Borrmaskin. Borrmaskin - om oumbärlig utrustning från alla vinklar
Produktion och industriell teknik
Maskin 2H135 fig. Tabell 2 har T-spår för att fästa skruvstädfixturer eller delar. Ris. Kort tekniska specifikationer verktygsmaskin 2Н135 Mått på bordets arbetsyta mm bredd x längd 450x500 Största borrdiameter i stål mm 35 Spindelns morsekona Nr 4 Bordets största vertikala rörelse mm 300 Antal spindelhastighetssteg 12 Spindelhastighet min1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Antal spindelmatningssteg 9 Spindelmatningar mm varv 01; 014; 02;...
Enheten för en vertikal borrmaskin och dess inställning för bearbetning av hål
Mål: bekanta dig med syftet, enheten och kinematiskt diagram för en vertikal borrmaskin, hålbearbetnings- och skärverktyg som används, uppställning och justering av maskinen.
Utrustning och material.Vertikal borrmaskin, maskinskruvstäd, stålämne StZ storlek 100 x 150 x 50 mm; borrar 015; 28 mm; försänkning 029, 75; brotschar 029, 95 och 30 H7; försänkning 030 mm; adapterbussningar med morsekona KM4-3; 4-2; skjutmått; grovhetsnormer.
Vertikala borrmaskiner är utformade för att producera hål i solida metallarbetsstycken med hjälp av borrar och deras efterföljande bearbetning medförsänkningar, brotschar, försänkningar, försänkningar, kranar, fräsar,kombinerade verktyg under förutsättningarna för individuell och småskalig produktion.
Maskin 2H135 (Fig. 1) har följande huvudkomponenter: plåt 1, kolumn 3, tabell 2, huvudstång 6. Skärverktyget är fixerat i den inre konen (Morse nr. 4) på spindel 4. Plåt 1 är basen för maskinen, och dess inre hålighet är en kylvätskebehållare. Vertikala styrpelare 3 gör att du kan flytta huvudstocken 6 och bord 2 till en position som är lämplig för arbetet. För att balansera huvudstocken inuti kolonnen hängs en last upp. Tabell 2 har T-spår för att fästa ett skruvstäd, fixtur eller arbetsstycke. På huvudstocken b finns en elektrisk motor och mekanismer för att driva huvudrörelsen och matningarna, mekanismer för att slå på spindelns rotation, en spindel och maskinkontroller.
Figur 1. Vertikal borrmaskin 2H135
För att borra ett hål, vrid ratten 5 "mot sig själv", sänk ner spindeln. Spindelmatningen slås på automatiskt när borren vilar mot arbetsstycket. Borrdjupet justeras av kammen 12, gängning av kammen 14. Kammarna är inställda längs skänkeln 13. Spindeln lyfts genom att vrida handratten 5 "mot sig själv". Detta inaktiverar spindelmatningen.
Handtag 7 inkluderar den erforderliga spindelhastigheten. Handtaget 11 inkluderar den önskade matningen. Maskinen är ansluten till nätverket med omkopplare 9, och kylvätskan tillförs av omkopplare 10. Kontrollknappar 8 låter dig slå på eller av spindeln.
Korta tekniska egenskaper hos maskinen
2N135
- Mått på bordets arbetsyta,
mm (bredd x längd) 450 x500
- Maximal borrdiameter
i stål, mm 35
- Spindel morse kona№4
- Maximal vertikal rörelse
bord, mm 300
- Antal spindelhastighetssteg 12
- Spindelhastighet, min-1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Antal spindelmatningssteg 9
- Spindelmatning, mm/varv 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- Effekten hos elmotorn för drivningen av huvudrörelsen, kW 4 Maskinens kinematiska diagram visas i Fig.2. Kedja
huvudrörelse ansluter elmotor ml med U1 spindel genom en växellåda med block 25-30-35, 35-42, 50-15. Balansekvationen för den kinematiska kedjan för drivningen av huvudrörelsen:

Maskinen kan ställas in på 12 olika spindelhastigheter i området p w = 31,5-1400 rpm,
Vertikala matningar utförs för varje varv av spindeln och hylsan från hjulet z \u003d 34. Denna kedja består av permanenta växlar 34/60 och 10/54, växellådsväxlar med block 16-31-45 och 26-31-36, M2-koppling, M3 säkerhetskoppling, snäckväxel 1/60 och kuggstång kugghjul 2 = 13, vilket flyttar skenan t = 3 mm och hylsan 4 på spindeln.
Balansekvationen för denna kinematiska kedja är:

