สารานุกรมขนาดใหญ่ของน้ำมันและก๊าซ เครื่องเจาะแบบโฮมเมด เครื่องเจาะแนวนอน
วัตถุประสงค์ของเครื่องเจาะคือการประมวลผลพื้นผิวด้านใน (ด้านนอก) ของชิ้นส่วนอย่างถูกต้องตามรูปแบบที่กำหนด
รูปทรงที่ได้รับหลังการรักษาพื้นผิว เป็นไปได้ รูปทรงต่างๆ, ซึ่งกำหนดโดยโปรไฟล์ของโบรชัวร์
1 คุณสมบัติที่สำคัญ
รุ่นของเครื่องเจาะแตกต่างกันหลายวิธี:
สำหรับชิ้นส่วนที่ไม่ปกติ การทำรูในแม่พิมพ์แบบกลับด้านนั้นเป็นเรื่องยากมาก "เตือนความจำหรือลายนูน". ด้วยขั้นตอนแบบนี้คุณจะได้ชิ้นส่วน ระดับความสูงและปริมาตรที่ใช้ทำหม้อ อ่างในครัว โคมไฟ ถ้วยรางวัล ฯลฯ
เครื่องมือสามารถทำได้โดยไม่ต้องกดแผ่น เพื่อจุดประสงค์นี้ แม่พิมพ์ต้องได้รับการปรับสภาพด้วยการลบมุมที่เหมาะสมเพื่ออำนวยความสะดวกในการเคลื่อนที่ของวัสดุในขณะที่มีการลาก ดังแสดงในกราฟ พวกเขามีความรับผิดชอบต่อความสะดวกหรือไม่ที่วัสดุเคลื่อนที่ในระหว่างการลากพวกเขายังมีหน้าที่รับผิดชอบในการสร้างรอยพับที่วัสดุจะฉีกขาดรับความแข็งมากขึ้นของวัสดุอันเป็นผลมาจากไส้กรอก
- วัตถุประสงค์ - ทาบทามภายในหรือภายนอก
- ความเป็นสากล - วัตถุประสงค์ทั่วไปและเฉพาะทางสูง
- ทิศทางของการเคลื่อนไหวการทำงาน - แนวนอนหรือแนวตั้ง
- ธรรมชาติของการเคลื่อนไหวการทำงาน - การเคลื่อนที่แบบวงกลม, โบรชัวร์, การเคลื่อนที่ของชิ้นงาน;
- จำนวนตู้โดยสาร - หนึ่งตู้ขึ้นไป
- ตำแหน่ง - เครื่องธรรมดา(ตำแหน่งเดียว) กับ โต๊ะหมุน(หลายตำแหน่ง);
- ความพร้อมใช้งานของ CNC

ผลของแรงดึง วัสดุฝังมีแนวโน้มที่จะเกาะติดกับหมัด และหากไม่มีระบบที่อำนวยความสะดวกในการถอดหมัด อาจบ่งบอกถึงปัญหาที่ตามมา รูปร่างที่เหมาะสมจะแสดงในตารางด้านล่าง ติดโดยการฉายภาพหรือส้นที่ด้านล่างของเมทริกซ์
โดยปกติแล้วจะใช้วงแหวนแยกซึ่งเชื่อมต่อด้วยสปริงซึ่งทำหน้าที่เป็นตัวแยก เส้นผ่าศูนย์กลางภายในแหวนจะต้องมีการปัดเศษที่เหมาะสมที่ช่วยให้ผ่านหมัดและวัสดุยืดสปริงในระหว่างการสืบเชื้อสายเดียวกันในขณะที่ยกหมัดสปริงถูกบีบอัดและแหวนทำหน้าที่เป็นตัวแยก
ประเภทหลักคือ:
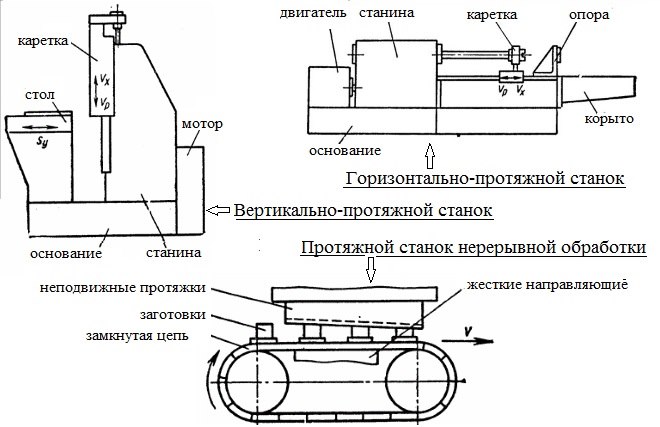
- เครื่องเจาะแนวนอน (สำหรับการประมวลผลรูภายใน);
- เครื่องเจาะแนวตั้ง (สำหรับเจาะภายในและภายนอก);
- ศูนย์ CNC ที่มีอุปกรณ์สำหรับติดตั้ง/ถอดชิ้นงานและเปลี่ยนเครื่องมืออัตโนมัติ
คุณลักษณะด้านประสิทธิภาพรวมถึงตัวบ่งชี้เช่นแรงดึง - จาก 50 ถึง 1,000 kN และความยาวจังหวะเจาะ - จาก 1,000 ถึง 2000 มม.
