Trapano. Trapano - sull'attrezzatura indispensabile da tutte le angolazioni
Produzione e tecnologie industriali
Macchina 2H135 fig. La tabella 2 ha scanalature a T per il fissaggio di dispositivi o parti della morsa. Riso. Breve specifiche tecniche macchina utensile 2Н135 Dimensioni della superficie di lavoro della tavola mm larghezza x lunghezza 450x500 Il più grande diametro di foratura nell'acciaio mm 35 Cono Morse del mandrino n. 4 Il più grande movimento verticale della tavola mm 300 Numero di passi di velocità del mandrino 12 Velocità del mandrino min1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Numero di passi di avanzamento del mandrino 9 Avanzamenti del mandrino mm rev 01; 014; 02;...
Il dispositivo di una perforatrice verticale e la sua impostazione per la lavorazione dei fori
Obbiettivo: conoscere lo scopo, il dispositivo e lo schema cinematico di una perforatrice verticale, gli strumenti di lavorazione e taglio dei fori utilizzati, l'impostazione e la regolazione della macchina.
Attrezzature e materiali.Foratrice verticale, morsa a macchina, billetta in acciaio StZ taglia 100 x 150 x 50 mm; trapani 015; 28 mm; svasare 029, 75; alesatori 029, 95 e 30 H7; svasare 030 mm; boccole adattatrici con cono Morse KM4-3; 4-2; calibri; standard di rugosità.
Le foratrici verticali sono progettate per produrre fori in pezzi di metallo pieno utilizzando trapani e la loro successiva lavorazionesvasatori, alesatori, svasatori, svasatori, maschi, frese,strumenti combinati nelle condizioni di produzione individuale e su piccola scala.
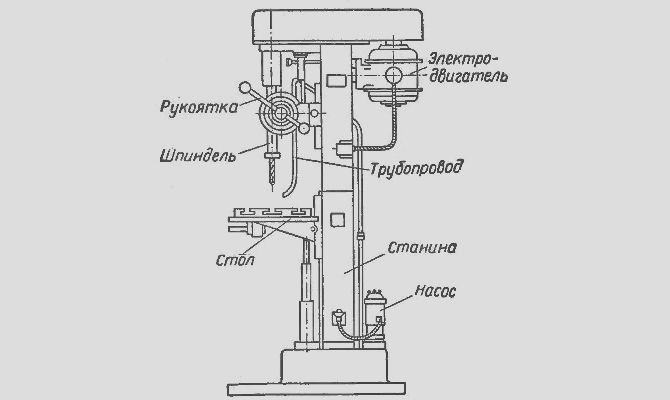
La macchina 2H135 (Fig. 1) ha i seguenti componenti principali: piastra 1, colonna 3, tavola 2, paletta 6. L'utensile da taglio è fissato nel cono interno (Morse n. 4) del mandrino 4. La piastra 1 è la base del la macchina e la sua cavità interna è il serbatoio del refrigerante. Le colonne di guida verticali 3 consentono di spostare la paletta 6 e la tavola 2 in una posizione comoda per il lavoro. Per bilanciare la paletta all'interno della colonna, viene sospeso un carico. La tabella 2 ha scanalature a T per il fissaggio di una morsa, un'attrezzatura o un pezzo. Sulla paletta b è presente un motore elettrico e meccanismi per l'azionamento del movimento principale e degli avanzamenti, meccanismi per l'accensione della rotazione del mandrino, un mandrino e comandi della macchina.
Fig. 1. Foratrice verticale 2H135
Per eseguire un foro, ruotando il volantino 5 "verso se stesso", abbassare il mandrino. L'avanzamento del mandrino viene attivato automaticamente quando la punta è appoggiata al pezzo. La profondità di foratura è regolata dalla camma 12, infilando dalla camma 14. Le camme sono disposte lungo l'arto 13. Il mandrino si solleva ruotando il volantino 5 "verso se stesso". Questo disabilita l'avanzamento del mandrino.
La maniglia 7 include la velocità del mandrino richiesta. La maniglia 11 include l'alimentazione desiderata. La macchina è collegata alla rete tramite l'interruttore 9 e il liquido di raffreddamento viene fornito dall'interruttore 10. I pulsanti di controllo 8 consentono di accendere o spegnere il mandrino.
Brevi caratteristiche tecniche della macchina
2Н135
- Dimensioni del piano di lavoro del tavolo,
mm (larghezza x lunghezza) 450 x500
- Diametro massimo di foratura
in acciaio, mm 35
- Mandrino cono morse№4
- Massimo movimento verticale
tavola, mm 300
- Numero di passi di velocità del mandrino 12
- Velocità del mandrino, min-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Numero di passi di avanzamento del mandrino 9
- Avanzamento mandrino, mm/giro 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- La potenza del motore elettrico dell'azionamento del movimento principale, kW 4 Lo schema cinematico della macchina è mostrato in Fig.2. Catena
il movimento principale collega il motore elettrico ml con mandrino U1 tramite un riduttore con blocchi 25-30-35, 35-42, 50-15. L'equazione di equilibrio della catena cinematica dell'azionamento del movimento principale:

La macchina può essere impostata su 12 diverse velocità del mandrino nella gamma p w = 31,5-1400 giri/min,
Gli avanzamenti verticali vengono effettuati per ogni giro del mandrino e del manicotto dalla ruota z \u003d 34. Questa catena è composta da ingranaggi permanenti 34/60 e 10/54, ingranaggi del cambio con blocchi 16-31-45 e 26-31-36, giunto M2, frizione di sicurezza M3, ingranaggio a vite senza fine 1/60 e pignone e cremagliera ingranaggio 2 = 13, che muove la rotaia t = 3 mm e il manicotto 4 del mandrino.
L'equazione di equilibrio per questa catena cinematica è:

