Masina de gaurit. Mașină de găurit - despre echipamente indispensabile din toate unghiurile
Producția și tehnologii industriale
Mașină 2H135 fig. Tabelul 2 are fante în T pentru atașarea elementelor sau a pieselor de menghină. Orez. Scurt specificatii tehnice mașină unealtă 2Н135 Dimensiunile suprafeței de lucru a mesei mm lățime x lungime 450x500 Cel mai mare diametru de găurire în oțel mm 35 Conica Morse a arborelui Nr. 4 Cea mai mare mișcare verticală a mesei mm 300 Numărul de trepte de viteză a arborelui 12 Viteza axului min1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Număr de trepte de avans a arborelui 9 Avansuri axului mm rev 01; 014; 02;...
Dispozitivul unei mașini de găurit verticală și setarea acestuia pentru prelucrarea găurilor
Obiectiv: familiarizați-vă cu scopul, dispozitivul și schema cinematică a unei mașini de găurit vertical, instrumentele de prelucrare a găurilor și tăiere utilizate, instalarea și reglarea mașinii.
Echipamente si materiale.Mașină de găurit verticală, menghină, țagle din oțel StZ dimensiune 100 x 150 x 50 mm; burghie 015; 28 mm; freza 029, 75; alezoare 029, 95 şi 30 H7; freza 030 mm; bucșe adaptoare cu conic Morse KM4-3; 4-2; etriere; standarde de rugozitate.
Mașinile de găurit verticale sunt proiectate pentru a produce găuri în piesele metalice solide folosind burghie și prelucrarea lor ulterioară folosindfreze, alezoare, freze, freze, robinete, freze,unelte combinate în condiţiile producţiei individuale şi la scară mică.
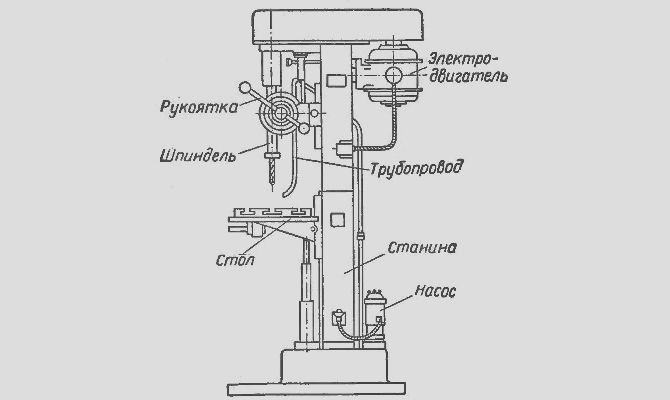
Mașina 2H135 (Fig. 1) are următoarele componente principale: placa 1, coloana 3, masa 2, capul 6. Scula de tăiere este fixată în conul interior (Morse nr. 4) al axului 4. Placa 1 este baza mașină, iar cavitatea sa interioară este rezervor de lichid de răcire. Coloanele de ghidare verticale 3 vă permit să mutați capul 6 și masa 2 într-o poziție convenabilă pentru lucru. Pentru a echilibra capul din interiorul coloanei, o sarcină este suspendată. Tabelul 2 are fante în T pentru atașarea unei menghine, dispozitive de fixare sau piese de prelucrat. Pe capul b există un motor electric și mecanisme de antrenare a mișcării principale și a avansurilor, mecanisme de pornire a rotației axului, un ax și comenzile mașinii.
Fig.1. Mașină de găurit vertical 2H135
Pentru a găuri o gaură, rotind roata de mână 5 „spre ea însăși”, coborâți axul. Alimentarea axului este pornită automat când burghiul se sprijină pe piesa de prelucrat. Adâncimea de găurire este reglată de came 12, filetarea de came 14. Camele sunt așezate de-a lungul membrului 13. Axul este ridicat prin rotirea roții de mână 5 „spre tine”. Aceasta dezactivează avansul axului.
Mânerul 7 include viteza necesară axului. Mânerul 11 include hrana dorită. Mașina este conectată la rețea prin comutatorul 9, iar lichidul de răcire este furnizat de comutatorul 10. Butoanele de control 8 vă permit să porniți sau să opriți axul.
Scurte caracteristici tehnice ale mașinii
2Н135
- Dimensiunile suprafeței de lucru a mesei,
mm (latime x lungime) 450 x500
- Diametru maxim de gaurire
din oțel, mm 35
- Axul conic morse№4
- Mișcare verticală maximă
masa, mm 300
- Numărul de trepte de viteză a axului 12
- Viteza axului, min-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Numărul de trepte de avans a arborelui 9
- Avans al axului, mm/tur 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- Puterea motorului electric de antrenare a mișcării principale, kW 4 Schema cinematică a mașinii este prezentată în Fig.2. Lanţ
mișcarea principală conectează motorul electric ml cu ax U1 printr-o cutie de viteze cu blocuri 25-30-35, 35-42, 50-15. Ecuația de echilibru a lanțului cinematic al acționării mișcării principale:

Mașina poate fi setată la 12 viteze diferite ale axului în domeniu pw = 31,5-1400 rpm,
Avansările verticale sunt efectuate pentru fiecare rotație a axului și a manșonului de la roată z \u003d 34. Acest lanț este format din angrenaje permanente 34/60 și 10/54, angrenaje cutie de viteze cu blocuri 16-31-45 și 26-31-36, cuplaj M2, ambreiaj de siguranță M3, angrenaj melcat 1/60 și cremalieră și pinion angrenajul 2 = 13, care deplasează șina t = 3 mm și manșonul 4 al arborelui.
Ecuația de echilibru pentru acest lanț cinematic este:

