Grande enciclopedia del petrolio e del gas. Brocciatrice fatta in casa. Brocciatrici orizzontali
Lo scopo delle brocciatrici è di elaborare accuratamente la superficie interna (esterna) del pezzo secondo una determinata configurazione.
Contorni ottenuti dopo il trattamento superficiale, può essere varie forme, che è impostato dal profilo della broccia di taglio.
1 Caratteristiche principali
I modelli di brocciatrici differiscono in diversi modi:
Per i pezzi irregolari, sarebbe molto difficile praticare dei fori in una matrice capovolta. "Promemoria o goffratura". Con questo tipo di procedimento si possono ottenere dei pezzi alta altitudine e volume con cui creano pentole, lavelli da cucina, lanterne, trofei, ecc.
Gli utensili possono essere realizzati anche senza pressa per fogli. A tale scopo lo stampo deve essere condizionato con opportuni smussi per facilitare lo spostamento del materiale al momento della trazione, come mostrato nel grafico. Sono responsabili della facilità o meno con cui il materiale si muove durante la trazione, sono anche responsabili della formazione di pieghe che il materiale si strapperà, ottenendo una maggiore durezza del materiale a causa della salsiccia.
- scopo - broccia interna o esterna;
- universalità - scopo generale e altamente specializzato;
- la direzione del movimento di lavoro - orizzontale o verticale;
- la natura del movimento di lavoro: circolare, movimento della broccia, movimento del pezzo;
- numero di carrozze - una o più;
- posizione - macchine convenzionali(posizione unica), con tavole rotanti(multiposizione);
- disponibilità di CNC.

Per effetto della forza di trazione, il materiale intarsiato tende ad aderire al punzone e se non è previsto un sistema per facilitare l'estrazione del punzone, ciò può indicare problemi successivi, nella tabella sottostante è riportata una forma idonea. attaccato facendo una sporgenza o un tallone sul fondo della matrice.
Solitamente si utilizzano anelli spaccati, collegati da una molla, che fungono da estrattore, diametro interno l'anello deve avere un'opportuna arrotondatura che permetta il passaggio del punzone e del materiale, tendendo la molla durante la discesa dello stesso, mentre si solleva il punzone, la molla viene compressa e l'anello funge da estrattore.
I tipi principali sono:
- brocciatrice orizzontale (per lavorazione interna di fori);
- brocciatrice verticale (per brocciatura interna ed esterna);
- Centri CNC che dispongono di dispositivi per l'installazione/rimozione automatica dei pezzi e il cambio utensile.
Le caratteristiche prestazionali includono indicatori come la forza di trazione - da 50 a 1000 kN e la lunghezza della corsa della broccia - da 1000 a 2000 mm.
In breve, il disegno consiste nel formare un pezzo di lamiera sottoponendolo a sollecitazioni di compressione e trazione per formare un pezzo cavo. Con l'aiuto del disegno puoi realizzare grandi serie, onde, coperture, coperture, riflettori per luci, trofei. Si possono ottenere anche stampi per colata, iniezione di metalli e materie plastiche, ecc. utilizzando questa procedura, puoi ottenere dei pezzi alta altitudine e volume, che sono molto utili nella vita di tutti i giorni.
Laminato La laminazione di acciaio è la deformazione plastica dei metalli creata dalla deformazione meccanica tra i cilindri. Si tratta di un processo che modifica il materiale facendolo passare tra rulli sovrapposti che ruotano in senso opposto. La laminazione viene solitamente eseguita a caldo, tuttavia avviene la laminazione a freddo, ma i metalli laminati a freddo diventano irritabili e devono essere sottoposti a ricottura finale. Il materiale di partenza per la laminazione sono lingotti colati di sezione quadrangolare rotonda o ovale, nonché lastre con sezione rettangolare.
1.1 Brocciatrici orizzontali
Sono usati per la lavorazione di superfici interne ed esterne di dettagli in direzione lineare utilizzando brocce con profili diversi.
