금속 선삭 - 선삭 기술에 관한 모든 것. 터닝과 그 역사
프레젠테이션 미리보기를 사용하려면 Google 계정(계정)을 만들고 https://accounts.google.com에 로그인하세요.
슬라이드 캡션:
시사:
터닝 비즈니스
소개
터너라는 직업은 기계 공학에서 가장 일반적입니다. 터닝은 회전하는 공작물과 점진적으로 움직이는 절삭 공구의 상호 작용으로 선반에서 수행되는 절삭에 의한 부품 제조의 일종입니다. 따라서 터너의 노동 산물은 실린더, 원뿔, 복잡한 모양의 표면이 있는 부품, 구멍, 홈, 내부 및 외부 나사산이 있는 부품과 같은 회전체 모양을 가진 부품입니다. 세부 사항은 몇 밀리미터에서 거대한 수 톤에 이르기까지 크기가 작을 수 있습니다.
선반은 다양한 부품 및 작업에 맞게 조정됩니다. 따라서 터너의 직업에서 전문 분야 그룹이 구별됩니다.터너 보어, 회전목마, 터렛 터너, 백 터너, 터너 오퍼레이터 , 자동 터너등 유니버설 터너모든 유형의 선삭을 수행할 수 있는 범용 나사 절삭 선반에서 작동합니다. 일반적으로 이것은 독특한 제품을 만드는 가장 숙련된 작업자입니다. 터너는 기계 외에도 다양한 도구를 사용합니다. 절단 - 커터, 다이, 탭, 드릴, 제어 및 측정 - 캘리퍼스, 마이크로미터, 게이지 등. 커터와 공작물을 고정하기 위한 고정구.
직업의 "진화"
선반은 고대에 발명되어 사용되었습니다. 그들은 디자인이 매우 단순하고 작업이 매우 불완전했으며 처음에는 수동으로, 나중에는 도보로 이동했습니다. 기계는 나무, 뼈 또는 뿔로 만든 공작물이 고정되는 두 개의 확립 된 센터로 구성되었습니다. 슬레이브 또는 견습생이 공작물을 한 방향으로 한 번 이상 회전한 다음 다른 방향으로 회전했습니다. 주인은 끌을 손에 쥐고 밀어 넣었다. 올바른 장소공작물에 칩을 제거하여 공작물에 원하는 모양을 제공합니다.이 선반은 가공을 위해 주로 사용되었습니다 목제품. 기계가공의 필요성은 선반의 개발을 가속화했지만 이 개발은 매우 더뎠습니다. 선반 개발의 우선 순위는 러시아 기술자에게 있습니다.
Andrei Konstantinovich Nartov는 1693년 3월 28일 모스크바에서 태어났습니다. 그는 Peter I에 의해 주목받고 널리 알려진 발명가 중 한 명이었습니다. 그리 길지 않은 동안 그는 30개 이상의 공작 기계를 발명하고 제작했습니다. 자신의 다른 프로필세계에서 동등하지 않은 것. 17 세기에는 공작물이 터너의 근력에 의해 더 이상 움직이지 않고 물레방아의 도움으로 움직이는 선반이 등장했지만 이전과 같이 커터는 터너의 손에 잡혔습니다. . 18세기 초에 선반은 목재가 아닌 금속을 절단하는 데 점점 더 많이 사용되었으므로 커터를 단단히 고정하고 가공되는 테이블의 표면을 따라 이동하는 문제는 매우 관련이 있습니다. 그리고 처음으로 자주식 캘리퍼스의 문제가 성공적으로 해결되었습니다. 복사기일명 1712 년 Nartov. 19 세기 말까지 현대 장비의 기초로 채택 된 전기 선반이 제조되었습니다. ...
오늘의 직업
오늘날 현대식 자동화 선반은 터너 작업을 더 쉽게 만듭니다. 돌리는 사람작업 받기, 그림 읽기, 계산으로 작업을 시작합니다. 그는 도구를 선택하고 기계에 공작물을 설정하고 기계를 선택한 절단 모드로 설정하고 처리를 수행합니다. 완성된 부품의 치수와 표면 청결도를 확인합니다. 기계에는 수동 및 자동 모드가 있습니다. 첫 번째 경우, 터너는 절삭 공구를 제어할 때 정밀하게 조정된 손 움직임이 필요합니다.. 이 직업은 최대의 관심과 큰 힘이 필요하며 많은 시간이 걸립니다.. 터너 수행 선반금속 및 기타 재료를 블랭크로 사용하는 가공 및 보링 작업, 다양한 표면, 끝면, 나사 가공, 드릴링, 카운터싱킹, 보정. 절단 속도와 깊이를 결정하거나 미세 조정하고, 재료의 속성과 커터의 구성을 고려하여 절단 도구를 선택하고, 고정(설정)하고, 처리 프로세스를 규제합니다. 부품이 도면에 지정된 치수, 지정된 순도 및 정확도를 준수하는지 확인합니다.
금속 가공 장비가 없는 현대 산업은 상상할 수 없습니다. 선반은 부품 표면 처리 및 선삭, 톱니 절단, 연삭 및 드릴링과 같은 다양한 선삭 작업에 사용됩니다. 그들은 모든 제조 및 기계 가공 요구 사항을 충족시키기 위해 다양한 구성의 광범위한 범용 선반을 설계 및 제조합니다. 그들이 제공하는 금속 가공 및 금속 절단 장비는 모든 현대적인 안전 요구 사항을 충족하고 작동 용이성을 유지하며 설계 및 레이아웃의 고급 솔루션으로 구별됩니다.
나사 절삭 선반은 독특한 종류의 금속 절삭 장비입니다. 그들은 회전에 사용되며 나사 절단 작업철 및 비철 금속용. 나사 절삭 선반은 스핀들, 슬리브, 차축 및 기타 부품을 절단하는 데 사용됩니다. 금속 절단 장비이 유형은 소규모 및 일회성 생산에 이상적입니다. SVSZ의 나사 절삭 선반은 사용이 간편하고 효율성이 높으며 소음이 거의 없습니다.
없음 현대 기업금속 가공은 범용 CNC 선반 없이는 할 수 없습니다. CNC 선반은 부품 제조 공정을 완전히 제어할 수 있는 금속 절단기의 컴퓨터화된 시스템입니다. 이 수업공작 기계는 실수의 가능성을 제거하고 프로세스에서 인간의 노력을 최소화합니다. CNC 선반은 부품을 회전할 때 자동 및 반자동 사이클로 작동할 수 있습니다.
소량 생산용 산업 기업개별 작업장에서는 SAMAT 나사 절삭 선반이 가장 많이 사용됩니다. SAMAT 범용 선반은 GOST 8-77에 따라 높은 정확도 등급을 가지며 절단 가능성을 포함하여 모든 종류의 선삭 작업을 수행할 수 있습니다. 다른 종류의스레드. 나사 절삭 선반 시리즈의 참신함인 SAMAT 400 S / S는 기존의 내마모성 복합 절삭 공구를 사용하여 특히 정밀한 기술 작업을 수행합니다.
적응형 제어 시스템을 갖춘 범용 선반 "Vector 400SC"는 특별한 프로그래밍 기술이 필요하지 않으며 사용이 간편하며 기계적 설정 없이 광범위한 마이크로사이클 작업을 가능하게 합니다.
기존의 선반과 달리 터닝 머시닝 센터는 다기능이며 사용됩니다. 대기업부품의 대량 생산을 위해. 이 첨단 금속 가공 장비는 복잡한 부품의 동적 고성능 가공을 위해 설계되었습니다. 건축 자재. 고정밀 터닝 머시닝 센터는 범용 CNC 선반에서 절삭 공구의 위치를 변경하는 데 사용됩니다. CJSC SVSZ의 터닝 머시닝 센터는 고속 절삭, 정확성 및 신뢰성으로 구별됩니다.
21세기 - 세기 첨단 기술. 인공 지능의 생성으로 선반은 기계에 소프트웨어를 도입하여 제품 품질과 생산성이 향상되어 새로운 수준의 발전에 도달했습니다.
지정된 기하학적 매개변수를 사용하여 부품을 제조하는 가장 일반적인 방법에는 금속 선삭이 포함됩니다. 필요한 거칠기를 가진 표면을 얻을 수도 있는 이 기술의 핵심은 과도한 금속 층이 공작물에서 제거된다는 것입니다.
회전 원리
금속 선삭 기술에는 특수 기계 및 절단 도구(커터, 드릴, 리머 등)의 사용이 포함되며 이를 통해 필요한 크기의 금속 층이 부품에서 제거됩니다. 그것은 두 가지 움직임의 조합으로 수행됩니다. 주요 움직임 (척 또는 페이스 플레이트에 고정 된 공작물의 회전)과 크기, 모양 및 표면 품질의 지정된 매개 변수로 부품을 처리 할 때 도구가 수행하는 이송 움직임입니다.
이러한 움직임을 결합하는 많은 방법이 있기 때문에 터닝 장비의 다양한 구성 부분과 함께 작동하고 다른 전체 목록도 수행합니다. 기술 운영, 포함하고있는:
- 다양한 유형의 스레드 절단;
- 구멍 드릴링, 보링, 배치, 카운터 싱킹;
- 공작물의 일부 절단;
- 제품 표면의 다양한 구성의 회전 홈.
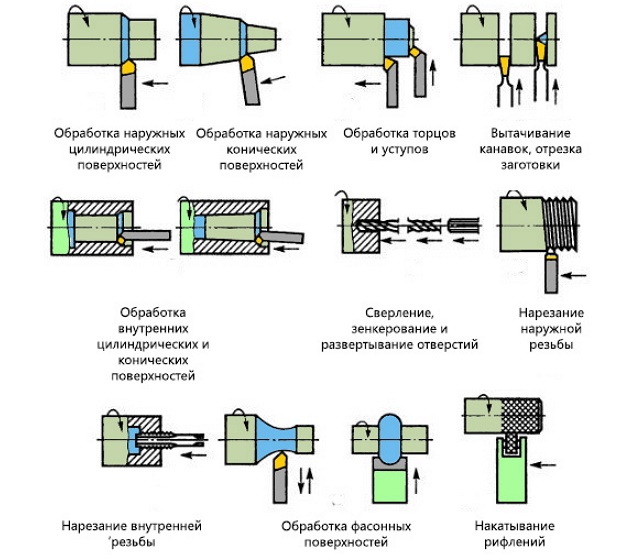
이러한 다양한 기능 덕분에 터닝 장비당신은 그것에 많은 것을 할 수 있습니다. 예를 들어 도움을 받아 다음과 같은 제품을 처리합니다.
- 견과류;
- 다양한 구성의 샤프트;
- 부싱;
- 풀리;
- 반지;
- 커플링;
- 기어 휠.
당연히 회전은 획득을 포함합니다. 완제품특정 품질 기준을 충족합니다. 이 경우 품질은 부품의 기하학적 치수 및 모양에 대한 요구 사항을 준수하는 것은 물론 표면 거칠기 정도와 상대적 위치의 정확도를 의미합니다.
처리 품질에 대한 통제를 보장하기 위해 측정 장비는 사용되지 않습니다. 단일 및 소규모 생산 조건 - 캘리퍼스, 마이크로미터, 내부 미터 및 기타 측정 장치.

학습할 때 가장 먼저 고려해야 할 사항 터닝 비즈니스, 금속 가공 기술 및 수행 원리입니다. 이 원리는 도구가 절삭 날을 제품 표면으로 절단하여 고정한다는 사실로 구성됩니다. 이러한 인피드 값에 해당하는 금속 층을 제거하려면 공구가 공작물 금속의 접착력을 극복해야 합니다. 이러한 상호작용의 결과, 제거된 금속층이 칩으로 형성됩니다. 금속 칩에는 다음과 같은 유형이 있습니다.
병합됨
이러한 칩은 다음과 같은 경우에 형성됩니다. 고속연강, 구리, 주석, 납 및 그 합금, 고분자 재료로 가공된 공작물.
원소 같은
이러한 칩의 형성은 저점도 및 경질 재료의 공작물을 저속으로 처리할 때 발생합니다.
