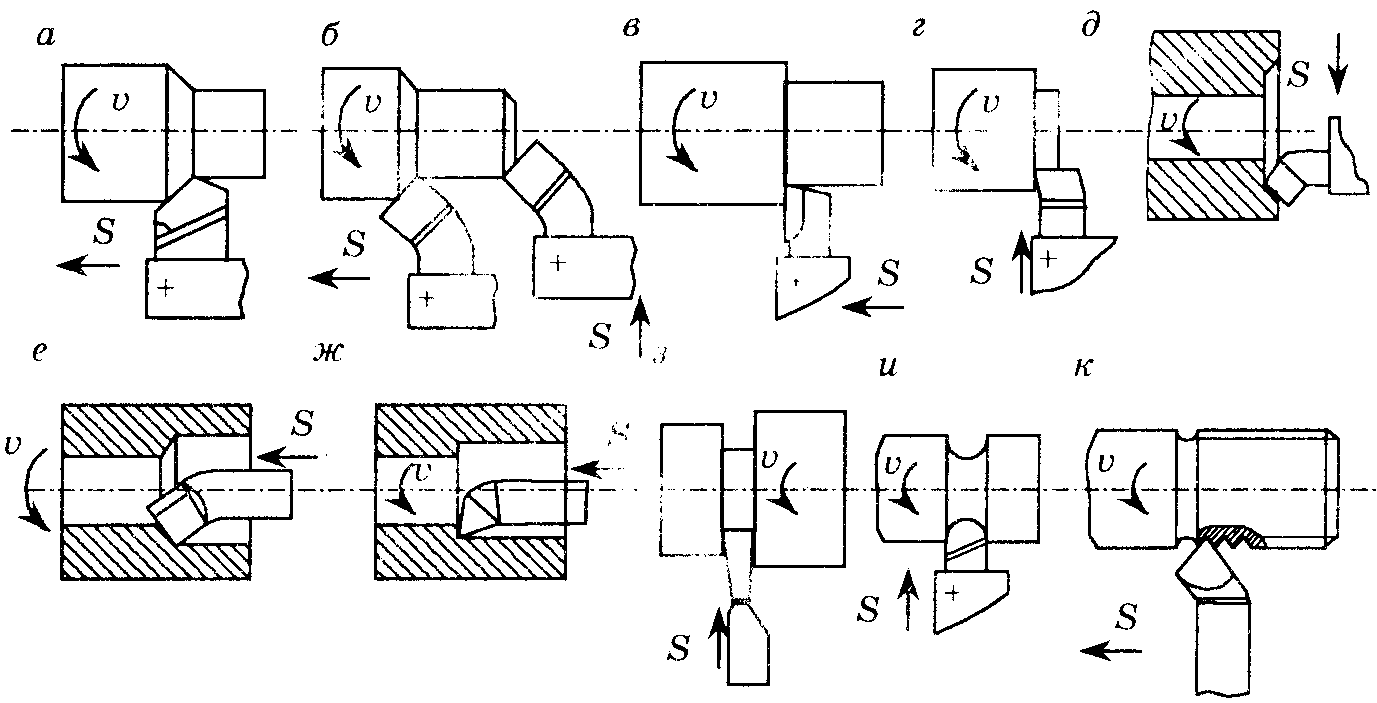
sl.4. Vrste stružnih orodij: a - ravne črte in b - naravnost upognjen, v - skozi potisk, d, d - podrez, e - vrtanje skozi prehod, w - vrtanje potiska, h - rezanje, in - oblikovano, k - navojno
površino in jo pokvari. Velik kot φ 1 nesprejemljivo zaradi oslabitve konice sekalca. Običajno φ 1 = 10 - 30°.
Skozi ravne črte (slika 5.5, a) in upognjena (slika 4, b) rezalniki se uporabljajo za obdelavo zunanjih površin. Za ravne rezalnike je običajno glavni kot v načrtu φ \u003d 45 - 60 ° in pomožni φ 1 = 10-15°. Za skozi upognjene sekalce so koti v načrtu φ \u003d φ 1 = 45°. Ti rezalniki delujejo kot prehodi med vzdolžnim pomikom in kot rezalni rezi med prečnim pomikom.
Za hkratno obdelavo cilindrične površine in končne ravnine se uporabljajo prehodi. vztrajni rezalniki(slika 4, v), delo z vzdolžnim premikom podajanja. Glavni kot v načrtu φ = 90°.
Rezalniki se uporabljajo za rezanje koncev obdelovancev. Delujejo s prečnim pomikom proti sredini (slika 4, G) ali iz središča (slika 4, e) praznine.
Dolgočasni rezalniki uporablja se za vrtanje lukenj, vnaprej izvrtanih ali pridobljenih z vtiskovanjem ali litjem. Uporabljata se dve vrsti vrtalnih rezal: skoznje - za skoznje vrtanje (slika 4, e), potisne - za gluhe (slika 4, g). Razlikujejo se po obliki rezila. Pri vrtalnih rezkarjih je kot v tlorisu φ = 45-60°, pri potisnih vrtalnih rezalih pa je kot φ nekaj večji od 90°.
Rezalniki se uporabljajo za rezanje obdelovancev na kose, odrezovanje obdelanega obdelovanca in utoritev. Delujejo s prečnim pomikom (slika 2, h). Rezalno orodje ima glavni rezalni rob pod kotom φ = 90° in dva pomožna s kotom φ 1 = 1-2°.
Oblikovani rezalniki se uporabljajo za obdelavo kratkih oblikovanih površin z dolžino generatrike do 30-40 mm. Oblika rezalnega roba oblikovanega rezalnika ustreza profilu dela. Po zasnovi so takšni rezalniki razdeljeni na palične, okrogle, prizmatične in v smeri gibanja podajanja - na radialne in tangencialne. Na vijačenje Na strojih se oblikovane površine praviloma obdelujejo z jedrnimi rezalniki, ki so pritrjeni v držalo orodja na stroju (slika 4, in).
Rezalniki z navojem (slika 5.5, j) se uporabljajo za oblikovanje zunanjih notranjih navojev katerega koli profila: pravokotne, trikotne, trapezne. Oblika njihovih rezil ustreza profilu in dimenziji prečnega prereza navojev, ki se režejo.