Maskinen kan ställas in på nio olika matningar i sortimentet s p \u003d 0,1-1,6 mm / varv.
Spindeln flyttas manuellt genom att vrida på handratten med en matning
S in = 122,46 mm / varv.
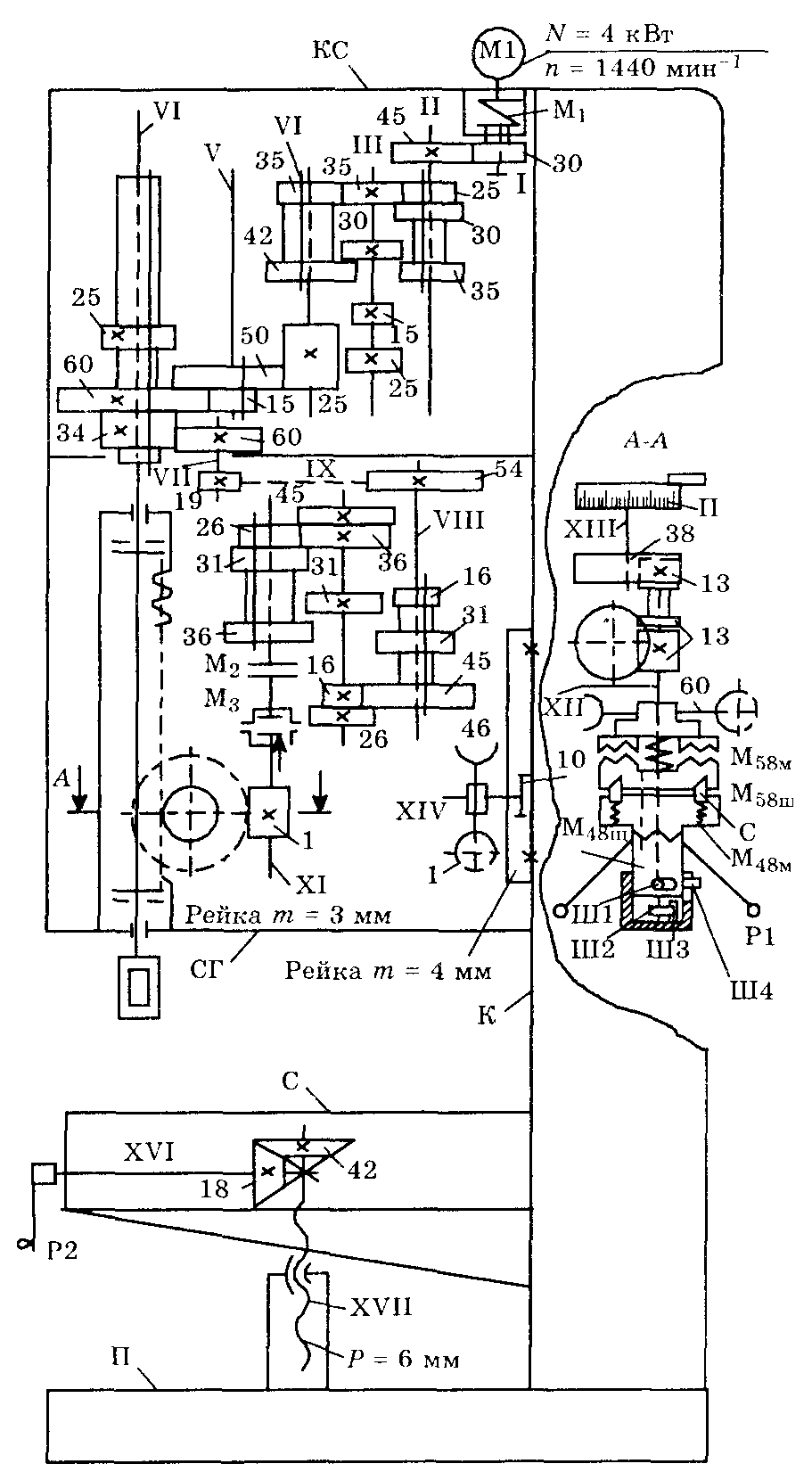
Fig.2. Kinematiskt diagram av en vertikal borrmaskin 2N135
Bildande av hål vid vertikal borrning
maskinverktyg
På vertikala borrmaskiner används följande metoder för att forma hål.
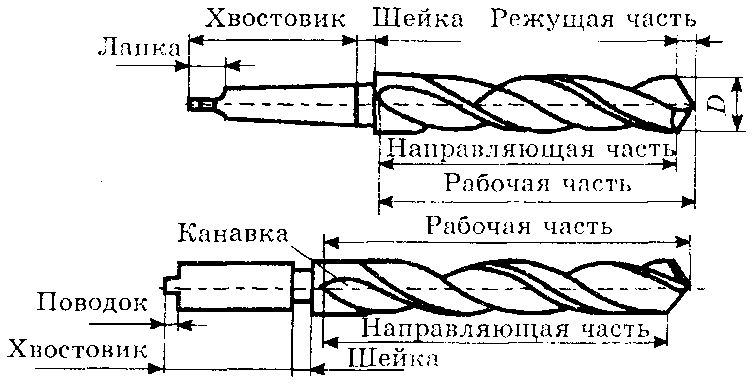
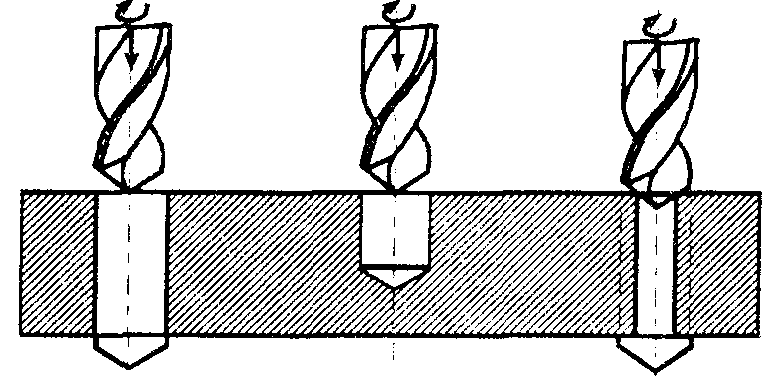
1. Borrning i solid metall och brotschning med spiral-, spade- och skruvborr (Fig. 3, a B C) Vridborrar används för att göra hål med en diameter d = 0,3-85 mm och djup upp till 10 d, fjäder - diameter d = 6...40, skruv - med en diameter d= 5...20 för hål upp till 30 djupa d. Borrning ger 14-12 kvalitet av noggrannhet och ytjämnhet på 12-25 mikron.En spiralborr (fig. 4) är ett tvåtandsverktyg och består av en arbetsdel, en hals, ett cylindriskt eller koniskt skaft och en fot. Arbetsdelen består av en skärdel med två huvudskäreggar, en tvärgående skärning (bro) och en styrdel med två
hjälpkanter (band) på den spiralformade ytan av tänderna och spår för spånutträde. Spatelborren är ett en- eller tvåstegsblad och används under svåra arbetsförhållanden. Borrskruven har en triangulär slipad räfflor och plana fram- och bakytor.
2. Försänkning av hål som erhållits i gjutgods, smide eller stansningar eller som tidigare borrats med försänkningar i massiv och skal. Försänkaren är ett 3- eller 4-tandsverktyg, vilket ger bättre hålcentrering och större styvhet. Brotschmånen är 0,5-3 mm. Vid försänkning säkerställs 11 graders noggrannhet och ytjämnhet Ra = 3,2-6,3 µm.
3. Utplacering (fig. 5) av exakta hål med hjälp av brotschar: manuella eller maskinella, cylindriska, koniska och stegvis; med raka och spiralformade spår, höger och vänster skärning. Broscharen har 6-12 tänder,
hög styvhet. Brotschmånen är: med ett djupgående 0,15-0,5 mm; efterbehandling - 0,05-0,15 mm. Förutsatt 9-7 kvalitet på noggrannhet och ytjämnhet, Ra = 0,8-1,6 µm eller mindre.
4. Försänkning och försänkning - bearbetning av koniska (Fig. 6, a, b) och ändar (fig. 6, c) ytor av hål och "highlanders bossar" (fig. 6, G).
5. Borrning med borrfräsar fästa i änddorn.
6. Gängning med maskinkranar, typer av kranar visas i Fig. 8.
 7. Metod för plastisk deformation med hjälp av rullande rullar och kalibreringsanordningar
7. Metod för plastisk deformation med hjälp av rullande rullar och kalibreringsanordningar
Fig.3. Borrning och brotschning av hål Ris. 4. spiralborr

Fig. 5. Borra hål med brotschar

Fig. 6. Hålmönster


Fig. 7. Schema för borrhål med en fräs (a) och ett flytande block (b)
Fig. 8. Typer av kranar: a - manuell (nr 1 - utkast, nr 2 - medium, nr 3 - efterbehandling), b - maskinmanual, c - maskin, d - konisk
8. Bearbetning med kombinerade verktyg: borr, försänkningsborr, gängborr, brotschborr, etc.
Maskininställning för hålbearbetning 03OH7
Hålformning, 03OH7 (7 noggrannhetsgrader) med ytjämnhet Ra = 1,6 µm i solid metall, det rekommenderas att utföra i sekvensen:
- borra ett hål med en spiralborr 015 mm;
- borra ett hål med en borr 028 mm;
- försänkningshål med försänkning 029,75 mm;
- grovt svep 029,95 mm;
- finbrottsning med 03OH7 brotsch.
Bearbetningsförhållandena för hålet 03OH7 anges i tabell 1.
bord 1
Bearbetningsvillkor