칩 골절
이 유형의 칩은 낮은 연성을 특징으로 하는 재료로 공작물을 처리할 때 얻습니다.
밟아
이러한 칩의 형성은 알루미늄 합금으로 만들어진 부품인 중경도 강철로 만들어진 공작물의 중속 가공에 일반적입니다.

선반 절단 도구
선반 작업을 구별하는 효율성은 절단 깊이와 속도, 세로 이송 값과 같은 여러 매개변수에 의해 결정됩니다. 부품을 고품질로 처리하려면 다음 조건을 구성해야 합니다.
- 척 또는 페이스 플레이트에 고정 된 공작물의 고속 회전;
- 도구의 안정성과 부품에 미치는 영향의 충분한 정도;
- 도구를 통과할 때마다 제거할 수 있는 최대 금속층
- 모든 기계 구성 요소의 높은 안정성 및 작동 순서 유지.
절단 속도는 공작물이 만들어지는 재료의 특성, 사용된 절단기의 유형 및 품질에 따라 선택됩니다. 선택한 절삭 속도에 따라 선반 척 또는 페이스 플레이트가 장착된 기계의 스핀들 속도가 선택됩니다.
도움으로 다양한 타입커터는 거칠거나 마감 유형선삭 작업 및 공구 선택은 주로 가공 특성에 영향을 받습니다. 공구 절단 부분의 기하학적 매개변수를 변경하여 제거할 금속층의 양을 제어할 수 있습니다. 부품 처리 중에 심 압대에서 앞쪽으로 움직이는 오른쪽 앞니와 반대 방향으로 움직이는 왼쪽 앞니가 구별됩니다.

날의 모양과 위치에 따라 앞니는 다음과 같이 분류됩니다.
- 너비가 고정 부분의 너비보다 작은 그려진 작업 부분이있는 도구;
- 똑바로;
- 굽은.
앞니는 적용 목적에 따라 다릅니다.
- 스코어링(회전축에 수직인 표면 처리);
- 통과 (평평한 끝면의 회전);
- 홈 가공(홈 형성);
- 모양 (특정 프로파일을 가진 부품 얻기);
- 보링(공작물의 보링 구멍);
- 나사산(모든 종류의 나사산 절단);
- 절단(주어진 길이의 일부 절단).
선반에서 수행되는 가공의 품질, 정밀도 및 생산성은 옳은 선택도구뿐만 아니라 기하학적 매개변수에도 적용됩니다. 그렇기 때문에 특강에서는 교육 기관, 미래의 선삭 전문가가 연구하는 곳에서는 절삭 공구의 형상에 많은 관심을 기울입니다.

모든 커터의 주요 기하학적 매개변수는 절삭날과 피드가 수행되는 방향 사이의 각도입니다. 이러한 절삭 공구 각도를 리드 각도라고 합니다. 그 중 구별됩니다 :
- 주각 - φ, 공구의 주 절삭날과 이송 방향 사이에서 측정됨.
- 보조 - 보조 모서리와 이송 방향 사이에 각각 위치한 φ1;
- 커터 끝의 각도 - ε.
상단의 각도는 도구를 연마하는 방법에 따라 달라지며 보조 각도도 설정하여 조정할 수 있습니다. 주각이 증가함에 따라 상부각도가 감소하는 반면 가공에 관여하는 절삭날 부분도 감소하여 공구수명도 짧아진다. 어떻게 더 적은 가치이 각도에서는 절삭날의 더 많은 부분이 가공 및 절삭 영역에서 열 제거에 관여합니다. 이러한 절치는 더 저항력이 있습니다.
실습에 따르면 너무 단단하지 않은 공작물 선삭의 경우 큰 직경최적은 주각이며 그 값은 60-90도 범위입니다. 큰 직경의 공작물을 처리해야 하는 경우 30-45도 범위에서 주 각도를 선택해야 합니다. 커터 끝의 강도는 보조각도의 값에 따라 달라지므로 크게 만들지 않는다(원칙적으로 10~30도 범위에서 선택한다).
선삭 수업에서는 가공 유형에 따라 올바른 유형의 커터를 선택하는 방법에도 특히 주의를 기울입니다. 네, 있습니다 특정 규칙, 특정 범주의 커터를 사용하여 한 유형 또는 다른 유형의 표면 처리가 수행됩니다.
- 부품의 외부 표면을 처리하려면 기존의 직선 및 곡선 커터가 필요합니다.
- 끝단 및 원통형 표면에는 스러스트 도구가 필요합니다.
- 공작물 홈 가공 및 트리밍을 위해 선택하십시오.
- 보링 커터는 이전에 뚫은 구멍을 처리하는 데 사용됩니다.
별도의 카테고리 터닝 도구모선 길이가 최대 40mm인 성형 표면을 처리할 수 있는 메이크업 커터. 이러한 절치는 몇 가지 주요 유형으로 나뉩니다.
- ~에 디자인 특징: 막대, 원형 및 각형;
- 제품이 처리되는 방향: 방사형 및 접선.

터닝 장비의 종류
모든 유형의 선삭 장비 중에서 대기업과 중소기업 모두에서 가장 널리 보급 된 것은 나사 절삭 선반. 이러한 인기의 이유는이 장치의 다양성 덕분에 보편적이라고 할 수 있습니다.
우리는 그러한 기계의 주요 구조 요소를 나열합니다.
- 두 개의 주축대 - 전면 및 후면(기계의 기어 박스는 주축대에 배치되고 선반 척(또는 전면판)이 있는 스핀들, 세로 슬라이드 및 장비 퀼이 심압대에 배치됨);
- 상부 및 하부 슬라이드, 회전판 및 도구 홀더가있는 디자인의 캘리퍼스;
- 장비의지지 요소는 전기 모터가 배치되는 두 개의 받침대에 장착 된 프레임입니다.
- 변속 장치.

특수 컴퓨터 프로그램에 의해 제어되는 공작 기계, 즉 CNC 기계가 더 널리 보급되고 있습니다. 이러한 기계의 설계는 특수 제어 장치가 있다는 점에서만 일반적인 기계와 다릅니다.
- 복잡한 구성의 부품을 처리하는 데 사용되는 터릿 터닝 장비;
- , 그 중 1 랙 및 2 랙이 있습니다.
- 제품을 대량으로 생산하는 기업에서 볼 수있는 다중 절단 반자동 장비;
- 터닝 및 밀링 작업을 모두 수행할 수 있는 가공 단지.
오늘을 돌리지 않고는 많은 것을 상상하기가 매우 어렵습니다. 제조 산업. 따라서 이러한 유형의 금속 작업은 이미 있음에도 불구하고 계속 발전하고 있습니다. 높은 레벨, 제공할 수 있도록 최상의 품질처리 속도.
3, 평균 등급: 5,00
5)
선반 작업 시 안전
안전조직의 시스템이며 기술적 조치작업자가 위험하고 유해한 생산 요소에 노출되는 것을 방지하는 수단. 안전 조치 및 산업 위생의 주요 내용은 부상 예방, 즉 직장에서의 사고 예방, 특히 훈련 실습 기간 동안입니다.
각 학생은 안전, 산업 위생 및 화재 방지에 대한 지침을 받아야 합니다.
실습을 위해 새로 도착한 모든 학생과 편입 학생의 직장에 입학하기 전에 직장에서 브리핑이 수행됩니다.
작업을 시작하기 전에.
1) 작업복을 입는다. 소매를 고정하십시오. 머리 장식 아래에 머리카락을 숨깁니다.
2) 보호 펜스의 고정 및 보호 접지와 기계 본체의 연결의 존재 및 신뢰성을 확인하십시오.
3) 사이드 스탠드에 도구와 블랭크를 일정한 순서로 배열합니다.
4) 커터와 공작물을 단단히 고정하십시오. 척에서 키를 제거하고 제자리에 설치합니다.
5) 버튼과 제어 레버를 꺼서 공회전 시 기계의 작동과 스타팅 박스의 서비스 가능성을 확인하십시오.
작업 중.
1) 운영 기술을 엄격히 준수합니다.
2) 부상을 방지하려면 다음을 수행하지 마십시오.
척이나 절단 도구에 가까이 머리를 기울이십시오.
· 기계의 회전 부분을 통해 물건을 배신하거나 수락합니다.
기계에 기대거나 기대거나 도구나 공작물을 올려 놓으십시오.
공작물을 측정하고 완전히 멈출 때까지 기계에서 칩을 청소하고 제거하십시오.
· 절단 도구나 작업물을 천으로 식히십시오.
척을 손으로 제동하여 기계를 멈춥니다.
끄지 않고 기계에서 멀리 이동하십시오.
절단된 부분을 손으로 잡고 잡습니다.
3) 프레임에 부착된 파일이나 사포로 기계의 부품을 청소합니다. 프레임의 핸들에는 안전 링이 있어야 합니다. 작업할 때는 왼손으로 잡습니다.
4) 기계를 끌 때 커터를 공작물에서 멀리 이동해야 합니다.
5) 센터 작업 시 심압대가 단단히 고정되어 있는지 확인하고 드릴링이 충분하고 각도가 센터의 각도와 일치하는지 확인하십시오.
6) 렌치, 적절한 너트 및 볼트 머리를 사용합니다.
7) 가공할 바가 기계 밖으로 돌출되지 않아야 합니다.
8) 네트워크의 전원을 끌 때는 작동 중 즉시 기기의 전원을 끄십시오.
작업이 끝나면.
1) 캘리퍼를 분리하고 전기 모터를 끕니다.
2) 후크가 있는 베드의 홈에서 브러시로 기계의 칩을 제거합니다. 입으로 칩을 날려 버리거나 손으로 쓸어내는 것은 금지되어 있습니다.
3) 기계를 닦고 윤활제를 바르고 도구를 정리하고 개인 자금보호. 선생님에게 기계를 넘겨주세요.
절단 도구
선반에 사용되는 절삭공구는 앞니.가공 유형에 따라 절단기는 관통 구멍, 절단, 절단, 슬롯, 덤벨, 나사, 모양 및 보링으로 나뉩니다. 보링은 스루홀 가공용 커터, 근거리 막힌 홀 가공용, 보링 홈 가공용, 나사 가공용으로 나뉜다. 이송 방향에 따라 커터는 오른쪽과 왼쪽으로 나뉩니다. 오른쪽 앞니는 그 위에 놓았을 때 손바닥이 오른손집 최첨단쪽에 있는 것 같다. 무지. 선반에서 이러한 커터로 작업할 때 오른쪽에서 왼쪽으로 이동합니다. 머리의 모양과 몸의 축에 대한 위치에 따라 앞니는 직선입니다. 합리적으로 선택된 커터의 기하학적 매개변수와 주어진 절삭 조건에 대한 전면 형상은 최고의 공구 수명 또는 최고의 절삭 속도를 제공해야 합니다. 이러한 형상을 최적이라고 하며 절삭 조건 및 절삭 공구 설계에 대한 관련 가이드에서 선택됩니다. 절단기의 재료는 고속강(용접 절단기) 및 서멧 경질 합금(납땜 또는 나사 인서트가 있는 절단기)입니다.
선반 부품 가공
선회- 터닝 그룹의 기계에서 수행되는 가장 일반적인 금속 절단 유형 중 하나. 이 기계에서 처리되는 부품은 샤프트, 디스크, 부싱의 세 가지 클래스로 나뉩니다. 부품은 특수 기계에서 처리되며, 특정 단순 및 중간 복잡성 공작물을 처리하거나 개별 작업을 수행하도록 조정됩니다. 탭과 다이로 외부 및 내부 삼각형 및 직사각형 나사를 절단합니다. 그들은 보편적이고 특별한 장치, 다차원 및 1 차원 도구를 사용합니다.