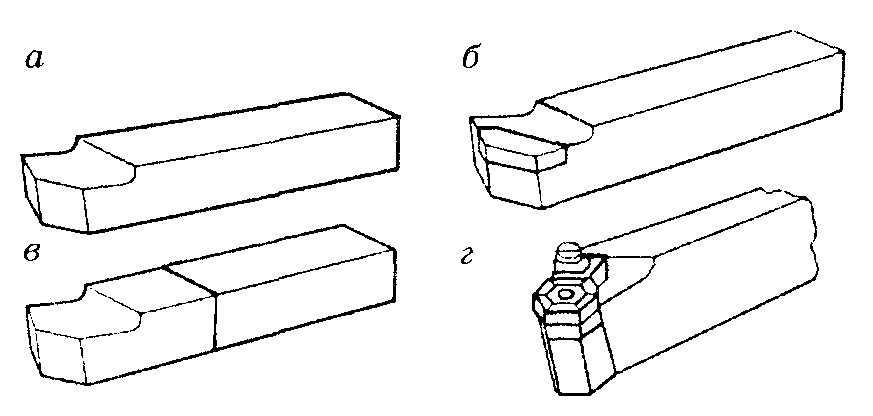 Po zasnovi se razlikujejo enodelni rezalniki, izdelani iz enega obdelovanca; kompozitni (z integralno povezavo njegovih delov); z spajkanimi ploščami; z mehanskim pritrjevanjem plošč (slika 5).
Po zasnovi se razlikujejo enodelni rezalniki, izdelani iz enega obdelovanca; kompozitni (z integralno povezavo njegovih delov); z spajkanimi ploščami; z mehanskim pritrjevanjem plošč (slika 5).
sl.5. Vrste stružnih orodij, vendar izvedbe: trdna(a, b) kompozit z spajkanim (v) ali z mehanskim pritrditvijo(d) plošče
Držala za orodje so običajno izdelana iz konstrukcijskih jekel 40, 45, 50 in 40X z različnimi prerezi: kvadratni, pravokotni, okrogli itd.
Rezalniki z mehansko pritrjenimi karbidnimi vložki imajo pomembne prednosti pred spajkanimi rezili, saj ta zasnova preprečuje možnost razpok v vložkih med spajkanjem in podaljša življenjsko dobo montažnega dela rezalnika.
Večplastni rezalni vložki so izdelani s tremi,štiri, pet in šest obrazov (slika 6). Da bi ustvarili pozitiven kot na sprednji površini vložka, vzdolž rezalni robovi luknje in posnetki so narejeni s stiskanjem, ki mu sledi sintranje.
Vsestranskost stroj za rezanje kovin razširljiv z dodatki in napeljavami. Na stružnici so glavni: kartuše, centri (slika 7), lunete. Uporabljajo se tudi pomožne naprave: vpenjalna glava, adapterske puše, sponke.
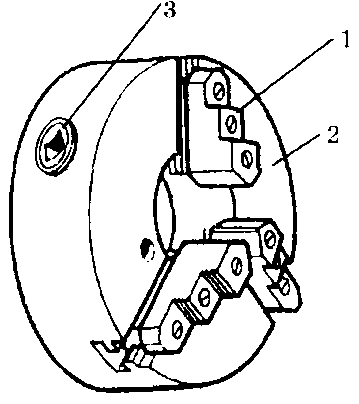
Od kartuš je najbolj razširjena samocentrična tričeljustna vpenjalna glava (slika 8). Njegova zasnova zagotavlja hkratno gibanje treh odmikačev v radialni smeri, zaradi česar je obdelovanec nameščen vzdolž osi vretena.
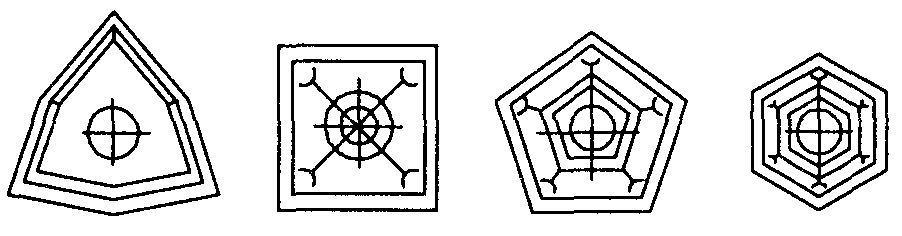
 sl.6. Večplastni vložki
sl.6. Večplastni vložki
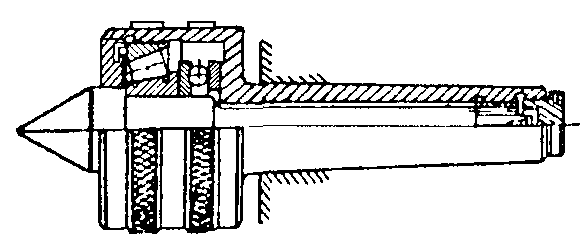
sl.7. vrtljivo središče
sl.8. Samocentrična tričeljustna vpenjalna glava
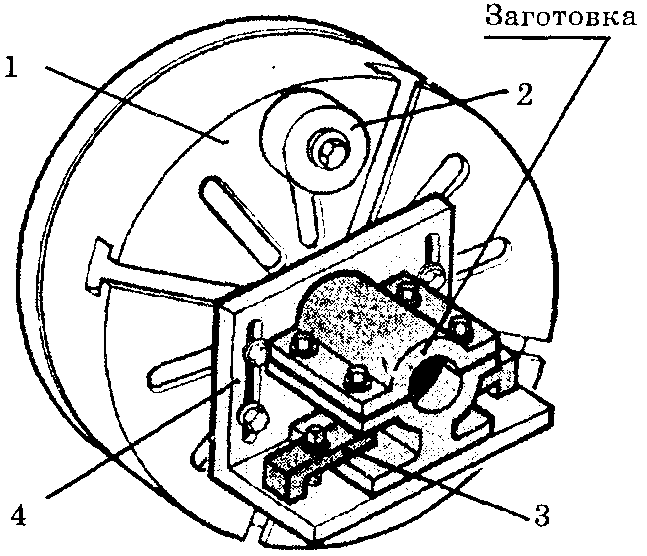 Pri asimetričnem prerezu obdelovanca, ko ga ni mogoče pravilno pritrditi v tričeljustno vpenjalno glavo, se uporablja štiričeljustna vpenjalna glava z ločenim vpenjanjem čeljusti ali čelno ploščo (slika 9).