La macchina può essere impostata su nove diversi avanzamenti nell'intervallo s p \u003d 0,1-1,6 mm / giro.
Il mandrino viene spostato manualmente ruotando il volantino con un avanzamento
S in = 122,46 mm / giro.
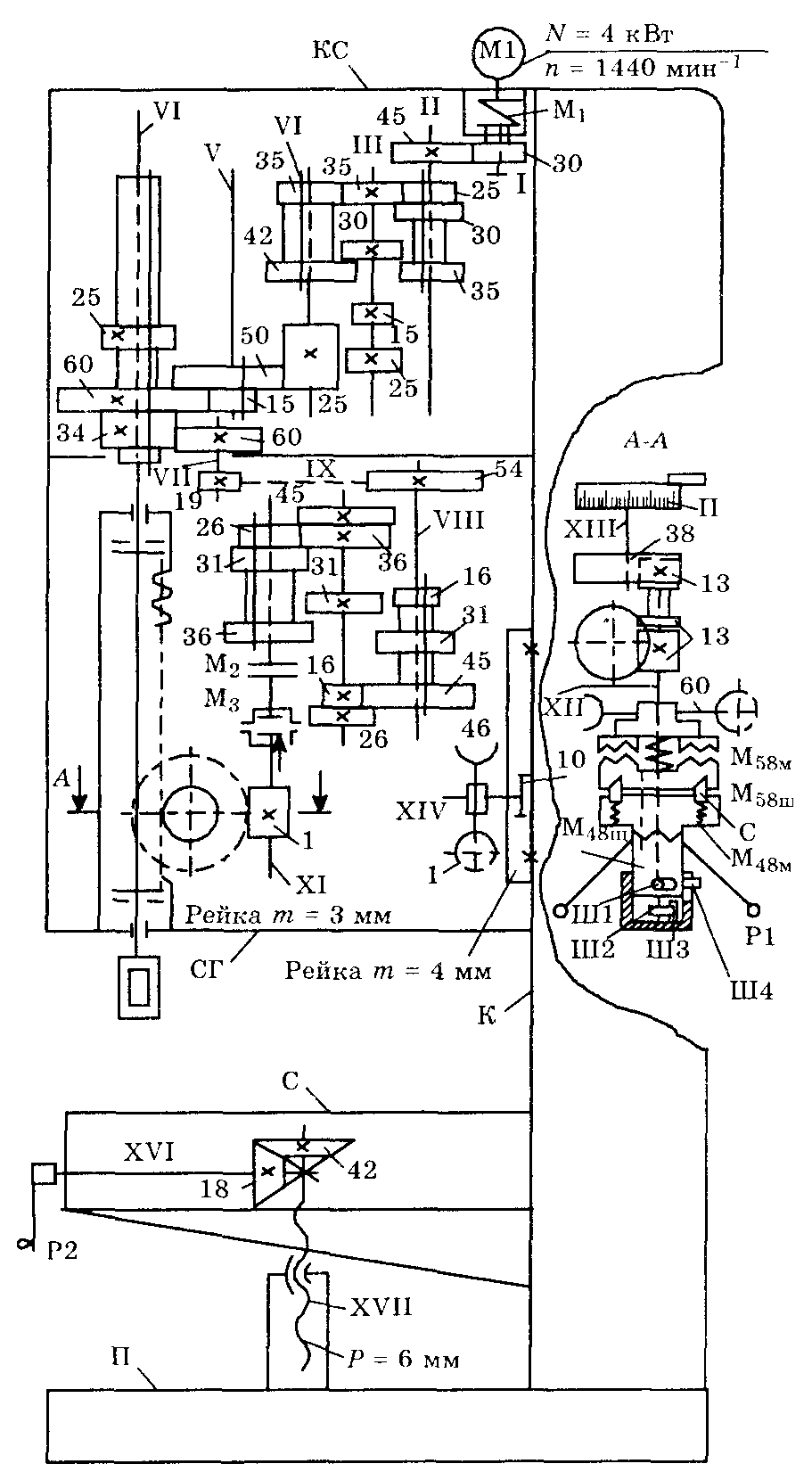
Fig.2. Schema cinematico di una perforatrice verticale 2N135
Formazione di fori su perforazione verticale
macchine utensili
Sulle perforatrici verticali, per la formazione di fori vengono utilizzati i seguenti metodi.
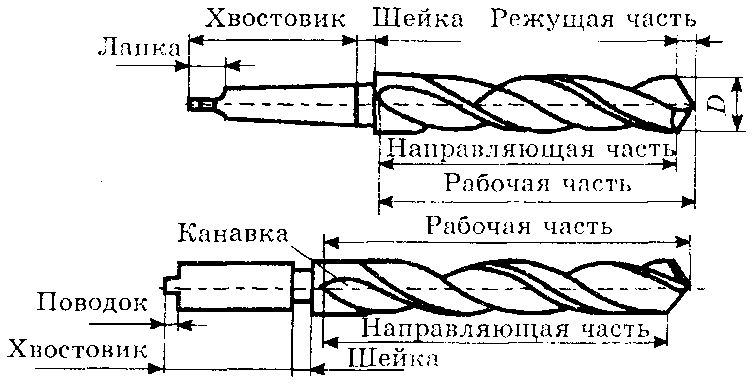
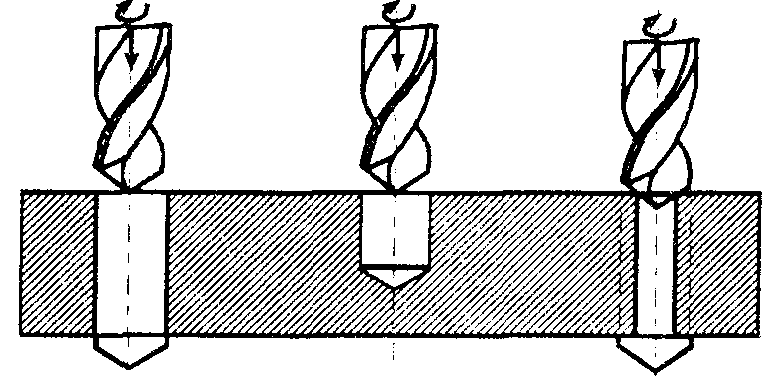
1. Foratura nel metallo pieno e alesatura con punte elicoidali, a vanga e a coclea (Fig. 3, a B C) Le punte elicoidali vengono utilizzate per realizzare fori di diametro d = 0,3-85 mm e profondità fino a 10 d, piuma - diametro d = 6...40, vite - con un diametro d= 5...20 per buche fino a 30 di profondità d. La perforazione fornisce 14-12 qualità di precisione e rugosità superficiale di 12-25 micron.Una punta elicoidale (Fig. 4) è uno strumento a due denti ed è costituito da una parte di lavoro, un collo, un gambo cilindrico o conico e un piede. La parte di lavoro è costituita da una parte tagliente con due taglienti principali, una parte tagliente trasversale (ponte) e una parte guida con due
bordi ausiliari (nastri) sulla superficie elicoidale dei denti e scanalature per l'uscita del truciolo. Il trapano a spatola è una lama a uno o due stadi e viene utilizzato in condizioni di lavoro difficili. Il trapano a coclea ha un profilo scanalato triangolare e superfici anteriori e posteriori piatte.
2. Svasatura di fori ricavati da fusioni, fucinati o tranciati o precedentemente realizzati mediante svasatori pieni e conchiglia. La svasatura è un utensile a 3 o 4 denti, che fornisce un migliore centraggio del foro e una maggiore rigidità. Il margine di alesatura è 0,5-3 mm. Durante la svasatura sono garantiti 11 gradi di precisione e rugosità superficiale R a = 3,2-6,3 µm.
3. Disposizione (Fig. 5) di fori precisi mediante alesatori: manuali oa macchina, cilindrici, conici ea gradini; con scanalature dritte ed elicoidali, taglio destro e sinistro. L'alesatore ha 6-12 denti,
elevata rigidità. Il margine di alesatura è: con uno sformo 0,15-0,5 mm; finitura - 0,05-0,15 mm. Fornito 9-7 qualità di precisione e rugosità superficiale, RA = 0,8-1,6 µm o meno.
4. Svasatura e svasatura - lavorazione del conico (Fig. 6, a, b) e estremità (Fig. 6, c) superfici di fori e "borchie montanari" (Fig. 6, G).
5. Alesatura con frese per alesatura fissate in mandrini terminali.
6. Filettatura con maschi a macchina, i tipi di maschi sono mostrati in Fig. 8.
 7. Metodo di deformazione plastica con l'ausilio di rulli di laminazione e dispositivi di calibrazione
7. Metodo di deformazione plastica con l'ausilio di rulli di laminazione e dispositivi di calibrazione
Fig.3. Foratura e alesatura di fori Riso. 4. trapano elicoidale