선반의 종류
이 기계는 받침대에 장착된 침대, 전면(스핀들) 주축대, 도구 홀더와 앞치마가 있는 캘리퍼, 심압대로 구성됩니다. 침대는 베이스이며 기계의 모든 주요 구성 요소를 장착하는 역할을 합니다. 캘리퍼 캐리지와 심압대가 침대 가이드를 따라 움직입니다. 주축대 내부에는 스핀들이 있는 기어박스가 있으며, 그 앞쪽 끝에는 가공할 공작물을 장착하기 위해 척 또는 전면판이 고정되어 있습니다. 캘리퍼스는 공구 홀더에 커터를 고정하고 세로, 가로 및 각도 방향으로 이동하도록 설계되었습니다. 도구를 이동하기 위해 캘리퍼스에는 세로, 가로 및 위쪽의 세 가지 슬라이드(캐리지)가 있습니다. 교체 가능한 기어의 피드 박스와 기타는 절단되는 스레드의 필요한 피드 또는 피치로 기계를 조정하는 데 사용됩니다. 피드 박스에서 캘리퍼로의 이동은 나사산을 짤 때 리드 나사를 통해 또는 공작물을 회전할 때 세로 및 가로 피드를 이동해야 할 때 구동축을 통해 이루어집니다. 심압대는 긴 공작물의 자유단을 지지하는 역할을 합니다. 본체, 깃펜 및 플레이트의 세 가지 주요 부분으로 구성됩니다. 깃펜의 원추형 구멍에 센터 또는 도구(드릴, 카운터싱크 등)가 설치됩니다. 심압대 하우징은 테이퍼 표면을 회전하기 위해 측면으로 이동할 수 있습니다. 선반에는 캘리퍼의 급속 이송 장치와 스핀들의 회전을 빠르게 정지시키는 메커니즘이 장착되어 있습니다. 자동 종료과부하 시 캘리퍼 공급. 기계의 주축대에는 조정 핸들의 위치와 스핀들 속도 표에 대한 표시기가 있습니다.
원통형 및 끝면 가공
공작물의 원통형 표면을 한 번의 설치로 완전히 처리하려면 구동 척 및 클램프 대신 특수 전면 센터 (골판, 주름진 가죽 끈으로 플로팅, 셀프 클램핑 또는 리버스), 회전 후면 센터.
공작물의 끝을 트리밍하는 것은 이전 연습에서 제공된 기술을 수행하는 것으로 구성됩니다(척, 커터 및 공작물 설치, 기계를 필요한 스핀들 속도로 설정). 40 ... 50 mm 이하의 턱 돌출부로 척에 공작물을 고정하십시오. 가공은 각도 j = 90°인 장티푸스 말단 구부러진 앞니 또는 각도 j = 45°인 구부러진 앞니로 수행해야 합니다. 공작물의 단면을 다음 순서로 처리하려면: 커터 헤드의 끝을 공작물의 단면에 대고 커터를 공작물에서 당겨 빼냅니다. 커터를 필요한 절단 레이어 크기(절단 깊이 또는 끝 여유)로 설정하고, 왼쪽으로 이동하고, 수동 가로 이송으로 커터를 이송하고, 커터 팁이 공작물 축에 접근할 때 이송 값을 줄입니다. 공작물의 두 번째 끝을 자르려면 공작물을 분리하고 길이를 측정하고 두 번째 끝을 처리하기위한 나머지 여유를 결정하고 다른 끝으로 공작물을 척에 고정하십시오. 나사의 가장자리를 따라 움직임을 계산하여 커터를 이동합니다. 상단 슬라이드(또는 캘리퍼 캐리지의 길이 방향 피드의 다리를 따라) 공작물의 끝에서 최종 트리밍을 위해 0.1 ... 0.2 mm를 남깁니다.
커터를 십자형 중앙으로 이동하여 끝을 자릅니다. 수동 공급. 커터를 공작물에서 원래 위치로 당겨 빼냅니다. 캘리퍼의 상부 슬라이드 나사의 다리에서 커터를 왼쪽으로 나머지 여유까지 이동하고 두 번째 끝을 완전히 자릅니다. 각도 j = 45°인 곡선형 관통 커터로 끝단을 트리밍할 때 커터를 외부 표면공작물을 중심으로, 최종 패스 - 중심에서 공작물의 외부 표면으로 이동합니다. 측정 자로 가공 후 측정물 단면의 진직도를 확인하십시오. 끝 돌출은 허용되지 않습니다. 위의 모든 연습을 반복하여 원통면을 회전시키고 끝단을 다듬고 다음 수업에 필요한 공작물을 가공하거나 훈련소에서 제조한 제품의 부품을 가공합니다.
공작물의 끝 부분 트리밍은 다음 순서로 수행됩니다. 공작물의 커터 끝 부분의 머리 끝을 터치하고 공작물에서 커터를 떼어냅니다. 커터를 필요한 크기(절단 깊이 또는 끝 여유)로 설정하고 왼쪽으로 이동합니다. 수동 가로 이송으로 커터를 이송하고 커터 팁이 공작물 축으로 통과할 때 이송 값을 줄입니다.
드릴링 및 보링 홀
선반의 구멍 만들기는 공작물, 구멍 모양, 구멍 표면의 정확도 및 거칠기에 따라 다양한 절단 도구를 사용하여 수행됩니다. 공작물은 기계 스핀들에 고정되어 회전 운동을 하며, 절단 도구- 심압대의 깃펜에서 병진 운동을 알려주십시오 - 피드. 모양과 치수에 따라 공작물은 3조 셀프 센터링 척, 4조 척, 스트립과 볼트를 사용하는 전면판 또는 다른 방법으로 고정됩니다. 공작물의 단단한 금속 구멍 가공은 트위스트 드릴로 수행됩니다. 구멍의 길이가 5 ... 10 직경을 초과하면 소위 깊은 드릴링으로 특수 드릴이 사용됩니다 (총, 대포, 스핀들, 링 , 센터링 등). 원통형 생크가 있는 최대 직경 10mm의 트위스트 드릴은 심압대 퀼의 원추형 구멍에 직접 설치된 3 턱 드릴 척에 고정됩니다. 드릴 척 생크의 테이퍼가 깃의 테이퍼 구멍의 테이퍼보다 작으면 테이퍼 부싱을 사용해야 합니다. 원통형 섕크가 있는 직경이 10mm 이상인 트위스트 드릴은 더 큰 클램핑 력으로 2 턱 드릴 척에 고정됩니다. 테이퍼 섕크가 있는 트위스트 드릴은 탱크의 심압대 심압대의 원추형 구멍에 직접 설치되며, 드릴 테이퍼는 퀼의 원추형 구멍보다 작으며 하나 이상의 어댑터 부싱을 사용합니다. 예비 드릴링과 최종 드릴링을 구별합니다. 사전 드릴링시 드릴의 직경은 최종 가공을 위해 남은 여유의 크기만큼 최종 직경보다 작게 선택됩니다. 사전 드릴링 후 리밍을 수행할 수 있습니다. 선택 보기 추가 처리가공되는 구멍의 정확도에 따라 다릅니다. 기계 중앙에 공작물을 설치하기 위해 끝면의 중앙 구멍 처리는 드릴과 카운터 싱크를 사용하여 순차적으로 수행되거나 결합된 센터 드릴을 사용하여 한 번에 수행됩니다.
보링 커터를 사용하여 공작물에 이미 있는 구멍의 직경을 늘리고 필요한 모양(원통형, 원추형, 계단형)을 제공하는 것을 보링이라고 합니다. 보링 커터, 기계 지지대의 공구 홀더에 설치된 는 공작물의 보링 구멍 길이보다 긴 길이로 공구 홀더에서 돌출된 캔틸레버 부분이 있어야 합니다. 보링 커터의 기하학적 매개변수 및 보링 중 절삭 모드 요소는 관통 커터로 원통형 공작물을 선삭할 때 이러한 매개변수와 유사합니다.
홀 보링보링이 있는 매끄러운 원통형 구멍을 보링하는 것과 단계가 다릅니다. 하드 커터처리는 여러 단계로 수행됩니다. 커터 샤프트의 길이는 전체 단차 구멍을 전체 깊이로 뚫을 수 있는 길이여야 합니다. 횡단면커터의 헤드와 샤프트는 단차 구멍의 작은 직경보다 작아야 합니다. 숄더 높이가 5mm 미만이고 더 큰 직경의 보링이 1패스로 수행되는 경우(t<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
테이퍼링
선반의 원추형 표면 처리는 다양한 방법으로 수행됩니다. 심압대 본체의 변위; 원추형 통치자를 돌리는 것; 와이드 커터. 하나 또는 다른 방법의 사용은 원추 표면의 길이와 원뿔의 각도에 따라 다릅니다.
상대적으로 작은 길이로 큰 원뿔 경사각을 얻어야 하는 경우 캘리퍼의 상부 슬라이드를 돌려 외부 원뿔을 가공하는 것이 좋습니다. 원뿔의 모선의 가장 큰 길이는 상부 캘리퍼의 캐리지 스트로크보다 약간 작아야합니다. 심압대 몸체를 이동하여 외부 원뿔을 처리하면 작은 경사각(3 ... 5 °)으로 길고 완만한 원뿔을 얻는 데 편리합니다. 이를 위해 심압대 본체는 주축대 베이스 가이드를 따라 기계 중심선에서 가로 방향으로 이동합니다. 처리할 공작물은 칼라가 있는 구동 척의 기계 중심 사이에 고정됩니다. 접시의 선반 베드 뒷면에 고정 된 원뿔 (복사) 통치자의 도움으로 원뿔을 처리하여 상당한 길이의 얕은 원뿔을 얻는 데 사용됩니다. 공작물은 중앙 또는 3-조 셀프 센터링 척에 고정됩니다. 기계 지지대의 공구 홀더에 고정 된 커터는 종 방향 및 횡 방향으로 동시에 이동하여 공작물의 원추형 표면을 처리합니다.
짧은 원뿔 (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
a) 테이퍼 K= (D-d)/l=2tga
b) 원뿔 경사각 tga = (D-d)/(2l) = K/2
c) 기울기 i = K/2=(D-d)/(2l) = tga
d) 더 큰 원뿔 직경 D = Kl + d = 2ltga
e) 더 작은 원뿔 직경 d = D-K1 = D-2ltga
e) 원뿔 길이 l \u003d (D-d) K \u003d (D-d) / 2tga
선반의 내부 원추형 표면 처리는 넓은 커터로 캘리퍼의 상단 부분 (썰매)을 돌리고 원추형 (복사) 눈금자를 돌리는 등 다양한 방식으로 수행됩니다. 최대 15mm 길이의 내부 원추형 표면은 넓은 커터로 처리되며, 주요 절삭 날은 원추 축에 필요한 각도로 설정되어 세로 또는 가로 이송을 수행합니다. 이 방법은 원추 경사각이 크고 원추 경사각 및 표면 거칠기의 정확도에 대한 높은 요구 사항이 부과되지 않는 경우에 사용됩니다. 모든 경사각에서 15mm보다 긴 내부 콘은 수동 공급을 사용하여 캘리퍼의 상단 슬라이드를 돌려 처리됩니다.
원뿔 가공 방법에 관계없이 커터는 기계 중심 높이에 정확히 설정되어야 합니다.
선반에 스레딩
커터를 사용한 나사 가공은 분할 너트가 있는 리드 나사, 교체 가능한 휠 기타, 피드 박스 및 반전 메커니즘이 있는 나사 절삭 선반에서 수행됩니다. 기계는 외부 및 내부, 미터법 및 인치, 오른쪽 및 왼쪽, 단일 및 다중 스레드, 고정 및 화물과 같은 다양한 스레드를자를 수 있습니다. 삼각형, 직사각형, 사다리꼴 등 프로파일의 모양에 따라. 또한 나사 절삭 선반에서 웜이 절단됩니다. 나사를 끼우기 전에 공작물을 나사의 외경보다 약간 작아야 하는 특정 직경으로 회전(보링)합니다. 이것은 로드의 외경이 증가하고 구멍의 내경이 감소하는 공작물 재료에서 발생하는 탄성 및 소성 변형이 있기 때문입니다. 공작물 직경의 선택은 특수 테이블에 따라 이루어집니다.
