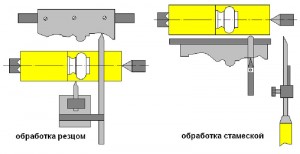
Աշխատանքային մասի կարգավորում - շրջադարձ: Կենտրոններում սեղմում մասերը շրջելիս
|
Խառատահաստոցների վրա մասերի արտադրության տեխնոլոգիա. |
|
Ցանկացած մասի արտադրությունը սկսվում է նյութի ընտրությամբ: Ընտրված նյութը կտրված է դատարկությունների մեջ: Աշխատանքային մասի չափը միշտ գերազանցում է պատրաստի մասի չափերը որոշակի քանակությամբ (նպաստ): Նպաստի չափը և ձևը կախված են մասի ձևից, դրա արտադրության տեխնոլոգիայից: |
|
Հյուսվածքով միատեսակ փայտը լավագույնս հարմար է պտտման համար: Սրանք են կեչի, լորենի, կաղամախու, հաճարենի, կնձնի, ընկուզենի: Պտտվող մասերը կենտրոնական մեքենաների վրա
|
|
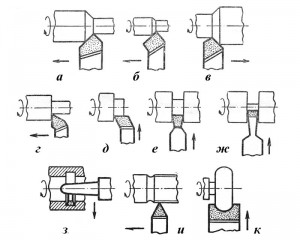
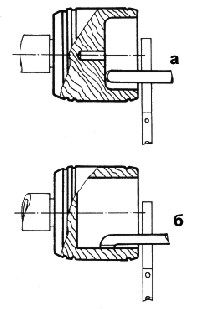
Բրինձ. 1. Մասի պտտման հաջորդականությունը ա - աշխատանքային մասի ամրացում; բ - աշխատանքային մասի կտրվածքի ամրացում; գ- ռեյրով կոպտացում; g - ավարտելով Meisel; e- մշակման մասի կտրում (երեսապատում): Պտտվող ներքին խոռոչները Ներքին մակերևույթները պտտելու համար աշխատանքային մասը ամրացվում է միայն մեքենայի գլխամասում, խցիկով, երեսպատման կամ խողովակաձև կցորդով:
|
|
|
|
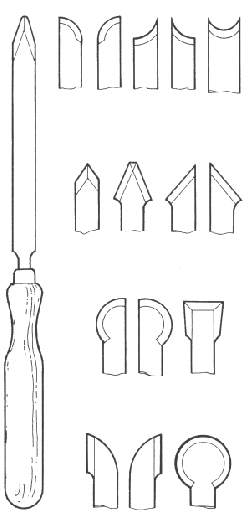
Բրինձ. 2. Սնամեջ շրջադարձ ա - ճակատային ափսեի վրա; բ- խողովակաձեւ քարթրիջում: Աշխատեք խառատահաստոցների վրա տրամաչափով Տրամաչափով խառատահաստոցների վրա մշակումն իրականացվում է մեքենայի շարժական տրամաչափի վրա տեղադրված գործիքակալում ամրացված կտրիչներով։ Նման մեքենաները, որպես կանոն, ունեն ձեռքով և մեխանիկական սնուցում մեքենայի երկայնքով և ամբողջ տարածքում: Պտտվող կտրիչներ. Ըստ գլխի ձևի՝ կտրիչները բաժանվում են ուղիղների՝ ուղիղ ձողով (նկ. 3 ա) և թեքվածների, որոնց ձողը թեքված է դեպի աջ կամ ձախ։ Ըստ կտրող եզրի տեղակայման՝ առանձնանում են աջ (նկ. 3դ) և ձախ (նկ. 3գ) կտրիչները։ Աջերը երկայնական ուղղությամբ շարժվում են պոչից դեպի առջև, ձախերը՝ առջևից դեպի հետև։ Միջոցով կտրիչները (նկ. 3 ա-գ) նախատեսված են պտտելու, փորելու, մղիչ կտրիչների միջով (նկ. 3 դ)՝ աստիճանի ձևավորված ծայրը պտտելու և մշակելու համար։ Հատիչ կտրիչները (նկ. 3 ե) ծառայում են մշակվող մշակվող մասի վերջում աստիճան կազմելու, ծայրի հարթությունը մշակելու համար: Ակոսներ արտաքին և ներքին մակերեսըմանրամասները կարելի է ձեռք բերել գոգավոր կտրիչների միջոցով (նկ. 3 f, h): Կտրման համար օգտագործվում են կտրող կտրիչներ (նկ. 3գ): Թելերի համար օգտագործվում է թելավոր կտրիչ (նկ. 3 i): Ձևավոր կտրիչները սրվում են ըստ աշխատանքային մասի ձևի (նկ. 3 ժ): |
 |
|
Բրինձ. 3. Շրջադարձային գործիքների հիմնական տեսակները Կտրիչները դրված են այնպես, որ կտրիչի վերին մասը համընկնի պոչամբարի կենտրոնի հետ: Գլխի արագությունը պետք է լինի 1200 rpm: Գլանաձև բլանկների շրջում: |
|
|
|
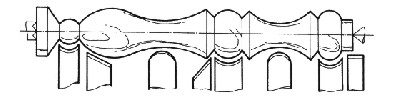
Բրինձ. 4. Գլանաձեւ բլանկների մշակման տեխնիկա Կտրիչը աստիճանաբար սնվում է առաջ, մինչև այն դիպչի պտտվող աշխատանքային մասին, և այս դիրքում այն հետ է քաշվում դեպի աջ: Կտրիչը 2-3 մմ առաջ սնվում է լիմբուսի երկայնքով և առաջին աշխատանքային անցումը կատարվում է աշխատանքային մասի երկայնքով: Անցումները կատարվում են մինչև հարթ գլանաձև ձև ստանալը (նկ. 4 ա): Կտրիչը տեղափոխելով ըստ լայնակի սնուցման հավաքիչի ցուցումների ցանկալի չափի, փորձարկման փոքր տարածքը շրջվում է: Եթե չափումը ցույց է տվել, որ կտրիչը դրված է ցանկալի չափի, ապա մակերեսը մշակվում է ամբողջ երկարությամբ՝ աջից ձախ (նկ. 4 բ): Շրջելուց հետո կտրիչը հետ է քաշվում։ Եվ նրանք վերադառնում են իրենց սկզբնական դիրքին։ Նույն կտրիչը կտրում է ծայրը և ծայրերը: Վերջնական երեսը կտրվում է այնքան ժամանակ, մինչև կտրիչը մոտենա մասի կենտրոնին (նկ. 4 գ): Ուղղանկյուն ակոսներ և եզրեր պտտելու համար օգտագործվում է հարդարման (շեղբ) կտրիչ (նկ. 4 դ): Այն լայնակի ուղղությամբ շարժելով և տրամաչափը երկայնական շարժելով՝ հնարավոր է մշակել տարբեր տրամագծերով գլանաձև մակերես։ Ձանձրույթն օգտագործվում է մասերի անցքեր և ներքին խոռոչներ ընտրելու համար: Ձանձրացնելը կատարվում է ձանձրալի միջոցով կոշտ կտրիչ(նկ. 4ե): Կտրիչի կտրող եզրը դրված է լիսեռի առանցքի մակարդակով: Երբ ձանձրալի է, կտրիչի երկայնական սնուցումը փոխարինվում է իր լայնակի տեղաշարժերով մասի եզրից մինչև դրա կենտրոնը, շերտ առ շերտ հեռացնելով նյութը կտրվող խոռոչի պատից և հարթեցնելով դրա հատակը: Բարդ ձևի մասերը շրջելը կատարվում է ձևավորված կտրիչներով |
|
|
|
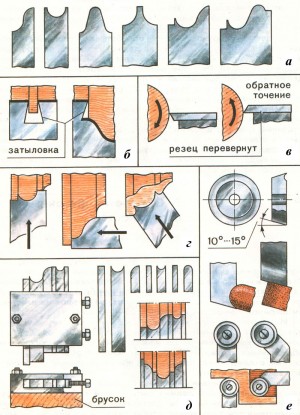
Բրինձ. 5. Ձևավոր կտրիչներ սրելու և տեղադրելու տարբերակներ Ձևավոր կտրիչները պատրաստվում են անկախ ածխածնի կամ արագընթաց պողպատից 3-5 մմ հաստությամբ, 10-20 մմ լայնությամբ և 100-120 մմ երկարությամբ: Կտրիչը պտտվում է կիրառական եզրագծի երկայնքով, կարծրացնում և սրում (նկ. 5 ա): Կտրիչները պետք է անպայման ունենան կողային երեսների թիկունք, որպեսզի մշակման ընթացքում չշփվեն մասի հետ (նկ. 5 բ): Ուղիղ և հետադարձ պտտման համար ձևավորված կտրիչ (նկ. 5գ) տեղադրելու երկու տարբերակ կա, հակառակ շրջադարձի ժամանակ կտրիչը շրջվում է և ստացվում է հակադարձ պրոֆիլով հատված։ Ձևավոր կտրիչները կարող են սնվել հատվածին լայնակի, երկայնական ուղղությամբ և մասի առանցքի անկյան տակ (նկ. 5դ): Տարբեր բարդ պրոֆիլների մասեր ձեռք բերելու համար կարող եք օգտագործել 4-8 մմ հաստությամբ կտրիչներից հավաքված կոմպոզիտային կտրիչ՝ տարբեր սրությամբ։ Նրանց տարբեր համադրությունը թույլ է տալիս ստանալ տարբեր պրոֆիլներ (նկ. 5e): Թե՛ դրսից, թե՛ մասի ներսից հարթ ձևեր ստանալու համար կարելի է օգտագործել կտրող սկավառակով կտրիչ։ Սկավառակի եզրին մշակվում է 4-8 մմ հաստությամբ, 12-20 մմ տրամագծով սկավառակ, 2-3 մմ շառավղով ակոս: Պնդանալուց հետո սկավառակը պտուտակով ամրացվում է մանդրելի վրա և սրվում (նկ. 5 զ): Պատճենահանող սարքի վրա մասի մշակում։ Հարմար է միանման մասերի մեծ ծավալ արտադրել՝ օգտագործելով պատճենահանող սարք։ Որպես կտրող գործիք, կախված մեքենայի դիզայնից, կարող եք օգտագործել մեքենայի հենակետում տեղադրված շրջադարձային գործիքներ, շեշտադրմամբ ճարմանդներ կամ սկավառակի կտրիչներ: |
|
|
|
Բրինձ. 6. Պատճենահանող սարքի վրա մշակում սայրով և սայրով |
 |
Բրինձ. 7. Պատճենահանող սարքի վրա սկավառակի կտրիչով մշակում։
Պատճենահանող սարքի միացում աջակցող մեքենայի վրա
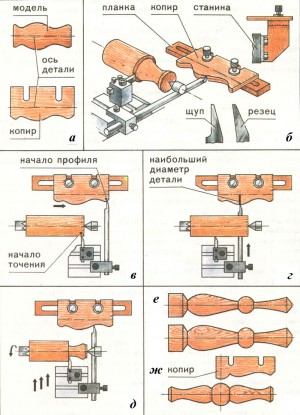
Բրինձ. 8. Մասի մշակում ըստ պատճենահանողի
Պատճենահանող սարք պատրաստելու համար մասնակի մոդելը մշակվում և սղոցվում է առանցքի երկայնքով: Ստացված պրոֆիլի հատվածը տեղափոխվում է 4-5 մմ հաստությամբ նրբատախտակի վրա և կտրվում (նկ. 8 ա): Պատճենահանող սարքերը կարող են պատրաստվել մետաղից՝ օգտագործելով լազերային կտրում:
Ապագա մասերի պրոֆիլը ամրագրված է մեքենայի մահճակալի վրա: Կցված է տրամաչափի խաչաձեւ սլայդին մետաղական պահողզոնդով։ Զոնդի ծայրը և կտրիչը պետք է ունենան նույն պրոֆիլը (նկ. 8 բ):
Առաջին բլանկը նախապես ձևավորվում է գլանով, որի տրամագիծը հավասար է դատարկի ամենամեծ տրամագծին, հետագա բլանկները կարող են պատրաստվել փոքր չափով: Նախ կարգավորվում է աշխատանքային մասի և պատճենահանող սարքի հարաբերական դիրքը (նկ. 8 գ), այնուհետև մեքենայի տրամաչափը տեղափոխվում է ձախ, մինչև զոնդի վերին մասը հավասարեցվի գծին: ամենամեծ տրամագիծըմանրամասներ (նկ. 8դ): Կտրիչը սնվում է առաջ, մինչև այն կանգնի աշխատանքային մասի մակերեսին, իսկ զոնդը հենվում է պատճենահանողի վրա ամենամեծ տրամագծի կետում և ամրացվում է այս դիրքում: Մշակումն իրականացվում է աջից ձախ։ Կտրիչը սնվում է հատվածին լայնակի ուղղությամբ, մինչև որ զոնդը կանգ առնի պատճենահանողի եզրագծում (նկ. 8. ե): Կտրիչի երկայնական տեղաշարժի արժեքը մեկ լայնակի հարվածի համար 1-2 մմ է: Կտրված հետքերը հանվում են հղկաթուղթով: Նույն պատճենահանիչը կարող է օգտագործվել նույն պրոֆիլի, բայց տարբեր տրամագծերի մասերը պտտելու համար (նկ. 8 զ): Պատճենահանողի անկյան փոքր փոփոխությունը տալիս է մասի ուրվագծի նեղացում: Պատճենահանողի վրա երկար մասերը սրվում են մասերով: Սիմետրիկ ֆիգուրները մշակվում են եզրից մինչև մեջտեղը, այնուհետև շրջում են մշակման կտորը և մշակում երկրորդ մասը (նկ. 8գ):
Կտրման ռեժիմի ընտրություն
Խառատահաստոցների վրա հիմնական կտրող շարժման արագությունը տարբեր կետերկտրող եզրը տարբեր է և կախված է աշխատանքային մասի պտտման առանցքի հեռավորությունից: Միջին արագությունըհամար միջին կետորոշվում է բանաձևով.
V cp \u003d πD cp n / (60 1000)
որտեղ D cp - աշխատանքային մասի միջին տրամագիծը, մմ;
N- spindle արագություն, rpm;
Գծի արագությունը ընտրվում է կախված աշխատանքային մասի տրամագծից; 400 մմ-ից ավելի տրամագծով երեսպատման ափսե տեղադրելիս spindle արագությունը չպետք է գերազանցի 800 rpm:
Փայտի հիմնական կտրման արագությունը փափուկ ժայռեր 10-12 մ/վրկ, կարծր փայտի համար՝ 0,5-3 մ/վ։
Երկայնական սնուցում 1,6-2 մմ կոպիտ պտտման համար, 0,8 մմ-ից ոչ ավելի հարդարման համար: Խաչաձև սնուցումը մեկ spindle պտույտի համար չպետք է գերազանցի 1,2 մմ:
Մեքենայի մասեր CNC խառատահաստոցների վրա
CNC խառատահաստոցներն ունեն ծայրային աղացներ՝ որպես կտրող գործիք կամ համակցված են ծայրամասային աղացների և սկավառակի կտրիչների հետ:
Մասը վերջնական ֆրեզով մշակելիս դուք կարող եք ստանալ այլ պատկերավոր պրոֆիլ աշխատանքային մասի վրա: Կտրիչի շարժումը և աշխատանքային մասի պտտման արագությունը սահմանվում են ծրագրաշարի միջոցով՝ կախված ապագա մասի ձևից:

Բրինձ. 9. CNC խառատահաստոցի վրա քանդակի ստեղծում
Եզրային և սկավառակի կտրիչներ ունեցող մեքենաները թույլ են տալիս արագացնել աշխատանքային մասերը շրջելու գործընթացը: Սկավառակի կտրիչը կատարում է նախնական կոշտացում, վերջ ջրաղացավարտում.

Բրինձ. 10. Աշխատանքային մասի մշակումը սկավառակի կտրիչով

Բրինձ. 11. Աշխատանքային մասի վերամշակում վերջնաղացով
Աշխատանքային կտորը պտտելուց հետո վերջնական հարդարման և կտրող հետքերը հեռացնելու համար այն մշակվում է հղկաթուղթով, սովորաբար օգտագործվում է փոքր լայնության մի կտոր, որը ձգված վիճակում տեղափոխվում է ամբողջ աշխատանքային մասի վրա:

Բրինձ. 12. Աշխատանքային մասի մշակումը հղկաթուղթով
Գրականություն:
1. Բուրիկով Վ.Գ., Վլասով Վ.Ն. Տան փորագրություն - Մ .: Ռուսաստանի Նիվա Եվրասիական տարածաշրջանի ընկերության հետ միասին, 1993-352 էջ.
