Tornio a vite e suoi componenti principali. Torni a vite - principi di funzionamento
Il tornio a vite (TVS), prima di diventare quello che è oggi, ha percorso una lunga evoluzione. Con ogni fase di sviluppo, questo tipo di attrezzatura ha cambiato dimensioni, la potenza delle unità è cresciuta, la funzionalità è stata ampliata, i parametri di precisione, ergonomia e una miriade di altri indicatori sono migliorati.
È interessante notare che il principio di funzionamento di questa tecnica non è effettivamente cambiato dalla sua invenzione. Il dispositivo di un tornio a vite è immutato nel senso globale della parola, così come i suoi componenti fondamentali. Anche i principi di base per lavorare su questa tecnica sono stati preservati.
Consideriamo più in dettaglio cos'è questa attrezzatura, senza la quale è impossibile immaginare non solo singole strutture industriali, ma anche interi settori dell'economia.
L'essenza del lavoro di TVS è abbastanza semplice e logica. La parte fissa ruota lungo l'asse longitudinale. Questo processo è chiamato il movimento principale. A sua volta, l'utensile viene portato sul pezzo ed esegue una corsa trasversale e traslazionale. Tali manipolazioni consentono di rimuovere parte del pezzo posti giusti per ottenere la parte finita.
Casa caratteristica distintiva tornio per viti da un'unità di tornitura convenzionale, si ritiene che il suo design preveda la presenza di una vite di comando speciale, che consente di creare con estrema precisione una nuova filettatura con fuori spazi vuoti.
Componenti chiave dell'unità
I torni a vite sono costituiti da più grandi unità. Il bancale è la parte fondamentale della macchina, dove sono fissati tutti gli altri componenti. Il letto è realizzato in ghisa molto resistente. Una base pesante con diverse guide nella parte superiore è un design che si è dimostrato valido molti anni fa. Ecco perché i produttori di torni per viti non cambiano questo formato collaudato nel tempo. Le guide muovono la contropunta e la pinza.

Un altro nodo importante nella progettazione è la paletta, dove si trova il mandrino, dotata di un mandrino per il fissaggio del pezzo. Inoltre sulla paletta è presente un riduttore che trasmette la rotazione da motore elettrico mandrino.
Il supporto è elemento importante per alimentare l'utensile da taglio. Il design include un carrello speciale, un portautensili e un grembiule. Il portautensili è necessario per fissare l'utensile. Il carrello muove l'utensile lungo le guide.
Il design del grembiule include meccanismi di controllo della pinza e speciali slitte che si muovono direttamente lungo il grembiule nelle direzioni longitudinale e trasversale. L'unità al piazzale segnala la cassetta di alimentazione. La chitarra incorporata nella scatola permette di regolare il passo del filo. La contropunta funge da supporto per dimensioni non standard. Inoltre, su di esso si trova un utensile, che si tratti di trapani, alesatori o svasatori.
Va notato che questo progetto di un tornio a vite è considerato un'attrezzatura standard per questo tipo di attrezzatura. Ciò non preclude la presenza di nodi opzionali. A l'anno scorso molti produttori equipaggiano le apparecchiature con meccanismi di copiatura e speciali ugelli di fresatura, che ampliano notevolmente la funzionalità di un'unità tradizionale.
Inoltre, concorrenza seria modelli standard sono torni a vite CNC. A proposito, questi ultimi sono caratterizzati da una maggiore produttività, precisione e facilità d'uso.
A seconda del dispositivo del tornio avvitatore, è possibile classificare questa attrezzatura in base a una serie di caratteristiche. Questo può essere il grado di automazione dei processi di lavorazione dei pezzi, caratteristiche del progetto unità e scopo previsto di un particolare modello.
Oggi, una suddivisione approssimativa di questa tecnica può essere la sua classificazione in automatico e semiautomatico. Inoltre, i torni a vite sono di tipo orizzontale e verticale. Dipende da dove si trova il mandrino. Le unità di tipo verticale vengono utilizzate quando è necessario elaborare parti corte e pesanti.

Uno dei parametri più importanti a cui il maestro deve prestare attenzione nella scelta di una macchina è il livello di carico sugli elementi strutturali in movimento. Più debole è ogni singola parte della macchina, maggiore è la probabilità che l'attrezzatura spesso si guasti e rimanga inattiva. Ciò è particolarmente vero per coloro che utilizzano tecnologie non nuove.
Anche dopo anni di utilizzo attivo, la rigidità del telaio deve rimanere al livello originale e ogni nodo deve svolgere la sua funzione in modo impeccabile. Solo in questo caso si può parlare delle elevate prestazioni dell'unità al limite delle sue capacità.
Oggi, i torni a vite soddisferanno con un'elevata precisione, incomparabile con le unità prodotte a metà del secolo scorso. Gli strumenti di cui è dotata questa tecnica sono realizzati con leghe dure di alta qualità di eccellente resistenza. Quasi tutte le moderne macchine utensili sono lo standard di precisione e produttività. Tutto ciò conferma ancora una volta che, sebbene questa tecnica non sia cambiata così tanto all'esterno, le sue caratteristiche operative stanno progredendo ogni anno.
risultati
I torni a vite sono attrezzature che sono costantemente richieste in Russia. Oggi il maestro è disponibile vasta selezione unità nuove e usate. produttori nazionali di tale tecnologia soddisfa pienamente le sue esigenze. Allo stesso tempo, hanno anche seri concorrenti, soprattutto tra i marchi asiatici ed europei.
Comunque sia, le aziende manifatturiere russe hanno tutto per creare attrezzature competitive di alta qualità. Prezzi accessibili, alta qualità componenti e sviluppi ingegneristici efficaci rendono questa tecnica molto popolare nello spazio post-sovietico.
Lavoro di laboratorio
Produzione e tecnologie industriali
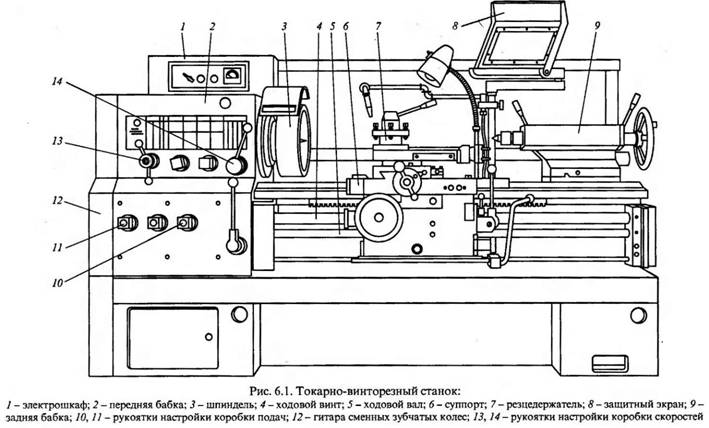
Riso. Tornio a vite I principali componenti e movimenti della macchina 16K20 Nella testa motrice 1 fig. Breve specifiche tecniche macchina Il diametro più grande del pezzo da lavorare sopra il bancale mm 400 Il diametro più grande del pezzo da lavorare sopra il carrello di supporto inferiore mm 220 Il diametro più grande della barra lavorata mm 53 La lunghezza più grande del pezzo da lavorare mm 71010001400 Velocità mandrino min1 1251600 Numero di velocità mandrino 22 fili:...
Il dispositivo di un tornio a vite, lavori eseguiti su di esso, accessori e strumenti
Obbiettivo: studiare il dispositivo di un tornio a vite e lo scopo dei suoi componenti e parti principali; conosciuto utensili da taglio, ^ utilizzato per eseguire varie operazioni di tornitura; Familiarizzare con i tipi di tornitura e gli accessori utilizzati per questo.