Utilizzato solo durante il funzionamento moto rettilineo utensile (brocciatura) o pezzo (pezzo) in direzione orizzontale. Il campionamento (taglio) del materiale avviene a causa del sollevamento uniforme dei denti sulla broccia per tutta la sua lunghezza. Il flusso di lavoro può essere automatizzato installando sistemi CNC.
I lingotti grezzi vengono laminati per produrre semilavorati e prodotti finiti. Le lastre grezze vengono laminate per fogli e nastri che passano attraverso le cremagliere. Il passato si chiama far passare il materiale da laminare attraverso una coppia di cilindri di laminazione. Una passata piana differisce quando una passata è seguita da un'altra passata nella stessa posizione e una passata sul bordo che sta rotolando nella direzione dell'espansione risultante dalla passata piana. Per fare ciò, il materiale da laminare deve essere ruotato di 90°.
1.2 Flusso di lavoro d brocciatrice orizzontale SGP12 (video)
1.3 Brocciatrici verticali
Il principio di funzionamento della brocciatrice verticale è lo stesso di versione orizzontale, ma ci sono diversi vantaggi:
- l'asse della broccia non si piega né si piega;
- durante l'aggiornamento per aumentare la produttività, è più facile installare brocce aggiuntive;
- poco occupato Area di produzione, poiché il movimento di lavoro avviene in verticale.
2 Modelli di brocciatrici
Per la maggior parte, tutte le macchine, sia orizzontalmente che verticalmente, funzionano in modalità semiautomatica. Alcuni modelli sono dotati di CNC, che notevolmente semplifica e velocizza il processo produttivo. L'azionamento può essere idraulico o elettromeccanico.
Ci sono due cilindri pesanti disposti orizzontalmente che sono separati l'uno dall'altro di una certa distanza e lo stelo si estende più spesso della distanza specificata, creando così un movimento. Questo movimento si verificherà se c'è una certa relazione tra il diametro dei cilindri e l'altezza dello stelo. I cilindri poi hanno una triplice azione: ridurre la sezione dello stelo. Deformazione longitudinale o estensione dell'asta. I laminatori sono disposti in gruppi uno dopo l'altro. Quindi puoi arrivare a un treno continuo.
2.1 Modello 7B55
Per la lavorazione viene utilizzata la brocciatrice orizzontale 7B55 superfici interne, di diverse forme e dimensioni, tirando. Il dispositivo della macchina 7B55 è il seguente:
Nella parte interna del letto cavo saldato è presente un azionamento idraulico, costituito da un cilindro di potenza e da un'asta, che può muoversi lungo le guide su una slitta.
Questa disposizione offre molti vantaggi, soprattutto in termini di tempo di laminazione ridotto, raffreddamento uniforme, lunghezza del laminato maggiore. I laminatori sono indicati in vari modi a seconda del materiale da laminare o dei prodotti di laminazione finiti. In questo caso si distinguono treni di macinazione pesante, media e leggera, treni di semilavorati, travi, rotaie, dighe in gomma, tondini d'acciaio, ecc. a seconda della disposizione dei cilindri di laminazione, esistono due tipi di laminatrici: duo, reversibile, doppia, ecc. questa classificazione è la più comunemente usata.

Una boccola è montata sull'asta (nella sua parte libera), che ha una cartuccia per il fissaggio della broccia. L'altra estremità dell'utensile da taglio è fissata nel mandrino ausiliario.
Il dispositivo per il fissaggio del pezzo, insieme al pezzo stesso, appoggia contro il corpo del letto. Durante la corsa di lavoro, la cartuccia ausiliaria sulla slitta si sposta insieme alla broccia fino a un arresto brusco, dopodiché il collegamento tra loro viene interrotto da una camma caricata a molla. Quando l'utensile viene restituito dopo un'operazione di taglio, la broccia si ricollega al mandrino ausiliario.