2. Վետոշկին Յու.Ի., Ստարցև Վ.Մ., Զադիմիդկո Վ.Տ.
Փայտե արվեստ: Դասագիրք. նպաստ. Եկատերինբուրգ: Ուրալ. պետություն անտառային ճարտարագիտություն un-t. 2012 թ.
3. Գլիկին Մ.Ս. Դեկորատիվ փայտամշակում «Universal» մեքենայի վրա .- M .: Lesn. prom-st, 1987.-208 p.
4. Կորոտկով Վ.Ի. Փայտամշակման մեքենաներ. Դասագիրք սկզբի համար. պրոֆ. Կրթություն. - M.6 Հրատարակչական կենտրոն «Ակադեմիա», 203.-304 էջ.
5. Լեռներ Պ.Ս., Լուկյանով Պ.Մ. Շրջադարձային և ֆրեզերային բիզնես. Պրոց. Նպաստ 8-11-րդ դասարանների սովորողների համար. միջին դպրոց - 2-րդ հրատ., վերանայված - Մ .: Կրթություն, 1990.-208 էջ.
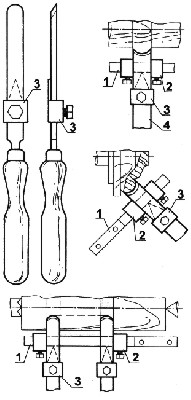
TO բարդ ուղիներԱշխատանքային մասի կարգավորումները խառատահաստոցի վրա ներառում են՝ տեղադրում 4-ծնոտի ոչ ինքնակենտրոն ճարմանդում, ճակատային ափսեի վրա, քառակուսի վրա, կայուն հենարաններում և աշխատանքային մասերի տեղադրում էքսցենտրիկ մասերի մշակման ժամանակ: Նրանց բոլորին անհրաժեշտ է կա՛մ հարմարանքի հատուկ կարգավորում, կա՛մ աշխատանքային մասի հավասարեցում պտտման առանցքի նկատմամբ:
§ 1. Մեքենաներ 4-ծնոտի չակերում
Ոչ կլոր աշխատանքային մասերը, ձուլվածքները և դարբնոցները անհարթ մակերևույթներով և որոշ այլ աշխատանքներ սեղմելու համար օգտագործվում են ծնոտի անկախ շարժումով 4 ծնոտի ճարմանդներ:
Կով (նկ. 236): Դրանք բաղկացած են մարմնի 2-ից, հենարաններից 3, պտուտակներից 4-ից և խցիկներից 5-ից: Տեսախցիկները կարող են օգտագործվել որպես առաջ և հետընթաց: Նման ճեղքերում բլանկների ամրացումը և կենտրոնացումը կատարվում է առանձին: Չաքը տեղադրվում է պտուտակի պարուրված ծայրի վրա՝ օգտագործելով ադապտերային եզր 1: Ֆլանգավոր լիսեռի ձևավորում ունեցող մեքենաների համար մոնտաժման անցքը կատարվում է անմիջապես պտուտակի մարմնի մեջ:
4-ծնոտի խարույկի մարմինը կարող է օգտագործվել որպես երեսպատում՝ մշակված հենման մակերեսով աշխատանքային մասերը ամրացնելու և ամրացնելու համար: Այդ նպատակով այն երկարաձգված ակոսների միջով ապահովում է մոնտաժային պտուտակներ տեղադրելու համար: Պատրաստված են փամփուշտներ տարբեր չափերի*արտաքին տրամագծով 160-ից 1000 մմ:
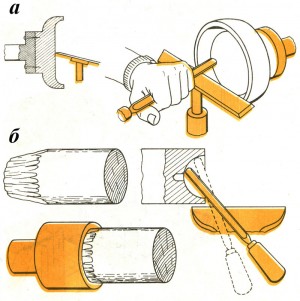
Աշխատանքային մասերի մշակման առանձնահատկությունը նման ճարմանդներում մշակվող մակերևույթի առանցքը կցորդի առանցքի (spindle) հետ հավասարեցնելու անհրաժեշտությունն է: Դա արվում է բլանկները համադրելով՝ ըստ կավիճի ռիսկի կամ ըստ նշագրման,
Առաջին դեպքում (նկ. 237, ա) կավիճի կտորը բերվում է դանդաղ պտտվող աշխատանքային մասի ստուգված մակերեսին և դրա համակենտրոնությունը պտտման առանցքի հետ որոշվում է կավիճի ռիսկի տեսակով: Ձեռքերը չվնասելու համար կավիճը տեղադրվում է մոտավորապես աշխատանքային մասի առանցքի մակարդակի վրա՝ թեթև ներքև թեքությամբ և ավելի մեծ կայունության համար։ աջ ձեռքաջակցությունը ձախ. Եթե ռիսկի հետքը գտնվում է ամբողջ շրջագծի երկայնքով, ինչը շատ հազվադեպ է լինում առաջին ստուգման ժամանակ, ապա աշխատանքային մասի դիրքը. 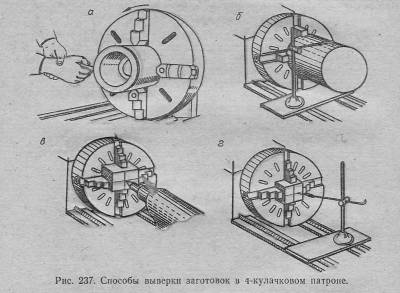
Ճիշտ է.
Երբ ռիսկը մնում է միայն ստուգվող մակերևույթի փոքր հատվածի վրա, աշխատանքային մասի դիրքը ճշգրտվում է՝ խցիկները տեղափոխելով ռիսկին հակառակ:
Եթե աշխատանքային մասն ունի համեմատաբար հարթ կամ նախապես մշակված մակերես, ապա նմանատիպ հավասարեցում կատարվում է նստարանի հաստության չափիչով, ինչպես ցույց է տրված նկ. 237 բ. Հաստաչափի ասեղը, որը տեղադրված է հատուկ ափսեի կամ խաչաձև սլայդի վերին հարթության վրա, բերվում է մակերեսին, որպեսզի ստուգվի փոքր բացվածքով և, միացնելով spindle-ի ցածր արագությունը, որոշի դրա միատեսակությունը շրջագծի շուրջ: Փոխելով աշխատանքային մասի դիրքը ցախի մեջ՝ տեղաշարժելով համապատասխան խցիկները, դրանք հնարավոր են դարձնում այն ավելի փոքր: Այնուհետև վերնագիրը վերջապես ամրագրվում է:
Երկրորդ մեթոդի համաձայն, հավասարեցումն իրականացվում է աշխատանքային մասի վերջում նշելով հետևի կենտրոնի կամ հաստության չափիչի միջոցով:
Հետևի կենտրոնի վերին մասը տեղադրվում է բռունցքով անցքի մեջ՝ կենտրոնական գծանշման գծերի հատման կետում (Նկար 237, գ), աշխատանքային մասը կենտրոնով սեղմվում է խարույկի մարմնի ծայրին և ամրացվում խցիկներով այս դիրքում։ .
Հաստության չափիչի հետ հաշտվելիս (նկ. 237, դ) այն տեղադրվում է վրա. տրամաչափի խաչաձեւ սլայդի հարթությունը կամ հատուկ ափսե: Հաստաչափի ասեղը, որը տեղադրված է հետևի կենտրոնի վերին մասի բարձրության վրա, բերվում է աշխատանքային մասի վերջի դեմքի կենտրոնական գծերին և յուրաքանչյուր գծի դիրքը հերթափոխով ստուգվում է լայնակի շարժումով: Այս դեպքում կենտրոնական գիծը, երբ աշխատանքային մասը պտտվում է 180 °-ով, պետք է համակցված լինի հաստաչափի ասեղի վերին մասի հետ ամբողջ երկարությամբ:
Այս հաշտեցումները կատարվում են միայն խմբաքանակից առաջին մասի արտադրության ժամանակ։ Մնացած մասերը ճիշտ կողմնորոշված են 4-ծնոտի ճարմանդում՝ սեղմելով երկու հարակից ծնոտների վրա, որոնք չեն շարժվում աշխատանքային մասերն անջատելիս:
§ 2. Վերամշակում երեսպատման և քառակուսու վրա
Ազատ ձևի մասերը, ինչպիսիք են լծակները կամ պատյանները, որոնք չեն կարող ճիշտ տեղադրվել 4 ծնոտի ճարմանդում, ամրացվում են երեսպատման վրա: Տեղադրման այս մեթոդին կիրառվում է նաև այն դեպքում, երբ պահանջվում է պահպանել մշակվող մակերեսի առանցքի խիստ ուղղահայացությունը մինչև վերջը կամ մասի հիմքը:
Դեմքի 1-ը (նկ. 238) չուգուն սկավառակ է հանգույցով, հետևի կողմում ամրացված կոշտացուցիչներով,
Հանգույցի անցքերը կատարվում են ըստ spindle-ի առջևի ծայրի ձևի, որի վրա տեղադրվում և ամրացվում է երեսպատումը:
Առջևի ծայրը խստորեն ուղղահայաց է իր առանցքին: Այն ունի T-աձև և պտուտակներ ամրացնելու համար անցնող ակոսներ: Դեմքի ափսեը հիշեցնում է 4 ծնոտով ցախի մարմին, որը երբեմն օգտագործվում է նույն նպատակով:
Աշխատանքային մասը սեղմվում է ճակատային սալիկի ծայրին սեղմակներով և պտուտակներով, և մշակման ընթացքում տեղաշարժը կանխելու համար այն լրացուցիչ սեղմվում է կողային հենարաններով: Այս ամրացումը ներկայացված է Նկ. 238. Մաս 4-ը սեղմված է երեսպատման վրա երկու սեղմակով 2 և պտուտակներ 3-ով: Ամրակի առջևի ծայրը հենվում է մասի վրա, հետևի ծայրը հենվում է հենակետի վրա 8: Կողային հենարանները այստեղ պտուտակներն են 6, որոնք պտուտակված են 5-ի մեջ: երեսպատման վրա ամրացված քառակուսիներ: 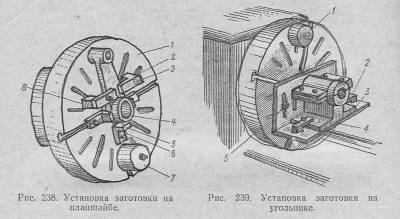
Առջևի ափսեի վրա տեղադրված աշխատանքային մասերը պետք է ունենան մաքուր մշակված հենարան (դեմքի ափսեի դեմքով): Դրանք ամրացնելիս պետք է հետևել հետևյալ կանոններին.
1. Ամրացուցիչի պտուտակները պետք է տեղադրվեն որքան հնարավոր է մոտ մասին՝ ավելի ամուր ամրացում ստեղծելու համար:
2. Ընկույզները սկզբում թույլ, ապա վերջապես ամրացրեք անկյունագծով։
3. Հնարավորության դեպքում ամրացրեք սեղմակները այն մասի տեղերում, որոնք հենված են երեսպատման վրա:
4. Եթե երրորդ կանոնը չի կարող պահպանվել, ապա շատ մի սեղմեք ընկույզները, որպեսզի խուսափեք հատվածի ծալումից:
5. Վերցրեք հենակետերը այնպիսի բարձրության վրա, որ սեղմակները 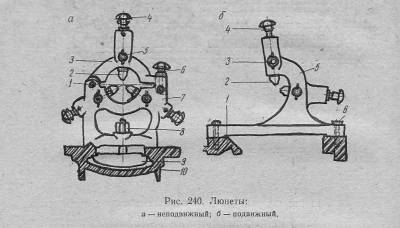
գտնվում է ճակատային սալիկի աշխատանքային հարթությանը զուգահեռ:
Խմբաքանակից առաջին բլանկը ստուգվում է երեսպատման վրա այնպես, ինչպես 4-ծնոտի չակում: Ընկույզները մի փոքր սեղմելով՝ այն կարելի է տեղափոխել ցանկացած կողմնակի լույսմուրճը հարվածում է. Մնացած բլանկները ճիշտ կողմնորոշված են կողային հենարաններով:
Եթե աշխատանքային մասի ծանրության կենտրոնը տեղաշարժված է պտտման առանցքից, ապա օգտագործվում է հակակշիռային հավասարակշռող 7 (նկ. 238): Հավասարակշռումը կատարվում է այս կարգով. Հակակշիռը նախ ամրացվում է ճակատային ափսեի վրա՝ իր առանցքից որոշ հեռավորության վրա՝ հակառակ աշխատանքային մասի ծանրության կենտրոնին: Այնուհետև, spindle-ն անջատելով փոխանցման տուփի մեխանիզմից, ձեռքով շրջեք երեսպատումը: Եթե վերջինս կանգ է առնում տարբեր դիրքերում, ապա հավասարակշռումը ճիշտ է։ Հակառակ դեպքում, հակակշիռը պտտման առանցքից տեղափոխվում է ցանկալի ուղղությամբ և նորից կրկնվում է հավասարակշռումը:
Հաստոցին մշակվող մակերեսի առանցքի զուգահեռ կամ անկյունային դասավորությամբ մասերը տեղադրվում են քառակուսի 4-ի վրա (նկ. 239), որը ամրացված է երեսպատման վրա՝ պտուտակներով և ընկույզներով 5. Մաս 3 (այս դեպքում՝ կրող պատյանը), իր հերթին, ամրացված է քառակուսի հորիզոնական դարակի վրա սեղմակներով 2 և հավասարակշռված է հակակշիռով 1:
Խմբաքանակից առաջին աշխատանքային մասի հավասարեցումը քառակուսու հետ կատարվում է վերը նշված մեթոդներից մեկով` ըստ կավիճի ռիսկի կամ գծանշման:
Այս աշխատանքների համար կարող են օգտագործվել նաև. 4 ծնոտի չակ, որի ծնոտներից մեկը փոխարինված է քառակուսիով։
§ 3. Մշակում կայուն հանգստի ժամանակ
Կայուն հենարանները կոչվում են լրացուցիչ օժանդակ սարքեր, որոնք օգտագործվում են ոչ կոշտ լիսեռների մշակման մեջ:
Առանցքները, որոնց երկարությունը գերազանցում է 12-15 տրամագիծը, սովորաբար համարվում են ոչ կոշտ: Նման մասերը թեքվում են, թրթռում են կտրող ուժի և սեփական քաշի ազդեցության տակ, ինչը հանգեցնում է կտրիչի ճեղքմանը, նվազեցնում է մշակման որակը և ստիպում կրճատել կտրման ռեժիմը: բարձրացնել արտադրողականությունը, երկար լիսեռները ապահովված են կայուն հենարաններով:
Խառատահաստոցները հագեցված են կայուն հենարաններով հիմնական նպատակ, գլխավոր նպատակերկու տեսակի՝ ֆիքսված և շարժական։
Ֆիքսված նստարանը (նկ. 240, ա) բաղկացած է հիմքից 7, կախովի կափարիչից 3 և երեք խցիկից 2, անկախ շարժումով: Լյունետը տեղադրված է շրջանակի միջին ուղեցույցների վրա 10 և ամրացված է 9-ով ամրակապով, որը սեղմվում է ուղեցույցների եզրերին պտուտակով և ընկույզով 8: Տեսախցիկները կարող են շառավղային շարժվել պտուտակներով՝ պտտելով բռնակները 4 և ամրագրված է անհրաժեշտ դիրքում սեղմիչներով 5. Կափարիչը 3, որը միացված է հիմքին 1 առանցքով, երբ թողարկվել է սեղմիչը 6-ը, կարելի է դեն նետել՝ մասը կայուն հանգստի մեջ տեղադրելու համար: Խցիկների ծայրերը փոխարինելի են: Նրանք են 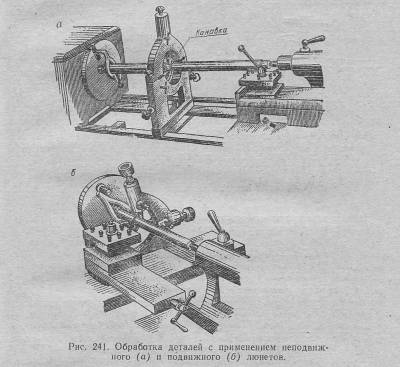
պատրաստված չուգունից կամ բրոնզից: Կտրման բարձր արագությամբ աշխատելու համար փոխարենը տեղադրվում են շարժական առանցքակալներ:
Շարժական կայուն նստարանը (նկ. 240, բ) բաղկացած է մարմնից 5, որի վերին մասը թեքված է դեպի աջ, և երկու կարգավորվող խցիկներից 2՝ անկախ շարժումով։ Վերջինս կարելի է տեղափոխել և ամրացնել պահանջվող դիրքում 4 և 3 բռնակներով։ Լյունետը տեղադրվում և ամրացվում է 6 պտուտակներով՝ 1 տրամաչափի վագոնի ձախ կողմում։
Դիտարկենք մասերի մշակումը լունետների միջոցով (նկ. 241):
Նախքան աշխատանքային մասը ֆիքսված լունետում տեղադրելը, դրա վրա մշակվում է մակերեսային ակոս (մոտավորապես մեջտեղում) 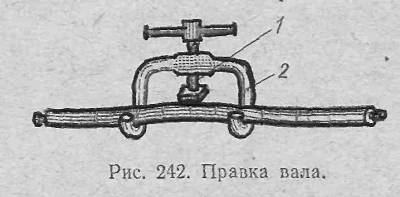
ավելի լայն, քան կայուն հանգստի խցիկները՝ մակերեսի այս հատվածի արտահոսքը վերացնելու համար: Աշխատանքային մասի շեղումից խուսափելու համար ակոսը մշակվում է հիմնական կտրող եզրի թեքության բացասական անկյան տակ գտնվող միջանցքային կտրիչով: Կտրման և կերակրման խորությունը պետք է լինի փոքր:
Շատ երկար լիսեռը կարող է թեքվել նույնիսկ զգույշ ակոսով: Այս դեպքում ակոսը սկզբում մի փոքր ավելի մոտ է պտտվում գլխաշորին, այս տեղում տեղադրվում է կայուն հենարան, իսկ հետո մասի մեջտեղում կատարվում է երկրորդ ակոս։
Դրանից հետո կայուն հանգիստը տեղադրվում և ամրացվում է շրջանակի վրա այնպես, որ այն գտնվում է լիսեռի ակոսի դեմ: Նրա խցիկները հավասարաչափ, առանց ուժեղ ճնշման, բերվում են ակոսի մակերեսին և ամրացվում։ Այս գործողությունները կատարելիս պետք է հաշվի առնել մասի շեղման հնարավորությունը խցիկի անհավասար սեղմման դեպքում: Դրանից խուսափելու համար կայուն խցիկները կարող են նախ տեղադրվել կարճ պարանոցի վրա, որը մշակվում է հետևի կենտրոնում գտնվող լիսեռի վերջում: Նման լրացուցիչ պարանոցի տրամագիծը կատարվում է ըստ լունետի խցիկների ակոսի տրամագծի:
Պահեստամասերի խմբաքանակ արտադրելիս հարմար է կայուն հանգստի խցիկները տեղադրել մեկ անգամ՝ աշխատանքից առաջ, կարճ կոշտ մանդրելի վրա:
Աշխատանքային կտորը մեքենայի վրա ամրացնելուց հետո սկզբում լիսեռի մի կեսը պտտվում է (դեպի լունետ), իսկ հետո նորից տեղադրվելուց հետո մնացած մասը։ Լունետը երկրորդական կերպով տեղադրվում է լիսեռի մշակված մակերեսի երկայնքով: Շփումը նվազեցնելու համար lunette տեսախցիկների ակոսը յուղվում է յուղով:
Անշարժ կայուն հենարաններ օգտագործվում են նաև երկար լիսեռի վերջում երեսպատման, կենտրոնացման և անցքեր անելու համար, եթե վերջինս չի տեղավորվում լիսեռի անցքի մեջ: Այս դեպքում լիսեռը 
մի ծայրը ամրացված է ցախի մեջ, իսկ մյուս ծայրը տեղադրված է լունետի խցիկների մեջ:
Շարժական նստարանն օգտագործվում է երկար գլանաձեւ մակերեսների մշակման ժամանակ։ Նրա բռունցքները ցրվում են կտրիչի աջ կողմում 10-15 մմ հեռավորության վրա: Կատարվում է կտրիչի պահանջվող օֆսեթը վերին սլայդտրամաչափ.