Samt andra verk som kan intressera dig |
|||
| 79178. | Teknik och teknovetenskap i samband med moderna globala studier. Teknik som modernitetens kommunikativa strategi | 28KB | |
| Teknik och teknovetenskap i samband med moderna globala studier. Teknik som modernitetens kommunikativa strategi. vid mening teknikkoncept: en konstgjord eller organiserad teknik som förbättrar, förbättrar eller underlättar handlingen, en skrivteknik, en simteknik, en teknik för frågor, etc. Teknikens kreativa natur, all dess mångfald; i form av... | |||
| 79180. | Etisk aspekt av utvecklingen av teknik och teknikkunskap. Moralisk dimension av vetenskaplig verksamhet och teknisk design, problemet med frihet och ansvar | 15,99 KB | |
| Etisk aspekt av utvecklingen av teknik och teknikkunskap. Samtidigt ger vetenskapens och teknikens framsteg människor inte bara fördelar, utan många upptäckter hotar mänsklighetens existens och allt liv på jorden. 2 nivåer av uppfattning om teknik: Positiv. | |||
| 79181. | Teologiska begrepp om teknik. Teknik som en del av religiös erfarenhet, korrelation av teknovetenskap med fenomenal och noumenal | 12,83 KB | |
| Teologiska begrepp om teknik. Begreppet teknik som ett möte med Gud Friedrich Dessauer 1881-1963. Verk Teknisk kultur 1908 Teknikfilosofi. The problem of realization 1927 Soul in the sphere of technology 1945 och Disputes around technology 1956. | |||
| 79182. | Filosofiska aspekter av tekniska innovationer. Teknisk uppfinning och vetenskaplig upptäckt i deras förhållande | 33KB | |
| Mycket ofta, på tal om innovationer, betyder de upptäckten av nya fenomen, både sensationella och ganska vanliga. Införandet av nya koncept och nya termer bör också övervägas bland innovationerna. Vi kan till exempel tala om förändrade forskningsprogram, inklusive skapandet av nya metoder och forskningsmedel och om att förändra programmen för insamlingsmetoder, om att väcka nya frågor om att upptäcka eller lyfta fram nya fenomen, om uppkomsten av nya sätt att systematisera kunskap. | |||
| 79183. | Teknovetenskapens ekologiska diskurs | 29,5 kB | |
| Problem med negativa sociala och andra konsekvenser av tekniken Problemen med en ingenjörs etiska självbestämmande har uppstått sedan det ögonblick då ingenjörsyrket uppstod. Idag befinner sig mänskligheten i en fundamentalt ny situation, när ouppmärksamhet på problemen med konsekvenserna av införandet av ny utrustning och teknik kan leda till oåterkalleliga negativa resultat för hela civilisationen och jordens biosfär. Dessutom är vi i det stadiet av vetenskaplig och teknisk utveckling när sådana konsekvenser är möjliga och nödvändiga för att åtminstone delvis förutse och ... | |||
| 79184. | Teknik och teknovetenskap inom ramen för det synergetiska paradigmet. Teknik som ett självorganiserande system | 22,5 kB | |
| Sherrington kallade synergistisk eller integrerande samordnad handling nervsystem ryggmärgen för att kontrollera muskelrörelser. Zabusky kom 1967 till slutsatsen om behovet av ett enhetligt synergetiskt tillvägagångssätt, vilket innebär att man gemensamt använder konventionell analys och numerisk maskinmatematik för att erhålla lösningar på rimligt ställda frågor om det matematiska och fysiska innehållet i ett ekvationssystem. Synergetiskt förhållningssätt inom naturvetenskap Grundprinciper Naturen är hierarkiskt uppbyggd i ... | |||
| 79185. | Teknik och teknovetenskap i futurologiska teorier. Drag av utvecklingen av teknik i ett postindustriellt samhälle | 15,58 kB | |
| Begreppet informationssamhället är en slags teori om det postindustriella samhället. Kapital och arbete som grunden för industrisamhället ger vika för information och kunskap i informationssamhälle. Teorin om det teknotroniska samhället enligt Z. Brzezinski är ett sociologiskt koncept baserat på det faktum att ny teknologi och elektronik är en avgörande faktor för socioekonomiska förändringar och sociala framsteg av konvergens. olika system och förutbestämmer samhällets inträde i den teknotroniska eran. | |||
| 79186. | Filosofisk diskurs om teknik och teknikkunskap, dess väsen, ämne och specificitet i det allmänna systemet för filosofisk kunskap. Vetenskapsfilosofi och teknikfilosofi i deras relation | 38KB | |
| Här är flera kritiska vägar för utveckling av naturvetenskap och teknovetenskap sammanflätade: utveckling av teorin om likhet utveckling av nya former av likhet fysiska processer inklusive på grundval av principerna för symmetri av utvecklingsprocesser i naturen spiralkalibrerade av fibbonacianska serier, utveckling av hybridmodelleringsteknologier, inklusive på grundval av teorin om hybrid intelligenta system av V. Wenda; utveckling av termodynamisk och härledd synergetisk modellering; utveckling av teorin om experimentplanering baserad på... | |||
Borrmaskin– idealisk utrustning för högprecisionsborrning av hål. Det var dess ursprungliga syfte. På modern borrutrustning görs inte bara hål med perfekt rund tvärsektion med en diameter på upp till 100 mm, utan också, med hjälp av lämpliga fixturer och verktyg, utförs många andra operationer.
1 Syfte, anordning och funktionsprincip för borrmaskiner
Huvudsyftet med borrmaskinen är att göra hål (genom och blinda) i arbetsstycken och produkter gjorda av olika material genom att ta bort spån med borr som skärverktyg. Lejonparten av hela flottan av denna typ av utrustning består av olika industrimaskiner, och endast ett litet antal typer är hushållsbruk, som endast används för det avsedda ändamålet, för personliga eller utbildningsändamål. Industriell utrustning kan utföra andra operationer utöver borrning, vilket kommer att beskrivas nedan.
Den allmänna enheten för en borrmaskin och principen för dess funktion är lättast att demontera med hjälp av exemplet på hushållstyper av denna utrustning. Alla är ganska kompakta och idealiska för användning i hemverkstaden. är designad för installation på ett bord eller någon annan upphöjning som ger användarvänlighet, och tillhör den vertikala borrningen. Detta är den vanligaste typen av utrustning när det gäller design.
Utformningen av en hushållsborrmaskin inkluderar följande huvudelement:
- ett spindelhuvud med en borrchuck fixerad i den;
- ett borrhuvud i vilket ett spindelhuvud och en remdriven elmotor är installerade;
- en vertikal stativpelare på vilken borrhuvudet är fixerat;
- massiv ram - ett platt stöd tillverkat av gjuten metall (stål eller gjutjärn) och säkerställer maskinens stabilitet, till vilken stativet är stelt fixerat.
Borrmaskinen kan enkelt installeras med en säng på bordet eller dessutom skruvas genom hålen i stödet till arbetsbänken.
Borrning på maskinen, och vid användning av industriell utrustning och andra operationer, utförs på grund av spindelns huvud- och hjälprörelser - rotation respektive translationsrörelse av matningen.
Vertikal matning - spindeln rör sig från topp till botten. Därför hänvisar det till vertikal borrutrustning. Spindeln flyttas manuellt med ett speciellt matarhandtag.
2 Drift och samverkan av maskinkomponenter till hemverkstaden
Spindeln drivs av en elmotor. På hushållsmaskiner kan det vara 250-1000 watt. Motoraxelns rotation överförs till spindeln genom drivningen av den senare med hjälp av en remmekanism, inklusive remskivor för en V-formad rem. På många maskiner kan du justera borrens rotationshastighet. I deras remdrift finns remskivor med flera spår (spår) med olika diametrar för remmen. För att ändra spindelhastigheten måste du först stänga av borrmaskinen. Sedan kastar vi remmen från en position på remskivan till en annan och sätter på elmotorn. Så du kan ändra hastigheten i intervallet 450-3000 rpm. Eventuell lägre hastighet ställs in när stora hål behöver borras i lövträ och metall.
Borrchucken för hushållsutrustning är identisk med den som installeras på elektriska borrar och är vanligtvis konstruerad för borrar med en diameter på upp till 12 mm. Den har 3 självcentrerande käftar som lindar runt och klämmer fast verktygsskaftet. Med en specialnyckel låses eller lossas chucken för att fixera respektive ta bort borren.