Aparatul poate fi setat la nouă alimentări diferite în interval s p \u003d 0,1-1,6 mm / turație.
Axul este deplasat manual prin rotirea roții de mână cu un avans
S in = 122,46 mm / rev.
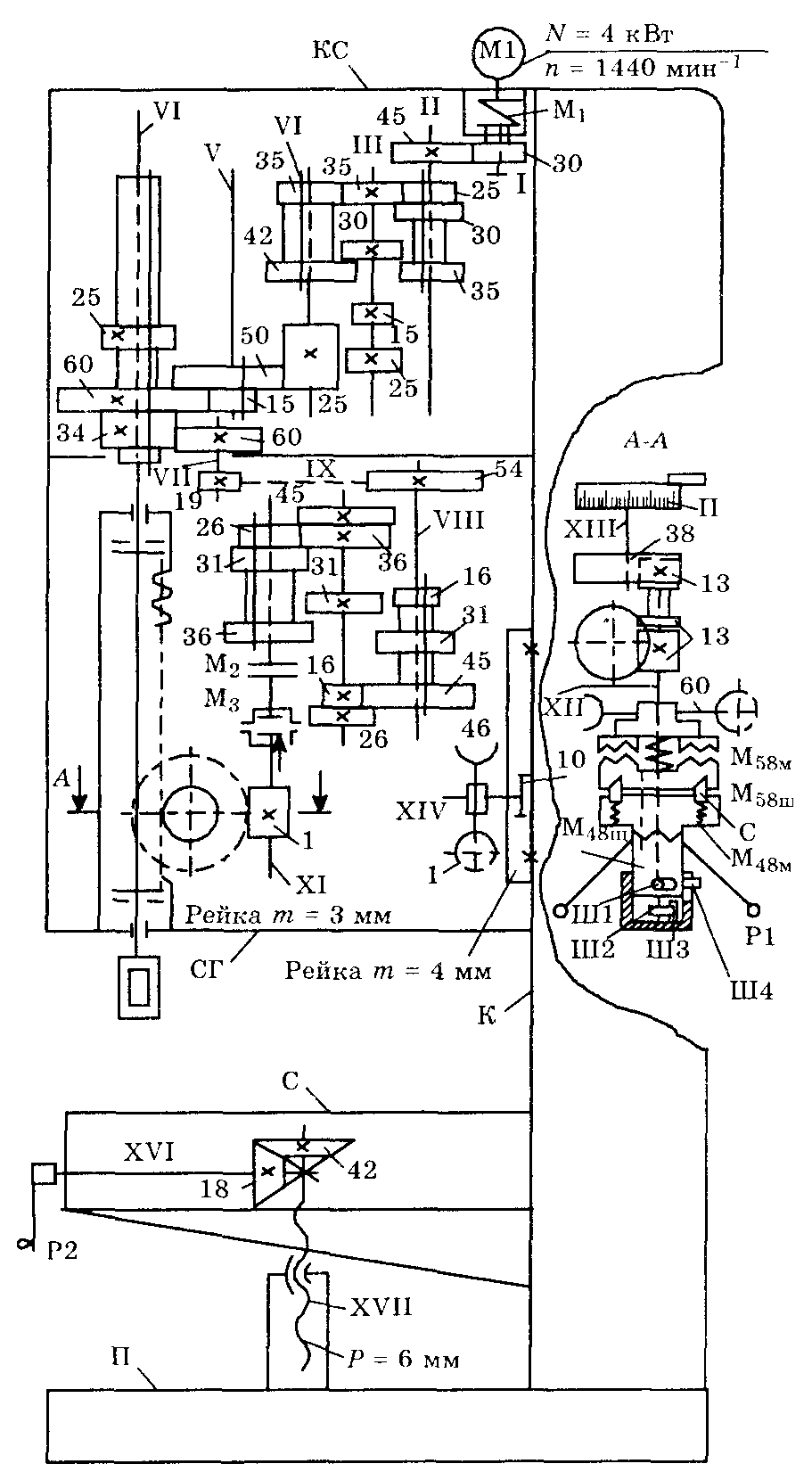
Fig.2. Schema cinematică a unei mașini de găurit verticală 2H135
Formarea găurilor la foraj vertical
masini-unelte
La mașinile de găurit verticale, se folosesc următoarele metode pentru a forma găuri.
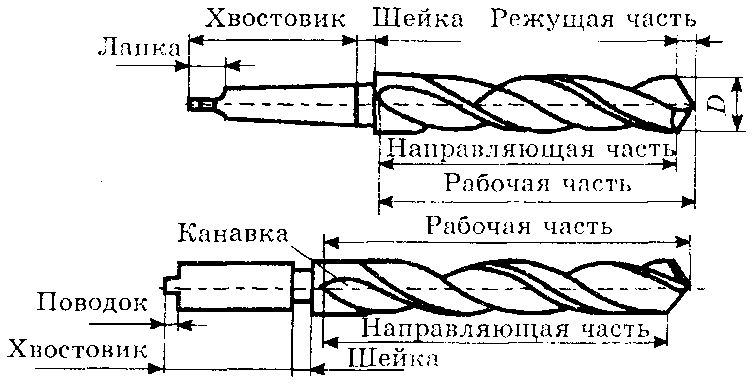
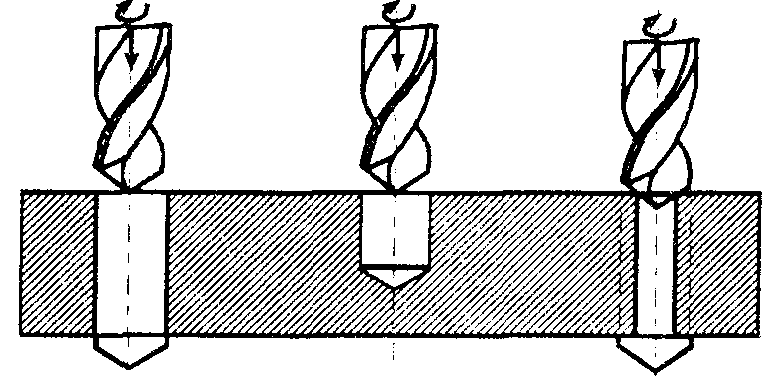
1. Găurirea în metal solid și alezarea cu burghie elicoidale, cu șapte și melc (Fig. 3, a B C) Burghiile elicoidale sunt folosite pentru a face găuri cu un diametru d = 0,3-85 mm și adâncime până la 10 d, pană - diametru d = 6...40, șurub - cu un diametru d= 5...20 pentru găuri de până la 30 adâncime d. Găurirea oferă o precizie de calitate 14-12 și o rugozitate a suprafeței de 12-25 microni.Un burghiu elicoidal (Fig. 4) este o unealtă cu doi dinți și constă dintr-o parte de lucru, un gât, o tijă cilindrică sau conică și un picior. Piesa de lucru constă dintr-o piesă de tăiere cu două muchii principale de tăiere, o tăietură transversală (punte) și o parte de ghidare cu două
margini auxiliare (panglici) pe suprafața elicoidală a dinților și caneluri pentru ieșirea așchiilor. Burghiul cu spatula este o lama cu o singura treapta sau in doua trepte si se foloseste in conditii dificile de lucru. Burghiul cu melc are un profil triunghiular al canelului de sol și suprafețe plane din față și din spate.
2. Frecarea găurilor obținute în turnări, forjare sau ștanțare sau găurite în prealabil cu freze solide și cochilie. Freza este o unealtă cu 3 sau 4 dinți, care oferă o centrare mai bună a găurii și o rigiditate mai mare. Capacitatea de alezare este de 0,5-3 mm. La scufundare se asigură 11 grade de precizie și rugozitate a suprafeței Ra = 3,2-6,3 um.
3. Desfășurare (Fig. 5) de găuri precise cu ajutorul alezoarelor: manuale sau mecanice, cilindrice, conice și în trepte; cu caneluri drepte si elicoidale, taiere dreapta si stanga. Alezul are 6-12 dinți,
rigiditate ridicată. Capacitatea de alezare este: cu un tiraj de 0,15-0,5 mm; finisare - 0,05-0,15 mm. Asigură calitatea 9-7 a preciziei și rugozității suprafeței, Ra = 0,8-1,6 µm sau mai puțin.
4. Scufundare și scufundare - prelucrare conică (Fig. 6, a, b) și se termină (Fig. 6, c) suprafețe de găuri și „bosses highlanders” (Fig. 6, G).
5. Alezarea cu freze de alezat fixate în dornuri de capăt.
6. Filetarea cu robinete de mașină, tipurile de robinete sunt prezentate în Fig. 8.
 7. Metoda deformarii plastice cu ajutorul rolelor de rulare si a dispozitivelor de calibrare
7. Metoda deformarii plastice cu ajutorul rolelor de rulare si a dispozitivelor de calibrare
Fig.3. Forarea si alezarea gaurilor Orez. 4. burghiu elicoidal