Կայուն հանգստի խցիկները տեղադրվում են խմբաքանակից առաջին մասի մշակված մակերեսի վրա: Դա անելու համար նախ մանրացրեք դրա վերջում փոքր հողամաս 20-25 մմ երկարությամբ մինչև պահանջվող տրամագիծը, որին մոտեցվում են կայուն խցիկները: Եթե աշխատանքն իրականացվում է առանց հովացման, ապա անհրաժեշտ է պարբերաբար լիզել մշակված մակերեսը յուղով լունետի խցիկների դիմաց։
Ոչ կոշտ երկար լիսեռները, նույնիսկ երբ մշակվում են կայուն հենարաններում, ստացվում են շեղումով: Հետևաբար, դրանք ուղղվում են մինչև շրջադարձն ավարտելը: Խմբագրումը կատարվում է ճիշտ փակագծով (նկ. 242) հետևյալ կերպ. Կենտրոններում պտտվող լիսեռի մակերեսին տարբեր վայրերերկարությամբ բերվում է կավիճի կտոր, իսկ վրան մնում են կավիճի հետքեր, որոնք ցույց են տալիս շեղման տեղը։ Եթե բոլոր հետքերը գտնվում են լիսեռի մի կողմում, ապա շեղումը միակողմանի է:
Ամենամեծ շեղման տեղը որոշվում է կավիճի հետքի աղեղի մեծությամբ։ Այնտեղ, որտեղ շեղումն ամենամեծն է, աղեղի երկարությունն ամենակարճն է: Այս վայրում տեղադրված է 2-ի ճիշտ փակագծերի 1 պտուտակ, ինչպես ցույց է տրված նկ. 242. Քանի որ լիսեռը հագնվելու ժամանակ մի փոքր երկարանում է, հետևի կենտրոնը հետևում է դրանից առաջ 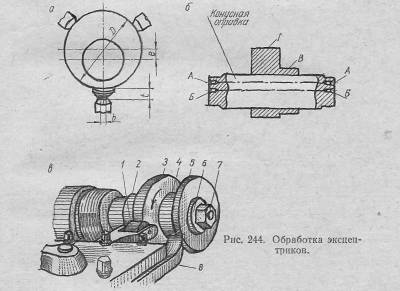
մի փոքր թուլացնել:
Հաճախ լիսեռը ունի բարդ շեղում տարբեր ուղղություններով: Այս դեպքում շեղման գերակշռող ուղղությունը հայտնաբերվում է կավիճի հետքերից: Նախ, ուղղվում են այն հատվածները, որտեղ շեղման ուղղությունը հակառակ է գերակշռողին, որպեսզի ստացվի ընդհանուր միակողմանի շեղում: Այնուհետև լիսեռը ուղղվում է, ինչպես նշված է վերևում:
§ 4. Էքսցենտրիկ մասերի մշակում
Այս մասերը ներառում են էքսցենտրիկ, էքսցենտրիկ և ծնկաձև լիսեռներ (նկ. 243): Դրանք բնութագրվում են զուգահեռ տեղաշարժված առանցքներով մակերեսների առկայությամբ։ Առանցքների տեղաշարժի չափը կոչվում է էքսցենտրիկություն։
Խառատահաստոցների վրա էքսցենտրիկ մասերի մշակումը կարող է իրականացվել՝ 1) գ. 3-ծնոտի չակ; 2) մանդրելի վրա; 3) 4-ծնոտի չակում կամ ճակատային ափսեի վրա. 4) պատճենահանող սարքով. 5) տեղահանված կենտրոններում. 6). օգտագործելով ցենտրիֆուգներ.
Էքսցենտրիկ վերամշակում. Փոքր երկարությամբ էքսցենտրիկները կարող են մշակվել առաջին չորս եղանակներից մեկով:
3-ծնոտի չակում մեքենայացված էքսցենտրիկ մակերևույթի առանցքը հավասարեցվում է պտտման առանցքին՝ փամփուշտի ծնոտներից մեկի տակ աստառ տեղադրելով (նկ. 244, ա): Դրա հաստությունը գործնականում բավարար ճշգրտությամբ կարող է որոշվել բանաձևով
Տեղադրման սխալը նվազեցնելու համար խորհուրդ է տրվում օղակից կտրել երեսպատումը, որի անցքը կատարվում է ըստ աշխատանքային մասի տրամագծի: Ծածկույթի ուռուցիկ կողմում անկյունները կտրված են այնպես, որ կրող հարթակը b պակաս լինի խցիկի աշխատանքային մակերեսի լայնությունից:
Եթե էքսցենտրիկ մշակման կտորն ունի նախկինում արված անցք, այն մշակվում է մանդրելի վրա տեղադրմամբ (նկ. 244, բ): Վերջինիս ծայրերում կան երկու զույգ կենտրոնական անցքեր, որոնք փոխհատուցվում են էքսցենտրիկության քանակով: Վերամշակումն իրականացվում է կենտրոններում երկու տեղակայման համար։ Առաջին պարամետրում, A-A անցքերի համեմատ, G մակերեսը շրջված է, երկրորդում 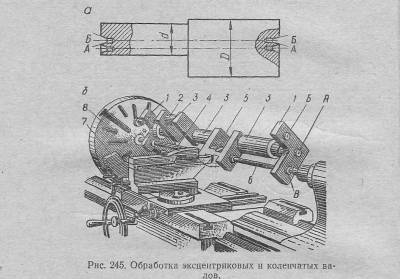
Ինչ վերաբերում է B-B անցքերին, ապա C մակերեսը շրջված է:
Էքսցենտրիկի օֆսեթ մակերեսը կարող է մշակվել նաև 4-ծնոտի չակով կամ երեսպատման ափսեով: Այս դեպքում մշակված մակերեսի դիրքը հայտնաբերվում է մշակման մասի վերջում՝ գծանշելով, այնուհետև դրա առանցքը զուգակցվում է լիսեռի առանցքի հետ՝ Նկարում նկարագրված մեթոդներից մեկով։ 237, Վիգ.
Պատճենահանող սարքի երկայնքով էքսցենտրիկը պտտելիս (նկ. 244, գ) 2-ի վրա տեղադրվում է պատճենահանող սարք 3, միջանկյալ թեւ 4, աշխատանքային կտոր 5, լվացող մեքենա 6, ամրացված ընկույզով 7։ Մանդրելը տեղադրվում է նեղացած սրունքը լիսեռի անցքի մեջ և սեղմված երկար պտուտակով կամ սեղմված է հետևի կենտրոնով: Լայն գլան 1 և կտրիչ 8 ամրացված են գործիքակալի մեջ: Գլանակը սերտորեն սեղմվում է պատճենահանող սարքի վրա խաչաձև սնուցման պտուտակի փոխարեն տրամաչափի մեջ տեղադրված զսպանակով: Երբ տրամաչափի երկայնական շարժումը միացված է, կտրիչը կշրջի հատվածը պատճենահանողի պրոֆիլի երկայնքով:
Էքսցենտրիկ և ծնկաձև լիսեռների մեքենաշինություն: Նման լիսեռների մակերեսները մշակվում են օֆսեթ կենտրոններում, եթե դրանք տեղադրվում են ծայրերում՝ մասերի կամ կենտրոնական հերթափոխի օգնությամբ։
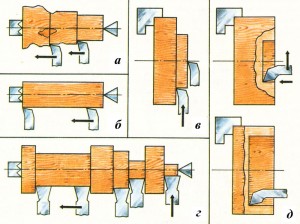
Առաջին ճանապարհը ցույց է տրված Նկ. 245 ա. Դա անելու համար աշխատանքային մասը նախ պտտվում է նորմալ վիճակում կենտրոններ Ա-Ամինչև D տրամագիծը: Երկրորդ զույգ կենտրոնական անցքերը B-B-ն նշվում և ծակվում է աշխատանքային մասի ծայրերում, որից հետո այն փորվում է: Փոքր աշխատանքային կտորների համար դա կարելի է ձեռքով անել՝ կենտրոնացնելով խառատահաստոցի վրա: Այս դեպքում կենտրոնական գայլիկոնը տեղադրվում է մեքենայի լիսեռի մեջ՝ օգտագործելով հորատող ճարմանդ, իսկ աշխատանքային մասը, որը սեղմված է ձախ ձեռքում, հենվում է հետևի կենտրոնի վրա ծակված խորշով և սնվում է դեպի փորվածք՝ շարժելով պոչամբարը:
Մեծ չափսերի մշակման համար օֆսեթ կենտրոնական անցքեր են արվում կենտրոնացնող մեքենաների վրա կամ հատուկ սարքի միջոցով՝ ջիգյարով։ հորատման մեքենաներ.
Եթե էքսցենտրիկությունը մեծ է և թույլ չի տալիս մասի վերջում տեղադրել օֆսեթ կենտրոնական անցքեր, դրանք պատրաստվում են շարժական ցենտրիֆուգներում, որոնք ամրագրված են լիսեռի նախապես շրջված ծայրային մատյաններին: Այս դեպքում կենտրոնական անցքերի օֆսեթ զույգը պետք է տեղակայված լինի խստորեն նույն տրամագծային հարթությունում: Նման ծնկաձև լիսեռի մշակման մեթոդի օրինակ ներկայացված է Նկ. 245 բ. Բնիկ պարանոցները 3-ը պտտվում են, երբ աշխատանքային մասը տեղադրվում է կենտրոնի երկայնքով անցքեր A-Aկենտրոնական հերթափոխիչներ 7, միացնող գավազանների մատյաններ 2 և 5, համապատասխանաբար, օֆսեթ կենտրոնում անցքեր B-Bեւ V-V.
Անհավասարակշռված մասերի հավասարակշռումն իրականացվում է հակակշիռ 7-ով, որը ամրագրված է շարժիչ երեսպատման 8-ի վրա, իսկ լիսեռի կոշտությունը մեծանում է 4-րդ և 6-րդ միջադիր ձողերով:
Դեպի հիմնական
բաժին հինգ
Հիմնական գործառնություններ և աշխատանք,
կատարվում է խառատահաստոցի վրա
Գլուխ XI
Արտաքին գլանաձև մակերեսների շրջում
Խառատահաստոցների վրա հնարավոր է մշակել մասեր, որոնց մակերեսները հեղափոխության մարմինների տեսք ունեն։ Մեքենաշինության մեջ օգտագործվող մասերի մեծ մասը ունեն գլանաձև մակերեսներ, ինչպիսիք են գլանափաթեթները, թփերը և այլն:
1. Կտրիչներ երկայնական շրջադարձի համար
Երկայնական շրջադարձի համար օգտագործվում են կտրիչներ։ Անցնող կտրիչները բաժանված են նախագիծըև ավարտում.
Կոպիտ կտրիչները (նկ. 99) նախատեսված են կոպիտ պտտման - պիլինգի համար, որն իրականացվում է ավելորդ մետաղը արագ հեռացնելու համար; դրանք հաճախ կոչվում են կոպիտ: Նման կտրիչները սովորաբար պատրաստվում են եռակցված կամ եռակցված կամ մեխանիկորեն ամրացված թիթեղով և ապահովված են երկար կտրող եզր. Կտրիչի վերին մասը կլորացված է r = 1-2 մմ շառավղով: Նկ. 99, բայց ցույց է տալիս կոպիտ ուղիղ գծի կտրիչը, իսկ նկ. 99, բ - թեքված: Կտրիչի թեքված ձևը շատ հարմար է քարթրիջի ծնոտների մոտ գտնվող մասերի մակերեսները շրջելիս և ծայրերը կտրելու համար: Կոպիտ կտրիչով պտտվելուց հետո մասի մակերեսը մեծ ռիսկեր ունի. Հետևաբար, մշակված մակերեսի որակը ցածր է:
Հարդարման կտրիչները օգտագործվում են մասերի վերջնական պտտման համար, այսինքն՝ ճշգրիտ չափսեր և մշակման մաքուր, հարթ մակերես ստանալու համար: Գոյություն ունենալ տարբեր տեսակներմաքուր կտրիչներ.