Den maximala höjden på arbetsstycken som ett hål kan borras i på en hushållsmaskin är 20–90 cm. Det är olika på olika typer av utrustning. Beror på höjden på det högsta läget för borrhuvudet, som kan höjas och sänkas längs pelaren. På de minsta lätta maskinerna görs detta vanligtvis genom att själva borrmodulen flyttas direkt för hand, och på större och tyngre modeller, med en speciell drivning utrustad med handtag eller handratt. I önskad position huvudet är fixerat med ett handtag utformat för detta. På samma sätt justeras djupet på de borrade hålen och minsta höjd arbetsstycken, eftersom den maximala räckvidden nedåt för chucken monterad på spindeln när den matas är liten - beroende på maskintyp, 5–40 cm.
En annan viktig egenskap hos borrmaskinen är borröverhänget. Detta är avståndet mellan den centrala vertikala axeln på borren eller annat verktyg som är fixerat i chucken och stativet. Ju större det är, desto bättre - det beror på hur långt från kanten på arbetsstycket du kan borra ett hål. Överhänget på en hushållsmaskin är 10–20 cm.
Utrustningens ram måste vara tillräckligt tung och stor - i proportion till dess vikt och dimensioner. Annars kommer den inte att kunna ge acceptabel stabilitet hos maskinen och stabiliteten i dess drift. Ramens ovansida, vänd mot chucken, fungerar som skrivbord. Den har delvis eller helt en perfekt plan yta med flera slitsar: den centrala ger genomborrning av hål utan ömsesidig skada på bordet och borren, och sidorna kan användas för att installera ett skruvstycke, mallar och stopp.

Borren, fixerad i chucken, sänks ner på arbetsstycket genom att trycka på matarhandtaget av spaktyp monterat på borrhuvudet till höger. Den är fjäderbelastad och när stöten mot den upphör återgår den automatiskt till sitt ursprungliga läge. Returmekanismen på vissa maskiner kan blockeras med en spännspak så att handtaget, och därmed borren, stannar i ett visst läge.
Elmotorns funktion styrs av dess start- och stoppknappar. Det kan också finnas en omvänd rotationsbrytare. Elmotorns matningsspänning är vanligtvis 220 V.
3 Ytterligare utrustning för hushållsapparater
Borrmaskinen kan utrustas med ett speciellt arbetsbord, fäst på ett stativ. På vissa utrustningsmodeller kan den sänkas och höjas manuellt och sedan fixeras i önskat läge med en klämbult. På andra är en kuggstångsmatningsmekanism installerad för detta, driven av ett spakhandtag. Med hjälp av hängbordet kan du alltså justera arbetsstyckets höjd och djupet på de borrade hålen. Den har även utskärningar. De är avsedda för samma ändamål som sängens arbetsbord.

En borrmaskin med sådan utrustning är av 2 typer. Den första sängen är strukturellt utformad endast för att utföra sin huvudfunktion - att vara ett stöd, och den andra - för att också vara ett extra skrivbord, som beskrivits ovan. Utrustningen kan utrustas med ett lutande hängbord - det kan vridas runt den vertikala axeln. Du bör välja en borrmaskin vars bord kan lutas i en vinkel på 45°.
Borrmaskinen kan utrustas med en mekanism för justering av borrdjupet. För att använda det måste du markera det nödvändiga håldjupet på sidan av arbetsstycket. Sänk sedan chucken till den nivå där borrspetsen är i jämnhöjd med markeringen, och dra åt åtdragningsspaken på djupjusteraren, vilket begränsar verktygets slaglängd.

Många modeller av utrustning är utrustade med ett skydd - skyddsskärm. Dess syfte är att förhindra att delar av löst sittande kläder och långt hår faller in i och dras på den roterande patronen. Vanligtvis är skyddet tillverkat av transparent plast och kan höjas och sänkas och roteras innan borrning för att säkert stänga maskinchucken.
4 typer av industrimaskiner - hela utbudet av borrarbeten
Med undantag för vissa specialiserade är nästan alla industrimaskiner universella - de kan inte bara borra utan också utföra ett antal andra operationer. Verktygsmaskiner som används vid metallbearbetning är indelade i:
- Desktop - används för att borra och bearbeta hål med små diametrar. De tillverkas för en maximal verktygsdiameter på 3, 6, 12 och 16 mm.
- Vertikal borrning eller de klassificeras också som pelare. De tjänar till att utföra arbete med hål, vars diameter kan nå 18, 25, 35, 50 och 75 mm. Kolumnmaskiner används vid bearbetning av delar och arbetsstycken relativt inte stora storlekar i reparationsverkstäder, förhållanden för småskalig och individuell produktion.
- Radiell borrning - de bearbetar stora och tunga arbetsstycken, såväl som delar där hål är placerade längs en cirkelbåge. Detta säkerställs av ett stort spindelöverhäng - 1300-2000 mm. Dessutom, på denna utrustning, utförs inriktningen av verktygets axlar och hålen genom att flytta spindeln, och delen förblir stationär.
- Koordinatborrning - används vid arbete med delar, till vilka särskilt höga krav kommer att ställas på noggrannheten i den ömsesidiga placeringen av hål.
- Horisontell borrning (djupborrning) - de bearbetar vanligtvis djupa hål, till exempel i axlar, axlar, stavar, pipor av artilleri och gevärssystem.
- Centrering - används för tillverkning av mitthål som borras i ändarna av arbetsstyckena.
- Multispindel - på denna utrustning bearbetas upp till flera dussin hål samtidigt (främst borrade), och detta kan göras från olika sidor och i olika plan: både horisontellt och vertikalt och i vinkel.
- Olika kombinerade - förutom allt arbete med hål utför de alla operationer som tillhandahålls av extra utrustning. På borrning och fräsning - all fräsning, på borrning och svarvning - svarvning och så vidare: borrning och spårning, gängning, borrning.