Attrezzatura. Tornio a vite mod. 16K20; utensili per tornitura, trapani, svasatori, alesatori, maschi, filiere; cartucce, centri, lunette;
Il tornio a vite universale mod.16K20 è progettato per la lavorazione di pezzi sotto forma di corpi di rivoluzione, oltre che per il taglio vari tipi fili
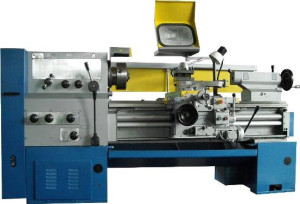
Fig. 1. Tornio a vite
I principali componenti e movimenti della macchina 16K20
Nella paletta 1 (Fig. 1), posizionata mandrino e riduttore.,progettato per cambiare la frequenza e il senso di rotazione del mandrino con il pezzo. contropunta 2 supporta il pezzo durante il lavoro centri e serve a proteggere strumento, foro di lavorazione(punte, svasatori, alesatorieccetera.). Quando si cambia la lunghezza del pezzo, la contropunta viene spostata lungo le guide. Il calibro 3 porta un portautensile con una taglierina e lo informa di una longitudinale o trasversale movimento lungo l'asse del pezzo. Grembiule 4 è progettato per trasmettere il movimento alla pinza da vite di comando 5 o albero di trasmissione 6 nelle direzioni longitudinale e trasversale. Riduttore 8 regola l'avanzamento e accende la vite di comando.
Sul letto 7 montato i componenti principali della macchina. Durante l'elaborazione tornio movimento principaleè un rotazione del mandrinocon preparazione. Quando si gira una superficie cilindrica, il carrello della pinza con una taglierina ha un avanzamento longitudinale e quando la slitta della pinza viene spostata,alimentazione incrociata. Quando si taglia la fine superficie, l'avanzamento trasversale diventa un movimento continuo e quello longitudinale serve per immergere periodicamente la fresa nel pezzo. Inmovimento principale di filettatura e movimento di avanzamento longitudinale costituiscono un complesso movimento di modellazione.
La chitarra degli ingranaggi intercambiabili 9 viene utilizzata per impostare la macchina durante il taglio di vari tipi di fili con una taglierina.
Brevi caratteristiche tecniche della macchina
Il diametro più grande del pezzo lavorato
sopra il letto, mm 400
Il diametro più grande del pezzo in lavorazione
sopra il carro pinza inferiore, mm 220
Il diametro più grande del trasformato
barra, mm 53
La massima lunghezza del processato
grezzi, mm 710.1000.1400
Velocità del mandrino, min-1 12,5-1600
Numero di velocità del mandrino 22
Presentazione, mm/giro:
longitudinale 0,05-2,8
trasversale 0,025-1,4
Tagliare i fili:
metrico, passo in mm 0,5-112
pollici, numero di fili per 1 pollice 56-0,5
modulare, passo nei moduli 0,5-112
passo, nei passi 56-0,5
Diametro foro mandrino, mm 55
Potenza motore principale, kW 11
Principali tipologie di lavori di tornitura
Su torni, tornitura di superfici cilindriche, rifilatura di estremità, tornitura di scanalature esterne, troncatura di metallo, foratura, alesatura, alesatura, alesatura, alesatura di fori e scanalature interne, centraggio, lavorazione, "superfici con frese sagomate, filettatura con filiere, maschi, frese, teste a rullare, lavorazione di superfici coniche.
Gli strumenti principali nella tornitura sono le frese. A seconda della natura della lavorazione, le frese sono grezze e rifinite. I parametri geometrici della parte tagliente di queste frese sono tali da essere adattati per lavorare con un'area della sezione trasversale grande e piccola dello strato tagliato.
A seconda della forma e della posizione della lama rispetto all'asta, gli incisivi sono divisi in dritti (Fig. 2, un), piegato (Fig. 2, b) e disegnato (Fig. 2, c). Negli incisivi retratti, la larghezza della lama è solitamente inferiore alla larghezza della parte di fissaggio. La lama può essere posizionata simmetricamente rispetto all'asse del portalama o essere spostata a destra oa sinistra.
Nella direzione del movimento di avanzamento, le lame sono divise in destra e sinistra. Per gli incisivi destri, il tagliente principale è sul lato pollice mano destra, se lo metti sull'incisivo dall'alto (Fig. 2, a). Nel movimento di lavoro, tali frese si spostano da destra a sinistra (dalla contropunta in avanti). Negli incisivi sinistri, con un'analoga imposizione della mano sinistra, il tagliente principale si trova anche sul lato del pollice (Fig. 2, b). Tali frese nel movimento di alimentazione si spostano da sinistra a destra.
 Di proposito, gli utensili di tornitura sono suddivisi in passanti, alesatura, taglio, taglio, sagomato, filettato e scanalatura.
Di proposito, gli utensili di tornitura sono suddivisi in passanti, alesatura, taglio, taglio, sagomato, filettato e scanalatura.
Per garantire la precisione richiesta e la qualità superficiale della parte mantenendo un'elevata produttività del lavoro,
Sinistra Destra Sinistra Destra
Fig.2. Tipi di utensili per tornitura: a - dritto
b - piegato, c - curvo, d - disegnato
è necessario scegliere la corretta geometria della fresa. Gli angoli del piano giocano un ruolo importante qui. Gli angoli nel piano (Fig. 3) sono gli angoli tra i taglienti della fresa e la direzione di avanzamento: φ è l'angolo principale nel piano, φ 1 - angolo ausiliario in pianta, ε - angolo in alto (ε = 180° - φ - φ uno ). Angoli φ e φ 1 dipendono dall'affilatura e dall'installazione della fresa e l'angolo ε dipende solo dall'affilatura. Con un piccolo angolo φ, gran parte del tagliente è coinvolta nel lavoro, la rimozione del calore migliora e la durata dell'utensile aumenta. Con un grande angolo φ, una parte più piccola del tagliente lavora, quindi la vita utensile diminuisce. Quando si lavora un pezzo lungo e sottile, quando c'è il pericolo della sua flessione, vengono utilizzate frese con un grande angolo φ, poiché in questo caso la forza di pressatura sarà inferiore. Per la sagomatura di pezzi grande diametro scegli φ \u003d 30 - 45 °, per sottile (non rigido) - φ \u003d 60 - 90 °.
Angolo ausiliario φ 1 è l'angolo tra il bordo secondario e la direzione di avanzamento. Se φ 1 piccolo, quindi a causa di una certa pressione della taglierina, il bordo ausiliario taglia nella macchina
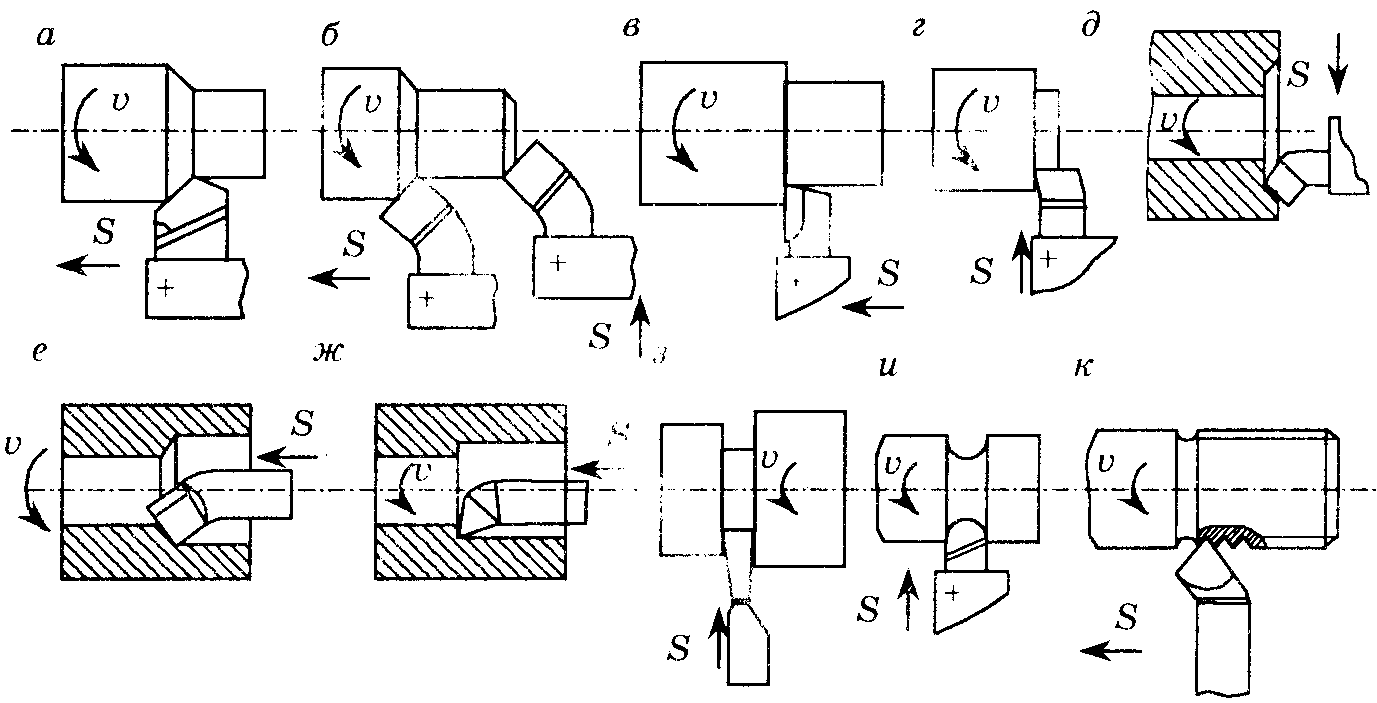
Fig.4. Tipi di utensili per tornitura: a - rette e b - piegato dritto, in - attraverso la spinta, d, d - sottosquadro, e - passaggio di perforazione, w - spinta di perforazione, h - taglio e - sagomato, k - filettato
superficie e rovinarlo. Grande angolo φ 1 inaccettabile a causa dell'indebolimento della punta dell'incisivo. Di solito φ 1 = 10 - 30°.