Նկ. 100, ա-ն ցույց է տալիս հարդարման կտրիչ, որը տարբերվում է գծայինից հիմնականում 2-5 մմ հավասար կորության մեծ շառավղով։ Այս տեսակի կտրիչը օգտագործվում է ավարտական աշխատանք, որոնք արտադրվում են կտրվածքի փոքր խորությամբ և ցածր սնուցմամբ։ Նկ. 100b-ը ցույց է տալիս ավարտական կտրիչ՝ լայն կտրող եզրով, որը զուգահեռ է մշակման մասի առանցքին: Այս կտրիչը թույլ է տալիս մանր չիպերի հեռացում սնուցման բարձր արագությամբ և ապահովում է մաքուր և հարթ մակերես: Նկ. 100, c ցույց է տալիս Վ.Կոլեսովի կտրիչը, որը թույլ է տալիս ստանալ մաքուր և սահուն մշակված մակերես 1-2 մմ կտրման խորությամբ մեծ սնուցմամբ (1,5-3 մմ / պտույտ) աշխատելիս (տե՛ս նկ. 62): ):
2. Կտրիչի տեղադրում և ամրացում
Շրջելուց առաջ անհրաժեշտ է կտրիչը ճիշտ տեղադրել գործիքակալի մեջ՝ համոզվելով, որ կտրողի այն հատվածը, որը դուրս է ցցված, հնարավորինս կարճ լինի՝ դրա միջուկի բարձրությունից ոչ ավելի, քան 1,5-ը։
Ավելի երկար ելուստով կտրիչը շահագործման ընթացքում կդողա, արդյունքում մշակված մակերեսը կստացվի անհարթ, ալիքաձև, փշրվելու հետքերով։
Նկ. 101-ը ցույց է տալիս կտրիչի ճիշտ և սխալ տեղադրումը գործիքակալում:
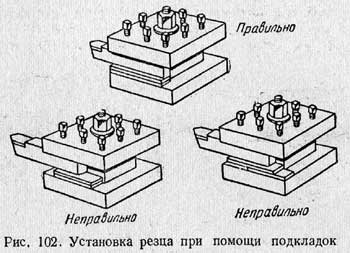
Շատ դեպքերում խորհուրդ է տրվում գործիքի ծայրը դնել մեքենայի կենտրոնների բարձրության վրա: Դրա համար օգտագործվում են երեսպատումներ (ոչ ավելի, քան երկու), դրանք դնելով կտրիչի ամբողջ կրող մակերեսի տակ: երեսպատում 150-200 մմ երկարությամբ հարթ պողպատե քանոն է՝ ունենալով խիստ զուգահեռ վերին և ստորին մակերեսներ։ Պտտողը պետք է ունենա տարբեր հաստության նման երեսպատման հավաքածու, որպեսզի ստանա կտրիչի տեղադրման համար անհրաժեշտ բարձրությունը: Այս նպատակով պատահական թիթեղները չպետք է օգտագործվեն:
Շերտերը պետք է տեղադրվեն կտրիչի տակ, ինչպես ցույց է տրված Նկ. 102 վերևում:
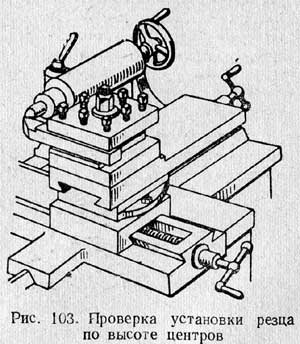
Կտրիչի վերին մասի դիրքը բարձրության վրա ստուգելու համար դրա վերին մասը հասցրեք նախապես տրամաչափված կենտրոններից մեկին, ինչպես ցույց է տրված Նկ. 103. Նույն նպատակով կարող եք օգտագործել պոչամբարի կեռիկի վրա գծված ռիսկը՝ կենտրոնի բարձրության վրա։
Կտրիչի ամրացումը գործիքակալում պետք է լինի հուսալի և ամուր. կտրիչը պետք է ամրացվի առնվազն երկու պտուտակով: Կտրիչը ամրացնող պտուտակները պետք է հավասարաչափ և ամուր սեղմվեն:
3. Կենտրոններում մասերի տեղադրում և ամրացում
Խառատահաստոցների վրա մասերի մշակման ընդհանուր եղանակն է վերամշակում կենտրոններում(նկ. 104): Այս մեթոդով կենտրոնական անցքերը նախապես փորվում են աշխատանքային մասի ծայրերում. կենտրոնմանրամասն. Մեքենայի վրա տեղադրվելիս մեքենայի առջևի և պոչամբարի կենտրոնների կետերը մտնում են այդ անցքերը: Պտույտը գլխի լիսեռից դեպի աշխատանքային մաս տեղափոխելու համար, վարորդ chuck 1 (նկ. 104), պտուտակված մեքենայի լիսեռի վրա և սեղմիչ 2, ամրացված պտուտակով 3 աշխատանքային մասի վրա:
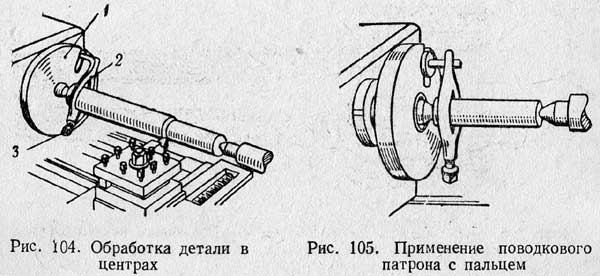
Ամրացուցիչի ազատ ծայրը գրավվում է փամփուշտի ակոսով (նկ. 104) կամ մատով (նկ. 105) և ստիպում է մասի պտույտը: Առաջին դեպքում սեղմիչը պատրաստվում է թեքված (նկ. 104), երկրորդում՝ ուղիղ (նկ. 105): Նկ. 105, վտանգ է ներկայացնում աշխատողի համար. ավելի անվտանգ է վարորդի ցատկը՝ անվտանգության կափարիչով (նկ. 106): 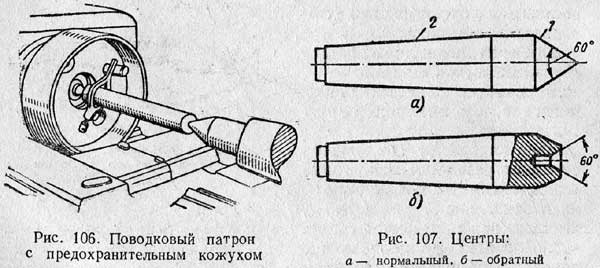
հիմնական պարագաներ խառատահաստոցեն կենտրոններ. Սովորաբար կենտրոնը ցույց է տրված Նկ. 107, ա.
Այն բաղկացած է կոն 1-ից, որի վրա ամրացված է հատվածը, և կոնաձև սրունքից 2: Շենքը պետք է ճշգրտորեն տեղավորվի գլխի լիսեռի կոնաձև հորատանցքին և մեքենայի պոչամբարին:
Առջևի կենտրոնը պտտվում է պտուտակի և աշխատանքային մասի հետ, մինչդեռ պոչամբարի կենտրոնը շատ դեպքերում անշարժ է և քսվում է պտտվող մասին: Շփումը տաքանում և մաշում է ինչպես կենտրոնի կոնաձև մակերեսը, այնպես էլ մասի կենտրոնական անցքի մակերեսը: Շփումը նվազեցնելու համար անհրաժեշտ է յուղել հետևի կենտրոնը:
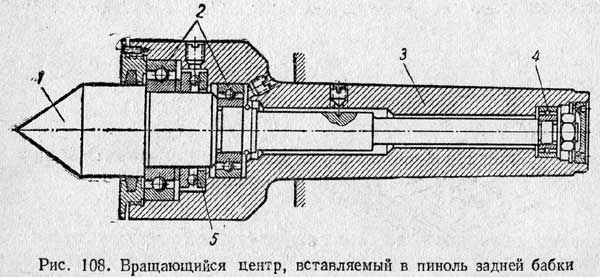
Բարձր արագությամբ մասերը պտտելիս, ինչպես նաև ծանր մասերը մշակելիս, պոչամբարի ֆիքսված կենտրոնի վրա աշխատելն անհնար է հենց կենտրոնի արագ մաշվածության և կենտրոնական անցքի զարգացման պատճառով:
Այս դեպքերում դիմեք պտտվող կենտրոններ. Նկ. 108-ը ցույց է տալիս պտտվող կենտրոնի ձևավորումներից մեկը, որը տեղադրված է պոչամբարի նեղացած անցքի մեջ: Կենտրոնը 1-ը պտտվում է գնդիկավոր առանցքակալներում 2 և 4: Առանցքային ճնշումը ընկալվում է հրման գնդիկավոր առանցքակալի միջոցով:
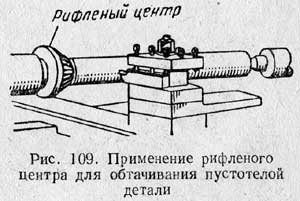
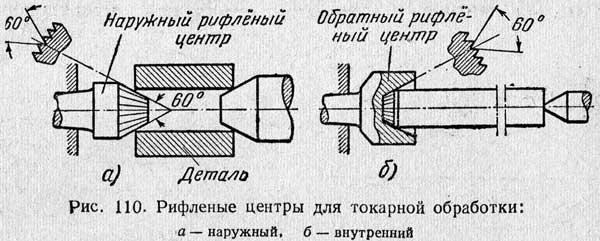
Մասերի ամրացման ժամանակը նվազեցնելու համար սեղմակների փոխարեն հաճախ օգտագործվում են ձեռքով սեղմող սեղմիչներ: ակոսավոր ճակատային կենտրոններ(նկ. 109), որոնք ոչ միայն կենտրոնացնում են մասը, այլև գործում են որպես կապանք։ Երբ սեղմվում է հետևի կենտրոնի կողմից, ալիքները կտրում են աշխատանքային մասի մեջ և դրանով փոխանցում են պտույտը դրան: Սնամեջ մասերի համար օգտագործվում են արտաքին (նկ. 110, ա), իսկ գլանափաթեթների համար՝ ներքին (հակադարձ) ծալքավոր կենտրոնները (նկ. 110, բ):
Ամրակման այս մեթոդը թույլ է տալիս պտտել մասը ամբողջ երկարությամբ մեկ տեղադրման մեջ։ Պայմանական կենտրոնով և օձիքով նույն մասերը պտտելը կարող է կատարվել միայն երկու պարամետրով, ինչը զգալիորեն մեծացնում է մշակման ժամանակը:
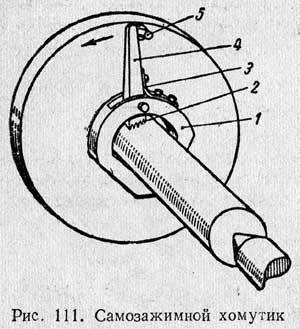
Թեթև և միջին շրջադարձային աշխատանքների համար ինքնափակվող սեղմակներ. Այս օձիքներից մեկը ներկայացված է Նկ. 111. Նման օձիքի 1 մարմնում առանցքի վրա տեղադրված է խցիկ 4, որի ծայրն ունի ծալքավոր մակերես 2. Օձիքը մասի վրա տեղադրելուց հետո խցիկի ծալքավոր մակերեսը սեղմվում է տակի հատվածին։ գարնան գործողությունը 3. Կենտրոններում տեղադրվելուց և մեքենան գործարկելուց հետո շարժիչի 5-րդ քորոցը, սեղմելով տեսախցիկը 4, խցանում է մասը և դնում այն պտտման մեջ: Այս ինքնափակվող սեղմակները զգալիորեն նվազեցնում են ոչ արտադրողական ժամանակը:
4. Մեքենայի տեղադրում կենտրոններում մշակման համար
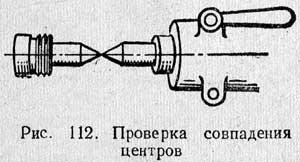
Աշխատանքային մասը կենտրոններում պտտելիս գլանաձև մակերես ստանալու համար անհրաժեշտ է, որ առջևի և հղման կենտրոնները լինեն լիսեռի պտտման առանցքի վրա, և կտրիչը շարժվի այս առանցքին զուգահեռ: Կենտրոնների ճիշտ դիրքը ստուգելու համար հարկավոր է հետևի կենտրոնը տեղափոխել առջև (նկ. 112): Եթե կենտրոնական կետերը չեն համընկնում, պոչամբարի պատյանի դիրքը սալիկի վրա պետք է ճշգրտվի, ինչպես նշված է էջ 127-ում:
Կենտրոնի սխալ դասավորությունը կարող է առաջանալ նաև կեղտի կամ չիպերի պատճառով, որը մտնում է spindle-ի կամ pi-zeros-ի կոն անցքերը: Դրանից խուսափելու համար անհրաժեշտ է նախքան կենտրոնները տեղադրելը զգուշորեն սրբել ողնաշարի անցքերն ու փեղկերը, ինչպես նաև կենտրոնների կոնաձև հատվածը։ Եթե դրանից հետո գլխամասի կենտրոնը, ինչպես ասում են, «խփում է», ապա այն անսարք է և պետք է փոխարինվի մեկ այլով։
Շրջելիս հատվածը տաքանում է և երկարանում՝ միաժամանակ մեծացնելով ճնշումը կենտրոնների վրա։ Մասի հնարավոր ճկումից և հետևի կենտրոնի խցանումից խուսափելու համար խորհուրդ է տրվում ժամանակ առ ժամանակ բաց թողնել հետևի կենտրոնը, այնուհետև նորից սեղմել այն նորմալ: Անհրաժեշտ է նաև պարբերաբար լրացուցիչ յուղել մասի հետևի կենտրոնական անցքը:
5. Չակերի մեջ մասերի տեղադրում և ամրացում
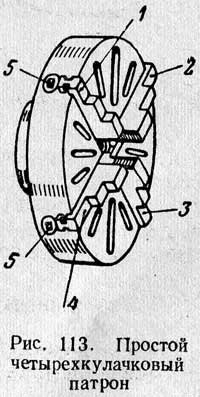
Կարճ մասերը սովորաբար տեղադրվում և ամրացվում են ճեղքերում, որոնք բաժանվում են պարզ և ինքնակենտրոն:
Պարզ փամփուշտները սովորաբար պատրաստվում են չորս ծնոտով (նկ. 113): Նման փամփուշտներում յուրաքանչյուր խցիկ 1, 2, 3 և 4 շարժվում է իր պտուտակով 5, անկախ մյուսներից: Սա թույլ է տալիս տեղադրել և ամրացնել դրանց մեջ ինչպես գլանաձև, այնպես էլ ոչ գլանաձև ձևերի տարբեր մասեր: Չորս ծնոտի ճարմանդում դետալ տեղադրելիս այն պետք է զգույշ հավասարեցվի, որպեսզի պտտման ժամանակ չհարվածի։
Տեղադրման ընթացքում մասի հավասարեցումը կարող է կատարվել հաստաչափի միջոցով: Խորության չափիչ գծագիրը բերվում է մակերեսին ստուգման համար՝ թողնելով նրանց միջև 0,3-0,5 մմ բացվածք; պտտելով spindle, վերահսկեք, թե ինչպես է այս բացը փոխվում: Դիտարկման արդյունքների հիման վրա որոշ խցիկներ դուրս են սեղմվում, իսկ մյուսները սեղմվում են ներս, մինչև որ բացը միատեսակ դառնա մասի ամբողջ շրջագծի շուրջ: Դրանից հետո մասը վերջնականապես ամրացվում է։
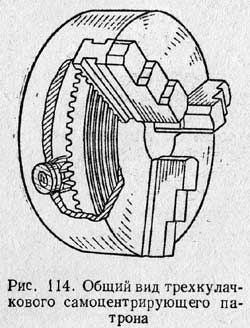
Ինքնակենտրոնացված ճարմանդներ(նկ. 114 և 115) շատ դեպքերում օգտագործվում են երեք տեսախցիկներ, շատ ավելի հազվադեպ՝ երկու տեսախցիկներ։ Այս ճարմանդները շատ հարմար են օգտագործման համար, քանի որ դրանցում գտնվող բոլոր խցիկները շարժվում են միաժամանակ, այնպես որ մի մասը, որն ունի գլանաձև մակերես (արտաքին կամ ներքին) տեղադրվում և սեղմվում է հենց լիսեռի առանցքի երկայնքով. բացի այդ, զգալիորեն կրճատվում է մասի տեղադրման և ամրացման ժամանակը:
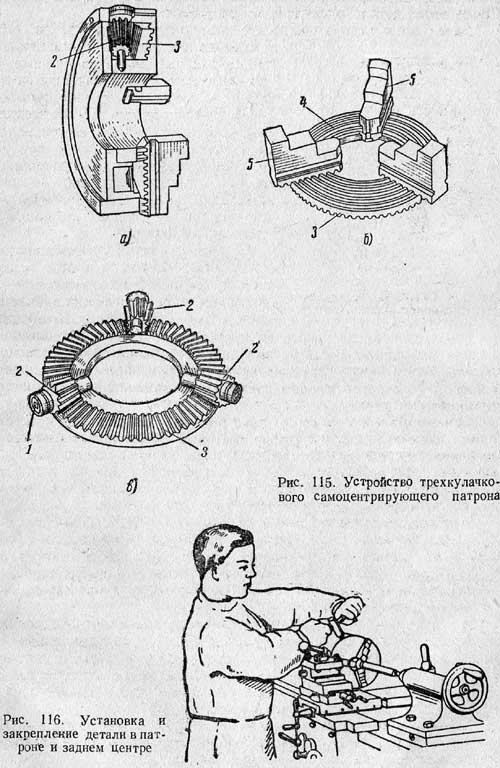
Դրանում խցիկները տեղափոխվում են բանալին օգտագործելով, որը տեղադրվում է երեք թեք շարժակների 2-ի քառանկյուն անցքի 1-ի մեջ (նկ. 115, գ): Այս անիվները միացված են մեծ կոնաձև անիվ 3 (նկ. 115, բ): Այս անիվի հակառակ հարթ կողմում կտրված է բազմապտույտ պարուրաձև ակոս 4 (նկ. 115, բ): Բոլոր երեք խցիկները 5-ը մտնում են այս ակոսի առանձին պտույտների մեջ իրենց ստորին ելուստներով: Երբ 2-րդ փոխանցումներից մեկը պտտվում է բանալիով, պտույտը տեղափոխվում է անիվ 3, որը, պտտվելով, պարուրաձև ակոսի միջով շարժվում է ակոսների երկայնքով: քարթրիջի մարմնի միաժամանակ և հավասարաչափ բոլոր երեք խցիկները: Երբ պարուրաձև ակոսով սկավառակը պտտվում է այս կամ այն ուղղությամբ, խցիկները մոտենում կամ հեռանում են կենտրոնից՝ համապատասխանաբար սեղմելով կամ բաց թողնելով մասը:
Անհրաժեշտ է ապահովել, որ մասը ամուր ամրագրված է չակի ծնոտների մեջ: Եթե քարթրիջն է լավ վիճակ, ապա կարճ բռնակով բանալի օգտագործելով ապահովվում է մասի ուժեղ սեղմումը (նկ. 116)։ Կծկման այլ եղանակներ, ինչպիսիք են բռնակի վրայով անցնող բանալիով և երկար խողովակով սեղմելը, ոչ մի դեպքում չպետք է թույլատրվեն:
Չակ ծնոտներ. Տեսախցիկները օգտագործվում են կարծրացած և հում վիճակում: Կարծրացված խցիկները սովորաբար օգտագործվում են ցածր մաշվածության պատճառով: Բայց նման խցիկներով մաքուր մշակված մակերեսներով մասերը սեղմելիս, խցիկներից փորվածքների տեսքով հետքերը մնում են մասերի վրա: Դրանից խուսափելու համար խորհուրդ է տրվում օգտագործել նաև հում (չկարծրացած) ծնոտներ։
Հում խցիկները հարմար են նաև նրանով, որ դրանք կարող են պարբերաբար ձանձրանալ կտրիչով և վերացնել փամփուշտի հարվածը, որն անխուսափելիորեն հայտնվում է դրա երկարատև աշխատանքի ընթացքում:
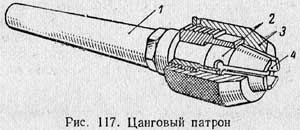
Մասերի տեղադրում և սեղմում հետևի կենտրոնական հենարանով ճարմանդում. Այս մեթոդը կիրառվում է երկար և համեմատաբար բարակ մասերը մշակելիս (նկ. 116), որոնք բավարար չեն միայն ցախի մեջ ամրացնելու համար, քանի որ կտրիչի ուժը և դուրս ցցված մասի ծանրությունը կարող են թեքել և պոկել այն։ է chuck.