Pri asimetričnem prerezu obdelovanca, ko ga ni mogoče pravilno pritrditi v tričeljustno vpenjalno glavo, se uporablja štiričeljustna vpenjalna glava z ločenim vpenjanjem čeljusti ali čelno ploščo (slika 9).
Pri obdelavi v središčih za rotacijo obdelovanca uporabite kartuše za povodce (slika 10). Pri zunanji obdelavi dolgih obdelovancev majhnega premera, da bi preprečili upogibanje, se uporabljajo
sl.9. Prednja plošča
fiksne (slika 11, a) ali premične (slika 11, a) lunete.
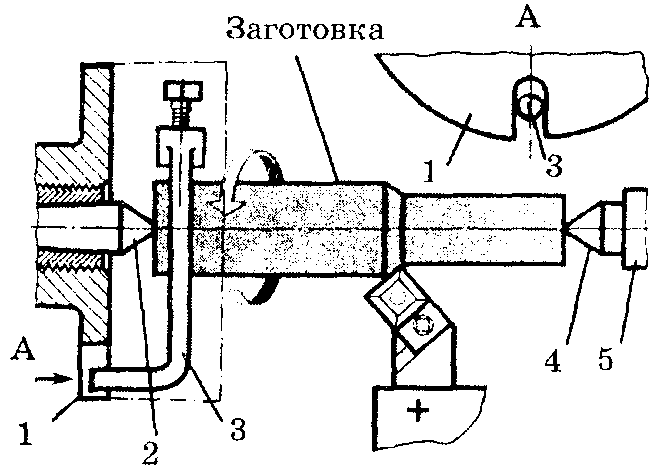 Stožčaste površine na stružnici obdelujemo na naslednje načine: s širokim stružnim orodjem, z obračanjem zgornjega drsnika,s premikanjem telesa zadnjega nosilca v prečni smeri in uporabo kopirnega ali stožčastega ravnila.
Stožčaste površine na stružnici obdelujemo na naslednje načine: s širokim stružnim orodjem, z obračanjem zgornjega drsnika,s premikanjem telesa zadnjega nosilca v prečni smeri in uporabo kopirnega ali stožčastega ravnila.
Širok rezalnik (slika 12, a) običajno so obrnjene kratke stožčaste površine z dolžino 25-30 mm.
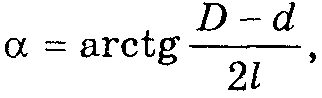
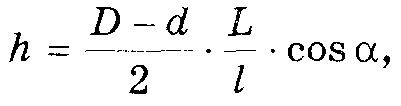
Pri obdelavi stožčastih površin z obračanjem zgornja čeljust(slika 12, b) nameščen je pod kotom,enak polovici kota na vrhu obdelanega stožca. Obdelava se izvaja na ročno dovajanje. Kot vrtenja je določena s formulo
sl.10. Obdelava v središčih: 1 - gonilna vpenjalna glava, 2 - sprednja sredina, 3 - ovratnica, 4 - zadnja vpenjalna glava, 5 - repna glava
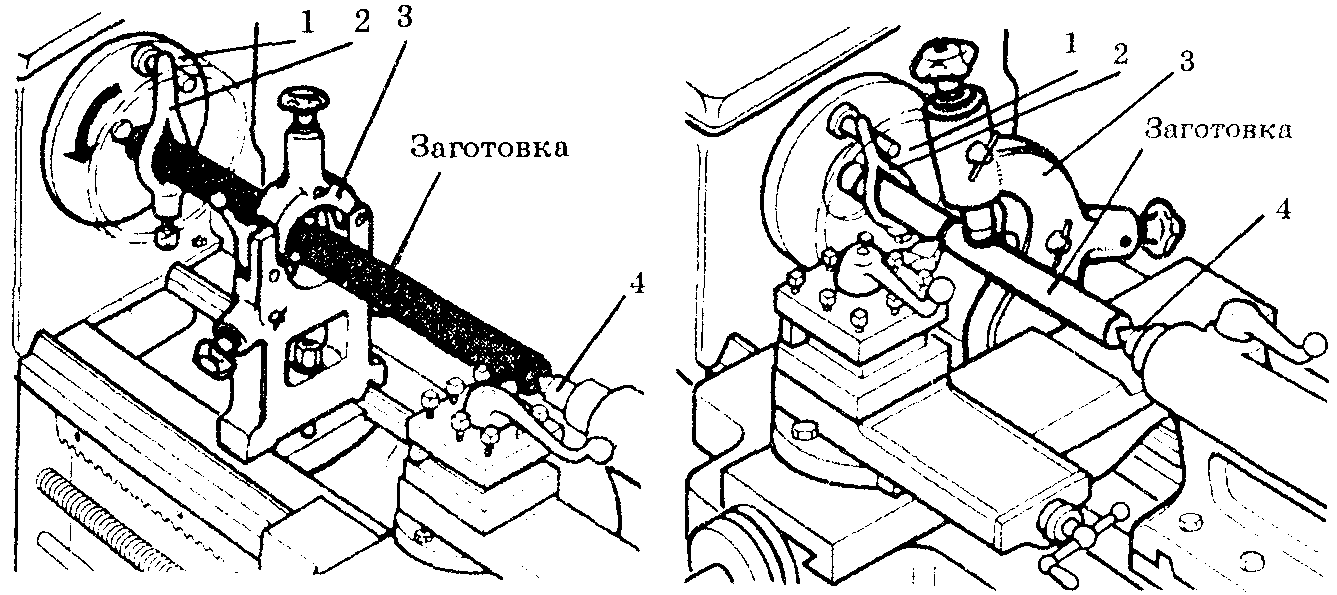