Le parti che compongono un laminatoio. Rulli o Cilindri: possono essere una superficie cilindrica liscia o presenti in scanalature anulari. Nel loro la forma più semplice vengono utilizzati per la laminazione di lingotti ridotti a lastre. Distinguere tavola, ruote dentate e estremità di accoppiamento. Tavolo - parte di lavoro, cilindrica, liscia o ondulata. La lunghezza ha qualcosa a che fare con il diametro. Le boccole consentono di posizionare i cilindri in cuscinetti di supporto in bronzo fosforoso, e questo, a sua volta, nel telaio.
Le estremità di accoppiamento sono necessarie per collegare più scatole o separatori, i cui rulli sono azionati da un motore comune. Cassette, scatole o gabbie: sono i supporti dove vengono posizionati i cuscinetti che reggono i rulli. Sono parti in acciaio formate con guide verticali in cui si trovano i cuscinetti. Su ogni supporto, una vite tiene il cilindro superiore ad una certa altezza. Esecuzione di duetti, trio e doppi duetti. La barra viene inserita da un lato e, dopo essersi spostata sul lato opposto, si sposta sul lato precedente.
Il dispositivo della macchina 7B55 è progettato per il funzionamento semiautomatico, ma è possibile installare elementi CNC per la completa automazione flusso di lavoro.
Il movimento della broccia è assicurato da un dispositivo idraulico dotato di due pompe. alta pressione. Uno fornisce olio al cilindro principale a una velocità di 200 litri al minuto, l'altro fornisce un cilindro idraulico ausiliario con alimentazione a una velocità di 25 litri al minuto.
Questa operazione si può fare in due modi: appoggiandolo sopra i cilindri o facendolo passare sotto, piegandolo con una pinza in modo che sia nuovamente inserito tra i cilindri. Trio: utilizzato per ridurre il tempo di ritorno passivo della barra. Il terzo cilindro è stato posizionato sotto o sopra il duetto. Lo stelo passa tra il cilindro inferiore e quello intermedio, quindi tra il cilindro intermedio e quello superiore, effettuando operazioni di laminazione, riducendo i tempi morti. Vengono inoltre eseguiti in automatico per mezzo di tavole basculanti e rulli di traslazione, che ruotano alternativamente nell'altro senso.
La forza di trazione è di 98 kN, la corsa di lavoro è di 1600 mm, la velocità di traino è da 1,5 a 11,5 metri al minuto, mentre la corsa inversa è da 20 a 25 m/min. La potenza del motore elettrico per la pompa principale è di 17 kW. Peso totale - 6900 kg.
2.2 Modello 7523
La macchina modello 7523 è una brocciatrice orizzontale semiautomatica. Utilizzato per la lavorazione di parti con fori passanti varie dimensioni e modella tirando.
Doppio duetto: sono disposti in scatole o gabbie, uno dopo l'altro, ma accesi diverse altezze. L'unico inconveniente è l'uso della quinta marcia. Falso trio: il vantaggio del trio può essere ottenuto anche posizionando due paia di cilindri uno accanto all'altro. Questa posizione è chiamata il falso trio. Viene utilizzato nei laminati a profilo sparso.
Il vantaggio è la continuità e raffreddamento basso causato dal contatto dell'asta con il suolo. Sono riscaldati per fornire duttilità e malleabilità per facilitare la riduzione dell'area a cui deve essere sottoposto. Nel processo di riscaldamento dei pezzi, è necessario considerare: l'elevata temperatura di riscaldamento dell'acciaio può portare a un'eccessiva crescita del grano e un difetto causato dalla combustione dell'acciaio, che provoca crepe che non possono essere rimosse. Bassa temperatura il riscaldamento provoca una diminuzione della duttilità dell'acciaio, aumenta la resistenza alla deformazione e può provocare fessurazioni durante la laminazione.

Sul semiautomatico 7523 vengono disegnati fori tondi e asolati, chiavette eccetera. La macchina 7523 è stata messa in produzione nel 1987 e ha sostituito la 7B57 alquanto obsoleta.
Caratteristiche della brocciatrice orizzontale 7523:
- classe di precisione - H;
- forza di trazione di lavoro - 100 kN;
- corsa della slitta di lavoro - 1250 mm;
- potenza di azionamento elettrico - 11 kW;
- dimensioni complessive in lunghezza, larghezza, altezza - 6000 × 2000x1715 mm;
- peso - 4100 kg.