Collet chucks. Փոքր տրամագծով կարճ մասերը արտաքին մշակված մակերեսին արագ ամրացնելու համար դրանք օգտագործվում են collet chucks. Նման քարթրիջը ներկայացված է Նկ. 117. Գլխակալի լիսեռի կոնաձև հորատանցքում տեղադրված է 1 փամփուշտ: Քարթրիջի խորքում տեղադրված է պառակտված զսպանակ 2 կոն, որը կոչվում է կոլետ: Աշխատանքային մասը տեղադրվում է կոլետի անցքի 4-ի մեջ: Այնուհետև պտուտակով պտուտակում են 3-րդ ընկույզը չակի մարմնի վրա: Ընկույզը պտտելիս զսպանակավոր կոլետը սեղմվում է և ամրացնում հատվածը:
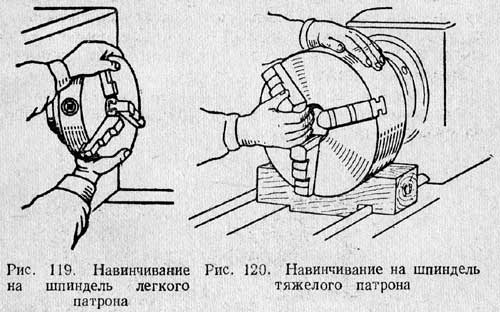
Օդաճնշական ճարմանդներ. Նկ. 118-ը ցույց է տալիս օդաճնշական կցորդի դիագրամ, որն ապահովում է մասերի արագ և հուսալի ամրացում: 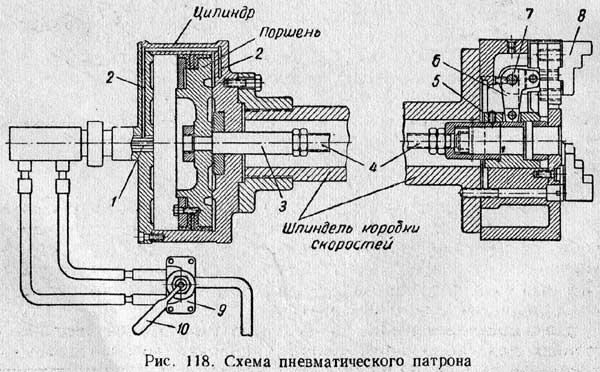
Ափի ձախ ծայրում ամրացված է օդային գլան, որի ներսում կա մխոց։ Խողովակների միջով սեղմված օդը մտնում է կենտրոնական ալիքներ 1 և 2, որտեղից այն ուղղվում է դեպի գլանի աջ կամ ձախ խոռոչ: Եթե օդը 1-ին ալիքով մտնում է մխոցի ձախ խոռոչ, ապա մխոցը օդը տեղափոխում է մխոցի աջ խոռոչից 2-րդ ալիքով և հակառակը: Մխոցը միացված է գավազան 3-ին, որը միացված է 4 ձողին և սահող 5-ին, որը գործում է կռունկի լծակների 6 երկար թեւերի վրա, որոնց կարճ բազուկները 7-ը շարժում են փամփուշտի սեղմիչ ծնոտները 8:
Խցիկների հարվածի երկարությունը 3-5 մմ է: Օդի ճնշումը սովորաբար 4-5-ն է: Օդաճնշական մխոցը գործարկելու համար փոխանցման տուփի պատյանի վրա տեղադրվում է բաշխիչ փական 9, որը պտտվում է բռնակով 10։
6. Պտուտակով պտտվել և դուրս գալ ծնոտի ճարմանդներից
Նախքան ճարմանդը պտտելն լիսեռի վրա, կտորով զգուշորեն սրբել թելերը պտուտակի վերջում և ճաքի անցքի մեջ, այնուհետև դրանք յուղով յուղել: Թեթև քարթրիջը երկու ձեռքով բերվում է անմիջապես լիսեռի ծայրին և պտտվում է մինչև խափանումը (նկ. 119): Խորհուրդ է տրվում տախտակի վրա դնել ծանր փամփուշտ (նկ. 120)՝ դրա անցքը հասցնելով լիսեռի ծայրին, փամփուշտը պտտել դեպի խափանում, ինչպես առաջին դեպքում՝ ձեռքով։ Չաքի վրա պտուտակավորելիս համոզվեք, որ պտուտակի և լիսեռի առանցքները միանգամայն նույնն են:
Բարձր արագությամբ կտրող մեքենաներում փամփուշտների ինքնապտուտակման դեպքերը կանխելու համար օգտագործվում է փամփուշտի լրացուցիչ ամրացում spindle-ի վրա՝ օգտագործելով տարբեր սարքեր:
(լրացուցիչ ընկույզ պտուտակել, քարթրիջն ամրացնել ձևավորված կոտրիչով և այլն):
Քարթրիջի պտուտակավորումն իրականացվում է հետևյալ կերպ. Բանալին մտցրե՛ք փամփուշտի մեջ և երկու ձեռքով ձեր կողմն ուղղեք (նկ. 121):

Դիմահարդարման այլ եղանակներ, որոնք կապված են չակին կամ ծնոտներին սուր հարվածների հետ, անընդունելի են. չակը վնասված է, նրա մարմնի խցիկները թուլացել են:
Ծանր քարթրիջը պտուտակելը և պտուտակելը լավագույնս արվում է օժանդակ աշխատողի օգնությամբ:
7. Հարթ գլանաձեւ մակերեսները շրջելու տեխնիկա
Գլանաձև մակերևույթների պտտումը սովորաբար կատարվում է երկու փուլով. սկզբում կոպտացվում է նպաստի մեծ մասը (3-5 մմ մեկ տրամագծով), իսկ հետո մնացած մասը (1-2 մմ մեկ տրամագծով):
Մասի տրված տրամագիծ ստանալու համար անհրաժեշտ է կտրիչը դնել կտրվածքի անհրաժեշտ խորության վրա։ Կտրիչը կտրման խորության վրա դնելու համար կարող եք օգտագործել փորձնական չիպսերի մեթոդը կամ օգտագործել լայնակի սնուցման հավաքիչը:
Կտրիչը կտրվածքի խորության վրա դնելու համար (ըստ չափսի)՝ օգտագործելով թեստային չիպսերի մեթոդը, դուք պետք է.
1. Զեկուցել ռոտացիոն շարժման մանրամասները:
2. Շրջելով երկայնական սնուցող ձեռքի անիվը և խաչաձև սնուցող պտուտակով բռնակը, ձեռքով բերեք կտրիչը դեպի մասի աջ ծայրը, որպեսզի դրա վերին մասը դիպչի մասի մակերեսին:
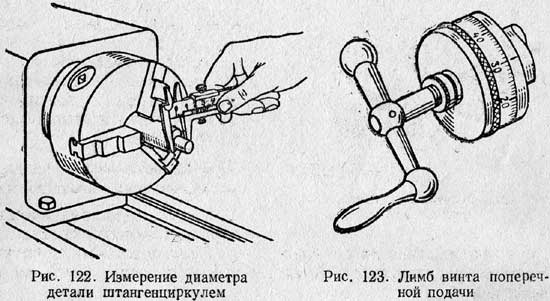
3. Հպման պահը դնելով, կտրիչը ձեռքով տեղափոխեք մասի աջ կողմը և, պտտելով խաչաձև սնուցող պտուտակով բռնակը, տեղափոխեք կտրիչը ցանկալի կտրման խորության վրա: Դրանից հետո մասը պտտվում է ձեռքով կերակրում 3-5 մմ երկարությամբ կանգնեցրեք մեքենան և տրամաչափով չափեք շրջված մակերեսի տրամագիծը (նկ. 122)։ Եթե պարզվում է, որ տրամագիծը պահանջվածից ավելի է, կտրիչը հետ է քաշվում դեպի աջ և դրվում է մի փոքր ավելի մեծ խորության վրա, գոտին նորից մշակվում է և նորից չափվում է: Այս ամենը կրկնվում է այնքան ժամանակ, մինչև ստացվի ցանկալի չափը։ Այնուհետև միացրեք մեխանիկական սնուցումը և մանրացրեք մասը նշված երկարությամբ: Վերջում անջատեք մեխանիկական սնուցումը, հետ վերցրեք կտրիչը և կանգնեցրեք մեքենան:
Հարդարումը կատարվում է նույն հաջորդականությամբ:
Օգտագործելով խաչաձև սնուցման պտուտակավոր հավաքիչը. Կտրիչի տեղադրումը մինչև կտրվածքի խորությունը արագացնելու համար խառատահաստոցների մեծ մասն ունի հատուկ գործիք: Այն գտնվում է խաչաձև սնուցման պտուտակի բռնակի մոտ և իրենից ներկայացնում է թեւ կամ օղակ, որի շրջագծի վրա նշված են բաժանումներ (նկ. 123)։ Բաժանումներով այս թեւը կոչվում է վերջույթ: Բաժանումները հաշվվում են ըստ ֆիքսված պտուտակային թևի ռիսկի (նկ. 123-ում այս ռիսկը համընկնում է լիմբուսի 30-րդ հարվածի հետ):
Հավաքածուի վրա բաժանումների քանակը և պտուտակի քայլը կարող են տարբեր լինել, հետևաբար, տարբեր կլինի նաև կտրիչի լայնակի շարժման քանակը, երբ հավաքիչը պտտվում է մեկ բաժանմամբ: Ենթադրենք, որ հավաքակազմը բաժանված է 100 հավասար մասերի, և խաչաձև սնուցման պտուտակը պարուրված է 5 մմ քայլով: Պտուտակային բռնակի մեկ ամբողջական պտույտով, այսինքն, վերջույթի 100 բաժանումներով, կտրիչը 5 մմ-ով կտեղափոխվի լայնակի ուղղությամբ: Եթե բռնակը շրջեք մեկ բաժանմամբ, ապա կտրիչի շարժումը կլինի 5:100 = 0,05 մմ:
Պետք է նկատի ունենալ, որ երբ կտրիչը տեղափոխվում է լայնակի ուղղությամբ, կտրիչի անցումից հետո մասի շառավիղը նույնքան կնվազի, իսկ մասի տրամագիծը կկրկնապատկվի։ Այսպիսով, մասի տրամագիծը, օրինակ, 50,2-ից 48,4 մմ նվազեցնելու համար, այսինքն՝ 50,2 - 48,4 = 1,8 մմ, անհրաժեշտ է կտրիչը կիսով չափ առաջ տանել, այսինքն՝ 0,9 մմ-ով:
Լայնակի սնուցման պտուտակով հավաքիչի օգնությամբ կտրիչը կտրելու խորության վրա դնելիս անհրաժեշտ է, սակայն, հաշվի առնել պտուտակի և ընկույզի միջև եղած բացը, որը ձևավորում է այսպես կոչված «մեռած հարվածը»: Եթե դուք կորցնեք դա, ապա մշակված մասի տրամագիծը կտարբերվի նշվածից:
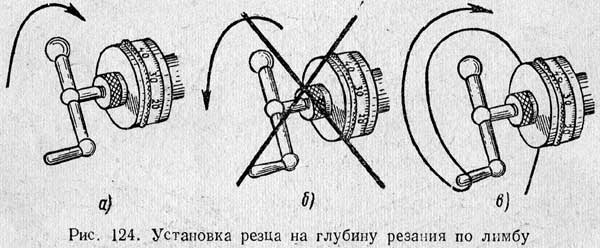
Հետևաբար, հավաքիչի օգնությամբ կտրիչը կտրվածքի խորության վրա դնելիս անհրաժեշտ է դիտարկել հաջորդ կանոնը. Միշտ մոտեցեք հավաքատեղի երկայնքով անհրաժեշտ պարամետրին՝ դանդաղորեն պտտելով պտուտակային բռնակը դեպի աջ (Նկար 124, ա. պահանջվող կարգավորումը հավաքատեղի 30-րդ բաժանումն է):
Եթե դուք պտտում եք խաչաձև սնուցող պտուտակի բռնակը պահանջվածից ավելի մեծ քանակությամբ (նկ. 124, բ), ապա սխալը շտկելու համար ոչ մի դեպքում բռնակը հետ մի տվեք սխալի չափով, այլ դուք. անհրաժեշտ է գրեթե ամբողջական շրջադարձ կատարել հակառակ ուղղությամբ, այնուհետև բռնակը նորից պտտել դեպի աջ դեպի անհրաժեշտ բաժանումը լիմբուսի երկայնքով (նկ. 124, գ): Նույնը անում են, երբ անհրաժեշտ է կտրիչը հետ վերցնել; բռնակը շրջելով դեպի ձախ՝ կտրիչը հետ է քաշվում անհրաժեշտից ավելի, այնուհետև աջ պտույտով այն հասցվում է լիմբուսի պահանջվող բաժանմանը։
Կտրիչի շարժումը, որը համապատասխանում է վերջույթի մեկ բաժանմանը, տարբեր մեքենաների վրա տարբեր է։ Ուստի աշխատանք սկսելիս անհրաժեշտ է որոշել համապատասխան տեղաշարժի չափը այս մեքենանլիմբուսի մեկ բաժանումը:
Օգտագործելով վերջույթներ, մեր արագընթաց պտտվողները հասնում են որոշակի չափի առանց փորձարկման չիպերի:
8. Մասերի մշակումը կայուն հանգստավայրերում
Երկար և բարակ մասերը, որոնց երկարությունը 10-12 անգամ գերազանցում է դրանց տրամագիծը, թեքվելիս թեքվում են թե՛ սեփական քաշից, թե՛ կտրող ուժից։ Արդյունքում, նյութը ստանում է անկանոն ձև- մեջտեղում ավելի հաստ է ստացվում, իսկ ծայրերում՝ ավելի բարակ։ Սա կարելի է խուսափել՝ օգտագործելով հատուկ օժանդակ սարք, որը կոչվում է lunette. Հաստատուն հենարաններ օգտագործելիս հնարավոր է բարձր ճշգրտությամբ մանրացնել մասերը և հեռացնել չիպսերը ավելի մեծ հատվածառանց մասը թեքելու վախի: The lunettes b, շարժվում են անշարժ և շարժական:
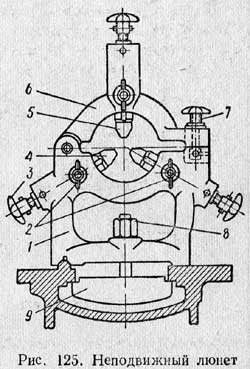
