Frezavimo velenas medienai. Koks yra optimalus CNC velenas
Frazė „CNC frezavimo staklių velenas“ paprastai reiškia variklį su įmontuotu savaime užsiveržiančiu griebtuvu (kaip ir vadove gręžimo staklės), skirtas pritvirtinti pjovimo įrankį, pvz., frezą, šlifavimo akmenį, grąžtą ir kt., ir dideliu greičiu perduoti jam sukimosi judesius.
Cincinnati frezavimo staklės įvairių dydžių. Gamintojas savo kataloge pabrėžia patogumą ir lengvą tvarkymą bei. rėmo stabilumas užtikrinamas vidiniais sutvirtinančiais laikikliais. Mažesni modeliai buvo skirti perforavimo ir štampo gamybai arba operacijoms. graviūros, o senesnės ypač patobulintos.
Jie buvo skirti dideliems šlifavimo darbams naudojant braškes. greitas plienas. Labai stipriai pastatytas velenas buvo be diržo įtempimo. nes impulsinio rato įvorė sukasi specialiame guolyje. reguliuojamas. Senesni tipai turėjo mechanizmą prieš laikrodžio rodyklę. planetų sistema, esanti impulsinio skriemulio viduje. iki 12 suklio apsisukimų. Verpstės gale buvo įsriegtos, kad tilptų priekinė braškė. Vertikalus veleno reguliavimas buvo atliktas naudojant svirtį arba pedalą. maži modeliai, taip pat rankinis ratas kartu su užtrauktuku. didesniuose modeliuose, kuriuose taip pat buvo automatinis progresas ir . skiriasi greitis.
klasifikacija
Juos galima suskirstyti į 2 mažas grupes - tai buitinės ir pramoninės:
- Naminiai yra įvairūs grąžtai, maži buitiniai maršrutizatoriai ar grąžtai.
- Pramoniniams varikliams priskiriami varikliai, skirti eksploatacijos metu atlaikyti dideles apkrovas, turintys keraminius guolius ir dažnai su sudėtinga sistema aušinimas skysčiu arba oru ir tepimo sistema tiesiai į sritis, kuriose yra didelė trintis ir karštis.
Naudojant gręžtuvą kaip veleną namų CNC staklėse, reikia suprasti, kad jo guoliai nėra skirti didelei šoninei apkrovai ir labai greitai pradės „kaukti“, o tai gali sukelti didelį apvijų įkaitimą, sumažėti veleno galia, o vėliau tokia velenas tiesiog sudegs.
Išilginis judėjimas buvo automatinis iš abiejų pusių, išskyrus modelį. mažiau ir taip pat šūvis. Vietoj to, sukamasis judesys. Apvalus stalas buvo atlikta rankiniu būdu arba, jei reikia, automatiškai. Stalinio kompiuterio reklamą atliko laiptuotas skriemulys, dėžė. krumpliaračiai ir kardaninis velenas.
Šešiakampis. Buvo naudojamas modelis su dviem velenais. kvadratiniam ir šešiakampiam frezavimui, gabalai. bronzos ir žalvario, pvz., vožtuvų dėžės ir maišytuvai, preso antgaliai, veržliarakčiai, riešutai ir kt. atlieka abi dalis vienu metu. paviršiai priešingi vienas kitam. Mašina su keturiais velenais buvo naudojama apdirbant. vienu metu su keturiais paviršiais vožtuvų dėžėse. Abiejuose modeliuose suklio laikikliai yra reguliuojami. su srieginiu velenu, nepriklausomai vienas nuo kito.
Tokiu atveju vėsinimas nepadės, reikia tobulinti patį grąžtą, būtent: veleno rutulinį guolį pakeisti ritininiu guoliu (geriausia su keraminiais ritinėliais), tvirtai pritvirtinti korpuse ir pasirūpinti nuolatinis tepimo buvimas jame.