På alla dessa maskiner är det möjligt att bearbeta inte bara olika metaller utan även andra material. Mest bred användning mottagit vertikal och horisontell borrutrustning. CNC-utrustade maskiner ger partiell eller fullständig automatisering av håltagningsprocessen och ökar dess noggrannhet avsevärt. Flerspindlig utrustning i andra versioner produceras inte - endast med en inbyggd dator.
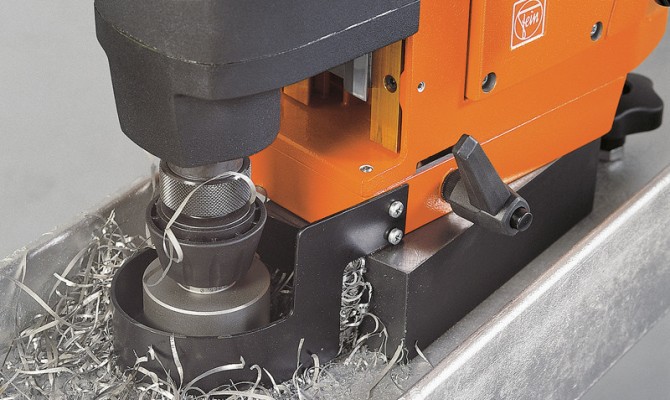
Flera typer av specialiserad borrutrustning bör nämnas. Magnetiska maskiner - de används när det är omöjligt eller svårt att utföra arbete på stationär utrustning. På grund av sin låga vikt överförs de manuellt till rätt plats metallkonstruktioner, där de är installerade på den senare i valfri rumslig position. Den kraftfulla magnetiska basen håller borrmaskinen. Denna utrustning utför arbete på fartyg, broar, överbyggnader, balkar, rörledningar.
För träbearbetning tillverkas specialiserade maskiner: enkel- och flerspindel horisontell och vertikal, såväl som med en roterande spindel. På denna utrustning, förutom att borra hål, tas knutar bort, bon, spår och så vidare görs.
På möbelfabriker använda sig av olika typer borr- och fyllningsutrustning. Dessa maskiner ger hög kvalitet och noggrannheten hos de resulterande hålen, flexibiliteten i produktionsprocessen.
5 Arrangemang av industriell utrustning och typer av utfört arbete
Designen av en industriell borrpress är mycket mer komplex än den som används i en hemverkstad, även om den bara har en spindel. Utfodring sker automatiskt av en elmotor, men kan även kopplas om till manuell styrning. Matningen och spindelhastigheten är justerbara. För detta är en låda och en mekanism för att växla matningshastigheter och samma rotationsstyrenheter installerade.
Alla drivningar och mekanismer har en mer komplex och pålitlig design. Det sker en automatisk omkastning av verktygets matning och rotation när det önskade hålets bearbetningsdjup har uppnåtts. Borrmaskinen är utrustad automatiskt system kylvätsketillförsel till behandlingsområdet. En mekanism för att föra spindeln till platsen för borrning av ett fast arbetsstycke kan installeras, och mycket mer.

Alla operationer kan automatiseras och styras av CNC. I det här fallet, när du arbetar på en borrmaskin, räcker det bara att ställa in vilken typ av operation som ska utföras och installera den i chucken rätt verktyg, och utrustningen själv kommer att välja de nödvändiga lägena för dess implementering.
Beroende på metallborrmaskinens typ och syfte, förutom att borra och brotscha hål, kan flera typer av arbete utföras på den. De vanligaste operationerna som nästan all modern industriell utrustning kan hantera är:
- försänkning - gör att du kan få ett färdigt hål med mindre grovhet och högre noggrannhet (kvalitet) på ytan än efter borrning;
- hålbrottsning - efterbehandling, i huvudsak lik försänkning, men ger mindre grovhet och högre ytkvalitet;
- försänkning - erhåller avfasningar, koniska och cylindriska urtag i den övre delen av hålen.

När du arbetar på borrmaskiner, först och främst, allt nödvändiga krav säkerhetsåtgärder, eftersom operatören vid användning av denna utrustning kan utsättas för skadliga och farliga faktorer:
- rörliga mekanismer och delar av maskinen;
- risken för elektrisk stöt;
- fallande material, föremål, arbetsstycken eller utkastade från Arbetsplats lösa delar.
När du arbetar på borrmaskiner, använd endast fixturer, verktyg och endast i enlighet med deras avsedda syfte.
Borrning på maskiner och användning av borrar utförs enligt följande generella regler. I processen att markera arbetsstycket vid framtida hål med en stans är det nödvändigt att markera mitten. Detta kommer att säkerställa att verktyget i början av borrningen installeras i det gjorda urtaget, vilket kommer att bidra till större noggrannhet.

Endast välslipade verktyg ska användas. En trubbig bildar inte bara hål av dålig kvalitet utan blir också snabbt oanvändbar., försänkningar och andra skärverktyg bör produceras i tid på en speciell maskin och i enlighet med de föreskrivna vinklarna och reglerna.
Under borrning av metaller och deras legeringar, på grund av friktion, är verktyget som används mycket varmt, vilket orsakar dess snabba slitage. För att sänka temperaturen på borren och öka dess hållbarhet används olika kylmedel, inklusive vatten, vid arbete på borrmaskiner.
Vid djupborrning av tjocka arbetsstycken, om håldjupet överstiger 5 verktygsdiametrar, måste det periodiskt avlägsnas från hålet och befrias från spån som helt enkelt kan blåsas ut. Annars kan borren fastna.