կայուն հանգիստ(նկ. 125) ունի թուջե կորպուս 1, որով փակցված կափարիչը 6 ամրացվում է կախովի պտուտակով 7, որը հեշտացնում է մասի տեղադրումը։ Հաստատուն հենարանի մարմինը մշակվում է ներքևում՝ ըստ շրջանակի ուղեցույցների ձևի, որի վրա այն ամրացվում է ձող 9-ի և պտուտակի միջոցով 8։ Մարմնի անցքերում շարժվում են երկու խցիկ 4՝ օգնությամբ։ կարգավորող պտուտակներ 3 և մեկ խցիկ 5 շարժվում են տանիքի վրա: Խցիկները պահանջվող դիրքում ամրացնելու համար օգտագործվում են պտուտակներ 2: Նման սարքը թույլ է տալիս կայուն հանգստի մեջ տեղադրել տարբեր տրամագծերի լիսեռներ:
Նախքան չպտտված աշխատանքային մասը ֆիքսված հենարանի մեջ տեղադրելը, անհրաժեշտ է դրա մեջտեղում ակոս մշակել խցիկի լայնությունից մի փոքր ավելի մեծ լայնությամբ խցիկների համար (նկ. 126): Եթե աշխատանքային մասը ունի մեծ երկարություն և փոքր տրամագիծ, ապա դրա շեղումն անխուսափելի է: Դրանից խուսափելու համար լրացուցիչ ակոս մշակվում է ավելի մոտ աշխատանքային մասի ավարտին և, դրա մեջ կայուն հանգիստ տեղադրելով, հիմնական ակոսը մշակվում է մեջտեղում:
Ֆիքսված կայուն հենարանները նույնպես օգտագործվում են ծայրերը կտրելու և ծայրերը կտրելու համար երկար մասեր. Նկ. 127-ը ցույց է տալիս ֆիքսված հենարանի օգտագործումը ծայրը կտրելիս. հատվածը մի ծայրում ամրացված է երեք ծնոտի ճարմանդում, իսկ մյուս ծայրը տեղադրված է մնացածի մեջ:
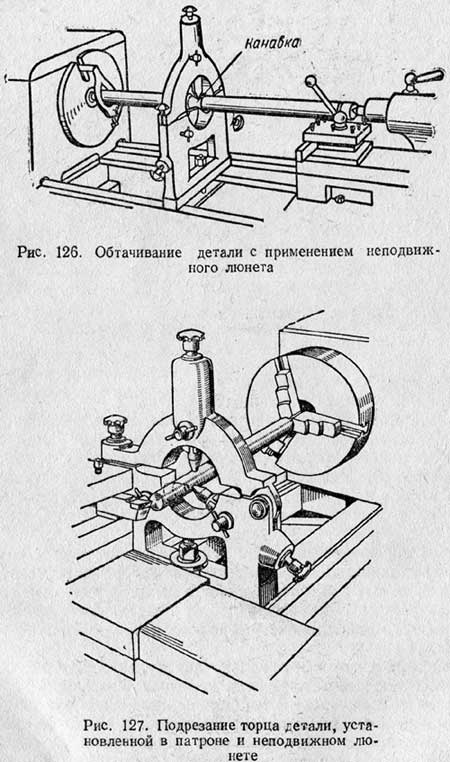
Նույն ձևով կարելի է երկար մասի ծայրից ճշգրիտ անցք մշակել, օրինակ՝ խառատահաստոցի լիսեռի վրա նեղ անցք բացել կամ ամբողջ երկարությամբ նման հատված փորել։
Շարժական կայուն հանգիստ(նկ. 128) օգտագործվում է երկար մասերի նուրբ պտտման համար։ Լունետը ամրացված է տրամաչափի կառքի վրա, որպեսզի այն շարժվի դրա հետ միասին աշխատանքային մասի երկայնքով՝ հետևելով կտրիչին: Այսպիսով, այն աջակցում է մասին անմիջապես ուժի կիրառման կետում և կանխում է մասի շեղումը:
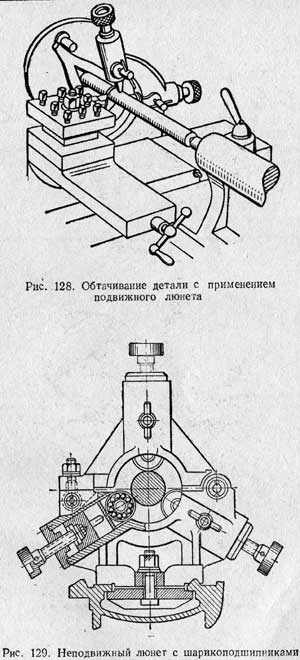
Կայուն հանգիստն ունի ընդամենը երկու տեսախցիկ: Նրանք երկարացվում և ամրացվում են այնպես, ինչպես ֆիքսված լունետի խցիկները:
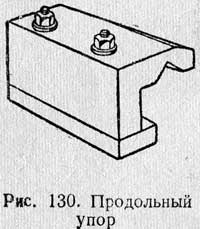
Սովորական ծնոտներով կայուն հենարանները հարմար չեն բարձր արագությամբ մշակման համար՝ ծնոտների արագ մաշվածության պատճառով: Նման դեպքերում դիմեք կայուն հենարաններ գլանային կամ գնդային առանցքակալներով(նկ. 129) սովորական խցիկների փոխարեն, ինչը հեշտացնում է գլանափաթեթների աշխատանքը և նվազեցնում աշխատանքային մասի տաքացումը:
9. Գլանաձև մակերևույթները եզրերով շրջելու տեխնիկա
Խառատահաստոցների վրա միևնույն երկարությամբ աստիճանավոր մասերի խմբաքանակ մշակելիս նորարարները օգտագործում են երկայնական կանգառ, որը սահմանափակում է կտրիչի շարժումը և երկայնական սնուցման վերջույթը, որպեսզի կրճատեն չափման ժամանակը: երկարությունը։
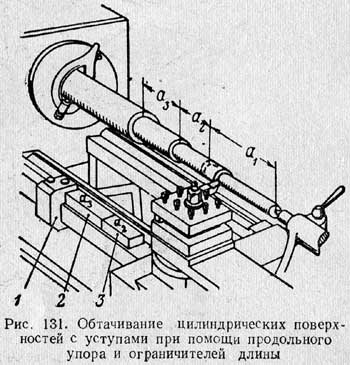
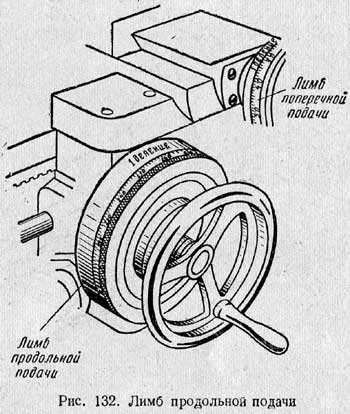
Օգտագործելով երկայնական կանգառը. Նկ. 130 ցույց է տալիս երկայնական կանգառը: Այն ամրացված է առջևի մահճակալի ռելսին, ինչպես ցույց է տրված նկ. 131; կանգառի ամրացման վայրը կախված է պտտվող մասի երկարությունից։
Մեքենայի վրա երկայնական կանգառի առկայության դեպքում հնարավոր է առանց նախնական գծանշման գլանաձև մակերեսները մշակել եզրերով, մինչդեռ, օրինակ, աստիճանավոր գլանափաթեթները մեկ պարամետրով պտտվում են շատ ավելի արագ, քան առանց կանգառի: Սա ձեռք է բերվում կանգառի և հենարանի միջև երկարության սահմանափակիչ (չափիչ կղմինդր) դնելով, որը համապատասխանում է գլանափաթեթի երկարությանը:
1-ին կանգառով աստիճանավոր գլան պտտելու և 2 և 3 սալիկները չափելու օրինակ ներկայացված է Նկար 131-ում: Ա 1 քայլը պտտվում է այնքան ժամանակ, մինչև տրամաչափը հենվի 3-րդ չափիչ սալիկի վրա: Հեռացնելով այս սալիկը՝ կարող եք մանրացնել գլանափաթեթի հաջորդ քայլը 2-ի երկարությամբ, մինչև տրամաչափը հենվի սալիկի 2-ին: Վերջապես, հանելով սալիկ 2, մանրացնել քայլ ա 3: Հենց որ տրամաչափը հասնում է կանգառին, անհրաժեշտ է անջատել մեխանիկական սնուցումը։ Չափիչ սալիկի երկարությունը 2 հավասար է եզրագծի երկարությանը a 3, իսկ 3 սալիկի երկարությունը հավասար է եզրագծի երկարությանը a 2:
Կոշտ կանգառները կարող են օգտագործվել միայն մեքենաների վրա, որոնցով ավտոմատ անջատումծանրաբեռնված սնուցում (օրինակ, 1A62 և այլ նոր հաստոցային համակարգեր): Եթե մեքենան չունի նման սարք, ապա կանգառի երկայնքով շրջելը հնարավոր է միայն այն դեպքում, եթե մեխանիկական սնուցումը նախապես անջատված է, և տրամաչափը ձեռքով բերվի կանգառին, հակառակ դեպքում մեքենան կկոտրվի:
Օգտագործելով երկայնական սնուցման հավաքիչը Օգտագործելով երկայնական սնուցման հավաքիչը. Աշխատանքային մասերի երկարությունը չափելու վրա ծախսվող ժամանակը նվազեցնելու համար ժամանակակից խառատահաստոցները հագեցած են երկայնական սնուցման հավաքիչ. Այս վերջույթը ներկայացնում է մեծ տրամագծով պտտվող սկավառակ (նկ. 132), որը գտնվում է գոգնոցի առջևի պատին և երկայնական սնուցման ձեռքի անիվի հետևում: Սկավառակի շրջագծի վրա կիրառվում են հավասար բաժանումներ։ Երբ ձեռքի անիվը պտտվում է, պտտվում է նաև երկայնական սնուցման անիվին միացված վերջույթը: Այսպիսով, կտրիչով տրամաչափի որոշակի երկայնական շարժումը համապատասխանում է վերջույթի պտույտին. որոշակի թիվֆիքսված ռիսկերի հետ կապված բաժանումները:
Աստիճանային մասերը մշակելիս երկայնական սնուցման հավաքիչի օգտագործումը շատ ռացիոնալ է: Այս դեպքում պտտիչը, նախքան խմբաքանակից առաջին մասը մշակելը, կտրիչով նախապես նշում է քայլերի երկարությունը՝ օգտագործելով տրամաչափ, այնուհետև սկսում է մանրացնել դրանք։ Առաջին փուլը շրջելով՝ նա երկայնական վերջույթը դնում է զրոյական դիրքի՝ ֆիքսված ռիսկի համեմատ։ Անդրադառնալով հաջորդ քայլերին՝ նա հիշում է (կամ գրում է) վերջույթի համապատասխան ցուցումները՝ կապված նույն ռիսկի հետ։ Հետագա մասերը պտտելիս պտտվողն օգտագործում է առաջին մասը պտտելիս սահմանված ցուցումները:
Օգտագործելով խաչի կանգառը. Աստիճանավոր մասերի մշակման ժամանակ տրամագծերի չափման վրա ծախսվող ժամանակը կրճատելու համար հնարավոր է մի շարք խառատահաստոցների վրա խաչաձև կանգառ օգտագործել:
Այս կանգառներից մեկը ներկայացված է Նկ. 133. Շեշտադրումը բաղկացած է երկու մասից. Ֆիքսված մասը 1-ը տեղադրված է վագոնի վրա և ամրացված է պտուտակներ 2-ով; 6-րդ մղիչ պտուտակն ամրացված է: Շարժական կանգառը 3 տեղադրվում և ամրացվում է պտուտակներ 4-ով տրամաչափի ստորին մասում։ Պտուտակ 5-ը դրված է ճշգրիտ մասի պահանջվող չափին: Պտուտակ 5-ի վերջը, որը հենվում է 6-րդ քորոցին, կանխորոշում է մասի պահանջվող չափը: Չափիչ սալիկներ դնելով 6-րդ պտուտակի և 5-րդ պտուտակի միջև՝ հնարավոր է մի մասը մանրացնել տարբեր տրամագծերի աստիճաններով։
10. Կտրման պայմանները շրջադարձի համար
Կտրման խորության ընտրություն. Պտտման ընթացքում կտրվածքի խորությունը ընտրվում է կախված հաստոցների չափից և հաստոցների տեսակից՝ կոպիտ կամ հարդարման (տես էջ 101-102):
Սնուցման տոկոսադրույքի ընտրություն. Կերակրումը նույնպես ընտրվում է՝ կախված վերամշակման տեսակից։ Սովորաբար կերակրում են կոպիտ պտտման համար 0,3-ից մինչև 1,5 մմ / պտույտ, իսկ կիսամշակման և հարդարման համար 0,1-ից 0,3 մմ / պտույտ նորմալ կտրիչներով աշխատելիս և 1,5-3 մմ / պտույտ ՝ Վ. Կոլեսովը։
Կտրման արագության ընտրություն. Կտրման արագությունը սովորաբար ընտրվում է ըստ հատուկ մշակված աղյուսակների՝ կախված գործիքի ժամկետից, մշակվող նյութի որակից, կտրիչի նյութից, կտրման խորությունից, սնուցումից, հովացման տեսակից և այլն (տես՝ օրինակ, Աղյուսակ 6, էջ 106):
11. Ամուսնությունը գլանաձեւ մակերեսները շրջելիս և դրա կանխարգելման միջոցառումները
Գլանաձև մակերեսները շրջելիս հնարավոր են ամուսնության հետևյալ տեսակները.
1) մասի մակերեսի մի մասը մնացել է չմշակված.
2) շրջված մակերեսի չափերը սխալ են.
3) շրջված մակերեսը ստացվել է կոնաձև.
4) շրջված մակերեսը ստացվել է ձվաձեւ.
5) մշակված մակերեսի մաքրությունը չի համապատասխանում գծագրի հրահանգներին.
6) թիկունքի կենտրոնի այրումը.
7) մակերևույթների չհամընկնելը գլանակի մշակման ժամանակ երկու կողմի կենտրոններում.
1. Առաջին տիպի ամուսնությունը ձեռք է բերվում մշակման մասի անբավարար չափսերի (մշակման անբավարար թույլտվություն), աշխատանքային մասի վատ ուղղման (կորություն), սխալ տեղադրման և մասի ոչ ճշգրիտ դասավորվածության, կենտրոնական անցքերի ոչ ճշգրիտ տեղակայման և տեղաշարժի պատճառով: հետևի կենտրոն.