Fig.5. Găuri de găuri cu alezoare

Fig.6. Modele de găuri


Fig.7. Schema găurilor de foraj cu un tăietor (a) și un bloc plutitor (b)
Fig.8. Tipuri de robinete: a - manual (Nr. 1 - tiraj, Nr. 2 - mediu, Nr. 3 - finisare), b - mașină-manual, c - mașină, d - conic
8. Prelucrare cu unelte combinate: burghiu, burghiu frezat, burghiu cu robinet, burghiu alezat etc.
Setarea mașinii pentru prelucrarea găurilor 03OH7
Modelarea găurilor, 03OH7 (7 grade de precizie) cu rugozitatea suprafeței Ra = 1,6 µm în metal solid, se recomandă efectuarea în secvența:
- găurirea unei găuri cu un burghiu elicoidal de 015 mm;
- forând o gaură cu un burghiu 028 mm;
- gaură de frezat cu lamă 029,75 mm;
- măturare aspră 029,95 mm;
- alezare fină cu alez 03OH7.
Condițiile de procesare pentru gaura 03OH7 sunt date în tabelul 1.
tabelul 1
Condiții de prelucrare

La fel și alte lucrări care te-ar putea interesa |
|||
| 79178. | Tehnica și tehnoștiința în contextul studiilor globale moderne. Tehnica ca strategie comunicativă a modernității | 28KB | |
| Tehnica și tehnoștiința în contextul studiilor globale moderne. Tehnica ca strategie comunicativă a modernității. în sens larg concepte de tehnologie: o tehnică artificială sau organizată care îmbunătățește, îmbunătățește sau facilitează acțiunea, o tehnică de scriere, o tehnică de înot, o tehnică a întrebărilor, etc. Natura creativă a tehnologiei, toată diversitatea lor; in termeni de... | |||
| 79180. | Aspectul etic al dezvoltării tehnologiei și technoknowledge-ului. Dimensiunea morală a activității științifice și a proiectării tehnice, problema libertății și responsabilității | 15,99 KB | |
| Aspectul etic al dezvoltării tehnologiei și technoknowledge-ului. În același timp, progresul științei și tehnologiei oferă oamenilor nu numai beneficii, dar multe descoperiri amenință existența omenirii și a întregii vieți de pe Pământ. 2 niveluri de percepție a tehnologiei: Pozitiv. | |||
| 79181. | Concepte teologice ale tehnologiei. Tehnica ca parte a experienței religioase, corelarea tehnoștiinței cu fenomenal și noumenal | 12,83 KB | |
| Concepte teologice ale tehnologiei. Conceptul de tehnologie ca întâlnire cu Dumnezeu Friedrich Dessauer 1881-1963. Lucrări Cultura tehnică 1908 Filosofia tehnologiei. Problema realizării 1927 Sufletul în sfera tehnologiei 1945 și Disputa în jurul tehnologiei 1956. | |||
| 79182. | Aspecte filozofice ale inovațiilor tehnice. Invenție tehnică și descoperire științifică în relația lor | 33KB | |
| De foarte multe ori, vorbind de inovații, ele înseamnă descoperirea de noi fenomene, atât senzaționale, cât și destul de obișnuite. Introducerea de noi concepte și termeni noi ar trebui, de asemenea, luată în considerare printre inovații. Putem vorbi, de exemplu, despre schimbarea programelor de cercetare, inclusiv despre crearea de noi metode și mijloace de cercetare și despre schimbarea programelor de metode de colectare, despre ridicarea de noi întrebări despre descoperirea sau evidențierea unor noi fenomene, despre apariția unor noi modalități de sistematizare. cunoştinţe. | |||
| 79183. | Discursul ecologic al tehnostiintei | 29,5 KB | |
| Probleme de consecințe sociale negative și alte consecințe ale tehnologiei Problemele de autodeterminare etică a unui inginer au apărut încă din momentul apariției profesiei de inginer. Astăzi, omenirea se află într-o situație fundamental nouă, când neatenția la problemele consecințelor introducerii de noi echipamente și tehnologii poate duce la rezultate negative ireversibile pentru întreaga civilizație și biosfera pământului. În plus, ne aflăm în acel stadiu al dezvoltării științifice și tehnologice în care astfel de consecințe sunt posibile și necesare pentru a prevedea și, cel puțin parțial,... | |||
| 79184. | Tehnica și tehnoștiința în cadrul paradigmei sinergetice. Tehnologia ca sistem de auto-organizare | 22,5 KB | |
| Sherrington a numit acțiune concertată sinergică sau integratoare sistem nervos măduva spinării în controlul mișcărilor musculare. Zabusky a ajuns în 1967 la concluzia cu privire la necesitatea unei abordări sinergetice unificate, însemnând prin aceasta utilizarea în comun a analizei convenționale și a matematicii mașinilor numerice pentru a obține soluții la întrebările puse în mod rezonabil cu privire la conținutul matematic și fizic al unui sistem de ecuații. Abordare sinergetică în știința naturii Principii de bază Natura este structurată ierarhic în... | |||
| 79185. | Tehnica și tehnoștiința în teoriile futurologice. Caracteristici ale dezvoltării tehnologiei într-o societate postindustrială | 15,58 KB | |
| Conceptul de societate informațională este un fel de teorie a societății postindustriale. Capitalul și munca, ca bază a societății industriale, lasă loc informațiilor și cunoașterii în societatea informaţională. Teoria societății tehnotronice după Z. Brzezinski este un concept sociologic bazat pe faptul că noile tehnologii și electronica sunt un factor decisiv în schimbările socio-economice și progresul social de convergență. diverse sistemeși predetermina intrarea societății în era tehnotronică. | |||
| 79186. | Discursul filozofic al tehnologiei și tehnocunoașterii, esența, subiectul și specificul acesteia în sistemul general al cunoașterii filozofice. Filosofia științei și filozofia tehnologiei în relația lor | 38KB | |
| Aici se împletesc mai multe căi critice de dezvoltare a științei naturii și tehnosștiinței: dezvoltarea teoriei similitudinii dezvoltarea unor noi forme de asemănare procese fizice inclusiv pe baza principiilor de simetrie a proceselor de dezvoltare în natură calibrate spiralat prin serii fibbonaciene, dezvoltarea tehnologiilor de modelare hibridă, inclusiv pe baza teoriei sistemelor inteligente hibride de V. Wenda; dezvoltarea termodinamicii și modelarea sinergetică derivată din aceasta; dezvoltarea teoriei planificării experimentelor bazată pe... | |||
Masina de gaurit– echipament ideal pentru găurirea de înaltă precizie a găurilor. Acesta a fost scopul lui inițial. Pe echipamentele moderne de foraj se fac nu numai găuri cu secțiune transversală perfect rotundă, cu un diametru de până la 100 mm, ci și, folosind dispozitivele și instrumentele adecvate, se efectuează multe alte operațiuni.
1 Scopul, dispozitivul și principiul de funcționare a mașinilor de găurit
Scopul principal al mașinii de găurit este de a face găuri (prin și oarbe) în piesele de prelucrat și produse din diverse materiale prin îndepărtarea așchiilor folosind burghie ca instrumente de tăiere. Cota leului din întreaga flotă de acest tip de echipamente este alcătuită din diverse mașini industriale, iar doar un număr mic de tipuri sunt de uz casnic, utilizate numai în scopul propus, în scop personal sau educațional. Echipamentele industriale pot efectua și alte operațiuni pe lângă forare, care vor fi descrise mai jos.
Dispozitivul general al unei mașini de găurit și principiul funcționării acesteia sunt cel mai ușor de dezasamblat folosind exemplul tipurilor de uz casnic ale acestui echipament. Toate sunt destul de compacte și ideale pentru utilizare în atelierul de acasă. este proiectat pentru instalare pe o masă sau pe orice altă elevație care oferă ușurință în utilizare și aparține forajului vertical. Acesta este cel mai comun tip de echipament din punct de vedere al designului.
Proiectarea unei mașini de găurit de uz casnic include următoarele elemente principale:
- un cap de ax cu o mandrina de burghiu fixata in el;
- un cap de găurire în care sunt instalate un cap de ax și un motor electric acționat de curea;
- o coloană verticală pe care este fixat capul de foraj;
- cadru masiv - un suport plat din metal turnat (oțel sau fontă) și care asigură stabilitatea mașinii, la care rack-ul este fixat rigid.
Mașina de găurit poate fi instalată pur și simplu cu un pat pe masă sau înșurubat suplimentar prin orificiile din suportul pentru bancul de lucru.
Găurirea pe mașină și atunci când se utilizează echipamente industriale și alte operațiuni se efectuează datorită mișcărilor principale și auxiliare ale arborelui - mișcarea de rotație și, respectiv, de translație a alimentului.
Alimentare verticală - axul se deplasează de sus în jos. Prin urmare, se referă la echipamente de foraj vertical. Axul este deplasat manual folosind un mâner special de alimentare.
2 Funcționarea și interacțiunea componentelor mașinii pentru atelierul de acasă
Axul este antrenat de un motor electric. La mașinile de uz casnic, poate fi de 250-1000 de wați. Rotirea arborelui motorului este transmisă axului prin antrenarea acestuia din urmă prin intermediul unui mecanism de curea, inclusiv scripete pentru o curea în formă de V. Pe multe mașini, puteți regla viteza de rotație a burghiului. În transmisia lor prin curea există scripete cu mai multe caneluri (șine) de diferite diametre pentru curea. Pentru a modifica viteza axului, trebuie mai întâi să opriți mașina de găurit. Apoi aruncăm cureaua dintr-o poziție pe scripete în alta și pornim motorul electric. Deci, puteți modifica viteza în intervalul 450-3000 rpm. Orice viteză mai mică este setată atunci când găurile mari trebuie să fie găurite în lemn de esență tare și metale.
Mandrina de burghiu pentru echipamentele de uz casnic este identica cu cea instalata pe burghie electrice si este de obicei proiectata pentru burghie cu un diametru de pana la 12 mm. Are 3 fălci cu autocentrare care înfășoară și prind tija sculei. Cu o cheie specială, mandrina este blocată sau slăbită pentru a fixa sau, respectiv, scoate burghiul.