스레딩의 경우 막대, 각형 및 원형(디스크) 커터와 나사산 빗이 사용됩니다. 로드 커터는 더 넓은 응용 분야를 찾습니다. 정삭 커터의 경우 경사각 γ = 0, 나사 전처리 커터의 경우 나사 프로파일의 왜곡이 그다지 중요하지 않은 경우 양의 경사각 γ = 10 ... 20 °가 사용됩니다. 커터 절단 부분의 프로파일 각도는 나사 프로파일의 각도와 같습니다(예: 미터법의 경우 - 60°, 치골의 경우 - 55°). 커터 절단 부분의 프로파일 각도와 공구 홀더에 설치하는 각도는 빛을 통해 템플릿 또는 각도계로 측정됩니다. 나사산의 경우 공작물(스핀들)의 회전을 나사산 공구(캘리퍼)의 피드와 연결해야 합니다. 원하는 피치의 나사산은 공작물의 1회전에서 커터가 절단 중인 나사산의 한 단계(나사산)만큼 실패한 방향으로 이동할 때 얻을 수 있습니다.
현대식 나사 절삭 선반은 매우 간단하고 미리 결정된 나사산 피치를 가지고 있습니다. 표에 따라 모델에 따라 상자의 상단 또는 측면 벽에 부착되거나 필요한 나사산에 기계를 설정하기 위한 드럼에 부착된 피드 상자 핸들의 원하는 위치를 찾도록 설정 드럼 또는 교체 가능한 기어의 톱니 수와 원하는 위치로 설정합니다. 공작 기계에는 일반적으로 교체 가능한 두 세트의 바퀴가 있습니다. 피드 박스가 없는 나사 절삭 선반에서는 계산으로만 설정이 이루어집니다. 이러한 기계에는 17, 19, 38 또는 다른 휠 수의 교체 가능한 기어 세트가 제공됩니다. 나사산은 나사산 피치에 따라 달라지는 몇 가지 예비 및 최종 이동으로 절단됩니다. 나사산 커터를 각 패스에서 절삭 깊이까지 공급하기 위한 여러 가지 방법(구성)이 있습니다. 피치 P로 나사 가공할 때< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2.5mm는 절단 영역에서 칩의 변형 및 자유 배출을 용이하게 하기 위해 가로 및 세로 방향 모두에서 커터의 결합 피드가 사용됩니다. 두 번째 절단 계획은 60° 각도로 기계 중심의 축으로 회전된 캘리퍼의 상부 슬라이드를 공급하여 수행할 수도 있습니다. 보다 정확한 나사산을 얻으려면 첫 번째 구성표에 따라 방사형 피드로만 최종 패스를 수행하는 것이 바람직합니다. 다음 패스를 수행하기 위해 나사산 커터를 원래 작업 위치로 되돌리는 것은 두 가지 방법으로 수행되며, 선택은 절단되는 나사산의 피치와 기계의 리드 나사 피치에 따라 다릅니다. 나사 절삭 선반에서 절단할 때 다중(짝수) 및 다중이 아닌(홀수) 나사산이 있습니다. 배수는 리드 나사산의 피치 P x 비율을 나머지 없이 절단되는 나사산의 피치 Pn 또는 절단되는 인치 나사산의 1"당 나사 수 n n으로 나눈 나사입니다. 리드 나사의 스레드 수 n x만큼 나머지가 없습니다. 이러한 스레드를 다중이 아닌 y라고하며 지정된 나누기의 결과 정수가 아닌 분수를 얻습니다.다중 스레드를 절단 할 때 커터 ( 캘리퍼)는 리드스크류의 스플릿너트를 ON으로 하여 슬라이드를 수동방향으로 재빠르게 이동시켜 원위치로 복귀시킨 후 스플릿너트를 열지 않고 스핀들의 회전을 역(가속) 스트로크로 전환하여 캘리퍼를 움직입니다. 다음 패스를 수행하기 위해 커터를 원래 위치로 이동합니다.
직사각형 및 사다리꼴 나사산과 웜은 크기와 정확도에 따라 하나 이상의 커터로 절단됩니다. 나사 가공시 열을 흡수하고 커터와 공작물의 마찰 표면의 마찰을 줄이고 작은 칩 입자를 제거하는 다양한 절삭유가 사용됩니다. 강철 부품을 가공할 때 에멀젼, 오일, 설포프레졸이 사용됩니다. 냉각 또는 유채 기름이 없는 청동 및 황동; 냉각 또는 등유가 없는 주철.
선반, 터렛 선반 및 기타 기계에서 탭과 다이로 외부 및 내부 삼각형 고정 나사를 절단하는 것은 고성능 가공 방법 중 하나입니다. 스레드는 하나 이상의 공구 패스에서 완전히 절단됩니다. 실 끼우기를 위한 기계의 특수 설정은 수행되지 않습니다. 작업 방법은 여러 면에서 스레딩 기술과 유사하고 자물쇠 제조공 실습을 통과하는 동안 학생들이 마스터하며 높은 자격을 요구하지 않는 단순합니다. 직경이 최대 25..30mm이고 간격이 3mm 이하인 부정확한 고정 나사산을 절단하려면 탭과 다이를 사용하는 것이 가장 좋습니다.
다이는 내부 표면에 나사산이 있고 절삭 날을 형성하는 칩 구멍이 있는 링입니다. 탭은 암나사를 절단하는 데 사용되며 금속 가공, 기계 수동, 기계, 너트 및 특수로 구분됩니다. 머신 탭은 선반, 터렛 터닝 및 드릴링 머신에서 나사산을 절단할 때 사용되며 다양한 너트 절단기에서 특수 및 너트 탭을 절단할 때 사용됩니다. 탭은 나사 표면이 있는 작업 부품과 절삭날을 형성하기 위한 홈과 척에 공구를 고정하는 역할을 하는 생크로 구성됩니다. 일반적으로 기계에 나사 가공을 할 때 한 번의 가공으로 나사 가공을 제공하는 하나의 기계 탭이 사용됩니다. 경금속 블랭크에 나사산을 가공하기 위해 2개 또는 3개의 탭(2개 및 3개 완료)이 사용됩니다. 첫 번째 절단은 예비 절단을 수행하고 마무리 절단은 실을 필요한 치수로 가져와 청소합니다. 탭을 조이거나 다이를 절단할 공작물의 표면에 조이면 공구의 모따기 부분의 톱니가 나사산 프로파일의 나선형 홈을 통해 점차적으로 절단됩니다. 모따기의 각 톱니에 의한 절단 층의 두께 az, 결과적으로 절삭력 및 토크는 톱니 수, 모따기 각도 j 및 나사산 피치에 따라 달라집니다. 기계에 공구를 고정하고 절단 중 특히 막힌 구멍과 계단식 롤러에서 파손 및 실이 벗겨지는 것을 방지하기 위해 다양한 디자인과 크기의 안전 보정 카트리지가 사용됩니다. 이러한 척의 주요 기능은 생크의 축을 따라 특정 거리만큼 도구를 이동하고 도구의 실제 피드와 절단되는 나사산의 피치 사이의 일부 불일치를 보정하는 기능입니다.
성형 표면 처리
많은 기계 부품은 직선과 평평한 표면뿐만 아니라 직선 세그먼트, 다양한 직경의 원호 및 기타 곡선으로 구성된 다양한 곡선 윤곽을 가지고 있습니다. 수직 밀링 머신에서 곡선 윤곽을 밀링할 수 있습니다. 세로 및 가로 수동 피드를 결합하여 마킹합니다. 회전식 원형 테이블로 표시하여; 특수 장치의 복사기에서.
수직 밀링 머신의 필수 액세서리인 수동 공급이 있는 회전식 원형 테이블에서 원호 모양의 곡선 윤곽을 처리하는 것이 좋습니다.
밀링 머신에서 부품 처리
밀링은 평평하고 다양한 모양의 표면, 나사산, 스플라인, 휠 톱니 및 기타 부품을 처리하는 가장 일반적인 방법 중 하나입니다.
대부분의 부품에는 평면 형태의 표면이 있습니다(예: 머신 베드 가이드, 바이스 베이스 표면, 제어 및 마킹 플레이트, 장착 정사각형 표면, 볼트 및 너트 면, 공구 자루 정사각형 등). 평면 밀링은 주로 원통형으로 수행할 수 있습니다. 수평 밀링 머신의 커터, 수평 및 수직 밀링 머신의 평면 및 엔드밀.
경사면은 수평과 비스듬한 평면입니다. 베벨은 짧은 경사면입니다. 공작물의 회전과 함께 경사면 밀링은 범용 머신 바이스, 코너 플레이트 또는 특수 고정 장치 및 클램프를 사용하여 수평 및 수직 밀링 머신 모두에서 수행할 수 있습니다.
밀링 선반, 직사각형 홈, 홈 및 공작물 절단. 기계 및 장치의 세부 사항에는 선반과 홈이라는 표면이 있습니다. 홈은 직사각형 및 모양, 관통형 및 폐쇄형일 수 있습니다. 수평 밀링 머신에서 직사각형, 모양 및 관통 홈 및 선반 가공을 위해 다양한 디스크 커터가 사용됩니다. 수평 및 수직 밀링 머신에서 닫힌 홈, 키홈 및 기타 접근 불가능한 표면을 처리하기 위해 엔드밀이 사용됩니다. 재연삭 할 때 커터의 너비가 감소하므로 커터가 너비의 크기를 유지해야 하는 경우 두 개의 절반으로 구성된 복합(이중) 디스크 커터를 사용하는 것이 좋습니다. 놓여있다.
커터는 원통형과 동일한 방식으로 밀링 머신의 맨드릴에 장착됩니다. 고속철을 절약하기 위해 플러그인 나이프를 사용하여 대형 디스크 커터를 조립식으로 만듭니다. 디스크 커터를 사용한 직각 밀링은 다양한 방법으로 수행할 수 있습니다. 각 직각은 하나의 3면 디스크 커터로 밀링되고 양쪽 직각은 정확히 동일한 직경의 두 디스크 커터 세트로 동시에 밀링됩니다. 이 경우 선반 사이에 주어진 크기를 얻기 위해 적절한 중간 링이 커터 사이의 맨드릴에 설치되거나 두 위치 180 ° 회전 고정 장치에서 밀링됩니다. 선반(첫 번째 위치)을 밀링한 후 공작물이 고정된 고정 장치가 회전하여 두 번째 선반을 밀링하기 위해 두 번째 위치에 배치됩니다.
많은 기계 부품은 직선과 평평한 표면뿐만 아니라 직선 세그먼트, 다양한 직경의 원호 및 기타 곡선으로 구성된 다양한 곡선 윤곽을 가지고 있습니다. 곡선 윤곽은 수직 밀링 머신에서 밀링할 수 있습니다. 세로 및 가로 수동 피드를 결합하여 마킹: 회전식 원형 테이블을 사용하여 마킹, 특수 장치의 복사기에서. 수동 피드를 결합하여 밀링하는 것은 미리 표시된 공작물과 필요한 경우 공구를 고정하고 삽입하기 위한 천공된 구멍이 밀링 머신의 테이블에 고정된다는 사실로 구성됩니다. 수동으로 테이블을 세로 방향과 가로 방향으로 동시에 이동하면 공작물이 회전하는 엔드밀 아래로 이동하여 커터가 표시된 곡선 윤곽에 따라 금속층을 제거합니다. 커터가 기계 테이블이나 고정구의 끝 부분에 닿지 않도록 공작물을 라이닝에 설치해야합니다.
수직 밀링 머신의 필수 액세서리인 수동 공급이 있는 회전식 원형 테이블에서 원호 모양의 곡선 윤곽을 처리하는 것이 좋습니다. 베이스가 있는 회전식 원형 테이블은 기계 테이블의 T 슬롯에 볼트로 고정됩니다. 롤러에 장착된 핸들의 회전은 웜 쌍을 통해 테이블(페이스플레이트)의 회전 부분으로 전달됩니다. 테이블 측면의 눈금이 필요한 각도까지의 회전(고정된 공작물 포함)을 계산하는 데 사용됩니다.
머신 스핀들의 축에 대한 밀링 머신의 테이블에서 턴테이블의 회전 축 위치는 센터링 핀 또는 센터가 있는 엔드밀의 축과 테이블의 축을 결합하여 결정됩니다. 턴테이블의 중앙 원추형 구멍에 삽입됩니다. 공작물에서 필요한 형상 반경을 얻기 위해 기계 테이블은 형상 반경에 커터 반경을 더한 만큼 가로 이송만큼 이동합니다.