sl.11. Obdelava dolgih obdelovancev z uporabo stacionarne(a) in premične (b) lunete
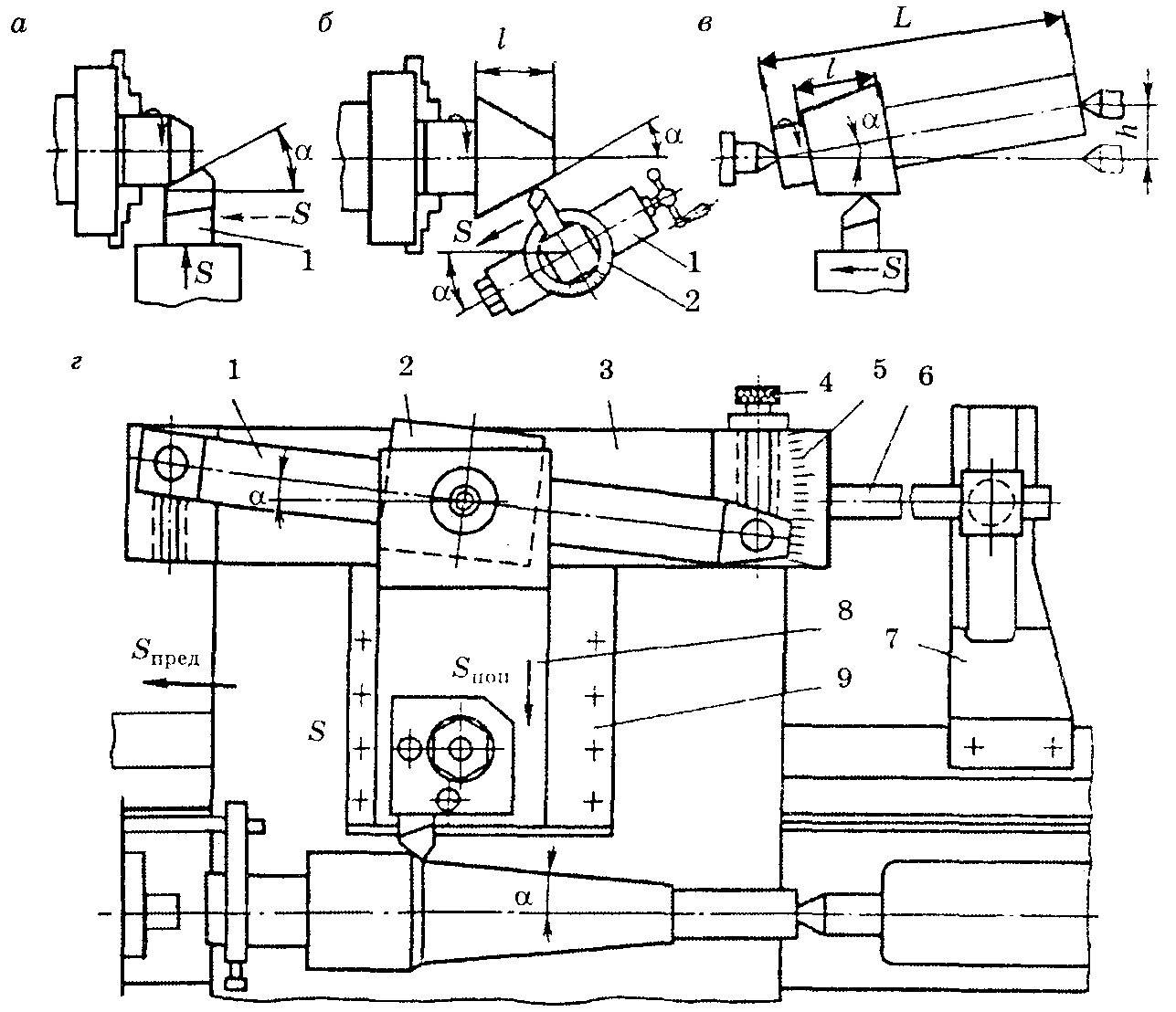
sl.12. Načini obračanja stožcev: a - s širokim rezalnikom, b - obračanje zgornje čeljusti, v - premik telesa zadnjega dela; G - z uporabo konusnega ravnila, 1 - vrtljivo ravnilo, 2 - gosenica, 3 - fiksno ravnilo, 4 - vijak, 5 - tehtnica, 6 - palica, 7 - nosilec, 8 - sani, 9 - ohišje
kjer je D in d — premer obdelanih stožčastih površin, mm; l — višina stožca, mm.
S premikom telesa zadka v prečni smeri (slika 12, b) brusi dolge stožčaste površine z majhnim kotom stožca na vrhu (do 12 °). V tem primeru se premik zadnjega središča v prečni smeri določi iz izraza
kjer je L — skupna dolžina obdelanega obdelovanca, mm.
Metoda obdelave stožčastih površin s stožčastim ravnilom (slika 12, G), pritrjen na ležišče stroja, vam omogoča, da dobite stožčasto površino s kotom na vrhu do 40 °. Predelava se izvaja z vključitvijo mehanske krme.
Glede na obliko in velikost obdelovancev, različne načine njihove pritrditve. Ko je razmerje med dolžino obdelovanca in premerom L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 uporabljajte stalne počitke.
Pogosta metoda je obdelava v centrih (slika 13), saj omogoča prerazporeditev dela iz stroja v stroj brez naknadne poravnave. Hkrati so na koncih obdelovanca predhodno izvrtane sredinske luknje. Oblika in dimenzije središčnih lukenj (slika 14) so standardizirane. Ko so nameščene na stroju, v te luknje vstopijo točke središč sprednjega in zadnjega dela stroja.