Înălțimea maximă a pieselor de prelucrat în care o gaură poate fi găurită pe o mașină de uz casnic este de 20–90 cm. Este diferită pe diferite tipuri de echipamente. Depinde de înălțimea poziției celei mai înalte a capului de foraj, care poate fi ridicat și coborât de-a lungul coloanei. La cele mai mici mașini ușoare, acest lucru se realizează de obicei prin deplasarea manuală a modulului de foraj propriu-zis, iar la modelele mai mari și mai grele, folosind o acționare specială echipată cu mâner sau roată de mână. ÎN poziție dorită capul este fixat cu un mâner conceput pentru aceasta. În același mod, se reglează adâncimea găurilor forate și inaltime minima piese de prelucrat, deoarece raza maximă în jos a mandrinei montate pe ax atunci când este alimentată este mică - în funcție de tipul de mașină, 5–40 cm.
O altă caracteristică importantă a mașinii de găurit este surplombarea burghiului. Aceasta este distanța dintre axa verticală centrală a burghiului sau a altui instrument fixat în mandrina și suport. Cu cât este mai mare, cu atât mai bine - depinde de cât de departe de marginea piesei de prelucrat puteți găuri o gaură. Contopirea unei mașini de uz casnic este de 10-20 cm.
Cadrul echipamentului trebuie să fie suficient de greu și mare - proporțional cu greutatea și dimensiunile acestuia. În caz contrar, nu va putea oferi o stabilitate acceptabilă a mașinii și stabilitatea funcționării acesteia. Partea superioară a cadrului, îndreptată spre mandrina, servește drept birou. Are parțial sau complet o suprafață plană perfect plană, cu mai multe fante: cea centrală asigură găurirea prin găuri fără deteriorarea reciprocă a mesei și burghiului, iar cele laterale pot fi folosite pentru a monta menghină, șabloane și opritoare.

Burghiul, fixat în mandrina, este coborât pe piesa de prelucrat prin apăsarea mânerului de alimentare tip pârghie montat pe capul de găurire în dreapta. Este încărcat cu arc și atunci când impactul asupra lui se oprește, revine la poziția inițială de la sine, automat. Mecanismul de întoarcere la unele mașini poate fi blocat cu o pârghie de strângere, astfel încât mânerul, și deci burghiul, să rămână într-o anumită poziție.
Funcționarea motorului electric este controlată de butoanele sale de pornire și oprire. Poate exista și un comutator de rotație inversă. Tensiunea de alimentare a motorului electric este de obicei de 220 V.
3 Echipamente suplimentare pentru aparatele de uz casnic
Mașina de găurit poate fi echipată cu o masă de lucru specială, fixată pe un suport. La unele modele de echipamente, acesta poate fi coborât și ridicat manual și apoi fixat în poziția dorită cu un șurub de prindere. Pe altele, este instalat un mecanism de alimentare cu cremalieră și pinion, acționat de un mâner de pârghie. Astfel, folosind masa suspendata, puteti regla inaltimea piesei de prelucrat si adancimea gaurilor. Are și decupaje. Sunt destinate acelorași scopuri ca și masa de lucru a patului.

O mașină de găurit cu astfel de echipamente este de 2 tipuri. Primul pat este proiectat structural doar pentru a-și îndeplini funcția principală - să fie un suport, iar al doilea - să fie și un desktop suplimentar, așa cum este descris mai sus. Echipamentul poate fi echipat cu o masă suspendată înclinată - poate fi rotită în jurul axei verticale. Ar trebui să alegeți o mașină de găurit a cărei masă poate fi înclinată la un unghi de 45 °.
Mașina de găurit poate fi echipată cu un mecanism de reglare a adâncimii de găurire. Pentru a-l utiliza, trebuie să marcați adâncimea găurii necesară pe partea laterală a piesei de prelucrat. Apoi coborâți mandrina la nivelul la care vârful burghiului este la nivel de marcaj și strângeți pârghia de strângere a dispozitivului de reglare a adâncimii, limitând astfel cursa sculei.