2.3 Modello 7534
Brocciatrice orizzontale 7534 utilizzato per l'elaborazione pull tondi, asolati, scanalature di varie dimensioni e forme. Viene utilizzato per la produzione su larga e piccola scala, nonché per l'uso individuale.
La distanza tra i rulli diminuisce al diminuire dello spessore dell'acciaio. La prima coppia di rulli attraverso cui passa il lingotto è nota come sgrossatura o irruvidimento. Dopo la sgrossatura, l'acciaio passa ai laminatoi di sgrossatura e ai treni di finitura, che lo riducono a lamiere con il corretto sezione trasversale. I laminatoi continui sono dotati di una gamma di accessori come rulli perimetrali, dispositivi di decapaggio o riciclaggio e dispositivi per piegare automaticamente la lamiera quando raggiunge la fine del treno.
I rulli laterali sono gruppi di rulli verticali posizionati su entrambi i lati del foglio per mantenerne la larghezza. Il dispositivo di decapaggio rimuove la corteccia che si forma sulla superficie del foglio staccandolo meccanicamente, rimuovendolo con un getto d'aria o piegando bruscamente il foglio in un punto lungo il percorso. Le bobine di fogli finite vengono posizionate su un nastro trasportatore e spostate in un altro luogo per la ricottura e tagliate in fogli singoli.
Può essere dotato di semiautomatico 7534 equipaggiamento aggiuntivo, con l'aiuto del quale diventa possibile elaborare l'estrazione di superfici esterne di varie forme.

Sulla macchina 7534 è consentita l'installazione di un dispositivo di carico e scarico automatico e, sotto il controllo del CNC, il funzionamento della macchina 7534 diventa completamente automatico.
Oltre alle lamiere di acciaio, i profili possono essere realizzati anche con forme che vengono realizzate utilizzando rulli scanalati per garantire forma corretta. laminazione a freddo utilizzato solo per piccole dimensioni speciali e per la laminazione di acciai legati e acciai speciali. Le lastre vengono laminate a freddo in un duetto e la zona di uscita torna alla sua posizione originale del cilindro superiore; duetto irreversibile. Spesso il cilindro superiore non lo fa.
Il Laut Trio offre un migliore effetto di disegno grazie al cilindro intermedio di diametro inferiore. Nel quarto mulino, due cilindri di lavoro sottili sono supportati da due cilindri di grande diametro per evitare la flessione del materiale. Questi rulli possono funzionare con correnti di rotazione reversibili. Ampio e duro lamiere di acciaio a volte laminati al quinto mulino. Hanno tre cilindri di lavoro sottili supportati da due cilindri di diametro maggiore. Il modo di lavorare corrisponde al tipo di trio. Il quarto e il quinto mulino vengono aumentati in un passaggio.
Caratteristiche della brocciatrice orizzontale 7534:
- l'azionamento idraulico del movimento di lavoro è provvisto di una pompa a pistoni assiali;
- moderno sistema di lubrificazione, che ha un'alimentazione d'olio dosata e un allarme che segnala l'interruzione della lubrificazione;
- doppia filtrazione del fluido di lavoro mediante filtro fine e controllo elettrovisivo del grado di purificazione;
- installazione di apparecchiature idrauliche senza tubi, in cui vengono utilizzate piastre unificate;
- Esso ha dispositivo di scambio termico, che raffredda l'olio nell'azionamento idraulico tramite aria.
Specifiche:
Per la laminazione a freddo dei nastri sono installate varie scatole di laminazione. In generale, sono laminati in quarti box e duo reversibili dove il duo box serve spesso il grezzo, tuttavia tali scatole sono spesso installate anche per il riavvolgimento di nastri ricotti. Esistono anche treni squartati di più scatole, in cui il nastro viene arrotolato fino a uno spessore di 2 mm. In queste tante scatole, i cilindri di lavoro sono molto sottili, con un diametro inferiore a 4 mm. Per cui devono essere adeguatamente supportati in grandi cilindri.