Fig.5. Eseguire fori con alesatori

Fig.6. Modelli di fori


Fig.7. Schema dei fori con una fresa (a) e un blocco flottante (b)
Fig.8. Tipologie di maschi: a - manuali (n. 1 - tiraggio, n. 2 - medi, n. 3 - finitura), b - manuali a macchina, c - macchina, d - conico
8. Lavorazione con utensili combinati: punta elicoidale, trapano svasatore, trapano maschio, trapano alesatore, ecc.
Taratura macchina per lavorazione fori 03OH7
Sagomatura del foro, 03OH7 (7 gradi di precisione) con rugosità superficiale RA = 1,6 µm in metallo pieno, si consiglia di eseguire nella sequenza:
- praticare un foro con una punta elicoidale 015 mm;
- praticare un foro con un trapano 028 mm;
- foro di svasatura con svasatura 029,75 mm;
- spazzata ruvida 029,95 mm;
- alesatura fine con alesatore 03OH7.
Le condizioni di lavorazione per il foro 03OH7 sono riportate nella Tabella 1.
Tabella 1
Condizioni di elaborazione

Così come altri lavori che potrebbero interessarti |
|||
| 79178. | Tecnica e tecnoscienza nel contesto dei moderni studi globali. La tecnica come strategia comunicativa della modernità | 28KB | |
| Tecnica e tecnoscienza nel contesto dei moderni studi globali. La tecnica come strategia comunicativa della modernità. senso ampio concetti di tecnologia: una tecnica artificiale o organizzata che migliora, migliora o facilita l'azione, una tecnica di scrittura, una tecnica di nuoto, una tecnica di domande, ecc. La natura creativa della tecnologia, tutta la loro diversità; in termini di... | |||
| 79180. | Aspetto etico dello sviluppo della tecnologia e della tecnoconoscenza. Dimensione morale dell'attività scientifica e della progettazione tecnica, il problema della libertà e della responsabilità | 15,99 KB | |
| Aspetto etico dello sviluppo della tecnologia e della tecnoconoscenza. Allo stesso tempo, il progresso della scienza e della tecnologia offre alle persone non solo vantaggi, ma molte scoperte minacciano l'esistenza dell'umanità e tutta la vita sulla Terra. 2 livelli di percezione della tecnologia: Positivo. | |||
| 79181. | Concetti teologici della tecnologia. La tecnica come parte dell'esperienza religiosa, correlazione della tecnoscienza con il fenomenico e il noumeno | 12,83 KB | |
| Concetti teologici della tecnologia. Il concetto di tecnologia come incontro con Dio Friedrich Dessauer 1881-1963. Opere Cultura tecnica 1908 Filosofia della tecnologia. Il problema della realizzazione 1927 Anima nella sfera della tecnologia 1945 e Controversie intorno alla tecnologia 1956. | |||
| 79182. | Aspetti filosofici delle innovazioni tecniche. Invenzione tecnica e scoperta scientifica nella loro relazione | 33KB | |
| Molto spesso, parlando di innovazioni, significano la scoperta di nuovi fenomeni, tanto clamorosi quanto del tutto ordinari. Tra le novità va considerata anche l'introduzione di nuovi concetti e nuovi termini. Si può parlare, ad esempio, di modificare i programmi di ricerca, compresa la creazione di nuovi metodi e mezzi di ricerca e di modificare i programmi dei metodi di raccolta, di sollevare nuove domande sulla scoperta o l'evidenziazione di nuovi fenomeni, sull'emergere di nuovi modi di sistematizzare conoscenza. | |||
| 79183. | Discorso ecologico della tecnoscienza | 29,5 KB | |
| Problemi di conseguenze sociali negative e di altro tipo della tecnologia I problemi di autodeterminazione etica di un ingegnere sono sorti sin dal momento stesso dell'emergere della professione di ingegnere. Oggi l'umanità si trova in una situazione fondamentalmente nuova, in cui la disattenzione ai problemi delle conseguenze dell'introduzione di nuove apparecchiature e tecnologie può portare a risultati negativi irreversibili per l'intera civiltà e la biosfera terrestre. Inoltre, siamo in quella fase di sviluppo scientifico e tecnologico in cui tali conseguenze sono possibili e necessarie per prevedere almeno in parte e ... | |||
| 79184. | Tecnica e tecnoscienza nell'ambito del paradigma sinergico. La tecnologia come sistema auto-organizzante | 22,5 KB | |
| Sherrington chiamava azione concertata sinergica o integrativa sistema nervoso midollo spinale nel controllo dei movimenti muscolari. Zabusky nel 1967 giunse alla conclusione sulla necessità di un approccio sinergico unificato, intendendo con questo l'uso congiunto dell'analisi convenzionale e della matematica delle macchine numeriche per ottenere soluzioni a domande ragionevolmente poste sul contenuto matematico e fisico di un sistema di equazioni. Approccio sinergico nelle scienze naturali Principi di base La natura è strutturata gerarchicamente in ... | |||
| 79185. | Tecnica e tecnoscienza nelle teorie futurologiche. Caratteristiche dello sviluppo della tecnologia in una società postindustriale | 15,58 KB | |
| Il concetto di società dell'informazione è una sorta di teoria della società postindustriale. Capitale e lavoro come basi della società industriale stanno cedendo il passo all'informazione e alla conoscenza società dell'informazione. La teoria della società tecnotronica secondo Z. Brzezinski è un concetto sociologico basato sul fatto che le nuove tecnologie e l'elettronica sono un fattore decisivo nei cambiamenti socio-economici e nel progresso sociale della convergenza vari sistemi e predeterminare l'ingresso della società nell'era tecnotronica. | |||
| 79186. | Discorso filosofico della tecnologia e della tecnoconoscenza, sua essenza, soggetto e specificità nel sistema generale della conoscenza filosofica. Filosofia della scienza e filosofia della tecnologia nel loro rapporto | 38KB | |
| Qui si intrecciano diversi percorsi critici di sviluppo delle scienze naturali e delle tecnoscienze: sviluppo della teoria della somiglianza sviluppo di nuove forme di somiglianza processi fisici anche sulla base dei principi di simmetria dei processi di sviluppo in natura calibrati a spirale dalle serie di fibbonacian, lo sviluppo di tecnologie di modellizzazione ibrida, anche sulla base della teoria dei sistemi intelligenti ibridi di V. Wenda; sviluppo della modellazione termodinamica e da essa derivata sinergica; sviluppo della teoria della pianificazione degli esperimenti basata su... | |||
Trapano– attrezzatura ideale per la foratura ad alta precisione. Questo era il suo scopo originale. Sulle moderne attrezzature di perforazione, non solo vengono realizzati fori di sezione perfettamente rotonda con un diametro fino a 100 mm, ma anche, utilizzando gli appositi dispositivi e strumenti, vengono eseguite molte altre operazioni.
1 Scopo, dispositivo e principio di funzionamento delle macchine perforatrici
Lo scopo principale della perforatrice è realizzare fori (passanti e ciechi) in pezzi e prodotti realizzati vari materiali rimuovendo i trucioli utilizzando trapani come utensili da taglio. La parte del leone dell'intera flotta di questo tipo di apparecchiature è costituita da varie macchine industriali e solo un piccolo numero di tipi sono domestici, utilizzati solo per lo scopo previsto, per scopi personali o educativi. Le apparecchiature industriali possono eseguire altre operazioni oltre alla perforazione, che verranno descritte di seguito.
Il dispositivo generale di una perforatrice e il principio del suo funzionamento sono più facili da smontare usando l'esempio dei tipi domestici di questa attrezzatura. Tutti sono abbastanza compatti e ideali per l'uso nell'officina di casa. è progettato per l'installazione su un tavolo o qualsiasi altra elevazione che offre facilità d'uso e appartiene alla perforazione verticale. Questo è il tipo di attrezzatura più comune in termini di design.
Il design di una perforatrice domestica comprende i seguenti elementi principali:
- una testa del mandrino con un mandrino fissato al suo interno;
- una testa di foratura in cui sono installati una testa mandrino e un motore elettrico a cinghia;
- una colonna verticale su cui è fissata la testa di perforazione;
- telaio massiccio: un supporto piatto in metallo fuso (acciaio o ghisa) e che garantisce la stabilità della macchina, a cui è fissata rigidamente la cremagliera.
Il trapano può essere semplicemente installato con un letto sul tavolo o ulteriormente imbullonato attraverso i fori del supporto al banco di lavoro.
La perforazione sulla macchina e quando si utilizzano attrezzature industriali e altre operazioni vengono eseguite a causa dei movimenti principali e ausiliari del mandrino, rispettivamente di rotazione e movimento di traslazione dell'avanzamento.
Avanzamento verticale: il mandrino si sposta dall'alto verso il basso. Pertanto, si riferisce alle apparecchiature di perforazione verticale. Il mandrino viene spostato manualmente utilizzando un'apposita maniglia di alimentazione.
2 Funzionamento e interazione dei componenti della macchina per l'officina domestica
Il mandrino è azionato da un motore elettrico. Sulle macchine domestiche, può essere 250-1000 watt. La rotazione dell'albero motore è trasmessa al mandrino tramite l'azionamento di quest'ultimo per mezzo di un meccanismo a cinghia, comprensivo di pulegge per cinghia a V. Su molte macchine è possibile regolare la velocità di rotazione del trapano. Nella loro trasmissione a cinghia sono presenti pulegge con diverse scanalature (cingoli) di diverso diametro per la cinghia. Per modificare la velocità del mandrino, è necessario prima spegnere la perforatrice. Quindi lanciamo la cinghia da una posizione all'altra della puleggia e accendiamo il motore elettrico. Quindi puoi cambiare la velocità nell'intervallo 450-3000 giri / min. Qualsiasi velocità inferiore viene impostata quando è necessario praticare fori di grandi dimensioni su legno duro e metalli.
Il mandrino per elettrodomestici è identico a quello installato sui trapani elettrici ed è solitamente progettato per trapani con un diametro fino a 12 mm. Dispone di 3 ganasce autocentranti che avvolgono e bloccano il gambo dell'utensile. Con una chiave speciale, il mandrino viene bloccato o allentato per fissare o rimuovere rispettivamente il trapano.