sl.13. Obdelava v središčih: 1 - gonilna vpenjalna glava, 2 - obroč, 3 - matica, 4 - palica, 5 - matica, 6 - živo središče, 7 - rokav, 8 - sprednja sredina
Za prenos vrtenja z vretena glave na obdelovanec se uporablja pogonska vpenjalna glava 1 (slika 13), nastavljena
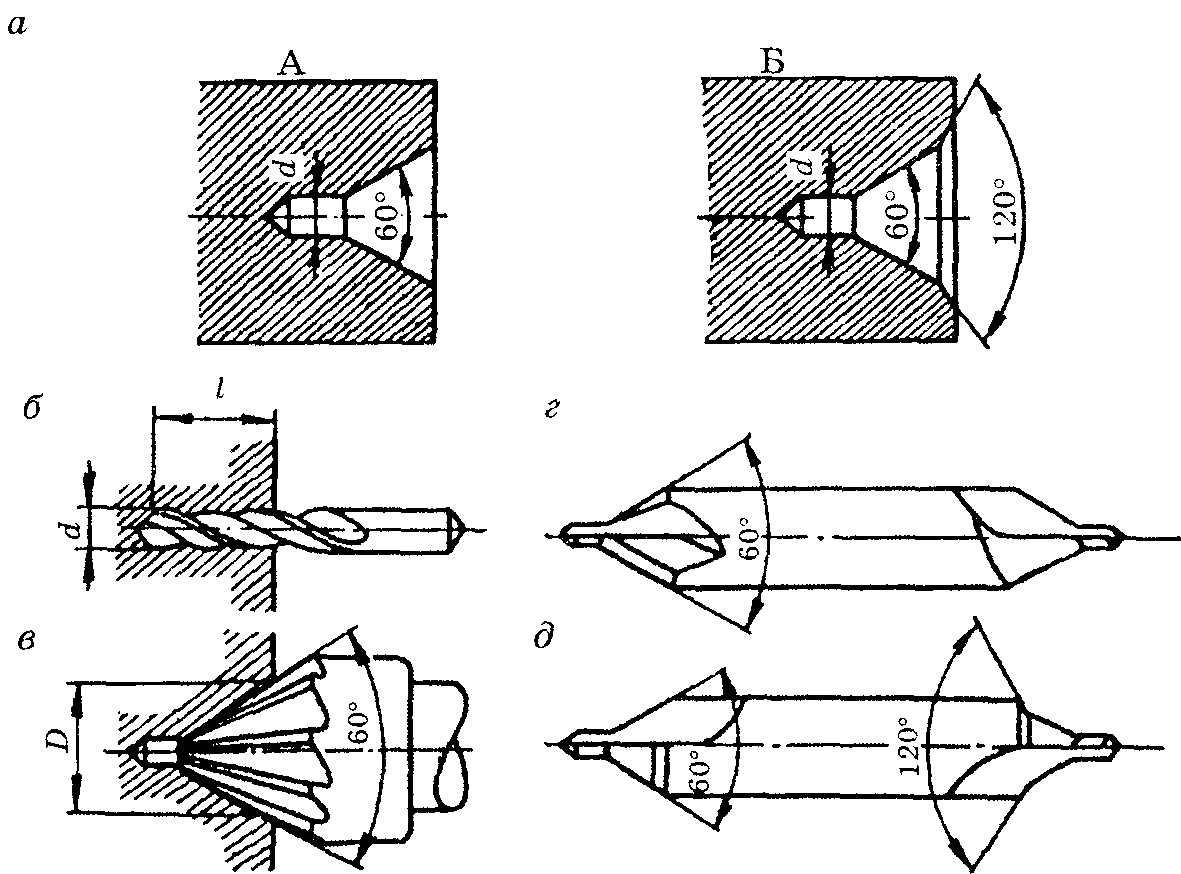
sl.14. Sredinske luknje (a) in orodje (b - cilindrični sveder, c - umivalnik, d, d - kombinacija vrtanja)
vliti na vreteno in objemko 2, pritrjeno na obdelovanec.
Centri so nameščeni v vreteno stroja in peresa zadnjice. Središče, nameščeno v vretenu, se vrti skupaj z obdelovancem. Enostavno središče (slika 15, a), ki je nameščeno v pero zadnjega nosilca, se ne vrti, zato se obrabi sam in obrabi sredinsko luknjo obdelovanca. Za preprečevanje obrabe se uporablja vrtljivo središče (glej sliko 7). Včasih se uporablja: odrezana sredina pri obrezovanju konca; obratno središče (slika 15, b) pri struženju obdelovancev majhnega premera (do 5 mm).
![]()
sl.15. Stružni centri: a - preprosto središče (1 - stožec, 2 - vrat, 3 - stožec, 4 - steblo); b - vzvratno središče
Pa tudi druga dela, ki bi vas lahko zanimala |
|||
| 58029. | Dokončanje oblikovanja svetovnih kolonialnih imperijev. Mednarodni odnosi v zadnji tretjini 19. stoletja | 122 KB | |
| Cilji: Oblikovati predstavo o Indiji v drugi polovici 19. stoletja; seznaniti se z načeli britanske kolonialne politike v Indiji; razkriti razloge za potek in rezultate sepajske vstaje; oblikujejo lastne sodbe o ideologiji bremena belega človeka ... | |||
| 58030. | Indija. Kulturno-zgodovinske značilnosti. Gospodarsko-geografske značilnosti | 118 KB | |
| Namen: oblikovati učenčeve splošne predstave o kulturi in gospodarskih značilnostih Indije; izboljšati sposobnosti študentov za samostojen izbor in analiziranje gradiva; nadaljevati oblikovanje veščin posploševanja in sklepanja; goji odgovornost... | |||
| 58031. | Stara Indija | 78,5 KB | |
| Beseda bralca: Shanovnі uchnі shogodnі mi z vami pomandruєmo na Skhid do tsіkavoї i skrivnostne Іndії. Predstavitev novega gradiva Geografski položaj Indije Robot z zemljevidom. | |||
| 58032. | Zastosuvannya dієprikmetnik kot posebna oblika dієslіv pri zagovoru projektov "Posebnosti nadzora za zaslonom pidlіtkіv" | 1,94 MB | |
| META: spremeni se v učenje ljubezni, preden se spremeni v ukrajinski jezik; Ustvarim pobudo in vizijo vzpostavitve za izboljšanje in varovanje vašega zdravja; razvijati učno kompetenco učencev in učencev za komunikacijsko komunikacijo z jezikom v različnih življenjskih situacijah... | |||
| 58033. | Enostavne in zložljive naloge za vključitev dimenzij na enote površine | 58,5 KB | |
| Tsіlі: osvіtnі: oblikovati število pametnih in začetnikov, pametnejše reševati probleme, analizirati matematične naloge; razvoj: razvijati logične in algoritemske ideje, znanje in intelektualne sposobnosti, spodbujati razvoj učenja argumentiranja svojega mnenja... | |||
| 58034. | Implementacija integrala za modeliranje procesov | 2,54 MB | |
| Začetno: preučiti in sistematizirati znanje študentov s temami “Integralni in jogijski študij”; pridobiti utrjeno znanje o geometrijski, fizični in ekonomski spremembi integrala; samostojno oblikovati čuječnost novincev študentov za sistematizacijo in poglabljanje znanja ... | |||
| 58035. | Uporaba integrala | 107 KB | |
| Namen: Posplošiti in sistematizirati znanje na temo Uporaba integrala. Aktualizacija temeljnega znanja Definicija antiderivata; Definicija nedoločenega integrala; Definicija integrala... | |||
| 58036. | OPIS NAMENJENEGA INTEGRALA | 558,5 KB | |
| Pridobiti utrjeno znanje o geometrijski in fizikalni spremembi integrala. Učitelj izgovori konec govora tako, da bo formulacija trdnosti resnična: Krivilinski trapezij se imenuje Dija se zavije do diferenciacije Najprej za eno, druge funkcije pa le ponovno pogledamo ... | |||
| 58037. | arabsko osvajanje. Ustanovitev arabskega kalifata | 248,5 KB | |
| Preglejte zgodovino nastanka Arabski kalifat in pojav islama, da se seznanijo z najsvetlejšimi dosežki islamske kulture; izboljšati spretnosti pri delu z zgodovinskim zemljevidom | |||
Na Tokarno stroj za rezanje vijakov preprosto načelo delovanja: obdelovanec, ki je vpet v vodoravni položaj, se začne vrteti in rezalnik, ki je premičen, se ne odstrani želeni material. Toda za izvajanje tega načela je potreben mehanizem, ki je sestavljen iz veliko število natančno usklajeni elementi. Stružnice združujejo devet vrst obdelovalnih strojev, ki se razlikujejo na različne načine: po zasnovi, po namenu, po stopnji avtomatizacije.