Attraverso linee rette (Fig. 5.5, un) e piegato (Fig. 4, b) le frese vengono utilizzate per lavorare le superfici esterne. Per le frese diritte, di solito l'angolo principale nel piano φ \u003d 45 - 60 ° e l'ausiliario φ 1 = 10-15°. Per gli incisivi piegati, gli angoli nel piano φ \u003d φ 1 = 45°. Queste lame funzionano come passanti durante il movimento di avanzamento longitudinale e come taglierine per incisioni durante il movimento di avanzamento trasversale.
Per la lavorazione simultanea di una superficie cilindrica e di un piano di estremità, vengono utilizzati passanti. taglierine persistenti(fig.4, in), lavorare con movimento di avanzamento longitudinale. L'angolo principale nel piano φ = 90°.
Le taglierine per cordonatura vengono utilizzate per tagliare le estremità dei pezzi. Funzionano con un movimento di avanzamento trasversale verso il centro (Fig. 4, G) o dal centro (Fig. 4, e) spazi vuoti.
Frese noiose utilizzato per alesare fori, preforati o ottenuti per stampaggio o fusione. Vengono utilizzati due tipi di frese per alesatura: passante - per alesatura passante (Fig. 4, e), a spinta - per non udenti (Fig. 4, g). Differiscono nella forma della lama. Per le frese per alesatura passante, l'angolo nel piano φ = 45-60°, e per le frese per alesatura assiale, l'angolo φ è leggermente maggiore di 90°.
Le frese da taglio vengono utilizzate per tagliare pezzi in pezzi, tagliare il pezzo lavorato e eseguire scanalature. Funzionano con un movimento di avanzamento trasversale (Fig. 2, h). L'utensile da taglio ha un tagliente principale posizionato ad un angolo φ = 90° e due ausiliari con angoli φ 1 = 1-2°.
Le frese sagomate vengono utilizzate per la lavorazione di superfici sagomate corte con una lunghezza della generatrice fino a 30-40 mm. La forma del tagliente della fresa sagomata corrisponde al profilo del pezzo. In base alla progettazione, tali frese sono divise in aste, tonde, prismatiche e nella direzione del movimento di avanzamento - in radiale e tangenziale. Sul taglio a vite Sulle macchine, le superfici sagomate vengono lavorate, di regola, con frese per anime, che sono fissate nel portautensili della macchina (Fig. 4, e).
Le frese filettate (Fig. 5.5, j) vengono utilizzate per formare filettature interne esterne di qualsiasi profilo: rettangolare, triangolare, trapezoidale. La forma delle loro lame di taglio corrisponde al profilo e alle dimensioni della sezione trasversale dei fili da tagliare.
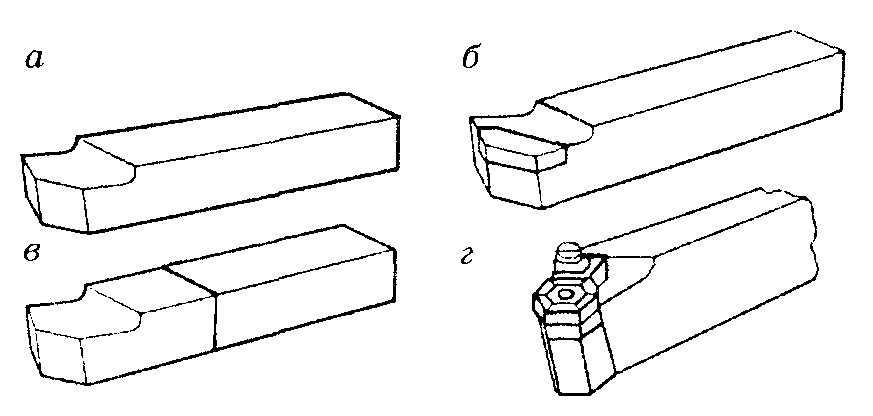 In base alla progettazione, si distinguono le frese in un unico pezzo, realizzate da un unico pezzo; composito (con una connessione integrale delle sue parti); con piastre saldate; con fissaggio meccanico delle piastre (Fig. 5).
In base alla progettazione, si distinguono le frese in un unico pezzo, realizzate da un unico pezzo; composito (con una connessione integrale delle sue parti); con piastre saldate; con fissaggio meccanico delle piastre (Fig. 5).
Fig.5. Tipi di utensili per tornitura ma design: solido(a, b) composito con saldatura (in) o con fissaggio meccanico(d) piatti
I portautensili sono generalmente realizzati in acciai strutturali 40, 45, 50 e 40X con diverse sezioni: quadrata, rettangolare, rotonda, ecc.
Le frese con inserti in metallo duro fissati meccanicamente presentano vantaggi significativi rispetto alle frese saldobrasate, poiché questo design previene la possibilità di incrinature negli inserti durante la saldatura e allunga la durata della parte di montaggio della fresa.
Gli inserti da taglio sfaccettati sono realizzati con tre,quattro, cinque e sei facce (Fig. 6). Per creare un angolo positivo sulla superficie anteriore dell'inserto, lungo taglienti fori e smussi vengono realizzati mediante pressatura seguita da sinterizzazione.
Versatilità macchina per il taglio dei metalli espandibile con accessori e infissi. Al tornio i principali sono: cartucce, centri (Fig. 7), lunette. Vengono utilizzati anche dispositivi ausiliari: mandrino portapunta, manicotti adattatori, morsetti.
Tra le cartucce, il più diffuso è il mandrino autocentrante a tre griffe (Fig. 8). Il suo design prevede il movimento simultaneo di tre camme nella direzione radiale, grazie alla quale il pezzo è posizionato lungo l'asse del mandrino.