กล่าวโดยสรุป ภาพวาดคือการสร้างแผ่นงานโดยรับแรงอัดและแรงดึงเพื่อสร้างเป็นชิ้นกลวง ด้วยความช่วยเหลือของการวาดภาพคุณสามารถสร้างซีรีย์ขนาดใหญ่, คลื่น, ครอบคลุม, ครอบคลุม, สะท้อนแสงสำหรับไฟ, ถ้วยรางวัล สามารถรับแม่พิมพ์สำหรับการหล่อ การฉีดโลหะและพลาสติก เป็นต้น ใช้ขั้นตอนนี้คุณจะได้รับชิ้นส่วน ระดับความสูงและปริมาณซึ่งเป็นประโยชน์อย่างมากในชีวิตประจำวัน
การเคลือบเหล็กลามิเนตเป็นการเสียรูปพลาสติกของโลหะที่เกิดจากการเปลี่ยนรูปทางกลระหว่างกระบอกสูบ นี่เป็นกระบวนการที่ปรับเปลี่ยนวัสดุโดยการส่งผ่านระหว่างลูกกลิ้งที่ซ้อนทับกันซึ่งหมุนไปในทิศทางตรงกันข้าม การเคลือบมักจะดำเนินการด้วยความร้อน อย่างไรก็ตาม การรีดเย็นจะเกิดขึ้น แต่โลหะรีดเย็นจะระคายเคืองและต้องผ่านการอบอ่อนขั้นสุดท้าย วัสดุเริ่มต้นสำหรับการรีดเป็นแท่งหล่อที่มีหน้าตัดรูปสี่เหลี่ยมกลมหรือวงรีเช่นเดียวกับแผ่นพื้นที่มี ส่วนสี่เหลี่ยม.
1.1 เครื่องเจาะแนวนอน
ใช้แล้ว สำหรับการประมวลผลพื้นผิวภายในและภายนอกของรายละเอียดในทิศทางเชิงเส้นโดยใช้โบรชัวร์ที่มีโปรไฟล์ต่างกัน
ใช้ระหว่างการทำงานเท่านั้น การเคลื่อนที่แบบเส้นตรงเครื่องมือ (เจาะ) หรือชิ้นงาน (บางส่วน) ในแนวนอน การสุ่มตัวอย่าง (การตัด) ของวัสดุเกิดขึ้นเนื่องจากฟันที่เพิ่มขึ้นสม่ำเสมอตลอดความยาวทั้งหมด เวิร์กโฟลว์สามารถทำได้โดยอัตโนมัติโดยการติดตั้งระบบ CNC
หลอมแท่งหยาบเพื่อผลิตผลิตภัณฑ์กึ่งสำเร็จรูปและ ผลิตภัณฑ์สำเร็จรูป. แผ่นพื้นหยาบถูกรีดสำหรับแผ่นและแถบที่ผ่านชั้นวาง อดีตเรียกว่าการผ่านวัสดุที่จะเคลือบผ่านกระบอกสูบคู่ การผ่านแบบเรียบจะแตกต่างกันเมื่อมีการผ่านหนึ่งครั้งตามด้วยอีกการส่งหนึ่งในตำแหน่งเดียวกัน และการผ่านขอบที่กลิ้งไปในทิศทางของการขยายตัวที่เป็นผลมาจากการผ่านแบบเรียบ เมื่อต้องการทำเช่นนี้ วัสดุที่จะเคลือบต้องหมุน 90°
1.2 เวิร์กโฟลว์ d เครื่องเจาะแนวนอน SGP12 (วิดีโอ)
1.3 เครื่องเจาะแนวตั้ง
หลักการทำงานของเครื่องเจาะแนวตั้งเหมือนกับของ รุ่นแนวนอนแต่มีข้อดีหลายประการ:
- แกนทาบทามไม่ย้อยหรือโค้งงอ
- เมื่ออัพเกรดเพื่อเพิ่มผลผลิตจะง่ายต่อการติดตั้งโบรชัวร์เพิ่มเติม
- เล็กครอบครอง พื้นที่การผลิตเนื่องจากการเคลื่อนตัวของงานเกิดขึ้นในแนวดิ่ง
2 รุ่นของเครื่องเจาะ
โดยส่วนใหญ่ เครื่องจักรทั้งหมดทั้งในแนวนอนและแนวตั้ง ทำงานในโหมดกึ่งอัตโนมัติ บางรุ่นมีการติดตั้ง CNC ซึ่งอย่างมาก ลดความซับซ้อนและเพิ่มความเร็วในกระบวนการผลิตไดรฟ์สามารถเป็นแบบไฮดรอลิกหรือแบบเครื่องกลไฟฟ้า
มีกระบอกสูบหนักสองกระบอกที่จัดวางในแนวนอนซึ่งแยกออกจากกันด้วยระยะห่างที่แน่นอน และแกนจะยื่นออกมาซึ่งหนากว่าระยะที่กำหนด ทำให้เกิดการเคลื่อนไหว การเคลื่อนไหวนี้จะเกิดขึ้นหากมีความสัมพันธ์บางอย่างระหว่างเส้นผ่านศูนย์กลางของกระบอกสูบกับความสูงของแกน จากนั้นกระบอกสูบจะทำงานสามเท่า: ลดส่วนของแกน การเสียรูปตามยาวหรือส่วนขยายของก้าน เครื่องเคลือบบัตรวางเป็นกลุ่มทีละชิ้น ดังนั้นคุณจึงสามารถขึ้นรถไฟต่อเนื่องได้
2.1 รุ่น 7B55
เครื่องเจาะแนวนอน 7B55 ใช้สำหรับการประมวลผล พื้นผิวภายในที่มีรูปร่างและขนาดต่างกันโดยการดึง อุปกรณ์ของเครื่อง 7B55 มีดังนี้:
ในส่วนด้านในของเตียงกลวงแบบเชื่อมมีไดรฟ์ไฮดรอลิกประกอบด้วยกระบอกสูบกำลังและแท่งซึ่งสามารถเคลื่อนที่ไปตามรางบนสไลด์ได้
การจัดเรียงนี้มีข้อดีหลายประการ โดยเฉพาะอย่างยิ่งในแง่ของเวลาในการรีดที่ลดลง แม้กระทั่งการทำความเย็น และความยาวของลามิเนตที่ยาวขึ้น เครื่องเคลือบบัตรมีการอ้างอิงหลายวิธีขึ้นอยู่กับวัสดุที่จะเคลือบหรือผลิตภัณฑ์เคลือบสำเร็จรูป ในกรณีนี้ รถไฟเจียรหนัก กลาง และเบา รถไฟของผลิตภัณฑ์กึ่งสำเร็จรูป คาน ราง เขื่อนยาง แท่งเหล็ก ฯลฯ มีความโดดเด่น ตามการจัดเรียงของกระบอกสูบ จะมีเครื่องรีดสองประเภท: duo, reversible, double ฯลฯ การจำแนกประเภทนี้ใช้บ่อยที่สุด

บูชติดตั้งอยู่บนแกน (ในส่วนที่ว่าง) ซึ่งมีคาร์ทริดจ์สำหรับยึดโบรชัวร์ ปลายอีกด้านของเครื่องมือตัดจับจ้องอยู่ที่หัวจับเสริม
อุปกรณ์สำหรับยึดชิ้นงานพร้อมกับตัวชิ้นงานติดกับตัวเตียง ในระหว่างจังหวะการทำงาน คาร์ทริดจ์เสริมบนสไลด์จะเคลื่อนที่ไปพร้อมกับโบรชัวร์เพื่อหยุดอย่างแรง หลังจากนั้นการเชื่อมต่อระหว่างกันจะขาดโดยลูกเบี้ยวสปริง เมื่อเครื่องมือถูกส่งคืนหลังการตัดเฉือน โบรชัวร์จะเชื่อมต่อกับหัวจับเสริมอีกครั้ง
ชิ้นส่วนที่ทำขึ้นเป็นโรงสีกลิ้ง ลูกกลิ้งหรือกระบอกสูบ: สิ่งเหล่านี้อาจเป็นพื้นผิวทรงกระบอกเรียบหรือมีอยู่ในร่องวงแหวน ในของพวกเขา รูปแบบที่ง่ายที่สุดใช้สำหรับเคลือบแท่งหลอมที่ลดขนาดเป็นแผ่น แยกแยะโต๊ะ เฟือง และปลายคัปปลิ้ง โต๊ะ - ชิ้นงาน ทรงกระบอก เรียบ หรือลูกฟูก ความยาวเกี่ยวข้องกับเส้นผ่านศูนย์กลาง บุชชิ่งช่วยให้วางกระบอกสูบไว้ในตลับลูกปืนรองรับฟอสเฟอร์บรอนซ์ และในที่สุดก็อยู่ในเฟรม
ต้องใช้ปลายคัปปลิ้งเพื่อเชื่อมต่อกล่องหรือตัวแยกหลายกล่อง ซึ่งลูกกลิ้งซึ่งขับเคลื่อนด้วยมอเตอร์ทั่วไป ลัง กล่อง หรือกรง: นี่คือส่วนรองรับที่วางแบริ่งที่ยึดลูกกลิ้งไว้ เป็นชิ้นส่วนเหล็กที่มีรางแนวตั้งซึ่งมีแบริ่งอยู่ ในแต่ละส่วนรองรับ สกรูยึดกระบอกสูบด้านบนไว้ที่ความสูงระดับหนึ่ง การแสดงคู่ ทริโอ และ ดับเบิ้ลดูเอ็ท แถบถูกแทรกจากด้านหนึ่งและหลังจากย้ายไปด้านตรงข้ามแล้วจะเลื่อนไปทางด้านก่อนหน้า
อุปกรณ์ของเครื่อง 7B55 ออกแบบมาสำหรับการทำงานกึ่งอัตโนมัติแต่ เป็นไปได้ที่จะติดตั้งองค์ประกอบ CNC สำหรับการทำงานอัตโนมัติเต็มรูปแบบเวิร์กโฟลว์
การเคลื่อนที่ของโบรชัวร์นั้นมาจากอุปกรณ์ไฮดรอลิกที่มีปั๊มสองตัว ความดันสูง. ตัวหนึ่งจ่ายน้ำมันไปยังกระบอกสูบหลักในอัตรา 200 ลิตรต่อนาที อีกส่วนจ่ายน้ำมันให้กับกระบอกไฮดรอลิกเสริมที่มีการจ่ายน้ำมันในอัตรา 25 ลิตรต่อนาที
การดำเนินการนี้สามารถทำได้สองวิธี: โดยวางไว้บนกระบอกสูบหรือสอดเข้าไปใต้ ดัดด้วยคีมเพื่อให้สอดเข้าไประหว่างกระบอกสูบอีกครั้ง Trio: ใช้เพื่อลดเวลาการย้อนกลับของแถบ กระบอกที่สามวางอยู่ด้านล่างหรือเหนือคู่ แกนจะเคลื่อนผ่านระหว่างกระบอกสูบล่างและกระบอกสูบกลาง จากนั้นระหว่างกระบอกสูบกลางและกระบอกสูบบน จะดำเนินการกลิ้ง ช่วยลดเวลารอบเดินเบา นอกจากนี้ยังดำเนินการโดยอัตโนมัติด้วยการเอียงโต๊ะและลูกกลิ้งกระจายเสียง ซึ่งจะหันไปทางอื่น
แรงดึงคือ 98 kN ระยะชักการทำงาน 1600 มม. ความเร็วในการดึงอยู่ที่ 1.5 ถึง 11.5 เมตรต่อนาที ในขณะที่ระยะชักย้อนกลับคือ 20 ถึง 25 เมตร/นาที กำลังของมอเตอร์ไฟฟ้าสำหรับปั๊มหลักคือ 17 กิโลวัตต์ น้ำหนักรวม - 6900 กก.