회전 테이블의 축에 대한 공작물의 올바른 설치는 직경이 반대인 두 위치에서 회전 커터로 공작물을 가볍게 터치하여 확인할 수 있습니다. 즉, 테이블이 180° 회전할 때. 이제 어느 지점에서나 공작물을 회전하는 커터로 가져오고 핸들로 테이블을 계속 돌리면 커터는 테이블 중심에서 여기까지의 거리와 동일한 반경을 가진 원호를 가공합니다. 공작물의 포인트. 측면의 점이 테이블의 축에서 멀어질수록 테이블이 회전할 때 설명하는 원이 더 커집니다.
따라서이 처리 방법을 사용하면 두 개의 피드를 결합하지 않고 공작물의 윤곽을 얻을 수 있으며 정확도는 테이블에서 공작물의 올바른 위치 지정(공작물의 올바른 회전 반경)에만 의존합니다. 밀링 공정 중 제어를 보장하려면 공작물에 미리 표시해야 합니다.
곡선 윤곽이 있는 동일한 공작물을 대량으로 처리할 때 특수 복사 장치를 사용하거나 복사 밀링 머신을 사용합니다.
그라인딩 그룹의 기계 부품 처리
연삭은 단순한 원통형 비드 및 구멍, 평평한 표면뿐만 아니라 기어, 스플라인 샤프트, 나사산, 웜, 베드 가이드 등과 같은 복잡한 프로파일 표면을 처리할 수 있습니다.
연삭 공정을 수행하기 위해 연삭할 공작물과 연마 도구가 상대 이동을 하며, 그 방향은 다양한 연삭 유형에 대해 표시됩니다. 원형 외부 연삭은 공작물이 중앙에 장착되거나 척에 고정될 때 원통형 연삭기에서 가장 자주 수행됩니다. 세로 이송을 사용한 연삭과 플런징(가로 이송)을 구별하십시오. 세로 피드를 사용한 외부 원통형 연삭의 경우 다음 동작이 필요합니다. 연삭 휠의 회전이 주요 절삭 동작입니다. 축을 중심으로 한 공작물의 회전 - 공작물의 원형 피드; 축을 따라 공작물 (또는 일부 공작 기계 모델 - 연삭 휠)의 세로 왕복 운동 - 세로 피드; 공작물에서 연삭 휠의 가로 이동(또는 공작물에서 연삭 휠로) 가로 이송 또는 연삭 깊이로 이송. 세로 이송으로 연삭할 때 기계 테이블의 각 이중 또는 단일 스트로크 끝에서 교차 이송이 주기적으로 수행됩니다. 현재는 작은 종방향 이송으로 한 번에 전체 여유분을 제거할 때 깊은 연삭 또는 설정된 원으로 연삭하는 방법이 널리 보급되었습니다. 크리프 연삭에서 이송은 한 방향으로만 수행됩니다. 플런징에 의한 외부 원형 연삭의 경우 공작물은 길이 방향으로 이동하지 않지만 전체 길이를 따라 동시에 연삭되는 반면 원의 너비는 공작물의 길이와 같거나 약간 커야 합니다. 가로 이송은 연속적으로 수행되고 큰 가로 이송(0.6...2.0 mm/min)으로 여유의 주요 부분이 제거되고 0.1 mm/min의 가로 이송으로 나머지 여유가 제거됩니다. 그런 다음 크로스 피드가 꺼지고 스파크 아웃, 즉 크로스 피드가 없는 작업이 멈출 때까지 수행됩니다. 그런 다음 원이 제거되고 새 공작물이 설치됩니다. 이러한 방식으로 연삭 휠이 편집을 통해 얻은 적절한 프로파일을 가져야 하는 프로파일 및 단차 부품을 연삭할 수 있습니다. 센터리스 연삭의 경우 기존의 센터 연삭 속도와 동일한 방식으로 연삭 휠을 사용하여 절단 공정이 수행됩니다. 이 프로세스의 특성은 연마되는 공작물을 고정하고 공급하는 특성에 의해 결정됩니다. 센터리스 외부 연삭을 사용하면 연삭할 공작물이 두 원 사이의 지지 나이프 5에 장착됩니다. 연삭(작업) 원은 그림의 왼쪽에 있고 이송(선도) 원은 오른쪽에 있습니다. 센터리스 연삭 공정을 수행하려면 연삭 휠의 회전, 피드 휠 4의 회전, 공작물의 원형 및 길이 방향 이송과 같은 움직임이 필요합니다. 연삭 휠 축에 대해 작은 각도 a로 설정된 이송 휠을 회전하면 공작물이 회전합니다(원형 이송 및 축을 따라 이동). 각도가 0이면 공작물의 세로 방향 이송이 없고 연삭이 플런지 컷입니다. 원형 내경 연삭과 외경 연삭은 세로 이송 연삭, 플런지 연삭 및 센터리스 연삭으로 구분됩니다.
연삭 휠의 길이 방향 이송으로 원형 내부 연삭 방식. 공작물은 척에 고정되고 원은 세로 피드가있는 원형 외부 연삭의 경우와 같이 연삭 휠의 회전, 휠 (또는 공작물)의 세로 피드, 연삭의 가로 피드와 같은 움직임을 수행합니다. 바퀴. 표면 연삭은 원주 연삭과 원의 끝면 연삭의 두 가지 유형으로 나뉩니다. 이 두 가지 유형의 연삭을 수행하는 표면 연삭기는 또한 직사각형 및 원형 테이블이 있는 기계로 나뉩니다. 평면 연삭의 경우 다음 이동이 필요합니다. 연삭 휠의 회전 - 주 절삭 이동: 공작물 이동 - 세로 이송 이동(테이블의 직선 왕복 또는 회전 이동); 공작물에 대한 연삭 휠의 이동 (또는 연삭 휠에 대한 공작물의 수직 이송) - 연삭 깊이로 이송; 종방향 피드의 이동에 수직인 방향으로 공작물(또는 연삭 휠)의 횡방향 피드의 이동. 연삭 휠이 연삭 폭을 완전히 덮는 경우 교차 이송이 없습니다. 위에 나열된 연삭 유형 외에도 외부 및 내부 원추형 표면과 끝단의 연삭은 기계 공학, 공작 기계 제작 및 도구 생산에서 널리 보급되었습니다. 외부 원추형 표면을 연마하는 방법은 여러 면에서 일반 기계에서 가공하는 방법과 유사합니다. 공작물의 테이퍼 각도에 따라
외부 원추형 표면의 연삭 방법은 다음 방법을 변경합니다. 테이퍼 각도가 15를 초과하지 않으면 테이블 상단을 돌려 공작물을 연마합니다. 기계의 상부 테이블은 공작물 원뿔의 기울기와 동일한 각도로 회전합니다. 이 상부 테이블 설치로 연삭 휠을 향한 원뿔의 모선은 기계 테이블의 움직임과 평행하게 배치됩니다. 연삭은 세로 패스로 수행됩니다. 연삭 주축대의 가로 이동은 원통형 표면을 연삭할 때와 동일한 방식으로 수행됩니다. 테이퍼 각도가 15보다 큰 공작물은 주축대를 돌리거나 주축대를 연삭하여 연삭합니다. 가공할 공작물은 주축대에 장착된 척에 고정됩니다. 연삭은 세로 및 가로 피드로 원통형 표면을 연삭할 때와 동일한 방식으로 수행됩니다.
짧은 원추형 표면을 가진 공작물은 플런징 방식을 사용하여 넓은 범위에서 연마할 수 있습니다. 원추형 구멍을 통한 연삭은 척 또는 기타 클램핑 장치에 고정된 공작물이 주축대와 함께 테이퍼 각도와 동일한 각도로 회전할 때 다중 길이 방향 패스 방법으로 가장 자주 수행됩니다. 연삭 휠이 공작물의 축을 따라 빠져 나오지 못하도록 막힌 원추형 구멍 또는 어깨로 끝나는 구멍은 플런지 방법을 사용하여 가로 이송으로 연삭됩니다.
심기 그룹의 기계 부품 처리
크로스 커팅 머신은 주로 수평면 가공용으로 설계되었습니다. 수직면, 홈 및 홈의 평면화는 캘리퍼스의 수직 공급에 의해 수행됩니다. 수직 평면을 계획할 때 마지막 패스 중에 커터가 테이블 표면에 닿지 않도록 공작물이 설정됩니다. 이것은 패드의 테이블의 T-슬롯에 대해 작업 표면을 배치하거나 테이블의 상단 표면과 공작물 사이에 간격을 제공하는 일부 다른 장치에 배치하여 달성됩니다. 캘리퍼는 0 위치로 설정되고 슬레드는 파손될 때까지 들어 올려진 다음 5 ... 10mm 아래로 내립니다. (커터 헤드가 공작물에 더 가깝게) 가공된 다음 커터와 공작물 사이의 간격이 약 5mm가 되도록 테이블을 들어 올립니다. 이러한 조정을 통해 캘리퍼의 상단 슬라이드 이동 길이보다 약간(최대 5mm) 작은 높이로 수직면을 절단할 수 있습니다. 수직 평면은 직선으로 구부러진 헤드로 커터를 통과하고 스코어링하여 평면을 만듭니다. 낮은 표면 거칠기를 제공하는 트랜지션 절삭날이 있는 직선 커터로 대패질을 할 때 좋은 결과를 얻을 수 있습니다. 복합 수직 및 수평 표면을 처리할 때 먼저 수평 이송에서 관통 커터로 표면을 평면화한 다음 두 패스에서 스코어링 커터로 표면을 처리합니다.
기울어진 결합 표면의 평활화는 관통 및 스코어링 커터로 수행됩니다.
먼저 수직 이송이 있는 슬롯형 커터는 직사각형 홈을 최대 깊이까지 가공합니다. 그런 다음 오른쪽 및 왼쪽 스코어링 커터를 사용하여 홈의 양쪽 경사면을 평면화합니다. 캘리퍼의 회전 부분은 홈 벽의 경사 각도에 해당하는 각도로 설정됩니다.
예를 들어 캘리퍼 슬레드 가공 시 넓은 도브테일 홈 가공이 필요한 경우 플래닝을 순차적으로 진행합니다. T 자형 홈의 평면화가 순서대로 수행됩니다. 첫째, 필요한 너비 또는 더 좁은 슬롯 커터, 수직 이송으로 홈의 필요한 치수로 확장, 직사각형 홈이 처리되고 두 번째 및 세 번째 전환에서 오른쪽 및 왼쪽 홈이 특수 절단기로 절단됩니다. 네 번째 전환에서 수평 피드가있는 커터는 양면 또는 양면 통과 통로 (γ \u003d 45 °)가있는 모따기가 수직 피드 커터로 절단됩니다.
수직 및 경사 평면을 계획하기 위한 절단 모드는 수평 평면을 계획할 때와 동일한 순서로 선택됩니다. 가공 여유를 고려한 절단 깊이; 캘리퍼 슬라이드의 낮은 강성으로 인해 이송은 수평 대패질보다 1.5 ... 2배 적습니다. 표준, 기술 문서 또는 처리 중인 주어진 재료 및 도구에 대한 마스터의 추천에 따른 절단 속도. 처리된 표면은 눈금자, 사각형, 템플릿 또는 범용 각도계로 확인하고 치수는 캘리퍼스 및 캘리퍼스로 확인합니다.
CNC 기계 소개
CNC 기계의 주요 특징은 프로그램, 즉 작업 바디의 크기, 속도 및 이동 방향에 대한 데이터가 특수 프로그램 캐리어에 인쇄 된 기호 형태로 지정된다는 것입니다. CNC 기계에서 새 구성의 일부를 처리하기 위해 종종 특정 설정 정보(IM)가 포함된 새 NC를 CNC에 설치하는 것으로 충분합니다. 프로그램 입력 장치(PID)는 프로그램을 읽어 전기 신호로 변환한 후 프로그램 처리 장치(PDU)로 보내어 드라이브 제어 장치(CUP)를 통해 제어 대상에 작용합니다. 기계의 피드 드라이브(PP). 피드 드라이브와 관련된 기계의 움직이는 부분의 지정된 움직임은 피드백 센서에 의해 제어됩니다. 피드백 장치를 통한 센서의 피드백 정보는 OOP에 입력되며, 여기서 이송 장치의 실제 변위는 이동을 조정하기 위해 프로그램에서 지정한 변위와 비교됩니다. 추가 기능을 수행하기 위해 UVP에서 프로세스 명령 장치로 전기 신호가 전송됩니다. 각종 모터, 클러치, 전자석 등을 켜거나 끕니다.