Stegade hål erhålls på två sätt:
- Borra först med den minsta diametern, sedan (till önskat djup) - det största och sista - det största hålet.
- Motsatsen till den första: borra först med största diameter, och det sista är hålet med det minsta.
För att kompositmaterial inte spricker under borrning, innan arbetet påbörjas, måste de fyllas med vatten och frysas. Höghållfasta material - gjutjärn, stål och dess legeringar - konventionella borrar är dåliga eller inte alls. För att borra dem är det bättre att använda ett diamantverktyg eller med segerrika tips.
Syfte med borrmaskiner
Borrmaskiner är konstruerade för att borra blinda och genomgående hål i fast material, brotschning, försänkning, brotschning, skärning av invändiga gängor, kapskivor från arkmaterial. För att utföra sådana operationer används borrar, försänkningar, brotschar, kranar och andra verktyg. Formningsrörelserna vid bearbetning av hål på borrmaskiner är verktygets huvudsakliga rotationsrörelse och verktygets translationsrörelse längs dess axel.
Maskinens huvudparameter är den största nominell diameter borra hål (för stål). Dessutom kännetecknas maskinen av överhäng och den största spindelrörelsen, hastigheten och andra indikatorer.
Klassificering av borrmaskiner
Borrmaskiner är indelade i följande typer:
- Vertikala borrmaskiner;
- Enkelspindel halvautomatisk;
- Flerspindliga halvautomatiska enheter;
- Koordinera borrmaskiner;
- Radiella borrmaskiner;
- Horisontellt tråkigt;
- Diamantborrning;
- Horisontella borrmaskiner;
- Olika borrningar.
Maskinmodeller betecknas med bokstäver och siffror. Den första siffran anger vilken grupp maskinen tillhör, den andra - till vilken typ, den tredje och fjärde siffran anger storleken på maskinen eller arbetsstycket som bearbetas. Bokstaven efter den första siffran betyder att denna maskinmodell har uppgraderats (förbättrats). Om bokstaven är i slutet betyder det att en annan maskin gjordes på basis av huvudmodellen.
Till exempel är maskinmodellen 2H118 en vertikal borrmaskin, den maximala diametern på det bearbetade hålet är 18 mm, förbättrat jämfört med borrmaskinerna modellerna 2118 och 2A118. Maskinmodellen 2H118A är också vertikal borrning, diametern på det bearbetade hålet är 18 mm, men den är automatiserad och designad för att fungera i småskalig och massproduktion.
Beroende på användningsområde skiljer man mellan universal- och specialborrmaskiner. Specialiserade borrmaskiner för storskalig och massproduktion används också i stor utsträckning, som skapas på basis av universella maskiner genom att utrusta dem med flerspindliga borr- och gängskärningshuvuden och automatisera arbetscykeln.
Av alla borrmaskiner kan följande huvudtyper av universella maskiner urskiljas: enkel- och flerspindel vertikal borrning; radiell borrning; horisontell borrning för djupborrning.
Manuella borrmaskiner
Vertikal borrmaskin.
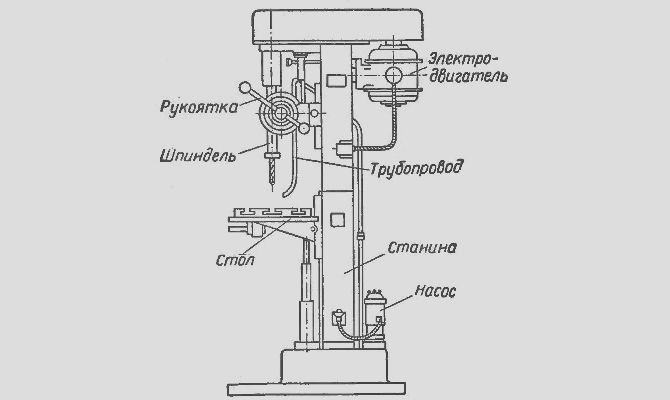
Ris. 1. Vertikal borrmaskin:
1 - kolonn (bädd); 2 - elmotor; 3 - borrhuvud; 4 - handtag för att byta växellådor och matningar; 5 - manuellt matningshjul; 6 — lem för kontroll av bearbetningsdjupet; 7 - spindel; 8 - slang för kylvätsketillförsel; 9 - bord; 10 - bordslyfthandtag; 11 - grundplatta; 12 - elskåp.
På maskinens ram 1 finns huvudkomponenterna. Sängen har vertikala styrningar längs vilka bordet 9 och borrhuvudet 3 rör sig och bär spindeln 7 och elmotorn 2. Arbetsstycket eller fixturen är installerad på maskinens bord 9 och inriktningen av hålet i arbetsstycket och spindeln uppnås genom att flytta arbetsstycket.
Växellådorna och matningarna styrs av handtag 4, manuell inmatning- en ratt 5. Bearbetningsdjupet styrs av lemmen 6. Motvikten placeras i en nisch, den elektriska utrustningen placeras i ett separat skåp 12. Grundplatta 11 tjänar som ett stöd för maskinen. I medelstora och tunga maskiner används dess övre plan för att sätta arbetsstycken. Kylvätskan tillförs av en elektrisk pump genom slang 8. Borrhuvudenheterna smörjs med en pump, de återstående enheterna smörjs manuellt.
Borrhuvudet 3 är ett gjutjärn, i vilket växellådan, matningsmekanismerna och spindeln är monterade. Växellådan innehåller två- och trekronorsblock av växlar, genom att växla som, med hjälp av ett av handtagen 4, får spindeln olika vinkelhastigheter. Spindelhastigheten ändras som regel i steg, vilket tillhandahålls av en växellåda och en tvåväxlad elmotor 2.
Till skillnad från vertikal borrning i en radiell borrmaskin kombineras axlarna för hålet i arbetsstycket och spindeln genom att spindeln flyttas relativt det stationära arbetsstycket i radiella och cirkulära riktningar (i polära koordinater). Genom design är radiella borrmaskiner indelade i maskiner generell mening, bärbar för bearbetning av hål i stora arbetsstycken (maskiner bär kran till arbetsstycket och bearbeta vertikala, horisontella och lutande hål) och självgående, monterade på vagnar och fixerade med skor under bearbetningen.
CNC-borrmaskiner
CNC vertikal borrmaskin.
 Ris. 2. CNC vertikal borrmaskin:
Ris. 2. CNC vertikal borrmaskin:
1 - fristående CNC-ställ; 2 - skåp av elektrisk utrustning; 3 - torn; 4 - bord; 5 - stegmotor; b, 7, 8, 11 - styrenheter; 9 - kodomvandlare; 10 - läsare.
Maskinen är konstruerad för borrning, försänkning, brotschning, gängning och lätt linjär fräsning av delar av stål, gjutjärn och icke-järnmetaller i småskalig och massproduktion. Revolver 3 med automatiskt verktygsbyte och korsbord 4 möjliggör koordinerad bearbetning av delar som flänsskydd, paneler utan preliminär märkning och användning av ledare.
Baserat på platsmaterial
Mål: att sätta sig in i borrmaskinens syfte och anordning, dess design egenskaper, regler för förberedelse för arbete, regler för säkert arbete på en borrmaskin; lära sig att läsa och följa dess kinematiska schema; att odla uppmärksamhet när man utför tekniska operationer.
Grundläggande koncept:
bordsborrmaskin, säng, bord, bagagerum, spindel, tricamchuck, svänghjul, ratt, pelare, tryckknappsstation.
Förväntade resultat: förmåga att förklara syfte borrmaskinsanordning, processen att överföra rotationsrörelse från den elektriska motorn till spindeln och driften av rörelseomvandlingsmekanismen; känna igen mekanismerna för skärrörelse och matningsrörelse, drivande och drivna delar; förmåga att förbereda en borrmaskin för arbete; läsa och utföra dess kinematiska diagram; fixera borren med önskad diameter i en chuck med tre käftar och fäst arbetsstycket i ett skruvstycke; utföra förberedande tekniska operationer före borrning.
Utrustning:
spänna, handborr, uppsättning borrar, borrmaskin, bromsok, linjal.
Lektionens struktur
jag Organisera tid
II Uppdatering av kunskap och motivation lärandeaktiviteter studenter
III Att lära sig nytt material
1. Strukturen och syftet med bordsborrmaskinen.
2. Utnämning av maskinens huvuddelar.
3. Tekniker för att styra en borrmaskin.
IV. Praktiskt arbete "Borrmaskinstyrning"
V. Lektionssammanfattning
VI. Läxa
Under lektionerna
Jag organisatoriska ögonblick
II Förverkligande av kunskap och motivation av elevers lärandeaktiviteter
Konversation.
1) Finns det hål i detaljerna i din framtida produkt?
2) Vilka enheter kan användas för att göra hål i delar?
3) Vilket verktyg används för detta?
4) Vad är processen bakom borrprincipen?
Genom att sammanfatta elevernas svar rapporterar läraren om funktionerna i tillverkningen av cylindriska hål genom en mekanisk bild.
Att lära sig nytt material
När man studerar detta ämne måste man ta hänsyn till att för elever i sjätte klass är en borrmaskin en komplex teknisk maskin.
Därför, när man studerar strukturen, syftet och praktisk applikation maskinen behöver inte överbelasta eleverna med onödig information som inte bidrar till utvecklingen av deras kognitiva intressen, logiskt tänkande och designförmåga. Det är nödvändigt att bara vara uppmärksam på huvudkomponenterna och typiska mekanismer för borrmaskinen.
1. Anordningen för borrmaskinen, dess syfte och funktionsprincip.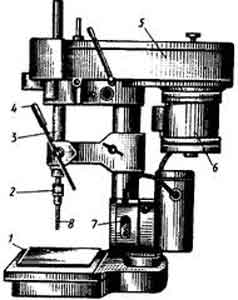 Lärarens berättelse.
Lärarens berättelse.
- Med hjälp av vilka mekanismer hos borrmaskinen roterar borren, med hjälp av vilken - rör den sig framåt?
Med tanke på borrmaskinens stegade remdrift är det tillrådligt att aktivera elevernas kunskap om utväxlingsförhållandet för denna mekanism. Läraren visar växelståget på maskinen eller på modellen och förklarar principen för att överföra rotationsrörelse i den från drivhjulen till de drivna. Läraren förklarar enheten för kuggstångsmekanismen och jämför den med en växellåda. Samtidigt pekar han på samma delar (kugghjul) som sitter i båda mekanismerna, och på en annan del (kuggstång), som endast rälsmekanism.
Som ett resultat av diskussionen bör eleverna komma till slutsatsen att ett kugghjul är en mekanism för rotationsrörelse, eftersom dess kugghjul (drivande, drivna) endast utför rotationsrörelser, och en rälstransmission är en mekanism för att omvandla rotationsrörelsen hos en växel till en progressiv rörelse av en växel lameller.
För att göra det lättare för eleverna att förstå interaktionen mellan alla element i en viss mekanism, förklarar läraren, med hjälp av det kinematiska diagrammet för en borrmaskin, dess syfte och funktioner för grafiska bilder av mekanismer. Eleverna bör fokusera på det faktum att det är mycket lättare att förstå funktionsprincipen för vilken mekanism eller maskin som helst med hjälp av ett kinematiskt diagram än ritningar. Den senare är som regel överbelastad med sekundära detaljer, och det är svårt att spåra kedjan för överföring av rörelse från en del (detalj) till en annan på den.
2. Utnämning av maskinens huvuddelar.
Lärarens berättelse.
En borrchuck med borr placeras på spindelns avsmalnande skaft. Höjden och sänkningen av spindeln styrs av ett handtag. Maskinen sätts på genom att trycka på en knapp som sitter på skåpets sköld.
Läraren visar att en del av maskinen som är utformad för att fixera skärverktyget och dess rörelse, visar hur borren är fäst vid borrchucken och chucken fästs vid maskinspindeln. Om det finns studietid, förklarar läraren för eleverna hur man får borrens maximala och lägsta hastighet, och teknikerna för att byta passet på stegade remskivor.
3. Tekniker för att styra en borrmaskin.
Lärarens berättelse.
Borrprestanda bestäms av två parametrar: skärhastighet och borrmatningshastighet. Den roterande borren flyttas i riktning mot den del i vilken hålet är gjort. Denna rörelse kallas borrmatning. Vid borrning är det nödvändigt att kontrollera att matningen inte är för stor, detta kan leda till att borren går sönder, speciellt när dess diameter är liten.
Före borrning är det nödvändigt att säkert fästa borren i chucken.
(Läraren visar för eleverna koniska och cylindriska skaftborrar och förklarar hur man korrekt och säkert fäster var och en av dem i chucken.)  För ett framgångsrikt slutförande av borrarbete är det också viktigt att kunna fixera arbetsstyckena på borrmaskinen ordentligt. Stora delar fixeras ofta på bordet med hjälp av prismor och klämmor.
För ett framgångsrikt slutförande av borrarbete är det också viktigt att kunna fixera arbetsstyckena på borrmaskinen ordentligt. Stora delar fixeras ofta på bordet med hjälp av prismor och klämmor.
(Läraren demonstrerar för eleverna hur man fixerar stora och små delar på borrmaskinen. Om möjligt visar läraren eleverna universella vinklar och maskinskruvstäd och berättar om deras fördelar gentemot andra anordningar för att fästa arbetsstycken på borrmaskinen.)
Vid borrning är det nödvändigt att säkerställa en enhetlig matning av borren. I slutet av borrningen av ett genomgående hål matas borren lättare och för att uppnå jämn matning minskas trycket på matningsvredet. Vid borrning, när borren lämnar arbetsstycket, bildas grader på dess kant, för vilka den kan fastna allra senaste borra. Detta leder till att han går sönder. För att förhindra brott är det nödvändigt att i slutet av borrningen placera under arbetsstycket träblock och minska borrmatningen.
(Läraren demonstrerar start av maskinen, föra borren till den stiftade delen av delen och borrproceduren. Det är nödvändigt att varna eleverna om faran med att öka matningshastigheten när borren kommer ut ur det genomgående hålet.)
IV. PRAKTISKT ARBETE "Styrning av en borrmaskin"
Instruktion för genomförande praktiskt arbete.
Eleverna turas om att läsa reglerna för säker drift av borrmaskinen i läroboken. Läraren kommenterar dem och uppmärksammar eleverna på vad som kan hända när de inte lär sig dessa regler och inte strikt följer dem.
Läraren berättar hur det ska organiseras arbetsplats hur man placerar mekanismer, delar, verktyg som behövs för att slutföra arbetet på arbetsbänken; vilka krav detta verktyg måste uppfylla, och reglerna för att ta hand om det.
Utför praktiskt arbete
Med start av praktiska övningar förbereder eleverna först ämnen för borrning. Sedan gör de ett hål på platsen för det framtida hålet med en mittstans, tränar på att fixa borrar i borrspindelchucken, starta och stänga av den och även i att kontrollera den i processen.
Läraren ser till att eleverna följer reglerna för säkert arbete på maskinen, förklarar att innan arbetet påbörjas är det nödvändigt att inta rätt arbetsställning. Förklaringen åtföljs av en demonstration av ett bord eller en ritning från en lärobok, med fokus på bålens och fötternas position.
Läraren bör planera arbetet på ett sådant sätt att eleverna arbetar med borrmaskinerna i tur och ordning. Erfarenheten visar att eleverna gärna arbetar på en borrmaskin, men en del av dem är rädda för att slå på maskinen, och ännu mer att arbeta på den.
Läraren bör noggrant studera varje elevs reaktion när han lär sig att arbeta på en borrmaskin för att hjälpa dem som behöver det i tid. Under elevens första närmande till maskinen är det nödvändigt att uppmärksamma hans reaktion. Om han har smala eller vida ögon, darrande händer, rynkig panna eller utstående tunga, måste den här eleven arbetas individuellt för att hjälpa till att övervinna sin psykologiska barriär. Först efter att ha sett till att eleverna kan arbeta självständigt kan du låta dem börja arbeta.
V. SAMMANFATTNING AV LEKTIONEN
Läraren analyserar genomförandet av praktiskt arbete, indikerar fel och sätt att eliminera dem.
Borrmaskinen är en mångsidig utrustning som kan användas för att forma hål med olika konfigurationer. För att bekanta dig med enheten rekommenderas det att studera layouten för den mest populära modellen med en vertikalt placerad spindel.
Allmän information om designen
Oavsett hur borrmaskinens enhet är gjord, förblir principen för dess funktion densamma för alla typer. Med hjälp av en roterande borr bearbetas trä-, metall- eller polymerprodukter.
För att utföra denna operation måste maskinens design bestå av en basplatta på vilken andra komponenter i utrustningen är monterade. I vertikalt orienterade modeller är borrenheten monterad på ett stödstativ. Den kan utföra två funktioner - fixering av bearbetningsdelen och dess förskjutning i vertikalplanet.
Dessutom kan följande faktorer tillskrivas designfunktionerna:
- skrivbordstyp. I vissa modeller är den stationär och dess funktion utförs av basplattan. Denna design är relevant för bearbetning av massiva produkter. Borrutrustning med ett rörligt arbetsbord på ett stödställ används för att utföra exakta operationer;
- ihopparning av borrenheten med elmotorn. Detta görs med en remdrift. Remskivor med olika diametrar är monterade på komponentaxlarna. Genom att ändra drivremmens läge justeras spindelhuvudets varvtal;
- förmågan att borra delar i en vinkel. Detta kan göras med en skivspelare. Alternativt alternativär närvaron av en förskjutningsmekanism i borrblocket.
Detta är den grundläggande informationen om designen av en klassisk borrmaskin. De kan skilja sig åt beroende på den specifika designen, syftet och tekniska kraven.
För att minska dimensionerna på strukturen kan remdriften ersättas med en växeldrift. Detta görs dock extremt sällan och endast för specialiserade modeller.
Principen för drift av borrutrustning