L'altezza massima dei pezzi in cui è possibile praticare un foro su una macchina domestica è di 20-90 cm ed è diversa su diversi tipi di apparecchiature. Dipende dall'altezza della posizione più alta della testa di perforazione, che può essere alzata e abbassata lungo la colonna. Sulle macchine leggere più piccole, ciò avviene solitamente spostando il modulo di foratura stesso direttamente a mano, e sui modelli più grandi e pesanti, tramite un apposito azionamento dotato di maniglia o volantino. A posizione desiderata la testa è fissata con una maniglia progettata per questo. Allo stesso modo, viene regolata la profondità dei fori praticati e altezza minima pezzi in lavorazione, poiché lo sbraccio massimo verso il basso del mandrino montato sul mandrino durante l'avanzamento è piccolo - a seconda del tipo di macchina, 5–40 cm.
Un'altra importante caratteristica della perforatrice è la sporgenza del trapano. Questa è la distanza tra l'asse verticale centrale del trapano o altro utensile fissato nel mandrino e il supporto. Più è grande, meglio è: dipende da quanto lontano dal bordo del pezzo puoi praticare un foro. La sporgenza di una macchina domestica è di 10–20 cm.
Il telaio dell'apparecchiatura deve essere sufficientemente pesante e grande, commisurato al suo peso e alle sue dimensioni. In caso contrario, non sarà in grado di fornire una stabilità accettabile della macchina e la stabilità del suo funzionamento. Il lato superiore del telaio, rivolto verso il mandrino, funge da scrivania. Ha in parte o completamente una superficie piana perfettamente piana con diverse asole: quella centrale permette di eseguire fori passanti senza danneggiarsi reciprocamente della tavola e del trapano, e quelle laterali possono essere utilizzate per l'installazione di morsa, dime e battute.

Il trapano, fissato nel mandrino, viene abbassato sul pezzo premendo la maniglia di alimentazione a leva montata sulla testa di foratura a destra. È caricato a molla e quando l'urto su di esso cessa, ritorna da solo nella sua posizione originale, automaticamente. Il meccanismo di ritorno su alcune macchine può essere bloccato con una leva di serraggio in modo che l'impugnatura, e quindi il trapano, rimanga in una determinata posizione.
Il funzionamento del motore elettrico è controllato dai suoi pulsanti di avvio e arresto. Potrebbe esserci anche un interruttore di rotazione inversa. La tensione di alimentazione del motore elettrico è solitamente di 220 V.
3 Dotazioni aggiuntive per elettrodomestici
La perforatrice può essere dotata di un apposito tavolo di lavoro, fissato su un supporto. Su alcuni modelli di attrezzatura, può essere abbassato e sollevato manualmente, quindi fissato nella posizione desiderata con un bullone di fissaggio. Su altri, per questo è installato un meccanismo di alimentazione a pignone e cremagliera, azionato da una maniglia a leva. Pertanto, utilizzando il tavolo sospeso, è possibile regolare l'altezza del pezzo e la profondità dei fori praticati. Ha anche ritagli. Sono destinati agli stessi scopi del tavolo da lavoro del letto.

Una perforatrice con tale attrezzatura è di 2 tipi. Il primo letto è strutturalmente progettato solo per svolgere la sua funzione principale - quella di supporto, e il secondo - quella di essere anche scrivania aggiuntiva, come descritto sopra. L'attrezzatura può essere dotata di un tavolo sospeso inclinato - può essere ruotato attorno all'asse verticale. Dovresti scegliere un trapano il cui tavolo può essere inclinato di un angolo di 45 °.
Il trapano può essere dotato di un meccanismo per la regolazione della profondità di foratura. Per utilizzarlo, è necessario contrassegnare la profondità del foro richiesta sul lato del pezzo. Quindi abbassare il mandrino al livello in cui la punta del trapano è a filo con il segno e serrare la leva di serraggio del regolatore di profondità, limitando così la corsa dell'utensile.