Multe modele de echipamente sunt echipate cu o protecție - ecran de protectie. Scopul său este de a preveni ca elementele de îmbrăcăminte largi și părul lung să cadă și să fie trase pe cartușul rotativ. De obicei, apărătoarea este realizată din plastic transparent și poate fi ridicată și coborâtă și rotită înainte de găurire pentru a închide în siguranță mandrina mașinii.
4 Tipuri de mașini industriale - toată gama de lucrări de foraj
Cu excepția unora specializate, aproape toate mașinile industriale sunt universale - nu numai că pot găuri, ci și pot efectua o serie de alte operațiuni. Mașinile-unelte utilizate în prelucrarea metalelor sunt împărțite în:
- Desktop - folosit pentru găurirea și prelucrarea găurilor cu diametre mici. Sunt produse pentru diametrul maxim al sculei de 3, 6, 12 și 16 mm.
- Găurire verticală sau sunt, de asemenea, clasificate ca fiind coloane. Acestea servesc la efectuarea lucrărilor cu găuri, al căror diametru poate ajunge la 18, 25, 35, 50 și 75 mm. Mașinile cu coloană sunt utilizate la prelucrarea relativă a pieselor și a pieselor de prelucrat nu dimensiuni mariîn ateliere de reparații, condiții de producție la scară mică și individuală.
- Găurire radială - prelucrează piese mari și grele, precum și piese în care găurile sunt situate de-a lungul unui arc de cerc. Acest lucru este asigurat de o surplosă mare a arborelui - 1300–2000 mm. Mai mult, pe acest echipament, alinierea axelor sculei și a găurilor se realizează prin deplasarea axului, iar piesa rămâne staționară.
- Găurire coordonată - utilizată atunci când se lucrează cu piese, cărora li se vor impune cerințe deosebit de înalte privind precizia amplasării reciproce a găurilor.
- Foraj orizontal (foraj adânc) - de obicei procesează găuri adânci, de exemplu, în arbori, osii, tije, țevi de artilerie și sisteme de pușcă.
- Centrare - utilizat pentru fabricarea găurilor centrale care sunt găurite la capetele pieselor de prelucrat.
- Multi-ax - pe acest echipament, până la câteva zeci de găuri sunt prelucrate simultan (în principal găurite), iar acest lucru se poate face din diferite părți și în diferite planuri: atât orizontal, cât și vertical, și în unghi.
- Diverse combinate - pe lângă toate lucrările cu găuri, efectuează orice operațiuni furnizate de echipamente suplimentare. La găurire și frezare - toate frezarea, la găurire și strunjire - strunjire și așa mai departe: găurire și crestare, filetare, găurire.

Pe toate aceste mașini, este posibilă prelucrarea nu numai a diferitelor metale, ci și a altor materiale. Cel mai utilizare largă a primit echipament de foraj vertical și orizontal. Mașinile echipate cu CNC asigură automatizarea parțială sau completă a procesului de găuri și măresc semnificativ precizia acestuia. Echipamentul multi-ax în alte versiuni nu este produs - doar cu un computer încorporat.
Trebuie menționate mai multe tipuri de echipamente de foraj specializate. Mașini magnetice - sunt utilizate atunci când este imposibil sau dificil să se efectueze lucrări pe echipamente staționare. Datorită greutății reduse, acestea sunt transferate manual în locul potrivit structuri metalice, unde sunt instalate pe acestea din urmă în orice poziție spațială. Baza magnetică puternică ține mașina de găurit. Acest echipament efectuează lucrări pe nave, poduri, suprastructuri, grinzi, conducte.
Pentru prelucrarea lemnului se produc mașini specializate: mono și multi-ax orizontal și vertical, precum și cu ax rotativ. Pe acest echipament, pe lângă forarea găurilor, se îndepărtează nodurile, se fac cuiburi, caneluri și așa mai departe.
Pe fabrici de mobilă utilizare tipuri diferite echipamente de foraj si umplere. Aceste mașini oferă calitate superioarăși precizia găurilor rezultate, flexibilitatea procesului de producție.
5 Amenajarea echipamentelor industriale și tipurile de lucrări efectuate
Designul unei prese de gaurit industrial este mult mai complex decat cel folosit intr-un atelier de acasa, chiar daca are un singur ax. Alimentarea este efectuată automat de un motor electric, dar poate fi comutată și pe control manual. Viteza de avans și ax sunt reglabile. Pentru aceasta, sunt instalate o cutie și un mecanism pentru comutarea ratelor de avans și aceleași unități de control al rotației.
Toate unitățile și mecanismele au un design mai complex și mai fiabil. Există o inversare automată a avansului și rotației sculei atunci când este atinsă adâncimea necesară de prelucrare a găurii. Mașina de găurit este echipată sistem automat alimentarea cu lichid de răcire în zona de tratare. Se poate instala un mecanism pentru aducerea axului la locul de găurire al unei piese fixe și multe altele.

Toate operațiunile pot fi automatizate și controlate de CNC. În acest caz, atunci când lucrați la o mașină de găurit, este suficient să setați tipul de operație care trebuie efectuată și să o instalați în mandrina instrumentul potrivit, iar echipamentul însuși va selecta modurile necesare implementării sale.
În funcție de tipul și scopul mașinii de găurit pentru metale, pe lângă găurirea și alezarea găurilor, se pot efectua mai multe tipuri de lucrări asupra acesteia. Cele mai comune operațiuni pe care le poate face aproape orice echipament industrial modern sunt:
- frecarea - vă permite să obțineți o gaură finisată cu mai puțină rugozitate și o precizie (calitate) mai mare a suprafeței decât după găurire;
- alezarea găurilor - finisare, în esență similară cu frecarea, dar care oferă mai puțină rugozitate și o calitate superioară a suprafeței;
- frecare - obtinerea de testuri, goluri conice si cilindrice in partea superioara a gaurilor.

Când lucrați la mașini de găurit, în primul rând, toate cerințele necesare măsuri de siguranță, deoarece în procesul de utilizare a acestui echipament, operatorul poate fi expus la factori nocivi și periculoși:
- mecanisme și elemente de mișcare ale mașinii;
- posibilitatea de electrocutare;
- căderea de materiale, obiecte, piese de prelucrat sau evacuate din zonă de muncă piese libere.
Atunci când lucrați la mașinile de găurit, utilizați numai dispozitive de întreținere, unelte și numai în conformitate cu scopul propus.
Găurirea pe mașini și utilizarea burghiilor se efectuează în conformitate cu următoarele reguli generale. În procesul de marcare a piesei de prelucrat la viitoarele găuri cu un pumn, este necesar să se marcheze centrele. Acest lucru va asigura că la începutul găuririi, unealta este instalată în adâncitura realizată, ceea ce va contribui la o mai mare precizie.

Trebuie folosite numai unelte bine ascuțite. Unul contondent nu numai că formează găuri de proastă calitate, dar devine rapid inutilizabil., frezele și alte scule de tăiere ar trebui să fie produse în timp util pe o mașină specială și în conformitate cu unghiurile și regulile prescrise.
În timpul găuririi metalelor și aliajelor acestora, din cauza frecării, unealta folosită este foarte fierbinte, ceea ce determină uzura sa rapidă. Pentru a reduce temperatura mașinii de găurit și a crește durabilitatea acestuia, atunci când lucrați la mașinile de găurit se folosesc diverși agenți de răcire, inclusiv apă.
Când se efectuează găurirea profundă a pieselor groase, dacă adâncimea găurii depășește 5 diametre de sculă, aceasta trebuie îndepărtată periodic din gaură și eliberată de așchii care pot fi pur și simplu suflați. În caz contrar, burghiul se poate bloca.

