Rezalnik za struženje upognjen. Prehodni sekalci - skoraj vse o njih
Pogosto se v proizvodnji za obdelavo različnih stopničastih valjev in različnih netogih delov uporablja skozen rezalnik. Pri delu s tem orodjem se pridobijo grobi prehodi z manjšim polmerom ukrivljenosti kot končni prehodi. Če je potrebno, za popolno gladko površino uporabite rezalnik z rezilom.
Skozi rezalnik se uporablja za zunanjo vzdolžno končno obdelavo in končno struženje različnih delov. Hkrati se za grobo obdelavo uporabljajo višje hitrosti rezanja, odrezki se odstranijo večji kot pri finem struženju.
Skozi rezalnik je lahko upognjen, vztrajen in raven. In v smeri podajanja sta desno in levo orodje. V tem primeru se leve uporabljajo za obdelavo zunanjih površin v smeri od leve proti desni, desne - od desne proti levi.
Ravni rezalnik ima v načrtu glavne kote φ = 75, 60 in 450, upognjen rezalnik φ = 400-450 in potisno orodje φ = 900. upor celotnega rezalnika kot celote, manjši pa je kota, večja je dovoljena hitrost in upor rezalnika. Vendar pa lahko pri minimalnih vrednostih te lastnosti pogosto pride do tresljajev zaradi nezadostne togosti konstrukcije stroja, pritrdilnih delov ali samega orodja. Torej se z zadostno togostjo uporablja upognjen prehodni rezalnik, ki je najbolj razširjen zaradi dejstva, da omogoča ne le vzdolžno, ampak celo prečno struženje. Če togost ni zadostna, se uporabijo zaporni rezalniki, ki omogočajo obdelavo delov z majhnimi robovi in se pogosto uporabljajo za obdelavo netogih delov.
Drug, nič manj pomemben parameter je pomožni kot v načrtu. Vpliva na hitrost rezanja, hrapavost površine, ki se obrača, in zmanjšuje sodelovanje pomožnih rezalni rob skozi celoten proces. Pri grobi obdelavi je ta vrednost za orodje izbrana 10-150.
Naslednja pomembna značilnost takšnega orodja, kot je skozen rezalnik, je polmer ukrivljenosti. Vpliva na življenjsko dobo orodja in trdnost rezalnega roba. Povečanje tega parametra zmanjša hrapavost površine, ki jo je treba obdelati, hkrati pa povzroči povečanje obremenitve samega rezalnika podajanja, kar prispeva k vibracijam. Torej se polmer za orodja z rezili iz karbidne trdine 0,5 mm šteje za optimalnega s prečnim prerezom držala 10 mm x 16 mm in 12 mm x 20 mm, 1 mm za odseke 16 mm x 25 mm in 20 mm x 32 mm, 1,5 mm za rezila s prečnim prerezom 25 mm x 40 mm in 30 mm x 45 mm.
Oblika sprednje površine rezalnika je odvisna od materiala, ki se obdeluje, zahtevane narave obdelave, možnosti podajanja izdelka in številnih drugih pogojev. Tako se na primer pri vseh vrstah hitrih in karbidnih rezalnikov uporablja ravna oblika ostrenja in pozitiven kot, priporočljiv je za obdelavo litega železa. Hkrati ima rezalnik podajanja iz hitroreznega jekla pri struženju jekla pomik manjši od 0,2 mm/vrt.
Ravna oblika z negativnim nagibnim kotom se uporablja za rezila z rezili iz trde zlitine pri obdelavi jekla nad 80 kgf/mm2, ob prisotnosti togega tehnološkega sistema.
Zelo pogosto je skozen rezalnik dodatno ojačan s posnemanjem 0,2-1,2 mm z negativnim kotom do -50 vzdolž rezalnega roba. Ploska oblika s posnetkom se uporablja za orodje iz hitroreznega jekla, ki se uporablja za struženje jekla s pomikom več kot 0,2 mm / vrt., pa tudi za rezila iz karbidne trdine za obdelavo jekla z σv manjšim ali enakim do 80 kgf / mm2, pa tudi z σin več kot in enako 80 kgf/mm2 v prisotnosti netogega sistema. Uporablja se za obdelavo jekla in jeklenih ulitkov ter za temprane litine.