Molti modelli di equipaggiamento sono dotati di una protezione - schermo protettivo. Il suo scopo è impedire che elementi di indumenti larghi e capelli lunghi cadano e vengano trascinati sulla cartuccia rotante. Solitamente la protezione è realizzata in plastica trasparente e può essere alzata, abbassata e ruotata prima della foratura per chiudere saldamente il mandrino della macchina.
4 Tipi di macchine industriali: l'intera gamma di lavori di perforazione
Ad eccezione di alcuni specializzati, quasi tutte le macchine industriali sono universali: possono non solo perforare, ma anche eseguire una serie di altre operazioni. Le macchine utensili utilizzate nella lavorazione dei metalli si suddividono in:
- Desktop - utilizzato per la perforazione e la lavorazione di fori di piccolo diametro. Sono prodotti per il diametro massimo dell'utensile di 3, 6, 12 e 16 mm.
- Perforazione verticale o sono anche classificati come colonnari. Servono per eseguire lavori con fori, il cui diametro può raggiungere 18, 25, 35, 50 e 75 mm. Le macchine a colonna vengono utilizzate durante la lavorazione di parti e pezzi in lavorazione relativamente non grandi formati nelle officine, condizioni di produzione su piccola scala e individuale.
- Foratura radiale: elaborano pezzi grandi e pesanti, nonché parti in cui si trovano fori lungo un arco di cerchio. Ciò è garantito da un'ampia sporgenza del mandrino - 1300–2000 mm. Inoltre, su questa attrezzatura, l'allineamento degli assi dell'utensile e dei fori viene effettuato spostando il mandrino, e il pezzo rimane fermo.
- Foratura coordinata: utilizzata quando si lavora con parti, a cui verranno imposti requisiti particolarmente elevati sulla precisione del posizionamento reciproco dei fori.
- Perforazione orizzontale (perforazione profonda): di solito elaborano fori profondi, ad esempio in alberi, assi, aste, canne di artiglieria e sistemi di fucili.
- Centraggio: utilizzato per la fabbricazione di fori centrali praticati alle estremità dei pezzi.
- Multimandrino: su questa attrezzatura vengono elaborati contemporaneamente fino a diverse dozzine di fori (principalmente perforati) e ciò può essere eseguito da lati diversi e su piani diversi: sia orizzontale che verticale e ad angolo.
- Vari combinati: oltre a tutti i lavori con i fori, eseguono tutte le operazioni fornite da apparecchiature aggiuntive. Sulla foratura e fresatura - tutta la fresatura, sulla foratura e tornitura - tornitura e così via: foratura e asolatura, filettatura, alesatura.

Su tutte queste macchine è possibile lavorare non solo vari metalli, ma anche altri materiali. Maggior parte ampio utilizzo ricevuto attrezzature di perforazione verticale e orizzontale. Le macchine dotate di CNC forniscono un'automazione parziale o completa del processo di foratura e ne aumentano notevolmente la precisione. L'attrezzatura multimandrino in altre versioni non viene prodotta, solo con un computer integrato.
Vanno menzionati diversi tipi di attrezzature di perforazione specializzate. Macchine magnetiche: vengono utilizzate quando è impossibile o difficile eseguire lavori su apparecchiature fisse. A causa del loro peso ridotto, vengono trasferiti manualmente posto giusto strutture metalliche, dove vengono installate su queste ultime in qualsiasi posizione spaziale. La potente base magnetica sostiene il trapano. Questa attrezzatura esegue lavori su navi, ponti, sovrastrutture, travi, condutture.
Per la lavorazione del legno vengono prodotte macchine specializzate: mono e plurimandrino orizzontali e verticali, oltre che con mandrino rotante. Su questa attrezzatura, oltre a praticare i fori, vengono rimossi i nodi, vengono realizzati nidi, scanalature e così via.
Sul fabbriche di mobili utilizzo Vari tipi attrezzature di perforazione e riempimento. Queste macchine forniscono alta qualità e la precisione dei fori risultanti, la flessibilità del processo produttivo.
5 Disposizione delle attrezzature industriali e tipologia dei lavori eseguiti
La progettazione di un trapano a colonna industriale è molto più complessa di quella utilizzata in un'officina domestica, anche se ha un solo mandrino. L'alimentazione viene effettuata automaticamente da un motore elettrico, ma può anche essere commutata al controllo manuale. L'avanzamento e la velocità del mandrino sono regolabili. Per questo, sono installati una scatola e un meccanismo per la commutazione delle velocità di avanzamento e le stesse unità di controllo della rotazione.
Tutti gli azionamenti e i meccanismi hanno un design più complesso e affidabile. C'è un'inversione automatica dell'avanzamento e della rotazione dell'utensile quando viene raggiunta la profondità di lavorazione del foro richiesta. La perforatrice è attrezzata sistema automatico alimentazione di refrigerante nell'area da trattare. Può essere installato un meccanismo per portare il mandrino nel luogo di foratura di un pezzo fisso e molto altro.

Tutte le operazioni possono essere automatizzate e controllate da CNC. In questo caso, quando si lavora su un trapano, è sufficiente impostare il tipo di operazione da eseguire e installarlo nel mandrino strumento giusto e l'apparecchiatura stessa selezionerà le modalità necessarie per la sua attuazione.
A seconda del tipo e dello scopo della perforatrice per metalli, oltre alla perforazione e all'alesatura dei fori, su di essa possono essere eseguiti diversi tipi di lavoro. Le operazioni più comuni che quasi tutte le moderne apparecchiature industriali possono gestire sono:
- svasatura: consente di ottenere un foro finito con meno rugosità e una maggiore precisione (qualità) della superficie rispetto a dopo la perforazione;
- alesatura - finitura, essenzialmente simile alla svasatura, ma con minore rugosità e maggiore qualità superficiale;
- svasatura - ottenere smussi, rientranze coniche e cilindriche nella parte superiore dei fori.

Quando si lavora su trapani, prima di tutto requisiti necessari precauzioni di sicurezza, poiché durante l'utilizzo di questa apparecchiatura l'operatore può essere esposto a fattori dannosi e pericolosi:
- meccanismi mobili ed elementi della macchina;
- la possibilità di scossa elettrica;
- caduta di materiali, oggetti, pezzi in lavorazione o espulsi area di lavoro parti sciolte.
Quando si lavora su trapani, utilizzare solo attrezzature e strumenti riparabili e solo in conformità con lo scopo previsto.
La perforazione su macchine e l'utilizzo di trapani vengono eseguiti secondo quanto segue regole generali. Nel processo di marcatura del pezzo in fori futuri con un punzone, è necessario contrassegnare i centri. Ciò garantirà che all'inizio della perforazione, lo strumento sia installato nella rientranza realizzata, il che contribuirà a una maggiore precisione.

Utilizzare solo strumenti ben affilati. Uno smussato non solo forma buchi di scarsa qualità, ma diventa anche rapidamente inutilizzabile., svasatori e altri utensili da taglio devono essere prodotti in modo tempestivo su una macchina speciale e nel rispetto degli angoli e delle regole prescritte.
Durante la foratura di metalli e loro leghe, a causa dell'attrito, l'utensile utilizzato è molto caldo, il che ne provoca una rapida usura. Per ridurre la temperatura del trapano e aumentarne la durata, quando si lavora su perforatrici vengono utilizzati vari refrigeranti, inclusa l'acqua.
Quando si esegue la foratura profonda di pezzi spessi, se la profondità del foro supera i 5 diametri dell'utensile, è necessario rimuoverla periodicamente dal foro e liberarla da trucioli che possono essere semplicemente soffiati via. In caso contrario, il trapano potrebbe incepparsi.