2.2 รุ่น 7523
เครื่องรุ่น 7523 เป็นเครื่องเจาะแนวนอนกึ่งอัตโนมัติ ใช้สำหรับการตัดเฉือนชิ้นส่วนที่มีรูทะลุ ขนาดต่างๆและรูปทรงโดยการดึง
ดับเบิลดูเอ็ท: พวกมันถูกจัดเรียงในกล่องหรือกรงทีละอัน แต่ใน ความสูงต่างกัน. ข้อเสียเพียงอย่างเดียวคือการใช้เกียร์ห้า False Trio: คุณสามารถรับข้อได้เปรียบของ Trio ได้โดยการวางกระบอกสูบสองคู่ไว้ติดกัน ตำแหน่งนี้เรียกว่าทริโอเท็จ มันถูกใช้ในลามิเนตรายละเอียดเบาบาง
ข้อดีคือความต่อเนื่องและ ความเย็นต่ำเกิดจากการสัมผัสของไม้เรียวกับพื้น พวกเขาได้รับความร้อนเพื่อให้มีความเหนียวและความอ่อนตัวเพื่อลดพื้นที่ที่ต้องอยู่ภายใต้ ในกระบวนการให้ความร้อนแก่ชิ้นงาน ควรพิจารณา: อุณหภูมิความร้อนสูงของเหล็กอาจทำให้เกรนเติบโตมากเกินไป และข้อบกพร่องที่เกิดจากการเผาเหล็กซึ่งเป็นสาเหตุของรอยแตกที่ไม่สามารถขจัดออกได้ อุณหภูมิต่ำความร้อนทำให้ความเหนียวของเหล็กลดลง เพิ่มความทนทานต่อการเสียรูป และอาจทำให้เกิดการแตกร้าวระหว่างการรีด

บนกึ่งอัตโนมัติ 7523 รูกลมและรูพรุนจะถูกวาดขึ้น รูกุญแจและอื่นๆ เครื่องจักร 7523 ถูกนำไปผลิตในปี 1987 และแทนที่ 7B57 ที่ค่อนข้างล้าสมัย
ลักษณะของเครื่องเจาะแนวนอน 7523:
- ระดับความแม่นยำ - H;
- แรงดึงในการทำงาน - 100 kN;
- จังหวะของสไลด์ทำงาน - 1250 มม.
- กำลังขับด้วยไฟฟ้า - 11 กิโลวัตต์;
- ขนาดโดยรวม ความยาว ความกว้าง ความสูง - 6000 × 2000x1715 มม.
- น้ำหนัก - 4100 กก.
2.3 รุ่น 7534
หน่วยเจาะแนวนอน 7534 ใช้สำหรับการประมวลผลแบบดึงรูกลม รูพรุน รูกุญแจขนาดและรูปทรงต่างๆ ใช้สำหรับการผลิตขนาดใหญ่และขนาดเล็กตลอดจนการใช้งานส่วนบุคคล
ระยะห่างระหว่างลูกกลิ้งจะลดลงเมื่อความหนาของเหล็กลดลง ม้วนคู่แรกที่แท่งโลหะผ่านเรียกว่าหยาบหรือหยาบ หลังจากการรีดหยาบ เหล็กจะผ่านไปยังโรงรีดหยาบและขบวนการตกแต่ง ซึ่งลดให้เป็นแผ่นด้วยวิธีการที่ถูกต้อง ภาพตัดขวาง. โรงสีกลิ้งแบบต่อเนื่องมีการติดตั้งอุปกรณ์เสริมต่างๆ เช่น ม้วนขอบ อุปกรณ์ดองหรือรีไซเคิล และอุปกรณ์สำหรับการดัดแผ่นโดยอัตโนมัติเมื่อถึงจุดสิ้นสุดของรถไฟ
ลูกกลิ้งขอบคือกลุ่มของลูกกลิ้งแนวตั้งที่ด้านใดด้านหนึ่งของแผ่นงานเพื่อรักษาความกว้าง อุปกรณ์ดองเอาเปลือกที่ก่อตัวบนพื้นผิวของแผ่นออกโดยการดึงออกทางกลไก เอามันออกด้วยเครื่องบินไอพ่น หรือดัดแผ่นอย่างแหลมคมในบางจุดตลอดทาง ม้วนแผ่นสำเร็จรูปวางบนสายพานลำเลียงและย้ายไปยังตำแหน่งอื่นเพื่อหลอมและตัดเป็นแผ่นแต่ละแผ่น
กึ่งอัตโนมัติ 7534 สามารถติดตั้งได้ อุปกรณ์เพิ่มเติมด้วยความช่วยเหลือซึ่งเป็นไปได้ที่จะดำเนินการดึงพื้นผิวภายนอกที่มีรูปร่างต่างๆ

บนเครื่อง 7534 อนุญาตให้ติดตั้งอุปกรณ์ขนถ่ายอัตโนมัติ และภายใต้การควบคุมของ CNC การทำงานของเครื่อง 7534 จะกลายเป็นอัตโนมัติโดยสมบูรณ์
นอกจากเหล็กแผ่นแล้ว โปรไฟล์ยังสามารถผลิตด้วยรูปทรงที่ทำด้วยลูกกลิ้งที่มีร่องเพื่อให้มั่นใจ แบบฟอร์มที่ถูกต้อง. รีดเย็นใช้สำหรับขนาดพิเศษขนาดเล็กและเคลือบในโลหะผสมเหล็กและเหล็กพิเศษเท่านั้น แผ่นเหล็กรีดเย็นเป็นคู่และโซนทางออกจะกลับสู่ตำแหน่งเดิมของกระบอกสูบด้านบน คู่ที่ย้อนกลับไม่ได้ บ่อยครั้งที่กระบอกสูบด้านบนไม่ทำ
Laut Trio ให้เอฟเฟกต์การวาดภาพที่ดีขึ้นเนื่องจากกระบอกสูบกลางที่มีเส้นผ่านศูนย์กลางเล็กกว่า ในโรงสีที่สี่ กระบอกสูบทำงานบางสองกระบอกได้รับการสนับสนุนโดยกระบอกสูบขนาดใหญ่สองกระบอกเพื่อหลีกเลี่ยงการโก่งตัวของวัสดุ ลูกกลิ้งเหล่านี้สามารถทำงานด้วยกระแสไฟเลี้ยวแบบย้อนกลับได้ กว้างและแข็ง เหล็กแผ่นบางครั้งเคลือบที่โรงสีที่ห้า พวกเขามีกระบอกสูบทำงานแบบบางสามกระบอกที่รองรับโดยกระบอกสูบที่มีเส้นผ่านศูนย์กลางใหญ่กว่าสองกระบอก วิธีการทำงานสอดคล้องกับประเภทของไตรยางศ์ โรงสีที่สี่และห้าเพิ่มขึ้นในการผ่านครั้งเดียว
คุณสมบัติของเครื่องเจาะแนวนอน 7534:
- ไดรฟ์ไฮดรอลิกของการเคลื่อนที่ทำงานนั้นมาพร้อมกับปั๊มลูกสูบตามแนวแกน
- ระบบหล่อลื่นที่ทันสมัยซึ่งมีการจ่ายน้ำมันแบบมิเตอร์และสัญญาณเตือนการสิ้นสุดการหล่อลื่น
- การกรองแบบคู่ของของไหลทำงานโดยใช้ตัวกรองละเอียดและการควบคุมระดับการทำให้บริสุทธิ์ด้วยภาพด้วยไฟฟ้า
- การติดตั้งอุปกรณ์ไฮดรอลิกแบบไม่มีท่อ, ที่ใช้เพลตแบบรวม
- มันมี อุปกรณ์แลกเปลี่ยนความร้อนซึ่งทำให้น้ำมันในไดรฟ์ไฮดรอลิกเย็นลงทางอากาศ
ข้อมูลจำเพาะ:
มีการติดตั้งกล่องเคลือบต่างๆ สำหรับเคลือบแถบเย็น โดยทั่วไป กล่องเหล่านี้จะถูกเคลือบในกล่องที่สี่และกล่องดูโอแบบพลิกกลับได้ ซึ่งกล่องแบบดูโอมักจะทำหน้าที่แบบหยาบ อย่างไรก็ตาม กล่องเหล่านี้มักจะถูกติดตั้งไว้สำหรับการรีดแถบการอบซ้ำด้วย นอกจากนี้ยังมีตู้รถไฟแบบแยกส่วนจากกล่องหลายกล่อง ซึ่งเว็บถูกรีดให้มีความหนา 2 มม. ในหลายกล่องเหล่านี้ กระบอกสูบที่ใช้งานได้บางมาก มีเส้นผ่านศูนย์กลางน้อยกว่า 4 มม. ซึ่งจะต้องได้รับการสนับสนุนอย่างเหมาะสมในกระบอกสูบขนาดใหญ่
เส้นผ่านศูนย์กลางขนาดเล็กของกระบอกสูบทำงานนั้นได้เปรียบเมื่อเทียบกับเส้นผ่านศูนย์กลางขนาดใหญ่ เนื่องจากช่วยลดแรงกลิ้ง ให้การยืดตัวที่ดีขึ้น และในทางกลับกัน ช่วยลดการขยายตัว นอกจากนี้ ความแม่นยำในแบนด์วิดธ์ยังมากกว่าอีกด้วย ในการเคลือบแถบ แถบจะออกจากม้วนกระดาษและม้วนกลับเข้าม้วนที่สองหลังจากผ่าน ด้วยการจัดเรียงนี้ มันเป็นไปได้ที่จะเสริมความแข็งแกร่งให้กับกระบวนการรีดด้วยแรงดึงที่แข็งแกร่งในเว็บ คอยล์คลี่คลายจะชะลอตัวลง เพื่อให้เว็บได้รับแรงดึงจากด้านป้อนเข้า และขดลวด ข้อเสนอแนะสื่อสารกับผืนผ้าใบยังดึงความเค้นดึงในส่วนที่ส่งออก
- แรงดึง - 250 kN;
- จังหวะของเลื่อนทำงาน - 1600 มม.
- พื้นผิว แผ่นทำงาน- 450 × 450 มม.
- เส้นผ่านศูนย์กลางของแผ่นปิด - 360 มม.
- ความเร็วระหว่างจังหวะการทำงาน - ตั้งแต่ 1 ถึง 13 เมตรต่อนาที
- เส้นผ่านศูนย์กลางภายนอกสูงสุดของชิ้นงาน - 600 มม.
- ขนาดโดยรวม - 7205 × 2200x1810 มม.
- น้ำหนัก - 6250 กก.
2.4 เครื่องเจาะแบบโฮมเมด
ในการทำเครื่องเจาะด้วยมือของคุณเองไม่จำเป็นต้องมีช่างฝีมือประจำบ้านสำหรับการทำงานตามวัตถุประสงค์ แต่ก็ยังมีผู้เชี่ยวชาญที่จัดการกับการประมวลผลชิ้นส่วนประเภทนี้เป็นรายบุคคลในปริมาณที่ค่อนข้างมาก ดังนั้นการสร้างอุปกรณ์ที่ต้องทำด้วยตัวเองซึ่งใช้โบรชัวร์นั้นค่อนข้างเกี่ยวข้องกับพวกเขา

ตัวเครื่องซึ่งจะทำด้วยมือสามารถเป็นอุปกรณ์ง่ายๆ ที่ให้การเคลื่อนที่เป็นเส้นตรงของเครื่องมือตัด (การเจาะ) โดยใช้ระบบไฮดรอลิกส์หรือระบบเครื่องกลไฟฟ้า มากกว่า ตัวเลือกง่ายๆคือสมรรถนะของไดรฟ์ไฮดรอลิก
ปัญหาหลักที่เกิดขึ้นเมื่อลงมือทำด้วยตัวเอง เครื่องทำเองคือการจัดหาการผลิตด้วยโบรชัวร์ ( เครื่องมือตัด).ทำเองได้ยากดังนั้นในการคำนวณของพวกเขาตามการชุมนุม เครื่องที่บ้านคุณควรสร้างส่วนประกอบการผลิตสำเร็จรูปด้วยมือของคุณเอง
อุปกรณ์เครื่องจักร:
- เตียง (กลวงรอยจาก แผ่นโลหะกล่อง);
- ไดรฟ์ไฮดรอลิก (ไฟฟ้า)
- เลื่อนไปตามไกด์ภายในกล่อง
- คันเบ็ดจับจ้องอยู่ที่สไลด์และมีคาร์ทริดจ์สำหรับยึดที่ปลายด้านหนึ่ง
- อุปกรณ์สำหรับยึดชิ้นงานที่ส่วนท้ายของกล่อง
- ควบคุมการเคลื่อนที่ของเครื่องมือตัด
สำหรับการทำงานกับชิ้นส่วนขนาดเล็ก เช่น การเลือกรูของหมุดฟันเฟือง ไม่จำเป็นต้องขันปลายที่ว่างของโบรชัวร์ การหล่อลื่นและการระบายความร้อนของพื้นผิวการตัดของโบรชัวร์สามารถทำได้ด้วยตนเองโดยไม่ต้องสร้างการออกแบบพิเศษสำหรับสิ่งนี้
โบรชเป็นเครื่องมือที่ใช้ในการแปรรูปโลหะโดยการเจาะ (หนึ่งในการดำเนินการทางเทคโนโลยีที่พบบ่อยที่สุดในการตัดโลหะ) เทคโนโลยีนี้ใช้สำหรับชิ้นส่วนที่ใช้ในอุตสาหกรรมต่างๆ
พื้นผิวการทำงานของโบรชัวร์อาจมีรูปแบบที่แตกต่างกันออกไป ขึ้นอยู่กับวัตถุประสงค์และประเภทของเครื่องมือ
ยืดเพื่ออะไร?