Keturių verpsčių modelyje yra dvi galvutės. jie taip pat reguliuojami vertikaliai. apatiniai horizontai yra horizontalūs, jų pritaikymui. ruošinio matmenys. Stalas skersai judinamas rankiniu ratuku ir srieginiu velenu. Verpstės sukasi 875 aps./min. Tiesinės ir apskritimo interpoliacijos bei automatinio įrankio keitimo funkcijų išradimas leido sukurti staklių kartą, su kuriomis jis buvo gręžiamas. Skaitmeninio valdymo naudojimas turi teigiamą poveikį gamybos sąnaudoms, skatinant sumažinti apdirbimo ceche naudojamų mašinų tipų skaičių. dideliems sklypams. pavyzdžiui, gręžimas. būtina parengti proceso operacijų skaitmeninio valdymo programavimą. pavyzdžiui, sferinių paviršių įgyvendinimas. arba metrologija.
Suklio savybės, priklausomai nuo tipo
Iš esmės, dirbant frezavimo staklėms, visos apkrovos yra statmenos veleno ašiai, o lygiagrečios apkrovos atsiranda tik įkišant į ruošinio korpusą. Štai kodėl būtina pasirinkti variklį, kuris atlaikytų tokias apkrovas ilgas laikotarpis laiko, nes frezavimo staklių darbas gali būti nenutrūkstamas dienos metu ir net daugiau.
Skaitmeninio valdymo taikymas apima daugybę skirtingų procesų. siūlas. pavyzdžiui, surinkimas. Shtulen. malimas. važiavimo laikas automobilyje trumpesnis su skaitmeninis valdymas nei įprastame automobilyje. partijos gaminimo laikas CNC staklėje yra ilgesnis nei įprastoje mašinoje. per dešimtmetį. Skaitmeninio valdymo apimtys Kompiuterinių skaitmeninių valdymo sistemų panaudojimas staklėse leidžia padidinti našumą, lyginant su įprastomis staklėmis, ir leido įgyvendinti koordinuotas operacijas, kurių neįmanoma įgyvendinti dideliu matavimo tikslumu įprastose mašinose.
Pramoniniams tikslams skirtų verpsčių nereikia nuolat valyti ir tepti guolius per visą jų eksploatavimo laiką, tačiau jei pradedate pastebėti pašalinius garsus, kai jie veikia tuščiąja eiga, vis tiek geriau išardyti variklio korpusą, išpūsti visus nešvarumus iš vidaus. suslėgtu oru (jei toks yra) ir guolį gerai sutepkite specialiu tepalu, kuris nepraranda savybių aukštoje temperatūroje.
Procesai naudojant CNC stakles programos valdymas, turi didesnes valandines sąnaudas nei procesai naudojant įprastines mašinas. Taikymas skirstomas į dvi kategorijas: taikymas su staklėmis. ir programos be mašinų. principu bendras darbas visų skaitmeninio valdymo pritaikymų yra valdyti santykinę įrankio arba apdorojimo elemento padėtį apdirbamo objekto atžvilgiu. ir dažniausiai buvo naudojami grąžtai. taip. išlaikant ar gerinant jo kokybę. atsekti.
Iš pradžių kompensacijos buvo iš taško į tašką. Skaitmeninio valdymo koncepcija apėmė duomenų naudojimą atskaitos sistemoje, siekiant nustatyti sraigtasparnio sraigtų kontūrinius paviršius. Šis procesas yra ekonomiškesnis naudojant specializuotas mašinas su perdavimo mechanizmais. bet prastesnis už tuos procesus, kuriuose naudojamos specialios mašinos su perdavimo mechanizmais, leidžiančiais automatizuoti dalių tiekimą ir išėmimą. valcuotas laminatas. frezavimo ir net tekinimo ir buvo pervadinti į apdirbimo centrus, o ne pačias frezavimo stakles. apdirbimas yra ekonomiškesnis naudojant skaitmeninį valdymą.