I fori a gradini si ottengono in 2 modi:
- Per prima cosa, perforare con il diametro più piccolo, quindi (alla profondità desiderata) - il più grande e l'ultimo - il foro più grande.
- L'opposto del primo: primo trapano con diametro maggiore, e l'ultimo è il buco con il più piccolo.
Affinché i materiali compositi non si rompano durante la perforazione, prima di iniziare il lavoro devono essere riempiti con acqua e congelati. Materiali ad alta resistenza - ghisa, acciaio e sue leghe - i trapani convenzionali sono cattivi o non vengono presi affatto. Per forarli è meglio usare un utensile diamantato o con punte vittoriose.
Scopo delle perforatrici
Le foratrici sono progettate per eseguire fori ciechi e passanti nel pieno, alesare, svasare, alesare, tagliare filetti interni, tagliare dischi da materiale in fogli. Per eseguire tali operazioni vengono utilizzati trapani, svasatori, alesatori, maschi e altri strumenti. I movimenti di sagomatura nella lavorazione di fori su trapani sono il principale movimento di rotazione dell'utensile e il movimento di traslazione dell'utensile lungo il suo asse.
Il parametro principale della macchina è il più grande diametro nominale fori (per acciaio). Inoltre, la macchina è caratterizzata da sbalzo e dalla più grande corsa del mandrino, velocità e altri indicatori.
Classificazione delle macchine perforatrici
Le macchine perforatrici sono suddivise nei seguenti tipi:
- Foratrici verticali;
- Semiautomatico monomandrino;
- Dispositivi semiautomatici plurimandrino;
- Coordinare alesatrici;
- Trapani radiali;
- Foratura orizzontale;
- Diamante noioso;
- Foratrici orizzontali;
- Foratura diversa.
I modelli di macchina sono indicati da lettere e numeri. La prima cifra indica a quale gruppo appartiene la macchina, la seconda - a quale tipo, la terza e la quarta cifra caratterizzano le dimensioni della macchina o del pezzo in lavorazione. La lettera dopo la prima cifra significa che questo modello di macchina è stato aggiornato (migliorato). Se la lettera è alla fine, significa che è stata realizzata una macchina diversa sulla base del modello principale.
Ad esempio la macchina modello 2H118 è una foratrice verticale, il diametro massimo del foro lavorato è di 18mm, migliorata rispetto alle foratrici modelli 2118 e 2A118. La macchina modello 2H118A è anche foratrice verticale, il diametro del foro lavorato è di 18 mm, ma è automatizzata e progettata per lavorare in piccola scala e produzione di massa.
A seconda del campo di applicazione, si distingue tra foratrici universali e speciali. Diffuso sono anche i trapani specializzati per la grande produzione e la serie, che vengono realizzati sulla base di macchine universali dotandole di teste di foratura e filettatura multimandrino e automatizzando il ciclo di lavoro.
Tra tutte le foratrici si possono distinguere le seguenti principali tipologie di macchine universali: foratura verticale monomandrino e plurimandrino; perforazione radiale; perforazione orizzontale per perforazione profonda.
Foratrici manuali
Foratrice verticale.
Riso. 1. Perforatrice verticale:
1 - colonna (letto); 2 - motore elettrico; 3 - testa di perforazione; 4 - maniglie per la commutazione di cambi e feed; 5 - ruota di alimentazione manuale; 6 — arto per il controllo della profondità di lavorazione; 7 - mandrino; 8 - tubo per l'alimentazione del liquido di raffreddamento; 9 - tabella; 10 - maniglia di sollevamento del tavolo; 11 - piastra di fondazione; 12 - armadio elettrico.
Sul telaio 1 della macchina si trovano i componenti principali. Il bancale ha guide verticali lungo le quali si muovono la tavola 9 e la testa di foratura 3, portando il mandrino 7 e il motore elettrico 2. Il pezzo o l'attrezzatura è installato sulla tavola 9 della macchina, e l'allineamento del foro nel pezzo e il mandrino si ottiene spostando il pezzo.
I riduttori e gli avanzamenti sono controllati dalle maniglie 4, alimentazione manuale- un volante 5. La profondità di lavorazione è controllata dall'arto 6. Il contrappeso è posto in una nicchia, l'equipaggiamento elettrico è posto in un armadio separato 12. Piatto di fondazione 11 funge da supporto per la macchina. Nelle macchine medie e pesanti, il suo piano superiore viene utilizzato per l'impostazione dei pezzi. Il liquido di raffreddamento è fornito da una pompa elettrica attraverso il tubo flessibile 8. I gruppi della testa di perforazione sono lubrificati con una pompa, i restanti gruppi sono lubrificati manualmente.
La testa di perforazione 3 è una ghisa, in cui sono montati il cambio, i meccanismi di avanzamento e il mandrino. Il cambio contiene blocchi di ingranaggi a due e tre corone, commutando i quali, utilizzando una delle maniglie 4, il mandrino riceve varie velocità angolari. La velocità del mandrino, di regola, cambia gradualmente, fornita da un cambio e da un motore elettrico a due velocità 2.
Contrariamente alla foratura verticale, in una foratrice radiale, gli assi del foro nel pezzo e nel mandrino vengono combinati spostando il mandrino rispetto al pezzo fermo nelle direzioni radiale e circolare (in coordinate polari). In base alla progettazione, le perforatrici radiali sono suddivise in macchine scopo generale, portatile per la lavorazione di fori in pezzi di grandi dimensioni (le macchine trasportano gru al pezzo e lavorazione fori verticali, orizzontali e inclinati) e semoventi, montati su carrelli e fissati con pattini durante la lavorazione.
Foratrici a controllo numerico
Foratrice verticale CNC.
 Riso. 2. Foratrice verticale CNC:
Riso. 2. Foratrice verticale CNC:
1 - rack CNC autonomo; 2 - armadio di apparecchiature elettriche di potenza; 3 - torretta; 4 - tavolo; 5 - motore passo-passo; b, 7, 8, 11 - unità di controllo; 9 - convertitore di codice; 10 - lettore.
La macchina è progettata per la foratura, la svasatura, l'alesatura, la filettatura e la leggera fresatura rettilinea di parti in acciaio, ghisa e metalli non ferrosi nella produzione su piccola scala e in serie. La torretta 3 con cambio utensile automatico e tavola a croce 4 consentono la lavorazione coordinata di parti come coperchi flangia, pannelli senza marcatura preliminare e l'uso di conduttori.
Basato sui materiali del sito
Bersaglio: per conoscere lo scopo e il dispositivo della perforatrice, il suo caratteristiche del progetto, regole per la preparazione al lavoro, regole per un lavoro sicuro su una perforatrice; imparare a leggere e seguire il suo schema cinematico; coltivare l'attenzione durante l'esecuzione di operazioni tecnologiche.
Concetti basilari:
foratrice da tavolo, letto, tavolo, bagagliaio, mandrino, mandrino tricam, volano, volante, colonna, pulsantiera.
Risultati aspettati: capacità di spiegare lo scopo dispositivo di perforazione, il processo di trasferimento del movimento rotatorio dal motore elettrico al mandrino e il funzionamento del meccanismo di conversione del movimento; riconoscere i meccanismi di movimento di taglio e movimento di avanzamento, parti motrici e azionate; capacità di preparare una perforatrice per il lavoro; leggere ed eseguire il suo diagramma cinematico; fissare la punta del diametro richiesto in un mandrino a tre griffe e fissare il pezzo in una morsa; svolgere i preparativi operazioni tecnologiche prima della perforazione.
Attrezzatura:
bretelle, trapano a mano, set di trapani, trapano, calibri, righello.
Struttura della lezione
io Organizzare il tempo
II Aggiornamento delle conoscenze e della motivazione attività didattiche studenti
III Imparare nuovo materiale
1. La struttura e lo scopo del trapano da tavolo.
2. Appuntamento delle parti principali della macchina.
3. Tecniche per il controllo di una perforatrice.
IV. Lavoro pratico "Controllo della foratrice"
V. Riassunto della lezione
VI. Compiti a casa
Durante le lezioni
I momento organizzativo
II Attualizzazione delle conoscenze e motivazione delle attività di apprendimento degli studenti
Conversazione.
1) Ci sono dei buchi nei dettagli del tuo futuro prodotto?
2) Quali dispositivi possono essere utilizzati per praticare fori nelle parti?
3) Quale strumento viene utilizzato per questo?
4) Qual è il processo alla base del principio del trapano?
Riassumendo le risposte degli studenti, l'insegnante riporta le caratteristiche della fabbricazione di fori cilindrici mediante un'immagine meccanica.
Imparare nuovo materiale
Quando si studia questo argomento, è necessario tenere conto del fatto che per gli studenti del sesto anno una perforatrice è una macchina tecnica complessa.
Pertanto, quando si studia la struttura, lo scopo e applicazione pratica macchina non ha bisogno di sovraccaricare gli studenti con informazioni non necessarie che non contribuiscono allo sviluppo del loro interessi cognitivi, pensiero logico e capacità di progettazione. È necessario prestare attenzione solo ai componenti principali e ai meccanismi tipici della perforatrice.
1. Il dispositivo della perforatrice, il suo scopo e il principio di funzionamento.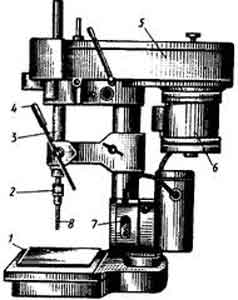 Storia dell'insegnante.
Storia dell'insegnante.
- Con l'aiuto di quali meccanismi della perforatrice ruota il trapano, con l'aiuto del quale - si muove in avanti?
Considerata la trasmissione a cinghia a gradini della perforatrice, si consiglia di attivare le conoscenze degli studenti sul rapporto di trasmissione di questo meccanismo. L'insegnante mostra il treno di ingranaggi sulla macchina o sul modello e spiega il principio del trasferimento del movimento rotatorio in esso dalle ruote motrici a quelle motrici. Spiegando il dispositivo del meccanismo a pignone e cremagliera, l'insegnante lo confronta con una trasmissione ad ingranaggi. Allo stesso tempo, indica le stesse parti (ruote dentate) che si trovano in entrambi i meccanismi, e una parte diversa (cremagliera), che solo meccanismo a binario.
Come risultato della discussione, gli studenti dovrebbero giungere alla conclusione che un ingranaggio è un meccanismo per il movimento rotatorio, poiché i suoi ingranaggi (di guida, azionati) eseguono solo il movimento di rotazione e una trasmissione su rotaia è un meccanismo per convertire il movimento di rotazione di un ingranaggio in un movimento progressivo di un ingranaggio? lamelle.
Per facilitare agli studenti la comprensione dell'interazione di tutti gli elementi di un particolare meccanismo, l'insegnante, utilizzando il diagramma cinematico di un trapano, ne spiega lo scopo e le caratteristiche delle immagini grafiche dei meccanismi. Gli studenti dovrebbero concentrarsi sul fatto che è molto più facile comprendere il principio di funzionamento di qualsiasi meccanismo o macchina utilizzando un diagramma cinematico rispetto ai disegni. Quest'ultimo, di regola, è sovraccarico di dettagli secondari ed è difficile tracciare la catena di trasmissione del movimento da una parte (dettaglio) all'altra su di essa.
2. Appuntamento delle parti principali della macchina.
Storia dell'insegnante.
Un mandrino con un trapano viene posizionato sul gambo conico del mandrino. L'altezza e l'abbassamento del mandrino è controllato da una maniglia. La macchina si accende premendo un pulsante posto sullo scudo del mobile.
L'insegnante mostra quella parte della macchina progettata per fissare l'utensile da taglio e il suo movimento, mostra come il trapano è fissato al mandrino e il mandrino è fissato al mandrino della macchina. Se c'è tempo di studio, l'insegnante spiega agli studenti come ottenere la velocità massima e minima del trapano e le tecniche per cambiare il passaggio su pulegge a gradini.
3. Tecniche per il controllo di una perforatrice.
Storia dell'insegnante.
Le prestazioni di foratura sono determinate da due parametri: velocità di taglio e velocità di avanzamento della punta. Il trapano rotante viene spostato nella direzione della parte in cui viene praticato il foro. Questo movimento è chiamato avanzamento del trapano. Durante la perforazione, è necessario controllare che l'avanzamento non sia troppo grande, ciò può portare alla rottura della punta, soprattutto quando il suo diametro è piccolo.
Prima della perforazione, è necessario fissare saldamente il trapano nel mandrino.
(L'insegnante mostra agli studenti trapani conici e con gambo cilindrico e spiega come fissarli in modo corretto e sicuro nel mandrino.)  Per completare con successo i lavori di perforazione, è anche importante poter fissare correttamente i pezzi sulla perforatrice. Le parti di grandi dimensioni vengono spesso fissate sul tavolo con l'aiuto di prismi e morsetti.
Per completare con successo i lavori di perforazione, è anche importante poter fissare correttamente i pezzi sulla perforatrice. Le parti di grandi dimensioni vengono spesso fissate sul tavolo con l'aiuto di prismi e morsetti.
(L'insegnante mostra agli studenti come riparare parti grandi e piccole sulla perforatrice. Se possibile, l'insegnante mostra agli studenti gli angoli universali e le morse della macchina e parla dei loro vantaggi rispetto ad altri dispositivi per il fissaggio di pezzi sulla perforatrice.)
Durante la perforazione, è necessario garantire un'alimentazione uniforme del trapano. Al termine della perforazione di un foro passante, la punta viene alimentata più facilmente e, per ottenere un'alimentazione uniforme, la pressione sulla manopola di alimentazione viene ridotta. Durante la perforazione, quando il trapano esce dal pezzo, si formano delle bave sul bordo, per le quali può impigliarsi bordo tagliente trapano. Questo porta alla sua rottura. Per evitare rotture, al termine della foratura è necessario posizionarlo sotto il pezzo Blocco di legno e ridurre l'avanzamento del trapano.
(L'insegnante mostra l'avvio della macchina, l'avvicinamento del trapano alla parte fissata del pezzo e la procedura di foratura. È necessario avvisare gli studenti del pericolo di aumentare l'avanzamento quando il trapano esce dal foro passante.)
IV. LAVORO PRATICO "Controllo di una macchina perforatrice"
Istruzioni per l'attuazione lavoro pratico.
Gli studenti, a turno, leggono le regole per il funzionamento sicuro del trapano nel libro di testo. L'insegnante le commenta, attirando l'attenzione degli studenti su cosa può succedere quando non imparano queste regole e non le rispettano rigorosamente.
L'insegnante spiega come dovrebbe essere organizzato posto di lavoro come posizionare meccanismi, parti, strumenti necessari per completare il lavoro sul banco di lavoro; quali requisiti deve soddisfare questo strumento e le regole per prendersene cura.
Fare un lavoro pratico
Iniziando gli esercizi pratici, gli studenti preparano prima gli spazi vuoti per la perforazione. Quindi fanno un foro al posto del futuro foro con un punzone centrale, si addestrano a fissare i trapani nel mandrino del trapano, avviarlo e spegnerlo e anche controllarlo nel processo.
L'insegnante si assicura che gli studenti seguano le regole per lavorare in sicurezza sulla macchina, spiega che prima di iniziare il lavoro, è necessario assumere la corretta postura di lavoro. La spiegazione è accompagnata da una dimostrazione di una tabella o da un disegno da un libro di testo, incentrata sulla posizione del busto e dei piedi.
L'insegnante dovrebbe pianificare il lavoro in modo tale che gli studenti lavorino a turno sulle perforatrici. L'esperienza mostra che gli studenti lavorano volentieri su un trapano, ma alcuni di loro hanno paura di accendere la macchina, e ancor di più di lavorarci.
L'insegnante dovrebbe studiare attentamente la reazione di ogni studente quando impara a lavorare su un trapano per aiutare in tempo coloro che ne hanno bisogno. Durante il primo approccio dello studente alla macchina, è necessario prestare attenzione alla sua reazione. Se ha gli occhi socchiusi o spalancati, le mani tremanti, la fronte rugosa o la lingua sporgente, allora questo studente ha bisogno di essere lavorato individualmente per aiutare a superare la sua barriera psicologica. Solo dopo esserti assicurato che gli studenti possano lavorare in modo indipendente, puoi consentire loro di iniziare a lavorare.
V. RIASSUNTO DELLA LEZIONE
L'insegnante analizza l'implementazione del lavoro pratico, indica errori e modi per eliminarli.
La perforatrice è un'attrezzatura versatile che può essere utilizzata per formare fori con varie configurazioni. Per familiarizzare con il dispositivo, si consiglia di studiare il layout del modello più popolare con un mandrino posizionato verticalmente.
Informazioni generali sul design
Indipendentemente da come è realizzato il dispositivo della perforatrice, il principio del suo funzionamento rimane lo stesso per tutti i tipi. Con l'aiuto di un trapano rotante, vengono lavorati prodotti in legno, metallo o polimero.
Per eseguire questa operazione, il progetto della macchina deve essere costituito da una piastra di base su cui sono montati altri componenti dell'attrezzatura. Nei modelli con orientamento verticale, l'unità di perforazione è montata su un supporto. Può svolgere due funzioni: fissare la parte in lavorazione e il suo spostamento sul piano verticale.
Inoltre, alle caratteristiche del design possono essere attribuiti i seguenti fattori:
- tipo desktop. In alcuni modelli è stazionaria e la sua funzione è svolta dalla piastra di base. Questo design è rilevante per la lavorazione di prodotti di grandi dimensioni. L'attrezzatura di perforazione con un tavolo di lavoro mobile su un supporto di supporto viene utilizzata per eseguire operazioni precise;
- abbinamento dell'unità di perforazione al motore elettrico. Questo viene fatto con una trasmissione a cinghia. Sugli alberi dei componenti sono montate pulegge di vari diametri. Modificando la posizione della cinghia di trasmissione, si regola il numero di giri della testa del mandrino;
- la capacità di forare parti ad angolo. Questo può essere fatto con un giradischi. Opzione alternativaè la presenza di un meccanismo di spostamento nel blocco di perforazione.
Queste sono le informazioni di base sulla progettazione di un trapano classico. Possono differire a seconda del design specifico, dello scopo e dei requisiti tecnologici.
Per ridurre le dimensioni della struttura, la trasmissione a cinghia può essere sostituita con una trasmissione ad ingranaggi. Tuttavia, questo viene fatto molto raramente e solo per modelli specializzati.
Il principio di funzionamento dell'attrezzatura di perforazione