För att studera detaljerna för enheten i en borrmaskin av vertikal typ är det nödvändigt att i detalj överväga de processer som sker i utrustningen under utförandet av arbetet. Den här informationen hjälper dig att förstå det operativa tekniska egenskaper varje maskinmodell.
Huvudrotationsrörelsen överförs från elmotorn till borrhuvudsspindeln med hjälp av en hastighetsmekanism. I klassiska utrustningsmodeller är den placerad högst upp i installationen. För att utföra borroperationen är det nödvändigt att sänka skärverktyg till delens yta. För primär positionering kan du ändra placeringen av skrivbordet eller borrenheten genom att ändra deras position på den vertikala stödstången. Mer exakt bearbetning sker med hjälp av mekanismerna för spindelhuvudets avgång.
- skrivbordsmått, förmågan att rotera den i en viss vinkel, såväl som närvaron av komponenter för fixering av matlagning;
- maximal minsta storlek installerad borr;
- hastighetsgränser för spindelhuvudet;
- antal hastigheter;
- typer och design av borrchuck;
- elmotorns märkeffekt.
De flesta hushålls- och semiprofessionella modeller har inget kylvätskeförsörjningssystem. Men vid bearbetning av produkter från höghållfasta stål är denna procedur obligatorisk. Alternativt kan du använda ett speciellt gångjärnsblock. Kylvätsketanken installeras på valfri lämplig plats nära maskinen. Med hjälp av en lågeffektpump strömmar vätskan genom inloppsröret, vars ände är monterad på ett vertikalt placerat borrhuvud.
Eventuell modernisering av fabriksmaskiner