Vendar se pri delu s takšnim orodjem tvori velika količina nevarnih, rahlo zvitih in neprijetnih za prevoz čipov. Hkrati obstaja velika verjetnost, da se bo ovil okoli dela in postal nevaren za delavca. Da bi se temu izognili, se odrezki zvijo, tako da je sprednji del rezalnika s polmerom od 3 mm do 18 mm, za obdelavo delov z manjšo trdnostjo pa je izbrana manjša vrednost polmera. Tako dobimo rezalnik naslednje oblike.
Prehodni rezalnik, ki ima polmerno obliko s posnetkom, je zasnovan za vse vrste orodij iz hitroreznega jekla, razen za oblikovane rezalne robove s kompleksnim profilom, kot tudi za orodja s karbidnimi vložki pri hitrosti več kot 0,3 mm / vrt. za potrebno obdelavo jekla z σin več kot in enako 80 kgf/mm2.
Ne glede na uporabljen rezalnik, da ne bi dlje odpovedal in deloval z največjo učinkovitostjo, se uporablja ogromno različnih dodatnih šob in različnih pomožnih naprav. Zasnovani so za zaščito orodja, poleg tega pa poenostavljajo celoten tehnološki proces, kar je še posebej pomembno pri obdelavi delov, ki imajo zapleteno strukturo.
Dotaknite se
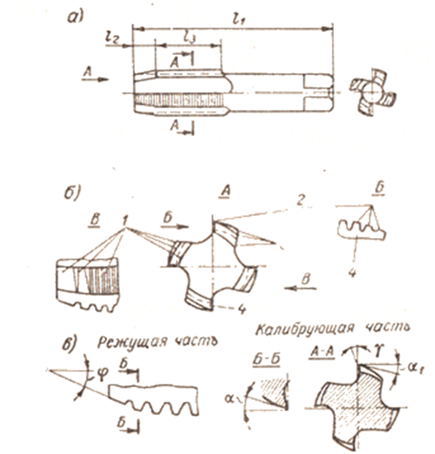 Pipa je rezalno orodje za rezanje navojev v vnaprej izvrtani luknji. Pipa je valjast valj z rezalnimi robovi na enem koncu. Drugi konec pipe (steblo) je zasnovan za pritrditev v vpenjalno glavo ali za držanje v ovratniku med delovanjem.
Pipa je rezalno orodje za rezanje navojev v vnaprej izvrtani luknji. Pipa je valjast valj z rezalnimi robovi na enem koncu. Drugi konec pipe (steblo) je zasnovan za pritrditev v vpenjalno glavo ali za držanje v ovratniku med delovanjem.
Glavne vrste pip:
Ročno - zasnovano za ročno vrezovanje navojev v kompletu, sestavljenem iz dveh ali treh kosov;
Matica - za rezanje celotnega navoja v enem prehodu v skoznje luknje;
Stroj - za vrezovanje navojev, predvsem v slepe luknje na vrtalnih strojih, avtomatih in posebnih modularnih strojih (proizvajajo se predvsem kosovni, vendar so tudi v kompletih po 2 ali 3 kosi);
Obdelovalni stroji - za pridobivanje navojev v skoznje luknje na strojih za vrezovanje matic; brez žlebov (oblikovni stroji) - za rezanje navojev v skoznje luknje v enem prehodu;
Avtomatsko - za rezanje navojev v maticah na strojih za vrezovanje matic;
ram in maternica - za vrezovanje navojev in kalibriranje ter odstranjevanje neravnin v navojnih luknjah okroglih matric.
Vrste navojev: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Material za izdelavo pip je legirano orodno in hitrorezno jeklo.