범용 장비 대신 CNC 기계를 사용하면 제품의 생산 주기 단축, 노동 생산성 증가 등의 중요한 기능과 이점이 있습니다.
선반 작업 시 안전
안전- 이것은 위험하고 유해한 생산 요소가 근로자에게 미치는 영향을 방지하는 조직적 및 기술적 조치 및 수단의 시스템입니다. 안전 조치 및 산업 위생의 주요 내용은 부상 예방, 즉 직장에서의 사고 예방, 특히 훈련 실습 기간 동안입니다.
각 학생은 안전, 산업 위생 및 화재 방지에 대한 지침을 받아야 합니다.
실습을 위해 새로 도착한 모든 학생과 편입 학생의 직장에 입학하기 전에 직장에서 브리핑이 수행됩니다.
작업을 시작하기 전에.
1) 작업복을 입는다. 소매를 고정하십시오. 머리 장식 아래에 머리카락을 숨깁니다.
2) 보호 펜스의 고정 및 보호 접지와 기계 본체의 연결의 존재 및 신뢰성을 확인하십시오.
3) 사이드 스탠드에 도구와 블랭크를 일정한 순서로 배열합니다.
4) 커터와 공작물을 단단히 고정하십시오. 척에서 키를 제거하고 제자리에 설치합니다.
5) 버튼과 제어 레버를 꺼서 공회전 시 기계의 작동과 스타팅 박스의 서비스 가능성을 확인하십시오.
작업 중.
1) 운영 기술을 엄격히 준수합니다.
2) 부상을 방지하려면 다음을 수행하지 마십시오.
척이나 절단 도구에 가까이 머리를 기울이십시오.
· 기계의 회전 부분을 통해 물건을 배신하거나 수락합니다.
기계에 기대거나 기대거나 도구나 공작물을 올려 놓으십시오.
공작물을 측정하고 완전히 멈출 때까지 기계에서 칩을 청소하고 제거하십시오.
· 절단 도구나 작업물을 천으로 식히십시오.
척을 손으로 제동하여 기계를 멈춥니다.
끄지 않고 기계에서 멀리 이동하십시오.
절단된 부분을 손으로 잡고 잡습니다.
4) 기계를 끌 때 커터를 공작물에서 멀리 이동해야 합니다.
5) 센터 작업 시 심압대가 단단히 고정되어 있는지 확인하고 드릴링이 충분하고 각도가 센터의 각도와 일치하는지 확인하십시오.
6) 렌치, 적절한 너트 및 볼트 머리를 사용합니다.
7) 가공할 바가 기계 밖으로 돌출되지 않아야 합니다.
8) 네트워크의 전원을 끌 때는 작동 중 즉시 기기의 전원을 끄십시오.
작업이 끝나면.
1) 캘리퍼를 분리하고 전기 모터를 끕니다.
2) 후크가 있는 베드의 홈에서 브러시로 기계의 칩을 제거합니다. 입으로 칩을 날려 버리거나 손으로 쓸어내는 것은 금지되어 있습니다.
3) 기계를 닦고 윤활제를 바르고 도구와 개인 보호 장비를 정리하십시오. 선생님에게 기계를 넘겨주세요.
절단 도구
선반에 사용되는 절삭공구는 앞니.가공 유형에 따라 절단기는 관통 구멍, 절단, 절단, 슬롯, 덤벨, 나사, 모양 및 보링으로 나뉩니다. 보링은 스루홀 가공용 커터, 근거리 막힌 홀 가공용, 보링 홈 가공용, 나사 가공용으로 나뉜다. 이송 방향에 따라 커터는 오른쪽과 왼쪽으로 나뉩니다. 오른쪽 앞니는 오른손 손바닥을 그 위에 놓았을 때 주요 절단 날이 엄지 옆에 위치하는 것입니다. 선반에서 이러한 커터로 작업할 때 오른쪽에서 왼쪽으로 이동합니다. 머리의 모양과 몸의 축에 대한 위치에 따라 앞니는 직선입니다. 합리적으로 선택된 커터의 기하학적 매개변수와 주어진 절삭 조건에 대한 전면 형상은 최고의 공구 수명 또는 최고의 절삭 속도를 제공해야 합니다. 이러한 형상을 최적이라고 하며 절삭 조건 및 절삭 공구 설계에 대한 관련 가이드에서 선택됩니다. 절단기의 재료는 고속강(용접 절단기) 및 서멧 경질 합금(납땜 또는 나사 인서트가 있는 절단기)입니다.
선반 부품 가공
선회- 터닝 그룹의 기계에서 수행되는 가장 일반적인 금속 절단 유형 중 하나. 이 기계에서 처리되는 부품은 샤프트, 디스크, 부싱의 세 가지 클래스로 나뉩니다. 부품은 특수 기계에서 처리되며, 특정 단순 및 중간 복잡성 공작물을 처리하거나 개별 작업을 수행하도록 조정됩니다. 탭과 다이로 외부 및 내부 삼각형 및 직사각형 나사를 절단합니다. 그들은 보편적이고 특별한 장치, 다차원 및 1 차원 도구를 사용합니다.
선반의 종류
이 기계는 받침대에 장착된 침대, 전면(스핀들) 주축대, 도구 홀더와 앞치마가 있는 캘리퍼, 심압대로 구성됩니다. 침대는 베이스이며 기계의 모든 주요 구성 요소를 장착하는 역할을 합니다. 캘리퍼 캐리지와 심압대가 침대 가이드를 따라 움직입니다. 주축대 내부에는 스핀들이 있는 기어박스가 있으며, 그 앞쪽 끝에는 가공할 공작물을 장착하기 위해 척 또는 전면판이 고정되어 있습니다. 캘리퍼스는 공구 홀더에 커터를 고정하고 세로, 가로 및 각도 방향으로 이동하도록 설계되었습니다. 도구를 이동하기 위해 캘리퍼스에는 세로, 가로 및 위쪽의 세 가지 슬라이드(캐리지)가 있습니다. 교체 가능한 기어의 피드 박스와 기타는 절단되는 스레드의 필요한 피드 또는 피치로 기계를 조정하는 데 사용됩니다. 피드 박스에서 캘리퍼로의 이동은 나사산을 짤 때 리드 나사를 통해 또는 공작물을 회전할 때 세로 및 가로 피드를 이동해야 할 때 구동축을 통해 이루어집니다. 심압대는 긴 공작물의 자유단을 지지하는 역할을 합니다. 본체, 깃펜 및 플레이트의 세 가지 주요 부분으로 구성됩니다. 깃펜의 원추형 구멍에 센터 또는 도구(드릴, 카운터싱크 등)가 설치됩니다. 심압대 하우징은 테이퍼 표면을 회전하기 위해 측면으로 이동할 수 있습니다. 선반에는 캘리퍼의 급속 이송 장치와 과부하시 스핀들의 회전을 빠르게 멈추고 자동으로 캘리퍼스 이송을 끄는 메커니즘이 장착되어 있습니다. 기계의 주축대에는 조정 핸들의 위치와 스핀들 속도 표에 대한 표시기가 있습니다.
원통형 및 끝면 가공
공작물의 원통형 표면을 한 번의 설치로 완전히 처리하려면 구동 척 및 클램프 대신 특수 전면 센터 (골판, 주름진 가죽 끈으로 플로팅, 셀프 클램핑 또는 리버스), 회전 후면 센터.
공작물의 끝을 트리밍하는 것은 이전 연습에서 제공된 기술을 수행하는 것으로 구성됩니다(척, 커터 및 공작물 설치, 기계를 필요한 스핀들 속도로 설정). 40 ... 50 mm 이하의 턱 돌출부로 척에 공작물을 고정하십시오. 가공은 각도 j = 90°인 장티푸스 말단 구부러진 앞니 또는 각도 j = 45°인 구부러진 앞니로 수행해야 합니다. 공작물의 단면을 다음 순서로 처리하려면: 커터 헤드의 끝을 공작물의 단면에 대고 커터를 공작물에서 당겨 빼냅니다. 커터를 필요한 절단 레이어 크기(절단 깊이 또는 끝 여유)로 설정하고, 왼쪽으로 이동하고, 수동 가로 이송으로 커터를 이송하고, 커터 팁이 공작물 축에 접근할 때 이송 값을 줄입니다. 공작물의 두 번째 끝을 자르려면 공작물을 분리하고 길이를 측정하고 두 번째 끝을 처리하기위한 나머지 여유를 결정하고 다른 끝으로 공작물을 척에 고정하십시오. 공작물 끝에서 상단 슬라이드의 나사 다리를 따라 (또는 캘리퍼 캐리지의 세로 피드 다리를 따라) 움직임을 계산하여 커터를 이동하고 최종 절단을 위해 0.1 ... 0.2 mm를 남겨 둡니다.
가로 수동 공급으로 커터를 중앙으로 이동하여 끝을 자릅니다. 커터를 공작물에서 원래 위치로 당겨 빼냅니다. 캘리퍼의 상부 슬라이드 나사의 다리에서 커터를 왼쪽으로 나머지 여유까지 이동하고 두 번째 끝을 완전히 자릅니다. 각도가 j = 45°인 벤트 커터로 끝단을 트리밍할 때 커터를 공작물의 외부 표면에서 중심으로 이동하여 예비 패스를 수행하고, 공작물의 중심에서 외부 표면으로 이동하여 최종 패스를 수행합니다. 공작물. 측정 자로 가공 후 측정물 단면의 진직도를 확인하십시오. 끝 돌출은 허용되지 않습니다. 위의 모든 연습을 반복하여 원통면을 회전시키고 끝단을 다듬고 다음 수업에 필요한 공작물을 가공하거나 훈련소에서 제조한 제품의 부품을 가공합니다.
공작물의 끝 부분 트리밍은 다음 순서로 수행됩니다. 공작물의 커터 끝 부분의 머리 끝을 터치하고 공작물에서 커터를 떼어냅니다. 커터를 필요한 크기(절단 깊이 또는 끝 여유)로 설정하고 왼쪽으로 이동합니다. 수동 가로 이송으로 커터를 이송하고 커터 팁이 공작물 축으로 통과할 때 이송 값을 줄입니다.
드릴링 및 보링 홀
보링 커터를 사용하여 공작물에 이미 있는 구멍의 직경을 늘리고 필요한 모양(원통형, 원추형, 계단형)을 제공하는 것을 보링이라고 합니다. 기계 지지대의 공구 홀더에 설치된 보링 커터에는 공작물의 보링 구멍 길이보다 긴 길이로 공구 홀더에서 돌출된 캔틸레버 부분이 있어야 합니다. 보링 커터의 기하학적 매개변수 및 보링 중 절삭 모드 요소는 관통 커터로 원통형 공작물을 선삭할 때 이러한 매개변수와 유사합니다.
홀 보링단계가 있는 가공은 여러 패스로 가공이 수행된다는 점에서 보링 스톱 커터가 있는 매끄러운 원통형 구멍을 보링하는 것과 다릅니다. 커터 샤프트의 길이는 전체 단차 구멍을 전체 깊이까지 뚫을 수 있는 길이여야 하며 헤드와 커터 샤프트의 단면은 단차 구멍의 작은 지름보다 작아야 합니다. 숄더 높이가 5mm 미만이고 더 큰 직경의 보링이 1패스로 수행되는 경우(t<5 мм), то применяют резец с главным углом в плане j=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане j=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу - в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
테이퍼링
선반의 원추형 표면 처리는 다양한 방법으로 수행됩니다. 심압대 본체의 변위; 원추형 통치자를 돌리는 것; 와이드 커터. 하나 또는 다른 방법의 사용은 원추 표면의 길이와 원뿔의 각도에 따라 다릅니다.