Uporaba posebnih dodatnih naprav na strojih (za rezkanje, za brušenje, za vrtanje radialnih lukenj) močno razširi tehnološko funkcionalnost opreme.
Stružnice, avtomatske in polavtomatske, so glede na lokacijo vretena razdeljene na navpične in vodoravne, ki nosijo nastavek za nastavitev obdelovanca obdelovanega dela. Vertikalni stroji se uporabljajo predvsem za obdelavo delov velikih dimenzij in teže, vendar majhne dolžine. Najbolj znane stružnice tistega časa Sovjetska zveza- 16K20 in 1K62. Stružnica je zasnovana za obdelavo materialov z rezanjem, da dobimo dele v obliki vrtilnih teles. Danes obstaja več glavnih vrst stružnic. Najbolj vsestranska skupinska tehnika struženja je stružnice za rezanje vijakov uporabljajo v majhni proizvodnji. In stružnice za rezanje vijakov so razdeljene tudi na vrste:
Naprava za stružnico za rezanje vijakov
Stružnica za vijačenje ima svoje posamezna naprava. Glavni del opreme je pritrjen, orodje pa začne svoje delo s pritiskom na posebne glave. Del, ki ga dobimo med obdelavo, lahko uporabimo pri takih operacijah. Zdaj mnogi verjamejo, da uporaba stružnice za rezanje vijakov ni optimalna. Obdelavo materialov je mogoče povečati in izvesti z večjo učinkovitostjo. Toda element, ki ga proizvajalci prejmejo po delu, je običajno zadovoljen.Stružnica za vijačenje - osi
Axis vijačna stružnica To je dokaj nova oprema. Toda kljub temu mu je že uspelo pridobiti priljubljenost med strokovnjaki v industrijskem sektorju. Axis stružnica, sicer znana kot RAM, združuje značilnosti običajnih stružnih orodij s peresom v stilu osi.Na stružnici te vrste načelo delovanja je precej preprosto in razumljivo tudi tistim ljudem, ki se nikoli niso srečali z industrijo. V trenutku, ko je oprema spojena z obdelovancem, ki ga je treba obdelati, začne drseti po njegovi površini. Tako postane obdelava hitra, enostavna in kakovostna.
CNC stružnica za rezanje vijakov
Ta stroj je sposoben zamenjati stari pogled opremo. Večvretenska in druga CNC orodja imajo številne prednosti: enostavna so za namestitev in enostavno upravljanje. Takšna tehnika v v celoti ustreza trendom današnjega razvoja delovnih mest.
Zmogljivost CNC stružnic za vijačenje je veliko večja od drugih obstoječe vrste opremo ta razred. Opozoriti je mogoče, da organizacije, ki kupujejo takšne stroje, stoodstotno rešujejo svoje težave s produktivnostjo. Stružnica za rezanje vijakov se zlahka šteje za najboljšo univerzalni stroj iz vseh obstoječih strojev stružnice. Uporablja se v razmerah majhne in enodelne proizvodnje različnih delov. Zdaj zaradi svoje vsestranskosti uživa v velikem povpraševanju v številnih organizacijah, ki delujejo v kovinskopredelovalni industriji.
Stružnice vam omogočajo obdelavo notranjih in zunanjih površin. Tehnika omogoča brušenje delov različnih oblik (oblikovanih, stožčastih, cilindričnih), vrtanje, vrtanje, vrtanje lukenj, obrezovanje koncev, narezovanje, narezovanje navojev in druge operacije. Prav tako vam bo možnost uporabe posebne opreme omogočila opravljanje drugih del. Na primer, lahko izvajate rezkanje, brušenje, rezanje zob in drugo.
Tehnologija rezanja vijakov, najprej je namenjen za enkratno in maloserijsko proizvodnjo. Toda po potrebi je lahko opremljen z dodatnimi napravami in napravami, ki bodo omogočile razširitev na množično proizvodnjo. V množični proizvodnji se uporabljajo stružni in vrtljivi polavtomatski stroji ter avtomatski stroji. Vzdrževanje stroja vključuje periodično prilagajanje, dobavo materiala na stroj in nadzor obdelovancev.
V polavtomatskem stroju premiki, povezani z odstranjevanjem in nalaganjem surovcev, niso avtomatizirani. Samodejno upravljanje delovnega toka takega stružnice za rezanje vijakov se izvaja zahvaljujoč odmični gredi, kjer so nameščeni odmikači.
Namen dela: preučiti splošno napravo stružnice za vijačenje, orodja, napeljave in vrste del, ki se izvajajo na stroju; naučite se določiti čas stroja pri obračanju.