Potisni rezalniki so najpogostejše orodje pri struženju. V tem članku si bomo ogledali, kako narediti tak rezalnik z lastnimi rokami, kakšne so skoznje rezalniki, njihovi vgradni koti in koti rezalnega roba ter druge nianse.
Ta članek bo nadaljevanje serije člankov na spletnem mestu o stružnicah, orodjih in nastavkih za struženje v garažni delavnici. O napeljavah za stružnice sem že pisal in kdor želi, si lahko o njih prebere in. No, o kompetentnem ostrenju in fini nastavitvi stružnih orodij z lastnimi rokami vam svetujem, da preberete in gledate video tukaj v
In v tem članku si bomo podrobneje ogledali glavno orodje za struženje - skozen rezalnik.
Za začetek razmislimo, kakšne so skoznje rezalnikov, iz česa so izdelani, njihovi koti ostrenja, načini pritrditve karbidnih plošč teh rezalnikov in druge nianse. In na koncu bo povedano in prikazano, kako doma z lastnimi rokami narediti upognjen rezalnik z zamenljivo karbidno ploščo.
Prehodni rezalnik je zasnovan za vzdolžno struženje zunanjih cilindričnih površin, rezalniki pa se uporabljajo za struženje robov in končnih površin. Vendar pa se nekatere vrste skoznih rezalnikov (kot sem naredil v videu pod člankom in na sliki 1 spodaj) in rezalnikov za zareze uporabljajo tako za vzdolžno kot prečno struženje površin.
Skozi rezalniki so fini in grobi. Nosilci za grobo obdelavo so namenjeni za grobo struženje obdelovancev, tako imenovano luščenje (in zato jim nekateri pravijo luščenje). In končna rezila so namenjena končni obdelavi površine in pridobivanju višjega razreda površinske obdelave obdelovanca. Spodaj bomo podrobno obravnavali vrste skoznih rezalnikov.
Obračanje upognjenih skozi rezila .
Takšni rezalniki so zaradi svoje priročnosti in širokih možnosti najpogostejši pri struženju in prav o tem, kako sem naredil tak rezalnik, sem posnel video, ki si ga lahko ogledate pod tem člankom. Zaradi upognjene glave vam takšni rezalniki omogočajo obdelavo površine dela, ki se nahaja zelo blizu odmikačev vpenjalne glave stružnice.
I - vzdolžno struženje, II - prečno struženje
In tak rezalnik se uporablja tako za vzdolžno (glej sliko 1.I) kot prečno struženje (slika 1.II) Takšni rezalniki so narejeni desno in levo, odvisno od tega, na kakšen način je glava upognjena.
Ravni rezalniki.
I - desno skozi rezalnik, II - levo skozi rezalnik
Ti rezalniki so zasnovani za vzdolžno struženje delov. Poleg upognjenih rezalnikov so lahko desni (glej sliko 2.I), ki se uporabljajo v normalni smeri gibanja nosilca stroja, in levi (slika 2.II), ki se uporabljajo pri obračanju v smeri od vzglavja do zadaj.
Zaradi enostavne (ne upognjene) oblike držala je najlažje izdelati ravne rezalnike.
Vztrajno skozi rezila.
I - rezalne končne površine (levice), II - končno struženje.
Ti rezalniki služijo za vzdolžno struženje delov (glej sliko 3.I) in hkratno obrezovanje končnih površin polic (na koncu prehoda). Če držalo orodja s takšnim rezilom obrnete pod določenim kotom (glej sliko 3.II), lahko tak rezalnik uporabite za čelno struženje konca dela.
Potisni rezalniki se najpogosteje uporabljajo pri obdelavi netogih delov, pa tudi stopničastih obdelovancev.
Zaključni rezkarji .
Jaz - za obračanje odprti prostori, II - za struženje težko dostopnih mestih.
Takšni rezkarji se uporabljajo predvsem za struženje z majhnim pomikom in se od običajnih rezalnikov razlikujejo po velikem polmeru ukrivljenosti (r = 2-5 mm).