Il piccolo diametro dei cilindri di lavoro è vantaggioso rispetto ai grandi diametri, in quanto riduce la forza di laminazione, fornisce un migliore allungamento e, al contrario, riduce la dilatazione. Inoltre, la precisione della larghezza di banda è maggiore. Nella laminazione a nastro, il nastro esce dalla bobina e viene riavvolto su una seconda bobina dopo il passaggio. Con questa disposizione, è possibile rafforzare il processo di laminazione mediante una forte forza di trazione nel nastro, la bobina di svolgimento viene decelerata, in modo che il nastro riceva forza di trazione dal lato di ingresso e l'avvolgimento risposta comunica alla tela anche lo sforzo di trazione sulla parte in uscita.
- forza di trazione - 250 kN;
- corsa della slitta di lavoro - 1600 mm;
- superficie piatto di lavoro- 450 × 450 mm;
- frontalino di diametro - 360 mm;
- velocità durante la corsa di lavoro - da 1 a 13 metri al minuto;
- diametro esterno massimo del pezzo - 600 mm;
- dimensioni complessive - 7205 × 2200x1810 mm;
- peso - 6250 kg.
2.4 Brocciatrice fatta in casa
Per realizzare una brocciatrice con le tue mani, per lavori per scopi individuali, non sono necessari artigiani domestici. Tuttavia, ci sono specialisti che si occupano individualmente di questo tipo di lavorazione di parti in volumi abbastanza grandi. Pertanto, realizzare un dispositivo fai-da-te che utilizza una broccia da taglio è abbastanza rilevante per loro.

La macchina stessa, che verrà realizzata a mano, può essere un semplice dispositivo che prevede un movimento rettilineo dell'utensile da taglio (brocciatura) tramite l'idraulica o l'elettromeccanica. Di più opzione sempliceè la prestazione dell'azionamento idraulico.
Il problema principale che sorge quando si lavora con le proprie mani macchina fatta in casaè la fornitura di produzione con brocce ( Strumento per tagliare).È difficile farcela da soli quindi, nei loro calcoli, secondo l'assemblea macchina domestica con le tue mani, dovresti costruire su componenti di produzione già pronti.
Attrezzatura della macchina:
- letto (cavo saldato da lamiera scatola);
- azionamento idraulico (elettromeccanico);
- slitta che si muove su guide interne al cassonetto;
- un'asta fissata su una guida e dotata di una cartuccia per il fissaggio della broccia ad una estremità;
- dispositivo per il fissaggio del pezzo all'estremità della scatola;
- comandi per il movimento dell'utensile da taglio.
Per lavorare con piccole parti, ad esempio, fare una selezione nel foro del perno dentato, non è necessario fissare l'estremità libera della broccia. La lubrificazione e il raffreddamento della superficie di taglio della broccia possono essere eseguiti manualmente senza creare un design speciale per questo.
La brocciatura è uno strumento utilizzato per lavorare il metallo mediante brocciatura (una delle operazioni tecnologiche più comuni nel taglio dei metalli). Questa tecnologia viene utilizzata per le parti utilizzate in molti settori.
Il piano di lavoro delle brocce può avere un profilo diverso a seconda dello scopo e del tipo di utensile.
A cosa serve lo stretching?
Un'operazione tecnologica come la brocciatura è considerata una delle più modi efficaci taglio dei metalli. Per la sua implementazione sono necessari una brocciatrice e uno strumento speciale, il cui utilizzo fornisce una superficie con una rugosità dell'ordine di 0,32 micron e una precisione dei parametri geometrici corrispondente al grado 6.