Be to, pramoninis velenas turi aukštos kokybės griebtuvą, kuris eksploatacijos metu turi minimalų išsiveržimą, užtikrina reikiamą apdirbimo tikslumą, minimalų skirtumą tarp faktinio ir tikrojo frezos dydžio ir leidžia suspausti pjaustytuvus su įprastu cilindriniu kotu.
Įvorės
Iš esmės labiausiai paplitę yra ER11 ir ER16 tipų įvorės, į kurias patenka 2,5–3,2 mm uodegos skersmens grąžtas ar frezas, net jei jis pagamintas su kūgiu. Taip pat yra kasečių, skirtų didesniam įrankio skersmeniui, tačiau jos naudojamos grubiam metalo apdirbimui arba plieno frezavimui ir turi 6 ar daugiau milimetrų įrankio gnybtui skirtą angą.
Braškių gamyboje naudojamos medžiagos yra greitieji plienai ir kietieji metalai. Judėjimai į priekį ir aproksimacijos atliekami dalimis. Braškė atlieka sukamąjį judesį, kuris sudaro. bet drožlių pašalinimo veiksmas pasiskirsto per skirtingus kraštus. Braškės su kietu plieniniu kraštu yra naudojamos sunkiai apdirbamoms medžiagoms, turinčioms stiprų abrazyvinį poveikį, apdirbti. kreivės. Frezavimo staklėmis atliekamas apdorojimas vadinamas frezavimu.
Pjovimo stiprinimas. Preliminarus judėjimas. Taip pat galime išskirti darbalaukio judesius. Su mėlyna: juda į priekį. kurį galima perkelti rankiniu būdu arba automatiškai:. tai yra apytikslis braškių skaičius nuo nupjauto ploto iki nenupjauto ploto. Su raudona: pjovimo judesys. Kaip ir su visomis mašinomis. Frezavimo staklių darbiniai judesiai: Pjovimo judesys. Su žalia: judėjimas gilumoje. kuris yra braškių sukimosi judėjimas.

Klausiate, kodėl negaliu jo įdiegti savo namų CNC mašinoje?
Jei 2 mm skersmens pjaustytuvą, kurio koto skersmuo 3,2 mm, įsprausite į griebtuvą, apdorojimo metu vargu ar pastebėsite skirtumą, tačiau jei sumontuosite 10 mm skersmens frezą ir 3,2 kotą mm mėgėjų mašinoje galite lengvai deformuoti kreipiklius, nes šiuo atveju jų apkrova žymiai padidėja. Mašinoje visos dalys turi būti puikiai sujungtos viena su kita, kitaip su ja bus daugiau problemų nei kokybiškai atliktas darbas. Todėl rekomenduojame rinktis EP-13 įvorę, kurios visiškai užtenka nedideliems darbams ir tinka beveik bet kokiam darbo įrankiui, kuris naudojamas įvairių medžiagų apdirbimui.
Šoninis judėjimas patiria mažiau nusidėvėjimo Sukite apie vertikalią ašį. Sukimas apie išilginę ašį. kuri yra statmena išilginei, bet horizontaliai plokštumai. daug didesnis našumas nei kitų mašinų, nes kiekvienas jų įrankių dantis nesiliečia su gabalėliu ilgiau nei sekundės dalį ir. Štai kodėl.
Tai yra mašinos grindų atramos taškas. dėka varžto, kurį galima valdyti rankiniu arba mechaniniu būdu. Tai yra dėžutė. verpstė gauna judesį, kuris pasieks braškes. Tvirtinama ant stumdomos rankenos, kuri atitinka stulpelį ir leidžia įsitaisyti norimoje padėtyje. apatinėje dalyje. priekyje 5 coliai už pėdą. Įrenginys, ant kurio montuojamas darbastalis ir kuris užtikrina judėjimą išilgai stalo ašies. Išilginis vežimėlis. Jis juda vertikaliai. jis eina į skliaustelį.