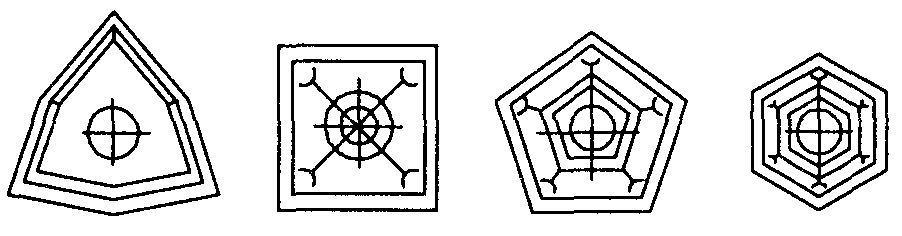
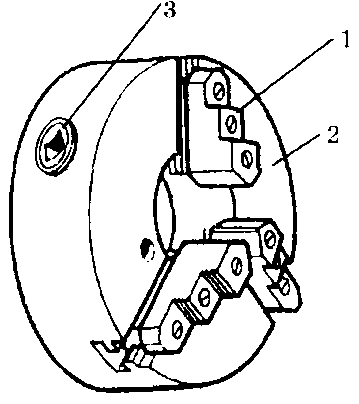 Fig.6. Inserti sfaccettati
Fig.6. Inserti sfaccettati
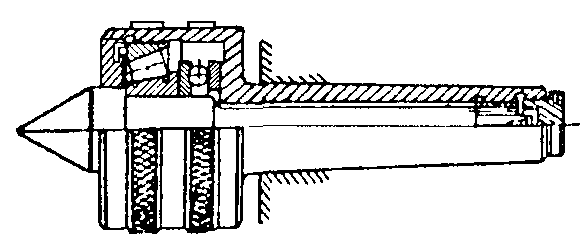
Fig.7. centro rotante
Fig.8. Mandrino autocentrante a tre griffe
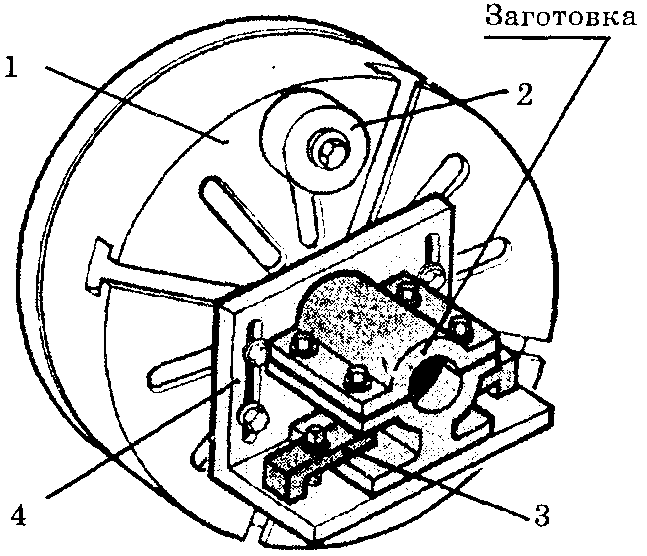 Con una sezione asimmetrica del pezzo, quando non è possibile fissarlo correttamente in un mandrino a tre griffe, viene utilizzato un mandrino a quattro griffe con bloccaggio a ganasce separato o un frontalino (Fig. 9).
Con una sezione asimmetrica del pezzo, quando non è possibile fissarlo correttamente in un mandrino a tre griffe, viene utilizzato un mandrino a quattro griffe con bloccaggio a ganasce separato o un frontalino (Fig. 9).
Quando si lavora nei centri, per impartire la rotazione al pezzo, utilizzare cartucce al guinzaglio (Fig. 10). Quando la lavorazione esterna di pezzi lunghi di piccolo diametro, al fine di prevenire la flessione, usano
Fig.9. Frontale
lunette fisse (Fig. 11, a) o mobili (Fig. 11, a).
 Le superfici coniche su un tornio vengono lavorate nei seguenti modi: con un utensile di tornitura largo, ruotando la slitta superiore,spostando il corpo della contropunta in direzione trasversale e utilizzando un righello a copia oa cono.
Le superfici coniche su un tornio vengono lavorate nei seguenti modi: con un utensile di tornitura largo, ruotando la slitta superiore,spostando il corpo della contropunta in direzione trasversale e utilizzando un righello a copia oa cono.
Taglierina larga (Fig. 12, un) di solito vengono tornite superfici coniche corte con una lunghezza di 25-30 mm.
Durante la lavorazione di superfici coniche mediante tornitura pinza superiore(Fig. 12, b) è installato ad angolo,uguale a metà dell'angolo nella parte superiore del cono lavorato. Il trattamento viene effettuato presso alimentazione manuale. L'angolo di rotazione è determinato dalla formula
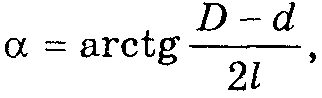
Fig.10. Lavorazione nei centri: 1 - mandrino guida, 2 - centro anteriore, 3 - collare, 4 - mandrino posteriore, 5 - penna della contropunta
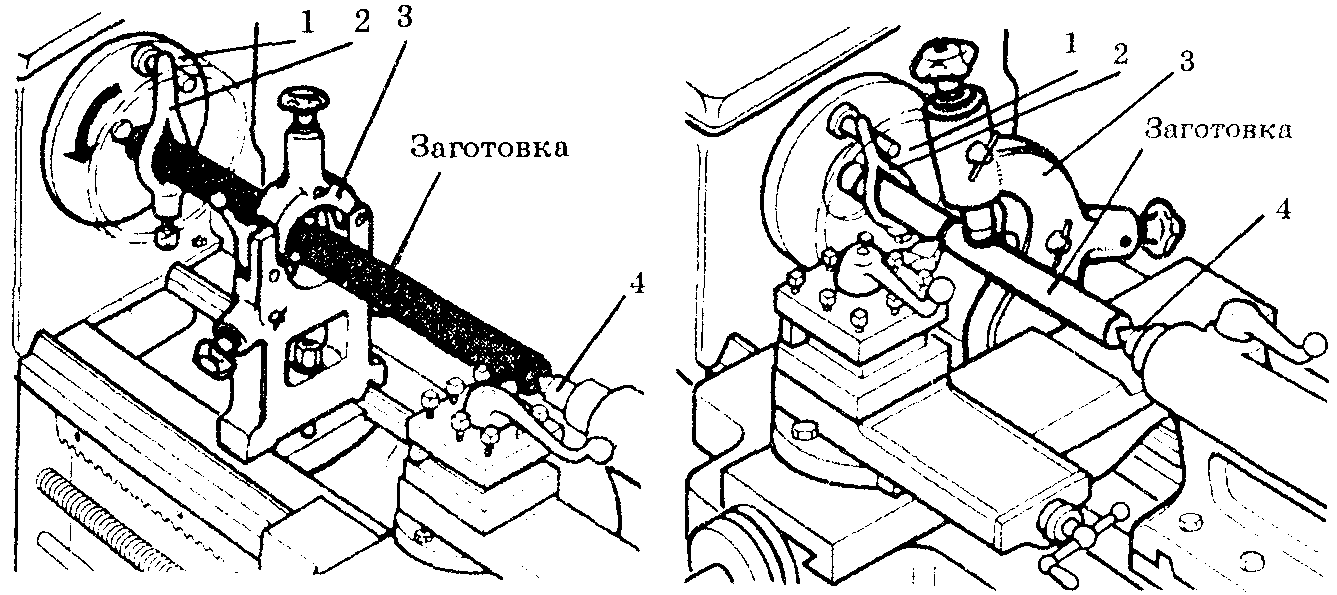
Fig.11. Lavorazione di pezzi lunghi utilizzando un fermo(un) e mobili (b) lunette
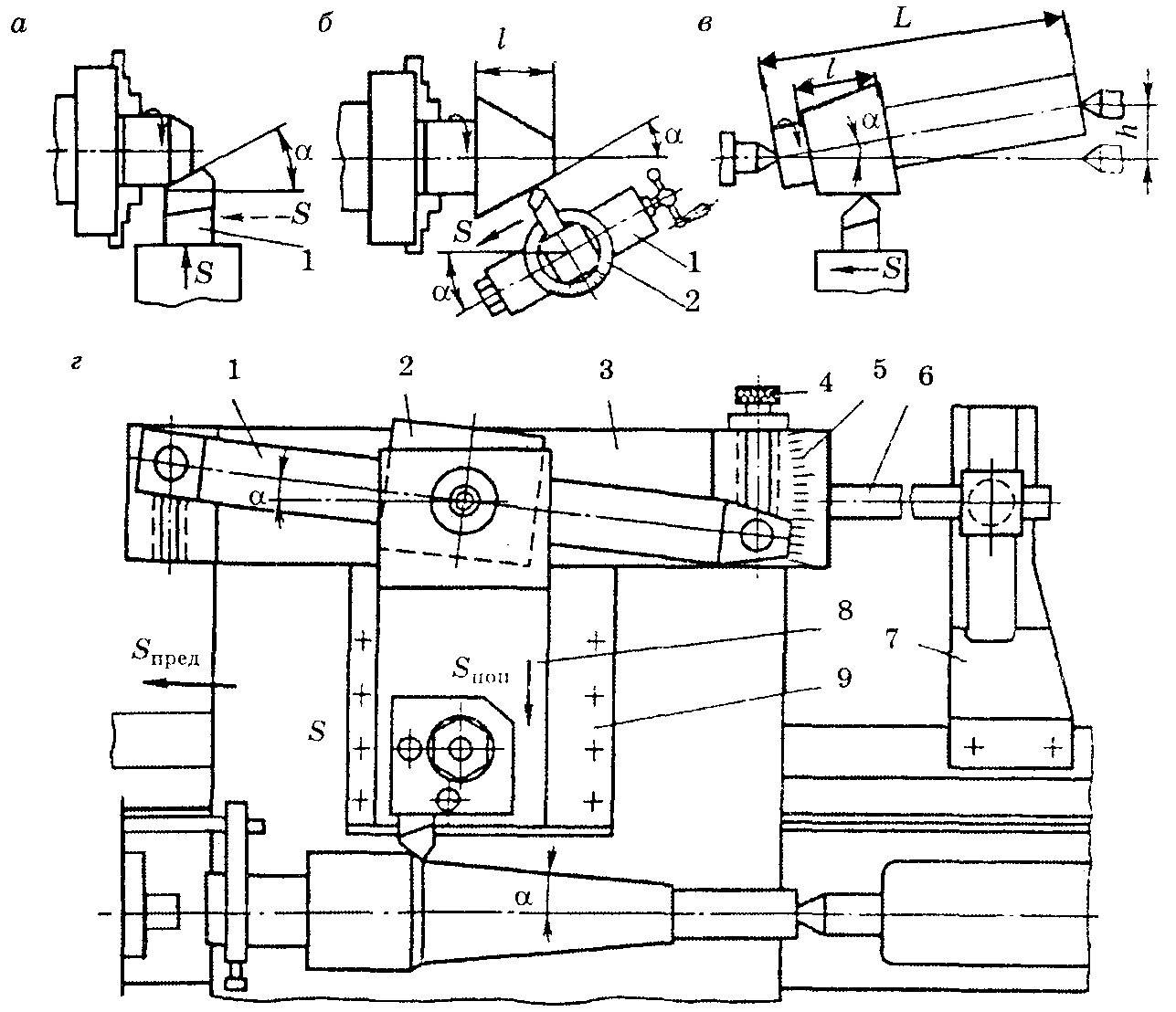
Fig.12. Modi per girare i coni: a - con una taglierina larga, b - ruotando la pinza superiore, in - spostamento del corpo contropunta; G - utilizzando un righello conum, 1 - righello rotante, 2 - cingolato, 3 - righello fisso, 4 - vite, 5 - scala, 6 - asta, 7 - staffa, 8 - slitta, 9 - alloggiamento
dove D e d — diametri delle superfici coniche lavorate, mm; l — altezza cono, mm.
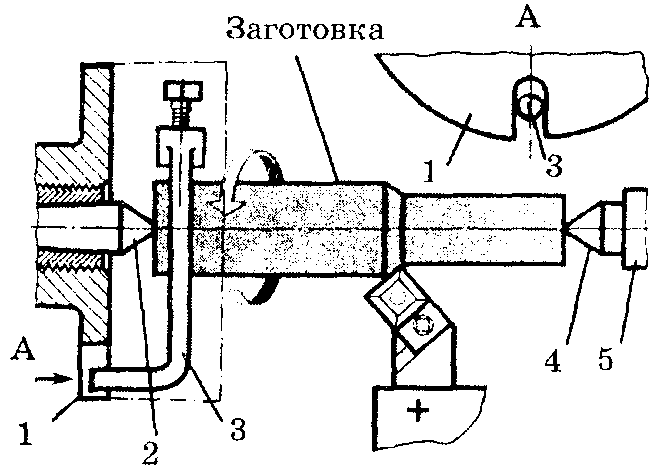
Spostando il corpo della contropunta nella direzione trasversale (Fig. 12, b), rettifica lunghe superfici coniche con un piccolo angolo di cono nella parte superiore (fino a 12 °). In questo caso, lo spostamento del centro posteriore nella direzione trasversale è determinato dall'espressione
dove l — la lunghezza totale del pezzo lavorato, mm.