Za obračanje odprtih površin na delih uporabite ravne rezalnike, ki delujejo v obe smeri (glejte sliko 4.I). Za obračanje težko dostopnih mest se uporabljajo upognjeni rezalniki (glej sliko 4.II), tako desno kot levo.
Dokončanje širokih rezalnikov .
Ti rezalniki so zasnovani za fino struženje delov in z velikimi podajami. Toda hkrati ti rezalniki običajno odstranijo zelo majhno plast kovine z obdelovanca.
b je širina rezalnega roba, s je podajanje.
Pri visokih podajah (s
Spodaj bomo obravnavali različne možnosti skoznih rezalnikov, ki se med seboj razlikujejo glede na pritrditev rezalnih plošč.
Stružni rezila z mehanskim pritrjevanjem rezalnih plošč.
Pritrditev plošč v posebno gnezdo rezanega nosilca vzmeti.
Zasnova takšnih rezalnikov (ki so jih razvili v prejšnjem stoletju na Tehnološkem inštitutu v NDR) predvideva pritrditev simetričnih karbidnih vložkov v rezalne držale z enim ali dvema vijakoma (z notranjim šesterokotnikom). Takšni rezalniki so prikazani na spodnji sliki.
Ta plošča je pritrjena tako, da se zagozdi med zatič 3 in zadnjo nosilno steno držala s posebnim zagozdom 5 in vijakom 4. V tem primeru je plošča trdno in tesno pritisnjena na nosilno površino telesa (držala) rezalnika. .
Kot je prikazano na sliki, je plošča, ko je izdelana v tovarni, opremljena s filejem za kodranje sekancev in še eno utrjevalno ploščo na sprednji površini (širina posnetka 0,2 - 0,3 mm). Poleg tega je nagibni kot na fileju pozitiven in zahtevana vrednost kotov hrbta je zagotovljena z namestitvijo plošče pod želenim kotom na telo držala (kot je približno 15 - 18 ° glede na os držala).
Opisano zasnovo za pritrditev zamenljive plošče je nekoliko težko narediti sami doma in ne bo deloval za premajhne rezalnike majhnih stružnic (na primer šolske "tevaške"), saj bo treba izdelati vse dele zelo majhen. Zato lahko pri manjših sekalcih na enostavnejši način pritrdite zamenljivo ploščo, kot sem to storil v videu pod tem člankom.
In če naredite korak na držalu dovolj natančno in natančno izvrtate luknjo za vpenjalni vijak, torej zagotovite, da ko je vijak zategnjen, plošča s svojo zadnjo stranjo tesno pritegne k stopnici (rame na držalu ), potem je takšno pritrditev kljub svoji preprostosti precej zanesljivo.
Poleg tega je stopnica izdelana tako, da je pod obremenitvijo zadnji rob plošče zagozden v stopnici, ker sta stopnica in podporna ploščad za ploščo izdelani pod kotom (približno 10 - 15 ° glede na na os držala). Nosilec je prednostno izdelan iz ogljikovega jekla 40X, 40X13 ali jekla 45, 50.
Izdelava ukrivljenih sekalcev s žigom. 1 - matrica, 2 - stiskalni udarec.
Poleg tega je bilo držalo upognjenega rezalnika narejeno (in sem ga prikazal v spodnjem videu) ne z upogibanjem, kot to delajo v tovarni s pomočjo posebnih matric in kot je prikazano na sliki na levi, ampak v preprostejši način, preprosto z rezanjem in obračanjem iz kosa jekla.
Poliedrske plošče so izdelane v treh, štirih, petih in šesterokotnih oblikah. No, dimenzije skoznih rezalnikov s poliedričnimi ploščami se praktično ne razlikujejo od velikosti rezalnikov s spajkanimi karbidnimi ploščami enake višine.
Trikotni vložki imajo na delovnih vrhovih kote 80º in se uporabljajo za preskočne rezalke z vodilnim kotom φ=90º (glej sliko pod črko a spodaj).