Veleno galia
Renkantis veleno galią, turite vadovautis auksine taisykle – kuo daugiau, tuo geriau. Pagrindinės galios pasirinkimo taisyklės:
- Jei frezavimo stakles planuojate naudoti tik smulkių detalių gręžimui ar graviravimui, tuomet pakaks iki 600 vatų galios veleno.
- Frezuojant kietą medieną ir metalą, jau reikia atsižvelgti į variklį, kurio galia nuo 600 iki 1400 vatų.
- Jei planuojamas tolesnis mašinos modernizavimas (yra staklių su dviem ir daugiau velenų) arba reikia didelės galios atsargos, reikia žiūrėti į verpstes, kurių galia didesnė nei 1,6 kW, jie leis apdoroti beveik bet kokias medžiagas , o darbo kokybė priklausys tik nuo CNC staklių mechaninės dalies patikimumo.

Tai suformuota stačiakampė konstrukcija. Tai dalis, kuri išlaiko pjovimo įrankis ir tas, kuris suteikia jai judėjimo. Jis montuojamas ant riedėjimo guolių. Jis yra tuščiaviduris ir baigiasi standartizuotu kūgiu. dalis, kuri tarnauja kaip atrama, ir likusi frezavimo staklės dalis. ant kurio jis nuslydo rankiniu būdu mechanizmo pagalba. su kai kuriais vadovais. su kai kuriais vadovais. kokio ilgio norite dirbti. Laikiklis yra atsakingas už automobilio ir stalo laikymą. dažniausiai stačiakampio formos.
Frezavimo būdai
Paaiškinkime kai kurias subtilybes. Frezavimas gali būti atliekamas dviem būdais: greitu padavimu ir lėtu frezos sukimu, arba lėtu padavimu, bet dideliu frezos sukimosi greičiu. Pirmasis metodas vadinamas greičiu, o antrasis - galia.
Pramonėje mechaninis frezavimas dažniausiai naudojamas siekiant kuo greičiau pašalinti medžiagos perteklių iš ruošinio. Prieš tai būtina išstudijuoti tam tikro pjaustytuvo aprašymą ir paso duomenis bei į mašiną įvesti specialiai jai reikalingas pjovimo sąlygas, būtent: sukimosi greitį, įsiskverbimą ir padavimą. Tokiu būdu galite naudoti pjaustytuvą, maksimaliai išnaudodami jo našumą, neperkraudami.
Su pavarų dėže arba pavarų dėže. su sustiprintu pagrindu. tinkamas. Laikiklis arba vertikalusis krepšelis: tai įtaisas, sumontuotas priekinėje kolonos pusėje. Taigi. labai panašus į tuos, kuriuos galima pamatyti liejykloje. Pavara nepriklauso nuo tos, kurią padarė priekinis blokas. Su ratų slankiojančiomis sankabomis. Tai mechanizmas, susidedantis iš daugybės pavarų, esančių rėmo apačioje. kuri leidžia pagrįstai nustatyti Geresnės sąlygos pjaustymas. Jis gali judėti į šoną.
Kad būtų galima sutaisyti nurodytus priedus. Sunkvežimių rankiniai važiavimai. kirsti. Paprastai jis dedamas rėmo viršuje. Veleninė pavarų dėžė. kur yra varžtai. Tai leidžia kūriniui veikti. Jį sudaro skirtingos pavaros, kurios gali būti jungiamos pagal skirtingus perdavimo santykius, kad būtų užtikrintas platus veleno sūkių diapazonas. automobiliu. Tinkamas prietaisas leidžia jį imobilizuoti. arba automatiškai per išankstinių mokėjimų langą. išilgai ir vertikaliai.
Jei jūsų mašinos mechaninė dalis neleidžia gauti geros jėgos ir pradeda deformuotis, tada geriau ne eksperimentuoti, o naudoti antrąjį frezavimo būdą - greitą, išvystę maksimalų mašinos sukimosi greitį. pjaustytuvą ir nustatykite minimalų padavimo greitį.