상대적으로 작은 길이로 큰 원뿔 경사각을 얻어야 하는 경우 캘리퍼의 상부 슬라이드를 돌려 외부 원뿔을 가공하는 것이 좋습니다. 원뿔의 모선의 가장 큰 길이는 상부 캘리퍼의 캐리지 스트로크보다 약간 작아야합니다. 심압대 몸체를 이동하여 외부 원뿔을 처리하면 작은 경사각(3 ... 5 °)으로 길고 완만한 원뿔을 얻는 데 편리합니다. 이를 위해 심압대 본체는 주축대 베이스 가이드를 따라 기계 중심선에서 가로 방향으로 이동합니다. 처리할 공작물은 칼라가 있는 구동 척의 기계 중심 사이에 고정됩니다. 접시의 선반 베드 뒷면에 고정 된 원뿔 (복사) 통치자의 도움으로 원뿔을 처리하여 상당한 길이의 얕은 원뿔을 얻는 데 사용됩니다. 공작물은 중앙 또는 3-조 셀프 센터링 척에 고정됩니다. 기계 지지대의 공구 홀더에 고정 된 커터는 종 방향 및 횡 방향으로 동시에 이동하여 공작물의 원추형 표면을 처리합니다.
짧은 원뿔 (l<25 мм) с большим углом уклона. Широкий проходной резец, режущая кромка которого длинней образующей конуса, устанавливают в резце держатель так, чтобы главная режущая кромка резца составляла с осью заготовки угол а, равный углу уклона конуса. Обработку можно вести как с продольной, так и с поперечной подачей. На чертежах деталей часто не указывают размеры, необходимые для обработки конус и их необходимо подсчитывать. Для подсчета неизвестных элементов конусов и их размеров (в мм) можно пользоваться следующими формулами
a) 테이퍼 K= (D-d)/l=2tg
b) 원뿔 경사각 tg a = (D-d)/(2l) = K/2
c) 기울기 i \u003d K / 2 \u003d (D-d) / (2l) \u003d tg a
d) 원뿔의 더 큰 직경 D = Kl + d = 2ltg a
e) 더 작은 원뿔 직경 d = D-K1 = D-2ltg a
e) 원뿔 길이 l \u003d (D-d) K \u003d (D-d) / 2tga
선반의 내부 원추형 표면 처리는 넓은 커터로 캘리퍼의 상단 부분 (썰매)을 돌리고 원추형 (복사) 눈금자를 돌리는 등 다양한 방식으로 수행됩니다. 최대 15mm 길이의 내부 원추형 표면은 넓은 커터로 처리되며, 주요 절삭 날은 원추 축에 필요한 각도로 설정되어 세로 또는 가로 이송을 수행합니다. 이 방법은 원추 경사각이 크고 원추 경사각 및 표면 거칠기의 정확도에 대한 높은 요구 사항이 부과되지 않는 경우에 사용됩니다. 모든 경사각에서 15mm보다 긴 내부 콘은 수동 공급을 사용하여 캘리퍼의 상단 슬라이드를 돌려 처리됩니다.
원뿔 가공 방법에 관계없이 커터는 기계 중심 높이에 정확히 설정되어야 합니다.
선반에 스레딩
커터를 사용한 나사 가공은 분할 너트가 있는 리드 나사, 교체 가능한 휠 기타, 피드 박스 및 반전 메커니즘이 있는 나사 절삭 선반에서 수행됩니다. 기계는 외부 및 내부, 미터법 및 인치, 오른쪽 및 왼쪽, 단일 및 다중 스레드, 고정 및 화물과 같은 다양한 스레드를자를 수 있습니다. 삼각형, 직사각형, 사다리꼴 등 프로파일의 모양에 따라. 또한 나사 절삭 선반에서 웜이 절단됩니다. 나사를 끼우기 전에 공작물을 나사의 외경보다 약간 작아야 하는 특정 직경으로 회전(보링)합니다. 이것은 로드의 외경이 증가하고 구멍의 내경이 감소하는 공작물 재료에서 발생하는 탄성 및 소성 변형이 있기 때문입니다. 공작물 직경의 선택은 특수 테이블에 따라 이루어집니다.
스레딩의 경우 막대, 각형 및 원형(디스크) 커터와 나사산 빗이 사용됩니다. 로드 커터는 더 넓은 응용 분야를 찾습니다. 정삭 커터의 경우 경사각 γ = 0, 나사 전처리 커터의 경우 나사 프로파일의 왜곡이 그다지 중요하지 않은 경우 양의 경사각 γ = 10 ... 20 °가 사용됩니다. 커터 절단 부분의 프로파일 각도는 나사 프로파일의 각도와 같습니다(예: 미터법의 경우 - 60°, 치골의 경우 - 55°). 커터 절단 부분의 프로파일 각도와 공구 홀더에 설치하는 각도는 빛을 통해 템플릿 또는 각도계로 측정됩니다. 나사산의 경우 공작물(스핀들)의 회전을 나사산 공구(캘리퍼)의 피드와 연결해야 합니다. 원하는 피치의 나사산은 공작물의 1회전에서 커터가 절단 중인 나사산의 한 단계(나사산)만큼 실패한 방향으로 이동할 때 얻을 수 있습니다.
현대식 나사 절삭 선반은 매우 간단하고 미리 결정된 나사산 피치를 가지고 있습니다. 표에 따라 모델에 따라 상자의 상단 또는 측면 벽에 부착되거나 필요한 나사산에 기계를 설정하기 위한 드럼에 부착된 피드 상자 핸들의 원하는 위치를 찾도록 설정 드럼 또는 교체 가능한 기어의 톱니 수와 원하는 위치로 설정합니다. 공작 기계에는 일반적으로 교체 가능한 두 세트의 바퀴가 있습니다. 피드 박스가 없는 나사 절삭 선반에서는 계산으로만 설정이 이루어집니다. 이러한 기계에는 17, 19, 38 또는 다른 휠 수의 교체 가능한 기어 세트가 제공됩니다. 나사산은 나사산 피치에 따라 달라지는 몇 가지 예비 및 최종 이동으로 절단됩니다. 나사산 커터를 각 패스에서 절삭 깊이까지 공급하기 위한 여러 가지 방법(구성)이 있습니다. 피치 P로 나사 가공할 때< 2 мм резец подается в поперечном направлении перпендикулярно оси нарезаемой заготовки - радиальная подача. При нарезании резьбы с шагом Р>2 ... 2.5mm는 절단 영역에서 칩의 변형 및 자유 배출을 용이하게 하기 위해 가로 및 세로 방향 모두에서 커터의 결합 피드가 사용됩니다. 두 번째 절단 계획은 60° 각도로 기계 중심의 축으로 회전된 캘리퍼의 상부 슬라이드를 공급하여 수행할 수도 있습니다. 보다 정확한 나사산을 얻으려면 첫 번째 구성표에 따라 방사형 피드로만 최종 패스를 수행하는 것이 바람직합니다. 다음 패스를 수행하기 위해 나사산 커터를 원래 작업 위치로 되돌리는 것은 두 가지 방법으로 수행되며, 선택은 절단되는 나사산의 피치와 기계의 리드 나사 피치에 따라 다릅니다. 나사 절삭 선반에서 절단할 때 다중(짝수) 및 다중이 아닌(홀수) 나사산이 있습니다. 배수는 리드 나사산의 피치 P x 비율을 나머지 없이 절단되는 나사산의 피치 Pn 또는 절단되는 인치 나사산의 1"당 나사 수 n n으로 나눈 나사입니다. 리드 나사의 스레드 수 n x만큼 나머지가 없습니다. 이러한 스레드를 다중이 아닌 y라고하며 지정된 나누기의 결과 정수가 아닌 분수를 얻습니다.다중 스레드를 절단 할 때 커터 ( 캘리퍼)는 리드스크류의 스플릿너트를 ON으로 하여 슬라이드를 수동방향으로 재빠르게 이동시켜 원위치로 복귀시킨 후 스플릿너트를 열지 않고 스핀들의 회전을 역(가속) 스트로크로 전환하여 캘리퍼를 움직입니다. 다음 패스를 수행하기 위해 커터를 원래 위치로 이동합니다.
직사각형 및 사다리꼴 나사산과 웜은 크기와 정확도에 따라 하나 이상의 커터로 절단됩니다. 나사 가공시 열을 흡수하고 커터와 공작물의 마찰 표면의 마찰을 줄이고 작은 칩 입자를 제거하는 다양한 절삭유가 사용됩니다. 강철 부품을 가공할 때 에멀젼, 오일, 설포프레졸이 사용됩니다. 냉각 또는 유채 기름이 없는 청동 및 황동; 냉각 또는 등유가 없는 주철.
선반, 터렛 선반 및 기타 기계에서 탭과 다이로 외부 및 내부 삼각형 고정 나사를 절단하는 것은 고성능 가공 방법 중 하나입니다. 스레드는 하나 이상의 공구 패스에서 완전히 절단됩니다. 실 끼우기를 위한 기계의 특수 설정은 수행되지 않습니다. 작업 방법은 여러 면에서 스레딩 기술과 유사하고 자물쇠 제조공 실습을 통과하는 동안 학생들이 마스터하며 높은 자격을 요구하지 않는 단순합니다. 직경이 최대 25..30mm이고 간격이 3mm 이하인 부정확한 고정 나사산을 절단하려면 탭과 다이를 사용하는 것이 가장 좋습니다.
성형 표면 처리
많은 기계 부품은 직선과 평평한 표면뿐만 아니라 직선 세그먼트, 다양한 직경의 원호 및 기타 곡선으로 구성된 다양한 곡선 윤곽을 가지고 있습니다. 수직 밀링 머신에서 곡선 윤곽을 밀링할 수 있습니다. 세로 및 가로 수동 피드를 결합하여 마킹합니다. 회전식 원형 테이블로 표시하여; 특수 장치의 복사기에서.
수직 밀링 머신의 필수 액세서리인 수동 공급이 있는 회전식 원형 테이블에서 원호 모양의 곡선 윤곽을 처리하는 것이 좋습니다.
밀링 머신에서 부품 처리
밀링은 평평하고 다양한 모양의 표면, 나사산, 스플라인, 휠 톱니 및 기타 부품을 처리하는 가장 일반적인 방법 중 하나입니다.
대부분의 부품에는 평면 형태의 표면이 있습니다(예: 머신 베드 가이드, 바이스 베이스 표면, 제어 및 마킹 플레이트, 장착 정사각형 표면, 볼트 및 너트 면, 공구 자루 정사각형 등). 평면 밀링은 주로 원통형으로 수행할 수 있습니다. 수평 밀링 머신의 커터, 수평 및 수직 밀링 머신의 평면 및 엔드밀.
경사면은 수평과 비스듬한 평면입니다. 베벨은 짧은 경사면입니다. 공작물의 회전과 함께 경사면 밀링은 범용 머신 바이스, 코너 플레이트 또는 특수 고정 장치 및 클램프를 사용하여 수평 및 수직 밀링 머신 모두에서 수행할 수 있습니다.
밀링 선반, 직사각형 홈, 홈 및 공작물 절단. 기계 및 장치의 세부 사항에는 선반과 홈이라는 표면이 있습니다. 홈은 직사각형 및 모양, 관통형 및 폐쇄형일 수 있습니다. 수평 밀링 머신에서 직사각형, 모양 및 관통 홈 및 선반 가공을 위해 다양한 디스크 커터가 사용됩니다. 수평 및 수직 밀링 머신에서 닫힌 홈, 키홈 및 기타 접근 불가능한 표면을 처리하기 위해 엔드밀이 사용됩니다. 재연삭 할 때 커터의 너비가 감소하므로 커터가 너비의 크기를 유지해야 하는 경우 두 개의 절반으로 구성된 복합(이중) 디스크 커터를 사용하는 것이 좋습니다. 놓여있다.