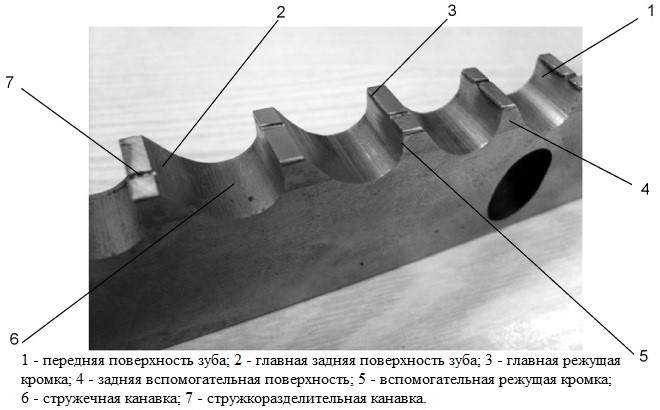
L'utensile con cui viene eseguita la brocciatura del taglio dei metalli è costituito da molti denti. Ognuno è più alto dell'altro se misurato alla loro altezza su un piano perpendicolare alla direzione in cui avviene il movimento principale di taglio. Dotare la broccia di una pluralità di lame di taglio e posizionarle in una determinata posizione consente di utilizzare un solo utensile di questo tipo per asportare l'intera quantità necessaria di trucioli sia in fase di sgrossatura della superficie che durante la sua calibrazione.

Utilizzando brocciatrici, oltre a strumenti specializzati, è possibile lavorare superfici sia esterne che interne di prodotti di varie configurazioni. La brocciatura non utilizza un movimento di avanzamento: tutta la lavorazione viene eseguita eseguendo un movimento principale tramite brocciatura, che può essere rotatorio o traslatorio. Uno strumento di perforazione funziona secondo un principio simile. Nonostante tutta la somiglianza di queste operazioni tecnologiche, la differenza fondamentale tra loro è che lo strumento firmware funziona in compressione e la broccia lavora in tensione.
Il video qui sotto mostra il processo di lavorazione della superficie interna del tubo tirando.
La brocciatura, rispetto ad altri metodi di taglio dei metalli, ha tutta una serie di vantaggi, che includono:
- la possibilità di ridurre i costi di esercizio delle apparecchiature utilizzate;
- elevata resistenza all'usura della broccia;
- alta percentuale avanzamento minuto dovuto al fatto che la lavorazione viene eseguita da più denti taglienti contemporaneamente;
- la capacità di lavorare su brocciatrici anche per specialisti con un basso livello di formazione professionale;
- asportazione di materiale dalla superficie ad alta velocità relativa (questo significa elevate prestazioni di lavorazione);
- la capacità di eliminare qualsiasi tipo di matrimonio della superficie trattata;
- lavorazione di alta precisione di prodotti in metallo.
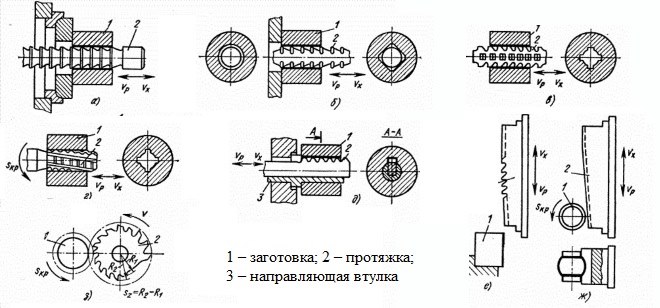
Schemi di vari tipi di fori e superfici di perforazione
L'utensile di cui sono dotate le brocciatrici è costituito principalmente da materiali medio legati, piuttosto costosi. Per questo motivo, il suo utilizzo è consigliato alle industrie che producono i loro prodotti in lotti grandi e massivi.
Nel frattempo, le brocciatrici e le brocciatrici possono essere utilizzate anche nella produzione su piccola scala e in un unico pezzo di prodotti in metallo, se i loro parametri geometrici sono standardizzati. Non si può fare a meno di un'operazione così tecnologica e in quei casi in cui è l'unico modo possibile o più redditizio di elaborazione.