Găurile în trepte se obțin în 2 moduri:
- Mai întâi, găuriți cu cel mai mic diametru, apoi (la adâncimea dorită) - cea mai mare și ultima - cea mai mare gaură.
- Opusul primei: primul burghiu cu diametrul cel mai mare, iar ultima este gaura cu cea mai mică.
Pentru ca materialele compozite să nu crape în timpul forajului, înainte de a începe lucrul, acestea trebuie umplute cu apă și înghețate. Materiale de înaltă rezistență - fontă, oțel și aliajele sale - burghiile convenționale sunt proaste sau nu sunt luate deloc. Pentru a le găuri, este mai bine să folosiți o unealtă cu diamant sau cu vârfuri victorioase.
Scopul mașinilor de găurit
Mașinile de găurit sunt proiectate pentru găurirea oarbă și prin găuri în material solid, alezarea, frezarea, alezarea, tăierea filetelor interioare, tăierea discurilor din material din tabla. Pentru efectuarea unor astfel de operațiuni se folosesc burghie, freze, alezoare, robinete și alte unelte. Mișcările de modelare în prelucrarea găurilor la mașinile de găurit sunt mișcarea principală de rotație a sculei și mișcarea de translație a sculei de-a lungul axei sale.
Parametrul principal al mașinii este cel mai mare diametru nominal găuri (pentru oțel). În plus, mașina se caracterizează prin surplombă și cea mai mare cursă a axului, viteza și alți indicatori.
Clasificarea mașinilor de găurit
Mașinile de găurit sunt împărțite în următoarele tipuri:
- Masini de gaurit vertical;
- Semi-automat cu un singur ax;
- Dispozitive semiautomate multi-ax;
- Mașini de alezat coordonate;
- Masini de gaurit radial;
- Alezarea orizontală;
- Alezarea cu diamant;
- Mașini de găurit orizontale;
- Foraj diferit.
Modelele de mașini sunt desemnate prin litere și cifre. Prima cifră indică grupului din care aparține mașina, a doua - cărui tip, a treia și a patra cifră caracterizează dimensiunea mașinii sau a piesei de prelucrat. Litera de după prima cifră înseamnă că acest model de mașină a fost îmbunătățit (îmbunătățit). Dacă litera este la sfârșit, atunci aceasta înseamnă că a fost realizată o altă mașină pe baza modelului principal.
De exemplu, modelul de mașină 2H118 este o mașină de găurit verticală, diametrul maxim al găurii prelucrate este de 18 mm, îmbunătățit față de modelele de mașini de găurit 2118 și 2A118. Modelul de mașină 2H118A este, de asemenea, de găurit vertical, diametrul găurii prelucrate este de 18 mm, dar este automatizat și proiectat să funcționeze în producția la scară mică și în masă.
În funcție de domeniul de aplicare, se face distincția între mașinile de găurit universale și cele speciale. De asemenea, sunt utilizate pe scară largă mașini de găurit specializate pentru producția la scară largă și în masă, care sunt create pe baza mașinilor universale prin dotarea acestora cu capete de găurit și filet cu mai multe ax și automatizarea ciclului de lucru.
Dintre toate mașinile de găurit, se pot distinge următoarele tipuri principale de mașini universale: găurire verticală cu un singur ax și multi-ax; foraj radial; găurire orizontală pentru găurire adâncă.
Mașini manuale de găurit
Mașină de găurit vertical.
Orez. 1. Mașină de găurit vertical:
1 - coloană (pat); 2 - motor electric; 3 - cap de foraj; 4 - mânere pentru comutarea cutiilor de viteze și a alimentărilor; 5 - roata de avans manual; 6 — membru pentru controlul profunzimii prelucrării; 7 - ax; 8 - furtun pentru alimentare cu lichid de răcire; 9 - masa; 10 - maner de ridicare a mesei; 11 - placa de fundatie; 12 - dulap electric.
Pe cadrul 1 al mașinii sunt componentele principale. Patul are ghidaje verticale de-a lungul cărora se deplasează masa 9 și capul de foraj 3, purtând axul 7 și motorul electric 2. Piesa de prelucrat sau dispozitivul de fixare este instalată pe masa 9 a mașinii și alinierea găurii din piesa de prelucrat. iar axul se realizează prin deplasarea piesei de prelucrat.
Cutiile de viteze și alimentările sunt controlate de mânerele 4, alimentare manuală- un volan 5. Adâncimea prelucrării este controlată de membrul 6. Contragreutatea este plasată într-o nișă, echipamentul electric este plasat într-un dulap separat 12. Placa de fundație 11 servește ca suport pentru mașină. La mașinile medii și grele, planul său superior este utilizat pentru fixarea pieselor de prelucrat. Lichidul de răcire este furnizat de o pompă electrică prin furtunul 8. Ansamblurile capului de foraj sunt lubrifiate cu o pompă, ansamblurile rămase sunt lubrifiate manual.
Capul de foraj 3 este o fontă, în care sunt montate cutia de viteze, mecanismele de alimentare și axul. Cutia de viteze conține blocuri de viteze cu două și trei coroane, prin comutarea cărora, folosind unul dintre mânerele 4, axul primește diferite viteze unghiulare. Viteza axului, de regulă, se modifică în trepte, care este asigurată de o cutie de viteze și un motor electric cu două trepte 2.
Spre deosebire de găurirea verticală, într-o mașină de găurit radială, axele găurii din piesa de prelucrat și ale axului sunt combinate prin deplasarea axului față de piesa de prelucrat staționară în direcțiile radiale și circulare (în coordonate polare). Prin proiectare, mașinile de găurit radiale sunt împărțite în mașini scop general, portabil pentru prelucrarea găurilor în piese mari de prelucrat (mașinile transportă macara la piesa de prelucrat și prelucrare orificii verticale, orizontale și înclinate) și autopropulsate, montate pe cărucioare și fixate cu încălțăminte în timpul prelucrării.
Mașini de găurit CNC
Mașină de găurit vertical CNC.
 Orez. 2. Mașină de găurit verticală CNC:
Orez. 2. Mașină de găurit verticală CNC:
1 - rack CNC autonom; 2 - cabinet echipamente electrice de putere; 3 - turelă; 4 - masa; 5 - motor pas cu pas; b, 7, 8, 11 - unități de control; 9 - convertor de cod; 10 - cititor.
Mașina este proiectată pentru găurirea, frezarea, alezarea, filetarea și frezarea ușoară în linie dreaptă a pieselor din oțel, fontă și metale neferoase în producție la scară mică și în masă. Tureta 3 cu schimbare automată a sculelor și masa transversală 4 permit prelucrarea coordonată a pieselor, cum ar fi capacele flanșelor, panourile fără marcare preliminară și utilizarea conductorilor.
Pe baza materialelor de șantier
Ţintă: pentru a se familiariza cu scopul și dispozitivul mașinii de găurit, a acestuia caracteristici de proiectare, reguli de pregătire pentru lucru, reguli de lucru în siguranță la o mașină de găurit; învață să citești și să-i urmezi schema cinematică; să cultive atenţia la efectuarea operaţiilor tehnologice.
Noțiuni de bază:
mașină de găurit de birou, pat, masă, portbagaj, ax, mandrina tricam, volant, volan, coloană, stație cu buton.
Rezultate asteptate: capacitatea de a explica scopul dispozitiv mașină de găurit, procesul de transfer al mișcării de rotație de la motorul electric la ax și funcționarea mecanismului de conversie a mișcării; recunoașteți mecanismele mișcării de tăiere și mișcării de avans, piesele de antrenare și antrenate; capacitatea de a pregăti o mașină de găurit pentru lucru; citește și execută diagrama cinematică a acesteia; fixați burghiul cu diametrul necesar într-o mandrină cu trei fălci și fixați piesa de prelucrat într-o menghină; efectua pregătitoare operațiuni tehnologiceînainte de găurire.
Echipament:
bretele, foreza, set burghie, masina de gaurit, etriere, rigla.
Structura lecției
eu Organizarea timpului
II Actualizarea cunoștințelor și a motivației activități de învățare elevi
III Învățarea de materiale noi
1. Structura și scopul mașinii de găurit de birou.
2. Numirea părților principale ale mașinii.
3. Tehnici de control al unei mașini de găurit.
IV. Lucrare practică „Controlul mașinii de găurit”
V. Rezumatul lecției
VI. Teme pentru acasă
În timpul orelor
I moment organizatoric
II Actualizarea cunoştinţelor şi motivarea activităţilor de învăţare ale elevilor
Conversaţie.
1) Există găuri în detaliile viitorului dvs. produs?
2) Ce dispozitive pot fi folosite pentru a face găuri în părți?
3) Ce instrument este folosit pentru aceasta?
4) Care este procesul din spatele principiului burghiului?
Rezumând răspunsurile elevilor, profesorul raportează despre caracteristicile fabricării găurilor cilindrice printr-o imagine mecanică.
Învățarea de materiale noi
La studierea acestei teme, trebuie să se țină cont de faptul că pentru elevii de clasa a șasea, o mașină de găurit este o mașină tehnică complexă.
Prin urmare, atunci când se studiază structura, scopul și aplicație practică mașina nu trebuie să supraîncărceze elevii cu informații inutile care nu contribuie la dezvoltarea lor interese cognitive, gândire logică și abilități de proiectare. Este necesar să se acorde atenție numai componentelor principale și mecanismelor tipice ale mașinii de găurit.
1. Dispozitivul mașinii de găurit, scopul și principiul de funcționare al acestuia.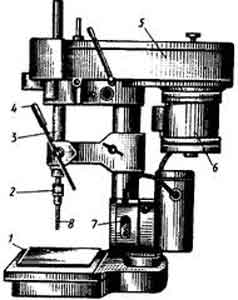 Povestea profesorului.
Povestea profesorului.
- Cu ajutorul ce mecanisme ale mașinii de găurit se rotește burghiul, cu ajutorul cărora - înaintează?
Având în vedere transmisia prin curea în trepte a mașinii de găurit, este recomandabil să se activeze cunoștințele elevilor despre raportul de transmisie al acestui mecanism. Profesorul arată trenul de viteze pe mașină sau pe model și explică principiul transferului mișcării de rotație în acesta de la roțile motrice la cele conduse. Explicând dispozitivul mecanismului cu cremalieră și pinion, profesorul îl compară cu o transmisie cu angrenaj. În același timp, el indică aceleași părți (roți dințate) care se află în ambele mecanisme și o parte diferită (crema de viteze), care doar mecanism de șină.
Ca rezultat al discuției, elevii ar trebui să ajungă la concluzia că un angrenaj este un mecanism de mișcare de rotație, deoarece angrenajele sale (motoare, antrenate) efectuează doar mișcare de rotație, iar transmisia pe șină este un mecanism de conversie a mișcării de rotație a un angrenaj într-o mișcare de translație a unui angrenaj ??
Pentru ca elevii să înțeleagă mai ușor interacțiunea tuturor elementelor unui anumit mecanism, profesorul, folosind diagrama cinematică a unei mașini de găurit, explică scopul acesteia și caracteristicile imaginilor grafice ale mecanismelor. Elevii ar trebui să se concentreze pe faptul că este mult mai ușor de înțeles principiul funcționării oricărui mecanism sau mașină folosind o diagramă cinematică decât desenele. Acesta din urmă, de regulă, este supraîncărcat cu detalii secundare și este dificil să urmăriți lanțul de transmitere a mișcării de la o parte (detaliu) la alta pe el.
2. Numirea părților principale ale mașinii.
Povestea profesorului.
Pe tija conică a axului este pusă o mandrina de burghiu cu burghiu. Înălțimea și coborârea axului este controlată de un mâner. Aparatul este pornit prin apăsarea unui buton situat pe scutul dulapului.
Profesorul arată acea parte a mașinii concepută pentru a fixa unealta de tăiere și mișcarea acesteia, demonstrează cum burghiul este atașat la mandrina de burghiu, iar mandrina este atașată la axul mașinii. Dacă există timp de studiu, profesorul explică elevilor cum să obțină viteza maximă și minimă a burghiului și tehnicile de comutare a trecerii pe scripete în trepte.
3. Tehnici de control al unei mașini de găurit.
Povestea profesorului.
Performanța de găurire este determinată de doi parametri: viteza de tăiere și viteza de avans a forajului. Burghiul rotativ este deplasat în direcția piesei în care este făcută gaura. Această mișcare se numește avans de foraj. La găurire, este necesar să se controleze ca avansul să nu fie prea mare, acest lucru poate duce la ruperea burghiului, mai ales când diametrul acestuia este mic.
Înainte de găurire, este necesar să fixați în siguranță burghiul în mandrina.
(Profesorul le demonstrează elevilor burghie cu tije conice și cilindrice și le explică cum să fixați corect și sigur fiecare dintre ele în mandrina.)  Pentru finalizarea cu succes a lucrărilor de găurire, este, de asemenea, important să puteți fixa corect piesele de prelucrat pe mașina de găurit. Piesele mari sunt adesea fixate pe masă cu ajutorul prismelor și clemelor.
Pentru finalizarea cu succes a lucrărilor de găurire, este, de asemenea, important să puteți fixa corect piesele de prelucrat pe mașina de găurit. Piesele mari sunt adesea fixate pe masă cu ajutorul prismelor și clemelor.
(Profesorul le demonstrează elevilor cum să fixeze piesele mari și mici pe mașina de găurit. Dacă este posibil, profesorul le arată elevilor unghiuri universale și menghine ale mașinii și vorbește despre avantajele acestora față de alte dispozitive pentru fixarea pieselor de prelucrat pe mașina de găurit.)
La găurire, este necesar să se asigure o avans uniformă a burghiului. La sfârșitul forării unui orificiu traversant, burghiul este alimentat mai ușor, iar pentru a obține o alimentare uniformă, presiunea pe butonul de alimentare este redusă. La găurire, când burghiul iese din piesa de prelucrat, pe marginea acesteia se formează bavuri, pentru care se poate prinde de ultimă oră burghiu. Acest lucru duce la ruperea lui. Pentru a preveni ruperea, este necesar ca la sfârșitul găuririi să se plaseze sub piesa de prelucrat bloc de lemnși reduce avansul forajului.
(Profesorul demonstrează pornirea mașinii, aducerea burghiului în partea prinsă a piesei și procedura de găurire. Este necesar să se avertizeze elevii despre pericolul creșterii vitezei de avans atunci când burghiul iese din orificiul traversant.)
IV. LUCRARE PRACTICĂ „Controlul unei mașini de găurit”
Instrucțiuni de implementare munca practica.
Elevii citesc pe rând regulile de funcționare în siguranță a mașinii de găurit din manual. Profesorul le comentează, atrăgând atenția elevilor asupra a ceea ce se poate întâmpla atunci când nu învață aceste reguli și nu le respectă cu strictețe.
Profesorul spune cum ar trebui să fie organizat la locul de muncă modul de amplasare a mecanismelor, pieselor, uneltelor necesare pentru a finaliza munca pe bancul de lucru; ce cerințe trebuie să îndeplinească acest instrument și regulile de îngrijire a acestuia.
Făcând lucrări practice
Începând cu exercițiile practice, elevii pregătesc mai întâi semifabricate pentru găurire. Apoi fac o gaură în locul viitoarei găuri cu un poanson central, se antrenează în fixarea burghiilor în mandrina axului de foraj, pornirea și oprirea acesteia și, de asemenea, în controlul acesteia în acest proces.
Profesorul se asigură că elevii respectă regulile de lucru în siguranță la mașină, explică că înainte de a începe lucrul, este necesar să se adopte poziția corectă de lucru. Explicația este însoțită de o demonstrație a unui tabel sau a unui desen dintr-un manual, concentrându-se pe poziția trunchiului și a picioarelor.
Profesorul trebuie să planifice lucrul în așa fel încât elevii să lucreze pe rând la mașinile de găurit. Experiența arată că studenții lucrează de bunăvoie la o mașină de găurit, dar unora dintre ei le este frică să pornească mașina și cu atât mai mult să lucreze la ea.
Profesorul ar trebui să studieze cu atenție reacția fiecărui elev atunci când învață să lucreze la o mașină de găurit pentru a-i ajuta la timp pe cei care au nevoie. În timpul primei apropieri a elevului de mașină, este necesar să se acorde atenție reacției sale. Dacă are ochii îngustați sau largi, mâinile tremurânde, fruntea încrețită sau limba proeminentă, atunci acest elev trebuie să fie lucrat individual pentru a ajuta la depășirea barierei sale psihologice. Numai după ce vă asigurați că studenții pot lucra independent, le puteți permite să înceapă să lucreze.
V. REZUMATUL LECȚIEI
Profesorul analizează implementarea lucrărilor practice, indică erorile și modalitățile de eliminare a acestora.
Mașina de găurit este un echipament versatil care poate fi folosit pentru a forma găuri cu diverse configurații. Pentru a vă familiariza cu dispozitivul, se recomandă să studiați aspectul celui mai popular model cu un arbore situat vertical.
Informații generale despre design
Indiferent de modul în care este realizat dispozitivul mașinii de găurit, principiul funcționării acestuia rămâne același pentru toate tipurile. Cu ajutorul unui burghiu rotativ sunt prelucrate produse din lemn, metal sau polimeri.
Pentru a efectua această operațiune, proiectarea mașinii trebuie să fie formată dintr-o placă de bază pe care sunt montate alte componente ale echipamentului. În modelele orientate vertical, unitatea de foraj este montată pe un suport de sprijin. Poate îndeplini două funcții - fixarea piesei de prelucrare și deplasarea acesteia în plan vertical.
În plus, următorii factori pot fi atribuiți caracteristicilor de proiectare:
- tip desktop. La unele modele, este staționar și funcția sa este îndeplinită de placa de bază. Acest design este relevant pentru procesarea produselor masive. Echipamentele de foraj cu o masă de lucru mobilă pe un suport de sprijin sunt utilizate pentru a efectua operații precise;
- împerecherea unității de foraj cu motorul electric. Acest lucru se face cu o curea de transmisie. Pe arborii componente sunt montate scripete de diferite diametre. Prin schimbarea poziției curelei de transmisie se reglează numărul de rotații ale capului arborelui;
- capacitatea de a găuri piese în unghi. Acest lucru se poate face cu o placă turnantă. Opțiune alternativă este prezența unui mecanism de deplasare în blocul de foraj.
Acestea sunt informațiile de bază despre designul unei mașini de găurit clasice. Acestea pot diferi în funcție de designul specific, scopul și cerințele tehnologice.
Pentru a reduce dimensiunile structurii, transmisia prin curea poate fi înlocuită cu o transmisie prin angrenaj. Cu toate acestea, acest lucru se face extrem de rar și numai pentru modele specializate.
Principiul de funcționare a echipamentului de foraj