การดำเนินการทางเทคโนโลยีเช่นการเจาะถือเป็นหนึ่งในที่สุด วิธีที่มีประสิทธิภาพการตัดโลหะ สำหรับการใช้งานนั้นจำเป็นต้องใช้เครื่องเจาะและเครื่องมือพิเศษซึ่งทำให้พื้นผิวมีความหยาบ 0.32 ไมครอนและความแม่นยำของพารามิเตอร์ทางเรขาคณิตที่สอดคล้องกับเกรด 6
เครื่องมือที่ใช้ในการเจาะโลหะประกอบด้วยฟันหลายซี่ แต่ละอันจะสูงกว่าอีกอันหนึ่งเมื่อวัดที่ความสูงในระนาบตั้งฉากกับทิศทางที่เกิดการเคลื่อนที่ของการตัดหลัก การติดตั้งใบมีดตัดจำนวนมากและวางไว้ในตำแหน่งที่แน่นอนทำให้สามารถใช้เครื่องมือดังกล่าวได้เพียงเครื่องมือเดียวเพื่อขจัดเศษปริมาณที่ต้องการทั้งในกระบวนการหยาบพื้นผิวและระหว่างการสอบเทียบ

การใช้เครื่องเจาะและเครื่องมือพิเศษทำให้สามารถประมวลผลพื้นผิวภายนอกและภายในของผลิตภัณฑ์ที่มีรูปแบบต่างๆ ได้ การเจาะไม่ใช้การเคลื่อนที่ของฟีด: การประมวลผลทั้งหมดดำเนินการโดยการทำการเคลื่อนไหวหลักโดยการเจาะ ซึ่งสามารถหมุนหรือแปลได้ เครื่องมือเจาะรูทำงานบนหลักการเดียวกัน แม้จะมีความคล้ายคลึงกันของการดำเนินการทางเทคโนโลยีเหล่านี้ แต่ความแตกต่างพื้นฐานระหว่างพวกเขาก็คือเครื่องมือเฟิร์มแวร์ทำงานในการบีบอัดและการเจาะจะทำงานด้วยความตึงเครียด
วิดีโอด้านล่างแสดงขั้นตอนการประมวลผลพื้นผิวด้านในของท่อโดยการดึง
การเจาะเมื่อเทียบกับวิธีการตัดโลหะแบบอื่นๆ มีข้อดีหลายประการ ซึ่งรวมถึง:
- ความเป็นไปได้ในการลดต้นทุนในการใช้งานอุปกรณ์ที่ใช้
- ความต้านทานการสึกหรอสูงของทาบทาม
- อัตราสูงฟีดนาทีเนื่องจากการประมวลผลจะดำเนินการโดยฟันตัดหลายซี่ในครั้งเดียว
- ความสามารถในการทำงานกับเครื่องเจาะแม้กระทั่งสำหรับผู้เชี่ยวชาญที่มีการฝึกอบรมวิชาชีพในระดับต่ำ
- การกำจัดสต็อกออกจากพื้นผิวด้วยความเร็วสัมพัทธ์สูง (ซึ่งหมายถึงประสิทธิภาพการประมวลผลสูง)
- ความสามารถในการกำจัดการแต่งงานทุกประเภทของพื้นผิวที่รับการรักษา
- การแปรรูปผลิตภัณฑ์โลหะที่มีความแม่นยำสูง
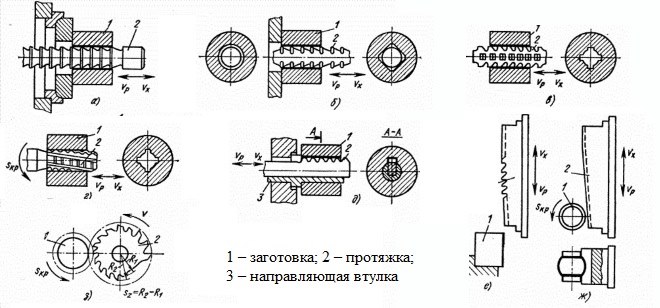
ไดอะแกรมของรูเจาะและพื้นผิวประเภทต่างๆ
เครื่องมือที่เครื่องเจาะติดตั้งนั้นส่วนใหญ่ทำจากวัสดุโลหะผสมปานกลางซึ่งมีราคาค่อนข้างสูง ด้วยเหตุผลนี้ ขอแนะนำให้ใช้ในอุตสาหกรรมที่ผลิตผลิตภัณฑ์ในปริมาณมากและมีจำนวนมาก
ในขณะเดียวกัน เครื่องเจาะและเครื่องเจาะยังสามารถใช้ในการผลิตผลิตภัณฑ์โลหะขนาดเล็กและชิ้นเดียว หากพารามิเตอร์ทางเรขาคณิตของพวกเขาเป็นมาตรฐาน คุณไม่สามารถทำได้โดยปราศจากการดำเนินการทางเทคโนโลยีและในกรณีเหล่านั้นเมื่อเป็นวิธีเดียวที่เป็นไปได้หรือเป็นวิธีการประมวลผลที่ให้ผลกำไรสูงสุด
แบบและแบบของโบรชัวร์
Broaches จำแนกตามพารามิเตอร์จำนวนหนึ่ง มีโบรชัวร์ประเภทต่อไปนี้:
- ด้วยชิ้นส่วนตัดความเร็วสูง เหล็กกล้าเครื่องมือหรือโลหะผสมแข็ง
- แข็งหรือสำเร็จรูป - ขึ้นอยู่กับ ออกแบบ;
- ครั้งเดียวหรือหลายรอบ - ขึ้นอยู่กับจำนวนโบรชัวร์ที่มีอยู่ในชุดการทำงานเดียว
- ทำงานตามแบบขั้นบันไดหรือแบบก้าวหน้า - ขึ้นอยู่กับว่าค่าเผื่อถูกลบออกจากพื้นผิวของชิ้นส่วนอย่างไร
- ด้วยการจัดเรียงใบมีดตัดตรงและเอียงหรือเป็นเกลียวและวงแหวนบนชิ้นงาน