Oprema delovnega mesta
1. Stružnica za vijačenje.
2. Komplet stružnih orodij.
3. Nastavki za stružnico za vijačenje.
4. Smernice.
I. Naprava stružnice za vijačenje
Stružnice za vijačenje so visoko zmogljivi in najpogostejši stroji. Stroj je zasnovan za obdelavo različnih kovin in nekovinskih materialov. Na stroju se izvajajo vse vrste struženja: struženje zunanjih in vrtanje notranjih cilindričnih in stožčastih površin, rezanje, vrtanje, pogrezenje in povrtanje lukenj, rezanje različnih navojev itd. Z uporabo hidrokopirnega stroja na stroju lahko izvajate struženje in kopiranje. Stružnice za vijačenje po klasifikaciji strojev za rezanje kovin spadajo v skupino I, tip 6 (na primer model stroja 16K20).
Na sl. 2.1 prikazuje diagram stružnice za rezanje vijakov.
Za vgradnjo vseh komponent stroja se uporablja okvir 2 z vzdolžnimi prizmatičnimi vodili. Postelja je pritrjena na podstavke. V levem podstavku I je nameščen elektromotor glavnega pogona stroja, v desnem podstavku 12 - rezervoar za hladilno tekočino in črpalna postaja. Na ohišju nad sprednjim podstavkom je nameščena glava 6. V vzglavnik sta nameščena vrtilna škatla stroja in votlo vreteno. Mehanizmi in menjalniki menjalnika vam omogočajo, da dobite različne hitrosti vretena in s tem zagotovite hitrost glavnega gibanja (V). Na vretenu so pritrjene vpenjalne naprave (odmikalna vpenjalna glava, gonilna vpenjalna glava, ploščasta podložka), ki prenašajo navor na obdelovanec. Na sprednji strani vzglavja je nadzorna plošča za 5 mehanizmov menjalnika.
5 6 7 8 9 10 11
riž. 2.1. Shema stružnice za rezanje vijakov
Na sprednji strani ležišča, pod vzglavjem, je nameščen podajalnik 3. V škatli so nameščeni mehanizmi in zobniki, ki vam omogočajo različne hitrosti premikanja čeljusti. Podajalna škatla sprejema rotacijsko gibanje iz menjalnika s pomočjo zamenljivih zobnikov, imenovanih kitara, ki se nahajajo na levi strani okvirja v polju 4.
Vzdolžna podpora 7 se premika vzdolž vodil okvirja in zagotavlja vzdolžni podajanje rezalnika (S pr). Po vodilih vzdolžnega nosilca pravokotno na os vrtenja obdelovanca, na katerega je nameščen zgornji nosilec 9. Prečni nosilec zagotavlja prečni pomik rezalniku (S p). Zgornji rotacijski nosilec je mogoče nastaviti pod katerim koli kotom na os vrtenja obdelovanca, kar je potrebno pri obdelavi stožčastih površin.
Na zgornji nosilec je nameščen štiripoložajno vrtljivo držalo orodja 8, v katerega je mogoče hkrati namestiti štiri rezila. Na vzdolžno čeljust je pritrjen predpasnik 10. V predpasnik so nameščeni mehanizmi in zobniki, ki pretvarjajo rotacijsko gibanje vodilnega valja ali vodilnega vijaka v translacijsko gibanje čeljusti. Tekalni valj (z vzdolžnim utorom) in tekalni vijak (z zunanjim navojem) sta nameščena vzdolž okvirja in sprejemata rotacijsko gibanje iz dovodne škatle. Mehanizem predpasnika je zasnovan tako, da se lahko premikanje čeljusti izvaja bodisi iz vodilnega valja za gladko obračanje bodisi iz vodilnega vijaka za navoj.
Zadnji drog 11 je nameščen na desni strani okvirja in se premika vzdolž njegovih vodil. Nastavek zadnjega nosilca je lahko opremljen z zadnjim središčem ali orodjem za obdelavo lukenj (svedre, grezila, povrtarja). Telo zadnjega nosilca je premaknjeno glede na podlago v prečni smeri, kar je potrebno pri obračanju zunanjih dolgih stožčastih površin.
Za zagotovitev normalnih delovnih pogojev je stroj opremljen z individualno osvetlitvijo in posebnim zaščitnim zaslonom, ki ščiti delavca pred poškodbami zaradi padajočih sekancev.
Stružnice za vijačenje imajo naslednje nastavke in dodatke: vpenjalne glave, središča, pogonske vpenjalne glave, stabilne naslone in kopirna ravnila.
Vsaka stružnica za vijačenje (namizna, univerzalna, CNC) je oprema, s katero se izvaja struženje kovinskih izdelkov in drugih materialov.
1 Naprava stružnice za vijačenje - glavne komponente in mehanizmi
Univerzalne stružnice za rezanje vijakov omogočajo izvajanje takšnih vrst obdelav kovin, kot so:
- vrtanje lukenj;
- struženje in vrtanje oblikovanih, stožčastih, valjastih površin;
- vrtanje;
- obdelava in obrezovanje koncev;
- rezanje niti;
- vrtanje.
Vsi stroji te skupine imajo enako napravo. Njihove glavne montažne enote so naslednja vozlišča:
- čeljust;
- spredaj in;
- menjalnik;
- postelja;
- vreteno;
- oprema za električni zagon;
- omare;
- kitarski zobniki zamenljive vrste;
- tekalni valj;
- predpasnik;
- menjalnik;
- vodilni vijak ( prav zaradi njegove prisotnosti se vijačna stružna enota razlikuje od običajnega stružnika).
Omeniti velja, da imajo vsi sestavni elementi obravnavanih strojev ne le enak namen in ime, ampak se nahajajo tudi na istih mestih.
To pomeni, da sta si enota 16K20, ki jo je v sedemdesetih letih prejšnjega stoletja izdelala tovarna Krasny Proletarian, in OJSC Čeljabinsk Stankomash podobna kot dva brata. Celo shema stružnice za vijačenje s številčno upravljanje programa(na primer) se od starejših modelov razlikuje le v prisotnosti tega istega CNC.