Il metodo di lavorazione delle superfici coniche usando un righello conico (Fig. 12, G), attaccato al basamento della macchina, permette di ottenere una superficie conica con un angolo in alto fino a 40°. La lavorazione viene effettuata con l'inserimento dell'alimentazione meccanica.
A seconda della forma e delle dimensioni dei pezzi, vari modi le loro chiusure. Quando il rapporto tra la lunghezza del pezzo e il diametro L/D < 4 заготовку закрепляют в патроне. При4 < L/D < 10 заготовку устанавливают в центрах, а при L/D >10 utilizzare le pause fisse.
Un metodo comune è la lavorazione in centri (Fig. 13), in quanto consente di riorganizzare il pezzo da macchina a macchina senza successivo allineamento. Allo stesso tempo, i fori centrali sono preforati alle estremità del pezzo. La forma e le dimensioni dei fori centrali (Fig. 14) sono standardizzate. Una volta installati sulla macchina, i punti dei centri della parte anteriore e delle contropunte della macchina entrano in questi fori.
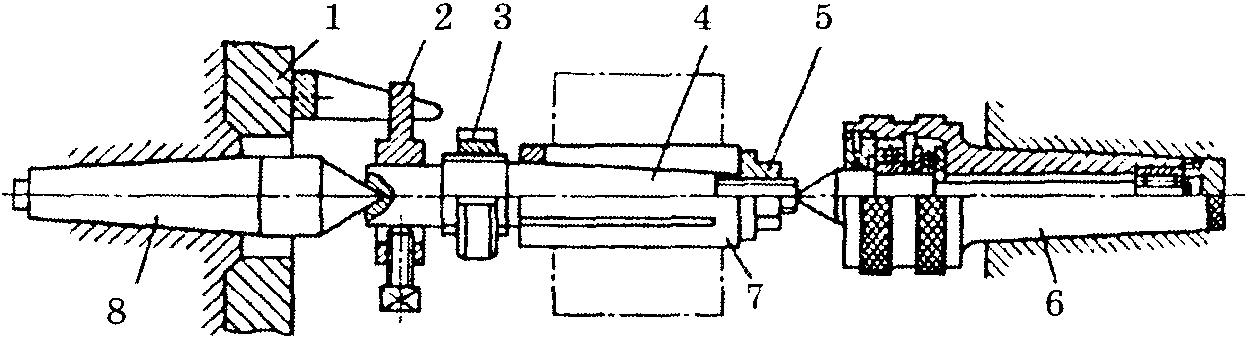
Fig.13. Lavorazione nei centri: 1 - mandrino guida, 2 - collare, 3 - dado, 4 - stelo, 5 - dado, 6 - centro mobile, 7 - manicotto, 8 - centro anteriore
Per trasferire la rotazione dal mandrino della paletta al pezzo, viene utilizzato un mandrino di trascinamento 1 (Fig. 13), impostato
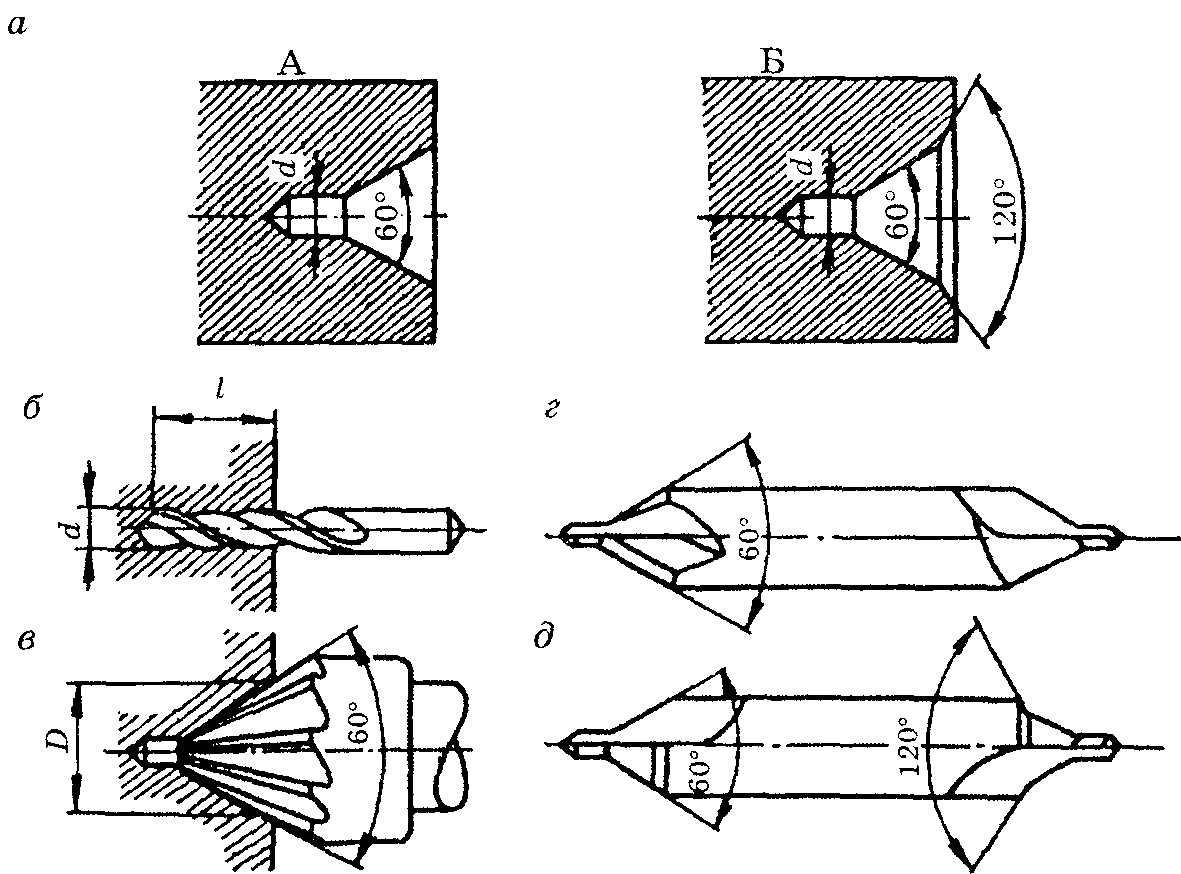
Fig.14. Fori centrali (a) e utensile (b - punta cilindrica, c - svasare, d, d - combinazione di punte)
fuso sul mandrino e morsetto 2, fissato sul pezzo.
I centri sono installati nel mandrino della macchina e nelle canne della contropunta. Il centro montato nel mandrino ruota con il pezzo. Un semplice centro (Fig. 15, a) installato nella penna della contropunta non ruota, quindi si consuma e consuma il foro centrale del pezzo. Per prevenire l'usura, viene utilizzato un centro rotante (vedi Fig. 7). A volte usato: tagliare il centro quando si taglia l'estremità; centro inverso (Fig. 15, b) quando si girano pezzi di piccolo diametro (fino a 5 mm).
![]()
Fig.15. Centri di tornitura: a - centro semplice (1 - cono, 2 - collo, 3 - cono, 4 - gambo); b - centro inverso
Così come altri lavori che potrebbero interessarti |
|||
| 58029. | Completamento della formazione degli imperi coloniali mondiali. Le relazioni internazionali nell'ultimo terzo del XIX secolo | 122KB | |
| Obiettivi: Formare un'idea dell'India nella seconda metà del XIX secolo; conoscere i principi della politica coloniale britannica in India; rivelare le ragioni del corso e dei risultati della rivolta dei sepoy; formulare i propri giudizi sull'ideologia del fardello dell'uomo bianco... | |||
| 58030. | India. Culturale - caratteristiche storiche. Caratteristiche economiche e geografiche | 118KB | |
| Scopo: formare le idee generali degli studenti sulla cultura e le caratteristiche economiche dell'India; migliorare le capacità degli studenti di selezionare e analizzare autonomamente il materiale; continuare la formazione di abilità per generalizzare e trarre conclusioni; coltivare la responsabilità... | |||
| 58031. | Vecchia India | 78,5 KB | |