Veleno pasirinkimo kriterijai
Išanalizavus tai, kas išdėstyta aukščiau, reikia apsispręsti, kas mums svarbiau – veleno sukimosi greitis ar jo galia. Pirkdami kokybišką ir brangų veleną, tokio klausimo negalite užduoti, nes dauguma jų turi gana didelę galią ir didelį sukimosi greitį vienu metu.
Šios dalys gali būti montuojamos tiesiai ant jo arba naudojant tvirtinimo priedus. arba išilgai. Jis gauna judesį tiesiai iš pagrindinės mašinos pavaros. Jo galimybės yra labiau ribotos nei universali galva. Šis turi kitą apskritą keterą, ant kurios remiasi trečiasis korpusas. Jis gali suktis tik vertikalioje plokštumoje. Venkite smūgių, kurie gali pažeisti guolių paviršius. Prieš montuodami bet kokį įrankio laikiklį, kruopščiai nuvalykite veleno kūgį.
Prieš naudojant mašiną patogu ją pasukti ranka, kad įsitikintumėte, jog surinkimas atliktas teisingai. priklausomai nuo naudojamo pjaustytuvo tipo. Stebėti tinkamas prigludimas judančiose jūsų mašinos dalyse. Keletas rekomendacijų, kaip naudoti šį priedą.
Maksimaliai tokie velenai praktiškai nenaudojami, tačiau apkraunami 60-80% visos galios ir sunaudoja iki 90% didžiausias greitis, o tai neabejotinai yra didelis privalumas, kadangi tokiomis sąlygomis CNC frezavimo staklės suklys neperkais ir nesusidėvės. Didelis greitis sukimasis (18000-20000 aps./min.) praktiškai nenaudojamas dėl to, kad apdorojant tokiu greičiu įrankis ir ruošinys pradeda įkaisti ir degti, sugadindami visą darbą.
Neslysti, kai liečiasi su objektu. Jie yra įvairaus ilgio, kad būtų galima derinti įvairius derinius, kad tilptų braškės. vengiant slydimo, kad perteiktų judėjimą. Tai leidžia įdėti raktą, kad suklio judesys ir galia būtų perkeliami į pjovimo įrankį. Jis gauna veržlę, kuri priveržia ir per tarpiklio žiedus užfiksuoja braškę į galutinę padėtį. Jie telpa į veleno pavaros kaiščius. srieginė skylė Impulsiniai pečių ilgintuvai Kūginis sriegis Srieginė smeigė Leidžia užfiksuoti užveržimo strypo ar smeigės galą, kad pritvirtintumėte jį prie veleno. kuri leidžia jį visiškai pritvirtinti prie veleno veržle ir veržle, kuri įeina į kitą galą. ir taip neleidžia jam nukrypti nuo ašies.

Atskirai verta apsvarstyti velenus, maitinamus iš trifazis tinklas. Jie yra sujungti penkiais laidais, iš kurių trys yra linijiniai, vienas yra nulis, o vienas skirtas įžeminti. Jie negali būti prijungti prie namų ūkio tinklo be pakeitimų.
Anksčiau tokiems tikslams buvo naudojami paleidimo kondensatoriai, kurie pagal elektrotechnikos dėsnius pakeisdavo fazių kampą ir iš vienos dirbtinai sukurdavo 3 fazes. Bet gręžimo staklės naudojant CNC, šis metodas greičiausiai nebus tinkamas, nes tokiu atveju prarandama galimybė valdyti velenų sukimosi greitį. Todėl mūsų laikais naudojami elektroniniai dažnio keitikliai (FC), kurių veikimo principas pagrįstas ištaisyti buitinę įtampą ir iš jos generuoti 3 fazę įtampą su galimybe sklandžiai reguliuoti dažnį.