Ofta passar standardutrustningen för en vertikalt riktad fabriksborrmaskin eller dess design inte användaren. I detta fall görs försök att modernisera utrustningen. De består i att installera nya komponenter och komponenter eller förbättra befintliga.
Huvudproblemet med budgetmodeller är utseendet på spel under borrningsoperationen. Detta beror på strukturens låga stabilitet. Detta problem kan lösas genom att öka basplattans massa eller installera en extra vertikal stödpelare. På så sätt kan hål med liten diameter formas med hög precision.
Utöver detta exempel på modernisering är standardfabriksmodeller föremål för följande ändringar och tillägg:
- användning av borrdjupsbegränsare. Om en sådan funktion inte tillhandahålls i utformningen av utrustningen, kan en speciell begränsare installeras på borren;
- anslutning av en anordning för smidig start av elmotorn. Tack vare honom kommer ryck inte att dyka upp under den första uppstarten av utrustningen;
- skrivbordsuppgradering. För att fixera arbetsstycket kan du använda modeller med en elektromagnetisk kudde. Om det är tänkt att bearbeta produkter med komplexa konfigurationer, är en roterande mekanism monterad;
- installation av en autonom belysningspunkt. Det kommer att positivt påverka kvaliteten på utfört arbete.
För säkerheten vid drift av utrustningen rekommenderas att använda en jordfelsbrytare under anslutningen. För skrivbordsmodeller är det viktigt att välja rätt ram. Den ska vara så stabil som möjligt och ha en nivåkontrollfunktion.
FRÅN detaljerad enhet vertikalt orienterad borrmaskin finns i videon:
Vi rekommenderar också
 Byte av strömförsörjning: reparation och förfining
Byte av strömförsörjning: reparation och förfining
 Fjärrkontroll av ljus
Fjärrkontroll av ljus
 Simlektioner för förskolebarn
Simlektioner för förskolebarn
 Anteckningar för befälhavaren - hemhushållslarm
Anteckningar för befälhavaren - hemhushållslarm
 Klockpropeller på Atmega8
Klockpropeller på Atmega8
 Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar
Applikationsexempel på enheter och reläer, hur man väljer och ansluter ett relä korrekt Mikrokontroller och relä enkla kopplingskretsar