Pentru a studia specificul dispozitivului unei mașini de găurit de tip vertical, este necesar să se ia în considerare în detaliu procesele care au loc în echipament în timpul executării lucrărilor. Aceste informații vă vor ajuta să înțelegeți operaționalul calitati tehnice fiecare model de mașină.
Mișcarea principală de rotație este transmisă de la motorul electric la axul capului de găurire prin intermediul unui mecanism de viteză. La modelele de echipamente clasice, acesta este situat în partea de sus a instalației. Pentru a efectua operația de foraj este necesar să coborâți sculă de tăiere la suprafata piesei. Pentru poziționarea primară, puteți modifica poziția desktopului sau a unității de foraj schimbând poziția acestora pe bara verticală de sprijin. Prelucrarea mai precisă are loc cu ajutorul mecanismelor de plecare a capului fusului.
- dimensiunile desktopului, capacitatea de a-l roti la un anumit unghi, precum și prezența componentelor pentru fixarea gătitului;
- maxim dimensiune minimă burghiu instalat;
- limitele de viteză ale capului axului;
- numărul de viteze;
- tipuri și design de mandrină de foraj;
- puterea nominală a motorului electric.
Majoritatea modelelor casnice și semi-profesionale nu au sistem de alimentare cu lichid de răcire. Cu toate acestea, la prelucrarea produselor din oțeluri de înaltă rezistență, această procedură este obligatorie. Alternativ, puteți utiliza un bloc special cu balamale. Rezervorul de lichid de răcire este instalat în orice loc convenabil lângă mașină. Cu ajutorul unei pompe de putere redusă, lichidul curge prin conducta de admisie, al cărei capăt este montat pe un cap de foraj situat vertical.
Posibilă modernizare a mașinilor din fabrică