Ukrivljen rezalnik se uporablja za struženje zunanjih površin rotacijskih delov, ki vključujejo stožčaste površine velike dolžine, cilindrične valje in drugo. Za razliko od ravnih rezalnikov so bolj razširjeni upognjeni rezalniki, saj imajo univerzalne zmogljivosti pri delu. Imajo večjo togost in zaradi svoje oblike lahko obdelujejo dele tudi na težko dostopnih mestih. Uporabljajo se za izdelavo delov, grobo in končno obdelavo obdelovancev v strojništvu in strojegradnji, skoraj v vsaki profesionalni stružni delavnici je ukrivljen rezalnik nepogrešljivo orodje za obdelavo.
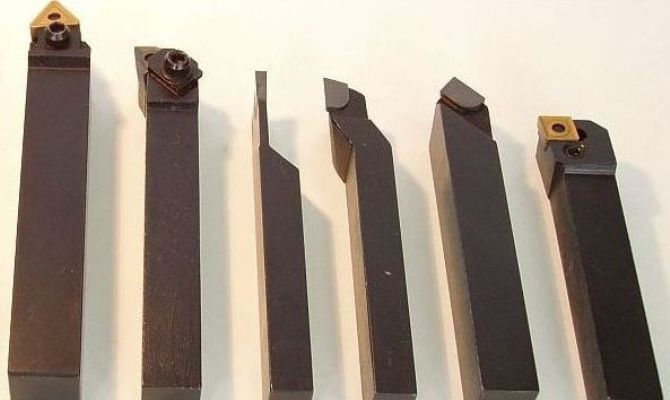
fotografija: obračanje rezalnikov skozi upognjeno
Delo tega orodja se izvaja tako z vzdolžnim kot prečnim pomikom. Izvajajo lahko obračanje na vrhu samega obdelovanca, posnemanje in obrezovanje koncev, torej vse osnovne operacije, ki so lahko koristne v tem primeru. Spadajo med orodja širokega profila in imajo več različnih variacij v velikosti in drugih parametrih. Dobro se obnesejo pri delu s trdimi deli. Ukrivljen rezalnik je izdelan v skladu z GOST 18868-73.
Vrste struženja skozi upognjene rezalnike
Orodja te vrste lahko razdelimo na končne in osnutke. Končne imajo bistveno večji radij ukrivljenosti. To vam omogoča, da dobite natančneje obdelano površino. Uporabljajo se v končni fazi proizvodnje in za izdelavo relativno majhnih delov. Če morate doseči posebno gladkost in čistočo, se praviloma uporabljajo rezalniki za lopatice, ki pomagajo doseči boljše rezultate.
Groba obdelava se uporablja za grobo obdelavo. Njihov polmer ukrivljenosti je manjši, vendar je trdnjava opazno višja. Odlični so za aplikacije, kjer morate odstraniti veliko kovine iz obdelovanca. Njihov delovni vir je veliko večji, zato je z ekonomskega vidika obdelava z dvema vrstama rezalnikov veliko bolj donosna. Imajo manj natančnosti, vendar bodo prvo stopnjo odstranitve naredili hitreje.
Poleg tega lahko ločimo tudi takšne vrste, kot sta desni in levi upognjen sekalec skozi prehod. Tu se razlikujejo po lokaciji rezalnega roba, kot pri mnogih drugih sortah teh orodij.
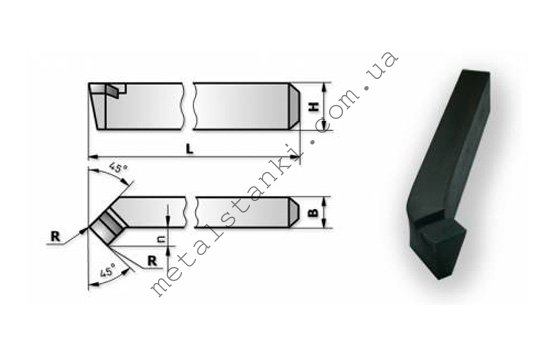
Glavne dimenzije skoznih ukrivljenih rezalnikov
| Višina, mm | Širina, mm | Dolžina, mm |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Ukrivljen rezalnik je izdelan predvsem iz karbidnih materialov, ker so obdelovanci večinoma iz trdih materialov, lahko pa se uporablja tudi orodja iz hitroreznega jekla.