| La parola del lettore: Shanovnі uchnі shogodnі mi con te pomandruєmo su Skhid a tsіkavoї i enigmatico Іndії. Introduzione di nuovo materiale Posizione geografica di India Robot con una mappa. | |||
| 58032. | Zastosuvannya dієprikmetnik come forma speciale di dієslіv a difesa dei progetti "Particolarità della sorveglianza dietro lo schermo di pidlіtkіv" | 1,94 MB | |
| META: trasformarsi in apprendimento dell'amore prima di trasformarsi in lingua ucraina; Creo un'iniziativa e una visione di allestimento per migliorare e tutelare la vostra salute; sviluppare la capacità di apprendimento di discenti e discenti a comunicare in modo comunicativo attraverso la lingua in diverse situazioni di vita... | |||
| 58033. | Compiti semplici e pieghevoli per includere dimensioni su unità di area | 58,5 KB | |
| Tsіlі: osvіtnі: forma il numero di intelligenti e principianti, più intelligenti risolvono problemi, analizzano problemi matematici; sviluppo: sviluppare idee logiche e algoritmiche, conoscenze e capacità intellettuali, stimolare lo sviluppo dell'apprendimento per argomentare la propria opinione... | |||
| 58034. | Implementazione dell'integrale alla modellazione dei processi | 2,54 MB | |
| Inizialmente: approfondire e sistematizzare le conoscenze degli studenti con i temi “Studio integrale e yoga”; acquisire conoscenze consolidate sul cambiamento geometrico, fisico ed economico dell'integrale; formare la consapevolezza dei nuovi arrivati degli studenti in modo indipendente per sistematizzare e approfondire le conoscenze ... | |||
| 58035. | Applicazione dell'integrale | 107KB | |
| Scopo: generalizzare e sistematizzare le conoscenze sul tema Applicazione dell'integrale. Attualizzazione delle conoscenze di base Definizione di antiderivata; Definizione dell'integrale indefinito; Definizione dell'integrale... | |||
| 58036. | DESCRIZIONE DELL'INTEGRALE DESIGNATO | 558,5 KB | |
| Acquisire conoscenze consolidate sul cambiamento geometrico e fisico dell'integrale. L'insegnante pronuncia la fine del discorso in modo che la formulazione della fermezza sia vera: Il trapezio curvilineo si chiama Diya è avvolto alla differenziazione Prima per una e le altre funzioni sono solo rivisitate ... | |||
| 58037. | conquista araba. Istituzione del Califfato Arabo | 248,5 KB | |
| Ripassa la storia della creazione Califfato arabo e l'emergere dell'Islam, per conoscere le più brillanti conquiste della cultura islamica; migliorare le abilità nel lavorare con una mappa storica | |||
Sul Tokarno macchina da taglio a vite semplice principio di funzionamento: il pezzo, che è bloccato in posizione orizzontale, inizia a ruotare e la fresa, che è mobile, non viene rimossa materiale desiderato. Ma per attuare questo principio è necessario un meccanismo, che consiste in un largo numero elementi abbinati con precisione. I torni uniscono nove tipi di macchine utensili, che si differenziano in vari modi: nella disposizione progettuale, nello scopo, nel grado di automazione.
L'uso di speciali dispositivi aggiuntivi sulle macchine (per fresatura, rettifica, foratura radiale) amplia notevolmente la funzionalità tecnologica dell'attrezzatura.