커터는 원통형과 동일한 방식으로 밀링 머신의 맨드릴에 장착됩니다. 고속철을 절약하기 위해 플러그인 나이프를 사용하여 대형 디스크 커터를 조립식으로 만듭니다. 디스크 커터를 사용한 직각 밀링은 다양한 방법으로 수행할 수 있습니다. 각 직각은 하나의 3면 디스크 커터로 밀링되고 양쪽 직각은 정확히 동일한 직경의 두 디스크 커터 세트로 동시에 밀링됩니다. 이 경우 선반 사이에 주어진 크기를 얻기 위해 적절한 중간 링이 커터 사이의 맨드릴에 설치되거나 두 위치 180 ° 회전 고정 장치에서 밀링됩니다. 선반(첫 번째 위치)을 밀링한 후 공작물이 고정된 고정 장치가 회전하여 두 번째 선반을 밀링하기 위해 두 번째 위치에 배치됩니다.
많은 기계 부품은 직선과 평평한 표면뿐만 아니라 직선 세그먼트, 다양한 직경의 원호 및 기타 곡선으로 구성된 다양한 곡선 윤곽을 가지고 있습니다. 곡선 윤곽은 수직 밀링 머신에서 밀링할 수 있습니다. 세로 및 가로 수동 피드를 결합하여 마킹: 회전식 원형 테이블을 사용하여 마킹, 특수 장치의 복사기에서. 수동 피드를 결합하여 밀링하는 것은 미리 표시된 공작물과 필요한 경우 공구를 고정하고 삽입하기 위한 천공된 구멍이 밀링 머신의 테이블에 고정된다는 사실로 구성됩니다. 수동으로 테이블을 세로 방향과 가로 방향으로 동시에 이동하면 공작물이 회전하는 엔드밀 아래로 이동하여 커터가 표시된 곡선 윤곽에 따라 금속층을 제거합니다. 커터가 기계 테이블이나 고정구의 끝 부분에 닿지 않도록 공작물을 라이닝에 설치해야합니다.
수직 밀링 머신의 필수 액세서리인 수동 공급이 있는 회전식 원형 테이블에서 원호 모양의 곡선 윤곽을 처리하는 것이 좋습니다. 베이스가 있는 회전식 원형 테이블은 기계 테이블의 T 슬롯에 볼트로 고정됩니다. 롤러에 장착된 핸들의 회전은 웜 쌍을 통해 테이블(페이스플레이트)의 회전 부분으로 전달됩니다. 테이블 측면의 눈금이 필요한 각도까지의 회전(고정된 공작물 포함)을 계산하는 데 사용됩니다.
머신 스핀들의 축에 대한 밀링 머신의 테이블에서 턴테이블의 회전 축 위치는 센터링 핀 또는 센터가 있는 엔드밀의 축과 테이블의 축을 결합하여 결정됩니다. 턴테이블의 중앙 원추형 구멍에 삽입됩니다. 공작물에서 필요한 형상 반경을 얻기 위해 기계 테이블은 형상 반경에 커터 반경을 더한 만큼 가로 이송만큼 이동합니다.
회전 테이블의 축에 대한 공작물의 올바른 설치는 직경이 반대인 두 위치에서 회전 커터로 공작물을 가볍게 터치하여 확인할 수 있습니다. 즉, 테이블이 180° 회전할 때. 이제 어느 지점에서나 공작물을 회전하는 커터로 가져오고 핸들로 테이블을 계속 돌리면 커터는 테이블 중심에서 여기까지의 거리와 동일한 반경을 가진 원호를 가공합니다. 공작물의 포인트. 측면의 점이 테이블의 축에서 멀어질수록 테이블이 회전할 때 설명하는 원이 더 커집니다.
따라서이 처리 방법을 사용하면 두 개의 피드를 결합하지 않고 공작물의 윤곽을 얻을 수 있으며 정확도는 테이블에서 공작물의 올바른 위치 지정(공작물의 올바른 회전 반경)에만 의존합니다. 밀링 공정 중 제어를 보장하려면 공작물에 미리 표시해야 합니다.
곡선 윤곽이 있는 동일한 공작물을 대량으로 처리할 때 특수 복사 장치를 사용하거나 복사 밀링 머신을 사용합니다.
그라인딩 그룹의 기계 부품 처리
연삭은 단순한 원통형 비드 및 구멍, 평평한 표면뿐만 아니라 기어, 스플라인 샤프트, 나사산, 웜, 베드 가이드 등과 같은 복잡한 프로파일 표면을 처리할 수 있습니다.
연삭 휠의 길이 방향 이송으로 원형 내부 연삭 방식. 공작물은 척에 고정되고 원은 세로 피드가있는 원형 외부 연삭의 경우와 같이 연삭 휠의 회전, 휠 (또는 공작물)의 세로 피드, 연삭의 가로 피드와 같은 움직임을 수행합니다. 바퀴. 표면 연삭은 원주 연삭과 원의 끝면 연삭의 두 가지 유형으로 나뉩니다. 이 두 가지 유형의 연삭을 수행하는 표면 연삭기는 또한 직사각형 및 원형 테이블이 있는 기계로 나뉩니다. 평면 연삭의 경우 다음 이동이 필요합니다. 연삭 휠의 회전 - 주 절삭 이동: 공작물 이동 - 세로 이송 이동(테이블의 직선 왕복 또는 회전 이동); 공작물에 대한 연삭 휠의 이동 (또는 연삭 휠에 대한 공작물의 수직 이송) - 연삭 깊이로 이송; 종방향 피드의 이동에 수직인 방향으로 공작물(또는 연삭 휠)의 횡방향 피드의 이동. 연삭 휠이 연삭 폭을 완전히 덮는 경우 교차 이송이 없습니다. 위에 나열된 연삭 유형 외에도 외부 및 내부 원추형 표면과 끝단의 연삭은 기계 공학, 공작 기계 제작 및 도구 생산에서 널리 보급되었습니다. 외부 원추형 표면을 연마하는 방법은 여러 면에서 일반 기계에서 가공하는 방법과 유사합니다. 공작물의 테이퍼 각도에 따라
외부 원추형 표면의 연삭 방법은 다음 방법을 변경합니다. 테이퍼 각도가 15를 초과하지 않으면 테이블 상단을 돌려 공작물을 연마합니다. 기계의 상부 테이블은 공작물 원뿔의 기울기와 동일한 각도로 회전합니다. 이 상부 테이블 설치로 연삭 휠을 향한 원뿔의 모선은 기계 테이블의 움직임과 평행하게 배치됩니다. 연삭은 세로 패스로 수행됩니다. 연삭 주축대의 가로 이동은 원통형 표면을 연삭할 때와 동일한 방식으로 수행됩니다. 테이퍼 각도가 15보다 큰 공작물은 주축대를 돌리거나 주축대를 연삭하여 연삭합니다. 가공할 공작물은 주축대에 장착된 척에 고정됩니다. 연삭은 세로 및 가로 피드로 원통형 표면을 연삭할 때와 동일한 방식으로 수행됩니다.
짧은 원추형 표면을 가진 공작물은 플런징 방식을 사용하여 넓은 범위에서 연마할 수 있습니다. 원추형 구멍을 통한 연삭은 척 또는 기타 클램핑 장치에 고정된 공작물이 주축대와 함께 테이퍼 각도와 동일한 각도로 회전할 때 다중 길이 방향 패스 방법으로 가장 자주 수행됩니다. 연삭 휠이 공작물의 축을 따라 빠져 나오지 못하도록 막힌 원추형 구멍 또는 어깨로 끝나는 구멍은 플런지 방법을 사용하여 가로 이송으로 연삭됩니다.
심기 그룹의 기계 부품 처리
크로스 커팅 머신은 주로 수평면 가공용으로 설계되었습니다. 수직면, 홈 및 홈의 평면화는 캘리퍼스의 수직 공급에 의해 수행됩니다. 수직 평면을 계획할 때 마지막 패스 중에 커터가 테이블 표면에 닿지 않도록 공작물이 설정됩니다. 이것은 패드의 테이블의 T-슬롯에 대해 작업 표면을 배치하거나 테이블의 상단 표면과 공작물 사이에 간격을 제공하는 일부 다른 장치에 배치하여 달성됩니다. 캘리퍼는 0 위치로 설정되고 슬레드는 파손될 때까지 들어 올려진 다음 5 ... 10mm 아래로 내립니다. (커터 헤드가 공작물에 더 가깝게) 가공된 다음 커터와 공작물 사이의 간격이 약 5mm가 되도록 테이블을 들어 올립니다. 이러한 조정을 통해 캘리퍼의 상단 슬라이드 이동 길이보다 약간(최대 5mm) 작은 높이로 수직면을 절단할 수 있습니다. 수직 평면은 직선으로 구부러진 헤드로 커터를 통과하고 스코어링하여 평면을 만듭니다. 낮은 표면 거칠기를 제공하는 트랜지션 절삭날이 있는 직선 커터로 대패질을 할 때 좋은 결과를 얻을 수 있습니다. 복합 수직 및 수평 표면을 처리할 때 먼저 수평 이송에서 관통 커터로 표면을 평면화한 다음 두 패스에서 스코어링 커터로 표면을 처리합니다.
기울어진 결합 표면의 평활화는 관통 및 스코어링 커터로 수행됩니다.
먼저 수직 이송이 있는 슬롯형 커터는 직사각형 홈을 최대 깊이까지 가공합니다. 그런 다음 오른쪽 및 왼쪽 스코어링 커터를 사용하여 홈의 양쪽 경사면을 평면화합니다. 캘리퍼의 회전 부분은 홈 벽의 경사 각도에 해당하는 각도로 설정됩니다.
예를 들어 캘리퍼 슬레드 가공 시 넓은 도브테일 홈 가공이 필요한 경우 플래닝을 순차적으로 진행합니다. T 자형 홈의 평면화가 순서대로 수행됩니다. 첫째, 필요한 너비 또는 더 좁은 슬롯 커터, 수직 이송으로 홈의 필요한 치수로 확장, 직사각형 홈이 처리되고 두 번째 및 세 번째 전환에서 오른쪽 및 왼쪽 홈이 특수 절단기로 절단됩니다. 네 번째 전환에서 수평 피드가있는 커터는 양면 또는 양면 통과 통로 (γ \u003d 45 °)가있는 모따기가 수직 피드 커터로 절단됩니다.
수직 및 경사 평면을 계획하기 위한 절단 모드는 수평 평면을 계획할 때와 동일한 순서로 선택됩니다. 가공 여유를 고려한 절단 깊이; 캘리퍼 슬라이드의 낮은 강성으로 인해 이송은 수평 대패질보다 1.5 ... 2배 적습니다. 표준, 기술 문서 또는 처리 중인 주어진 재료 및 도구에 대한 마스터의 추천에 따른 절단 속도. 처리된 표면은 눈금자, 사각형, 템플릿 또는 범용 각도계로 확인하고 치수는 캘리퍼스 및 캘리퍼스로 확인합니다.
CNC 기계 소개
CNC 기계의 주요 특징은 프로그램, 즉 작업 바디의 크기, 속도 및 이동 방향에 대한 데이터가 특수 프로그램 캐리어에 인쇄 된 기호 형태로 지정된다는 것입니다. CNC 기계에서 새 구성의 일부를 처리하기 위해 종종 특정 설정 정보(IM)가 포함된 새 NC를 CNC에 설치하는 것으로 충분합니다. 프로그램 입력 장치(PID)는 프로그램을 읽어 전기 신호로 변환한 후 프로그램 처리 장치(PDU)로 보내어 드라이브 제어 장치(CUP)를 통해 제어 대상에 작용합니다. 기계의 피드 드라이브(PP). 피드 드라이브와 관련된 기계의 움직이는 부분의 지정된 움직임은 피드백 센서에 의해 제어됩니다. 피드백 장치를 통한 센서의 피드백 정보는 OOP에 입력되며, 여기서 이송 장치의 실제 변위는 이동을 조정하기 위해 프로그램에서 지정한 변위와 비교됩니다. 추가 기능을 수행하기 위해 UVP에서 프로세스 명령 장치로 전기 신호가 전송됩니다. 각종 모터, 클러치, 전자석 등을 켜거나 끕니다.
범용 장비 대신 CNC 기계를 사용하면 제품의 생산 주기 단축, 노동 생산성 증가 등의 중요한 기능과 이점이 있습니다.