Per studiare le specifiche del dispositivo di una perforatrice di tipo verticale, è necessario considerare in dettaglio i processi che si verificano nell'attrezzatura durante l'esecuzione del lavoro. Queste informazioni ti aiuteranno a capire il funzionamento qualità tecniche ogni modello di macchina.
Il movimento rotatorio principale viene trasmesso dal motore elettrico al mandrino della testa di foratura tramite un meccanismo di velocità. Nei modelli di equipaggiamento classici, si trova nella parte superiore dell'installazione. Per eseguire l'operazione di foratura è necessario abbassare Strumento per tagliare alla superficie del pezzo. Per il posizionamento primario è possibile modificare la posizione della scrivania o dell'unità di foratura modificandone la posizione sulla barra di supporto verticale. Una lavorazione più precisa avviene con l'ausilio dei meccanismi per la partenza della testa del mandrino.
- le dimensioni del desktop, la possibilità di ruotarlo di una certa angolazione, nonché la presenza di componenti per il fissaggio della cottura;
- massimo dimensione minima trapano installato;
- limiti di velocità della testa del mandrino;
- numero di velocità;
- tipi e design di mandrini;
- potenza nominale del motore elettrico.
La maggior parte dei modelli per uso domestico e semiprofessionale non dispone di un sistema di alimentazione del refrigerante. Tuttavia, durante la lavorazione di prodotti da acciai ad alta resistenza, questa procedura è obbligatoria. In alternativa, è possibile utilizzare uno speciale blocco incernierato. Il serbatoio del liquido di raffreddamento è installato in qualsiasi luogo conveniente vicino alla macchina. Con l'aiuto di una pompa a bassa potenza, il liquido scorre attraverso il tubo di ingresso, la cui estremità è montata su una testa di perforazione posizionata verticalmente.
Possibile ammodernamento delle macchine di fabbrica