Adesea, echipamentul standard al unei mașini de găurit direcționat vertical din fabrică sau designul acesteia nu se potrivește utilizatorului. În acest caz, se încearcă modernizarea echipamentului. Acestea constau în instalarea de noi componente și componente sau îmbunătățirea celor existente.
Principala problemă a modelelor bugetare este apariția jocului în timpul operației de foraj. Acest lucru se datorează stabilității scăzute a structurii. Această problemă poate fi rezolvată prin creșterea masei plăcii de bază sau prin instalarea unei coloane verticale suplimentare de sprijin. În acest fel, găurile cu diametru mic pot fi formate cu mare precizie.
Pe lângă acest exemplu de modernizare, modelele standard din fabrică sunt supuse următoarelor modificări și completări:
- utilizarea limitatoarelor de adâncime de găurire. Dacă o astfel de funcție nu este prevăzută în proiectarea echipamentului, un limitator special poate fi instalat pe burghiu;
- conectarea unui dispozitiv pentru pornirea lină a motorului electric. Datorită lui, smuciturile nu vor apărea în timpul pornirii inițiale a echipamentului;
- upgrade desktop. Pentru a fixa piesa de prelucrat, puteți utiliza modele cu o pernă electromagnetică. Dacă se presupune că procesează produse cu configurații complexe, se montează un mecanism rotativ;
- instalarea unui punct de iluminat autonom. Va afecta pozitiv calitatea muncii prestate.
Pentru siguranța funcționării echipamentului, se recomandă utilizarea unui RCD în timpul conexiunii. Pentru modelele desktop, este important să alegeți cadrul potrivit. Ar trebui să fie cât mai stabil posibil și să aibă o funcție de control al nivelului.
DIN dispozitiv detaliat mașina de găurit orientată vertical poate fi găsită în videoclip:
Recomandăm și noi
 Sursă de alimentare comutată: reparație și perfecționare
Sursă de alimentare comutată: reparație și perfecționare
 Telecomanda luminii
Telecomanda luminii
 Lecții de înot pentru copii preșcolari
Lecții de înot pentru copii preșcolari
 Note pentru master - alarme de uz casnic
Note pentru master - alarme de uz casnic
 Elice de ceas pe Atmega8
Elice de ceas pe Atmega8
 Exemple de aplicații pentru dispozitive și relee, cum să alegeți și să conectați corect un releu Microcontroler și circuite simple de comutare a releului
Exemple de aplicații pentru dispozitive și relee, cum să alegeți și să conectați corect un releu Microcontroler și circuite simple de comutare a releului