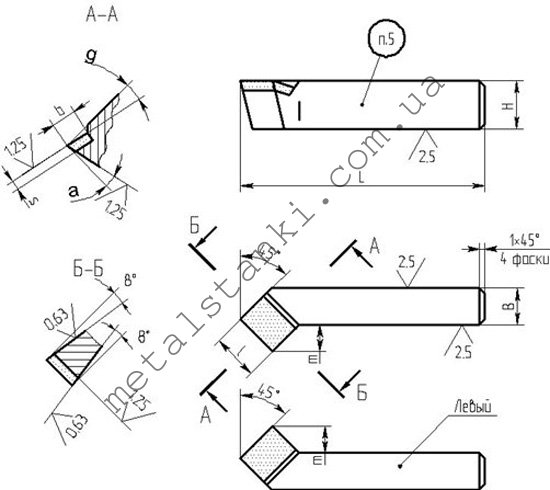
Geometrija skoznega ukrivljenega rezalnika
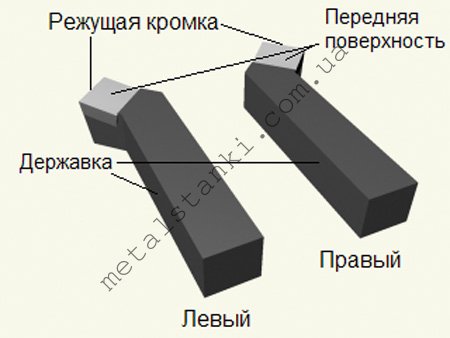
Glavni delovni del rezalnika je njegova glava, ki se nahaja na palici. Vstavi se v držalo orodja za nadaljnje delo. Na sprednji površini glave je površina, ki zagotavlja pretok sekancev. Obstajata tudi dva zadnja robova, pomožna in glavna. Imenujejo se tiste površine, ki so obrnjene proti delu, ki se obdeluje.
Glavno rezalno delo izvaja glavni rezalni rob. Ta del je oblikovan na presečišču glavne zadnje in sprednje površine instrumenta. Zasnova predvideva tudi pomožni rezalni rob, oblikovan na presečišču pomožne sprednje in zadnje površine. Presečišče sekundarnega in glavnega rezalnega roba tvori konico rezalnika. Vsak model ustvari svoj edinstven kot, zaradi česar je izdelek bolj primeren za določene namene. Na primer, za obdelavo stopničastega dela je potreben rezalnik s kotom 90 stopinj.
Izbira ukrivljenega rezalnika
Ukrivljene stružne rezila so na voljo v več različicah, ki se razlikujejo po velikosti, materialu rezalnika in drugih parametrih. Pri izbiri bodite pozorni na to, s katerimi prazninami se morate ukvarjati. Če se v proizvodnji uporablja široka paleta delov, potem ne bi smeli imeti enega ukrivljenega prehodnega rezalnika, temveč cel komplet za različne primere.
Velikost izdelka je izbrana glede na dimenzije obdelovanca. Najpogostejše so srednje možnosti, ki ne zahtevajo zamenjave za večino dela z različnimi vrstami izdelkov. “Nasvet strokovnjakov! Pogosta menjava rezal povzroči veliko izgubljenega časa in izpadov opreme, zato je treba najboljše možnosti določiti vnaprej.«
Kar zadeva material, je tukaj preprost trend, ko mehke in nekaljene vrste kovine obdelujejo z ravnimi rezalniki, levo in desno upognjenimi, ki so izdelani iz hitroreznega jekla. Je cenejši, vendar manj praktičen, ko gre za trde materiale. V tem primeru uporabite rezalnik upognjenih navojev z rezalnikom iz karbidnih materialov. Popolnoma prenesejo tresljaje in temperature, ki se dvigajo med delovanjem, zato je njihova življenjska doba veliko daljša.