Poleg glavnih enot imajo enote skupine za rezanje vijakov številne krmilne ročaje, s katerimi upravljavec opravlja svoje delo na stroju. Na voljo so naslednji ročaji:
- spremembe hitrosti vretena;
- nastavitev koraka in podajanja niti, ki se reže;
- namestitev povečanega ali običajnega koraka navoja;
- gibanje (vzdolžno in prečno) sani;
- premikanje zgornjega drsnika;
- zaženite in onemogočite vodilni vijak (njegove matice);
- izbira smeri izvedbe niti (desno ali levo);
- zagon in zaustavitev glavnega elektromotorja;
- pritrditev peresa;
- zaženite samodejno vzdolžno podajanje;
- premikanje peresa (ta ročaj se običajno imenuje volan);
- začetek in prenehanje hranjenja;
- preklop čeljusti v način hitrega gibanja;
- pritrditev zadnjega dela;
- zaustavitev vretena in sprememba smeri dani element stroj.
2 Načela razvrščanja agregatov skupine za vijačenje
Opisana oprema je razdeljena na več vrst glede na tri tehnične značilnosti:
- teža stroja;
- največja dolžina izdelka, ki ga je mogoče obdelati na določeni enoti;
- največji premer dela, ki ga stroj lahko obvlada.
Najdaljša dolžina obdelovanca, ki jo je mogoče obdelati, je odvisna od razmika med središči stružnice. Vrstica največji odseki obdelava za opremo, o kateri razmišljamo, se začne s premerom 100 milimetrov in konča s premerom 4000 milimetrov. Pomembno je vedeti, da so različni stroji z enakim dovoljenim odsekom obdelovanca pogosto značilni po različnih dolžinah obdelovanca.
Po teži je vsa oprema za rezanje vijakov razdeljena v štiri razrede:
- do 400 ton - težki stroji ( največji premer deli za obdelavo v njih je 1600–4000 mm);
- do 15 ton - velik (premer se giblje od 600 do 1250 mm);
- do 4 tone - srednje (od 250 do 500 mm);
- do 0,5 tone - lahka (od 100 do 200 mm).

Lahke stroje običajno razumemo kot njihove namizne modifikacije, ki jih domači obrtniki uporabljajo za zasebne namene in mala podjetja:
- poskusni in poskusni odseki rastlin;
- podjetja za ure;
- podjetja za instrumente.
Težke in velike enote se običajno uporabljajo v energetiki in težkem inženirstvu. Uporabljajo se tudi za posebno obdelavo različnih mehanizmov:
- turbinski rotorji;
- kolesni pari železniških vagonov;
- elementov v metalurških obratih.
Večina obratov struženja se izvaja na napravah, povezanih z srednja skupina. Predstavljajo približno 80 odstotkov vseh kovinskoobdelovalnih del. Omogočajo vam izvajanje delfinskih in končnih del, rezanje niti različnih vrst.
Za zasnovo takšnih strojev je značilen velik razpon pomikov delovnega orodja in hitrosti vretena, zadostna togost. Opremljeni so z elektromotorji sprejemljive moči, kar omogoča obdelavo kovin in drugih izdelkov v zelo ekonomičnih načinih z orodji iz supertrdih zlitin in trdih materialov.
Poleg tega so srednje težke enote opremljene s številnimi posebnimi napravami, da bi razširili svoj tehnološki potencial. Takšni "zvonci in piščalke" povečajo kakovost obdelave obdelovancev na stružnih enotah in olajšajo delo strugarjem. Zaradi teh naprav postanejo stroji večkrat bolj avtomatizirani in priročnejši za uporabo.
Stružnice s programskim krmiljenjem (CNC) v ZSSR so bile izdelane precej aktivno. Proizvodnja takšnih strojev je potekala v tovarni Leningrad (model LA155), Kuibyshev (16B16) in drugi. Pogosto se uporabljajo CNC stroji velika podjetja pri večoperacijski obdelavi velikega nabora izdelkov, ki se proizvajajo v majhnih serijah(ne več kot nekaj sto kosov). Zaradi visoke ponovljivosti obdelave kovin in kratkih prehodnih časov so CNC stroji v tej situaciji nepogrešljivi.
3 Pogoste metode dela na strojih skupine za vijačenje
Najpogosteje na oprema za struženje izdelava obdelave (z uporabo rezalnikov) cilindričnih zunanjih površin. V tem primeru se del vstavi v kartušo z dodatkom od 7 do 12 milimetrov (razume se, da bo zahtevana dolžina izdelka manjša za točno določeno količino). Potreba po takšni "rezervi" je posledica dejstva, da bo moral stružnik odrezati končni obdelovanec in obdelati njegove konce.
![]()
Za obrezovanje konca uporabite obstojne ali ravne, pa tudi rezila za obrezovanje. Kovinski sloj s končne površine se odstrani s premikanjem skozi rezalnik v prečni smeri. Če se uporablja orodje za točkovanje, se del obdela od središča v vzdolžni smeri. Za izvedbo operacije obrezovanja in obračanja majhnih polic na izdelku se običajno uporablja potisni rezalnik.
Ko stružnica za vijačenje izvede postopek utorjenja na zunanji strani obdelovanca, upravljavec uporablja posebna orodja za urezovanje. Z njimi delajo pri nizkih hitrostih (v primerjavi s postopkom obrezovanja koncev je hitrost vretena nastavljena 4–5 krat nižja). Hkrati se žlebovi režejo brez napora, čim bolj gladko in mehko.

Enako načelo velja za rezanje. končan izdelek. Ta operacija je končana v trenutku, ko je odsek mostu na obdelovancu približno 2,5 milimetra. Po tem se enota ustavi, rezalnik se odstrani iz reže, nato pa se izdelek preprosto zlomi.
Priporočamo tudi
 Junaki pionirji v Veliki domovinski vojni Predstavitev pionirjev junakov domovinske vojne
Junaki pionirji v Veliki domovinski vojni Predstavitev pionirjev junakov domovinske vojne
 Predstavitev »Formiranje drže pri predšolskih otrocih Higiena pravilne drže pri otrocih
Predstavitev »Formiranje drže pri predšolskih otrocih Higiena pravilne drže pri otrocih
 Znanosti o človeškem telesu
Znanosti o človeškem telesu
 Predstavitev "zgodovina in možnosti razvoja robotike"
Predstavitev "zgodovina in možnosti razvoja robotike"
 Vrednost boja Rusije s Polovci
Vrednost boja Rusije s Polovci
 Azija in Afrika po drugi svetovni vojni
Azija in Afrika po drugi svetovni vojni