Šioms pavėsinėms pjaustytuvas priveržiamas veržle arba varžtu. Kurio negalima sutraiškyti ore. Laikiklio velenas, turintis galvutę, yra bet kokiu kampu stalo paviršiaus atžvilgiu. tai tikrai vienas iš svarbiausių priedų. Viršutinė dalis gali būti vyriai arba fiksuoti. Pagrindinis jo tikslas – suskirstyti žiedinį darbo kelią ir išlaikyti dirbusią medžiagą. skirtas naudoti ant maršrutizatoriaus stalo. Kiti turi būti išvalyti ir sutepti po naudojimo.
Šis priedas pritvirtintas prie pagrindinio mašinos veleno. Šių elementų paviršiai turi būti lygūs ir be deformacijų. Puikiai tinka universaliame puodelyje. Tai labai tikslus ir universalus priedas. bet jo veikimo principas tas pats. Jame yra graduota skalė laipsniams nustatyti. Viename gale laikykite gabalėlį. Universalūs skirstytuvai gali skirtis pagal dizainą ir formą. tarp puodelio ir antgalio arba tarp antgalių, ir galima atlikti sukimosi judesį detalės link kartu su išilginiu stalo judesiu frezuojant sraigtus.
Dažnio keitiklis arba chastotnik, kaip liaudyje vadinamas, turi daug naudingų funkcijų, tarp kurių yra: velenų temperatūros reguliavimas, sklandus jų sukimosi greičio reguliavimas, o naudingiausia savybė yra ta, kad jį galima prijungti prie valdymo bloko. frezavimo staklės ir programinė įranga Programinė įranga automatiškai nustatys reikiamą įrankio sukimosi greitį. Be to, chastotnik leidžia sklandžiai užvesti ir stabdyti velenus, o tai žymiai padidina jų tarnavimo laiką.

Aušinimas
Kaip minėta aukščiau, velenai gali būti su aušinimo oru ir skysčiu. Oras yra įprastas sparnuotė, sumontuota ant variklio veleno ir pučiama aplink jo apvijas.
Didelis šio tipo aušinimo trūkumas yra tai, kad sparnuotė ne tik pučia orą į įkaitusį variklį, bet ir siurbia į savo korpusą drožles, dulkes ir viską, ką pjaustytuvas išpjauna iš ruošinio. Be to, apdorojant mažu greičiu, oro aušinimas yra neveiksmingas, nes tai tiesiogiai priklauso nuo veleno sukimosi greičio.

Vandens aušinimo sistema tokio trūkumo neturi, tačiau ją naudojant reikalinga atskira vieta rezervuarui su aušinimo skysčiu ir teisingam vamzdžių tvirtinimui su juo ant frezavimo staklių korpuso, o tai labai apsunkina konstrukciją, jei ji yra dviejų velenų frezavimo staklės.
Jis yra daug efektyvesnis nei oro aušinimo sistema, nes skysčio srauto per veleną greitis yra vienodas dėl specialaus siurblio naudojimo. Pagrindinė sąlyga, kurios reikia laikytis turint vandeniu aušinamą veleną, yra tai, kad negalima įjungti variklio neįjungus siurblio, nes tokiu atveju jis visiškai neatvės, labai greitai perkais ir dėl to perdegs. .
1 Biudžetiškiausia verpstė naminis CNC staklės - graviruotojas, 1 pav., kaina nuo 500 rublių. Galia 125W. Šio pasirinkimo trūkumas yra silpnas sukimo momentas esant mažam greičiui, todėl jis tinkamas tik graviravimui ir darbui minkštos veislės mediena su mažo skersmens pjaustytuvais.
1 paveikslas
2 Antroji naminės darbastalio frezavimo ir graviravimo staklės suklio versija - Proxxon gręžtuvas, 2 pav., kaina nuo 2000r. Lyginant su nebrangiais graviruotojais, galima pastebėti tokius privalumus: dirba daug tyliau, kasetės gnybtas kokybiškas, taip nepraranda sukimo momento esant mažam greičiui.