Pogoji rezanja
Upognjeni stružni rezalnik se uporablja v dokaj preprostih načinih delovanja. Izvajajo vzdolžne in prečne premike, odvisno od profila obdelave. Na Stream lahko izberete in naročite samorezne vijake za kovinski profil po najboljši ceni v Ukrajini. Priporočljivo je, da najprej naredite grobo obdelavo z enim posebej za ta namen zasnovanim orodjem, nato pa naredite zaključni prehod na skoraj končani površini. Če se pri grobi obdelavi postopoma odstrani debelina do nekaj milimetrov, potem pri končni obdelavi ta številka v več prehodih doseže desetinke milimetra.
Označevanje
Na primeru takšnega orodja, kot je upognjen rezalnik T15K6, lahko upoštevamo primer označevanja. Delovna površina je izdelana iz trdih zlitin, ki spadajo v skupino titan-volfram. Vsebnost kobalta (K6) je 6 %, titanovega karbida (T15) pa 15 %.
Proizvajalci
- CHIZ (Černihiv, Ukrajina);
- Ukrmetiz (Ukrajina);
- Intertool (Kitajska);
- Melitopol Instrument LLC;
- Seco (Švedska).
Skozi ukrivljene rezila: Video
Skozi ravni rezalnik je priljubljeno orodje za obdelavo kovin in drugih trdih materialov. Običajno se uporablja na stružnicah, veliko redkeje pa na strojih za urezovanje in skobljanje.
1
Rezalnik za obdelavo kovin (PR) je običajno orodje, ki ga je enostavno izdelati. Z njegovo pomočjo se izvede obračanje v vzdolžni smeri cilindričnih in stožčastih zunanjih površin. Naprave za struženje, ki jih obravnavamo, so idealne za obdelavo izdelkov velikih dolžin. PR se deli na:
- upognjen;
- naravnost.
Ukrivljeno orodje skozi prehod ima širše tehnološke možnosti. Njegova glava brusi tista področja obdelovanca, ki so čim bližje čeljusti kartuše. Pomembna točka. Orodje z upognjeno glavo se uporablja tako za vzdolžno kot prečno struženje. Še en odtenek. Glavo rezalne naprave lahko upognete na levo ali desno stran.
Za ravne rezalnike je značilna običajna oblika držala.
Njihova glava nima gub. Zato je pri izdelavi takšnega orodja poceni. Ne izvajajo prečne obdelave. Če obračanje vodi v zadnji del stružnega agregata s sprednje strani, je potrebno uporabiti levi PR. Če se čeljust stroja premika po standardni poti, se uporabljajo desni sekalci.
Obstaja več vrst sekalcev
Vsi PR so razdeljeni na osnutke in zaključne. Prvi so namenjeni grobemu struženju (luščenju) delov na obdelovalnih strojih. Za končno obdelavo se uporablja končno orodje. Omogoča vam, da dobite bolj gladko površino z danim indeksom hrapavosti (do stopnje 7).
2
Vsako stružno orodje za rezanje kovin se proizvaja strogo v skladu z določbami posebnega GOST. Material za izdelavo zadevnega orodja je. Številni sekalci so opremljeni s posebnim spajkanjem. Izdelane so iz trdih zlitin. Skozi orodje je izdelano v skladu z naslednjimi GOST:
- 18869-73 - ravni rezalniki iz visokohitrostne zlitine.
- 18868-73 in 18877-73 - upognjeni, opremljeni z rezalnimi elementi iz hitrih in trdih zlitin.
- 18878-73 - ravna s karbidnimi vložki.
- 26611-85 - različne vrste prehodov z zamenljivimi vložki, ki so pritrjeni na orodje po vzorcu zgornje sponke.
- 29132-91 - orodje z večplastnimi, zamenljivimi vložki po popolnem razvoju.