I torni, automatici e semiautomatici, si dividono in verticali e orizzontali, a seconda della posizione del mandrino, che porta un'attrezzatura per l'impostazione del pezzo da lavorare del pezzo in lavorazione. Le macchine verticali vengono utilizzate principalmente per la lavorazione di pezzi di grandi dimensioni e peso, ma di piccola lunghezza. I torni più famosi dell'epoca Unione Sovietica- 16K20 e 1K62. Il tornio è progettato per lavorare materiali mediante taglio al fine di ottenere parti sotto forma di corpi di rivoluzione. Oggi ci sono diversi tipi principali di torni. La tecnica del gruppo di tornitura più versatile è torni a vite utilizzato nella produzione su piccola scala. E i torni a vite, a loro volta, sono anche divisi in tipi:
Dispositivo per tornio a vite
Tornio a vite ha il suo dispositivo individuale. Il corpo principale dell'attrezzatura è fisso e lo strumento inizia il suo lavoro premendo le teste speciali. La parte che si ottiene durante la lavorazione può essere utilizzata in tali operazioni. Ora molte persone credono che l'uso di un tornio a vite non sia ottimale. La lavorazione dei materiali può essere aumentata ed eseguita con maggiore efficienza. Ma l'elemento ricevuto dai produttori dopo il lavoro è solitamente soddisfatto.Tornio a vite - assi
Tornio a vite ad asse Questa è un'attrezzatura abbastanza nuova. Tuttavia, è già riuscito a guadagnare popolarità tra gli specialisti del settore industriale. Il tornio ad asse, altrimenti noto come RAM, combina le caratteristiche degli utensili da tornio convenzionali con una penna in stile asse.Al tornio di questo tipo il principio di funzionamento è abbastanza semplice e comprensibile anche a chi non ha mai conosciuto l'industria. Nel momento in cui l'attrezzatura viene unita al pezzo da lavorare, inizia a scorrere sulla sua superficie. E così la lavorazione diventa veloce, facile e di alta qualità.
Tornio da taglio a CNC
Questa macchina è in grado di sostituire vecchia vista attrezzatura. Gli utensili multimandrino e gli altri utensili CNC presentano numerosi vantaggi: sono facili da installare e da utilizzare. Una tale tecnica in in toto soddisfa le tendenze dello sviluppo del lavoro odierno.
Le prestazioni dei torni a vite CNC sono molto superiori ad altri tipi esistenti attrezzatura questa classe. Si può notare che le organizzazioni che acquistano tali macchine risolvono i loro problemi di produttività al cento per cento. Un tornio a vite può essere facilmente considerato il più macchina universale da tutte le macchine esistenti del gruppo di tornitura. Viene utilizzato nelle condizioni di produzione su piccola scala e in un unico pezzo di varie parti. Ora, grazie alla sua versatilità, gode molto richiesto in molte organizzazioni che operano nel settore della lavorazione dei metalli.
I torni consentono di lavorare superfici interne ed esterne. La tecnica consente di rettificare parti di varie forme (sagomate, coniche, cilindriche), eseguire operazioni di foratura, alesatura, alesatura, rifilatura estremità, godronatura, filettatura e altre operazioni. Inoltre, la possibilità di utilizzare attrezzature speciali ti darà l'opportunità di eseguire altri lavori. Ad esempio, puoi eseguire fresatura, rettifica, taglio di denti e altro.
Tecnologia di taglio a vite, innanzitutto, è destinato alla produzione singola e su piccola scala. Ma, se necessario, può essere dotato di dispositivi e dispositivi aggiuntivi che consentiranno di espandersi alla produzione di massa. Nella produzione in serie vengono utilizzate macchine semiautomatiche di tornitura e rotazione e macchine automatiche. La manutenzione della macchina prevede la regolazione periodica, l'alimentazione di materiale alla macchina e il controllo dei pezzi.
In una macchina semiautomatica, i movimenti associati all'estrazione e al carico dei fustellati non sono automatizzati. Gestione automatica del flusso di lavoro di tale torni a vite avviene grazie all'albero a camme dove sono installate le camme.
Lo scopo del lavoro: studiare il dispositivo generale di un tornio a vite, strumenti, attrezzature e tipi di lavoro eseguiti sulla macchina; impara a determinare il tempo della macchina durante la svolta.
Attrezzature per il posto di lavoro
1. Tornio a vite.
2. Un set di utensili per tornitura.
3. Attacchi per tornio a vite.
4. Linee guida.
I. Il dispositivo di un tornio a vite
I torni a vite sono macchine ad alte prestazioni e più comuni. La macchina è progettata per la lavorazione di vari metalli e materiali non metallici. Sulla macchina vengono eseguiti tutti i tipi di operazioni di tornitura: tornitura di esterni e alesatura di superfici cilindriche e coniche interne, taglio, foratura, svasatura e alesatura di fori, taglio di filetti vari, ecc. Utilizzando un'idrocopiatrice sulla macchina, è possibile eseguire lavori di tornitura e copiatura. I torni a vite, secondo la classificazione delle macchine per il taglio dei metalli, appartengono al gruppo I, tipo 6 (ad esempio, modello di macchina 16K20).
Sulla fig. 2.1 mostra uno schema di un tornio a vite.
Per l'installazione di tutti i componenti della macchina viene utilizzato un telaio 2 con guide prismatiche longitudinali. Il letto è fissato sui piedistalli. Nel piedistallo sinistro I è montato il motore elettrico dell'azionamento principale della macchina, nel piedistallo destro 12 - un serbatoio per il liquido di raffreddamento e una stazione di pompaggio. La testa motrice 6 è installata sul telaio sopra il piedistallo anteriore, la scatola velocità della macchina e il mandrino cavo sono montati nella testa motrice. I meccanismi e le trasmissioni del cambio consentono di ottenere diverse velocità del mandrino, garantendo così la velocità del movimento principale (V). Sul mandrino sono fissati dispositivi di bloccaggio (mandrino a camme, mandrino guida, rondella piana) per trasmettere la coppia al pezzo in lavorazione. Sul lato anteriore della paletta è presente un pannello di controllo per 5 meccanismi del cambio.
5 6 7 8 9 10 11
Riso. 2.1. Schema di un tornio a vite
Sul lato anteriore del letto, sotto la paletta, è montata una scatola di alimentazione 3. Nella scatola sono montati meccanismi e ingranaggi, che consentono di ottenere diverse velocità di movimento delle pinze. La scatola di alimentazione riceve il movimento rotatorio dal cambio con l'aiuto di ingranaggi intercambiabili, chiamati chitarra, situati sul lato sinistro del telaio nella scatola 4.
Un supporto longitudinale 7 si muove lungo le guide del telaio, fornendo un avanzamento longitudinale alla taglierina (S pr). Un carrello trasversale si muove lungo le guide del supporto longitudinale perpendicolarmente all'asse di rotazione del pezzo, su cui è montato il supporto superiore 9. Il carrello trasversale fornisce un avanzamento trasversale alla taglierina (S p). Il supporto rotante superiore può essere impostato in qualsiasi angolo rispetto all'asse di rotazione del pezzo, necessario durante la lavorazione di superfici coniche.
Sul supporto superiore è montato un portautensile rotante 8 a quattro posizioni, nel quale possono essere installate contemporaneamente quattro lame. Al supporto longitudinale è fissato un grembiule 10. Nel grembiule sono montati meccanismi e ingranaggi che convertono il movimento rotatorio del rullino o vite di comando nel movimento di traslazione delle pinze. Il rullo di scorrimento (con una scanalatura longitudinale scanalata) e la vite di scorrimento (con una filettatura esterna) si trovano lungo il telaio e ricevono il movimento di rotazione dalla scatola di alimentazione. Il meccanismo del grembiule è progettato in modo tale che il movimento della pinza possa essere eseguito sia dal rullo di piombo per una rotazione regolare, sia dalla vite di comando per la filettatura.
La contropunta 11 è installata sul lato destro del telaio e si muove lungo le sue guide. Il cannotto della contropunta può essere dotato di un centro posteriore o di un utensile per la lavorazione di fori (punte, svasatori, alesatori). Il corpo della contropunta è spostato rispetto alla base nella direzione trasversale, necessaria quando si girano le lunghe superfici coniche esterne.
Per garantire le normali condizioni di lavoro, la macchina è dotata di illuminazione individuale e di uno speciale schermo protettivo che protegge il lavoratore da lesioni dovute alla caduta di trucioli.
I torni a vite sono dotati dei seguenti fissaggi e accessori: mandrini, centri, autocentranti, lunette e righelli di copiatura.
Qualsiasi tornio a vite (da tavolo, universale, CNC) è un'attrezzatura con la quale viene eseguita la tornitura di prodotti in metallo e altri materiali.