Spesso, l'attrezzatura standard di una perforatrice a direzione verticale di fabbrica o il suo design non sono adatti all'utente. In questo caso, si tenta di modernizzare l'attrezzatura. Consistono nell'installazione di nuovi componenti e componenti o nel miglioramento di quelli esistenti.
Il problema principale dei modelli di budget è l'aspetto del gioco durante l'operazione di perforazione. Ciò è dovuto alla bassa stabilità della struttura. Questo problema può essere risolto aumentando la massa della piastra di base o installando una colonna di supporto verticale aggiuntiva. In questo modo si possono realizzare fori di piccolo diametro con elevata precisione.
Oltre a questo esempio di modernizzazione, i modelli di fabbrica standard sono soggetti alle seguenti modifiche e integrazioni:
- utilizzo di limitatori di profondità di foratura. Se tale funzione non è prevista nella progettazione dell'apparecchiatura, è possibile installare sul trapano uno speciale limitatore;
- collegamento di un dispositivo per l'avviamento graduale del motore elettrico. Grazie a lui, durante l'avvio iniziale dell'attrezzatura non appariranno scatti;
- aggiornamento desktop. Per fissare il pezzo, è possibile utilizzare modelli con cuscino elettromagnetico. Se si prevede di elaborare prodotti con configurazioni complesse, viene montato un meccanismo rotante;
- installazione di un punto luce autonomo. Influirà positivamente sulla qualità del lavoro svolto.
Per la sicurezza del funzionamento dell'apparecchiatura, si consiglia di utilizzare un RCD durante il collegamento. Per i modelli desktop, è importante scegliere la cornice giusta. Dovrebbe essere il più stabile possibile e avere una funzione di controllo del livello.
Insieme a dispositivo dettagliato la perforatrice ad orientamento verticale può essere trovata nel video:
Consigliamo anche
 Pensiero produttivo e riproduttivo
Pensiero produttivo e riproduttivo
 Egoismo ragionevole: qual è la teoria dell'egoismo ragionevole?
Egoismo ragionevole: qual è la teoria dell'egoismo ragionevole?
 Boris Nikolaevich Eltsin, il primo presidente della Russia
Boris Nikolaevich Eltsin, il primo presidente della Russia
 Combattimenti sotterranei. Re sotterranei. Che cos'è "combattere non per le masse"? Dove puoi combattere per soldi?
Combattimenti sotterranei. Re sotterranei. Che cos'è "combattere non per le masse"? Dove puoi combattere per soldi?
 Yakov Pavlov e altri eroi di Stalingrado che devi conoscere
Yakov Pavlov e altri eroi di Stalingrado che devi conoscere
 Sopravvivi a un incidente in mare in un sogno: in realtà sperimenta un nuovo amore
Sopravvivi a un incidente in mare in un sogno: in realtà sperimenta un nuovo amore