2. Շրջված մակերևույթի սխալ չափերը հնարավոր են կտրիչի ոչ ճշգրիտ տեղադրման պատճառով կտրվածքի խորության վրա կամ մասի սխալ չափման պատճառով փորձնական չիպերը հեռացնելիս: Հնարավոր է և պետք է վերացնի այս տեսակի ամուսնության պատճառները՝ մեծացնելով պտտվողի ուշադրությունը կատարված աշխատանքի նկատմամբ։
3. Շրջված մակերեսի կոնը սովորաբար ստացվում է հետևի կենտրոնի առջևի նկատմամբ տեղաշարժի արդյունքում։ Այս տեսակի ամուսնության պատճառը վերացնելու համար անհրաժեշտ է ճիշտ տեղադրել հետևի կենտրոնը: Հետևի կենտրոնի սխալ դասավորության ընդհանուր պատճառն այն է, որ կեղտը կամ փոքր չիպսերը ներթափանցում են փեղկի նեղ անցքի մեջ: Մաքրելով կեռիկի կենտրոնը և կոնաձև անցքը՝ կարելի է վերացնել նաև ամուսնության այս պատճառը։ Եթե նույնիսկ մաքրումից հետո առջևի և հետևի կենտրոնների ծայրերը չեն համընկնում, անհրաժեշտ է համապատասխանաբար տեղափոխել պոչամբարի մարմինը իր ափսեի վրա:
4. Շրջված մասի ձվաձեւությունը ձեռք է բերվում, երբ spindle-ը հարվածում է իր առանցքակալների անհավասար մաշվածության կամ պարանոցի անհավասար մաշվածության պատճառով:
5. Մակերեւույթի անբավարար ավարտը պտտման ժամանակ կարող է պայմանավորված լինել մի շարք պատճառներով՝ կտրիչի մեծ սնուցում, անկանոն անկյուններով կտրիչի օգտագործում, կտրիչի վատ սրացում, կտրիչի ծայրի կորության փոքր շառավիղ, մասի բարձր մածուցիկություն։ նյութը, կտրիչի ցնցումը մեծ ելուստի պատճառով, կտրիչի անբավարար ամրացումը գործիքակալում, տրամաչափի առանձին մասերի միջև բացերի ավելացում, մասի դողդոջուն՝ դրա չամրացված ամրացման կամ առանցքակալների մաշվածության պատճառով և spindle necks.
Ամուսնության վերը նշված բոլոր պատճառները կարելի է ժամանակին վերացնել:
6. Պոչամբարի կոշտ կենտրոնի այրումը կարող է առաջանալ հետևյալ պատճառներով. հատվածը չափազանց ամուր ամրացված է կենտրոնների միջև. կենտրոնական անցքի վատ քսում; աշխատանքային մասի սխալ կենտրոնացում; բարձր կտրման արագություն:
7. Կենտրոններում երկու կողմից պտտվելիս մշակման մակերևույթների անհամապատասխանությունը ստացվում է հիմնականում առջևի կենտրոնի հարվածի կամ մշակման մասում կենտրոնական անցքերի առաջացման արդյունքում։ Ամուսնությունը կանխելու համար անհրաժեշտ է ստուգել աշխատանքային մասի կենտրոնական անցքերի վիճակը հարդարման ընթացքում, ինչպես նաև ապահովել, որ գլխի կենտրոնից դուրս չմնա:
12. Անվտանգության նախազգուշական միջոցներ գլանաձեւ մակերեսները շրջելիս
Խառատահաստոցների վրա մշակման բոլոր դեպքերում անհրաժեշտ է ուշադրություն դարձնել մասի և կտրիչի ամուր ամրացմանը։
Կենտրոններում մշակվող աշխատանքային մասի ամրացման հուսալիությունը մեծապես կախված է կենտրոնների վիճակից: Անհնար է աշխատել մաշված կենտրոնների հետ, քանի որ կտրող ուժի ազդեցության տակ գտնվող մասը կարող է պոկվել կենտրոններից, թռչել կողք և վնասել պտտողին:
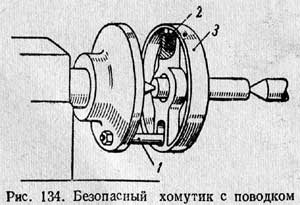
Կենտրոններում և ցատկերում մասերը մշակելիս սեղմակի դուրս ցցված մասերը և խցիկի խցիկները հաճախ գրավում են աշխատողի հագուստը: Այս նույն մասերը կարող են վնասել ձեռքերը, երբ չափում են մի մասը և մաքրում մեքենան շարժման ընթացքում: Դժբախտ պատահարներից խուսափելու համար սեղմակների մոտ պետք է տեղադրվեն պաշտպանիչ վահաններ կամ օգտագործվեն անվտանգության սեղմակներ, իսկ խցիկի ճարմանդները պետք է պաշտպանված լինեն: Անվտանգության օձիքի կատարյալ տեսակը ներկայացված է նկ. 134. Շրջանակ 3-ը ծածկում է ոչ միայն պտուտակի 2-ի գլուխը, այլև պտույտի 1-ին պտուտակը:
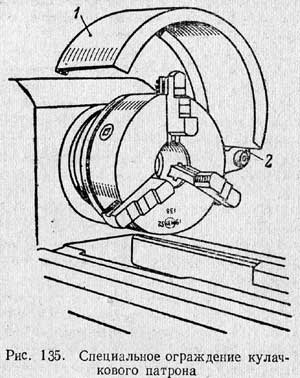
Ժամանակակից խառատահաստոցների վրա պտտվող սարքի ձեռքերն ու հագուստը չակի կամ երեսպատման ցցված մասերից պաշտպանելու համար օգտագործվում է հատուկ ցանկապատ (նկ. 135): Սարքի պատյան 1-ը առանցքային միացված է գլխամասի մարմնի վրա ամրացված քորոցին:
Կենտրոններում մասեր տեղադրելիս պետք է ուշադրություն դարձնել կենտրոնական անցքերի ճիշտությանը: Եթե դրանց խորությունը անբավարար է, ապա պտտման ժամանակ հատվածը կարող է պոկել կենտրոնները, ինչը շատ վտանգավոր է։ Նույն կերպ, չակի մեջ հատվածը ամրացնելուց հետո պետք է ստուգել՝ արդյոք բանալին հանված է։ Եթե բանալին մնում է ճաղավանդակի մեջ, ապա երբ պտուտակն պտտվում է, այն կհարվածի մահճակալին և կթռչի դեպի կողմը: Այս դեպքում հնարավոր է և՛ մեքենայի խափանումը, և՛ աշխատողի վնասվածքը։
Պատահարների պատճառը հաճախ չիպսերն են, հատկապես արտահոսքի չիպսերը, որոնք, երբ բարձր արագություններկտրումը դուրս է գալիս շարունակական ժապավենից: Նման չիպսերը ոչ մի դեպքում չի կարելի ձեռքով հեռացնել կամ կտրել, դրանք կարող են լուրջ կտրվածքներ և այրվածքներ առաջացնել: Հնարավորության դեպքում չիպային անջատիչները պետք է օգտագործվեն: AT վերջին միջոցըերբ չիպերի կոտրումը չի ստացվում, այն պետք է հեռացնել հատուկ կեռիկով:
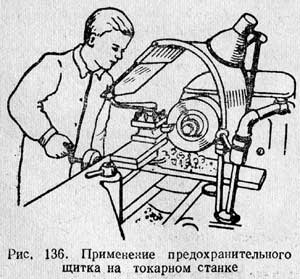
Կարճ ցատկող չիպսեր տվող նյութերը մշակելիս անհրաժեշտ է օգտագործել ակնոցներ կամ օգտագործել անվտանգության ապակուց կամ ցելյուլոիդից պատրաստված պաշտպանիչ վահաններ (նկ. 136), որոնք կցված են կառքին՝ կախովի դարակի վրա։ Փխրուն մետաղների (չուգուն, կոշտ բրոնզ) մշակման արդյունքում առաջացած մանր չիպսերը պետք է մաքրել ոչ թե ձեռքերով, այլ խոզանակով։
Կտրիչները տեղադրելիս և ամրացնելիս ձեռքերի վնասվածքները կարող են լինել՝ գործիքակալի ամրացնող պտուտակների գլխից բանալին պոկվելու հետևանքով: Բանալին կոտրելը տեղի է ունենում, երբ մաշված են բանալու ծնոտները և պտուտակների գլուխները: Հաճախ, սակայն, խափանում է առաջանում նաև այն փաստից, որ պտտիչը օգտագործում է բանալի, որի չափը չի համապատասխանում պտուտակի չափին:
Կտրիչը կենտրոնների բարձրության վրա տեղադրելը դրա համար չհարմարեցված ցանկացած տեսակի երեսպատման միջոցով (մետաղական ջարդոններ, սղոցների կտորներ և այլն) չի ապահովում կտրիչի կայուն դիրքը դրա աշխատանքի ընթացքում։ Չիպերի ճնշման տակ նման երեսպատումները տեղահանվում են, և կտրիչի տեղադրումը սխալ է ընթանում: Միաժամանակ թուլանում է նաև կտրիչի ամրացումը։ Արդյունքում, բարձիկներն ու կտրիչը կարող են դուրս ցատկել գործիքակալից և վնասել պտտիչը: Բացի այդ, կտրիչի տեղադրման ժամանակ և մեքենայի վրա աշխատելիս հնարավոր են ձեռքերի վնասվածքներ մետաղական երեսպատման սուր եզրերին։ Հետևաբար, խորհուրդ է տրվում, որ յուրաքանչյուր պտտվող սարք ունենա տարբեր հաստության երեսպատումներ՝ լավ պատրաստված հենարանային հարթություններով և եզրերով:
թեստի հարցեր 1. Ինչպե՞ս տեղադրել կտրիչը կտրիչի պահարանի մեջ:
2. Ինչպե՞ս ստուգել կտրիչի ծայրի դիրքը կենտրոնական գծի նկատմամբ:
3. Ինչպե՞ս են մասերը տեղադրվում և ամրացվում գլանաձև մակերեսները շրջելիս:
4. Ո՞րն է տարբերությունը առջևի և հետևի կենտրոնների աշխատանքային պայմանների միջև:
5. Ինչպե՞ս է դասավորված պտտվող կենտրոնը և ի՞նչ դեպքերում է այն օգտագործվում:
6. Ի՞նչ է իրենից ներկայացնում ծալքավոր ճակատային կենտրոնը և որո՞նք են դրա առավելությունները:
7. Ինչպե՞ս ստուգել գլանաձև մակերեսը շրջելու կենտրոնների ճիշտ տեղադրումը:
8. Ինչպե՞ս է աշխատում եսակենտրոն ցախը: Անվանեք դրա մանրամասները, տեղադրման և աշխատանքի պատրաստման կանոնները:
9. Ինչպե՞ս հարթեցնել մի մասը չորս ծնոտի ցախի մեջ տեղադրելիս:
10. Ո՞րն է խաչաձև սնուցման պտուտակավոր հավաքիչի նպատակը:
11. Ինչի՞ համար է օգտագործվում երկայնական սնուցման ժամացույցը: Ինչպե՞ս է այն դասավորված:
12. Ինչի՞ համար են կայուն հանգիստները և ի՞նչ դեպքերում են դրանք օգտագործվում:
13. Ինչպե՞ս է կազմակերպվում կայուն հանգիստը:
14. Ինչպե՞ս է կազմակերպվում շարժական կայուն հանգիստը:
15. Ինչպե՞ս է լիսեռը պատրաստում կայուն հանգստի ժամանակ տեղադրելու համար:
16. Բերե՛ք երկայնական կանգառի կիրառման օրինակ; խաչաձև կանգառ.
17. Ամուսնության ի՞նչ տեսակներ են հնարավոր գլանաձեւ մակերեսները շրջելիս: Ինչպե՞ս վերացնել ամուսնության պատճառները:
18. Թվարկե՛ք գլանաձեւ մակերեսները շրջելու հիմնական անվտանգության կանոնները:
Ինչ մասեր կարելի է մշակել և մշակել խառատահաստոցի վրա
Աշխատում ենք փոքր և կտորների պատվերներով։ Մենք որոշ բաներ անում ենք պայմանական շարքով, ինչպիսիք են ներդիրները հարվածային կլանիչների մեջ, անիվի առանցքների ադապտերները տարբեր չափանիշներ. Սեզոնից դուրս (նոյեմբեր-փետրվար) դուք կարող եք ավելի մեծ խաղ ձեռնարկել:
Համեմատաբար, մենք կարող ենք պտտման ցանկացած մաս կատարել գլանաձև ձևով: Ամենապահանջվածը եղել է անիվների ադապտերների և առանցքների բազմազանությունը: կա՛մ օրիգինալ պահեստամասը չի վաճառվում, կա՛մ երկար է սպասվում, կա՛մ այն գոյություն չունի բնության մեջ։ Օրինակ, որոշ 20 մմ Mavic առջևի անիվներ չունեն ադապտեր 15 մմ, 10 մմ և սովորական 5 մմ արագ թողարկման համար: Իսկ Crossmax-ի հետեւի անիվների համար արդեն երկար ժամանակ է, ինչ առանցքներ չեն վաճառվում։
Հսկայական քանակությամբ ցնցող կլանիչներ պահանջում են ներդիրներ խարույկի մեջ: Ներդիրները կարող են մշակվել կապրոլոնից, պոլիացետալից կամ դյուրալյումինից: Շոկի կլանիչների հավերժ դեֆորմացվող և զվարճալի առանցքները կարող են փոխարինվել տիտանի համաձուլվածքով VT16:
Ոչ պակաս հաճախ, թփերը գալիս են առանցքակալների միջև դեֆորմացված միջակայքերով: Արտադրողը խնայեց գումար և մատակարարեց չափազանց փափուկ խառնուրդ:
Երբեմն դուք պետք է սրել մխոցները գլխավոր բալոնների և արգելակային տրամաչափերի համար:
Հաճախ պահանջվում է լավ կարգավորել գոյություն ունեցող մասը ցանկալի չափերին:
Մենք սրում ենք մոտոցիկլետների և հեծանիվների ղեկի փոխարինող խողովակները: Կատարում ենք նաև հեծանիվների ղեկի խողովակի երկարացումներ։
Երբեմն RC մոդելավորողները գալիս են հատկապես ուժեղ տիտանի առանցքների և հրացանագործների համար՝ ինչ-որ շիթերի համար:
Ինչ նյութեր են օգտագործվում պտտման համար
Ես ալյումինի համաձուլվածքներ ունեմ իմ տանը D16T, B95, 7075 . Հիմնականում D16t-ի աշխատանքում այն բավականին դիմացկուն է: Այն մասերի վրա, որոնք չափազանց լարված են, կարող եք տեղադրել խառնուրդ B95 կամ 7075 (սա նույնն է ֆիզիկական հատկություններ): Մենք չենք օգտագործում AMG սերիայի համաձուլվածքներ, դրանք բավականին թույլ են:
տիտանի համաձուլվածքներ BT6, BT16. Հեծանվավազքի և մոտոցիկլետների համար ամրության առումով սրանք երկու համաձուլվածքներն են առավել պահանջված:
Կապրոլոնև պոլիացետալ. Այս ապրանքը գնում է շփման միավորների ներդիրներին: Շրջանակային շինարարների մեծամասնությունը նաև անցնում է կապրոլոնին, երբ հաշվարկում են ամբողջական կասեցման հավաքները:
Ֆտորոպլաստ. Մենք այն օգտագործում ենք կոմպոզիտային մասերի արտադրության մեջ:
Պոլիուրեթանային. Երբեմն պետք է ինչ-որ տարօրինակ բռունցք կամ թեւ պատրաստեք:
Արույրային մասերը ինչ-որ կերպ չեն օգտագործվում, ուստի փողային և բրոնզը պահեստում չկա. բերեք ձերը:
Եթե ցանկանում եք, ես կարող եմ պարզապես վաճառել մի կտոր նյութ, միգուցե դուք ինքներդ ցանկանում եք ֆայլ թափահարել: =)
Ինչպես ենք ընդունում շրջադարձային աշխատանքների պատվերներ
Պատվերն ընդունվում է ցանկացած ձևով։ Սա կարող է լինել նմուշ, որը դուք ցանկանում եք պատճենել: Նկարչություն. Սխեման. Էսքիզ. Լուսանկարը. Մատների բացատրություն. Բայց վերջին երկու դեպքերում մենք միասին կկազմենք չափսերով ուրվագիծ։
Դուք կարող եք մանրամասնել գործընկերոջը: Եվ մենք չունենք հակադարձ ճարտարագիտության հրեշավոր նշում:
Ես բավականին լավ պատկերացնում եմ, թե ինչպես պետք է պատրաստվեն մասերի տարբեր միջերեսները, այնպես որ շատ դեպքերում խնդիրներ չկան նույնիսկ «մատների վրա» բացատրության հետ: Բայց երբեմն կենդանի զուգավորման մասերը պահանջվում են ճշգրիտ որոշելու դրանց չափերը:
Արտադրության ճշգրտությունը և մասերի չափերը
Սխալ փողի համար կտոր արտադրանքի վրա սկզբունքորեն հասանելի ճշգրտությունը 0,01 մմ է արտաքին տրամագծերի համար: Բայց սա հազվադեպ է անհրաժեշտ որևէ մեկին, սովորաբար բավարար է 0,05 մմ ճշգրտությունը (սա, ըստ էության, մամուլում տեղավորվում է): Ներքին տրամագծեր- ոչ ավելի, քան 0,02 մմ:
Կոպտության դասերը չափելու ոչինչ չկա, ուստի այստեղ իմաստալից որևէ բան չեմ կարող ասել: Ես կարող եմ ցույց տալ փայլեցման նմուշներ: 14-րդ դասարանում իդեալական հայելի պատրաստելը երբեք խնդիր չի եղել, և մենք մանրացնում ենք առանցքակալների (կոնների) գլորվող մակերեսները մինչև առնվազն 10-րդ դասարան:
Պատրաստման առավելագույն երկարությունը՝ 350 մմ։ Աշխատանքային մասի առավելագույն տրամագիծը 62 մմ է:
Արտադրության ժամանակը և գները
Մանր բաներն ու 0,05 մմ-ից պակաս ճշգրտությամբ պարզ դետալները կատարվում են կա՛մ անմիջապես, կա՛մ նույն օրը: Ավելի ճշգրիտ և բարդ մանրամասներ՝ հաջորդ օրը կամ ամեն օր։
Տեղեկատվության համար, կապրոլոնի հարվածային կլանիչը բաշի մեջ դնելը 150 ռուբլի է: Ադապտոր 15 մմ առանցքից դեպի սովորական էքսցենտրիկ - 500r: Առջևի հանգույցի առանցք՝ առանցքակալների նստատեղերով և ծայրերին թելերով - 2000r (շատ ճշգրիտ աղբ): Ավելի հեշտ է զանգահարել, կոպիտ բացատրել առաջադրանքը, հետո պարզ կդառնա, թե որքան արժե:
Մնացած հարցերը կարելի է տալ հեռախոսով կամ անձամբ գնալ Օգորոդնի:
Աշխատանքային օրինակներ
Կախովի պատառաքաղների մեջ նավթի կնիքները և փոշեկուլները սեղմելու գործիքների հավաքածու (կապրոլոն).