2 pav
3 Trečias nebrangaus stalinio CNC variantas yra nuolatinės srovės variklių velenai, skirti 12 ... 48 V, pav 3. Galia iki 400W. Apsisukimai iki 12 000. Mašinos velenui reikalingas atskiras maitinimo šaltinis. Šio veleno pranašumai yra šie: 1) gana mažas išbėgimas, dėl kurio jis yra geras pasirinkimas kaip laidininkų velenas gamyboje spausdintinės plokštės arba gaminant modelius iš 2) žemo triukšmo lygio, 3) standartinės ER11A įvorės. Trūkumai: 1) reikalingas papildomas šaltinis maitinimo šaltinis, 2) santykinai maža galia riboja galimybę naudoti iki 4 mm pjaustytuvus, tinkančius tik frezavimui išilgai minkštos medžiagos, 3) veikiant gana stiprus perkaitimas, kuriam reikalingas geras vėsinimas, oro srautas ir vėdinama patalpa.
3 pav
Su elektronika galima reguliuoti suklio sukimosi greitį (4 pav., iš MACH3 mašinos valdymo programos), tam mašinos valdymo valdiklis turi PWM išėjimą, ant korpuso pažymėtą PWM.

4 pav
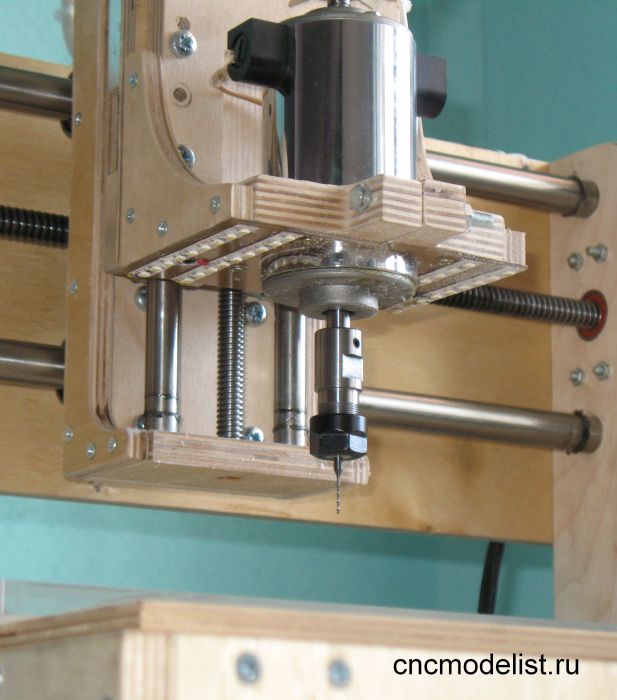
4 Kitas nebrangaus darbalaukio CNC suklio variantas savarankiškas surinkimas tai frezavimo staklės ir tiesūs šlifuokliai.
Frezė Enkor FME-850W turi pakankamai galios apdirbti bet kokias medžiagas (medį, fanerą, spalvotuosius metalus). Labai triukšminga darbe. Į komplektą įeina 6 mm įvorė, leidžianti naudoti 3v6 mm adapterį dirbti su įvairaus skersmens pjaustytuvais nuo 0,1 mm iki 6 mm. Pažymėtina, kad ne visos frezos turi 6 mm įvorę, pavyzdžiui, įprastas Interskol neturi 6 mm įvorės, todėl negalima naudoti mažesnių nei 8 mm frezų, todėl jis netinkamas naudoti CNC frezavimas mašinos. Šio maršrutizatoriaus trūkumai yra elektronikos trūkumas, leidžiantis palaikyti stabilų greitį, todėl jį sunku naudoti akrilo ir kitų plastikų, apdorojamų mažu greičiu, apdorojimui. Taip pat žema guolių kokybė, kuri riboja nepertraukiamo veikimo laiką iki 2 valandų. Šio laiko pakanka iškirpti žodžius iš faneros arba mažus iki 10x10 cm raižytus 3D paveikslus ir panoraminius paveikslus, 3D gaminius dideli dydžiai pareikalaus žymiai daugiau laiko, todėl šį veleną naudoti 3D gaminiuose didelis dydis padidins guolių susidėvėjimą ir ankstyvą gedimą.