1 Il dispositivo di un tornio a vite: i componenti e i meccanismi principali
I torni a vite universali consentono di eseguire tipi di lavorazione dei metalli come:
- fori di alesatura;
- tornitura e alesatura di superfici sagomate, coniche, cilindriche;
- alesatura;
- estremità di lavorazione e rifilatura;
- taglio del filo;
- perforazione.
Tutte le macchine di questo gruppo hanno un dispositivo identico. Le loro unità di assemblaggio principali sono i seguenti nodi:
- calibro;
- anteriore e;
- riduttore;
- letto;
- mandrino;
- apparecchiature di avviamento elettrico;
- armadietti;
- ingranaggi per chitarra di tipo intercambiabile;
- rullo da corsa;
- grembiule;
- riduttore;
- vite di comando ( è la sua presenza che distingue un'unità di tornitura a vite da una tornitura convenzionale).
È interessante notare che tutti gli elementi costitutivi delle macchine in esame non solo hanno lo stesso scopo e nome, ma si trovano anche negli stessi luoghi.
Ciò significa che l'unità 16K20, prodotta dalla fabbrica proletaria di Krasny negli anni '70, e dalla Chelyabinsk Stankomash OJSC sono simili tra loro, come due fratelli. Anche lo schema di un tornio a vite con un numero gestione del programma(ad esempio) differisce dai modelli precedenti solo per la presenza di questo stesso CNC.

Oltre alle unità principali, le unità del gruppo tagliavite dispongono di una serie di maniglie di comando con le quali l'operatore esegue il proprio lavoro sulla macchina. Sono disponibili le seguenti maniglie:
- variazioni della velocità del mandrino;
- impostare il passo e l'avanzamento del filo da tagliare;
- installazione di passo del filetto aumentato o normale;
- movimento (longitudinale e trasversale) della slitta;
- movimento della slitta superiore;
- avviare e disabilitare la vite di comando (i suoi dadi);
- scelta del verso di esecuzione del filo (destra o sinistra);
- avviare e arrestare il motore elettrico principale;
- fissazione della penna;
- avviare l'avanzamento longitudinale automatico;
- movimento della penna (questa maniglia è solitamente chiamata volante);
- iniziare e interrompere l'alimentazione;
- passare la pinza alla modalità di movimento rapido;
- fissaggio della contropunta;
- arresto del mandrino e cambio di direzione dato elemento macchina.
2 Principi di classificazione degli aggregati del gruppo autofilettante
L'apparecchiatura descritta è suddivisa in più tipologie in base a tre caratteristiche tecniche:
- peso della macchina;
- la lunghezza massima del prodotto che può essere lavorata su una determinata unità;
- il diametro massimo del pezzo che la macchina può movimentare.
La lunghezza massima del pezzo lavorabile dipende dalla distanza tra i centri del tornio. Riga sezioni massime la lavorazione per l'attrezzatura che stiamo considerando inizia con un diametro di 100 millimetri e termina con un diametro di 4.000 millimetri. È importante sapere che macchine diverse con la stessa sezione ammissibile del pezzo sono spesso caratterizzate da diverse lunghezze del pezzo.
In base al peso, tutte le attrezzature per il taglio delle viti sono suddivise in quattro classi:
- fino a 400 tonnellate - macchine pesanti ( diametro maggiore le parti per la lavorazione in esse sono 1600–4000 mm);
- fino a 15 tonnellate - grande (il diametro varia da 600 a 1250 mm);
- fino a 4 tonnellate - medio (da 250 a 500 mm);
- fino a 0,5 tonnellate - leggero (da 100 a 200 mm).

Le macchine leggere sono generalmente intese come le loro modifiche desktop utilizzate dagli artigiani domestici per scopi privati e piccole imprese:
- sezioni sperimentali e sperimentali di impianti;
- aziende di orologi;
- società di strumenti.
Le unità pesanti e di grandi dimensioni sono solitamente utilizzate nell'energia e nell'ingegneria pesante. Sono anche utilizzati per l'elaborazione speciale di vari meccanismi:
- rotori di turbine;
- coppie di ruote di vagoni ferroviari;
- elementi negli impianti metallurgici.
La maggior parte delle operazioni di tornitura vengono eseguite su installazioni relative a gruppo medio. Rappresentano circa l'80 percento di tutto il lavoro di lavorazione dei metalli. Consentono di eseguire operazioni di semifinitura e rifinitura, di tagliare fili di varia natura.
Il design di tali macchine è caratterizzato da un'ampia gamma di avanzamenti dell'utensile di lavoro e velocità del mandrino, rigidità sufficiente. Sono dotati di motori elettrici di potenza accettabile, che consentono di lavorare metallo e altri prodotti in modalità molto economiche utilizzando strumenti realizzati con leghe superdure e materiali duri.
Inoltre, le unità di peso medio sono dotate di molti dispositivi speciali per espandere il loro potenziale tecnologico. Tali "campane e fischietti" aumentano la qualità della lavorazione del pezzo sulle unità di tornitura e facilitano il lavoro dei tornitori. Grazie a questi dispositivi, le macchine diventano molte volte più automatizzate e comode da usare.
I torni con controllo del programma (CNC) nell'URSS sono stati realizzati abbastanza attivamente. La produzione di tali macchine è stata effettuata dallo stabilimento di Leningrado (modello LA155), Kuibyshev (16B16) e altri. Le macchine a controllo numerico sono comunemente utilizzate grandi imprese nella lavorazione multi-operativa di una vasta gamma di prodotti che vengono prodotti in piccoli lotti(non più di un paio di centinaia di pezzi). L'elevata ripetibilità della lavorazione dei metalli e i brevi tempi di cambio formato rendono le macchine CNC indispensabili in questa situazione.
3 Metodi comuni di lavoro sulle macchine del gruppo troncatrici
Il più delle volte acceso attrezzatura di tornitura produrre la lavorazione (mediante frese) di superfici esterne cilindriche. In questo caso, la parte viene inserita nella cartuccia con un margine compreso tra 7 e 12 millimetri (è inteso che la lunghezza richiesta del prodotto sarà inferiore esattamente al valore specificato). La necessità di una tale "riserva" è dovuta al fatto che il tornitore dovrà tagliare il pezzo finito e elaborarne le estremità.
![]()
Per tagliare l'estremità, utilizzare taglierine persistenti o diritte e taglierine. Lo strato di metallo dalla superficie terminale viene rimosso spostando tramite taglierina in direzione trasversale. Se viene utilizzato uno strumento di incisione, la parte viene lavorata dal suo centro in direzione longitudinale. Per eseguire l'operazione di rifilatura e tornitura di piccole sporgenze sul prodotto, viene solitamente utilizzata una fresa a spinta.
Quando un tornio a vite esegue una procedura di scanalatura sull'esterno di un pezzo, l'operatore utilizza speciali strumenti di scanalatura. Funzionano con loro a basse velocità (rispetto alla procedura per il taglio delle estremità, la velocità del mandrino è impostata 4-5 volte inferiore). Allo stesso tempo, le scanalature vengono tagliate senza alcuno sforzo, nel modo più fluido e morbido possibile.

Lo stesso principio si applica al taglio. prodotto finito. Questa operazione è completata nel momento in cui la sezione del ponte sul pezzo è di circa 2,5 millimetri. Successivamente, l'unità si ferma, la taglierina viene rimossa dallo slot e quindi il prodotto si interrompe semplicemente.
Consigliamo anche
 Eroi pionieri nella presentazione dei pionieri della Grande Guerra Patriottica Eroi della Guerra Patriottica
Eroi pionieri nella presentazione dei pionieri della Grande Guerra Patriottica Eroi della Guerra Patriottica
 Presentazione "Formazione della postura nei bambini in età prescolare Igiene della corretta presentazione della postura per i bambini
Presentazione "Formazione della postura nei bambini in età prescolare Igiene della corretta presentazione della postura per i bambini
 Scienze del corpo umano
Scienze del corpo umano
 Presentazione "storia e prospettive per lo sviluppo della robotica"
Presentazione "storia e prospettive per lo sviluppo della robotica"
 Il valore della lotta della Russia con la Polovtsy
Il valore della lotta della Russia con la Polovtsy
 Asia e Africa dopo la seconda guerra mondiale
Asia e Africa dopo la seconda guerra mondiale