โบรชัวร์ประเภทต่าง ๆ ก็มีความโดดเด่นตามวัตถุประสงค์หลักเช่นกันและการจำแนกประเภทนี้สามารถเรียกได้ว่าเป็นหนึ่งในสิ่งที่สำคัญที่สุด ดังนั้นขึ้นอยู่กับพารามิเตอร์นี้ broaches สำหรับพื้นผิวภายนอกและภายในมีความโดดเด่น ด้วยความช่วยเหลือของเครื่องมือที่ออกแบบมาสำหรับงานกลางแจ้ง มันเป็นไปได้ที่จะประมวลผลพื้นผิวของการกำหนดค่าต่างๆ (เฟือง, โปรไฟล์ประเภทก้างปลา, ร่อง, รวมถึงตัว T, เพลาทรงกระบอก, ร่องรูปทรงต่างๆ, รวมทั้งประกบ, เพลาร่อง, เป็นต้น)

Broach สามารถประมวลผลพื้นผิวของโปรไฟล์ต่างๆ
การเจาะรูเป็นเรื่องปกติมากขึ้น การดำเนินงานทางเทคโนโลยีกว่าการเจาะพื้นผิวภายนอก การใช้เครื่องเจาะและการเจาะ คุณสามารถประมวลผลพื้นผิวภายในประเภทต่อไปนี้:
- รูกุญแจ;
- ร่องเกลียว;
- รูกลม (โบรชัวร์สำหรับรูกลม);
- หลุมที่มีจำนวนใบหน้าต่างกัน (เจาะเหลี่ยมเพชรพลอย);
- รูพรุน (รูเจาะ)

โบรชัวร์สำหรับทำรู
แม้ว่าจะใช้สำหรับการรักษาพื้นผิวภายใน ประเภทต่างๆโบรชัวร์ การออกแบบเครื่องมือเหล่านี้เกือบจะเหมือนกันและมีส่วนประกอบหลายอย่างด้านหน้าของ
นี่คือองค์ประกอบนำทาง ก่อนการประมวลผล ชิ้นส่วนจะถูกจับจ้องไปที่ด้านหน้าของเครื่องมืออย่างแม่นยำ จากนั้นจึงย้ายพื้นผิวการทำงานไปที่ ขอบตัดเข็มกลัด ส่วนที่ระบุของส่วนหน้าของเครื่องมือและขนาดของรูที่กลึงจะต้องตรงกัน และการเลือกระดับความพอดีนั้นพิจารณาจากช่องว่างที่จำเป็นระหว่างโบลต์กับผนังของรู
Shankเมื่อใช้องค์ประกอบนี้ โบรชัวร์จะได้รับการแก้ไขในคาร์ทริดจ์ของอุปกรณ์ที่ใช้ สำหรับโบรชัวร์ทั้งแบบกลมและแบน ขนาดของด้ามจะระบุไว้อย่างเคร่งครัดตามข้อกำหนดที่เกี่ยวข้อง เอกสารกฎเกณฑ์(GOST 4043-70 และ 4044-70)

ส่วนตัด
ส่วนประกอบทาบทามนี้ประกอบด้วยฟันหลายซี่และมีหน้าที่ในการถอดค่าเผื่อที่ต้องการออกจากพื้นผิวที่กลึง พารามิเตอร์ทางเรขาคณิตของฟันตัดของโบรชัวร์ที่เริ่มจากส่วนหน้าและลงท้ายด้วยด้านหลังจะค่อยๆ เปลี่ยนไป ดังนั้น ฟันหน้ามีรูปร่างและขนาดของรูที่จะดำเนินการ และองค์ประกอบการตัดด้านหลังมีพารามิเตอร์ทางเรขาคณิตที่สอดคล้องกับลักษณะของรูที่ทำเสร็จแล้ว เนื่องจากความสูงของฟันที่ค่อยๆ เพิ่มขึ้นไปทางด้านหลัง ทำให้ไม่มีการเคลื่อนที่ของฟีดระหว่างการประมวลผล ในขณะที่ค่าเผื่อจะถูกลบออกจากพื้นผิวที่จะตัดเฉือนอย่างมีประสิทธิภาพ
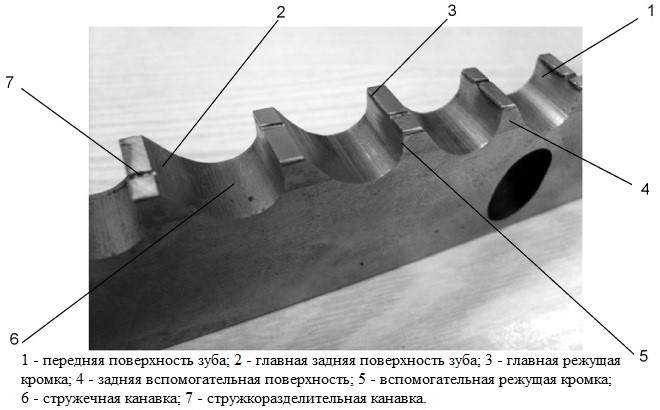
โบรชัวร์ที่ยาวและหนักติดตั้งองค์ประกอบนี้เพื่อให้ได้รับการสนับสนุนด้วยการพักอย่างมั่นคง
ไกด์ด้านหลังการเจาะส่วนนี้มีความจำเป็นเพื่อไม่ให้ชิ้นงานบิดเบี้ยวเมื่อฟันตัดสุดท้ายออกจากรู
ส่วนสอบเทียบองค์ประกอบนี้มีลักษณะเป็นฟันจำนวนน้อยกว่าส่วนที่ตัดของทาบทาม รูปร่างและขนาดของฟันที่อยู่ในส่วนสอบเทียบนั้นเหมือนกันทุกประการกับฟันที่ทำเสร็จแล้ว
ประเภทของโบรชัวร์แบบ slotted และขอบเขต
โบลต์แบบ Slotted ดังที่ได้กล่าวไว้ข้างต้น ใช้ในการประมวลผลพื้นผิวภายในที่มีองค์ประกอบแบบร่อง เครื่องมือดังกล่าว ขึ้นอยู่กับจำนวนและประเภทของหัวกัดที่ติดตั้ง สามารถ:
- เกี่ยวพัน;
- คม- slotted;
- 6 เฝือก;
- 8 ร่อง;
- 10 ร่อง.