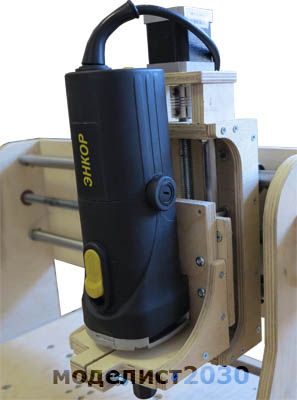
5 pav
5 Sparky maršrutizatoriai, 6 pav. Galia nuo 500W iki 1050W. 750W ir 1050W modeliuose yra stabiliam greičiui palaikyti skirta elektronika, leidžianti naudoti akrilo (plexiglas), dvipusio plastiko, PVC, modeliavimo plastiko ir kt. Plastikai apdorojami mažu suklio apsisukimų dažniu, kad būtų išvengta plastiko lydymosi, o reikia pakankamai galios, kad būtų užtikrintas priimtinas produktyvumas, greitis, išvengta perkaitimo frezavimo zonoje ir plastiko prilipimo prie frezos. Darbui su plastiku naudojami viensriegiai.

6 pav
6. Kress maršrutizatorius. geriausia kokybė iš nebrangių komutatorių velenų segmento stalinis aparatas pagamintas rankomis. Kaina nuo 13t.r. Išbėgimas yra normalizuotas, todėl jį galima priskirti aukštesnei velenų klasei. Didelis patikimumas, namų ir smulkaus verslo CNC staklių tarnavimo laikas yra nepalyginamai didesnis nei visų aukščiau išvardintų verpsčių ir nusileidžia tik profesionaliems bešepetiams (asinchroniniams) velenams.

7. Profesionalus skysčio aušinimo velenai.
Privalumai: didelis patikimumas, tokių verpsčių konstrukcijoje yra 3 arba 4 guoliai, o buitiniai komutatoriai turi tik 2, o komutatorių varikliams būdingų nusidėvėjimo šepečių nebuvimas.
surinkimo tikslumas ir aukštos kokybės balansuotojai taip pat užtikrina minimalų veleno išbėgimą, kuris būtinas norint kokybiškai apdoroti plonu ir (arba) ilgu įrankiu.
Skysčiu aušinamų velenų pranašumas, palyginti su oru aušinamais velenais:
1) tylesnis veikimas, nes nėra priverstinio oro sparnuotės keliamo triukšmo
2) galimybę dirbti nekondicionuojamose patalpose esant aukštai aplinkos temperatūrai arba ankštomis sąlygomis, kai nėra galimybės užtikrinti normalios oro cirkuliacijos.
3) galimybė dirbti patalpose, kuriose yra nešvarus oras, kuriame yra dulkių, oru aušinami velenai, dirbant dulkėtose patalpose, gali rinkti ir kaupti abrazyvines daleles, kurios gali pažeisti mechaninius veleno komponentus.
Trūkumai apima tik 10000r kainą ir poreikį naudoti dažnio keitiklis maistui (dar 10000r) ir aušinimo sistemai.

Taip pat rekomenduojame
 Kaip pasigaminti sveiką bananų kokteilį
Kaip pasigaminti sveiką bananų kokteilį
 Šparagų derliaus nuėmimas žiemai receptai gaminant maistą namuose
Šparagų derliaus nuėmimas žiemai receptai gaminant maistą namuose
 Vištienos pyragas su cukinijomis ir varške Dukano receptai Cukinijų pyragas su varške
Vištienos pyragas su cukinijomis ir varške Dukano receptai Cukinijų pyragas su varške
 Meduoliai su glajumi
Meduoliai su glajumi
 Kaip virti salotas su krabų lazdelėmis ir morkomis
Kaip virti salotas su krabų lazdelėmis ir morkomis
 Kopūstų salotos su paprika - geriausi receptai
Kopūstų salotos su paprika - geriausi receptai