Varietà e design di spille
Le brocce sono classificate in base a una serie di parametri. Esistono i seguenti tipi di spille:
- con una parte tagliente in acciaio ad alta velocità, acciaio per utensili o lega dura;
- solido o prefabbricato - a seconda design;
- passaggio singolo o multiplo - a seconda di quante brocce sono contenute in un set di lavoro;
- lavorare secondo un metodo a gradini, profilati o progressivo, a seconda di come viene rimossa la tolleranza dalla superficie della parte;
- con disposizione diritta e inclinata o elicoidale e anulare delle lame di taglio sulla parte lavorante.

Vari tipi di brocce si distinguono anche in base al loro scopo principale e questa classificazione può essere definita una delle più importanti. Quindi, a seconda di questo parametro, si distinguono le brocce per superfici esterne e interne. Con l'ausilio di un utensile pensato per il lavoro all'aperto, è possibile lavorare superfici di varie configurazioni (ingranaggi, profili a spina di pesce, scanalature anche a T, alberi cilindrici, scanalature di varie forme, anche a coda di rondine, alberi scanalati, eccetera.).

La broccia può elaborare superfici di vari profili
La brocciatura dei fori è più comune operazione tecnologica rispetto alla brocciatura delle superfici esterne. Utilizzando una brocciatrice e una brocciatrice, è possibile lavorare i seguenti tipi di superfici interne:
- chiavette;
- scanalature a vite;
- fori tondi (spille per fori tondi);
- fori con diverso numero di facce (spicce sfaccettate);
- fori scanalati (spille scanalate).

Spilla scanalata per la realizzazione di fori
Nonostante il fatto che vengano utilizzati per il trattamento delle superfici interne tipi diversi brocce, il design di questi strumenti è quasi identico e comprende diversi componenti.parte anteriore
Questo è l'elemento guida. Prima della lavorazione, la parte viene fissata con precisione sulla parte anteriore dell'utensile, che quindi trasferisce senza problemi la superficie di lavoro taglienti spille. La sezione nominale della parte anteriore dell'utensile e la dimensione del foro in lavorazione devono corrispondere e la scelta del grado di accoppiamento viene effettuata tenendo conto dello spazio richiesto tra la broccia e le pareti del foro.
stincoUtilizzando questo elemento, la broccia viene fissata nella cartuccia dell'attrezzatura utilizzata. Per le brocce sia tonde che piatte, le dimensioni dei gambi sono rigorosamente specificate dalle disposizioni del relativo documenti normativi(GOST 4043-70 e 4044-70).

parte tagliente
Questo elemento di broccia è costituito da molti denti ed è responsabile della rimozione della tolleranza richiesta dalla superficie lavorata. I parametri geometrici dei denti taglienti della broccia, partendo dalla sua parte anteriore e terminando con la parte posteriore, cambiano gradualmente. Quindi, il dente anteriore ha la forma e le dimensioni del foro da lavorare e l'elemento di taglio posteriore ha parametri geometrici che corrispondono alle caratteristiche del foro finito. A causa del fatto che l'altezza dei denti della broccia aumenta gradualmente verso la sua parte posteriore, non vi è alcun movimento di avanzamento durante la lavorazione, mentre il sovrametallo viene effettivamente rimosso dalla superficie da lavorare.
Le brocce lunghe e pesanti sono dotate di questo elemento in modo da fornire loro un supporto con un fermo stabile.
Guida posterioreQuesta parte della broccia è necessaria affinché il pezzo non si deformi quando l'ultimo dente tagliente lascia il suo foro.
Parte di calibrazioneQuesto elemento è caratterizzato da un numero di denti inferiore rispetto alla parte tagliente della broccia. La forma e le dimensioni dei denti posti sulla parte calibratrice sono del tutto identiche a quelle del foro finito.
Tipi di brocce scanalate e loro portata
La broccia scanalata, come accennato in precedenza, viene utilizzata per elaborare superfici interne su cui sono presenti elementi scanalati. Tali utensili, a seconda del numero e del tipo di frese di cui sono dotati, possono essere:
- evolvente;
- scanalato;
- 6 scanalato;
- 8 scanalato;
- 10 scanalato.