สามารถผลิตโบลต์แบบมีรูพรุนได้ ตามเอกสารข้อกำหนดข้อใดข้อหนึ่งต่อไปนี้:
- ด้วยโปรไฟล์ประเภทที่ไม่แน่นอน: 50038-92 - รวมสองรอบ; 50035-92, 2850-89 - ปกติ ชนิดรวม; 25158-82, 25159-82 - สำหรับการประมวลผลรูที่มีส่วน 15–90 มม. 25157-82 - สำหรับการเจาะรูที่มีหน้าตัด 12–14 มม. 25160-82 - สำหรับการเจาะรูที่มีหน้าตัด 45–90 มม.
- ด้วยโปรไฟล์แบบตรง: 25971-83, 25972-83 - สำหรับการประมวลผลรูแปดร่อง 25969-83, 25970-83 - สำหรับการประมวลผลรูหกร่อง 24822-81, 24823-81 - สำหรับรูสิบเสี้ยว
- พร้อมก้านสกรู: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89 เป็นต้น
ในบางกรณี เมื่อไม่สามารถเลือกเครื่องมือมาตรฐานได้ การผลิตโบรชัวร์สามารถทำได้ตามเอกสารการออกแบบที่พัฒนาขึ้นเป็นพิเศษ
ด้วยการใช้โบรชัวร์แบบ slotted คุณสามารถดำเนินการด้านเทคโนโลยีต่อไปนี้ได้อย่างมีประสิทธิภาพ:
- ตัดรูกุญแจและช่อง;
- การแปรรูปถังบรรจุอาวุธปืนไรเฟิล
- การสอบเทียบรูภายในประเภทต่างๆ
- การผลิตชิ้นส่วนกังหันสำหรับเครื่องยนต์อากาศยาน
- การเจาะพื้นผิวภายนอกด้วยโครงร่างที่ซับซ้อน
อุปกรณ์ดึง
เครื่องเจาะแบ่งออกเป็นประเภทต่างๆตามพารามิเตอร์ต่างๆ โดยเฉพาะตัวเลือกเหล่านี้:
- วัตถุประสงค์ - เพื่อดำเนินการกับพื้นผิวภายนอกหรือภายใน
- ระดับความเป็นสากล - เครื่องจักรสำหรับวัตถุประสงค์ทั่วไปและเฉพาะทางสูง
- ทิศทางที่องค์ประกอบที่ดึงออกมา (การเคลื่อนที่ในการทำงาน) - เครื่องเจาะแนวนอนหรือเครื่องเจาะแนวตั้ง
- ประเภทของการเคลื่อนไหวของงานที่ทำ - ด้วย วงเวียนด้วยการเคลื่อนที่ของทาบทามหรือชิ้นงาน
- จำนวนตู้โดยสารที่ติดตั้งบนเครื่อง - แท่นเดียวหรือหลายตู้
- จำนวนตำแหน่งที่ถูกครอบครองโดยกลไกการทำงานของเครื่อง - ตำแหน่งเดียวและหลายตำแหน่ง (พร้อมเดสก์ท็อปแบบหมุน)
- ระดับของระบบอัตโนมัติ - มีและไม่มี CNC
อุปกรณ์ประเภทนี้ที่พบมากที่สุดคือ:
- อืดอาด เครื่องสากลใช้สำหรับการประมวลผลพื้นผิวภายใน
- เครื่องจักรประเภทแนวตั้งที่สามารถใช้ได้ทั้งพื้นผิวภายนอกและภายใน
นอกจากนี้เรายังแนะนำ
 เนื้อเรื่องของเกม Darksiders II กุญแจสู่การไถ่ถอน
เนื้อเรื่องของเกม Darksiders II กุญแจสู่การไถ่ถอน
 คำแนะนำที่สมบูรณ์ของภารกิจหลักและภารกิจรองของบทที่สอง
คำแนะนำที่สมบูรณ์ของภารกิจหลักและภารกิจรองของบทที่สอง
 SpongeBob SquarePants (คำแนะนำ)
SpongeBob SquarePants (คำแนะนำ)
 เกมส์ Spongebob Squarepants
เกมส์ Spongebob Squarepants
 Escape Impossible: Revenge Walkthrough Walkthrough คุณสามารถหลบหนีวิดีโอ
Escape Impossible: Revenge Walkthrough Walkthrough คุณสามารถหลบหนีวิดีโอ
 และมังกรก็มา ความยากลำบากในการเลือก ประเด็นสำคัญของเกม The Witcher 2 ฆ่ามังกรหรือหลบหนีผลที่ตามมา
และมังกรก็มา ความยากลำบากในการเลือก ประเด็นสำคัญของเกม The Witcher 2 ฆ่ามังกรหรือหลบหนีผลที่ตามมา