Ադապտոր 15 մմ առանցքից դեպի էքսցենտրիկ հակակոռոզիոն մշակմամբ (D16t).
7075 Ալյումինե բուշի փոխարինելի PTFE ներդիրով (գործընթաց).
Կախովի պատառաքաղի քարթրիջի արտադրություն կառուցվածքային մշակմամբ.
Բուշի կոնաձև մանրացում.
20-րդ առանցքից ստանդարտ էքսցենտրիկի ադապտեր պատրաստելը.
Marzocchi պատառաքաղի քարթրիջում հատուկ ճարմանդների պատրաստում.
Քարթրիջի մասերի արտադրություն Marzocchi պատառաքաղում.
Դյուրալյումինի ներդիրների արտադրություն ցնցող կլանիչների թփերում.






Պտտվող գլանաձև մասեր
Խառատահաստոցի վրա մշակվում են ապրանքներ, որոնց ուրվագիծը կարող է բաղկացած լինել մի քանի ծավալայինից երկրաչափական ձևեր, որոնք կոչվում են հեղափոխության մարմինները . Այս թվերն են գնդակ, կոն, գլան և տորուս(տես նկ. ձախ կողմում):
Մեքենայի վրա մասերի պտտումն իրականացվում է հատուկ կտրիչներ - պտտվող սայրեր
. Ի տարբերություն սովորական ատաղձագործական սայրերի, դրանք ունեն երկարավուն բռնակներ, որոնք թույլ են տալիս ապահով կերպով պահել գործիքը և հեշտացնել այն կառավարելը:
Մշակման որակն առանձնանում է նախագիծըև ավարտումշրջվելով, գործիքի ընտրությունը կախված է սրանից:
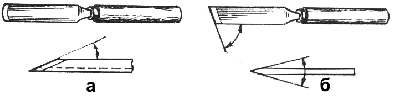
Համար նախագիծը վերամշակումը կիրառվում է կիսաշրջանաձև սայր(տես նկ. բայց), համար ավարտում պտտելը, ծայրերը կտրելը և մասերը կտրելը. թեք սայր(տես նկ. 6 ).
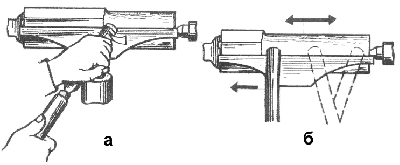
ժամը կոպիտ շրջադարձբլանկներ (տես նկ. բայց) ձեռքի կտորի երկայնքով տեղափոխվում է կիսաշրջանաձև սայր: Առաջին անցման ընթացքում 1 ... 2 մմ հաստությամբ չիպսերը հանվում են սայրի սայրի միջով (տես Նկ. 6 , ձախ). Հետագա շրջադարձը կատարվում է սայրի կողային մասերով, երբ կտրիչը շարժվում է և՛ ձախ, և՛ աջ (տես Նկ. 6 , աջ կողմում): Սայրի սայրի տարբեր հատվածների հետ աշխատելու արդյունքում մասի մակերեսը պակաս ալիքավոր է։ 2 ... 3 րոպե աշխատելուց հետո նրանք ստուգում են աշխատանքային մասի ամրացման հուսալիությունը. սեղմում են այն պոչամբարի կենտրոնով: Հարդարման համար անհրաժեշտ է թողնել 3 ... 4 մմ (տրամագծով):
ժամը նուրբ շրջադարձ(տե՛ս նկ.) Եզրին դրված է թեք սայր՝ դեպի ներքև բութ անկյունով: Թափերը կտրված են սայրի միջին և ստորին մասերով:
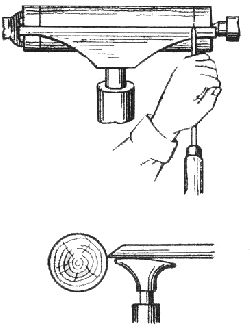
Պտտվող սայրը պտտելիս պահում են երկու ձեռքով՝ մեկը բռնակի, մյուսը՝ ձողի համար։ Ձողի համար սայրը փաթաթված է վերևից կամ ներքևից: Կոպիտ պտտման համար ավելի հաճախ օգտագործվում է առաջին մեթոդը, որպես ամենահուսալի։ Սայրի վրա ճնշումը պետք է լինի միատեսակ և հարթ:
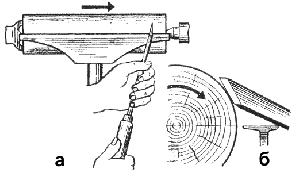
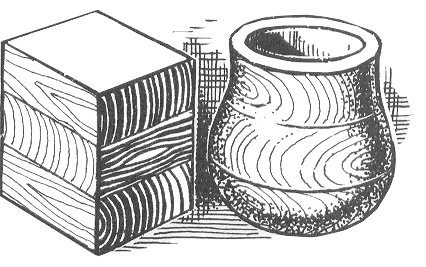
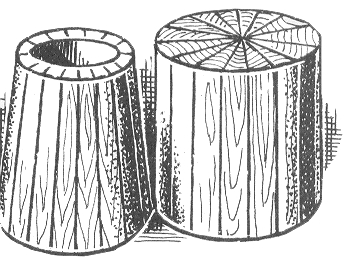
Արտադրանքի ներքին խորշերը շրջելու համար, օգտագործելով հովանավորկամ ճակատային սալիկներ(տարբեր տարաներ, դագաղներ, աղամաններ և այլն) - նախ գայլիկով անցք բացեք աշխատանքային մասի կենտրոնում: Այնուհետև կիսաշրջանաձև ծայրով սայրով ընտրվում է ավելորդ փայտ։ Ի վերջո, պատերը հարթեցնելու համար օգտագործեք կոր ծայրով սայր (տե՛ս ձախ կողմում գտնվող նկարը):
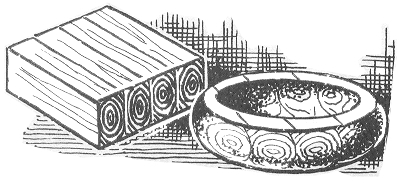
Ապրանքներ շրջելու համար ճակատային սալիկներնախ քառակուսի ձևով բաց թողեք: Այս աշխատանքային մասի վրա գծվում են անկյունագծեր, և նախատեսված արտադրանքի տրամագծից մի փոքր ավելի մեծ շրջան է գծվում: Սղոցով ավելորդ անկյունները կտրվում են, որպեսզի ստացվի ութանիստ, որը պտուտակներով պտտվում է երեսպատման վրա: Առջևի ափսեը փաթաթված է spindle-ի վրա և ստուգվում է, թե արդյոք աշխատանքային մասը կպչում է ձեռքի կտորին: Դրանից հետո մեքենան միացված է, իսկ ութանիստը վերածվում է ցանկալի տրամագծի: Այնուհետև ձեռքի կտորը տեղադրվում է աշխատանքային մասի հարթությանը զուգահեռ և մշակվում դրա ներքին մասը: Ձեռքի կտորը շարժելով, մանրացրեք դրսումապրանքներ.
Ստուգվում է արտադրանքի տրամագիծը տրամաչափ
կամ տրամաչափ
. Չափումները պետք է կատարվեն աշխատանքային մասի երկարությամբ մի քանի վայրերում: Ուղիղությունը կարելի է ստուգել քանոնով կամ հրապարակով լույսի ներքո: 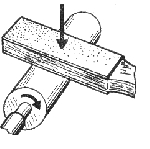
Շրջելուց անմիջապես հետո մասի մակերեսը մաքրվում է ամրացված հղկաթղթով փայտե բլոկ(տես նկ.): Փայտի հյուսվածքը պայծառացնելու համար արտադրանքի մակերեսը կարելի է փայլեցնել ավելի կոշտ փայտի ձողով: Այս գործողությունը կատարվում է մասի պտտման, ինչպես նաև հղկման ժամանակ։
Մասի ծայրերը կտրելիս թեք սայրը դրվում է ծայրի վրա՝ սուր անկյունով դեպի ներքև և կատարվում է մակերեսային կտրվածք (տե՛ս ձախ նկարը)։
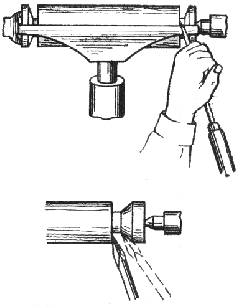
Այնուհետև մի փոքր նահանջելով աջ կամ ձախ (կախված նրանից, թե որ ծայրն է կտրված), թեքեք սայրը և կտրեք աշխատանքային մասի մի մասը կոնի մեջ (տես աջ կողմի նկարը): Այս գործողությունը կրկնվում է մի քանի անգամ, մինչև մնա 8 ... 10 մմ տրամագծով պարանոց։ Այնուհետև հատվածը հանվում է մեքենայից, դրա ծայրերը կտրում են սղոցով։ Ծայրերը մաքրվում են:
-ի արտադրության համար մեծ թվովնույնական մասերօգտագործվում է խառատահաստոցի վրա դիրիժորներ(սահմանափակիչներ) սայրերի համար կամ պատճենահանող մեքենաներ . Հաղորդավարները հեշտ է պատրաստել ինքներդ և հեշտ է տեղադրվել ինչպես պտտվող սայրի, այնպես էլ ձեռքի վրա (տե՛ս ձախ նկարը):
Թվերը ցույց են տալիս.
1. - շեշտադրում;
2. - երկայնական շարժման սահմանափակող;
3. - լայնակի շարժման սահմանափակիչ;
4. - պտտվող սայր.
Արտադրված մասերի վրա ցանկալի ուրվագծերը ստանալու համար երբեմն օգտագործվում են հատուկ սայրեր (տես աջ կողմում գտնվող նկարը):
Նրանք երբեմն պատրաստվում են հատուկ որոշակի արտադրանքի կամ ցանկալի եզրագծի համար:
Ստորև բերված է ապրանքի և այն պատրաստելու համար օգտագործվող սայրերի օրինակ:
Օրինակ, փայտե գնդակի արտադրության համար օգտագործվում են սայրեր, որոնք պատրաստված են որոշակի տրամագծով (տես ձախ կողմում գտնվող նկարը):

Առանց հատուկ սայրերի, նույն գնդիկը կարելի է մշակել պարզ սայրերով, սակայն ճշգրիտ պատրաստման համար անհրաժեշտ է պատրաստել տրաֆարետ (շաբլոն), որով կարող եք չափել գնդաձև մակերեսի ճիշտությունը։ 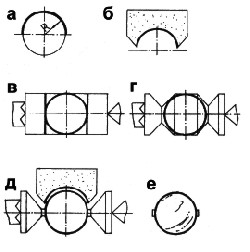
Շաբլոն պատրաստելու և շրջելու քայլերը ներկայացված են աջ կողմում գտնվող նկարում։
Շրջադարձի համար փայտը պատրաստվում է ոչ միայն ձողեր կամ տախտակների կտորներ կտրելով, այլ նաև օգտագործելով չորացած ծառի ճյուղեր, ինչպես նաև ձողերի կամ տախտակների կտորներ (այսինքն՝ հատվածներից) սոսնձելով (տես ստորև նկարը): Հաճախ նման «բլոկը» շրջելու համար: արտադրանքներում օգտագործվում են տարբեր տեսակների փայտ:
Դրա շնորհիվ ձեռք են բերվում ապրանքներ, որոնք շատ անսովոր են գույնով և հյուսվածքով:
Աշխատելիս հետևեք հետևյալ կանոններին.
Ավելի ցածր պաշտպանիչ էկրան(ակնոցներ դնել)
Ստուգեք մեքենայի աշխատանքը պարապ վիճակում;
Աշխատանքային կտորը մշակելիս սահուն բերեք կտրիչը;
Համոզվեք, որ աշխատանքային մասի և ձեռքի կտորի միջև բացը չի գերազանցում 5 մմ;
Առանցքային հորատում կատարելիս զգուշորեն ամրացրեք պոչամբարը.
Ներքին անցքը ձանձրացնելիս կտրիչը ամուր պահեք հորիզոնական հարթության մեջ.
Վերահսկեք մշակման չափերը և որակը ամբողջովին դադարեցված աշխատանքային մասով.
Մասն ավարտելիս հղկաթուղթամրացրեք այն հատուկ ամրակի վրա:
Մեքենան անջատելուց անմիջապես հետո տեղեկացրեք ուսուցչին բոլոր անսարքությունների մասին:
Աշխատանքի ավարտից հետո.
Հեռացրեք պատրաստի մասը մեքենայից;
Տեղադրել գործիքներ և հարմարանքներ հատուկ նշանակված վայրերում.
Մաքրել աշխատավայրը;
Զեկուցեք սպասավորին, երբ աշխատանքը ավարտվի:
Գործողության ընթացքում մեքենայի դիտման էկրանը պետք է իջեցվի:
Եթե մեքենան չունի նման էկրան, ապա անհրաժեշտ է աշխատել պաշտպանիչ ակնոցներով։
Կտրող գործիքհանգեցնել աշխատանքային մասի միայն այն բանից հետո, երբ spindle-ը ձեռք է բերել ամբողջ արագություն:
Երբ մեքենան միացված է, արգելվում է շտկել աշխատանքային մասը և չափել դրա չափերը, տեղափոխել մեքենայի բաղադրիչները:
Մեքենան անջատելուց հետո ձեռքերով մի դանդաղեցրեք մշակման կտորը, ցախը կամ երեսպատումը:
Մի թողեք աշխատող մեքենան առանց հսկողության:
Աշխատանքի վերջում գործիքները դրեք նշանակված տեղերում, չիպսերը վրձինով ավլեք։
Արգելվում է.
Միացրեք մեքենան առանց ուսուցչի թույլտվության.
Աշխատեք ամրագոտի շարժիչ պահակի բացակայության դեպքում;
Օգտագործեք անպատրաստ աշխատանքային մաս;
Օգտագործեք չիպսերով, ճաքերով, թաց կամ փտած աշխատանքային կտոր;
Հենվեք խառատահաստոցի մասերին;
Գործիքներ և այլ իրեր դնել մեքենայի վրա;
Ձեռքով դադարեցրեք աշխատանքային մասը;
Հեռացե՛ք մեքենայից՝ առանց այն անջատելու:
Մենք նաև խորհուրդ ենք տալիս
 Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
Անջատիչ էլեկտրամատակարարում. վերանորոգում և ճշգրտում
 Լույսի հեռակառավարում
Լույսի հեռակառավարում
 Լողի պարապմունքներ նախադպրոցական տարիքի երեխաների համար
Լողի պարապմունքներ նախադպրոցական տարիքի երեխաների համար
 Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
Նշումներ վարպետի համար - տնային կենցաղային ահազանգեր
 Ժամացույցի պտուտակն Atmega8-ի վրա
Ժամացույցի պտուտակն Atmega8-ի վրա
 Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկոնտրոլեր և ռելե պարզ անջատիչ սխեմաներ
Սարքի և ռելեի կիրառման օրինակներ, ինչպես ընտրել և միացնել ռելեը ճիշտ Միկրոկոնտրոլեր և ռելե պարզ անջատիչ սխեմաներ