La broccia scanalata, a seconda della sua tipologia, può essere prodotta secondo uno dei seguenti documenti normativi:
- con profilo ad evolvente: 50038-92 - combinato a due passate; 50035-92, 28050-89 - regolare tipo combinato; 25158-82, 25159-82 - per la lavorazione di un foro con una sezione di 15–90 mm; 25157-82 - per la lavorazione di fori con una sezione trasversale di 12–14 mm; 25160-82 - per la lavorazione di fori con una sezione trasversale di 45–90 mm;
- con profilo dritto: 25971-83, 25972-83 - per la lavorazione di fori a otto scanalature; 25969-83, 25970-83 - per la lavorazione di fori a sei scanalature; 24822-81, 24823-81 - per fori a dieci scanalature;
- con gambo a vite: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89, ecc.
In alcuni casi, quando non è possibile selezionare uno strumento standard, la produzione di brocce può essere eseguita secondo una documentazione di progettazione appositamente sviluppata.
Utilizzando brocce scanalate, è possibile eseguire efficacemente le seguenti operazioni tecnologiche:
- taglio di cave e cave;
- lavorazione di canne di armi rigate;
- taratura di fori interni di vario tipo;
- produzione di elementi di turbina per motori aeronautici;
- brocciatura di superfici esterne a configurazione complessa.
Attrezzatura da traino
Le brocciatrici sono suddivise in diversi tipi in base a una serie di parametri. Queste opzioni sono, in particolare:
- finalità - eseguire il trattamento di superfici esterne o interne;
- grado di universalità - macchine per scopi generali e altamente specializzati;
- la direzione in cui si muove l'elemento trafilato (movimento di lavoro) - brocciatrici orizzontali o brocciatrici verticali;
- tipo di lavoro movimento eseguito - con rotatoria, con il movimento della broccia o del pezzo;
- il numero di carrelli installati sulla macchina - carrello singolo o multiplo;
- il numero di posizioni occupate dal meccanismo di lavoro della macchina: una e più posizioni (con un tavolo rotante);
- livello di automazione - con e senza CNC.
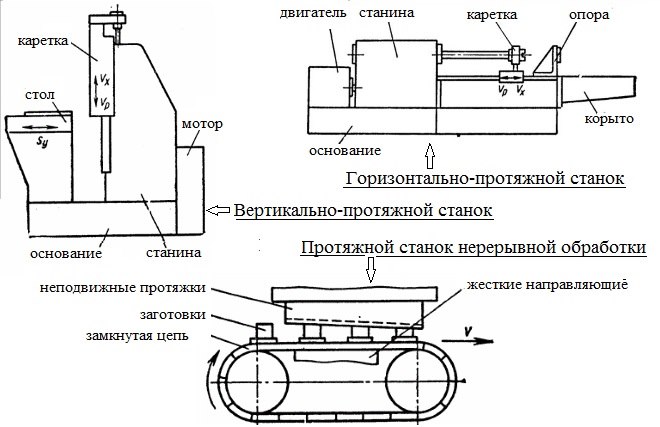
I tipi più comuni di tali apparecchiature sono:
- persistente orizzontalmente macchina universale utilizzato per la lavorazione di superfici interne;
- macchine di tipo verticale utilizzabili sia per superfici esterne che interne;
Consigliamo anche
 Alimentatore switching: riparazione e perfezionamento
Alimentatore switching: riparazione e perfezionamento
 Controllo remoto della luce
Controllo remoto della luce
 Corsi di nuoto per bambini in età prescolare
Corsi di nuoto per bambini in età prescolare
 Note per il padrone - Allarmi casalinghi
Note per il padrone - Allarmi casalinghi
 Elica dell'orologio su Atmega8
Elica dell'orologio su Atmega8
 Esempi applicativi di dispositivi e relè, come scegliere e collegare correttamente un relè Microcontrollore e relè semplici circuiti di commutazione
Esempi applicativi di dispositivi e relè, come scegliere e collegare correttamente un relè Microcontrollore e relè semplici circuiti di commutazione