- 28980-91 - napeljave iz supertrdih zlitin.
Najbolj uporabljeni so PR po GOST 18868, 18869,18877, 18878. Orodja z večplastnimi rezalnimi elementi se uporabljajo manj pogosto. Posebnost takšnih rezalnikov je, da njihovi rezalni deli delujejo brez ponovnega brušenja v strogo določenem časovnem obdobju. Ko ena stran izdelka postane neprimerna za delo (tupi), se plošča namesti na orodje z drugo stranjo, nato s tretjo in tako naprej. Takih naprav ni mogoče obnoviti. Popolnoma otopeli sekalci se odstranijo.
Najpogosteje uporabljeni so rezalniki po GOST 18868, 18869, 18877, 18878
Plošče iz trdih materialov so pritrjene na PR z vijakom in klinom. Ti elementi omogočajo, da se večplastna vpenjala zagozdijo med orodjem (njegovo zadnjo stran) in dodatnim zatičem. Rezalni vložki so opremljeni s strjevalnim posnetkom in posebnim filetom. Oblika takšnih sekalcev je lahko 3-6-stranska.
Orodje s spajkanimi ploščami je po svojem operativnem potencialu slabše od poliedrskih rezalnikov. Toda visoki stroški proizvodnje slednjih (stanejo 25–35% več) določajo povpraševanje po PR s spajkanjem. Rezalniki iz materialov povečane trdote (GOST 28980–91) se običajno uporabljajo za obdelavo kovin na enotah z numerično krmiljenjem.
3
PR vseh vrst, z izjemo orodij s poliedričnimi ploščami, potrebuje občasno ostrenje. Izvaja se, ko se rezalnik uporablja dlje časa. Posebni pogoji ostrenja so določeni s tehnološkimi kartami, odobrenimi v kovinskopredelovalnih podjetjih. Učinkovitost ponovnega brušenja je dosežena z uporabo prave tehnologije in pravilne izbire abraziva. Glavna stvar pri tem je, da izberete orodje za ostrenje, ki je trše od rezalnika. Najpogosteje se za ostrenje PR uporabljajo zrna trdih mineralov. Pritrjeni so s posebno vezjo v posebne brusilne plošče. Struktura slednjega je drugačna in je odvisna od:
- število por v skupni masi brusilnega orodja;
- vrsta uporabljene obveznice;
- relativni položaj in odstotek zrn.
Brusne plošče imajo različne strukture. S tega vidika so običajno razdeljeni na odprte (številčenje - od 11 do 18), srednje (od 6 do 10) in zaprte (od 1 do 5). Karbidna orodja se praviloma brusijo z diamantnimi orodji.

Vsi rezalniki potrebujejo redno ostrenje.
Ponovno brušenje PR se izvaja na brusilnih strojih različnih vrst. Hkrati so načela za izvajanje operacije na vseh enotah enaka. Ostrenje se vedno začne od zadnje strani sekalcev, nato pa se obdelajo sprednje površine. Opomba! Obrazne predele je treba izostriti v dveh fazah. Najprej sledi pripravljalno brušenje. Izvaja se pod določenim kotom pritrditve plošče po celotni površini rezalnika. Šele po tem nadaljujte do končnega ostrenja posnetja. Ta postopek se izvaja vzdolž sprednje strani na njegovih strogo omejenih območjih.
Ostrenje vam omogoča, da sprednje površine rezalnega orodja pridobite zahtevano konfiguracijo. Curvilinearno brušenje se izvede, ko je treba poenostaviti odstranjevanje kovinskih odrezkov iz PR. Vedno se izvaja vzdolž glavnega rezalnega roba vzdolž danega polmera. Za lažje odstranjevanje odrezkov iz stružnega orodja so na njegovi čelni strani obdelani tudi posebni polmerni utori. Dokončno prebrušenje vrha rezalnega nastavka je obvezno. V večini primerov je izdelan vzdolž polmera.





